Самые тонкие сварочные электроды для сварки тонкого металла
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие электроды для сварки стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.
Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие электроды для сварки стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.
Электроды для сварки
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У сварочного трансформатора должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.
Самые тонкие электроды для дуговой сварки
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Сварка металла тонким электродом
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для сварки инвертором тонкого металла имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.


Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 460 | 18 | <78 | – 20 |
Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
23,5 | 90 | 1,7 | ||
Размеры тонких электродов от различных фирм производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, которые выпускают такие размеры можно встретить:
- МР-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Э-46;
- АНО 21.
Выбор
Электроды для сварки тонколистового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы стержень наплавочного металла соответствовал основному. Это обеспечит лучшее соединение, так как на краях шва не будут образовывать слабые места, а вся структура будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно!Ни в коем случае не стоит стараться проваривать заготовки, толщина которых на несколько миллиметров больше, чем толщина электрода.»
Режимы и особенности применения
Толщина заготовки, мм | 0,8 | 1 | 1,5 | 2 |
Толщина электрода, мм | 1 | 1,6 | 2 | 2,5 |
Сила тока, A | 10…20 | 30…35 | 35…45 | 50…65 |
Главной особенностью применения является более высокая скорость сваривания.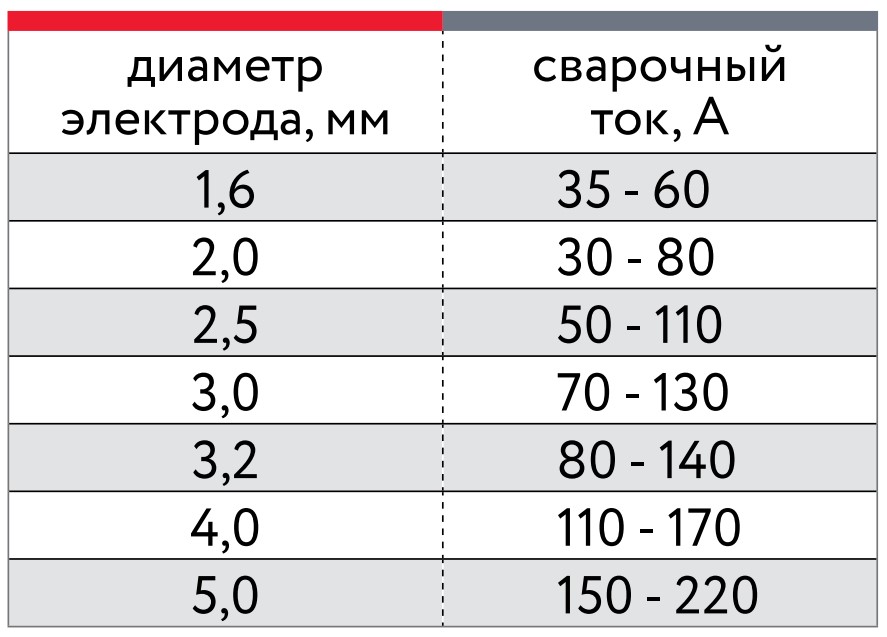 В отличие от сварки нержавейки, где этот фактор вызван более высокой текучестью, здесь сохраняется прежняя вязкость. Благодаря этому соединение в вертикальном и потолочном положении становится более легким. Это один из немногих случаев, когда электроды можно брать с более низким диаметром, чем основной металл, особенно если это касается потолочной сварки. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможно появление брака. Чем выше толщина, тем менее заметна эта разница, хотя здесь и есть зависимость от того, какой сорт металла используется.
В отличие от сварки нержавейки, где этот фактор вызван более высокой текучестью, здесь сохраняется прежняя вязкость. Благодаря этому соединение в вертикальном и потолочном положении становится более легким. Это один из немногих случаев, когда электроды можно брать с более низким диаметром, чем основной металл, особенно если это касается потолочной сварки. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможно появление брака. Чем выше толщина, тем менее заметна эта разница, хотя здесь и есть зависимость от того, какой сорт металла используется.
Размеры электродов для сварки
На рынке в настоящее время можно найти множество разновидностей электродов, которые различаются используемыми для их изготовления материалами и своими размерами. Такие сварочные стержни при соединении металлов могут выпускаться в различных типоразмерах. При выборе тех или иных разновидностей таких наплавочных материалов необходимо учитывать их диаметр, длину, основной состав и тип обмазки. Расскажем вам поподробнее как правильно выбирать длину и диаметр используемых электродов.
Расскажем вам поподробнее как правильно выбирать длину и диаметр используемых электродов.
Правильно выбираем диаметр
Диаметр стержней наряду с составом их сплава является одним из важнейших параметров, поэтому при выборе той или иной разновидности вам необходимо правильно определять нужный вам размер, что и станет залогом качественно выполненных сварочных работ. Толщина стержня напрямую зависит от размеров основного материала. Так, например, если вам необходимо провести сварку металлических листов толщиной в несколько миллиметров, то следует выбирать небольшие по своему размеру электроды. Если же вы соединяете металлические детали с толщиной в несколько сантиметров, а глубина шва будет приближаться к десяти миллиметрам, то необходимо соответствующим образом использовать для этой работы толстые наплавочные стержни, что обеспечит прочность соединения. Также на данную характеристику оказывает влияние показатель мощности сварочного трансформатора. Различные металлы могут существенно отличаться своей температурой плавления, соответственно необходимо правильно выбирать размеры используемых наплавочных материалов.
При правильном выборе температура плавления основного наплавочного материала будет одинаковой, что позволит одновременно расплавить как электроды, так и основной материал
В том случае, если диаметр выбран неправильно, это может привести к существенному ухудшению качества соединения. Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.
Выбираем длину электродов
Длина электродов не столь значимый параметр для сварки, однако в определенных ситуациях неправильный выбор может привести к существенному ухудшению качества выполняемых сварочных работ. Длина электрода зависит от его толщины и характеристик свариваемых элементов. Необходимо понимать, что в процессе сварки любое прерывание температурной обработки соединения неизменно приводит к существенному ухудшению сварочного шва
Длина электрода зависит от его толщины и характеристик свариваемых элементов. Необходимо понимать, что в процессе сварки любое прерывание температурной обработки соединения неизменно приводит к существенному ухудшению сварочного шва
Короткие электроды могут использоваться в тех случаях, когда не требуется создавать длинные швы. В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
В настоящее время в продаже можно найти электроды различных размеров. Это могут быть как стандартные стержни длиной в 10-15 сантиметров, так и специальные разновидности длиной 30-40 сантиметров и более. Необходимо помнить о том, что далеко не все марки электродов изготавливаются с полным ассортиментом размеров, что приводит к некоторым затруднениям при выборе такого наплавочного материала.
Диаметр и длина распространенных разновидностей
- LB-52U. Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
- АНО-21. Длина может составить максимум 0,25-0,4 метра, при диаметре 1,6-5 миллиметров.
- МР3. Это распространенный вид наплавочных стержней, которые предлагаются в широком ассортименте. Диаметр колеблется от 2 до 5 миллиметров, при этом их длина достигает 45 сантиметров.
- АНО-6. Покупателям предлагается три типоразмера, начиная от 3 и заканчивая 5 миллиметрами. У электродов с диаметром в 3 миллиметра максимальная длина может составлять 35 сантиметров. У пятимиллиметрового наплавочного стержня максимальная длина равняется 45 сантиметров.
 У пятимиллиметрового наплавочного стержня максимальная длина равняется 45 сантиметров.
У пятимиллиметрового наплавочного стержня максимальная длина равняется 45 сантиметров.Правильный выбор электродов
Диаметр используемых электродов для сварки необходимо выбирать с учетом толщины рабочих заготовок. При этом состав наплавочного и основного материала должен быть максимально схожим, что позволит выполнить однородное прочное соединение. Также необходимо учитывать температуру плавления соединяемых деталей, которая должна быть одинаковой. В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
Важно. Перед началом сварки следует оценить состояние обмазки, которая не должна иметь повреждений, что может существенно ухудшить качество сварного шва.
Длина электрода имеет значение в тех случаях, когда при выполнении сварки нежелательно ее прерывать, что способно привести к ухудшению качества выполненной работы. Так, например, при проведении ремонта герметичных емкостей для трубопроводов с высоким давлением прерывание процесса сварки и использование нескольких стержней для заварки одного соединения способно привести к существенному снижению надежности. Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Правильно подобрав сварочные стержни, с учетом их показателей длины и толщины вы сможете обеспечить качественное соединение, при этом полученный шов будет обладать необходимой декоративностью, механической прочностью, долговечностью и защитой от коррозии.
Электроды сварочные собственного производства |
||||
| Марка электрода | Тип Электрода по ГОСТ 9467-45 Гост 9466-75 | Диаметр, мм | Род сварочного тока | Назначение |
Электроды для сварки углеродистых сталей рядовых и ответственных конструкций |
||||
| МР-3 | Э46 | 2.5; 3.0; 4.0 | Переменный и постоянный обратной полярности | Рутиловое покрытие. Электроды предназначены для сварки черных металлов. Область применения- строительство и машиностроение. Электроды позволяют выполнять сварку на низких токах, а для электродов малого диаметра-от источников питания, включенных в бытовую сеть. Обеспечивают легкое отделение шлака и хорошее повторное зажигание, равномерное горение дуги в процессе сварки. |
| ОЗС-12 | Э46 | 2.5; 3.0; 4.0 | Переменный и постоянный прямой и обратной полярности | |
| АНО-21 | Э46 | 2.5; 3.0; 4.0 | Постоянный ток любой полярности, переменный от трансформатора с напряжением холостого хода не менее 50В | Для сварки конструкций из низкоуглеродистых сталей малых толщин марок Ст3, 10, 20 и др. Электроды обеспечивают легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделяемость шлаковой корки. Они могут применяться для сварки водопроводных труб, газопроводов малого давления. |
| АНО-36 | Э46 | 2.5; 3.0; 4.0 | Переменный и постоянный обратной полярности | Рутил-целллюлозное покрытие. Предназначены для сварки рядовых и ответственных конструкций из углеродистых сталей, во всех пространственных положениях шва. Также используется для сварки потолочных и вертикальных швов. Для сварки черных металлов. |
Электроды для сварки углеродистых сталей особо ответственных конструкций |
||||
| УОНИ 13/55 | Э50А | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | Для сварки ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности, ударной вязкости. Сварка во всех пространственных положениях, кроме вертикального. Свариваемая поверхность должна быть тщательно очищена от окисов, ржавчины, жиров, влаги, краски и других загрязнений. |
| УОНИ 13/45 | Э42А | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | |
| ТМУ-21У | Э50А | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | |
Электроды наплавочные |
||||
| Т-590 | Э-120Х6С2ГР3 | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | Предназначены для наплавки деталей из стали |
| ЭН-60 | Э-70Х3СМТ | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | |
Электроды для сварки серого, высокопрочного и ковкого чугуна |
||||
| ЦЧ-4В | ГОСТ 9466-75 | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | Предназначены для холодной сварки или заварки деталей из высокопрочного чугуна. |
| МНЧ-2 | ГОСТ 9466-75 | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | |
Электроды для сварки изделий из коррозионностойких хромоникелевых сталей (электроды для нержавейки) |
||||
| ЦЛ-11 | Э-08Х20Н9Г2Б | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | Электроды используются для сварки коррозионно- стойких нержавеющих сталей. Сварка во всех пространственных положениях. |
| ОЗЛ-8 | Э-07Х20Н9 | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | |
| НЖ-13 | Э-09Х19Н10Г2М2Б | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | |
Электроды для сварки разнородных сталей (нержавейка+сталь) |
||||
| ОЗЛ-6 | Э-10Х25Н13Г2 | 3.0; 4.0 | Постоянный ток обратной полярности | Данные электроды используются для сварки разнородных жаропростойких сталей. Сварка во всех пространственных положениях. |
| ОЗЛ-9А | Э-28Х24Н16Г6 | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ОЗЛ-17У | ГОСТ 9466-75 | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ОЗЛ-25Б | Э-10Х20Н70Г2М2Б2В | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ЦТ-15 | Э-08Х19Н10Г2Б | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ЭА-395/9 | Э-11Х15Н25М6АГ2 | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ЭА-400/10У | Э-07Х19Н11МГ2Ф | 3.0; 4.0 | Постоянный ток обратной полярности | |
Советы по выбору электродов для ручной дуговой сварки
- Главная
- —
- Блог
- —
- Подбор сварочных электродов для ручной дуговой сварки
1 / 1
Использование сварочных электродов вне зависимости от вида способствуют:
-
устойчивому горению дуги;
-
равномерному плавлению металла;
-
получению металла шва с необходимыми механическими свойствами;
-
хорошей отделимости шлака со шва;
-
отличной стойкости покрытия против осыпания, откалывания при относительно легких ударах и прочих механических повреждений;
-
минимизации токсичности газов, появляющихся во время сварки.
Выбор электродов для ручной дуговой сварки
Прежде чем купить сварочные электроды КЕДР для ручной дуговой сварки, следует изучить основные критерии их выбора. Для этого нужно знать толщину метала (от этого зависит диаметр электрода), марку стали (нержавеющая, чёрный металл и т.д.), и положение сварки. Ниже представлены основные характеристики электродов.
Диаметр электродов для ручной дуговой сварки
От диаметра изделий зависит сварочный ток, который подаётся на электрод – каждый производитель расходных материалов указывает разную величину. Опытные специалисты рекомендуют пользоваться специальной формулой: на каждый 1 мм электрода должно приходиться 30-40А тока, т.е. для стержня диаметром 3 мм нужен ток величиной 90-120А. Если сварку будет производиться в вертикальном положении, то конечная цифра должна быть уменьшена на 15%. Подробнее:
-
Диаметр 2 мм. Считается самым «капризным» электродом, т.к. требует от сварщика определённой сноровки и навыков. Это связано с тем, что он быстро горит и сильно греется при большом значении тока. Но 2-миллиметровый стержень отлично подходит для сварки тонких металлов – силы тока для этого требуется немного – 40-80А, в зависимости от условий сварочного процесса.
-
Диаметр 3 мм/3,2 мм. При условии сварки на постоянном токе требуется 70-80А, на переменном – 110-130А.
-
Диаметр 4 мм. Необходима сила тока в 110-180А. Такой колебание связно с толщиной металла, который требуется сварить, и навыками работы с «четвёркой». Рекомендуется пробовать с 110А и по мере надобности увеличить это значение.
-
Диаметр от 5 мм и больше. Это уже профессиональные сварочные электроды, требующие более высоких сварочных токов.
Тип покрытия
Выбирая плавящиеся электроды для ручной дуговой сварки Кедр, необходимо обращать внимание на покрытие. Оно создается по-разному и может включать в себя газообразующие, шлакообразующие, стабилизирующие и прочие компоненты. Обычно выделяют следующие виды покрытия:
-
Основное. Образуется на базе фтористых соединений, карбонатов кальция и магния. Благодаря кальцию металл шва освобождается от фосфора и серы. Преимуществ у покрытия немало, в частности, это низкая вероятность формирования кристаллизационных трещин и высокая стойкость против хладноломкости. Но наличие фтора негативно сказывается на устойчивости дуги. Также основное покрытие склонно к появлению пор, если увеличивается длина дуги, а на кромках имеются окалины или ржавчина. К этому же приводит и повышение влажности покрытия.
-
Кислое. Образуется на базе рудных материалов. Имеет низкую склонность к появлению пор. Горение дуги стабильное как при переменном, так и постоянном токе. Но металл шва имеет недостаточную пластичность и ударную вязкость. Вероятность появления кристаллизационных трещин высокая.
-
Рутиловое. Основой выступает рутиловый концентрат. Другие добавки – алюмосиликаты и карбонаты. Одно из ключевых преимуществ – это высокий коэффициент наплавки, но при условии ввода железного порошка. К другим плюсам относятся низкая токсичность и стабильное горение дуги при использовании переменного и постоянного тока. Но металл образуемого шва обладает недостаточно высокой пластичностью и ударной вязкостью.
-
Целлюлозное. В качестве основы применяются органические соединения: целлюлоза, мука, крахмал. Для получения нужных качеств и свойств они дополняются рутиловым концентратом, карбонатом, мрамором и некоторыми другими веществами. Слой шлака на шве получается очень тонким, а провар корня шва — качественным. Сварку электродами с таким покрытием можно выполнять в разных пространственных положениях. Но, как и аналоги, они не лишены минусов: разбрызгивание и увеличенное содержание водорода в металле шва.
Читайте также
Типы и марки электродов для сварки. Виды электродов для сварки.
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
ПРИМЕРЫ МАРКИРОВКИ: ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ |
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ
ПРИМЕРЫ МАРКИРОВКИ:
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
Тип электрода
Для сварки углеродистых и низколегированных сталей, а также легированных с повышенной и высокой прочностью, маркировка состоит из:
индекса Э
цифр, следующих за индексом, обозначающих величину предела прочности при растяжении в кгс/мм 2 ;
индекса А , указывающего, что металл шва имеет повышенные свойства по пластичности и ударной вязкости.
Для сварки теплоустойчивых, высоколегированных сталей и для наплавки, условное обозначение состоит из:
цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
букв и цифр, определяющих содержание химических элементов в процентах. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставляются.
индекса Э — электрод для ручной дуговой сварки и наплавки;
Обозначение
металлов
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс/мм 2) применяют 7 типов электродов: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А. Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 490 МПа (50 кгс/мм 2) до 588 МПа (60 кгс/мм 2) применяют 2 типа электродов: Э55, Э60. Для сварки легированных сталей повышенной и высокой прочности с пределом прочности при разрыве свыше 588 МПа (60 кгс/мм 2) применяют 5 типов электродов: Э70, Э85, Э100, Э125, Э150.
Для сварки теплоустойчивых сталей — 9 типов: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для сварки высоколегированных сталей с особыми свойствами — 49 типов: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ и др. Для наплавки поверхностных слоев с особыми свойствами — 44 типа: Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и др.
Марка электрода
Каждому типу электрода может соответствовать одна или несколько марок.
Диаметр электрода
Диаметр электрода (мм) соответствует диаметру металлического стержня.
Назначение электрода
Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2) — маркируется буквойУ ;
Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм 2) — маркируется буквойЛ ;
Для сварки теплоустойчивых сталей — маркируется буквой Т ;
Для сварки высоколегированных сталей с особыми свойствами — обозначается буквой В ;
Для наплавки поверхностных слоев с особыми свойствами — маркируется буквой Н .
Коэффициент толщины покрытия
В зависимости от отношения диаметра покрытия электрода D к диаметру металлического стержняd , электроды подразделяются на следующие группы:
с тонким покрытием (D/d≤1,2) — маркируется буквой М ;
со средним покрытием (1,2С ;
с толстым покрытием (1,45Д ;
с особо толстым покрытием (D/d>1,8) — Г .
Обозначение плавящегося покрытого электрода
Буква Е — международное обозначение плавящегося покрытого электрода.
Группа индексов, указывающих характеристики металла шва или наплавляемого металла
Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2).
http://elektrod-3g.ru
Впервые, сварочный электрод появился в 1902 году. С тех пор многое изменилось, появились новые виды и марки . Сварочный электрод является самым распространённым материалом.Каждая марка электрода обладает своими свойствами . Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод.
Самые популярные марки электродов, предназначенные для углеродистой и низколегированной стали: УОНИ-13/НЖ/12х13 . Электроды этой марки предназначены для сварки коррозионностойких сталей. Эта модель создана по всем правиламГОСТ 9466-75 . Сварка с таким электродом происходит на постоянном токе.
УОНИ 13/55 . Такой сварочный электрод используется для сварки как низколегированной, так и углеродистой стали. СоответствуетГОСТ 9466-75
Сварочные стержни различных размеров, о которых необходимо знать
Об электродах нужно знать гораздо больше, помимо материала, из которого они изготовлены, а также от того, расходуются они или нет.
Прежде чем я напишу о различных типах удилищ, вам необходимо знать общее значение этих чисел, чтобы вы могли легко их понять.
Проверьте наши рекомендуемые сварочные стержни
Первые два числа в номере размера электрода обычно обозначают предел прочности электрода на разрыв.70, например, подразумевает, что электрод имеет предел прочности на разрыв 70000 фунтов на квадратный дюйм.
Третья цифра обозначает положение, в котором вы можете использовать удилище.
Цифра 1 обозначает любое положение, 2 — плоское и горизонтальное положение, а 4 — положение верхнего, вертикального, горизонтального и плоского электрода.
Цифры в последнем номере обозначают использованное покрытие и, следовательно, ток, который вы можете безопасно использовать.
Сварочный пруток — это общий термин, который используется для обозначения присадочного металла или электродов, которые используются для соединения двух других основных металлов, когда сварщик выполняет дуговую сварку защищенного металла, сокращенно SMAW
Разные числа на электродах
Ниже приводится таблица с подробным описанием различных цифр на электродах и их значения, предлагаемая Американским обществом сварки :
| Цифра | Используемое покрытие | Ток, используемый при сварке |
| 0 | Натриевая соль с высоким содержанием целлюлозы | DC + |
| 1 | Калий с высоким содержанием целлюлозы | переменного тока, постоянного тока +, постоянного тока — |
| 2 | Высокое содержание титана натрия, | переменного тока, постоянного тока — |
| 3 | Калий с высоким содержанием титана | AC, DC + |
| 4 | Железный порошок, титан | переменного тока, постоянного тока +, постоянного тока — |
| 5 | Натрий с низким содержанием водорода | DC + |
| 6 | Калий с низким содержанием водорода | AC, DC + |
| 7 | Высокий оксид железа, порошок калия | переменного тока, постоянного тока +, постоянного тока — |
| 8 | Калий с низким содержанием водорода, железный порошок | переменного тока, постоянного тока +, постоянного тока — |
Штучные электроды разных размеров
Есть много размеров стержневых электродов.Они бывают разного диаметра с разным рекомендованным током, как показано в таблице ниже:
| Диаметр электрода в дюймах | Электроды | Толщина металла | |||||
| 6010 и 6011 | 6012 | 6013 | 7014 | 7018 | 7024 | ||
| 1/16 | 20-40 | 20-40 | до 3/16 дюйма | ||||
| 5/64 | 25-60 | 25-60 | |||||
| 3/32 | 40-80 | 35-85 | 45-90 | 80-125 | 70-100 | 100-145 | до ¼ ” |
| 1/8 | 75-125 | 80-140 | 80-130 | 110-160 | 115-165 | 140-190 | Более 1/8 дюйма |
| 5/32 | 110–170 | 110-190 | 105-180 | 150-210 | 150-220 | 180-250 | Более ¼ ” |
| 3/16 | 140-215 | 140-240 | 150-230 | 200–275 | 200–275 | 230-305 | Более 3/8 дюйма |
| 7/32 | 170-250 | 200-320 | 310-300 | 260-340 | 260-340 | 275-365 | |
| ¼ | 210-320 | 250-400 | 250-350 | 330-415 | 315-400 | 335-430 | Более 3/8 дюйма |
| 5/16 | 275-425 | 300-500 | 320-430 | 390-500 | 375-470 | 400-525 | Более ½ дюйма |
Как видно из приведенной выше таблицы, вы можете определить, какой диаметр сварочного прутка вы можете использовать, а также толщину металла, на которой вы можете его использовать, для достижения наилучших результатов.
Различные размеры и класс сварочных стержней
Обратите внимание, что чем толще свариваемый материал, тем выше требуемый ток и тем больше требуется электрод. Общие электроды включают: 6010, 6011, 6012, 6013, 7014, 7018 и 7024
.Давайте посмотрим на эти размеры ниже:
6010 Электроды
Их можно использовать только с питанием постоянного тока, поскольку они имеют покрытие из целлюлозы и натрия, имеют глубокое проникновение и могут проходить через пыльные, ржавые и маслянистые металлы, в том числе покрытые краской.
Как видно из третьей цифры 1, это всепозиционный электрод, который может использоваться для сварки труб, поскольку он работает плавно, а его шлак легче удаляется.
Они подходят для опытных сварщиков, поскольку новичкам будет сложнее их использовать из-за того, что дуга у них плотная.
Электрод 6010 имеет множество применений, и он широко распространен среди сварщиков, хотя не всегда прост в использовании.
Может выжить при комнатной температуре в сухих условиях.Перед использованием необходимо высушить влагу, при этом следует отметить, что промывание электродов разрушает их.
Сварочный стержень Forney 31610 E6010, 1/8 дюйма, 10 фунтов- Пруток для сварки в любых положениях с дугой копания, глубокий провар на грязных, ржавых и окрашенных материалах
- Идеален для соединений, требующих глубокого проплавления, таких как стыковые швы с квадратной кромкой, подходит для вертикальной и потолочной сварки легким шлаком
- Требуется минимальная подготовка поверхности
- Отлично подходит для оцинкованной стали и ржавой / маслянистой стали при техническом обслуживании или ремонте, а также для сварки труб.
- Нажмите на синее название (BY FORNEY), выделенное синим цветом под заголовком, чтобы просмотреть наш полный каталог сварочных аппаратов, абразивов, цепей / тросов, Инструменты и многое другое!
6011 Электроды
Они имеют покрытие из целлюлозы и калия, поэтому могут использовать переменный ток (AC), а также постоянный + ток.
Как и 6010, они являются позиционными электродами и могут глубоко прорезать ржавые, нечистые материалы, что делает их популярными среди сварщиков, в основном, для технического обслуживания, когда постоянный ток (DC) недоступен.
Можно использовать с любым сварочным материалом.
Шлак, образующийся этими электродами, невелик, но его труднее удалить по сравнению с другими электродами.
Сварочный стержень Forney 31205 E6011, 1/8 дюйма, 5 фунтов- Продукт 5LB 1/8 6011 Сварной стержень
- Простой в использовании
- Универсальный сварочный стержень для глубокого проплавления и быстрого замораживания грязных, ржавых и окрашенных материалов
- Плавное смачивание и распространение дуги с хорошим разбрызгиванием быстрое наплавление и более плоский контур, обеспечивающий более высокую скорость перемещения
- Требуется минимальная подготовка поверхности
6012 Электроды
Это также все позиционные электроды, которые хорошо работают для перекрытия зазоров между стыками.Они также используются для высокоскоростных и сильноточных угловых швов, выполняемых горизонтально.
В отличие от электродов 6010 и 6011, их проплавление неглубокое, не говоря уже о шлаке, образующемся после сварки, который требует большой очистки.
6013 Электроды
Шатуны 6013 могут выдерживать нагрузку 60 000 фунтов на квадратный дюйм. Эти стержни совместимы с переменным, постоянным + и постоянным током.
Способность работать с этими разными токами делает его очень универсальным и пригодным для использования с любым сварочным аппаратом, включая небольшие аппараты, в отличие от других сварочных стержней, для которых требуются более крупные аппараты.
Другие особенности электродов 6013 заключаются в том, что они подходят для более легких работ, таких как автомобильные проекты, они имеют умеренный и небольшой шлак, который можно легко удалить.
В отличие от размеров 6012, они создают мягкие дуги с меньшим количеством брызг и могут использоваться только для сварки чистых, новых и не содержащих ржавчины материалов для автомобильных проектов.
6013 обладает средней проникающей способностью при обработке тонких листов.
При сварке электродами 6013 перемещайте их небольшими круговыми движениями вокруг стыка.Это обеспечивает более прочную сварку и помогает контролировать скорость. 6013 также враг воды и любых влажных условий. Храните электроды 6013 в защищенном от влаги и влагонепроницаемом контейнере.
Сварочный стержень Forney 30301 E6013, 3/32 дюйма, фунт- Продукт представляет собой сварочный стержень LB 3/32 6013
- Прост в использовании
- Сварка во всех положениях, стержень общего назначения для неглубокого проплавления или в условиях плохой посадки
- Отличное смачивающее действие, получение гладких и плоских валиков с устойчивой дугой с AC или DC
- Низкое разбрызгивание и отличное удаление шлака, практически самоочищение в вертикальных галтелях вниз
7014 Электроды
Эти электроды имеют такое же проплавление швов, что и 6012, и подходят для использования на углеродистой и низколегированной стали.В них много порошка железа, что увеличивает скорость осаждения.
Они могут выдерживать более высокий ток по сравнению с электродами 6012. Они используются для строительного оборудования, сельскохозяйственной техники, барж, металлических приспособлений и автомобильных запчастей.
7018 Электроды
Это самые простые в использовании электроды, они имеют толстый флюс и высокое содержание порошка. У них минимальное проплавление, что дает плавную и тихую дугу с меньшим количеством брызг.
Конечно, все они позиционные стержни, которые могут выдерживать нагрузку 70 000 фунтов на квадратный дюйм. Они имеют покрытие из железного порошка с низким содержанием водорода, что означает, что они могут использоваться как с переменным, так и с постоянным + током.
Низкое содержание водорода в них обеспечивает гладкие и прочные сварные швы. Секрет получения этих гладких и прочных сварных швов заключается в том, чтобы тянуть стержень по поверхности металла, а также слегка перемещать его из стороны в сторону.
Однако стержни с низким содержанием водородаимеют свои недостатки, например, необходимость специального хранения, чтобы они служили вам в течение более длительного периода времени.
Они не допускают попадания воды или любой влаги. Вы можете хранить их в духовке при температуре 250 градусов по Фаренгейту. Если вы сможете купить их самостоятельно, тем лучше. Электроды 7018 популярны, потому что электроды 7018 популярны, поскольку они могут сваривать толстые материалы, такие как сталь, и дают прочные сварные швы.
Они идеально подходят для сварки конструкций, атомных электростанций, напорных труб и больших мостов. Их также называют «тяговые удилища» или «высокие-низкие».
распродажа Forney 30681 E7018 Сварочный стержень переменного тока, 3/32 дюйма, 5 фунтов- Продукт представляет собой сварочный стержень 5LB 3 / 327018AC
- Прост в использовании
- Сварка во всех положениях, стержень с низким содержанием водорода для общего применения на переменном токе, требующий небольшого проплавления, также может использоваться на постоянном токе +
- Превосходный контур валика, легкое разбрызгивание и шлак часто самоочищается
- Хорошие характеристики с источниками питания OCV с низким напряжением холостого хода
7024 Электроды
Содержание порошка в них также велико, что увеличивает скорость осаждения.Они используются в плоских и горизонтальных положениях, так как имеют большую горячую лужу с флюсом, заставляющим металл медленно затвердевать.
Электроды7024 хорошо подходят для стального листа толщиной четверть дюйма или более, а также подходят для металлов толщиной более полутора дюймов.
Для этих электродов не требуется стержневая печь, они накладывают много сварочного металла, обеспечивают гладкие сварные швы и выделяют шлак, который легко очищать.
Кроме того, они не дорогие. Однако они требуют использования большого количества тепла, что представляет опасность для сварщика.
Какие факторы вы учитываете при выборе размера сварочного стержня?
Хорошо, выбранный сварочный стержень должен соответствовать вашим потребностям в сварке. Факторы, которые следует учитывать, включают:
Предел прочности
Минимальный предел прочности электрода должен соответствовать прочности основного металла. Как вы уже знаете, предел прочности электрода на разрыв можно определить, проверив его первые две цифры, которые обычно напечатаны на его стороне.
Например, если первые две цифры равны 60, скажем, для электрода 6011, он имеет предел прочности на разрыв 60 фунтов на квадратный дюйм и лучше всего будет работать с металлом с соответствующей прочностью на разрыв. Такой подбор прочности предотвратит появление трещин при сварке и другие неудобства.
Используемый ток
Определите, можно ли подключить электрод, который вы собираетесь использовать, к источнику питания переменного или постоянного тока или к обоим.
Из приведенной выше таблицы видно, что некоторые электроды совместимы с любым из двух и, следовательно, могут использоваться с любым источником питания, который у вас есть.Используемый ток также влияет на уровень проникновения.
Позиция сварки
Оцените положение сварного шва, посмотрев на третью цифру в классификации. Например, электрод с цифрой 1 в качестве третьего числа может свариваться в любом положении, будь то плоское, вертикальное, потолочное или горизонтальное, в то время как электрод с цифрой 2 может использоваться только для плоского и горизонтального положений.
Основной металл
Также следует учитывать толщину основного металла, подгонку соединения и форму.Толстые материалы хорошо подходят для высокопластичных электродов с низким содержанием водорода, поскольку это предотвращает растрескивание электрода.
Электроды, которые можно использовать с толстыми материалами, включают электроды с цифрами 15, 16 или 18.
Для более тонких материалов нужен электрод, такой как 6013, который создает мягкую дугу, или электрод, который дает неглубокое проплавление, чтобы предотвратить горение материалов.
Если конструкция соединения или подгонка не скошены, то хорошим выбором будет такой электрод, как 6010 или 6011, с глубоким проникновением.Для широких отверстий такой электрод, как 6012, поможет перекрыть зазоры и выполнить сварку с разделкой кромок.
Полярность
Полярность — это направление, в котором ток течет в цепи. В случае прямой полярности электрод отрицательный, а деталь положительный. Следовательно, электроны текут к заготовке.
При обратной полярности электроды текут к электроду, потому что заготовка отрицательная, а электрод положительный.
Для электродов, способных выдерживать переменный ток, полярность не является проблемой, но с электродами, которые используют постоянный ток, можно сваривать как с обратной, так и с прямой полярностью.
Необходимость сокращения выбросов в окружающую среду
Тип используемого электрода также зависит от внешнего вида вашего металла. Он новый и чистый или ржавый и ржавый?
Для нового и чистого металла используйте электроды, такие как электроды 6013, а для нечистых металлов используйте электроды 6010 и 6011.
Технические условия
Условия, в которых будет храниться сварка, будут определять используемый электрод. Если он будет храниться или использоваться в условиях высокой или низкой температуры, использование водородного электрода снижает вероятность растрескивания.
Специальные сварочные спецификации, требующие использования определенных типов электродов, доступны для использования в критических проектах, таких как изготовление котлов.
Часто задаваемые вопросы
Как выбрать лучшую силу тока для сварки?
Все, что вам нужно сделать, это использовать таблицу силы тока для разных электродов, а также их диаметров.Используйте силу тока в пределах диапазона, указанного для данного электрода. См. Подробную информацию в таблице 2 выше.
Как выбрать электрод наилучшего размера?
Выбор электрода зависит от многих факторов, таких как толщина свариваемого материала. Тонкий электрод для тонкой пластины и толстый электрод для толстой пластины.
Завершение
Чтобы выбрать правильный размер электрода, необходимый для выполнения вашего проекта, вам необходимо знать, какие размеры сварочных стержней доступны, когда и как их можно использовать.
Для одного проекта может быть даже несколько вариантов. Используя факторы, которые вам необходимо учитывать, вы легко сможете определить, какой из сварочных стержней разных размеров подходит для вашего использования. (На основе таких факторов, как источник питания и положение сварки.)
Размеры фланца с приварной шейкой — от класса 150 до класса 2500
Размеры фланца с приварной шейкой указаны в стандарте ASME B16.5, который охватывает фланцы труб и фланцевые фитинги для размеров от ½ до 24 дюймов, для размеров от NPS от 26 до 60 дюймов. соответствовать ASME B16.47.
Во время проверки размеров фланца приварной шейки следует проверить
- Внешний и внутренний диаметр корпуса
- Диаметр окружности болта и отверстия под болт
- Толщина сварного конца
- Длина втулки и
- Прямолинейность и соосность отверстия под болт
Размеры фланца приварной шейки класса 150
| Размер в дюймах | Размер в мм | Внешний диаметр | Толщина фланца | Внешний диаметр ступицы | Внешний диаметр приварной шейки | Длина | Диаметр отверстия | RF Диаметр | RF Высота | PCD | Поверхность шва |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | I | J | |||
| 1/2 | 15 | 90 | 9.6 | 30 | 21,3 | 46 | Сварка Отверстие в шейке определяется по спецификации трубы | 34,9 | 2 | 60,3 | 1,6 |
| 3/4 | 20 | 100 | 11,2 | 38 | 26,7 | 51 | 42,9 | 2 | 69,9 | 1,6 | |
| 1 | 25 | 110 | 12,7 | 49 | 33,4 | 54 | 50.8 | 2 | 79,4 | 1,6 | |
| 1 1/4 | 32 | 115 | 14,3 | 59 | 42,2 | 56 | 63,5 | 2 | 88,9 | 1,6 | |
| 1 1/2 | 40 | 125 | 15,9 | 65 | 48,3 | 60 | 73 | 2 | 98,4 | 1,6 | |
| 2 | 50 | 150 | 17 .5 | 78 | 60,3 | 62 | 92,1 | 2 | 120,7 | 1,6 | |
| 2 1/2 | 65 | 180 | 20,7 | 90 | 73 | 68 | 104,8 | 2 | 139,7 | 1,6 | |
| 3 | 80 | 190 | 22,3 | 108 | 88,9 | 68 | 127 | 2 | 152.4 | 1,6 | |
| 3 1/2 | 90 | 215 | 22,3 | 122 | 101,6 | 70 | 139,7 | 2 | 177,8 | 1,6 | |
| 4 | 100 | 230 | 22,3 | 135 | 114,3 | 75 | 157,2 | 2 | 190,5 | 1,6 | |
| 5 | 125 | 255 | 22.3 | 164 | 141,3 | 87 | 185,7 | 2 | 215,9 | 1,6 | |
| 6 | 150 | 280 | 23,9 | 192 | 168,3 | 87 | 215,9 | 2 | 241,3 | 1,6 | |
| 8 | 200 | 345 | 27 | 246 | 219,1 | 100 | 269,9 | 2 | 298.5 | 1,6 | |
| 10 | 250 | 405 | 28,6 | 305 | 273 | 100 | 323,8 | 2 | 362 | 1,6 | |
| 12 | 300 | 485 | 30,2 | 365 | 323,8 | 113 | 381 | 2 | 431,8 | 1,6 | |
| 14 | 350 | 535 | 33.4 | 400 | 355,6 | 125 | 412,8 | 2 | 476,3 | 1,6 | |
| 16 | 400 | 595 | 35 | 457 | 406,4 | 125 | 469,9 | 2 | 539,8 | 1,6 | |
| 18 | 450 | 635 | 38,1 | 505 | 457,2 | 138 | 533,4 | 2 | 577.9 | 1,6 | |
| 20 | 500 | 700 | 41,3 | 559 | 508 | 143 | 584,2 | 2 | 635 | 1,6 | |
| 24 | 600 | 815 | 46,1 | 663 | 610 | 151 | 692,2 | 2 | 749,3 | 1,6 |
Размеры шпильки и болта фланца с приварной шейкой класса 150
| Размер в дюймах | Размер в дюймах мм | Количество болтов | Размер болта UNC | Длина машинного болта | Длина шпильки RF | Размер отверстия | Размер шпильки ISO | Вес в кг |
|---|---|---|---|---|---|---|---|---|
| 1/2 | 15 | 4 | 1/2 | 50 | 55 | 5/8 | M14 | 0.6 |
| 3/4 | 20 | 4 | 1/2 | 50 | 65 | 5/8 | M14 | 0,9 |
| 1 | 25 | 4 | 1 / 2 | 55 | 65 | 5/8 | M14 | 1,4 |
| 1 1/4 | 32 | 4 | 1/2 | 55 | 70 | 5/8 | M14 | 1,4 |
| 1 1/2 | 40 | 4 | 1/2 | 65 | 70 | 5/8 | M14 | 1.8 |
| 2 | 50 | 4 | 5/8 | 70 | 85 | 3/4 | M16 | 2,7 |
| 2 1/2 | 65 | 4 | 5/8 | 75 | 90 | 3/4 | M16 | 3,7 |
| 3 | 80 | 4 | 5/8 | 75 | 90 | 3/4 | M16 | 4,6 |
| 3 1/2 | 90 | 8 | 5/8 | 75 | 90 | 3/4 | M16 | 5.5 |
| 4 | 100 | 8 | 5/8 | 75 | 90 | 3/4 | M16 | 6,8 |
| 5 | 125 | 8 | 3/4 | 85 | 95 | 7/8 | M20 | 8,7 |
| 6 | 150 | 8 | 3/4 | 85 | 100 | 7/8 | M20 | 10,9 |
| 8 | 200 | 8 | 3/4 | 90 | 110 | 7/8 | M20 | 17.7 |
| 10 | 250 | 12 | 7/8 | 100 | 115 | 1 | M24 | 24 |
| 12 | 300 | 12 | 7/8 | 100 | 120 | 1 | M24 | 37 |
| 14 | 350 | 12 | 1 | 115 | 135 | 1 1/8 | M27 | 50 |
| 16 | 400 | 16 | 1 | 115 | 135 | 1 1/8 | M27 | 64 |
| 18 | 450 | 16 | 1 1/8 | 125 | 145 | 1 1/4 | M30 | 68 |
| 20 | 500 | 20 | 1 1/8 | 140 | 160 | 1 1/4 | M30 | 82 | 900 43
| 24 | 600 | 20 | 1 1/4 | 150 | 170 | 1 3/8 | M33 | 118 |
Размеры фланца под приварную шейку класса 300
| Размер в дюймах | Размер в мм | Внешний диаметр | Толщина фланца | Внешний диаметр ступицы | Внешний диаметр приварной шейки | Длина приварной шейки | Диаметр отверстия | RF Диаметр | RF Высота | PC90D | PC90D | Приварная поверхность
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | H | I | J | ||
| 1/2 | 15 | 95 | 12 .7 | 38 | 21,3 | 51 | Сварка Отверстие в шейке определяется спецификацией трубы | 34,9 | 2 | 66,7 | 1,6 |
| 3/4 | 20 | 115 | 14,3 | 48 | 26,7 | 56 | 42,9 | 2 | 82,6 | 1,6 | |
| 1 | 25 | 125 | 15,9 | 54 | 33,4 | 60 | 50.8 | 2 | 88,9 | 1,6 | |
| 1 1/4 | 32 | 135 | 17,5 | 64 | 42,2 | 64 | 63,5 | 2 | 98,4 | 1,6 | |
| 1 1/2 | 40 | 155 | 19,1 | 70 | 48,3 | 67 | 73 | 2 | 114,3 | 1,6 | |
| 2 | 50 | 165 | 20 .7 | 84 | 60,3 | 68 | 92,1 | 2 | 127 | 1,6 | |
| 2 1/2 | 65 | 190 | 23,9 | 100 | 73 | 75 | 104,8 | 2 | 149,2 | 1,6 | |
| 3 | 80 | 210 | 27 | 117 | 88,9 | 78 | 127 | 2 | 168,3 | 1.6 | |
| 3 1/2 | 90 | 230 | 28,6 | 133 | 101,6 | 79 | 139,7 | 2 | 184,2 | 1,6 | |
| 4 | 100 | 255 | 30,2 | 146 | 114,3 | 84 | 157,2 | 2 | 200 | 1,6 | |
| 5 | 125 | 280 | 33,4 | 178 | 141.3 | 97 | 185,7 | 2 | 235 | 1,6 | |
| 6 | 150 | 320 | 35 | 206 | 168,3 | 97 | 215,9 | 2 | 269,9 | 1,6 | |
| 8 | 200 | 380 | 39,7 | 260 | 219,1 | 110 | 269,9 | 2 | 330,2 | 1,6 | |
| 10 | 250 | 445 | 46 .1 | 321 | 273 | 116 | 323,8 | 2 | 387,4 | 1,6 | |
| 12 | 300 | 520 | 49,3 | 375 | 323,8 | 129 | 381 | 2 | 450,8 | 1,6 | |
| 14 | 350 | 585 | 52,4 | 425 | 355,6 | 141 | 412,8 | 2 | 514.4 | 1,6 | |
| 16 | 400 | 650 | 55,6 | 483 | 406,4 | 144 | 469,9 | 2 | 571,5 | 1,6 | |
| 18 | 450 | 710 | 58,8 | 533 | 457 | 157 | 533,4 | 2 | 628,6 | 1,6 | |
| 20 | 500 | 775 | 62 | 587 | 508 | 160 | 584 .2 | 2 | 685,8 | 1,6 | |
| 24 | 600 | 915 | 68,3 | 702 | 610 | 167 | 692,2 | 2 | 812,8 | 1,6 |
| Размер в дюймах | Размер в мм | Количество болтов | Размер болта UNC | Длина машинного болта | Длина шпильки RF | Размер отверстия | Шпилька ISO Размер | Масса, кг |
|---|---|---|---|---|---|---|---|---|
| 1/2 | 15 | 4 | 1/2 | 55 | 65 | 5/8 | M14 | 1.4 |
| 3/4 | 20 | 4 | 5/8 | 65 | 75 | 3/4 | M16 | 1,4 |
| 1 | 25 | 4 | 5 / 8 | 65 | 75 | 3/4 | M16 | 1,8 |
| 1 1/4 | 32 | 4 | 5/8 | 70 | 85 | 3/4 | M16 | 2,3 |
| 1 1/2 | 40 | 4 | 3/4 | 75 | 90 | 7/8 | M20 | 3.2 |
| 2 | 50 | 8 | 5/8 | 75 | 90 | 3/4 | M16 | 4,1 |
| 2 1/2 | 65 | 8 | 3/4 | 85 | 100 | 7/8 | M20 | 5,5 |
| 3 | 80 | 8 | 3/4 | 90 | 110 | 7/8 | M20 | 6,8 |
| 3 1/2 | 90 | 8 | 3/4 | 95 | 110 | 7/8 | M20 | 8.2 |
| 4 | 100 | 8 | 3/4 | 95 | 115 | 7/8 | M20 | 11,4 |
| 5 | 125 | 8 | 3/4 | 110 | 120 | 7/8 | M20 | 14,6 |
| 6 | 150 | 12 | 3/4 | 110 | 120 | 7/8 | M20 | 19,1 |
| 8 | 200 | 12 | 7/8 | 120 | 140 | 1 | M24 | 31 |
| 10 | 250 | 16 | 1 | 140 | 160 | 1 1/8 | M27 | 42 |
| 12 | 300 | 16 | 1 1/8 | 145 | 170 | 1 1/4 | M30 | 64 |
| 14 | 350 | 20 | 1 1/8 | 160 | 180 | 1 1/4 | M30 | 82 |
| 16 | 400 | 20 | 1 1/4 | 165 | 190 | 1 3/8 | M33 | 113 |
| 18 | 450 | 24 | 1 1/4 | 170 | 195 | 1 3/8 | M33 | 145 |
| 20 | 500 | 24 | 1 1/4 | 185 | 205 | 1 3/8 | M33 | 182 |
| 24 | 600 | 24 | 1 1/2 | 205 | 230 | 1 5/8 | M39 | 264 |
Размеры фланца приварной шейки класса 400
| Размер в дюймах | Размер в мм | Наружный Диаметр ter | Толщина фланца | Внешний диаметр ступицы | Внешний диаметр приварной шейки | Длина приварной шейки | Отверстие | Диаметр RF | Высота RF | PCD | Поверхность приварного шва |
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | D | E | F | G | H | I | J | ||||
| 1/2 | 15 | 95 | 14.3 | 38 | 21,3 | 52 | Сварка Отверстие в шейке определяется по спецификации трубы | 34,9 | 7 | 66,7 | 1,6 |
| 3/4 | 20 | 115 | 15,9 | 48 | 26,7 | 57 | 42,9 | 7 | 82,6 | 1,6 | |
| 1 | 25 | 125 | 17,5 | 54 | 33,4 | 62 | 50.8 | 7 | 88,9 | 1,6 | |
| 1 1/4 | 32 | 135 | 20,7 | 64 | 42,2 | 67 | 63,5 | 7 | 98,4 | 1,6 | |
| 1 1/2 | 40 | 155 | 22,3 | 70 | 48,3 | 70 | 73 | 7 | 114,3 | 1,6 | |
| 2 | 50 | 165 | 25 .4 | 84 | 60,3 | 73 | 92,1 | 7 | 127 | 1,6 | |
| 2 1/2 | 65 | 190 | 28,6 | 100 | 73 | 79 | 104,8 | 7 | 149,2 | 1,6 | |
| 3 | 80 | 210 | 31,8 | 117 | 88,9 | 83 | 127 | 7 | 168.3 | 1,6 | |
| 3 1/2 | 90 | 230 | 35 | 133 | 101,6 | 86 | 139,7 | 7 | 184,2 | 1,6 | |
| 4 | 100 | 255 | 35 | 146 | 114,3 | 89 | 157,2 | 7 | 200 | 1,6 | |
| 5 | 125 | 280 | 38.1 | 178 | 141,3 | 102 | 185,7 | 7 | 235 | 1,6 | |
| 6 | 150 | 320 | 41,3 | 206 | 168,3 | 103 | 215.9 | 7 | 269,9 | 1,6 | |
| 8 | 200 | 380 | 47,7 | 260 | 219,1 | 117 | 269,9 | 7 | 330 | 1.6 | |
| 10 | 250 | 445 | 54 | 321 | 273 | 124 | 323,8 | 7 | 387,4 | 1,6 | |
| 12 | 300 | 520 | 57,2 | 375 | 323,8 | 137 | 381 | 7 | 450,8 | 1,6 | |
| 14 | 350 | 585 | 60,4 | 425 | 355.6 | 149 | 412,8 | 7 | 514,4 | 1,6 | |
| 16 | 400 | 650 | 63,5 | 483 | 406,4 | 152 | 469,9 | 7 | 571,5 | 900 1,6||
| 18 | 450 | 710 | 66,7 | 533 | 457 | 165 | 533,4 | 7 | 628,6 | 1,6 | |
| 20 | 500 | 775 | 69 .9 | 587 | 508 | 168 | 584,2 | 7 | 685,8 | 1,6 | |
| 24 | 600 | 915 | 76,2 | 702 | 610 | 175 | 692,2 | 900 7812,8 | 1,6 |
Размеры шпильки и болта фланца с приварной шейкой класса 400
| Размер в дюймах | Размер в мм | Кол-во болтов | Размер болта UNC | RF Длина шпильки | Размер отверстия | Размер шпильки ISO |
|---|---|---|---|---|---|---|
| 1/2 | 15 | 4 | 1/2 | 75 | 5/8 | M14 |
| 3/4 | 20 | 4 | 5/8 | 90 | 3/4 | M16 |
| 1 | 25 | 4 | 5/8 | 90 | 3/4 | M16 |
| 1 1/4 | 32 | 4 | 5/8 | 95 | 3/4 | M16 |
| 1 1/2 | 40 | 4 | 3 / 4 | 110 | 7/8 | M20 |
| 2 | 50 | 8 | 5/8 | 110 | 3/4 | M16 |
| 2 1/2 | 65 | 8 | 3/4 | 120 | 7/8 | M20 |
| 3 | 80 | 8 | 3/4 | 125 | 7/8 | M20 |
| 3 1/2 | 90 | 8 | 7/8 | 140 | 1 | M24 |
| 4 | 100 | 8 | 7/8 | 140 | 1 | M24 |
| 5 | 125 | 8 | 7/8 90 034 | 145 | 1 | M24 |
| 6 | 150 | 12 | 7/8 | 150 | 1 | M24 |
| 8 | 200 | 12 | 1 | 170 | 1 1/8 | M27 |
| 10 | 250 | 16 | 1 1/8 | 190 | 1 1/4 | M30 |
| 12 | 300 | 16 | 1 1/4 | 205 | 1 3/8 | M33 |
| 14 | 350 | 20 | 1 1/4 | 210 | 1 3/8 | M33 |
| 16 | 400 | 20 | 1 3/8 | 220 | 1 1/2 | M36 |
| 18 | 450 | 24 | 1 3/8 | 230 | 1 1 / 2 | M36 |
| 20 | 500 | 24 | 1 1/2 | 240 | 1 3/4 | M39 |
| 24 | 600 | 24 | 1 3/4 | 265 | 1 7 / 8 | M45 |
Размеры фланца приварной шейки класса 600
| Размер в дюймах | Размер в мм | Внешний диаметр | Толщина фланца | Внешний диаметр ступицы | Внешний диаметр приварной шейки | Длина | Диаметр отверстия | RF Диаметр | RF Высота | PCD | Поверхность шва |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | I | J | |||
| 1/2 | 15 | 95 | 14.3 | 38 | 21,3 | 52 | Сварка Отверстие в шейке определяется по спецификации трубы | 34,9 | 7 | 66,7 | 1,6 |
| 3/4 | 20 | 115 | 15,9 | 48 | 26,7 | 57 | 42,9 | 7 | 82,6 | 1,6 | |
| 1 | 25 | 125 | 17,5 | 54 | 33,4 | 62 | 50.8 | 7 | 88,9 | 1,6 | |
| 1 1/4 | 32 | 135 | 20,7 | 64 | 42,2 | 67 | 63,5 | 7 | 98,4 | 1,6 | |
| 1 1/2 | 40 | 155 | 22,3 | 70 | 48,3 | 70 | 73 | 7 | 114,3 | 1,6 | |
| 2 | 50 | 165 | 25 .4 | 84 | 60,3 | 73 | 92,1 | 7 | 127 | 1,6 | |
| 2 1/2 | 65 | 190 | 28,6 | 100 | 73 | 79 | 104,8 | 7 | 149,2 | 1,6 | |
| 3 | 80 | 210 | 31,8 | 117 | 88,9 | 83 | 127 | 7 | 168.3 | 1,6 | |
| 3 1/2 | 90 | 230 | 35 | 133 | 101,6 | 86 | 139,7 | 7 | 184,2 | 1,6 | |
| 4 | 100 | 275 | 38,1 | 152 | 114,3 | 102 | 157,2 | 7 | 215,9 | 1,6 | |
| 5 | 125 | 330 | 44.5 | 189 | 141,3 | 114 | 185,7 | 7 | 266,7 | 1,6 | |
| 6 | 150 | 355 | 47,7 | 222 | 168,3 | 117 | 215,9 | 900 7292,1 | 1,6 | ||
| 8 | 200 | 420 | 55,6 | 273 | 219,1 | 133 | 269,9 | 7 | 349.2 | 1,6 | |
| 10 | 250 | 510 | 63,5 | 343 | 273 | 152 | 323,8 | 7 | 431,8 | 1,6 | |
| 12 | 300 | 560 | 66,7 | 400 | 323,8 | 156 | 381 | 7 | 489 | 1,6 | |
| 14 | 350 | 605 | 69.9 | 432 | 355,6 | 165 | 412,8 | 7 | 527 | 1,6 | |
| 16 | 400 | 685 | 76,2 | 495 | 406,4 | 178 | 469,9 | 7603,2 | 1,6 | ||
| 18 | 450 | 745 | 82,6 | 546 | 457 | 184 | 533,4 | 7 | 654 | 1.6 | |
| 20 | 500 | 815 | 88,9 | 610 | 508 | 190 | 584,2 | 7723,9 | 1,6 | ||
| 24 | 600 | 940 | 101,6 | 718 | 610 | 203 | 692,2 | 7 | 838,2 | 1,6 |
Размер шпильки и болта фланца с приварной шейкой класса 600
| Размер в дюймах | Размер в мм | Количество болтов | Размер болта UNC | RF Длина шпильки | Размер отверстия | Размер шпильки ISO | Вес в кг |
|---|---|---|---|---|---|---|---|
| 1/2 | 15 | 4 | 1/2 | 75 | 5/8 | M14 | 1.5 |
| 3/4 | 20 | 4 | 5/8 | 90 | 3/4 | M16 | 1,8 |
| 1 | 25 | 4 | 5/8 | 90 | 3/4 | M16 | 1,8 |
| 1 1/4 | 32 | 4 | 5/8 | 95 | 3/4 | M16 | 2,7 |
| 1 1/2 | 40 | 4 | 3/4 | 110 | 7/8 | M20 | 3.7 |
| 2 | 50 | 8 | 5/8 | 110 | 3/4 | M16 | 5.5 |
| 2 1/2 | 65 | 8 | 3/4 | 120 | 7/8 | M20 | 8,2 |
| 3 | 80 | 8 | 3/4 | 125 | 7/8 | M20 | 10,5 |
| 3 1 / 2 | 90 | 8 | 7/8 | 140 | 1 | M24 | 11.8 |
| 4 | 100 | 8 | 7/8 | 145 | 1 | M24 | 19,1 |
| 5 | 125 | 8 | 1 | 165 | 1 1 / 8 | M27 | 31 |
| 6 | 150 | 12 | 1 | 170 | 1 1/8 | M27 | 36 |
| 8 | 200 | 12 | 1 1/8 | 190 | 1 1/4 | M30 | 55 |
| 10 | 250 | 16 | 1 1/4 | 215 | 1 3/8 | M33 | 86 |
| 12 | 300 | 20 | 1 1/4 | 220 | 1 3/8 | M33 | 102 |
| 14 | 350 | 20 | 1 3/8 | 235 | 900 31 1 1/2M36 | 127 | |
| 16 | 400 | 20 | 1 1/2 | 255 | 1 5/8 | M39 | 177 |
| 18 | 450 | 20 | 1 5/8 | 275 | 1 3/4 | M42 | 216 |
| 20 | 500 | 24 | 1 5/8 | 285 | 1 3 / 4 | M42 | 268 |
| 24 | 600 | 24 | 1 7/8 | 330 | 2 | M48 | 377 |
Class 900 Размеры фланца приварной шейки
| Размер в дюймах | Размер в мм | Внешний диаметр | Толщина фланца | Внешний диаметр ступицы | Внешний диаметр сварной шейки | Длина приварной шейки | Диаметр отверстия | Диаметр RF | Высота RF | PCD | Поверхность шва |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | H | I | J | ||
| 1/2 | 15 | 120 | 22.3 | 38 | 21,3 | 60 | Сварка Отверстие в шейке определяется по спецификации трубы | 34,9 | 7 | 82,6 | 1,6 |
| 3/4 | 20 | 130 | 25,4 | 44 | 26,7 | 70 | 42,9 | 7 | 88,9 | 1,6 | |
| 1 | 25 | 150 | 28,6 | 52 | 33,4 | 73 | 50.8 | 7 | 101,6 | 1,6 | |
| 1 1/4 | 32 | 160 | 28,6 | 64 | 42,2 | 73 | 63,5 | 7 | 111,1 | 1,6 | |
| 1 1/2 | 40 | 180 | 31,8 | 70 | 48,3 | 83 | 73 | 7 | 123,8 | 1,6 | |
| 2 | 50 | 215 | 38 .1 | 105 | 60,3 | 102 | 92,1 | 7 | 165,1 | 1,6 | |
| 2 1/2 | 65 | 245 | 41,3 | 124 | 73 | 105 | 104,8 | 7 | 190,5 | 1,6 | |
| 3 | 80 | 240 | 38,1 | 127 | 88,9 | 102 | 127 | 7 | 190.5 | 1,6 | |
| 4 | 100 | 290 | 44,5 | 159 | 114,3 | 114 | 157,2 | 7 | 235 | 1,6 | |
| 5 | 125 | 350 | 50,8 | 190 | 141,3 | 127 | 185,7 | 7 | 279,4 | 1,6 | |
| 6 | 150 | 380 | 55.6 | 235 | 168,3 | 140 | 215,9 | 7 | 317,5 | 1,6 | |
| 8 | 200 | 470 | 63,5 | 298 | 219,1 | 162 | 269,9 9,9 7 | 393,7 | 1,6 | ||
| 10 | 250 | 545 | 69,9 | 368 | 273 | 184 | 323,8 | 7 | 469.9 | 1,6 | |
| 12 | 300 | 610 | 79,4 | 419 | 323,8 | 200 | 381 | 7 | 533,4 | 1,6 | |
| 14 | 350 | 640 | 85,8 | 451 | 355,6 | 213 | 412,8 | 7 | 558,8 | 1,6 | |
| 16 | 400 | 705 | 88.9 | 508 | 406,4 | 216 | 469,9 | 7 | 616 | 1,6 | |
| 18 | 450 | 785 | 101,6 | 565 | 457 | 229 | 533,4 | 7685,8 | 1,6 | ||
| 20 | 500 | 855 | 108 | 622 | 508 | 248 | 584,2 | 7 | 749.3 | 1,6 | |
| 24 | 600 | 1040 | 139,7 | 749 | 610 | 292 | 692,2 | 7 | 901,7 | 1,6 |
Класс 900 Фланец приварной шейки & Размеры болта
| Размер в дюймах | Размер в мм | Количество болтов | Размер болта UNC | Длина шпильки RF | Размер отверстия | Размер шпильки ISO | Вес, кг |
|---|---|---|---|---|---|---|---|
| 1/2 | 15 | 4 | 3/4 | 110 | 7/8 | M20 | 2.3 |
| 3/4 | 20 | 4 | 3/4 | 115 | 7/8 | M20 | 2,7 |
| 1 | 25 | 4 | 7/8 | 125 | 1 | M24 | 4,1 |
| 1 1/4 | 32 | 4 | 7/8 | 125 | 1 | M24 | 4,6 |
| 1 1/2 | 40 | 4 | 1 | 140 | 1 1/8 | M27 | 5.9 |
| 2 | 50 | 8 | 7/8 | 145 | 1 | M24 | 11,5 |
| 2 1/2 | 65 | 8 | 1 | 160 | 1 1/8 | M27 | 16,5 |
| 3 | 80 | 8 | 7/8 | 145 | 1 | M24 | 14 |
| 4 | 100 | 8 | 1 1/8 | 170 | 1 1/4 | M30 | 23 |
| 5 | 125 | 8 | 1 1/4 | 190 | 1 3/8 | M33 | 39.5 |
| 6 | 150 | 12 | 1 1/8 | 190 | 1 1/4 | M30 | 50 |
| 8 | 200 | 12 | 1 3/8 | 220 | 1 1/2 | M36 | 80 |
| 10 | 250 | 16 | 1 3/8 | 235 | 1 1/2 | M36 | 118 |
| 12 | 300 | 20 | 1 3/8 | 255 | 1 1/2 | M36 | 148 |
| 14 | 350 | 20 | 1 1/2 | 275 | 1 5/8 | M39 | 182 |
| 16 | 400 | 20 | 1 5/8 | 285 | 1 3/4 | M42 | 225 |
| 18 | 450 | 20 | 1 7/8 | 9 00313252 | M48 | 300 | |
| 20 | 500 | 20 | 2 | 350 | 2 1/8 | M52 | 373 |
| 24 | 600 | 20 | 2 1/2 | 440 | 2 5/8 | M64 | 680 |
Размеры фланца приварной шейки класса 1500
| Размер в дюймах | Размер в мм | Внешний диаметр | Толщина фланца | Внешний диаметр ступицы | Внешний диаметр приварной шейки | Длина приварной шейки | Отверстие | RF Диаметр | RF Высота | PCD | Поверхность приварного шва | C | D | E | F | G | H | I | J |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1/2 | 15 | 1 20 | 22.3 | 38 | 21,3 | 60 | Сварка Отверстие в шейке определяется по спецификации трубы | 34,9 | 7 | 82,6 | 1,6 |
| 3/4 | 20 | 130 | 25,4 | 44 | 26,7 | 70 | 42,9 | 7 | 88,9 | 1,6 | |
| 1 | 25 | 150 | 28,6 | 52 | 33,4 | 73 | 50.8 | 7 | 101,6 | 1,6 | |
| 1 1/4 | 32 | 160 | 28,6 | 64 | 42,2 | 73 | 63,5 | 7 | 111,1 | 1,6 | |
| 1 1/2 | 40 | 180 | 31,8 | 70 | 48,3 | 83 | 73 | 7 | 123,8 | 1,6 | |
| 2 | 50 | 215 | 38 .1 | 105 | 60,3 | 102 | 92,1 | 7 | 165,1 | 1,6 | |
| 2 1/2 | 65 | 245 | 41,3 | 124 | 73 | 105 | 104,8 | 7 | 190,5 | 1,6 | |
| 3 | 80 | 265 | 47,7 | 133 | 88,9 | 117 | 127 | 7 | 203.2 | 1,6 | |
| 4 | 100 | 310 | 54 | 162 | 114,3 | 124 | 157,2 | 7 | 241,3 | 1,6 | |
| 5 | 125 | 375 | 73,1 | 197 | 141,3 | 156 | 185,7 | 7 | 292,1 | 1,6 | |
| 6 | 150 | 395 | 82.6 | 229 | 168,3 | 171 | 215,9 | 7 | 317,5 | 1,6 | |
| 8 | 200 | 485 | 92,1 | 292 | 219,1 | 213 | 269,9 7 | 393,7 | 1,6 | ||
| 10 | 250 | 585 | 108 | 368 | 273 | 254 | 323,8 | 7 | 482.6 | 1,6 | |
| 12 | 300 | 675 | 123,9 | 451 | 323,8 | 283 | 381 | 7 | 571,5 | 1,6 | |
| 14 | 350 | 750 | 133,4 | 495 | 355,6 | 298 | 412,8 | 7 | 635 | 1,6 | |
| 16 | 400 | 825 | 146.1 | 552 | 406,4 | 311 | 469,9 | 7 | 704,8 | 1,6 | |
| 18 | 450 | 915 | 162 | 597 | 457 | 327 | 533,4 | 7774,7 | 1,6 | ||
| 20 | 500 | 985 | 177,8 | 641 | 508 | 356 | 584,2 | 7 | 831.8 | 1,6 | |
| 24 | 600 | 1170 | 203,2 | 762 | 610 | 406 | 692,2 | 7 | 990,6 | 1,6 |
Класс 1500 Фланец приварной шейки & Размеры болта
| Размер в дюймах | Размер в мм | Количество болтов | Размер болта UNC | Длина шпильки RF | Размер отверстия | Размер шпильки ISO | Вес в кг |
|---|---|---|---|---|---|---|---|
| 1/2 | 15 | 4 | 3/4 | 110 | 7/8 | M20 | 2.3 |
| 3/4 | 20 | 4 | 3/4 | 115 | 7/8 | M20 | 2,7 |
| 1 | 25 | 4 | 7/8 | 125 | 1 | M24 | 4,1 |
| 1 1/4 | 32 | 4 | 7/8 | 125 | 1 | M24 | 4,6 |
| 1 1/2 | 40 | 4 | 1 | 140 | 1 1/8 | M27 | 5.9 |
| 2 | 50 | 8 | 7/8 | 145 | 1 | M24 | 11,4 |
| 2 1/2 | 65 | 8 | 1 | 160 | 1 1/8 | M27 | 16,4 |
| 3 | 80 | 8 | 1 1/8 | 180 | 1 1/4 | M30 | 21,8 |
| 4 | 100 | 8 | 1 1/4 | 195 | 1 3/8 | M33 | 33 |
| 5 | 125 | 8 | 1 1/2 | 250 | 1 5 / 8 | M39 | 59 |
| 6 | 150 | 12 | 1 3/8 | 260 | 1 1/2 | M36 | 75 |
| 8 | 200 | 12 | 1 5/8 | 290 | 9 0031 1 3/4M42 | 125 | |
| 10 | 250 | 12 | 1 7/8 | 335 | 2 | M48 | 207 |
| 12 | 300 | 16 | 2 | 375 | 2 1/8 | M52 | 314 |
| 14 | 350 | 16 | 2 1/4 | 405 | 2 3/8 | M56 | 427 |
| 16 | 400 | 16 | 2 1/2 | 445 | 2 5/8 | M64 | 568 |
| 18 | 450 | 16 | 2 3/4 | 495 | 2 7/8 | M72 | 738 |
| 20 | 500 | 16 | 3 | 540 | 3 1/8 | M76 | 932 |
| 24 | 600 | 9 0031 163 1/2 | 615 | 3 5/8 | M90 | 1511 |
Размер фланца приварной шейки класса 2500
| Размер в дюймах | Размер в мм | Наружный Диаметр | Толщина фланца | Внешний диаметр ступицы | Внешний диаметр приварной шейки | Длина приварной шейки | Отверстие | Диаметр RF | Высота RF | PCD | Поверхность приварного шва |
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | D | E | F | G | H | I | J | ||||
| 1/2 | 15 | 135 | 30.2 | 43 | 21,3 | 73 | Сварка Отверстие в шейке определяется по спецификации трубы | 34,9 | 7 | 88,9 | 1,6 |
| 3/4 | 20 | 140 | 31,8 | 51 | 26,7 | 79 | 42,9 | 7 | 95,2 | 1,6 | |
| 1 | 25 | 160 | 35 | 57 | 33,4 | 89 | 50.8 | 7 | 108 | 1,6 | |
| 1 1/4 | 32 | 185 | 38,1 | 73 | 42,2 | 95 | 63,5 | 7 | 130,2 | 1,6 | |
| 1 1/2 | 40 | 205 | 44,5 | 79 | 48,3 | 111 | 73 | 7 | 146 | 1,6 | |
| 2 | 50 | 235 | 50 .9 | 95 | 60,3 | 127 | 92,1 | 7 | 171,4 | 1,6 | |
| 2 1/2 | 65 | 265 | 57,2 | 114 | 73 | 143 | 104,8 | 7 | 196,8 | 1,6 | |
| 3 | 80 | 305 | 66,7 | 133 | 88,9 | 168 | 127 | 7 | 228.6 | 1,6 | |
| 4 | 100 | 355 | 76,2 | 165 | 114,3 | 190 | 157,2 | 7 | 273 | 1,6 | |
| 5 | 125 | 420 | 92,1 | 203 | 141,3 | 229 | 185,7 | 7 | 323,8 | 1,6 | |
| 6 | 150 | 485 | 108 | 235 | 168.3 | 273 | 215,9 | 7 | 368,3 | 1,6 | |
| 8 | 200 | 550 | 127 | 305 | 219,1 | 318 | 269,9 | 7 | 438,2 | 900 1,6||
| 10 | 250 | 675 | 165,1 | 375 | 273 | 419 | 323,8 | 7 | 539,8 | 1,6 | |
| 12 | 300 | 760 | 184 .2 | 441 | 323,8 | 464 | 381 | 7 | 619,1 | 1,6 |
Класс 2500 Размеры шпильки и болта фланца с приварной шейкой
| Размер в дюймах | Размер в мм | Кол-во болтов | Размер болта UNC | RF Длина шпильки | Размер отверстия | Размер шпильки ISO | Вес в кг |
|---|---|---|---|---|---|---|---|
| 1/2 | 15 | 4 | 3/4 | 120 | 7/8 | M20 | 3.3 |
| 3/4 | 20 | 4 | 3/4 | 125 | 7/8 | M20 | 3,7 |
| 1 | 25 | 4 | 7/8 | 140 | 1 | M24 | 5.5 |
| 1 1/4 | 32 | 4 | 1 | 150 | 1 1/8 | M27 | 7,8 |
| 1 1 / 2 | 40 | 4 | 1 1/8 | 170 | 1 1/4 | M30 | 11.5 |
| 2 | 50 | 8 | 1 | 180 | 1 1/8 | M27 | 19 |
| 2 1/2 | 65 | 8 | 1 1/8 | 195 | 1 1/4 | M30 | 24 |
| 3 | 80 | 8 | 1 1/4 | 220 | 1 3/8 | M33 | 42,8 |
| 4 | 100 | 8 | 1 1/2 | 255 | 1 5/8 | M39 | 66 |
| 5 | 125 | 8 | 1 3/4 | 300 | 1 7/8 | M45 | 111 |
| 6 | 150 | 8 | 2 | 345 | 2 1/8 | M52 | 173 |
| 8 | 200 | 12 | 2 | 380 | 2 1/8 | M52 | 264 |
| 10 | 250 | 12 | 2 1/2 | 490 | 2 5/8 | M64 | 490 |
| 12 | 300 | 12 | 2 3/4 | 540 | 2 7/8 | M72 | 695 |
Заявление об ограничении ответственности — пожалуйста, свяжитесь с ASME B16.5 Перед использованием.
Что такое размерное моделирование в хранилище данных?
- Home
Testing
- Back
- Agile Testing
- BugZilla
- Cucumber
- Database Testing
- ETL Testing
- Jmeter Jmeter 903 90 Jmeter Load
- Ручное тестирование
- Мобильное тестирование
- Mantis
- Почтальон
- QTP
- Назад
- Центр качества (ALM)
- RPA
- Тестирование SAP
- Selenium
Тестирование SAP
SAP
- Назад
- ABAP
- APO
- Начать er
- Basis
- BODS
- BI
- BPC
- CO
- Назад
- CRM
- Crystal Reports
- FICO
HANA