Прокалка электродов
Часто перед свариванием заводы-изготовители рекомендуют Вам производить прокалку сварочных электродов. Многие люди задаются различными вопросами по поводу прокалки электродов. Из этой статьи Вы узнаете ответы на некоторые из них.
Теперь давайте поговорим о назначении прокалки. Главной целью прокалки является уменьшение процентного содержания влаги в покрытии сварочных электродов. Многие люди решают прокаливать электроды прямо у себя дома, используя духовку. При температуре 180 – 200 градусов Вы можете прокаливать электроды, однако если Вы используете обычную духовку, то качество прокалки будет не на лучшем уровне.
Самым неправильным решением в данной ситуации является то, что если Вы решили совсем не прокаливать электроды. Это будет означать, что у Вас есть большая вероятность того что обмазка может начать опадать.
Наиболее разумно поступают люди, которые используют для прокалки специальную печь для прокалки электродов.
Сварочные электроды с основным покрытием нужно прокаливать в течение двух часов при температуре около 250 градусов по Цельсию. При этом предел текучести прокаливаемых электродов должен составлять не менее 355 N/мм.
Если же Вам нужно производить сваривание высокопрочных соединений, а также соединения высокопрочной стали, то Вам нужно прокаливать электроды при температуре не более 350 градусов по Цельсию
Также Вам нужно помнить, что низколегированные сварочные электроды не нуждаются в прокалке. Если электроды с рутиловым или покрытием на основе железа попадали под воздействие влаги, то их лучше всего прокалить при нужной температуре.
Если же условия хранения не были нарушены, то есть не была открыта упаковка электродов, то Вы можете не производить прокаливание электродов. В противном случае наилучшим решением будет прокалка электродов при температуре 100 градусов по Цельсию на протяжении не более 1 часа.
Так как целлюлозные электроды должны иметь наименьшее содержание влаги в покрытии, то их упаковывают в металлические банки и данный вид электродов прокаливать нельзя. В некоторых ситуациях сварочные электроды должны доставляться в вакуумной упаковке. После вскрытия такой упаковки сварочные электроды, находящиеся в ней должны быть использованы в сварочном процессе не позже чем через 8 часов, при этом, Вам не нужно бояться каких-либо последствий.
Однако если время после вскрытия превысило 8 часов, для Вас лучше всего будет прокалить электроды, чтобы избежать возможных проблем. Если Ваши электроды находились на открытом воздухе, то Вам нужно их прокалить при температуре 300 – 350 градусов по Цельсию.
Сушка и прокалка электродов для ручной сварки
Если вы сварщик, то обязательно время от времени сталкиваетесь с проблемой залипания и трудностями с поджигом, когда электрод трещит, а дугу удается поджечь с 10-того раза. Всегда причина этого неприятного явления, препятствующего добросовестному выполнению сварочных работ, — это сырость. В цехе, гараже, мастерской приходится сталкиваться с влажным холодным воздухом. От этого негативного фактора никуда не денешься – электроды перестают быть работоспособными.
 Если же нужно получить герметичное соединение, которое будет работать под давлением, обязательно требуется прокалка электродов
Если же нужно получить герметичное соединение, которое будет работать под давлением, обязательно требуется прокалка электродовВ домашних условиях сушку зимой можно проводить на горячем радиаторе. Оставьте электродные прутки на батарее на пару дней — и этого вполне будет достаточно для бытовой сварки. Так же для прокаливания можно воспользоваться самой обычной кухонной духовкой.
На приличном же объекте, где к сварочному процессу подходят серьезно и ответственно, устанавливают специальные электрическую печи для сушки. Есть производства, где без предварительного прокаливания нельзя получить допуск к работе. В печке, с рабочим интервалом температур от 100 до 400 градусов, можно провести эффективную сушку или прокаливание на более высокой температуре.

Прокаливанием тоже увлекаться не стоит (более двух раз). Старайтесь закладывать в печь столько, сколько рассчитываете сжечь за один заход. Для хранения используйте сухие места и герметичные упаковки. Помните, если из-за нарушения условий хранения из электродов течет вода, после прокалки ждать хорошего шва уже не стоит
Для личных нужд можете пользоваться батареей или духовкой, но если по -нормальному и без самодеятельности, в гараже не обойтись без электрического пенала. Стоит он дешевле, чем электрошкаф, удобен и занимает мало места. Так же он мобилен, его можно легко переносить в любое место. В термопенале электроды будут храниться при 100-150 градусов, он надежно защитит их от негативного влияния окружающей среды, и будет всегда под рукой
Прокалка электродов
Прокаливание присадочных материалов считается одним из этапов термообработки, который осуществляется для снижения в их внешнем покрытии содержащейся жидкости. От избыточного содержания влаги может возникать плохое поджигание электрода, его залипания или осыпание слоя.
Поэтому перед выполнением сварки следует провести проверку имеющихся присадочных материалов с предварительной их подготовкой. В основном процессы прокалки и сушки сварных электродов схожи, но во время их просушивания применяются не такие высокие температуры, а процедура выполняется с нарастающим нагреванием. В некоторых случаях электрод просушивается перед прокаливанием (в соответствии с технологическими требованиями).
Следует отметить основные случаи, когда нужна прокалка:
- при размещении электродов в условиях высокой влажности;
- после долгого хранения;
- при попадании на них жидкости или ее выявлении в процессе сварки;
- после открытия новой упаковки.
Нужно заметить, что прокаливание присадочных материалов требуется проводить перед сваркой, оно способствует достижению высоких результатов. Однако не стоит часто проводить данную процедуру (более 2 раз), так как существует опасность отставание покрытия от основного стержня.
Следует провести расчет необходимого объема электродов для сварки и отправлять их на сушку, чтобы после выполнения процедуры их осталось минимальное количество. При следующей сварке следует сначала пользоваться повторно просушенными электродами.
Сушка электродов
Необходимость в осуществлении сушки присадочного материала может появиться для повышения температуры электродов перед сварочными работами. Не все марки можно применять без предварительного разогрева. Причиной этому является большая разница между температурами, которая может оказаться вредной для сварочной ванны и образования некачественного шва. Также сушка нужно для создания герметичного соединения в условиях давления. Тогда электроды постепенно разогреваются, чтобы из них выпарилась влага или не возникло ее закипание при появлении известкового налета.
Печь для сушки электродов
 В производстве применяются специализированные устройства:
В производстве применяются специализированные устройства:1. электрические печи для прокаливания, обладающие дополнительными опциями сушки. У современных модификаций есть микропроцессорный регулятор, способствующий программированию всего сварочного процесса. Максимальный предел температуры составляет 400°C. С учетом постепенного регулирования, уровень загрузки составляет до 160 кг, а уровень наибольшей мощности равен 8,5 кВт (у некоторых моделей она равна 3 кВт с подсоединением к 3-х фазной сети 380 В). У этих печей предусмотрена работа в стационарном режиме и высокий уровень теплоизоляции. Благодаря наличию тепловых экранов происходит равномерное прогревание электродов;.
2. электрическая печь с термометром со средним диапазоном работы 100-400°C. Такие электропечи имеют компактные размеры, поэтому их можно транспортировать самостоятельно. Работа устройств основана на применении ТЭНов с автоматическим управлением. Печи могут подсоединяться к сети 220 Вольт. Их мощность зависит от выбранной модели, варьируется в пределах 1-3 кВт, максимальное количество загружаемых электродов может составлять 50 кг;
3. термопеналы для сушки. Оборудование представляет собой герметичную емкость с теплоизоляцией, которую применяют для хранения присадочного сырья. Компактные параметры термопеналов позволяют сварщику их легко устанавливать на рабочем месте. Основным отличием оборудования считается способность подогрева присадочных материалов от трансформаторной энергии или от сети 220 Вольт. Максимальный уровень их нагрузки равен 10 кг;
термопеналы для сушки. Оборудование представляет собой герметичную емкость с теплоизоляцией, которую применяют для хранения присадочного сырья. Компактные параметры термопеналов позволяют сварщику их легко устанавливать на рабочем месте. Основным отличием оборудования считается способность подогрева присадочных материалов от трансформаторной энергии или от сети 220 Вольт. Максимальный уровень их нагрузки равен 10 кг;
4. пеналы термосы схожи с термопеналами, но они способны без подогревания сохранять внутреннюю температуру. Для оборудования характерным является долгое остывание.
Температура и режим прокалки сварочных электродов
Для получения качественных результатов, нужно знать о процессе прокаливания электродов. По мнению специалистов, длительность процедуры не должна превышать 2 часа. При выполнении сварочных работ нужно пользоваться сухим материалом, поэтому электроды предварительно помещаются в пенале, где поддерживается заданные температурные условия.
Для каждой марки присадочных материалов предназначен определенный режим, поэтому у сварщика должно быть в наличии универсальное устройство с плавным температурным регулированием. Независимо от имеющегося запаса времени для прокалки, не желательно превышать указанные лимиты. Не следует прокаливать несколько раз одни и те же материалы.
Следует обратить внимание на запрет применения пламенных печей, так как средний диапазон температур для процедуры варьируется в пределах 180-400°C.
Перед сушкой сварочных электродов, нужно взвесить присадочные материалы, так как минимальный уровень загрузки печи равен 10 кг, а максимальный – 40 кг. Затем проводятся следующие процедуры:
- загрузка электродов в печь с плотным закрытием крышки;
- регулировка температуры в соответствии с параметрами, указанными для просушки;
- продержать определенное время;
- выключить, подождать остывания с печью, чтобы избежать резких температурных перепадов.
 Достаточно будет подождать до температуры 100-150°C.
Достаточно будет подождать до температуры 100-150°C.
 Достаточно будет подождать до температуры 100-150°C.
Достаточно будет подождать до температуры 100-150°C.Выбор
Прокалка присадочного материала является важной деталью технологии, на которую надо обращать внимание во время производства. Может задаваться разная температура прокаливания в зависимости от типа электродов, указывается на упаковке материала.
Сушка электродов — Все о сварке
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Содержание статьи
- Что представляет собой прокалка электродов перед сваркой?
- Разновидности оборудования для прокалки
- Технология сушки электродов
- Как просушить электроды в домашних условиях
- Прокалка электродов уони
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.

Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
- Электропечь для прокалки электродов своими же руками, оборудованная терморегулятором. Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
- Электропечь для прокалки с дополнительными функциями сушки. Выпускаемые сегодня модели снабжены микропроцессорным регулятором, благодаря которому можно программировать весь процесс работы. Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
- Термопенал – своеобразная сушилка для электродов. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. Главная отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.электропечь для прокалки сварочных электродов
 Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. Главная отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.электропечь для прокалки сварочных электродов
Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. Главная отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.электропечь для прокалки сварочных электродовДля различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта – достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Прокалка электродов уони
печь для прокалки электродов
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки – процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Оборудование для хранения и прокалки электродов и флюса
Во время сварки электроды могут выдавать большое количество дифузионного независимого водорода, присутствующего в разогретом металле. Причиной этого явления становится не соответствие требованиям параметров влажности во время хранения электродов. Для получения обратно первоначальных характеристик применяется прокалка.
Причиной этого явления становится не соответствие требованиям параметров влажности во время хранения электродов. Для получения обратно первоначальных характеристик применяется прокалка.
Прокалка электродов
Прокалывать нужно обязательно все покрытые электроды с главной обмазкой. Электроды, которые используются для сварки углеродистых сталей с кислым, рутиловым покрытием не нуждаются в прокалке, как и электроды с покрытием из целлюлозы. Не рекомендуется осуществлять процедуру прокалки электродов более 3 раз. В противном случае покрытие может отслоиться от стержня.
По своей сути прокалка — стадия термической обработки. Процедура проводится для уменьшения количества жидкости, которая содержится в покрытии материалов. Влага оказывает негативное воздействие на осуществляемые работы, ухудшает процесс поджигания электродов, их залипание. Можно выделить и другие причины, при которых нужно осуществлять прокалку: длительный период хранения, открытие новой пачки без понимания условий, в которых находились электроды, обнаружение признаков наличия влаги. Благодаря прокалке удается добиться более высоких результатов. Сама процедура оказывает только положительное влияние на качество произведенной продукции.
Благодаря прокалке удается добиться более высоких результатов. Сама процедура оказывает только положительное влияние на качество произведенной продукции.
Особенности прокалки электродов, оборудование для ее проведения
Для различных типов изделий проводится прокалка в разных температурных режимах. В каждой упаковке материала для сварки есть инструкция. В ней содержится информация о необходимом значении температуры, длительности сушки, прокалки.
Выбор режима прокаливания зависит от покрытия. Он пишется на этикетках к электродам, в каталогах, паспортах. Сварщик должен обязательно выполнять все правила, связанные с прокалкой. Не соблюдение требований может привести к пересушке, недосушке, получению сварного шва плохого качества. Для заводской и последующих прокалок устанавливаются разные режимы.
Главными показателям при выполнении данной процедуры являются потребность в осуществлении сушки, режимы ее проведения, количество прокалок.
Для прокалывания электродов используется следующее оборудование:
- Стационарная печь.
- Пеналы.
- Термопеналы.
- Термоконтейнеры. Самыми распространенными и выгодными считаются контейнеры PSE 5 Portable Storage Electrode (на 5 кг), PSE-10 & PSE-24 Portable Storage Electrode (на 10 и 24 кг), SDE 50 Stationary Drying Electrode (на 50 кг), SDE 100 Stationary Drying Electrode (на 100 кг), SDE 250 Stationary Drying Electrode (на 250 кг).
- Шкафы.
- Домашнее оборудование.
PSE 5 Portable Storage Electrode (на 5 кг)
PSE — это удобные легкие контейнеры для хранения электродов.
- Вместимость — 5 кг
- Температура хранения 130°С
PSE-10 & PSE-24 Portable Storage Electrode (на 10 и 24 кг)
PSE — это удобные легкие контейнеры для хранения электродов с ручным термостатом.
- Вместимость — 10 и 24 кг
- Температура хранения 60-200°С
- Наличие термостата
SDE 50 Stationary Drying Electrode (на 50 кг)
SDE — это большие контейнеры для хранения и прокалки электродов.
- Вместимость — 50 кг
- Температура прокалки 0-400°С
- Термостат с широким диапазоном регулировок температуры хранения
- После прокалки температура опускается до рекомендованной предварительно установленной температуры хранения в 130°С
SDE 100 Stationary Drying Electrode (на 100 кг)
- Вместимость — 100 кг
- Температура прокалки 0-400°С
- Термостат с широким диапазоном регулировок температуры хранения
- После прокалки температура опускается до рекомендованной предварительно установленной температуры хранения в 130°С
SDE 250 Stationary Drying Electrode (на 250 кг)
- Вместимость — 250 кг
- Температура прокалки 0-400°С
- Термостат с широким диапазоном регулировок температуры хранения
- После прокалки температура опускается до рекомендованной предварительно установленной температуры хранения в 130°С
Прокалка флюса
До применения сварочных флюсов в них должно содержаться наименьшее количество влаги. Если упаковка будет открыта или повреждена может увеличиться влажность флюса. Причиной этого является конденсация. С учетом степени повышенной влажности флюса будет ухудшаться качество швов сварки со следующими последствиями:
Если упаковка будет открыта или повреждена может увеличиться влажность флюса. Причиной этого является конденсация. С учетом степени повышенной влажности флюса будет ухудшаться качество швов сварки со следующими последствиями:
- Начнут появляться трещины.
- Появится внутренняя пористость.
- Увеличится текучесть флюса.
- Испортится внешний вид шва сварки, ухудшится процесс отделяемости шлака.
Особенности прокалки флюса, оборудование для ее проведения
Добиться удаления жидкости из флюса можно за счет проведения прокалки при 260-400 °С. Достичь указанной температуры должен весь объем флюса.
Указанная процедура должна длиться не менее 2 часов.
Для осуществления прокалки керамических флюсов температура должна составлять 300°± 25°С, плавленных — 200°± 50°С.
Нельзя делать прокалку флюса, который находится в упаковке или бочке. Если после проведения процедуры флюс сразу не используется, его нужно поместить на хранение, создав температуру 130°± 25°С.
Для стационарного прокалывания флюсов используется большой контейнер с цифровым термостатом SDF 50 Stationary Drying Flux (на 50 кг), SDF 50 Stationary Drying Flux (на 250 кг). В каждом из них есть снизу люк для выгрузки флюса. Температура прокалки составляет 0-400°С.
SDF 50 Stationary Drying Flux (на 50 кг)
SDF-это большие контейнеры для прокалки и хранения флюса.
- Цифровой термостат с широким диапазоном регулировок температур хранения.
- Вместимость – 50 кг
- Диапазон температуры прокалки 0-400°C
- После прокалки температура автоматически опускается до рекомендованной предварительно установленной температуры хранения в 130°C
- Внизу люк для выгрузки флюса
SDF 50 Stationary Drying Flux (на 250 кг)
SDF-это большие контейнеры для прокалки и хранения флюса.
- Цифровой термостат с широким диапазоном регулировок температур хранения.
- Вместимость – 250 кг
- Диапазон температуры прокалки 0-400°C
- После прокалки температура автоматически опускается до рекомендованной предварительно установленной температуры хранения в 130°C
- Внизу люк для выгрузки флюса

Прокалка электродов и флюсов — обязательная процедура, необходимая для получения качественного изделия.
Особенности прокалки и сушки сварочных электродов
Многие задаются вопросом, как прокалить электроды в домашних условиях. Они хорошо впитывают влагу, поскольку покрытие имеет пористую структуру. Чтобы уберечь стержни от влаги, производители поставляют их в герметичной упаковке. Тем не менее она не может защитить электроды, если они долго не использовались или хранились в плохих условиях. Чтобы вернуть им изначальные свойства, необходимо уменьшить уровень влаги. Сегодня мы узнаем, как проводится сушка электродов и что для этого нужно.
Содержание статьи:
Оборудование для прокалки электродов
Есть несколько видов оборудования, предназначенного для термической обработки электродов и подготовки их к работе. Начнем с основного — печь.
Начнем с основного — печь.
Печь для прокалки представляет собой металлический ящик с лотками для стержней. Чтобы сохранять в ней постоянную температуру, стенки отделаны специальными материалами, удерживающими тепло. Благодаря этому электроды будут прогреваться равномерно в течение всего времени прокалки. В зависимости от ваших нужд, печи могут нагреваться до различных температур. Наиболее “ходовыми” являются значения от 50°С до 650°С.
Увидеть как выглядит такая печь, можно на этом видео:
Другой “гаджет”, который пригодится сварщикам — это пенал. Он не прогревает электроды, а только поддерживают их в сухом и подогретом состоянии. Его особенность в том, что он полностью изолирован и герметичен. Используя пенал, можно быть полностью уверенным, что электроды не отсыреют, пока вы будете работать.
Есть и другая разновидность такого приспособления — термопенал. Он позволяет не только сохранять температуру стержней, но также может их прогревать. Термостат и встроенный нагрев, позволяют подготавливать расходники прямо на месте работы.
Термопеналы выглядят как маленькие ящики с дверцей. Они весят около 3 кг и могут выдавать температуру до 120°С.
Другой тип оборудования — это шкафы. Они имеют схожие с термопеналами функции. Корпус шкафа изолирован и сохраняет тепло. В зависимости от модели, шкафы оснащаются термостатом и термометром.
Шкафы применяются на больших производствах, где нужно одновременно подготовить большое количество стержней.
Инструкция прокалки
Разные электроды требуют разной температуры и времени прокалки. Эти параметры указываются на упаковках. Поэтому перед работой необходимо ознакомиться с инструкциями производителя. Иностранные заводы не всегда пишут как нужно прогревать стержни. Придется зайти на официальный сайт и найти эту информацию.
Не все электроды нужно прокаливать. Так, стержни с целлюлозным покрытием выпускаются в металлических банках и прогревать их перед работой не нужно.
На практике прокалка выглядит очень просто. Нужно разогреть печь до нужной температуры и поместить в нее электроды на определенное время, по истечении которого они будут готовы к работе. Ими сразу можно варить, либо можно переместить их в термопенал, чтобы взять с собой на объект.
Для примера, электроды Уони 13/55 прокаливаются при температуре около 270°С в течение 1 часа.
Сушка и прокалка — различия и особенности
Помимо прокалки, имеется такое понятие как сушка электродов. Оно означает непосредственную подготовку изделия к работе. В свою очередь прокалка электродов выполняется для ликвидации лишней влаги и устранения последствий неправильного или долгого хранения.
Сушка подразумевает сокращение уровня влаги в стержнях до минимально-приемлемого. Она производится при небольших температурах и не оказывает серьезного влияния на покрытие.
Она производится при небольших температурах и не оказывает серьезного влияния на покрытие.
Прокалка может выполняться для улучшения качеств электродов и приведения их в “рабочее состояние”. Особенностью этой процедуры является продолжительное время воздействия и высокая температура.
Обратите внимание, что специалисты не рекомендуют прокаливать электроды более 2 раз. Покрытие можно отколоться от сердечника и ими будет невозможно пользоваться.
Прокалка в домашних условиях
Подготавливать электроды в домашних условиях следует только если у вас нет другой возможности, и только если стержни будут использоваться дома. “Народные” методы можно использовать для не очень важных работ, к которым не предъявляются высокие требования качества.
Самым простым и очевидным вариантом является прокалка в духовке. Прокаливать электроды на газу не стоит, потому что в нем содержится некоторое количество воды.
Данную процедуру можно также провести на радиаторе отопления. Оставьте на нем прутки на пару дней. Этого будет достаточно, чтобы провести сварку.
Оставьте на нем прутки на пару дней. Этого будет достаточно, чтобы провести сварку.
Некоторые мастера используют для прокалки строительный фен. В этом случае нужно будет поместить электроды в трубу или другу емкость.
Не пользуйтесь такими методами прокалки и сушки при работе с ответственными конструкциями.
Правильное хранение
Чтобы не допустить образования лишней влаги в электродах, их следует правильно хранить. Заводская термоусадочная пленка не всегда может уберечь изделия, особенно при длительном хранении.
Первое, что нужно запомнить — это температурный режим в помещении, где лежат стержни. На складе или в подсобке должно быть не холоднее 15°С. Комнатной температуры будет вполне достаточно, чтобы они не отсырели. Не допускайте также больших перепадов температур. Из-за этого внутри упаковок может образоваться конденсат.
Другой важный момент — это уровень влажности. Он должен быть минимальным. В противном случае электроды очень быстро наберут влагу. Сушка может не помочь и придется тратить много времени на прокалку.
Сушка может не помочь и придется тратить много времени на прокалку.
Отдельно позаботьтесь о защите электродов от механических воздействий. Повреждение или скол покрытия ухудшают сварочные свойства.
Соблюдение таких простых правил позволит продлить срок хранения электродов. Они сохранят свои качества, и вы сможете выполнить качественные и надежные соединения.
Заключение
Прокалка и сушка электродов очень важный этап в подготовке к сварочным работам. Благодаря этим процессам, стержни приходят в рабочее состояние и обеспечивают максимальное качество соединения и комфортную работу. После прокалки у вас не будет возникать сложностей с поджигом дуги, залипанием и формированием шва.
Советы по выбору электропечи и термопенала для сушки электродов
Использование электродов сразу после вскрытия упаковки возможно только при условии, что она герметична. При нарушении её целостности нужно предварительно подготовить сварочные электроды перед их применением. Сварку ответственных конструкций необходимо производить только прокаленными электродами.
Сварку ответственных конструкций необходимо производить только прокаленными электродами.
1 / 1
Проводить данную операцию нужно и в том случае, если электроды длительное время хранились в помещении с повышенной влажностью. Чтобы соблюсти рекомендованный производителем расходных материалов температурный режим, для прокалки и сушки используются специальные электропечи и термопеналы.
Особенности и функционал
Электропечь для прокалки электродов – это специализированное оборудование в виде металлического шкафа со специальными лотками, в которые укладываются сварочные электроды. Внутренняя камера имеет термоизоляцию для поддержания необходимой температуры. Оборудование имеет термостат, который функционирует в температурном диапазоне от +60 до +500 градусов (в ряде случаев диапазоны могут отличаться). Некоторые модели оснащаются тепловыми экранами (что это такое? Прим. Смирнов) и программируемым регулятором. К основным составляющим электропечи относятся – корпус, рабочая камера, крышка/дверца и пульт управления.
Некоторые модели оснащаются тепловыми экранами (что это такое? Прим. Смирнов) и программируемым регулятором. К основным составляющим электропечи относятся – корпус, рабочая камера, крышка/дверца и пульт управления.
Электропечи для прокалки и сушки электродов бывают стационарными и мобильными. По функционалу выделяют простые модели с функцией сушки и комбинированные устройства, предназначенные как для сушки, так и для прокалки. Кроме того, печи различаются мощностью нагревателя, количеством и размерами лотков, что влияет на массу загружаемых сварочных материалов. Для поддержания температуры сварочных электродов с целью сохранения их в прокаленном состоянии используется термопенал. Он имеет более компактные размеры, меньшую вместимость.
Продукция от ГК «Кедр»
КЕДР ЭП-90 с цифровой индикацией
Используется для сушки и прокалки сварочных электродов в стационарных условиях. Весит 50 кг при размерах 620х670х670 мм. Питается от сети напряжением 380 В. За раз можно загрузить до 90 кг электродов. Имеет удобное и понятное управление. Диапазон настройки терморегулятора – от 100 до 400 градусов. Для разогрева камеры с полной загрузкой потребуется не больше 90 минут. Отлично подходит для использования на крупных промышленных объектах и на специализированных предприятиях. Номинальная мощность равна 5 кВт. Масса оборудования – около 50 кг.
Питается от сети напряжением 380 В. За раз можно загрузить до 90 кг электродов. Имеет удобное и понятное управление. Диапазон настройки терморегулятора – от 100 до 400 градусов. Для разогрева камеры с полной загрузкой потребуется не больше 90 минут. Отлично подходит для использования на крупных промышленных объектах и на специализированных предприятиях. Номинальная мощность равна 5 кВт. Масса оборудования – около 50 кг.
КЕДР ЭП-40
Отличный выбор как для мастерской, так и для промышленного предприятия. Модель рассчитана на одновременную загрузку до 40 кг электродов. Подходит для прокалки и сушки сварочных электродов в стационарных и передвижных условиях. Терморегулятор можно настраивать от 100 до 400 градусов. На разогрев полностью загруженной электропечи уходит не больше 120 минут. Нагрев рабочей камеры осуществляется 5 трубчатыми электронагревателями. Питается от сети напряжением 220 Вт. Масса оборудования составляет 40 кг, размеры – 680х605х470 мм. Потребляемая мощность оборудования – 2,5 кВт.
Потребляемая мощность оборудования – 2,5 кВт.
КЕДР ЭП-20 с цифровой индикацией
Подходит для одновременной загрузки не более 20 кг сварочных расходных материалов. Может использоваться как в мастерской, так и на строительной площадке. Цифровая индикация своевременно сообщит о завершении процесса нагрева и поддержании заданной температуры. Диапазон настройки терморегулятора составляет от 100 до 450 градусов. Время разогрева до рабочей температуры (если печь полностью загружена) – не более 100 минут. Заданная температура поддерживается при помощи электронного блока. Термочувствительный элемент расположен под полкой – в средней части рабочей камеры. Управление оборудованием удобное и интуитивно понятное. Ножки обеспечивают надёжное и устойчивое положение. Подключить эту модель печи для сушки и прокалки электродов можно к сети с напряжением 220 Вт. Мощность не превышает 0,7 кВт. Весит устройство меньше аналогов – 18 кг.
КЕДР ЭПФ-200
Данная модель электропечи предназначена для сушки и прокалки флюса в стационарных условиях. Может применяться в любой отрасли машиностроения. Питается от сети напряжением 380 В. Номинальная мощность составляет 12,0 кВт. Имеет 1-класс защиты от поражения электрическим током. Диапазон настройки терморегулятора колеблется от 100 до 400 градусов. Максимальная единовременная загрузка – 200 кг. На разогрев электропечи до рабочей температуры при условии полной загрузки уходит не более 90 минут. Размеры оборудования – 770х812х1500 мм, масса – 130 кг. На лицевой панели имеется табло индикации и сетевой выключатель. Терморегулятор, которым оснащено оборудование, поддерживает заданную температуру.
Может применяться в любой отрасли машиностроения. Питается от сети напряжением 380 В. Номинальная мощность составляет 12,0 кВт. Имеет 1-класс защиты от поражения электрическим током. Диапазон настройки терморегулятора колеблется от 100 до 400 градусов. Максимальная единовременная загрузка – 200 кг. На разогрев электропечи до рабочей температуры при условии полной загрузки уходит не более 90 минут. Размеры оборудования – 770х812х1500 мм, масса – 130 кг. На лицевой панели имеется табло индикации и сетевой выключатель. Терморегулятор, которым оснащено оборудование, поддерживает заданную температуру.
На что следует обратить внимание при выборе электропечи/термопенала
Ознакомьтесь с несколькими рекомендациями по выбору подходящей печи. При выборе оборудования для сушки и прокаливания расходных сварочных материалов необходимо обращать внимание на следующие параметры:
-
Напряжение питающей сети. Имеет стандартное значения для всех моделей, которые изготовлены отечественными производителями.
-
Мощность. Подбирать её необходимо в соответствии с количеством сварочного расходного материала, нуждающегося в прокалке перед использованием.
-
Масса загружаемых электродов. Зависит также от объёма и количества сварочных работ.
- Масса и габариты. Варьируются в широком диапазоне. Если сварщику не предстоит регулярно выезжать на объект, то размеры и масса оборудования не имеют большого значения.

Влияние времени и температуры прокаливания на электрокаталитическую эффективность электродов Ti / SnO2: Sb (5%), Gd (2%) в отношении электрохимического окисления нафталина
Основные моменты
- •
Ti / SnO 2 : Исследованы электроды для электроокисления нафталина из Sb (5%), Gd (2%).
- •
Оценено влияние условий синтеза на эффективность разложения.
- •
Электроды, прокаленные при 400 ° C / 2 часа, являются наиболее эффективными и имеют самую высокую электроактивную площадь.
- •
Самый эффективный электрод удаляет 97% нафталина и снижает 86% ТОС.

Реферат
Пластовая вода — это самый большой объем сточных вод, связанных с добычей нефти и газа. Из-за своего разнообразного состава и большого объема очистка попутной воды очень сложна, чтобы избежать необратимого или значительного ущерба окружающей среде. С другой стороны, стабильность анодного материала и электрокаталитические свойства имеют решающее значение для повышения эффективности разложения загрязняющих веществ при электрохимической очистке сточных вод.Здесь мы сообщаем о разработке электродов из Ti / SnO 2 : Sb (5%), Gd (2%) с помощью метода полимерных прекурсоров, также известного как метод Печини, для использования в электроокислении нафталина. Влияние времени прокаливания и температуры на синтез электродов было исследовано с упором на получение улучшенного материала с улучшенной эффективностью окисления нафталина. Таким образом, электроды из Ti / SnO 2 : Sb (5%), Gd (2%) прокаливали при 350, 400 и 450 ° C в течение 1, 2 и 3 часов для каждой температуры.Как температура, так и время оказывают влияние на электрокаталитическую эффективность электрода во время разложения нафталина, с акцентом на влияние температуры прокаливания. Наиболее эффективными являются электроды, прокаленные при 400 ° C в течение 2 часов, которые разлагают около 97% загрязнителя и уменьшают 86% общего органического углерода после 2 часов электролиза при 2,0 В по сравнению с обратимым водородным электродом . Кроме того, они представляют наибольший коэффициент константы скорости k = 1.41 моль −1 Lmin −1 и наибольшая вольтамперометрическая плотность заряда (13,75 мкСм −2 ) согласно измерениям циклической вольтамперометрии.
Влияние времени прокаливания и температуры на синтез электродов было исследовано с упором на получение улучшенного материала с улучшенной эффективностью окисления нафталина. Таким образом, электроды из Ti / SnO 2 : Sb (5%), Gd (2%) прокаливали при 350, 400 и 450 ° C в течение 1, 2 и 3 часов для каждой температуры.Как температура, так и время оказывают влияние на электрокаталитическую эффективность электрода во время разложения нафталина, с акцентом на влияние температуры прокаливания. Наиболее эффективными являются электроды, прокаленные при 400 ° C в течение 2 часов, которые разлагают около 97% загрязнителя и уменьшают 86% общего органического углерода после 2 часов электролиза при 2,0 В по сравнению с обратимым водородным электродом . Кроме того, они представляют наибольший коэффициент константы скорости k = 1.41 моль −1 Lmin −1 и наибольшая вольтамперометрическая плотность заряда (13,75 мкСм −2 ) согласно измерениям циклической вольтамперометрии. Кроме того, все синтезированные электроды обладают высокой физической и электрохимической стабильностью.
Кроме того, все синтезированные электроды обладают высокой физической и электрохимической стабильностью.
Ключевые слова
Размерно-стабильные аноды (DSA)
Электрохимическая обработка
Разложение нафталина
Метод Печини
Рекомендуемые статьи Цитирующие статьи (0)
Просмотреть аннотацию© 2018 Elsevier B.V. Все права защищены.
Рекомендуемые статьи
Ссылки на статьи
Влияние условий прокаливания на сверхемкостные характеристики нанокомпозитных электродов из активированного угля и оксида никеля, полученных методом химического никелирования
Y. Zhu, Z. Wu, M. Jing, W. Сун, Х. Хоу, X. Ян, Q. Чен и X. Цзи, Electrochim. Акта 149, 144 (2014).
Артикул Google Scholar
З. Каваляускас, Л. Марцинаускас, П. Валеткявичюс, Acta Phys. Pol. А 119, 253 (2011).
Артикул Google Scholar

Д. Бхаттачарджья и Ж.-С. Ю., J. Источники энергии 262, 224 (2014).
Артикул Google Scholar
W. Ahmad, L. Chu, M.R. Al-bahrani, X. Ren, J. Su, and Y. Gao, Mater. Res. Бык. 67, 185 (2015).
Артикул Google Scholar
M.R. Al-bahrani, W. Ahmad, H.F. Mehnane, Y. Chen, Z. Cheng, and Y. Gao, Nanomicro Lett. 7, 298 (2015).
Google Scholar
Н. Лю, Дж. Ли, В. Ма, В. Лю, Ю. Ши, Дж. Тао, Х. Чжан, Дж. Су, Л. Ли и Ю. Гао, ACS Appl. . Матер. Интерфейсы. 6, 13627 (2014).
Артикул Google Scholar
г. до н.э. Конвей, В. Бирсс и Дж. Войтович, J. Power Sources 66, 1 (1997).
Артикул Google Scholar
A. Davies, A. Yu, Can. J. Chem. Англ. 89, 1342 (2011).
J. Chem. Англ. 89, 1342 (2011).
Артикул Google Scholar
Р. Коц и М. Карлен, Electrochim. Acta 45, 2483 (2000).
Артикул Google Scholar
А.Г. Пандольфо и А.Ф. Холленкамп, J. Power Sources 157, 11 (2006).
Артикул Google Scholar
Л.С. Аравинда, К. Удая Бхат и Б. Рамачандра Бхат, Mater. Lett. 112, 158 (2013).
Артикул Google Scholar
M. Selvakumar, D. Krishna Bhat, A. Manish Aggarwal, S. Prahladh Iyer и G. Sravani, Phys.В 405, 2286 (2010).
Артикул Google Scholar
Р. Мадху, В. Вирамани, С.-М. Чен, П. Вееракумар и С.-Б. Liu, Chem. Eur. J. 21, 8200 (2015).
Артикул Google Scholar

M.R. Al-bahrani, L. Liu, W. Ahmad, J. Tao, F. Tu, Z. Cheng, and Y. Gao, Appl. Серфинг. Sci. 331, 333 (2015).
Артикул Google Scholar
М. Рамани, Б.С. Харран, Р. Уайт, Б. Попов, Л. Арсов, J. Источники энергии 93, 209 (2001).
Артикул Google Scholar
С. Фараджи, А.Х. Фараджи и С.Р. Noori, Mater. Des. 54, 570 (2014).
Артикул Google Scholar
С. Фараджи, А. Рахим, Н. Мохамед и К. Сипаут, J. Coat. Technol. Res. 9, 115 (2012).
Артикул Google Scholar
С. Фараджи, А.А. Рахим, Н. Мохамед, К.С. Сипаут и Б. Раджа, Mater. Chem. Phys. 129, 1063 (2011).
Артикул Google Scholar
A.M. Абиойе, С. Фараджи и Ф. Ani, J. Teknol. 79, 61 (2017).
Ani, J. Teknol. 79, 61 (2017).
Google Scholar
Х. Ашасси-Сорхаби и С.Х. Рафизаде, Прибой. Пальто. Technol. 176, 318 (2004).
Артикул Google Scholar
A.M. Абиойе, З.А. Норден, Ф. Ани, Электрохим. Акта 225, 493 (2017).
Артикул Google Scholar
A. Brenner, G.E. Riddell, J. Res. Natl. Бур. Стоять. 37, 31 (1946).
Артикул Google Scholar
П. Саху и С.К. Das, Mater. Des. 32, 1760 (2011).
Артикул Google Scholar
J. Sudagar, J. Lian, W. Sha, J. Alloys Compd. 771, 183 (2013).
Артикул Google Scholar
К. Ван, Л. Ли и Х. Чжан, Int. J. Electrochem. Sci. 8, 5036 (2013).
J. Electrochem. Sci. 8, 5036 (2013).
Google Scholar
С.П. Джахроми, А. Пандикумар, Б.Т. Го, Ю. Лим, В.Дж. Басирун, Х.Н. Лим и Н.М. Хуанг, RSC Adv. 5, 14010 (2015).
Артикул Google Scholar
Х. Лю, П. Хе, З. Ли, Ю. Лю и Дж. Ли, Electrochim. Acta 51, 1925 (2006).
Артикул Google Scholar
N.H. Basri, M. Deraman, M. Suleman, N..S.M. Nor, B.N.M. Долах, М.Сахри И., Шамсудин С.А., Int. J. Electrochem. Sci. 11, 95 (2016).
Google Scholar
Ю.-Л. Тай и Х. Тенг, Carbon 42, 2335 (2004).
Артикул Google Scholar
G.-H. Юань, З.-Х. Цзян, А. Арамата, Ю.-З. Гао, Углерод 43, 2913 (2005).
Артикул Google Scholar

З.А. Noorden, S. Sugawara и S. Matsumoto, IEEJ Trans. Электр. Электрон. Англ. 9, 235 (2014).
Артикул Google Scholar
В. Панич, Т. Видакович, С. Гойкович, А. Декански, С. Милонич и Б. Николич, Electrochim. Acta 48, 3805 (2003).
Артикул Google Scholar
Р. Фарма, М. Дераман, А. Авитдрус, И.A. Talib, E. Taer, N.H. Basri, J.G. Манджунатха, М. Исхак, Б. Dollah и S.A. Hashmi, Bioresour. Technol. 132, 254 (2013).
Артикул Google Scholar
А. Левандовски, А. Олейничак, М. Галински и И. Степняк, J. Источники энергии 195, 5814 (2010).
Артикул Google Scholar
Н.С.М. Нор, М. Дераман, Р. Омар, Р.Фарма, Н.Х. Басри, Б.Н.М. Долах, Н.Ф. Мамат, Б. Ятим, М.Н.М. Дауд, Энергия 79, 183 (2015).
Артикул Google Scholar
М. Ким, Ю. Хван, К. Мин и Дж. Ким, Electrochim. Акта 113, 322 (2013).
Артикул Google Scholar
S.-K. Чанг, З. Зайнал, К.-Б. Тан, Н.А.Юсоф, W.M.D.W. Юсов, С. Prabaharan, Curr.Прил. Phys. 12, 1421 (2012).
Артикул Google Scholar
М. Сельвакумар и Д.К. Bhat, Appl. Серфинг. Sci. 363, 236 (2012).
Артикул Google Scholar
P. He, Z. Xie, Y. Chen, F. Dong, and H. Liu, Mater. Chem. Phys. 137, 576 (2012).
Артикул Google Scholar
К. Хуанг, X. Ван, Дж. Ли, Ч. Дай, С. Гамбоа и П. Дж. Себастьян, J. Power Sources 164, 425 (2007).
Артикул Google Scholar
Влияние температуры прокаливания на электрохимические свойства богатых никелем катодов LiNi0,76Mn0,14Co0,10O2 для литий-ионных аккумуляторов (Журнальная статья)
Чжэн, Цзяньминь, Ян, Пэнфэй, Эстевес, Луис, Ван, Чунминь и Чжан, Цзи-Гуан. Влияние температуры прокаливания на электрохимические свойства богатых никелем катодов LiNi0,76Mn0,14Co0,10O2 для литий-ионных аккумуляторов. США: Н. П., 2018.
Интернет. DOI: 10.1016 / j.nanoen.2018.04.077.
Влияние температуры прокаливания на электрохимические свойства богатых никелем катодов LiNi0,76Mn0,14Co0,10O2 для литий-ионных аккумуляторов. США: Н. П., 2018.
Интернет. DOI: 10.1016 / j.nanoen.2018.04.077.
Чжэн, Цзяньмин, Ян, Пэнфэй, Эстевес, Луис, Ван, Чунминь и Чжан, Цзи-Гуан. Влияние температуры прокаливания на электрохимические свойства богатого никелем LiNi0.Катоды 76Mn0.14Co0.10O2 для литий-ионных аккумуляторов. Соединенные Штаты. DOI: https: //doi.org/10.1016/j.nanoen.2018.04.077
Чжэн, Цзяньминь, Ян, Пэнфэй, Эстевес, Луис, Ван, Чунминь и Чжан, Цзи-Гуан. Вт.
«Влияние температуры прокаливания на электрохимические свойства никелевых катодов LiNi0.76Mn0.14Co0.10O2 для литий-ионных аккумуляторов». Соединенные Штаты.DOI: https: //doi.org/10.1016/j.nanoen.2018.04.077. https://www. osti.gov/servlets/purl/1437027.
osti.gov/servlets/purl/1437027.
@article {osti_1437027,
title = {Влияние температуры прокаливания на электрохимические свойства богатых никелем катодов LiNi0.76Mn0.14Co0.10O2 для литий-ионных аккумуляторов},
author = {Чжэн, Цзяньмин и Ян, Пэнфэй и Эстевез, Луис и Ван, Чунминь и Чжан, Цзи-Гуан},
abstractNote = {Высокая плотность энергии, богатый никелем (Ni), слоистый LiNixMnyCozO2 (NMC, x ≥ 0.6) материалы являются перспективными катодами для литий-ионных аккумуляторов. Однако ряд технических проблем, таких как быстрое снижение емкости и нестабильность высокого напряжения, препятствуют их крупномасштабному применению. Здесь мы определили оптимальный диапазон температур прокаливания для катода с высоким содержанием никеля LiNi0.76Mn0.14Co0.10O2 (NMC76). NMC76, кальцинированный при 750–775 ° C, демонстрирует высокую разрядную емкость (~ 215 мАч г – 1 при зарядке до 4,5 В) и сохраняет ок. 79% от начальной емкости после 200 циклов. Он также демонстрирует отличные возможности для высоких скоростей, обеспечивая емкость более 160 мАч г – 1 даже при скорости 10 ° C.Высокая производительность NMC76 напрямую связана с оптимизированным размером его первичных частиц (100–300 нм) (которые заменяют сферические вторичные частицы размером> 10 мкм) и смешиванием катионов. Более высокая температура прокаливания (≥800 ° C) приводит к быстрому увеличению размера первичных частиц, плохой стабильности при циклическом воздействии и низкой производительности NMC76 из-за сильной микродеформации и образования трещин при повторных де / интеркаляциях литий-ионных ионов. Кроме того, NMC76, прокаленный при 750–775 ° C, является очень хорошим кандидатом для следующего поколения ионно-литиевых батарей.},
79% от начальной емкости после 200 циклов. Он также демонстрирует отличные возможности для высоких скоростей, обеспечивая емкость более 160 мАч г – 1 даже при скорости 10 ° C.Высокая производительность NMC76 напрямую связана с оптимизированным размером его первичных частиц (100–300 нм) (которые заменяют сферические вторичные частицы размером> 10 мкм) и смешиванием катионов. Более высокая температура прокаливания (≥800 ° C) приводит к быстрому увеличению размера первичных частиц, плохой стабильности при циклическом воздействии и низкой производительности NMC76 из-за сильной микродеформации и образования трещин при повторных де / интеркаляциях литий-ионных ионов. Кроме того, NMC76, прокаленный при 750–775 ° C, является очень хорошим кандидатом для следующего поколения ионно-литиевых батарей.},
doi = {10.1016 / j.nanoen.2018.04.077},
journal = {Nano Energy},
число = C,
объем = 49,
place = {United States},
год = {2018},
месяц = {5}
}
Разница между кальцинацией и обжигом в процессе производства графитовых электродов
Автор: Ивонн 29 авг. 2020 г.
2020 г.
Температура прокаливания контролируется на уровне (1200-1500 ° C). Обжарка требует контроля изменений температуры в реальном времени.
► Процесс производства графитовых электродов
1) Прокаливание
В процессе прокаливания физико-химические свойства сырья улучшаются.
2) Формовка
Замешанный материал формуют с помощью экструзионного пресса.
3) Выпечка
Благодаря процессу обжига термическая стабильность, механическая прочность и электрическая проводимость материалов могут быть значительно улучшены.
4) Пропитка
Обожженные электроды пропитаны специальным пеком, чтобы придать им более высокую плотность, механическую прочность и электрическую проводимость, чтобы выдерживать жесткие условия эксплуатации внутри печей.
5) Графитизация
Обработка запеченного материала при чрезвычайно высоких температурах для изменения его структуры с аморфного углерода на графит и получения превосходных свойств материала.
6) Обработка
Обработка графитированного материала до требуемого размера, формы и точности для изготовления корпуса и стержня электрода в соответствии со спецификациями клиентов.

Процесс производства графитовых электродов:
https://youtu.be/rDigaz27Txo
► Разница между прокаливанием и обжигом
• Прокаливание
Процесс термической обработки углеродного сырья при высокой температуре (1200≤1500 ° C) в условиях изолированного воздуха называется прокаливанием.Прокаливание — это первый процесс термообработки при производстве углерода. Прокаливание вызывает ряд изменений структуры и физико-химических свойств различного углеродсодержащего сырья.
Как антрацит, так и нефтяной кокс содержат определенное количество летучих веществ, и их необходимо прокаливать. Температура коксования битуминозного кокса и металлургического кокса относительно высока (выше 1000 ℃), что эквивалентно температуре обжиговой печи в установке карбонизации. Его больше нельзя кальцинировать.
 Его нужно только просушить. Однако, если битумный кокс смешивается с нефтяным коксом перед прокаливанием, он должен быть отправлен в кальцинатор вместе с нефтяным коксом. Природный графит и технический углерод не требуют прокаливания.
Его нужно только просушить. Однако, если битумный кокс смешивается с нефтяным коксом перед прокаливанием, он должен быть отправлен в кальцинатор вместе с нефтяным коксом. Природный графит и технический углерод не требуют прокаливания. • Обжарка
Обжиг — это процесс термообработки, при котором сжатое сырье нагревается с определенной скоростью при условии изоляции воздуха в защитной среде в печи.
Благодаря процессу обжига термическая стабильность, механическая прочность и электрическая проводимость материалов могут быть значительно улучшены.Поскольку оставшиеся летучие вещества удаляются путем повторного обжига, плотность и электрическое сопротивление материалов могут быть улучшены.
Цель обжарки:
1) Исключить летучие
Как правило, после обжига из продуктов, в которых в качестве связующего используется угольный асфальт, выделяется 10% летучих веществ. Следовательно, доля обжаренных продуктов обычно ниже 90%.
2) Вяжущее коксовое
Сырой продукт обжигается в соответствии с определенными технологическими условиями, чтобы связующее закоксовывалось и образовывала сеть кокса между частицами заполнителя, так что все заполнители с различными размерами частиц прочно связаны друг с другом, а продукт имеет определенные физические и химические свойства.
 При одинаковых условиях, чем выше скорость коксования, тем лучше качество. Скорость коксования среднетемпературного асфальта составляет около 50%.
При одинаковых условиях, чем выше скорость коксования, тем лучше качество. Скорость коксования среднетемпературного асфальта составляет около 50%. 3) Фиксированная геометрия
В процессе обжарки сырых продуктов происходило размягчение и перемещение связующего. С повышением температуры образуется сеть коксования, что делает изделия жесткими. Поэтому его форма не меняется при повышении температуры.
4) Уменьшите удельное сопротивление
В процессе обжига из-за удаления летучих компонентов коксование асфальта приводит к образованию коксовой сетки, разложению и полимеризации асфальта, образованию большой гексагональной сетки углеродных колец и т. Д., сопротивление значительно уменьшилось. Около 10000 x 10-6 удельное сопротивление сырых продуктов Ом · м, после обжарки сниженное до 40-50 x 10-6 Ом · м, называемое хорошими проводниками
5) Дополнительная усадка
После обжарки продукт дает усадку примерно на 1% в диаметре, на 2% в длину и на 2-3% по объему.
Влияние времени и температуры прокаливания на электрокаталитическую эффективность электродов Ti / SnO2: Sb (5%), Gd (2%) в отношении электрохимического окисления нафталина, Journal of Electroanalytical Chemistry
Пластовая вода — это самый большой объем сточных вод, связанных с добычей нефти и газа.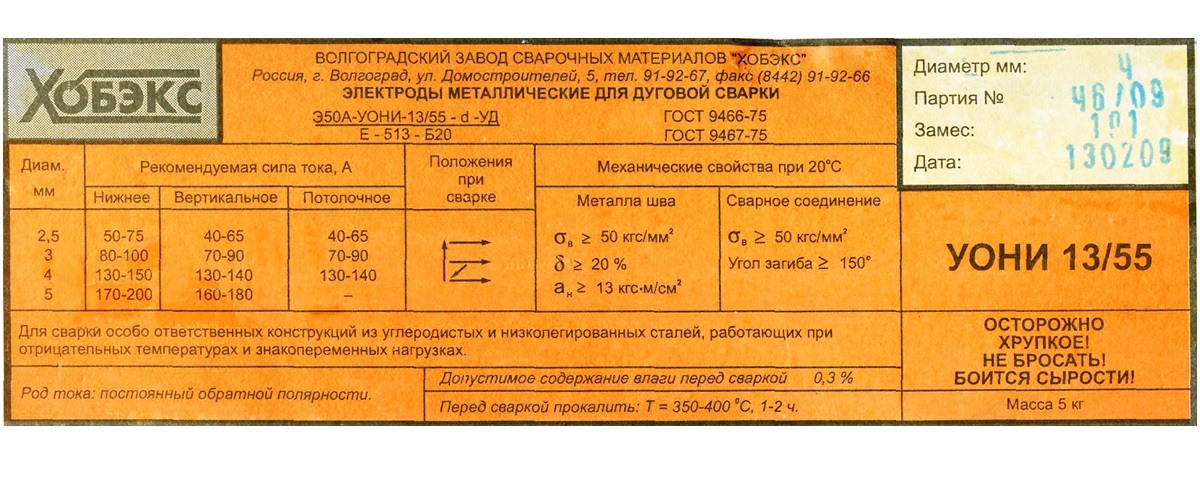 Из-за своего разнообразного состава и большого объема очистка попутной воды очень сложна, чтобы избежать необратимого или значительного ущерба окружающей среде. С другой стороны, стабильность анодного материала и электрокаталитические свойства имеют решающее значение для повышения эффективности разложения загрязняющих веществ при электрохимической очистке сточных вод. Здесь мы сообщаем о разработке электродов из Ti / SnO 2 : Sb (5%), Gd (2%) с помощью метода полимерных прекурсоров, также известного как метод Печини, для использования в электроокислении нафталина.Влияние времени прокаливания и температуры на синтез электродов было исследовано с упором на получение улучшенного материала с улучшенной эффективностью окисления нафталина. Таким образом, электроды из Ti / SnO 2 : Sb (5%), Gd (2%) прокаливали при 350, 400 и 450 ° C в течение 1, 2 и 3 часов для каждой температуры. Как температура, так и время оказывают влияние на электрокаталитическую эффективность электрода во время разложения нафталина, с акцентом на влияние температуры прокаливания.
Из-за своего разнообразного состава и большого объема очистка попутной воды очень сложна, чтобы избежать необратимого или значительного ущерба окружающей среде. С другой стороны, стабильность анодного материала и электрокаталитические свойства имеют решающее значение для повышения эффективности разложения загрязняющих веществ при электрохимической очистке сточных вод. Здесь мы сообщаем о разработке электродов из Ti / SnO 2 : Sb (5%), Gd (2%) с помощью метода полимерных прекурсоров, также известного как метод Печини, для использования в электроокислении нафталина.Влияние времени прокаливания и температуры на синтез электродов было исследовано с упором на получение улучшенного материала с улучшенной эффективностью окисления нафталина. Таким образом, электроды из Ti / SnO 2 : Sb (5%), Gd (2%) прокаливали при 350, 400 и 450 ° C в течение 1, 2 и 3 часов для каждой температуры. Как температура, так и время оказывают влияние на электрокаталитическую эффективность электрода во время разложения нафталина, с акцентом на влияние температуры прокаливания. Наиболее эффективными являются электроды, прокаленные при 400 ° C в течение 2 часов, которые разлагают около 97% загрязнителя и уменьшают 86% общего органического углерода после 2 часов электролиза при 2,0 В по сравнению с обратимым водородным электродом . Кроме того, они представляют наибольший коэффициент константы скорости k = 1,41 моль −1 Lmin −1 и наибольшую вольтамперометрическую плотность заряда (13,75 мСм −2 ) согласно измерениям циклической вольтамперометрии. Кроме того, все синтезированные электроды обладают высокой физической и электрохимической стабильностью.
Наиболее эффективными являются электроды, прокаленные при 400 ° C в течение 2 часов, которые разлагают около 97% загрязнителя и уменьшают 86% общего органического углерода после 2 часов электролиза при 2,0 В по сравнению с обратимым водородным электродом . Кроме того, они представляют наибольший коэффициент константы скорости k = 1,41 моль −1 Lmin −1 и наибольшую вольтамперометрическую плотность заряда (13,75 мСм −2 ) согласно измерениям циклической вольтамперометрии. Кроме того, все синтезированные электроды обладают высокой физической и электрохимической стабильностью.
中文 翻译 :
时间 和 煅烧 温度 对 Ti / SnO 2 : Sb (5 %) , Gd (2 %) 电极 对 萘 电化学 氧化 的 电 催化 效率 的 影响
石油 天然气 生产 相关 的 最大 体积 的 废水。 由于 多样 体积 的 , 为了 避免 对和 电 催化 性能 对于 提高 处理 中 的 污染物 降解 效率 至关重要。 在 这里 , 我们 Ti / SnO 2 的 的 : Sb (5 %) , Gd (2 %) 电极 ,是 通过 高分子 前 的 方法 (也 称为 Pechini 方法) 制成 的 , 用于 萘 的 电 氧化 研究 了 的 时间 和 温度 的 的 的 影响 , 重点 是 获得。 因此 , Ti / SnO 2 : Sb (5 %) , Gd (2 %) 电极 在 每种 温度 的 1、2 和 3 小时 内 分别 于 350、400 和 450 ° C 煅烧。 温度 和 时间 都H 降解 期间 电极 的 电 催化 效率 有影响 煅烧 温度 的 影响。 效率 的 电极 是 的 电极 是 的 2. 0 В 下 电解 2 часа 它们 降解 约 97 的 污染物 并 减少 86 % 的 总有机碳。 与 可逆 氢 电极。 除此之外 , 根据 它们 大速率 常数 系数 k = 1,41 моль -1 л мин -1 和 最大 的 伏安 电荷 密度 (13,75 мКл см -2 )。 此外 , 所有 电极 均 显示 出 很高 的 物理 和 电化学 稳定性。
0 В 下 电解 2 часа 它们 降解 约 97 的 污染物 并 减少 86 % 的 总有机碳。 与 可逆 氢 电极。 除此之外 , 根据 它们 大速率 常数 系数 k = 1,41 моль -1 л мин -1 和 最大 的 伏安 电荷 密度 (13,75 мКл см -2 )。 此外 , 所有 电极 均 显示 出 很高 的 物理 和 电化学 稳定性。
Влияние температуры прокаливания на морфологию и свойства накопления энергии наноструктур оксида кобальта, выращенных непосредственно на подложках из углеродной ткани. Научная статья по «Нанотехнологиям»
Mater Renew Sustain Energy (2013) 2:17 DOI 10.1007 / s40243-013-0017-y
БУМАГА ОРИГИНАЛ
Влияние температуры прокаливания на морфологию и свойства хранения энергии наноструктур оксида кобальта, выращенных непосредственно на подложках из углеродной ткани
Р. Б. Ракхи • Вэй Чен • Донкю Ча • Х. Н. Альшариф
Б. Ракхи • Вэй Чен • Донкю Ча • Х. Н. Альшариф
Получено: 10 июля 2013 г. / Принято: 31 августа 2013 г. / Опубликовано в сети: 23 сентября 2013 г. © Автор (ы) 2013. Эта статья опубликована в открытом доступе на Springerlink.com
Abstract Наноструктурированная и мезопористая нанопроволока из оксида кобальта (Co3O4) в виде цветка была выращена непосредственно над гибкими коллекторами из углеродной ткани с использованием сольвотермического синтеза для применения в суперконденсаторах. Изменения морфологии и пористости сборок нанопроволоки были вызваны изменением температуры прокаливания (200-300 ° C) одномерных (1-D) структур, что привело к значительному влиянию на их площадь поверхности и псевдоемкостные свойства.При повышении температуры прокаливания от 200 до 250 ° C морфология цветка постепенно изменяется до такой степени, что электролит может проникать почти во все нанопроволоки по всему объему образца, что приводит к увеличению удельной емкости с 334 до 605 Фг-1. в зависимости от морфологии нанопроволоки электрода. Прокаливание при 300 ° C приводит к нарушению морфологии мезопористых частиц и снижает эффективность диффузии электролита, что приводит к падению псевдоемкости после 300 ° C.Пиковая плотность энергии 44 Вт · кг · кг была получена при плотности мощности 20 кВт · кг-1 для прокаленного образца при 250 ° C.
в зависимости от морфологии нанопроволоки электрода. Прокаливание при 300 ° C приводит к нарушению морфологии мезопористых частиц и снижает эффективность диффузии электролита, что приводит к падению псевдоемкости после 300 ° C.Пиковая плотность энергии 44 Вт · кг · кг была получена при плотности мощности 20 кВт · кг-1 для прокаленного образца при 250 ° C.
Ключевые слова Суперконденсатор • Псевдоемкость • Прокаливание • Оксид кобальта • Мезопористый • Удельная емкость
Р. Б. Ракхи • В. Чен • Д. Ча • Х. Н. Альшариф (&) Материаловедение и инженерия, Университет науки и технологий имени короля Абдаллы (КАУСТ), Тувал 23955-6900, Саудовская Аравия
электронная почта: [email protected]
Введение
В последнее десятилетие значительный исследовательский интерес был направлен на разработку легких и экологически чистых эффективных накопителей энергии, отвечающих различным требованиям современной портативной бытовой электроники и гибридных электромобилей [1-5]. Суперконденсаторы с их более высокой плотностью мощности, высокой скоростью заряда-разряда и превосходной циклической стабильностью, чем у батарей, и более высокой плотностью энергии, чем у обычных диэлектрических конденсаторов, предлагают многообещающий подход для удовлетворения растущих потребностей систем накопления энергии в мощности в двадцать первом веке [ 6-8].В зависимости от механизмов накопления заряда суперконденсаторы в целом подразделяются на два типа: (1) конденсаторы с двойным электрическим слоем, которые основаны на углеродных наноматериалах с большой площадью поверхности с емкостью, возникающей из-за разделения зарядов на границе электрод / электролит, и ( 2) псевдоконденсаторы на основе оксидов переходных металлов (TMO) или проводящих полимеров с дополнительной фарадеевской емкостью, возникающей в результате быстрых обратимых окислительно-восстановительных реакций, происходящих на поверхности твердого электрода или вблизи нее [9, 10].Производительность суперконденсатора сильно зависит от морфологии и свойств его электродов [11].
Суперконденсаторы с их более высокой плотностью мощности, высокой скоростью заряда-разряда и превосходной циклической стабильностью, чем у батарей, и более высокой плотностью энергии, чем у обычных диэлектрических конденсаторов, предлагают многообещающий подход для удовлетворения растущих потребностей систем накопления энергии в мощности в двадцать первом веке [ 6-8].В зависимости от механизмов накопления заряда суперконденсаторы в целом подразделяются на два типа: (1) конденсаторы с двойным электрическим слоем, которые основаны на углеродных наноматериалах с большой площадью поверхности с емкостью, возникающей из-за разделения зарядов на границе электрод / электролит, и ( 2) псевдоконденсаторы на основе оксидов переходных металлов (TMO) или проводящих полимеров с дополнительной фарадеевской емкостью, возникающей в результате быстрых обратимых окислительно-восстановительных реакций, происходящих на поверхности твердого электрода или вблизи нее [9, 10].Производительность суперконденсатора сильно зависит от морфологии и свойств его электродов [11]. Идеальный электродный материал должен иметь большую площадь поверхности, высокую проводимость, подходящее распределение пор по размерам, долговременную стабильность цикла и электрохимическую воспроизводимость [11]. Углеродные материалы обладают высокой проводимостью и длительной стабильностью; но имеют меньшую удельную емкость по сравнению с псевдоемкостными материалами [12-18]. С другой стороны, TMO демонстрируют более высокие удельные емкости, но имеют более низкую проводимость, чем системы на основе углерода [19-24].Электропроводность электродов на основе ТМО может быть увеличена путем прямого роста ТМО поверх проводящих подложек; этот процесс также исключает использование вспомогательного проводящего материала и связующего в процессе изготовления электродов [5, 25-30].
Идеальный электродный материал должен иметь большую площадь поверхности, высокую проводимость, подходящее распределение пор по размерам, долговременную стабильность цикла и электрохимическую воспроизводимость [11]. Углеродные материалы обладают высокой проводимостью и длительной стабильностью; но имеют меньшую удельную емкость по сравнению с псевдоемкостными материалами [12-18]. С другой стороны, TMO демонстрируют более высокие удельные емкости, но имеют более низкую проводимость, чем системы на основе углерода [19-24].Электропроводность электродов на основе ТМО может быть увеличена путем прямого роста ТМО поверх проводящих подложек; этот процесс также исключает использование вспомогательного проводящего материала и связующего в процессе изготовления электродов [5, 25-30].
Среди различных TMO оксид кобальта (Co3O4) является многообещающим кандидатом в псевдоконденсаторы из-за его легкой доступности, наличия переменных степеней окисления ионов металлов, которые облегчают окислительно-восстановительные переходы, хорошего псевдемкостного поведения с высокой псевдоемкостью, стабильной производительности цикла и экономической эффективности. по сравнению с популярным материалом псевдоконденсаторов — оксидом рутения [21, 31-33].Поскольку электрохимические характеристики наноструктур Co3O4 во многом зависят от их морфологии и площади поверхности, разработка методов контролируемого синтеза наноструктур Co3O4 с высокой электроактивной площадью имеет большое значение [34]. Было опубликовано множество сообщений о синтезе наноструктур Co3O4 с различной морфологией с помощью различных синтетических методов. He et al. сообщили о синтезе монодисперсных нанокристаллов Co3O4 с контролируемым размером и формой с помощью процесса жидкофазной реакции с контролируемой растворимостью.Cao et al. сообщили о получении и кинетике роста высокоупорядоченных сверхструктур Co3O4 с настраиваемой морфологией от простых нанопластин до хорошо организованных структур, подобных капусте, а затем до микросферических композитов с использованием процесса полиола. Wang et al. сообщили о синтезе мезопористых наностержней Co3O4 простым гидротермальным методом [35].
по сравнению с популярным материалом псевдоконденсаторов — оксидом рутения [21, 31-33].Поскольку электрохимические характеристики наноструктур Co3O4 во многом зависят от их морфологии и площади поверхности, разработка методов контролируемого синтеза наноструктур Co3O4 с высокой электроактивной площадью имеет большое значение [34]. Было опубликовано множество сообщений о синтезе наноструктур Co3O4 с различной морфологией с помощью различных синтетических методов. He et al. сообщили о синтезе монодисперсных нанокристаллов Co3O4 с контролируемым размером и формой с помощью процесса жидкофазной реакции с контролируемой растворимостью.Cao et al. сообщили о получении и кинетике роста высокоупорядоченных сверхструктур Co3O4 с настраиваемой морфологией от простых нанопластин до хорошо организованных структур, подобных капусте, а затем до микросферических композитов с использованием процесса полиола. Wang et al. сообщили о синтезе мезопористых наностержней Co3O4 простым гидротермальным методом [35]. Также доступны отчеты о прямом росте Co3O4 на проводящих подложках. Электроосаждение тонких пленок оксида Co3O4 на различные подложки сообщается Kandalkar et al.[36] (медные подложки) и wu et al. [37] (подложка из пенопласта Ni). Qing et al. [27] сообщили о простом синтезе наноцветов Co3O4 на пене Ni простым сольвотермическим методом. Tummala et al. [38] сообщили об осаждении наноструктурированного Co3O4 на токосъемники из нержавеющей стали методом плазменного напыления.
Также доступны отчеты о прямом росте Co3O4 на проводящих подложках. Электроосаждение тонких пленок оксида Co3O4 на различные подложки сообщается Kandalkar et al.[36] (медные подложки) и wu et al. [37] (подложка из пенопласта Ni). Qing et al. [27] сообщили о простом синтезе наноцветов Co3O4 на пене Ni простым сольвотермическим методом. Tummala et al. [38] сообщили об осаждении наноструктурированного Co3O4 на токосъемники из нержавеющей стали методом плазменного напыления.
Среди различных возможных морфологий Co3O4 мезопористые одномерные (1-D) наноструктуры лучше всего подходят для применения в суперконденсаторах, поскольку они обладают преимуществами большой площади поверхности, улучшенной доступности электролита и уменьшенных расстояний диффузии массы и заряда [31, 34, 39-42].Имеется очень мало отчетов о прямом росте одномерных наноструктур Co3O4 на различных проводящих подложках для применения в суперконденсаторах. Gao et al. В [43] сообщается о удельной емкости 754 Ф / г при плотности тока 5 мА / см для массивов нанопроволок Co3O4, выращенных непосредственно поверх пены никеля простым методом без шаблона. Zhang et al. [33] сообщили о простом синтезе массивов отдельно стоящих нанопроволок Co3O4 на подложке из пенопласта Ni с замечательной удельной емкостью 1160 Ф / г при плотности тока 2 А / г.Sprmger
Zhang et al. [33] сообщили о простом синтезе массивов отдельно стоящих нанопроволок Co3O4 на подложке из пенопласта Ni с замечательной удельной емкостью 1160 Ф / г при плотности тока 2 А / г.Sprmger
с массовой нагрузкой 0,4 мг / см2 с большой удельной емкостью (1,124 Ф / г) при высокой плотности тока разряда 25,34 А / г. В недавней работе мы сообщили о замечательной псевдоемкости для самоорганизованных микроструктур мезопористых нанопроволок Co3O4, выращенных на двух различных типах подложек из углеродной бумаги сольвотермическим методом [25]. Работа была сосредоточена на том, как текстура поверхности бумажной основы влияет на морфологию и псевдоемкость Co3O4. Мы могли бы получить нанопроволоки Co3O4, которые имеют морфологию, подобную цветку, на плоской графитированной копировальной бумаге и напоминающую кисть морфологию на волокнистой неграфитированной копировальной бумаге.В работе использовались образцы, прокаленные при 250 ° C. Но в ходе исследования мы натолкнулись на некоторые интересные наблюдения, которые показали, что температура прокаливания играет решающую роль в настройке псевдоемкости, морфологии и размера пор образца с цветочной морфологией [25].
Поскольку углеродная подложка чувствительна к высокой температуре, необходимо проявлять особую осторожность при выборе подходящей температуры прокаливания, которая может значительно улучшить характеристики суперконденсатора Co3O4 без повреждения углеродной подложки.Насколько нам известно, отсутствуют подробные отчеты о влиянии температуры прокаливания на морфологию, структуру пор и, следовательно, псевдоемкость одномерных наноструктур Co3O4, выращенных непосредственно на подложке из углеродной ткани. Мы могли воспроизвести цветочную морфологию на подложке из графитированной углеродной ткани, используя сольвотермический метод. В настоящем исследовании мы сообщаем о влиянии температуры прокаливания на псевдоемкостные свойства самоорганизованных микроцветов одномерных наноструктур Co3O4, выращенных непосредственно на графитированной углеродной ткани.
Экспериментальный
Синтез одномерных наноструктур Co3O4 на углеродной ткани
Одномерные наноструктуры Co3O4 были выращены непосредственно на подложке из графитированной углеродной ткани простым сольвотермическим методом. 2 г Co (NO3) 2 · 6h3O, 1 г гексацилтриметиламмонийбромида (CTAB) и 6 мл воды растворяли в 30 мл абсолютного метанола при интенсивном перемешивании на магнитной мешалке. Затем полученный раствор переносили в автоклав из нержавеющей стали с тефлоновым покрытием объемом 40 мл.Кусок графитированной углеродной ткани (1 см x 2 см) погружали в раствор для выращивания в автоклаве с последующим нагреванием автоклава в печи при 180 ° C в течение 24 часов для обеспечения роста наноигл Co3O4. Затем покрытый продуктами субстрат промывали h3O и этанолом, сушили в вакууме при 120 ° C в течение 10 ч, и конечный продукт
2 г Co (NO3) 2 · 6h3O, 1 г гексацилтриметиламмонийбромида (CTAB) и 6 мл воды растворяли в 30 мл абсолютного метанола при интенсивном перемешивании на магнитной мешалке. Затем полученный раствор переносили в автоклав из нержавеющей стали с тефлоновым покрытием объемом 40 мл.Кусок графитированной углеродной ткани (1 см x 2 см) погружали в раствор для выращивания в автоклаве с последующим нагреванием автоклава в печи при 180 ° C в течение 24 часов для обеспечения роста наноигл Co3O4. Затем покрытый продуктами субстрат промывали h3O и этанолом, сушили в вакууме при 120 ° C в течение 10 ч, и конечный продукт
был обозначен как свежеприготовленный образец. Затем полученные образцы прокаливали при различных температурах -200, 225, 250 и 300 ° C в течение 4 часов.Температуры прокаливания были выбраны на основании термогравиметрического анализа (NETZSCH TG 209 F1 Iris) предварительно приготовленных наноигл. Подложка из углеродной ткани не выдерживала температуры прокаливания выше 300 ° C. Вес отложений Co3O4 был точно рассчитан из разницы в весе субстрата до сольвотермического процесса и с загрузкой Co3O4 после прокаливания с использованием аналитических микровесов (XP 26 Mettler Toledo, макс 22 г, разрешение 0,001 мг).
Общая характеристика
Наноструктуры Co3O4 были охарактеризованы с помощью системы порошковой дифракции рентгеновских лучей (XRD, Bruker, D8 ADVANCE), оснащенной излучением Cu Ka (k = 0.15406 нм). Площадь поверхности образцов по БЭТ определяли с использованием системы измерения площади поверхности и порозиметрии Micromeritics (ASAP 2420) при 77 К. Перед измерениями образцы сушили при 70 ° C в течение 10 часов в вакуумной печи, а затем дегазировали при 200 ° C. в течение 12 ч до тех пор, пока вакуум не станет <2 мм рт. ст. Морфология поверхности и микроструктура образцов были исследованы с помощью сканирующей электронной микроскопии (SEM, FEI Helios NanoLab) и переходной электронной микроскопии (TEM, FEI Titan).
Электрохимическая характеристика
Электрохимические измерения проводили в симметричных двухэлектродных конфигурациях с использованием электрохимической рабочей станции модели 660D (CH Instruments).Собранные монетные элементы для двухэлектродной конфигурации были приготовлены путем наложения двух идентичных кусков наноструктур Co3O4 на углеродную ткань (каждая площадью 0,5 x 1 см2), прокаленных при определенной температуре с помощью однослойного полипропиленового сепаратора (толщиной 25 мкм, Celgard 3501) ) внутри круглого элемента (CR2032, MTI) с 30 мас.% КОН (Sigma-Aldrich) в качестве электролита. Масса Co3O4 в каждом электроде составляла примерно 2 мг. Приблизительная толщина активных материалов на электродах составляла около 20 мкм.Площадь электродов составляла около 0,25 см2.
Электрохимические свойства электродов суперконденсатора были изучены методами циклической вольтамперометрии (CV), гальваностатического заряда-разряда (CD) и спектроскопии электрохимического импеданса (EIS). Измерения CV проводились в диапазоне напряжений от 0 до 0,8 В в широком диапазоне скоростей сканирования от 1 мВ / с до 100 В / с. Измерения КД также проводились в том же окне напряжений в широком диапазоне плотностей тока, от 0 до 0.От 25 до 25 А / г. EIS проводился в
Измерения CV проводились в диапазоне напряжений от 0 до 0,8 В в широком диапазоне скоростей сканирования от 1 мВ / с до 100 В / с. Измерения КД также проводились в том же окне напряжений в широком диапазоне плотностей тока, от 0 до 0.От 25 до 25 А / г. EIS проводился в
частотный диапазон от 100 кГц до 10 мГц при напряжении холостого хода при подаче сигнала 5 мВ. Все измерения проводились при комнатной температуре.
Удельная емкость (Csp) симметричных суперкапакаторов была рассчитана на основе циклических вольтамперограмм и кривых заряда-разряда в соответствии с уравнениями. (1) и (2).
_ 2i Csp «FM
, где T — средний катодный ток контура CV, а f ‘- скорость сканирования.2 I
где T — постоянный ток для заряда-разряда, DV = Dt — наклон кривой разряда, а m — масса одного электрода. В настоящей работе для расчета удельной емкости масса электрода была принята равной 2 мг (только масса осадка Co3O4).
Результаты и обсуждение
1-D структуры Co3O4 с нанокристаллической и мезопористой природой, выращенные непосредственно на проводящих подложках, могут рассматриваться как идеальные кандидаты в электроды суперконденсатора.Морфология, кристалличность, пористость и емкостные характеристики этих структур можно в значительной степени изменять, изменяя температуру прокаливания. Основываясь на вышеизложенных соображениях, в настоящей работе было проведено систематическое исследование для выявления влияния температуры прокаливания на морфологию и, следовательно, свойства псевдоемкости 1-D наноструктур Co3O4, выращенных непосредственно на гибкой углеродной тканевой подложке. Самоорганизация этих наноструктур в похожие на цветы морфологии над гибкими коллекторами из углеродной ткани была достигнута с помощью простого сольвотермического процесса.Изменения морфологии и пористости ансамблей наноструктур были вызваны изменением температуры прокаливания (200-300 ° C) одномерных (1-D) структур, что привело к значительному влиянию на их площадь поверхности и псевдоемкостные свойства.
Температурное поведение образцов Co3O4 определяли с помощью термогравиметрического анализа (ТГА), как показано на рис. 1а. Типичные кривые ТГА двух предшественников ясно показывают двухэтапную потерю веса каждая из-за дегидратации и разложения гидрата гидроксида нитрата карбоната кобальта и фаз p-Co (OH) 2.Первая потеря веса при более низкой температуре (<250 ° C) связана с удалением адсорбированной и интеркалированной воды, в то время как вторая потеря веса от 250 до 300 ° C соответствует потере структурной воды и термоокислительной
разложение исходных продуктов, а также десорбция остаточных нитрат- и карбонат-анионов. На кривой ТГА не наблюдается значительной потери веса при более высокой температуре, что указывает на отсутствие дополнительных структурных изменений в этих областях.Рентгенограммы свежеприготовленных и прокаленных образцов Co3O4 показаны на рис. 1b. Свежеприготовленный образец содержит смесь p-Co (OH) 2 (JCPDS 30-0443), гидрата гидроксида нитрата карбоната кобальта (JCPDS50-1891) и Co3O4 (карта JCPDS № 43-1003), как определено по рентгенограмме. (Рис. 1i). Образец, прокаленный при 200 ° C в течение 4 ч, сохраняет пик (101) фазы p-Co (OH) 2 наряду с пиками Co3O4 (рис. 1ii). Эту остаточную фазу можно удалить, увеличив температуру прокаливания. Образцы, подвергнутые прокаливанию при температурах 225, 250 и 300 ° C, демонстрируют идентичные кристаллические структуры нанопроволок Co3O4 ГЦК-типа с пространственной группой Fd3 m (рис.1iii, iv и v). Пики, наблюдаемые на дифрактограмме, могут быть проиндексированы как плоскости (111), (220), (311), (400), (422), (511), (440), (620) и (533) наночастиц. -структурированный Co3O4 типа FCC. Отсутствие каких-либо вторичных пиков на рентгенограмме ясно демонстрирует полное разложение прекурсоров до образцов Co3O4 после отжига образцов при температуре выше 225 ° C.
(Рис. 1i). Образец, прокаленный при 200 ° C в течение 4 ч, сохраняет пик (101) фазы p-Co (OH) 2 наряду с пиками Co3O4 (рис. 1ii). Эту остаточную фазу можно удалить, увеличив температуру прокаливания. Образцы, подвергнутые прокаливанию при температурах 225, 250 и 300 ° C, демонстрируют идентичные кристаллические структуры нанопроволок Co3O4 ГЦК-типа с пространственной группой Fd3 m (рис.1iii, iv и v). Пики, наблюдаемые на дифрактограмме, могут быть проиндексированы как плоскости (111), (220), (311), (400), (422), (511), (440), (620) и (533) наночастиц. -структурированный Co3O4 типа FCC. Отсутствие каких-либо вторичных пиков на рентгенограмме ясно демонстрирует полное разложение прекурсоров до образцов Co3O4 после отжига образцов при температуре выше 225 ° C.
Изотермы адсорбции и десорбции азота образцов Co3O4, прокаленных при различных температурах, представлены на рис.2а. Значения площади поверхности Брунауэра-Эмметта-Теллера (БЭТ), рассчитанные для свежеприготовленного образца и прокаленных образцов при температурах 200, 225, 250 и 300 ° C, составляют, соответственно, 9,27, 12,89, 13,27, 75,92 и 52,31 м2 / г. . Все прокаленные образцы демонстрируют отчетливые петли гистерезиса в диапазоне 0,45–1,0 P / P0, что свидетельствует о наличии мезопористой структуры. Этот шлейф отсутствует
. Все прокаленные образцы демонстрируют отчетливые петли гистерезиса в диапазоне 0,45–1,0 P / P0, что свидетельствует о наличии мезопористой структуры. Этот шлейф отсутствует
в случае свежеприготовленного образца. Петля гистерезиса заметна в образце, прокаленном при 250 ° C.Это можно объяснить хорошо сформированной мезопористой структурой с максимальной площадью поверхности по БЭТ. Xiong et al. [46] сообщили о площади поверхности по БЭТ 25,12 м2 / г для мезопористых нанолистов Co3O4. Мехер и Рао [32] сообщили о синтезе мезопористых нанопроволок Co3O4 с площадью поверхности по БЭТ 60 м2 / г. Значение площади поверхности по БЭТ, полученное для нанопроволок Co3O4 в настоящем исследовании, выше указанных значений, что благоприятно для лучших характеристик суперконденсаторов композитов. Прокаливание при 300 ° C приводит к уменьшению площади поверхности по БЭТ, поскольку более мелкие частицы объединяются с образованием крупных кристаллов в структуре Co3O4.Средняя ширина пор по адсорбции (4 В / А по БЭТ) для свежеприготовленного образца и образцов, прокаленных при температурах 200, 225, 250 и 300 ° C, составляет, соответственно, 9,20, 16,39, 17,42, 18,14 и 18,89 нм. Распределение пор по размеру образцов, рассчитанное по изотермам десорбции с использованием метода Баррета-Джойнера-Халенда (BJH), показано на рис. 2b. BJH Desorption Совокупный объем пор диаметром от 1,7000 до 300,0000 нм для свежеприготовленного образца и прокаленных образцов при температурах 200, 225, 250 и 300 ° C составляет 0.04570, 0,05174, 0,06449, 0,10361 и 0,17601 см3 / г соответственно.
Распределение пор по размеру образцов, рассчитанное по изотермам десорбции с использованием метода Баррета-Джойнера-Халенда (BJH), показано на рис. 2b. BJH Desorption Совокупный объем пор диаметром от 1,7000 до 300,0000 нм для свежеприготовленного образца и прокаленных образцов при температурах 200, 225, 250 и 300 ° C составляет 0.04570, 0,05174, 0,06449, 0,10361 и 0,17601 см3 / г соответственно.
SEM и TEM для образцов в исходном состоянии показаны на рис. 3. Изображения SEM (рис. 2a и b) демонстрируют самоорганизацию наноигл в подобную цветку морфологию на поверхности графитированной углеродной ткани. Наноиглы имеют разную длину от 1 до 15 мкм и диаметр <100 нм. Из изображений ПЭМ (рис. 3c) и HRTEM (рис. 3d) ясно, что наноигла демонстрирует гладкую текстуру и монокристаллическую структуру.
100200300400 Температура (° C)
20 30 40 50 60
2e (степень)
Фиг. Springer
Springer
150 ч В состоянии готовности
—о — 200 ° С
125 225 ° C ♦ — 250 ° C
100 ч 300 ° C
0.0 0,2 0,4 0,6 0,8 1,0 Относительное давление (P / Po)
O) 0,02
BJH Desorption dV / dD Объем пор — • — в исходном состоянии
—э— 200 ° С
—A— 225 ° C — ♦ — 250 ° C — 300 ° C
25 50 75
Диаметр пор (нм)
Рис. 2 a Изотермы адсорбции и десорбции азота и распределение пор по размерам b в свежеприготовленных и прокаленных образцах
Рис.3 СЭМ-изображения a с малым и b с большим увеличением свежеприготовленного образца. c Низкое и d большое увеличение ПЭМ-изображения свежеприготовленного образца
Влияние температуры прокаливания на морфологию наноструктур Co3O4 ясно видно из СЭМ-изображений с малым и большим увеличением прокаленных образцов, как показано на рис.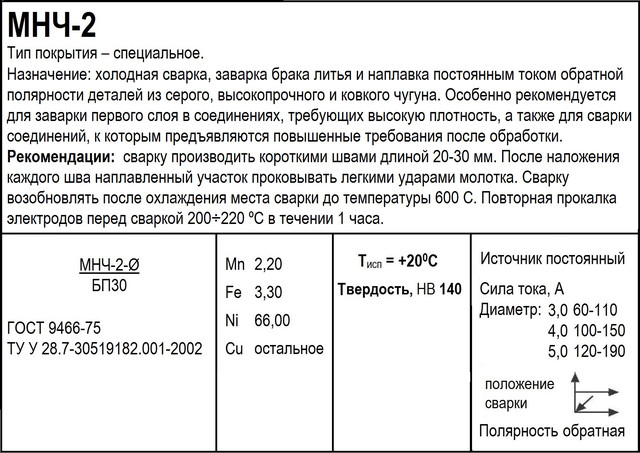 4. Рисунки 4a и b показывают, что прокаливание при 200 ° C привело к сплющиванию жестких острые цилиндрические наноиглы. При дальнейшем повышении температуры прокаливания (до 225 ° C) цветки становятся больше, а центр превращается в гибкие нанопроволоки, как показано на рис.4в, г. Колодец-
4. Рисунки 4a и b показывают, что прокаливание при 200 ° C привело к сплющиванию жестких острые цилиндрические наноиглы. При дальнейшем повышении температуры прокаливания (до 225 ° C) цветки становятся больше, а центр превращается в гибкие нанопроволоки, как показано на рис.4в, г. Колодец-
организованных цветочно-подобных морфологий гибких нанопроволок Co3O4 достигаются прокаливанием свежеприготовленных образцов при 250 ° C (рис. 4e и f). Изображения с большим увеличением показывают, что эти похожие на цветы структуры состоят из нанопроволок оксида кобальта, каждая из которых имеет длину от 1 до 10 мкм. Дальнейшее повышение температуры прокаливания (до 300 ° C) приводит к разрушению нанопроволоки Co3O4, разрушая морфологию цветка.
Рис.Спрингер
наличие многочисленных нанокристаллитов Co3O4, имеющих размер <3 нм по сравнению с гладкой текстурой свежеприготовленного образца. Размер этих нанокристаллов увеличивается на
далее с повышением температуры прокаливания. Формирование таких больших кристаллических структур, вероятно, можно объяснить перекристаллизацией и агрегацией частиц во время прокаливания, при которых маленькие нанокристаллы вырастают во взаимосвязанную пористую структуру.Из рис. 4c-h видно, что нанопроволоки Co3O4, прокаленные при температуре выше 225 ° C, состоят из множества взаимосвязанных наночастиц и имеют шероховатый вид из-за большого количества мезопор. Эта пористая структура может быть приписана последовательному высвобождению и потере h3O и различных газов во время окисления / разложения промежуточных продуктов Co (OH) 2 или гидрата гидроксида нитрата карбоната кобальта. Диаметр нанопроволок варьируется от 160 до 20 нм от точки контакта с углеродной тканью до кончика.Для образцов, прокаленных при 250 ° C, четко формируется мезопористая структура.
Формирование таких больших кристаллических структур, вероятно, можно объяснить перекристаллизацией и агрегацией частиц во время прокаливания, при которых маленькие нанокристаллы вырастают во взаимосвязанную пористую структуру.Из рис. 4c-h видно, что нанопроволоки Co3O4, прокаленные при температуре выше 225 ° C, состоят из множества взаимосвязанных наночастиц и имеют шероховатый вид из-за большого количества мезопор. Эта пористая структура может быть приписана последовательному высвобождению и потере h3O и различных газов во время окисления / разложения промежуточных продуктов Co (OH) 2 или гидрата гидроксида нитрата карбоната кобальта. Диаметр нанопроволок варьируется от 160 до 20 нм от точки контакта с углеродной тканью до кончика.Для образцов, прокаленных при 250 ° C, четко формируется мезопористая структура.
Отдельные нанокристаллы имеют размер в диапазоне 8-12 нм, а размер пор находится в диапазоне нескольких нанометров. Дальнейшее повышение температуры прокаливания до 300 ° C приводит к образованию крупных кристаллитов кубовидной формы со средним размером в диапазоне 16-20 нм, что, в свою очередь, приводит к уменьшению площади поверхности по БЭТ и увеличению объема пор.
Поскольку нанопроволоки Co3O4, состоящие из нанокристаллитов, обладают большой площадью поверхности, а также мезопористостью и самоорганизуются в цветочные формы на поверхности токосъемников, их можно использовать в качестве эффективных электродных материалов для суперконденсаторов.Однако эффективность накопления заряда образцов, прокаленных при разных температурах, может варьироваться из-за наблюдаемых различий в ориентации и морфологии одномерных наноструктур. Чтобы определить, какая морфология благоприятна для высокоскоростного емкостного накопления энергии, измерения циклической вольтамперометрии (CV) и гальваностатического заряда-разряда (CD) проводятся в симметричных двухэлектродных конфигурациях. Сообщалось, что по сравнению с трехэлектродной конфигурацией измерения с использованием двухэлектродной конфигурации больше подходят для оценки характеристик испытательной ячейки суперконденсатора, поскольку она имитирует физическую конфигурацию, внутренние напряжения и перенос заряда, которые происходят в реальном применении суперконденсатора.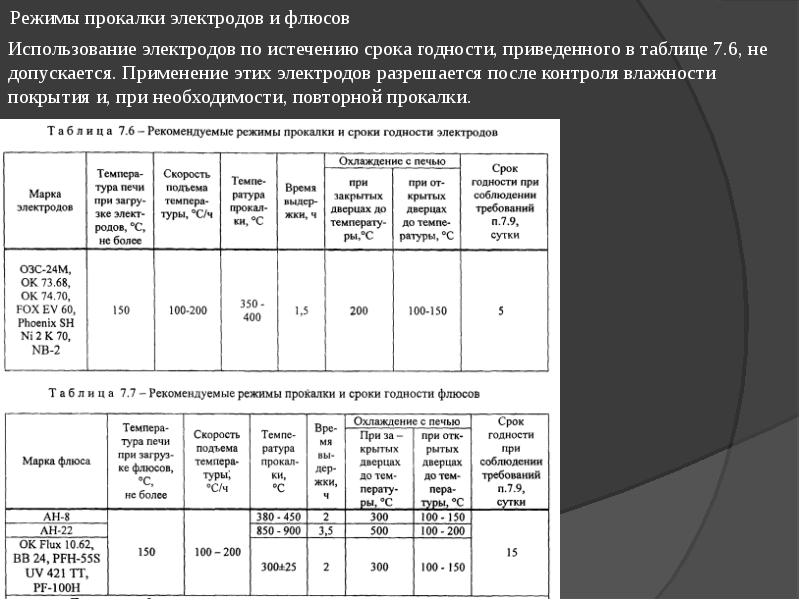 и, таким образом, обеспечивает наилучшее представление о характеристиках электродного материала [47].
и, таким образом, обеспечивает наилучшее представление о характеристиках электродного материала [47].
На рис. 6a-d, соответственно, показаны контуры CV, полученные для симметричных суперконденсаторов кнопочных ячеек на основе образцов Co3O4, прокаленных при 200, 225, 250 и 300 ° C при различных скоростях сканирования 1, 2, 5, 10, 20, 50 и 100. мВ / с в фиксированном диапазоне потенциалов 0-0,8 В. В испытательных ячейках образцов, прокаленных при температуре выше 225 ° C, сохраняются почти прямоугольные петли CV до скорости сканирования 100 мВ / с, что характерно для суперконденсаторов с отличными емкостными характеристиками. и низкое контактное сопротивление.Суперконденсатор на основе образца, прокаленного при 200 ° С, сохраняет симметричную прямоугольную форму
только со скоростью сканирования 20 мВ / с. Привыше 20 мВ / с петли CV имеют квазипрямоугольную форму, что указывает на более низкую скорость обработки образца по сравнению с образцами, прокаленными при температуре выше 225 ° C.
Улучшение характеристик образцов можно объяснить образованием мезопористой структуры выше 225 ° C. Для образцов, отожженных при 200, 225 и 300 ° C, контуры CV при разных скоростях сканирования не показывают пиков, что указывает на то, что электроды заряжаются и разряжаются с псевдопостоянной скоростью в течение полного вольтамперометрического цикла.Цепи CV суперконденсатора на основе образца, прокаленного при 250 ° C, показывают присутствие пары пиков окислительно-восстановительного потенциала, указывающих на существование сильной реакции Фарадея для Co3O4 в соответствии с формулой. (3).
Co3O4 + h3O + OH «, 3CoOOH + e» (3)
Сравнение контуров ЦВА симметричных суперконденсаторов на основе образцов Co3O4, прокаленных при разных температурах, и подложки из углеродной ткани при скорости сканирования 20 мВ / с показано на рис. 7а. Для одинаковой массовой нагрузки кривые CV показывают разные области, указывающие на разные уровни накопленного заряда.Из контуров CV, удельные емкости 256, 341, 549 и 435 Ф / г соответственно [с использованием формул. (1) и (3)], получены для образцов с температурами прокаливания 200, 225, 250 и 300 ° C. Из рис. 7а также видно, что емкостный вклад подложки из углеродной ткани в электроды пренебрежимо мал. На рис. 7б показано сравнение кривых гальваностатического заряда-разряда для образцов при постоянной плотности тока 1 А / г. Кривые заряда-разряда при постоянном токе одномерных наноструктур Co3O4 имеют почти треугольную форму с пониженным внутренним сопротивлением в начале разрядной кривой.Уменьшение внутреннего сопротивления может быть связано с прямым контактом нанопроволок и проводящей углеродной ткани. Значения удельной емкости суперконденсаторов для образцов с температурами прокаливания 200, 225, 250 и 300 ° C соответственно составляют 334, 435, 605 и 509 Ф / г. Несмотря на то, что образцы, прокаленные при 200 и 250 ° C, имеют морфологию цветков, в них меньше мезопор по сравнению с образцами, прокаленными при 250 и 300 ° C. Следовательно, доступность электрода и электролита будет меньше, что приведет к снижению емкости.Огромное улучшение емкости для образца, прокаленного при 250 ° C, можно объяснить морфологией мезопористой нанопроволоки Co3O4, а также их самоорганизацией в подобную цветку микроархитектуру на поверхности углеродной ткани, способной удерживать большое количество электролита и тем самым обеспечивая большую доступность электрода и электролита. Уменьшение удельной емкости образца, прокаленного при 300 ° C, может быть связано с повреждением морфологии цветочного типа, что снижает количество электролита, захваченного между образцами
Рис.Springer
Рис. 6 Циклические вольтамперограммы образцов Co3O4, прокаленных при 200 ° C, b 225 ° C, c 250 ° C и d 300 ° C при различных скоростях сканирования
нанопроволок. Но из-за хорошо сформированной мезопористой структуры образец по-прежнему демонстрирует более высокую удельную емкость, чем образцы, прокаленные при 200 и 225 ° C.
Электроды суперконденсатора с высокими рабочими характеристиками должны иметь высокоскоростные характеристики. Изменение удельных емкостей симметричных суперконденсаторов на основе прокаленных образцов при увеличении плотности тока показано на рис.7c. Как правило, при более низких плотностях тока (от 0,25 до 2 А / г) удельная емкость уменьшается с увеличением плотности тока разряда; это может быть вызвано внутренним сопротивлением электрода. При чрезвычайно низкой плотности тока 0,25 А / г максимальные значения удельной емкости суперконденсаторов на основе образцов с температурами прокаливания 200, 225, 250 и 300 ° C соответственно составляют 372, 524, 716 и 621 Ф / г. При более низких плотностях тока ионы могут проникать во внутреннюю структуру материала электрода, имея доступ почти ко всем доступным порам электрода, но при более высоких плотностях тока эффективное использование материала ограничивается только внешней поверхностью электродов.Это приводит к снижению значений удельной емкости. При плотности тока выше 2 А / г удельная емкость имеет тенденцию к стабилизации. Образец, кальцинированный при 250 ° C, сохраняет более 83% своей емкости (605 Ф / г при низкой плотности тока 1 А / г), даже когда плотность тока увеличивается до 25 А / г, что указывает на относительно хорошее высокоскоростная способность. Модель
Образец, прокаленный при 300 ° C, также способен сохранять 79% своей емкости при высокой плотности тока 25 А / г.Но образцы, прокаленные при 200 и 225 ° C, способны сохранять только 60 и 65% своей емкости из-за неполного образования нанокристаллитов и мезопор. Срок службы — еще один важный фактор для оценки производительности суперконденсатора. Кривые циклической устойчивости симметричных суперконденсаторов при постоянной плотности тока 1 А / г показаны на рис. 7d. Для образцов, отожженных при 250 и 300 ° C, удельная емкость постепенно увеличивается в начале циклов, а затем происходит небольшое уменьшение.Этот феномен указывает на то, что существует начальный процесс активации фарадеевской псевдоемкости мезопористого Co3O4. В течение первых 500 циклов удельная емкость образца, отожженного при 250 ° C, увеличивается с 605 до 625 Ф / г, а удельная емкость нанопроволок Co3O4 с цветочной морфологией увеличивается с 509 до 520 Ф / г. Для образцов, отожженных при 250 и 300 ° C, удельная емкость медленно уменьшается с увеличением числа циклов. По окончании 5000 циклов суперконденсаторы на основе образцов с температурами прокаливания 200, 225, 250 и 300 ° C сохраняют соответственно 80, 85, 97 и 93% своей максимальной емкости.Прямой рост одномерных наноструктур Co3O4 на углеродных подложках и самоорганизация наноструктур в микроархитектуры, похожие на цветы, также оказывают сильное влияние на характеристики суперконденсатора, поскольку каждый
Рис. 7 a Сравнение циклических вольтамперограмм образцов Co3O4 и подложки из углеродной ткани при скорости сканирования 20 мВ / с. б Сравнение зарядно-разрядных кривых прокаленных образцов Co3O4 при постоянной плотности тока 1 А / г. c Удельные емкости прокаленных образцов Co3O4 при различной плотности тока.d Циклические характеристики прокаленных образцов Co3O4 при постоянной плотности тока 1 А / г (5000 циклов заряда-разряда)
Наноструктурабудет электронно прикреплена к токосъемнику, что, в свою очередь, уменьшит внутреннее сопротивление электрода, облегчая быстрый перенос ионов электролита и увеличивая электрохимическое использование и псевдоемкостные характеристики Co3O4.
Электрохимическая импедансная спектроскопия (EIS) может применяться для исследования электрической проводимости и переноса ионов в тестовых ячейках суперконденсатора.На рис. 8а показаны экспериментальные спектры импеданса Найквиста для симметричных испытательных ячеек суперконденсатора образцов Co3O4, приготовленных при различных температурах прокаливания. Спектры импеданса можно разделить на две области по так называемой частоте излома, с полукруглой дугой в области высоких частот
Областьи прямая линия в области низких частот. Пересечение действительной оси на высокой частоте соответствует нескомпенсированному сопротивлению объемного раствора электролита (Rs) и также известно как эквивалентное последовательное сопротивление (ESR).Диаметр полукруга в высокочастотном диапазоне дает значение сопротивления переносу заряда (Rct). Rct — это свойство поверхности пористого электрода, связанное с площадью электроактивной поверхности. Это комбинация доступной для электролита области и электропроводности материала электрода. Чем больше площадь электроактивной поверхности, тем меньше сопротивление переносу заряда. В настоящем исследовании все образцы показывают очень низкое значение Rct, что указывает на высокую проводимость электродов с
Рис.8а Графики Найквиста для суперконденсаторов на основе прокаленных образцов Co3O4. b График Рагона (зависимость плотности мощности от плотности энергии) прокаленных образцов Co3O4 на основе симметричных суперконденсаторов. Плотность энергии и плотности мощности были получены из кривых заряда-разряда при различных плотностях тока
(б) 100000
c 0) «O
V \ i ♦ X v * 4 »MM
• * * ♦
• * * ♦
• — 200 «C • \ A ♦ • * ♦
‘- * — 225 «C
♦ 250 «C
»— А.Спрингер
отличная доступность электролита. Линия в низкочастотной области, составляющая угол 45 ° с действительной осью, является линией Варбурга, которая является результатом частотной зависимости диффузии ионов в электролите к границе раздела электродов. Экспериментальные результаты показывают, что величина ESR, полученная из пересечения с осью x спектров импеданса для суперконденсаторов на основе образцов Co3O4, приготовленных при температурах прокаливания 200, 225, 250 и 300 ° C, равна 0.88, 0,81, 0,73 и 0,76 Х соответственно. Эти более низкие значения указывают на постоянный межфазный контакт между нанопроводами оксида кобальта и углеродными подложками. Данные ESR являются важным фактором при определении максимально возможной плотности мощности суперконденсатора. Максимальная плотность мощности (Pmax) суперконденсаторных устройств рассчитывается из низкочастотных данных спектров импеданса в соответствии с формулой. (4).
где V, — начальное напряжение (здесь 1 В), R равно (Rs + Rct), а M — общая масса двух электродов с напряжением ячейки 0.8 В. Максимальные удельные мощности 31,9, 34,6, 38,5 и 35,5 кВт / кг получены соответственно для суперконденсаторов на основе образцов Co3O4, приготовленных при температурах прокаливания 200, 225, 250 и 300 ° C.
На рис. 8b показан график Рагона (плотность мощности в зависимости от плотности энергии) для симметричных суперконденсаторов на основе Co3O4, прокаленных при различных температурах. Энергия (E) и плотности мощности (P) для суперконденсаторов были рассчитаны на основе кривых заряда-разряда при различных плотностях тока с использованием уравнения.CspAV2
где «AV» — потенциальное окно процесса разряда.
P = E / Dt (6)
При постоянной плотности мощности 20 кВт / кг плотности энергии, полученные для суперконденсаторов на основе образцов с температурами прокаливания 200, 225, 250 и 300 ° C, составляют 17, 25, 44 и 35 Втч / кг соответственно. При низкой плотности мощности 0,2 кВт / кг плотности энергии достигают 33, 47, 63 и 55 Втч / кг соответственно для образцов, прокаленных при 200, 225, 250 и 300 ° C.Из анализа графика Рагона очевидно, что мезопористые нанопроволоки Co3O4, полученные прокаливанием свежеприготовленного образца при 250 ° C, работают как очень многообещающий электродный материал для высокоэффективных суперконденсаторов. Этот образец сохраняет высокую плотность мощности без значительного снижения плотности энергии.
Настоящее исследование ясно демонстрирует, что температура прокаливания играет важную роль в настройке
морфология, пористость и емкостные характеристики одномерных наноструктур Co3O4.Изменив температуру прокаливания с 200 ° C (плоские наноиглы) до 250 ° C (мезопористые нанопроволоки), мы смогли почти удвоить максимальную емкость Co3O4. Подобная цветку самоорганизация мезопористых нанопроволок Co3O4, полученных прокаливанием свежеприготовленного образца при 250 ° C, демонстрирует превосходные характеристики суперконденсатора по сравнению с тремя другими образцами. Это можно объяснить морфологией мезопористой нанопроволоки Co3O4, сохраняющей подобную цветку микроархитектуру, которая ускоряет фарадеевские реакции переноса заряда, обеспечивая легкую диффузию электролита KOH между различными нанопроводами, достигая почти всех нанопроволок по всему образцу.В недавнем исследовании мы сообщили о максимальной псевдоемкости 620 Ф / г при плотности тока 0,25 А / г для нанопроволок Co3O4 с цветочной морфологией, непосредственно выращенных на копировальной бумаге. Улучшение емкостных характеристик аналогичного образца, выращенного на подложке из углеродной ткани в настоящем исследовании, можно объяснить улучшенной смачиваемостью углеродной ткани. Интересно отметить, что даже в двухэлектродной конфигурации с высокой массовой загрузкой, составляющей 2 мг на электрод, образец, прокаленный при 250 ° C, дает более высокие характеристики псевдоемкости и скоростных характеристик, чем большинство ранее описанных электродов из Co3O4.
Выводы
Таким образом, мы продемонстрировали, что температура прокаливания играет решающую роль в настройке наноструктуры и псевдоемкостных характеристик мезопористых нанопроволок Co3O4, выращенных непосредственно на подложке из углеродной ткани. Образец наноструктуры Co3O4, прокаленный при 250 ° C, показал наилучшие емкостные характеристики с высокими значениями удельной емкости (716 Ф / г при 0,25 А / г и 605 Ф / г при 1 А / г), высокими характеристиками (83%) и отличная циклическая стабильность (97% после 5000 циклов заряда-разряда) при использовании в симметричной двухэлектродной конфигурации.Это улучшение характеристик было приписано мезопористой природе нанопроволок Co3O4, сохраняющих цветочную морфологию и обеспечивающих максимальный доступ водного электролита к электродам.
Благодарности Авторы благодарят «Лабораторию передовых нанотехнологий, визуализации и характеризации» и «Лабораторию аналитического ядра», КАУСТ. Р. Б. Р. благодарит стипендию докторантуры SABIC за финансовую поддержку. W. C. благодарит стипендию KAUST Graduate Fellowship за поддержку.Х. Н. А. благодарит за щедрую поддержку Базового фонда KAUST.
Открытый доступ Эта статья распространяется в соответствии с условиями лицензии Creative Commons Attribution License, которая разрешает любое использование, распространение и воспроизведение на любом носителе при условии указания автора (авторов) и источника.
Список литературы
1. Саймон П., Гогоци Ю. Материалы для электрохимических конденсаторов. Nat Mater 7 (11), 845-854 (2008). DOI: 10.1038 / nmat2297
2. Конвей Б.Э .: Электрохимические суперконденсаторы: научные основы и технологические приложения. Kluwer Academic / Plenum, Нью-Йорк (1999)
3. Джаялакшми М., Баласубраманян К .: От простых конденсаторов к суперконденсаторам — обзор. Int J Electrochem Sci 3 (11), 1196-1217 (2008)
4. Сюй, Дж. Дж., Ван, К., Зу, С. З., Хан, Б. Х., Вей, З. Х .: Иерархические нанокомпозиты из массивов полианилиновых нанопроволок на листах оксида графена с синергетическим эффектом для хранения энергии.САУ Нано 4 (9), 5019-5026 (2010). DOI: 10.1021 / nn1006539
5. Бенсон, Дж., Бухалфа, С., Магасински, А., Квит, А., Юшин, Г.: Химическое осаждение из газовой фазы алюминиевых нанопроволок на металлические подложки для аккумулирования электроэнергии. САУ Нано 6 (1), 118-125 (2012). DOI: 10.1021 / nn202979y
6. Якоб Г.М., Янг К.М., Житомирский И .: Композитные электроды для электрохимических суперконденсаторов. J Appl Electrochem 39 (12), 2579-2585 (2009). DOI: 10.1007 / s10800-009-9953-8
7. Наои, К .: «Наногибридный конденсатор»: электрохимические конденсаторы нового поколения. Топливные элементы 10 (5), 825-833 (2010). DOI: 10. 1002 / fuce.201000041
8. Пумера, М .: Наноматериалы на основе графена для хранения энергии. Energy Environ Sci 4 (3), 668-674 (2011)
9. Чен В., Ракхи Р. Б., Ху, Л. Б., Се, Х, Цуй, Ю., Альшариф, Х. Н .: Высокоэффективные наноструктурированные суперконденсаторы на губке. Nano Lett 11 (12), 5165-5172 (2011).DOI: 10.1021 / nl2023433
10. Ракхи, Р. Б., Чен, В., Ча, Д., Альшариф, Х. Н .: Наноструктурированные тройные электроды для накопителей энергии. Adv Energy Mater 2 (3), 381-389 (2012). DOI: 10.1002 / aenm.201100609
11. Ван, Г.П., Чжан, Л., Чжан, Дж. Дж .: Обзор электродных материалов для электрохимических суперконденсаторов. Chem Soc Rev 41 (2), 797-828 (2012). DOI: 10.1039 / c1cs15060j
12. Чжан, Х., Цао, Г.П., Ян, Ю.С.: Массивы углеродных нанотрубок и их композиты для электрохимических конденсаторов и литий-ионных батарей. Energy Environ Sci 2 (9), 932-943 (2009). DOI: 10.1039 / b
2k13. Пандольфо, А.Г., Холленкамп, А.Ф .: Свойства углерода и их роль в суперконденсаторах. J. Power Sour 157 (1), 11-27 (2006). DOI: 10.1016 / j.jpowsour.2006.02.065
14. Лю, К.Г., Лю, М., Ван, М.З., Ченг, Х.М.: Исследование и разработка углеродных материалов для электрохимических конденсаторов — II — Угольный электрод.New Carbon Mater 17 (2), 64-72 (2002)
15. Лота, Г., Фик, К., Фраковяк, Э .: Углеродные нанотрубки и их композиты в электрохимических приложениях. Energy Environ Sci 4 (5), 1592-1605 (2011)
16. Биенер, Дж., Стадерманн, М., Сусс, М., Уорсли, М.А., Биенер, М.М., Роуз, К.А., Бауман, Т.Ф .: Углеродные аэрогели с улучшенными характеристиками для применения в энергетике. Energy Environ Sci 4 (3), 656-667 (2011)
17. Ли, X., Ронг, J.P., Вэй, Б.К .: Электрохимическое поведение суперконденсаторов из однослойных углеродных нанотрубок при напряжении сжатия.САУ Нано 4 (10), 6039-6049 (2010). DOI: 10.1021 / nn101595y
18. Изади-Наджафабади, А., Ямада, Т., Футаба, Д.Н., Юдасака, М., Такаги, Х., Хатори, Х., Иидзима, С., Хата, К .: Блок питания большой мощности электроды из однослойного композита углеродный нанорн / нанотрубка. АСУ Нано 5 (2), 811-819 (2011). DOI: 10. 1021 / nn1017457
19. Zheng, J.P., Cygan, P.J., Jow, T.R .: Водный оксид рутения в качестве электродного материала для электрохимических суперконденсаторов.J Electrochem Soc 142 (8), 2699-2703 (1995)
20. Сюй К.Дж., Кан Ф.Й., Ли Б.Х., Ду Х.Д .: Последние достижения в области суперконденсаторов на основе диоксида марганца. J Mater Res 25 (8), 1421-1432 (2010). DOI: 10.1557 / jmr.2010.0211
21. Гуань, К., Лю, JP, Ченг, CW, Li, HX, Li, XL, Zhou, WW, Zhang, H., Fan, HJ: гибридная структура нанопроволоки моноксида кобальта @ нанофлейка гидроксиднитрата никеля, выровненная на никеле пена для быстродействующего суперконденсатора. Energy Environ Sci 4 (11), 4496-4499 (2011).DOI: 10.1039 / c1ee01685g
22. Май, Л.К., Ян, Ф., Чжао, Ю.Л., Сюй, X., Сюй, Л., Луо, Ю.З .: Иерархические гетероструктурированные нанопроволоки MnMoO (4) / CoMoO (4) с улучшенными характеристиками суперконденсатора. Nature Commun 2, 381 (2011). DOI: 10.1038 / ncomms1387
23. Дун, С., Чен, X., Гу, Л., Чжоу, X., Ли, Л., Лю, З., Хань, П., Сюй, Х., Яо, Дж., Ван, Х., Чжан, X., Шан, К., Цуй, Г., Чен, Л .: Одномерные коаксиальные массивы нанотрубок MnO2 / нитрид титана для высокоэффективного электрохимического емкостного накопления энергии.Energy Environ Sci 4 (9), 3502-3508 (2011)
24. Ян, Дж. А., Кху, Э., Сумбоджа, А., Ли, П. С .: Легкое покрытие оксида марганца на нанопроводах из оксида олова с высокими емкостными характеристиками. САУ Нано 4 (7), 4247-4255 (2010). DOI: 10. 1021 / nn100592d
25. Ракхи, Р. Б., Чен, В., Ча, Д. Ю., Альшариф, Х. Н .: Субстрат-зависимая самоорганизация мезопористых нанопроволок оксида кобальта с замечательной псевдоемкостью. Nano Lett 12 (5), 2559-2567 (2012).DOI: 10.1021 / nl300779a
26. Ян, Л., Ченг, С., Дин, Ю., Чжу, X.B., Ван, З.Л., Лю, М.Л .: Иерархическая сетевая архитектура из углеродного волокна на основе наносети оксида кобальта для высокопроизводительных псевдоконденсаторов. Nano Lett 12 (1), 321-325 (2012). DOI: 10.1021 / nl203600x
27. Qing, XX, Liu, SQ, Huang, KL, Lv, KZ, Yang, YP, Lu, ZG, Fang, D., Liang, XX: Легкий синтез наноцветов Co (3) O (4), выращенных на Пена Ni с превосходными электрохимическими характеристиками.Электрохим Акта 56 (14), 4985-4991 (2011). DOI: 10.1016 / j.electacta.2011.03.118
28. Ся, X.H., Ту, J.P., Чжан, Y.Q., Ван, X.L., Гу, C.D., Чжао, X.B., Фан, Х.Д .: Высококачественные массивы нанопроволок сердцевина / оболочка из оксида металла на проводящих подложках для хранения электрохимической энергии. САУ Нано 6 (6), 5531-5538 (2012). DOI: 10.1021 / nn301454q
29. Сассин, М.Б., Червин, К.Н., Ролисон, Д.Р., Лонг, Дж. У .: Окислительно-восстановительное осаждение наноразмерных оксидов металлов на углероде для электрохимических конденсаторов следующего поколения.Acc Chem Res 46 (5), 1062-1074 (2013). DOI: 10.1021 / ar2002717
30. Yu, G.H., Xie, X., Pan, L.J., Bao, Z.N., Cui, Y .: Гибридные наноструктурированные материалы для высокоэффективных электрохимических конденсаторов. Нано Энергия 2 (2), 213-234 (2013). DOI: 10.1016 / j. nanoen.2012.10.006
31. Xia, X.H., Tu, J.P., Mai, Y.J., Wang, X.L., Gu, C.D., Zhao, X.B .: Самоподдерживающиеся гидротермальные синтезированные полые массивы нанопроволок Co (3) O (4) с высокой емкостью суперконденсатора.J Mater Chem 21 (25), 9319-9325 (2011). DOI: 10.1039 / c1jm10946d
32. Мехер, С.К., Рао, Г.Р .: Сверхслойный Co (3) O (4) для высокопроизводительных суперконденсаторов. J. Phys Chem. C 115 (31), 15646-15654 (2011). DOI: 10.1021 / jp201200e
33. Чжан, F.Z.C.Y.X.L.L.Z.Q.C.X .: Быстрый рост массивов мезопористых нанопроволок Co3O4 на пене Ni для высокоэффективных электрохимических конденсаторов. J Источники энергии 203, 250-256 (2012)
34. Чжан, Л.C.J.L.X.G .: Получение и свойства наностержней Co3O4 в качестве материала суперконденсатора. J Appl Electrochem 39, 1871–1876 (2009)
35. Ван, Х.З.Л., Тан, X., Хол, C.M.B., Захири, Б., Олсен, Б.С., Митлин, Д.: Сверх емкостные свойства гидротермально синтезированных наноструктур Co3O4. J. Phys Chem. C 115, 17599-17605 (2011)
36. Кандалкар, С.Г., Ли, Х.М., Чае, Х., Ким, К.К .: Структурные, морфологические и электрические характеристики электрода из оксида кобальта для применения в суперконденсаторах.Спрингер
Mater Res Bull 46 (1), 48-51 (2011). DOI: 10.1016 / j.materresbull. 2010.09.041
37. Wu, J.B., Lin, Y., Xia, X.H., Xu, J.Y., Shi, Q.Y .: Псевдоемкостные свойства электроосажденной пористой пленки Co (3) O (4) с наностенками. Электрохим Акта 56 (20), 7163-7170 (2011). DOI: 10.1016 / j. electacta.2011.05.067
38. Туммала Р., Гудуру Р.К., Моханти П.С.: Наноструктурированные электроды из Co3O4 для применения в суперконденсаторах с помощью метода плазменного напыления.J Источники энергии 209, 44-51 (2012). DOI: 10. 1016 / j.jpowsour.2012.02.071
39. Асано, Ю., Комацу, Т., Мураширо, К., Хосино, К .: Исследования емкости нанопроволок из соединений кобальта, полученных с помощью электродного положения. J Источники энергии 196 (11), 5215-5222 (2011). DOI: 10. 1016 / j.jpowsour.2011.01.101
40. Сюй, Дж. А., Гао, Л., Цао, Дж. Ю., Ван, В. К., Чен, З. Д .: Получение и электрохимическая емкость нанотрубок оксида кобальта (Co (3) O (4)) в качестве материала суперконденсатора.Электрохимия Акта 56 (2), 732-736 (2010). DOI: 10.1016 / j.electacta.2010.09.092
41. Ся, X.H., Ту, Дж.П., Чжан, Ю.К., Май, Ю.Дж., Ван, X.L., Гу, К.Д., Чжао, X.B .: Отдельно стоящий массив нанопроволок Co3O4 для высокопроизводительных суперконденсаторов. РСК Авансы 2 (5), 1835-1841 (2012). DOI: 10.1039 / c1ra00771h
42. Лю, X., Чжэн, Д., Чжай, Т., Лю, З., Хуанг, Ю., Се, С., Тонг, Ю.: Простой синтез массивов наностержней оксида марганца большой площади как
— высокоэффективный электрохимический суперконденсатор.Energy Environ Sci 4 (8), 2915-2921 (2011)
43. Гао, Й.Й., Чен, С.Л., Цао, Д.X., Ван, Г.Л., Инь, Дж.Л .: Электрохимическая емкость массивов нанопроволок Co (3) O (4), нанесенных на пеноникелевый пенопласт. J Источники энергии 195 (6), 1757-1760 (2010). DOI: 10.1016 / j.jpowsour.2009.09.048
44. Xing, W., Qiao, SZ, Wu, XZ, Gao, XL, Zhou, J., Zhuo, SP, Hartono, SB, Hulicova-Jurcakova, D .: Повышенная емкость при использовании электрохимически активной пены никеля в качестве токосъемника. в электрохимических измерениях.J Источники энергии 196 (8), 4123-4127 (2011). DOI: 10.1016 / j.jpowsour.2010.12.003
45. Йост, К., Перес, К.Р., Макдонаф, Дж. К., Прессер, В., Хеон, М., Дион, Г., Гогоци, Ю.: Текстиль с углеродным покрытием для гибкого накопления энергии. Energy Environ Sci 4 (12), 5060-5067 (2011)
46. Xiong, S., Yuan, C., Zhang, X., Xi, B., Qian, Y .: Управляемый синтез мезопористых наноструктур Co3O4 с настраиваемой морфологией для применения в суперконденсаторах. Chem Eur J 15, 5320-5326 (2009)
47.Столлер, доктор медицины, Руофф, Р.С.: Лучшие практические методы определения характеристик электродного материала для ультраконденсаторов. Energy Environ Sci 3 (9), 1294-1301 (2010). DOI: 10.1039 / c0ee00074d
Влияние температуры прокаливания на архитектуру, морфологию и разрядные свойства электродных материалов SnO2 Ge Характеристики электродного материала Lini0.8Co0.2O2
, Гаосюн, 807, Тайвань, тел .: 88673814526 Exn. 5111/5000, факс: 88673830674, электронная почта:
Дата поступления: 07.10.2017 / Дата принятия: 13 октября 2017 г. / Дата публикации: 16 октября 2017 г.
Ключевые слова: Наночастицы; Температура прокаливания; Метод Печини; Lini0.8Co0.2O2; Разрядная емкость
SnO 2 в качестве кандидата на литий-ионные батареи привлекла значительное внимание благодаря своим превосходным свойствам [1-3]. Много усилий было направлено на модификацию легирования и модификацию композита с целью создания превосходной системы накопления энергии [4-10], в которой ионы легированных металлов влияют на электрохимические свойства, а модификация поверхности влияет на разрядную емкость. Например, Ponrouch et al. [4] сообщили о простом синтетическом способе получения композитов на основе SnO 2 -углерода.Наночастицы SnO 2 были нанесены на поверхность графена. Хорошая циклируемость была достигнута в литий-ионных аккумуляторных батареях, которые показали емкость 545 мАч / г после 50 циклов. Чжоу и др. [5] изготовили гибридный материал SnO 2 @ N-RGO, который демонстрирует высокую удельную площадь и высокую производительность. Zeng et al. [6] синтезировали массивы композитных нанотрубок SnO 2 / α-FeM 2 O 3 с использованием подложки из нержавеющей стали. Результат показывает большую емкость и хорошую возможность повторного использования.Hassan et al. [7] исследовали нанокомпозит SnO 2 -NiO с углеродным покрытием, синтезированный методом расплавленной соли. Hou et al. [8] исследовали эффективный метод приготовления гибридного материала, состоящего из наночастиц рутила SnO 2 и наностержней TiO 2 , который преодолевает проблему плохой циклической стабильности и емкости для материалов SnO 2 в литиевых батареях. Xing et al. [9] сообщили о наностержнях WO3, равномерно покрытых наночастицами SnO 2 с использованием простого влажно-химического метода.Обратимая емкость изготовленных наностержней типа ядро-оболочка SnO 2 / WO3 выше, чем у голых наностержней WO3 или наноструктур SnO 2 . Наша группа [10] также исследовала композитные электродные материалы SnO 2 / CNT (CNT: углеродная нанотрубка), которые были успешно получены с использованием метода Печини. В этой статье наночастицы SnO 2 были внедрены в матрицу УНТ или гомогенно диспергированы на внешних стенках УНТ. Некоторые исследования также были сосредоточены на изменении способа синтеза электродного материала SnO 2 .Лю и др. [11] впервые подготовили гибкие металлические подложки большой площади с использованием гидротермального процесса. Подложки рассматривались как высокоэффективные электродные материалы для литиевых батарей.
И наоборот, кристаллическая структура и термические свойства также являются решающими факторами для производительности приложения [12]. Температура прокаливания электродного материала SnO 2 также является важным фактором. Однако немногие исследователи изучали влияние температуры прокаливания на электродный материал SnO 2 для применения в литиевых батареях.
Целью данной работы является определение оптимальных условий прокаливания для улучшения разрядной емкости электродного материала SnO 2 . Для достижения этой цели мы исследовали влияние различных температур прокаливания на архитектуру, морфологические изменения и разрядную емкость SnO 2 .
SnO 2 Порошки были синтезированы методом Печини. Сначала лимонную кислоту растворяли в деионизированной воде. Растворенную лимонную кислоту добавляли к α-гидроксипропилцеллюлозе с получением водного раствора A.SnCl 4 растворяли в безводном этаноле с получением раствора B. Раствор A и раствор B смешивали при перемешивании магнитной мешалкой в течение 2 часов. Затем смешанные коллоидные растворы нагревали с обратным холодильником в течение 3 ч при 65 ° C. Золь оксида сушили при 120 ° C, пока он не превратился в желатин. Наконец, полученные продукты прокаливали при разных температурах в течение 4 ч.
Полученные продукты были охарактеризованы с помощью дифракции рентгеновских лучей (XRD, PANalytical, Cu Kα λ = 1,5406 Å) и сканирующей электронной микроскопии (SEM, TFSEM-6330).Измерения заряда-разряда (LAND CT2001A) были выполнены между 0,25 и 3,00 В относительно Li / Li +. В этом эксперименте использовалась трехэлектродная система. Электролиты содержат этиленкарбонат (EC) и диэтилкарбонат (DEC, 1: 1 по объему).
На рис. 1 показаны рентгенограммы порошков SnO 2 , прокаленных при различных температурах. Пики отчетливо проявляются при 400 ° C, где характерные пики 26,6 °, 33,9 ° и 51,0 ° соответствуют плоскостям решетки (110), (101) и (211) SnO 2 (JPCDS 88-0287), соответственно [13].Когда порошки SnO 2 отжигали при 600 ° C, интенсивности характеристических пиков были самыми сильными, что указывает на получение превосходной кристаллической структуры. Однако, когда температура прокаливания была увеличена до 700 ° C, интенсивности пиков уменьшились, предполагая, что кристаллизация в порошках SnO 2 была нарушена.
Типичные СЭМ-изображения порошков SnO 2 , прокаленных при различных температурах в течение 4 часов, показаны на Рис. 2 .Как видно на Фигуре 2а, гранулированный порошкообразный продукт не образовывался при этой температуре. Это указывает на то, что продукт все еще содержит органические вещества из-за неполного обжига при низкой температуре.
Органические вещества удаляются после прокаливания при 500 ° C, как показано на Рис. 2b , и начинают появляться порошки. Когда температура прокаливания составляет 600 ° C и 700 ° C, форма продукта овальная. Размер частиц составляет примерно 40 нм. Кристалличность продукта очевидна.Эти результаты согласуются с результатами рентгеноструктурного анализа.
Рисунки 3 и 4 представляют собой результаты испытаний заряда-разряда. Использовалась трехэлектродная система (образцы — рабочие электроды, электрод Ag / AgCl — электрод сравнения, платиновый электрод — противоэлектрод). Электролиты содержали этиленкарбонат (EC) и диэтилкарбонат (DEC, 1: 1 по объему). На рис. 3 показаны зарядная и разрядная емкость порошков SnO 2 при различных температурах прокаливания.Платформа загрузки наблюдалась между 0,8 В и 0,9 В. При повышении температуры прокаливания платформа загрузки не становится все более очевидной. Зарядная емкость является максимальной при 600 ° C, где для первого цикла были получены разрядная емкость 1800 мАч / г и зарядная емкость 710 мАч / г. Эта повышенная зарядовая емкость может быть объяснена образованием наноразмерных частиц, которые способствуют диффузии ионов лития. Более того, повышенная зарядная емкость также может быть связана с увеличением площади контакта активного материала.При дальнейшем повышении температуры прокаливания зарядовая емкость уменьшается, что может быть связано с образованием крупных зерен, в которые ионы лития не могут легко войти.
На рис. 4 показаны характеристики порошков SnO 2 для первых 12 циклов. Учитывая емкость, максимальная емкость заряда при 600 ° C за 12 циклов. Однако это также самая низкая обратимая емкость с сохранением емкости 40%.
Во время второго цикла заряда-разряда порошки SnO 2 показали обратимую емкость с сохранением емкости 99% при температуре прокаливания 500 ° C.Даже в двенадцатом цикле заряда-разряда обратимая емкость все еще сохраняет 81% емкости, что может значительно увеличить срок службы литиевой батареи. Кроме того, при этой температуре прокаливания была получена лучшая диффузия. Этот результат может указывать на то, что правильная температура прокаливания не только создает подходящую кристаллическую фазу, но также приводит к матрице-хозяину для Li для увеличения срока службы.
Таким образом, SnO 2 был синтезирован методом Печини. Детально исследовано влияние температуры прокаливания на формирование электродного материала SnO 2 .SnO 2 электродных материала были проанализированы с использованием SEM и XRD. Размер зерна электродного материала SnO 2 составляет приблизительно 40 нм, а завершенная кристаллическая фаза получается при 600 ° C. Разрядная емкость электродного материала SnO 2 может достигать 1800 мАч / г, а зарядная емкость достигает 710 мАч / г при 600 ° C. Кроме того, емкость электродного материала SnO 2 остается на уровне 40% после 12-го цикла заряда-разряда.