Как приварить нержавейку к черному металлу — PowerPlazma.ru
Как известно, нержавейка является одним из самых трудно свариваемых металлов. Далеко не всегда получается сварить его с другой нержавеющей сталью, не говоря уже о металле иного рода. Но все же иногда требуется сварка металла с нержавейкой для каких-либо целей и это нужно сделать как можно более качественно. Здесь требуется особый опыт, так как проблемный материал отличается повышенной текучестью, что при однородности еще как-то сносно. Но если требуется соединение с черным металлом, который не только ведет себя более вязко при сварке, но еще и имеет другую температуру плавления, то здесь возникает ряд проблем.
Сварка нержавейки и черного металла требует подбора правильного режима, инструментов и расходных материалов. К примеру, присадку здесь используют только из нержавейки с марганцем и никелем, так как в ином случае будет резко падать качество шва. Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре.
На производстве, где все делается исключительно по правильной технологии практически не возникает вопросов, как приварить нержавейку к черному металлу. Ведь сваривание любых различных металлов, особенно таких, является неправильным и не отличается достаточной крепостью за счет минимальной однородности соединения. Также практически не возникает потребности в проведении такой процедуры. Но чисто с физической точки зрения такая процедура вполне реальная. В домашних условиях она встречается намного чаще, так как здесь нет потребности в точном соблюдении технологий. При самом процессе сваривания лучше придерживаться технологии, как это идет с нержавеющей сталью, а также желательно иметь опыт работы с ней. В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
Одним из самых простых способов соединить два эти материала является сварка нержавейки и черного металла электродом при помощи электрической сварки. Это происходит достаточно быстро и требует минимум дополнительных процедур, но здесь же возникают проблемы с качеством. Дело в том, что из-за высокой температуры сталь будет растекаться и вести себя, как вода, тогда как черный металл будет оставаться вязким. В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.
Вторым способом является газовая сварка, где в качестве присадки также выступает нержавеющая проволока. Текучесть материала здесь снижается, примерно, в три раза, так что этот способ более предпочтителен. В данном случае нужно дополнительно использовать флюс, который бы позволил лучше расплавить черный металл для взаимодействия. Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Сварка нержавейки и черного металла аргоном может считаться самой качественной и надежной. Здесь не используется покрытие проволоки, так как аргон выступает в роли защиты от внешнего воздействия. В то же время — это сложный и дорогостоящий процесс, который не всегда рационально использовать для таких целей.
ТЕХНОЛОГИЯ
Перед тем как варить нержавейку, нужно провести подготовительные процедуры. Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь очень важно поставить все в максимально удобное горизонтальное положение, чтобы материал растекался равномерно. Сварка нержавейки и черного металла ручной аргоновой сваркой требует точных движений, так как нержавеющая сталь будет плавиться быстрее и нужно как можно больше захватить сторону черного металла.
ПРОВЕРКА КАЧЕСТВА
Качество полученного соединения можно проверить при помощи следующих методов контроля:
- Керосином — что основано на капиллярном проникновении этой жидкости;
- Аммиаком – что использует принцип окраски индикаторов при его воздействии;
- Гидравлическим давлением – что может стать одновременно и проверкой прочности.
МЕРЫ БЕЗОПАСНОСТИ
Когда происходит сварка нержавейки и черного металла в среде аргон, то нужно соблюдать правила техники безопасности. Также следует защищаться от возможного разбрызгивания стали, что может привести к тяжелым ожогам.
Сварка нержавейки и чёрного металла — Ручная дуговая сварка — ММA
здравствуйте! такая вот беда.работаю на вагоноремонтном заводе простым сварщиком.приходят в ремонт пассажирские вагоны,на 80% сделанные из нержавейки. пол вагона из нержавейки,а хребровая балка(к которой этот пол приваривается ) из чёрного металла…. дело всё в том,что завод изготовитель , недобросовестно их изготовил,вдоль всей хребтовой балки по длинне вагона пол приваривается длинными прихватками с шагом 200мм .а там, сварки (нормальной,качественной сварки вероятнее всего в среде аргона.) от силы швов 10 на 22 метра! остальное проваренно обычными МРовскими электродами или УОНИ.. нам даже бюро описи не предписывает производить ремонт пола вагона из нержавейки(ОН ВЕДЬ С НЕРЖАВЕЙКИ,ЧТО ЕМУ БУДЕТ?).но вчера,на наши вагоны,которые прошли у нас ремонт пришла рекламация(слава богу наше местное дэпо),полопались сварочные швы,я был на месте,,.вагон при манёврах скорее всего стукнули сильнее чем положенно,и полопались именно те ,не по технологии выполненные швы завода изготовителя.. не все,с десяток.как и везде ,начался разбор ,поиск виновных.дело даже не в этом,а в том, что теперь на пассажирских из нержавейки вагонах. нам придётся каждый шов по хребтовой балке драить шлейф машинкой и проваривать .
пол вагона из нержавейки,а хребровая балка(к которой этот пол приваривается ) из чёрного металла…. дело всё в том,что завод изготовитель , недобросовестно их изготовил,вдоль всей хребтовой балки по длинне вагона пол приваривается длинными прихватками с шагом 200мм .а там, сварки (нормальной,качественной сварки вероятнее всего в среде аргона.) от силы швов 10 на 22 метра! остальное проваренно обычными МРовскими электродами или УОНИ.. нам даже бюро описи не предписывает производить ремонт пола вагона из нержавейки(ОН ВЕДЬ С НЕРЖАВЕЙКИ,ЧТО ЕМУ БУДЕТ?).но вчера,на наши вагоны,которые прошли у нас ремонт пришла рекламация(слава богу наше местное дэпо),полопались сварочные швы,я был на месте,,.вагон при манёврах скорее всего стукнули сильнее чем положенно,и полопались именно те ,не по технологии выполненные швы завода изготовителя.. не все,с десяток.как и везде ,начался разбор ,поиск виновных.дело даже не в этом,а в том, что теперь на пассажирских из нержавейки вагонах. нам придётся каждый шов по хребтовой балке драить шлейф машинкой и проваривать .
переходные электроды, как инвертором – Определенных металлов на Svarka.guru
Нержавеющая сталь является неотъемлемой частью многих, самых разнообразных отраслей. Данный материал активно применяется в производстве товаров широкого потребления и в различных сферах промышленности. Обусловлено это несколькими важными достоинствами сплавов данной категории. Они отличаются твердостью, прочностью, долговечностью и привлекательным внешним видом. Поэтому электроды для сварки нержавеющих сталей особенно востребованы среди расходных материалов. Здесь мы рассмотрим какими электродами варить нержавейку.
Данный материал активно применяется в производстве товаров широкого потребления и в различных сферах промышленности. Обусловлено это несколькими важными достоинствами сплавов данной категории. Они отличаются твердостью, прочностью, долговечностью и привлекательным внешним видом. Поэтому электроды для сварки нержавеющих сталей особенно востребованы среди расходных материалов. Здесь мы рассмотрим какими электродами варить нержавейку.
Особенности сварки нержавейки
Есть четыре технические характеристики нержавеющей стали, которые делают ее сварку особенной.
- Низкая теплопроводность металла. Если сравнить данный показатель с черной сталью, то она у нержавейки в два раза ниже. Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.

- Линейное расширение у нержавейки выше, чем у черного металла. Почему так важно данное значение. Все дело в том, что после большого расширения при нагреве будет происходить обратный процесс – усадка на туже величину, что и расширение. То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
- Электрическое сопротивление. Этот показатель у нержавейки тоже большой. Он влияет на электрод, а точнее на его перегрев в процессе сварки нержавейки и стали. Поэтому необходимо длину расходника уменьшить до предела 35 см, не больше.
- Нержавеющая сталь под действием высоких температур меняет свои качества. То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.

 Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
| Химический элемент | Относительное содержание,% |
| Углерод | 0,09 |
| Марганец | 1,9 |
| Кремний | 0,38 |
| Никель | 12,8 |
| Хром | 24,9 |
| Сера | 0,011 |
| Фосфор | 0,022 |
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
| Технические характеристики | Значение |
| Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 33 |
| Вязкость ударная, Дж/см2 | 150 |
| Предел текучести, МПа | 410 |
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные . Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
«Важно! При выборе следует всегда обращать внимание на аналоги, которые могут стать хорошей заменой отечественным маркам».
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
| Диаметр, мм | Нижнее, А | Верхнее, А | Потолочное, А |
| 2 | 30…50 | ||
| 2,5 | 40…60 | ||
| 3 | 50…100 | 50…60 | 50…60 |
| 4 | 90…150 | 100…120 | 100…120 |
| 5 | 120…180 | 120…150 |
Сварка нержавейки с черным металлом
Можно ли, и как сварить нержавейку с черным металлом? Вопрос, который требует особого подхода. Главное – правильно выбрать технология сваривания. Чтобы ее провести, можно использовать:
- Ручную дуговую сварку плавящимся электродом.
- Неплавящимся вольфрамовым электродом в среде защитных газов с присадкой или без таковой.
Кстати, в качестве присадочного материала нужно использовать нержавеющую проволоку.
Сказать, что первый способ сварки лучше, а второй нет, или наоборот, нельзя. В каждой технологии есть свои особенности и нюансы. К примеру, чтобы сварной шов при ручной электродуговой сварки был качественным, нужно использовать электроды, с помощью которой можно варить саму нержавейку. Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Что касается плавящихся электродов, то они подбираются с учетом состава обоих свариваемых металлов: нержавейки и обычной стали. Все дело в том, что две заготовки могут отличаться не только техническими и механическими параметрами, но и разной степенью свариваемости, наличием или отсутствием легированных материалов, их процентным содержанием.
К тому же присутствие никеля в двух сплавах делит их на несколько категорий: легированные, низко- или высоколегированные, углеродистые или теплоустойчивые. Поэтому, выбирая электрод, придется все это учитывать. Хотя существует определенное правило сварки нержавейки и черной стали. Если хотите получить качественный шов без внутренних трещин – используйте расходник, который используется для сварки высоколегированных сталей. Стержень таких электродов обладает высокими прочностными характеристиками.
Стержень таких электродов обладает высокими прочностными характеристиками.
Марки каких электродов подойдут для сварки черной стали и стали нержавеющей:
- НИАТ-5 – прекрасно варит аустенитных металлов.
- ЦТ-28 – для нержавейки.
- Э50А – для сплавов с высоким показателем теплоустойчивости.
- ОЗЛ-25Б – для жаропрочных металлов.
Особенности сварки черного металла с нержавейкой
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Режимы для сварки
| Толщина соединяемых заготовок, мм | Диаметр электрода, мм | Род тока | Сила сварочного тока, А |
| 1 | 2 | постоянный | 30-60 |
| 2 | 3 | постоянный | 50-80 |
| 4 | 4 | постоянный | 90-130 |
Технология сварки
Как и во всех сварочных процессах, свариваемые заготовки необходимо подготовить: очистить кромки или торцы металлической щеткой до блеска, обезжирить, если есть такая необходимость. Для обезжиривания можно использовать растворитель или спирт. Если буде производится газосварка, то в стык укладывается флюс.
Сваривать черный металл и нержавеющую сталь лучше в нижнем положении. Таким образом, предотвращается растекание металла. Сваривание плавящим электродом должна производиться с соблюдением точных движений рук сварщика. В основном электрод должен располагаться ближе к черному металлу, потому что он меньше, чем нержавейка, становиться текучим.
При газосварке все эти же процесс происходят точно также, только медленнее. Шов надо формировать глубоким и широким. Чем больше однородного металла между заготовками, тем лучше. Самое главное никаких быстрых способов охлаждения, металл сварочного шва должен остывать медленно.
Конечно, чтобы добиться качества конечного результат, надо иметь опыт сваривания разнородных металлов. Поэтому после завершения сварочной процедуре рекомендуется провести контроль качества шва. Это можно сделать несколькими способами.
- С помощью обычного керосина. Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне.
- То же самое можно сделать, используя ацетон. Можно его подкрасить пигментом для лучшего проявления с обратной стороны сварного шва.
- Существует так называемый гидравлический способ контроля. Обычно с его помощью проверяется шов на прочность. Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.
 Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.
Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.Применение полуавтомата
Для сваривания деталей из нержавеющей стали, как и для сварки металла с нержавейкой, может применяться полуавтомат. Для создания защитной среды чаще всего используется смесь аргона (98%) и углекислого газа (2%), которая обеспечивает отличную растекаемость металла при плавлении и увеличивает качество соединительного шва. Отличительная черта этого метода – сильное разбрызгивание расплавленной присадочной проволоки. Ещё одна функция защитного газа – снижение разбрызгивания до минимума.
Схема сварки нержавейки полуавтоматом
Есть три способа выполнения сваривания полуавтоматом:
- Импульсный – самая точная и эффективная методика. Проволока подаётся каплями, что уменьшает её расход и исключает разбрызгивание.
- Струйным переносом – применяют для сваривания более толстых деталей, для защиты рекомендуется использование флюса, а не газа.
- Короткой дугой – идеально для тонколистового материала, главное преимущество – снижение до минимума рисков прожигания стали.

Схема импульсной сварки
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Популярные производители
Практически все изготовители предлагают клиентам широкий выбор электродов для коррозионностойких сталей. Востребованность нержавейки, а, соответственно, и сварочных материалов для нее, требует этого от заводов.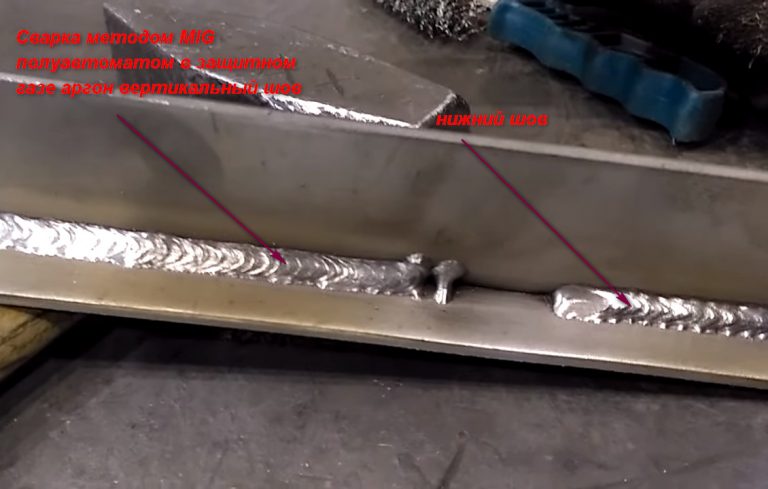 Среди ведущих производителей следует отметить следующие концерны: “Лосиноостровский электродный завод”, “Спецэлектрод” (Москва), “Зеленоградский электродный завод”, “Кировский завод”, ESAB, “Lincoln Electric”, “Quattro Elementi”.
Среди ведущих производителей следует отметить следующие концерны: “Лосиноостровский электродный завод”, “Спецэлектрод” (Москва), “Зеленоградский электродный завод”, “Кировский завод”, ESAB, “Lincoln Electric”, “Quattro Elementi”.
Данная статья дает полный и четкий ответ на многие вопросы, возникающие у сварщиков во время работы с изделиями и конструкциями из нержавейки. Ознакомившись с представленной информацией каждый исполнитель сможет решить какими электродами варят нержавеющую сталь.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.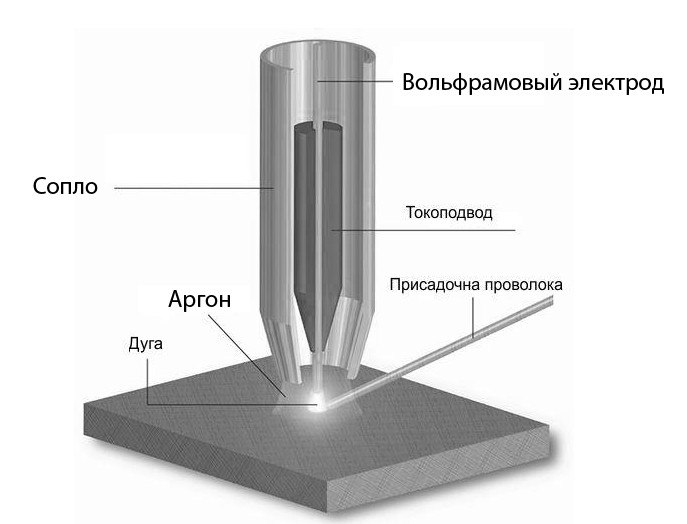
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Классификация электродов специального назначения
Критериев для классификации расходников много, и в данном обзоре нет задачи излагать все возможные виды и классы. Нас с вами интересуют электроды по нержавейке для высоколегированных специальных сплавов. Вот где их место:
Электроды по назначению
- для низколегированных углеродистых сплавов, названия начинаются с буквы «У»;
- для легированных сталей с начальной буквой «Л»;
- для легированных теплоустойчивых сталей с буквой «Т»;
- для высоколегированных стальных сплавов с особыми свойствами с буквой «В»;
- для наплавки поверхностей с особыми свойствами, буква «Н».

Типы покрытия и стандарты маркировки.
Также для нас может быть интересна классификация электродов по типу покрытия (подробно о покрытиях см. ниже):
- А – кислые покрытия;
- Б – основные покрытия;
- Ц – целлюлозные;
- Р – рутиловые;
- смешанные и прочие виды покрытий.
Принципы маркировки у электродов по нержавейке довольно громоздкая. В данном обзоре нет задачи перечислять их полностью.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие. Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.

Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
[ads-pc-2][ads-mob-2]
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Особенности сварочного процесса
На выбор технологии соединения значительное влияние оказывает толщина изделий. Например, детали толщиной 1,5-3 мм варят короткой дугой. Более толстые заготовки соединяют электрической сваркой со струйным переносом электродного материала.
Работы выполняются как постоянным, так и переменным током. Каждый способ имеет свои особенности.
Например, постоянный ток препятствует разбрызгиванию металла, что снижает расход электродного материала. Кроме того, повышается производительность и качественные характеристики шва.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество — возможность проведения сварки практически во всех пространственных положениях, кроме вертикального «сверху-вниз».
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня — 2 мм. ;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка — 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения — 90-130, Ø расходника — 4 мм.
 ;
;Выбор необходимого инструмента
Чтобы наиболее точно подобрать инструмент для сварки нержавейки и чёрного металла необходимо знать химический состав обеих заготовок, что не всегда бывает возможно и приходится ориентироваться приблизительно. Для сваривания могут применяться электроды следующих основных типов:
- ОЗП-25Б – для сталей, имеющих высокую жаропрочность.
- Э50ф – для сварки материалов с высокой теплоустойчивостью.
- НИАТ-5 – используется для обработки высоколегированных аустенитных металлов.
- ЦТ-28 – для тех материалов, у которых присутствует никель в составе.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.

Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 — распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Советы бывалых, экспертное ассорти
Важные советы по сварке нержавеющей стали:
- Пресловутая МКК – межкристаллитная коррозия, которую все опасаются и о которой много говорят, появляется только при температурном режиме выше 500°С. Контролировать и принимать профилактические меры против МКК нецелесообразно, если температура не достигает этого уровня.
- За температурой нужно следить всегда и очень внимательно: в диапазоне от 350°С до 500°С пластичность нержавеющих сплавов значительно снижается, а это ведет к повышенной хрупкости металла. Поменьше махать молотком, руками и любыми другими предметами при такой температуре!
- Не лениться предварительно нагревать заготовки до самых высоких температур до 1200°С с последующим самостоятельным охлаждением не менее трех часов. Так вы повысите качество стали.
- Спешить никогда не нужно, но сварку нержавейки электродами следует проводить по возможности быстро: нержавейка не любит длительного нагрева. Лучше уж варить слоями с охлаждением каждого слоя до 100°С перед каждым следующим.
- Идеальные прихватки всегда длинные. По крайней мере, стараться делать расстояние между прихватками заготовок минимальным, до нанесения основного слоя.
- Выбор правильного электрода ничуть не менее важен, чем выбор аппарата или режима сварки. Стало быть, уделять электродам внимания тоже не меньше.


Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.

Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Как проконтролировать качество соединения?
После полной кристаллизации шва, для проверки надежности соединения, необходимо выполнить проверку его эксплуатационных характеристик. Существует несколько надежных способов:
- Керосином. С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
- Ацетон. Цель та же – проверка герметичности. Для визуального контроля над жидкостью рекомендуем добавить в нее какой-нибудь яркий краситель.
- Гидравлический метод. Применяется на промышленных предприятиях для проверки сосудов и емкостей, работающих под давлением. Наиболее надежный способ проверки качества шва.
 С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.Помимо вышеперечисленных метод не стоит забывать про визуальный осмотр. Опытный сварщик может определить наличие или отсутствие дефектов с одного взгляда.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Сложности, с которыми связана сварка изделий, изготовленных из нержавейки, с черным металлом, объясняются преимущественно тем, что эти материалы, хотя и относятся к сталям, являются, по сути, разнородными. Для того чтобы качественно сварить такие металлы, то есть получить сварной шов, который по своим механическим характеристикам будет близок к основному металлу соединяемых изделий, следует в первую очередь правильно подобрать электроды. Кроме того, надо учитывать такой параметр соединяемых металлов, как их свариваемость, то есть способность образовывать качественные и надежные неразъемные соединения, полученные методом сварки.
Сварка нержавеющего фланца с отводом из углеродистой стали
Применяемые электроды
Разобравшись с технологией сварки, можно переходить к вопросу какими электродами и присадочной проволокой следует воспользоваться для сварки чёрного металла и нержавейки. Проволока, применяемая в процессе сваривания двух различных сталей должна содержать не менее 30% основного материала. Степень его легирования должна быть такой же или выше, как у свариваемых металлов. В случае с нержавейкой и чёрным – основным материалом является нержавеющая сталь (как имеющая наиболее высокую степень легирования). Остальную долю в присадочном материале занимает никель и марганец.
Электроды для сварки
В принципе, хорошее сварное соединение для не сильно ответственных конструкций, можно получить и без применения специальных расходных материалов. Чаще всего применяются для соединения нержавеющей и обычной стали нержавеющий электрод или нержавеющая присадочная проволока. Такие электроды содержат повышенное количество легирующих компонентов, позволяющих компенсировать их выгорание в процессе нагрева.
Если необходимо сварить какую-либо ответственную конструкцию, следует обратить внимание на специальные переходные электроды для варки разнородных или трудно свариваемых сталей. При их использовании наплавляется специальный промежуточный (или буферный) слой, который и позволяет соединить детали. Наиболее часто используются электроды ОЗЛ-312 (в случае, когда химический состав сталей вообще неизвестен) и НИИ-48Г.
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.

 Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.Меры безопасности
Техника безопасности очень важна при проведении сварных работ. Прежде всего, следует надежно защитить глаза от воздействия интенсивного излучения ультрафиолетового типа. Кроме того, надевают на руки и на ноги плотную одежду, которая не допустит попадания на кожу расплавленного металла. Очень важно соблюдать правила использования электрических установок, газовых баллонов и другого оборудования, так как при неверном применении они могут стать причиной возникновения угрозы жизни либо здоровью человека, работающего с ними при производстве сварных соединений самого разного рода.
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- покрытыми штучными электродами в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.
Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Технология работ
Подготовительный этап включает в себя процедуры по очистке поверхности механическим способом или вручную до получения чистого металла. После удаления посторонних частиц заготовки необходимо обезжирить.
Независимо от выбора технологии, сталь с нержавейкой удобнее всего сваривать в горизонтальном положении – в этом случае расплавленный металл будет равномерно растекаться по плоскости.
Черный металл плавится медленнее, чем нержавейка, поэтому в процессе работ необходимо следить за равномерным прогревом поверхности. Взаимное перемешивание расплавленных металлов – залог качественного шва.
Взаимное перемешивание расплавленных металлов – залог качественного шва.
Полезные советы
Сварка нержавейки плавящимися электродами – непростая задача даже для профессиональных сварщиков. Опытные специалисты рекомендуют соблюдать следующие правила:
- Температура поверхности не должна превышать 500 Сº – это активизирует процесс образования химических соединений, снижающих крепость шва на молекулярном уровне;
- Для повышения качественных характеристик готового соединения, перед работами рекомендуют нагреть поверхность заготовки до 1200 Сº, после чего оставить охлаждаться естественным образом в течение 3 часов;
- Во избежание перегрева поверхности, необходимо увеличить скорость движения дуги;
- При многослойной технологии нанесения шва необходимо делать паузы между слоями, до охлаждения соединения до температуры 100 Сº;
- Перед применением все электроды необходимо прокалить, с соблюдением требований завода-изготовителя.
Грамотный выбор расходного материала – залог надежного и качественного соединения.

Вместо заключения, рекомендуем ознакомиться с видео по теме.
Как провести сварку нержавейки с черным металлом?
Как известно, нержавейка является одним из самых трудно свариваемых металлов. Далеко не всегда получается сварить его с другой нержавеющей сталью, не говоря уже о металле иного рода. Но все же иногда требуется сварка металла с нержавейкой для каких-либо целей и это нужно сделать как можно более качественно. Здесь требуется особый опыт, так как проблемный материал отличается повышенной текучестью, что при однородности еще как-то сносно. Но если требуется соединение с черным металлом, который не только ведет себя более вязко при сварке, но еще и имеет другую температуру плавления, то здесь возникает ряд проблем.
Сварка нержавейки и черного металла
Сварка нержавейки и черного металла требует подбора правильного режима, инструментов и расходных материалов. К примеру, присадку здесь используют только из нержавейки с марганцем и никелем, так как в ином случае будет резко падать качество шва. Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Блок: 1/3 | Кол-во символов: 1190
Источник: https://svarkaipayka.ru/tehnologia/svarka-nerzhaveyki/s-metallom.html
Можно ли сварить черный металл с нержавейкой?
На производстве, где все делается исключительно по правильной технологии практически не возникает вопросов, как приварить нержавейку к черному металлу. Ведь сваривание любых различных металлов, особенно таких, является неправильным и не отличается достаточной крепостью за счет минимальной однородности соединения. Также практически не возникает потребности в проведении такой процедуры. Но чисто с физической точки зрения такая процедура вполне реальная. В домашних условиях она встречается намного чаще, так как здесь нет потребности в точном соблюдении технологий.
Блок: 2/3 | Кол-во символов: 874
Источник: https://svarkaipayka.ru/tehnologia/svarka-nerzhaveyki/s-metallom.html
Можно ли сваривать сталь с нержавейкой?
Сварка нержавейки и черного металла в условиях промышленного производства с соблюдением всех технологических особенностей не представляет собой нечто особо сложное. Стоит отметить, что с физической точки зрения подобный процесс является вполне выполнимым.
В условиях домашней сварки это сделать тоже весьма реально, тем более что в этом случае наиболее серьезных требований к качеству сварного соединения не предъявляют. Чтобы соединение получилось наиболее долговечным, желательно иметь определенный опыт в области сваривания нержавейки.
Блок: 2/6 | Кол-во символов: 580
Источник: https://electrod.biz/splav/metall/svarka-nerzhaveyki-s-metallom.html
Можно ли варить разнородные стали
Прежде чем приступить непосредственно к сварочным работам, надо иметь представление об особенностях сварки, связанных с разным химическим составом материалов, которые обязательно нужно учитывать:
- разная теплопроводность нержавеющей стали и черного металла, что может сказаться на плохом проплавлении одного из металлов,
- коэффициенты линейного расширения, эти показатели также разнятся. В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми,
- «Миграция углерода» из Cr-Mo стали, которого в этом металле содержится большое количество, из-за этого нержавейка в большей степени становится подверженной коррозийным процессам.

Обратите внимание! Из-за большого разнообразия сталей с разным составом, дать четкие рекомендации по сварочному процессу не предоставляется возможным
Исходя из большого количество противоречий, многие пользователи постоянно задаются вопросом: можно ли все таки сварить нержавеющую сталь и черный металл?
Рассматривая этот вопрос с точки зрения физики, можно прийти к выводу, что осуществить подобную процедуру реально. Применяя переходные электроды для сварки нержавейки и деталей из черного металла в домашних условиях, нужно придерживаться технологии сварки нержавеющей стали, а также рекомендуется осуществлять сварочные работы человеку, имеющему опыт в этом деле. В любом случае, важно знать химический состав и того и другого металла, для того чтобы осуществить правильный выбор расходных материалов.
Блок: 2/7 | Кол-во символов: 1522
Источник: https://svarkaed.ru/svarka/svarka-metallov/mozhno-li-svarit-chernyj-metall-i-nerzhavejku. html
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- покрытыми штучными электродами в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.
Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Блок: 3/4 | Кол-во символов: 1428
Источник: http://met-all.org/obrabotka/svarka/svarka-nerzhavejki-chernym-metallom-elektrody.html
Способы сварки
Одним из самых простых способов соединить два эти материала является сварка нержавейки и черного металла электродом при помощи электрической сварки. Это происходит достаточно быстро и требует минимум дополнительных процедур, но здесь же возникают проблемы с качеством. Дело в том, что из-за высокой температуры сталь будет растекаться и вести себя, как вода, тогда как черный металл будет оставаться вязким. В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.
В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.
Сварочный аппарат для сварки нержавейки
Вторым способом является газовая сварка, где в качестве присадки также выступает нержавеющая проволока. Текучесть материала здесь снижается, примерно, в три раза, так что этот способ более предпочтителен. В данном случае нужно дополнительно использовать флюс, который бы позволил лучше расплавить черный металл для взаимодействия. Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Сварка нержавейки и черного металла аргоном может считаться самой качественной и надежной. Здесь не используется покрытие проволоки, так как аргон выступает в роли защиты от внешнего воздействия. В то же время это сложный и дорогостоящий процесс, который не всегда рационально использовать для таких целей.
Сварка нержавейки и металла аргоном
Выбор способа
Если вам требуется сделать что-то для домашних условий или же просто проверить, можно ли сварить черный металл с нержавейкой, то лучше использовать обыкновенную электродуговую сварку с нержавеющими электродами. Как правило, ее качества оказывается вполне достаточно для тех целей, для которых все будет использоваться. Если же детали будут подвергаться сильным нагрузкам или находятся в неудобном положении, то лучше использовать газовую сварку, так как она упростит процедуру образования шва и уменьшит, тем самым, количество ошибок. Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Выбор инструмента
Чтобы точно подобрать инструмент, следует точно знать конкретный состав обоих материалов. Это не всегда удается сделать, поэтому, зачастую приходится ориентироваться примерно. Для такого процесса используются следующие типы электродов:
- НИАТ-5 – отлично подходит для сварки аустенитних металлов;
- Э50Ф – используется для сваривания теплоустойчивых материалов;
- ЦТ-28 – применяется для сплавов, в которых имеется никель;
- ОЗЛ-25Б – для жаропрочных сталей.
Режимы
| Толщина материалов, мм | Род используемого тока | Напряжение, В | Сила тока, А | Диаметр электрода, мм |
| 1 | постоянный | 30-60 | 2 | |
| 2 | переменный | 50-80 | 3 | |
| 4 | постоянный | 90-130 | 4 |
Технология
Перед тем как варить нержавейку, нужно провести подготовительные процедуры. Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь очень важно поставить все в максимально удобное горизонтальное положение, чтобы материал растекался равномерно. Сварка нержавейки и черного металла инвертором требует точных движений, так как нержавеющая сталь будет плавиться быстрее и нужно как можно больше захватить сторону черного металла.
Сварка нержавеющей стали инвертором
Это же происходит и при газовой сварке, только все процессы происходят несколько медленнее. Шов должен получиться максимально глубоким и широким, чтобы увеличить однородность материала в месте его прохождения. После завершения работы металлу нужно дать медленно остыть.
Контроль качества
Качество полученного соединения можно проверить при помощи следующих методов контроля:
- Керосином — что основано на капиллярном проникновении этой жидкости;
- Аммиаком – что использует принцип окраски индикаторов при его воздействии;
- Гидравлическим давлением – что может стать одновременно и проверкой прочности.
«Важно!
При заведомо слабом соединении не следует применять методы контроля с разрушением.»
Меры безопасности
Когда происходит сварка нержавейки и черного металла полуавтоматом, то нужно соблюдать правила электробезопасности. Также следует защищаться от возможного разбрызгивания стали, что может привести к тяжелым ожогам.
Блок: 3/3 | Кол-во символов: 4372
Источник: https://svarkaipayka.ru/tehnologia/svarka-nerzhaveyki/s-metallom.html
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
 Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.Блок: 2/4 | Кол-во символов: 2469
Источник: http://met-all.org/obrabotka/svarka/svarka-nerzhavejki-chernym-metallom-elektrody.html
По какой технологии выполняется сварка
Способ сварки зависит от вида сплава и необходимой прочности швов. В домашних условиях чаще используют традиционную электродуговую постоянным током. Шов, который должно выдерживать давление, большую динамическую нагрузку, варят под облаком защитного газа. Аргон использовать необязательно, достаточно углекислого газа, подаваемого полуавтоматом. Аргоновая сварка экономически нецелесообразна.
Аргон использовать необязательно, достаточно углекислого газа, подаваемого полуавтоматом. Аргоновая сварка экономически нецелесообразна.
Как сваривают нержавейку с черным металлом:
- Способ электродуговой сварки MMA самый распространенный, выбирают электроды, которые применяют для работы с нержавейкой. Легирующие компоненты должны совпадать, только в этом случае образуется надежное соединение.
- Сварка полуавтоматом MIG используется в промышленных условиях. Прочность соединения зависит от марки присадочной проволоки, она должна быть из нержавейки. Марку выбирают под заготовку по химическому составу.
- Способ TIG с использованием тугоплавких электродов применяется для ответственных соединений. При газосварке образуются прочные плотные швы.
Применение нержавеющих присадочных материалов снижает текучесть легированных сплавов почти в три раза, делает жидкий металл вязким.
Блок: 3/6 | Кол-во символов: 1170
Источник: https://svarkaprosto. ru/tehnologii/kak-privarit-nerzhavejku-k-chernomu-metallu
ru/tehnologii/kak-privarit-nerzhavejku-k-chernomu-metallu
Как сварить нержавейку с черным металлом?
Приварить нержавейку к черному металлу можно двумя методами:
- Использовать электроды из высоколегированной стали, чтобы заполнить шов. Допускается применять стержни с никелевым покрытием.
- Использование легированный электродов для наплавки кромок из черной стали. После этого шов создается с помощью плакированной стали, которая заполняет шов.
Рекомендации от опытных сварщиков:
- Использовать расходники, изготавливаемые на никелевой основе.
- Перед началом сваривания прокаливать электроды. Оптимальная температура до 210 градусов в течение 1 часа.
- Применять постоянный ток.
- Перед началом работ зачищать металлические поверхности от грязи, налета, палы, ржавчины.
- Если применяется газовая сварка, нельзя выполнять быстрое охлаждение готового шва. Деталь должна остывать самостоятельно.
- Рекомендуется наносить флюс на рабочую зону, чтобы сделать более качественное соединение.
- При использовании вольфрамового стержня, не забывать затачивать его наконечник.
- Сварка в среде защитного газа является предпочтительной, поскольку готовый шов будет более прочным.
- При сваривании нужно захватывать больше черного металла. Это позволит создать более прочный шов на молекулярном уровне.
- Движения должны быть аккуратными, неторопливыми.

Блок: 6/8 | Кол-во символов: 1248
Источник: https://metalloy.ru/obrabotka/svarka/nerzhavejki-s-chernym-metallom
Как происходит процесс сварки
Предварительно заготовки нужно подготовить: очистить от грязи и пыли, снять окалину – зачистить до металлического блеска железной щеткой или наждачкой. Затем проводят обезжиривание спиртом или растворителем, наносят на кромки флюс, он выравнивает плавление, обе заготовки прогреваются равномерно.
Сваривать заготовки желательно в нижнем положении, чтобы ванна расплава не растекалась. Движения должны быть точные. Чтобы качественно приварить нержавейку к черному металлу обычным электродом, нужен ток обратной полярности (подключают контакт «+»), держать его нужно ближе к углеродистому черному сплаву, у него ниже текучесть. Шов делают глубокой, большой ширины, остывать диффузионный слой должен медленно, чтобы кристаллизация была равномерной. Предварительный прогрев заготовок применяют только в крайних случаях, для жаропрочных сплавов.
Шов делают глубокой, большой ширины, остывать диффузионный слой должен медленно, чтобы кристаллизация была равномерной. Предварительный прогрев заготовок применяют только в крайних случаях, для жаропрочных сплавов.
В качестве источника тока использовать инвертор с дополнительными функциями. При газосварке швы проваривают долго, чтобы образовалась большая ванна расплава. После проверки и очистки швов рабочую зону покрывают пассивирующим слоем.
Блок: 5/6 | Кол-во символов: 1104
Источник: https://svarkaprosto.ru/tehnologii/kak-privarit-nerzhavejku-k-chernomu-metallu
Какими электродами воспользоваться для сварки?
Для получения максимально качественного шва, образующегося в процессе сварки изделий из нержавеющей стали и черного металла, нужно учесть некоторые нюансы. Важно выбрать присадочную проволоку определенного химического состава.
Важно выбрать присадочную проволоку определенного химического состава.
В металле присадочной проволоки, показатель степени легирования которого дол;ен превышать идентичный показатель материала свариваемого изделия, обязательно в состав должны входить такие элементы, как марганец, никель и иногда хром
Блок: 5/7 | Кол-во символов: 502
Источник: https://svarkaed.ru/svarka/svarka-metallov/mozhno-li-svarit-chernyj-metall-i-nerzhavejku.html
Как проконтролировать качество соединения?
Когда сварное соединение достигнет приемлемой температуры (хотя бы 40 градусов), приступают к контролированию его прочности и ряда других параметров. Сделать это можно следующим образом:
- При помощи керосина, принцип действия которого базируется на капиллярном проникновении через кристаллическую решетку стали;
- Аммиаком: тут контроль основывается на принципе окрашивания индикаторов при его непосредственном воздействии;
- Гидравлические методы, которые позволяют не только получить сведения относительно надежности шва, но и проверить, насколько прочным он получился.

Если соединение заведомо довольно слабое, то используют разрушающие методы контроля.
Блок: 5/6 | Кол-во символов: 696
Источник: https://electrod.biz/splav/metall/svarka-nerzhaveyki-s-metallom.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://svarkaipayka.ru/tehnologia/svarka-nerzhaveyki/s-metallom.html: использовано 3 блоков из 3, кол-во символов 6436 (38%)
- https://svarkaed.ru/svarka/svarka-metallov/mozhno-li-svarit-chernyj-metall-i-nerzhavejku.html: использовано 2 блоков из 7, кол-во символов 2024 (12%)
- https://svarkaprosto.ru/tehnologii/kak-privarit-nerzhavejku-k-chernomu-metallu: использовано 2 блоков из 6, кол-во символов 2274 (13%)
- https://metalloy.ru/obrabotka/svarka/nerzhavejki-s-chernym-metallom: использовано 1 блоков из 8, кол-во символов 1248 (7%)
- https://electrod. biz/splav/metall/svarka-nerzhaveyki-s-metallom.html: использовано 2 блоков из 6, кол-во символов 1276 (7%)
- http://met-all.org/obrabotka/svarka/svarka-nerzhavejki-chernym-metallom-elektrody.html: использовано 2 блоков из 4, кол-во символов 3897 (23%)
 biz/splav/metall/svarka-nerzhaveyki-s-metallom.html: использовано 2 блоков из 6, кол-во символов 1276 (7%)
biz/splav/metall/svarka-nerzhaveyki-s-metallom.html: использовано 2 блоков из 6, кол-во символов 1276 (7%)Чем варить нержавейку с черным металлом
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
 В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов.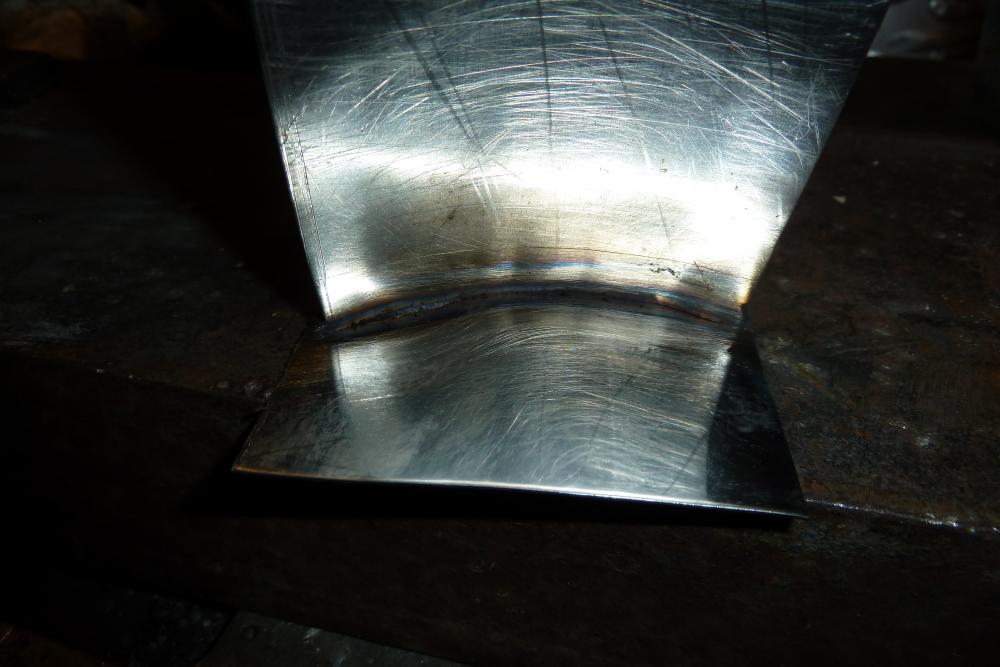 Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях.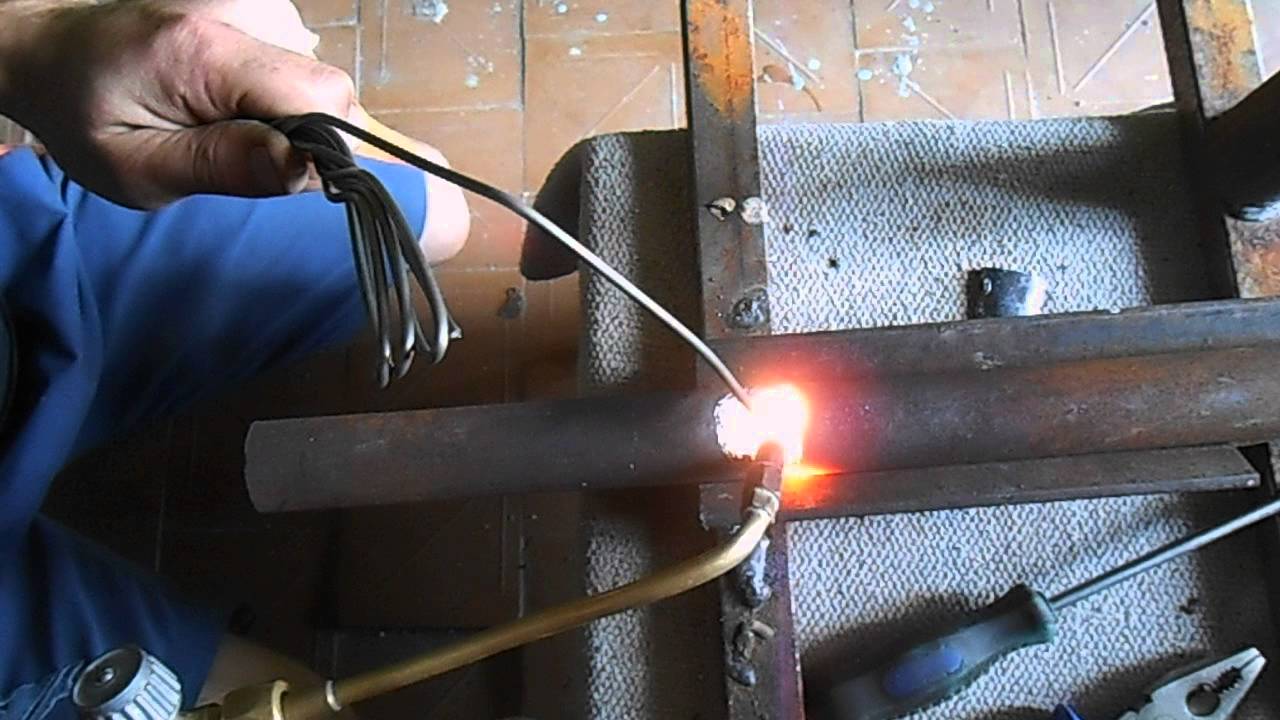 Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.

Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество — возможность проведения сварки практически во всех пространственных положениях, кроме вертикального «сверху-вниз».
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня — 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка — 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения — 90-130, Ø расходника — 4 мм.

Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
 Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 — распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.

Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Сварка двух деталей из различных видов металла сопряжена с определенными трудностями: отличия температуры плавления, химические и физические свойства. Для решения этих задач используют различные методы. Чаще всего возникает вопрос, как правильно сварить вместе нержавейку и черный металл. Для этого следует ознакомиться с особенностями процесса.
Трудности сварки разнородных сталей
Для обеспечения качественного сварного шва необходимо учитывать толщину заготовок, направление сварки, режим работы аппарата и марку электродов. В месте соединения при температурном воздействии будут происходить специфические процессы.
Нужно учитывать следующие нюансы сварки нержавейки и черного металла:
- Использование присадки из нержавеющего состава. В ней должно быть больше никеля, марганца и хрома. Это обеспечит хорошую связь с металлами. Заполнение шва основным металлом – до 40%, по 20% от черного и нержавейки. Остальной объем заполняется присадкой. Показатель для основного материала можно изменить в меньшую сторону, используя автоматический или полуавтоматический режим сварки. При выборе электрода учитывается химический состав свариваемых материалов, их физические свойства при расплавлении.
Описание способов сварки нержавейки и черного металла
Самый распространенный метод качественного соединения заготовки из нержавеющего металла и черного — электродуговая сварка. Ее можно сделать с помощью инвертора или другого аппарата. Для стабильной дуги необходимо использовать постоянный ток, его величина определяется шириной и глубиной шва. Также можно использовать дополнительные возможности сварочного аппарата: форсированный старт, стабилизация дуги, предотвращение прилипания электрода. Это поможет сделать качественное соединение.
Это поможет сделать качественное соединение.
При выполнении работ следует обратить внимание на такие тонкости:
- Направление сварки. Важно, чтобы расплавленная присадка не вытекала из области шва. Поэтому не рекомендуется выбирать вертикальное или потолочное положение заготовки. Место соединения должно быть однородным. Точечный метод в данном случае будет неэффективным и значительно снизит качество состыковки металлов. Технология остывания соединения. Нельзя воздействовать низкими температурами, так как разница температурного расширения станет причиной появления дефектов. Остывание должно происходить естественно, при положительной температуре. Из-за разницы в свойствах шов будет ржаветь. Это необходимо учесть при дальнейшей эксплуатации металлоконструкции.
Для получения по-настоящему качественного соединения рекомендуется использовать аргоновую сварку. В качестве присадки используется нержавеющая проволока. Сложность этого процесса заключается в точном выставлении температурного режима воздействия. В домашних условиях сделать это проблематично. Но подобная технология используется для приваривания нержавейки к черному металлу в заводских условиях.
Сложность этого процесса заключается в точном выставлении температурного режима воздействия. В домашних условиях сделать это проблематично. Но подобная технология используется для приваривания нержавейки к черному металлу в заводских условиях.
Выбор электродов
Для формирования качественного шва с помощью электродуговой сварки необходимо проанализировать состав материалов – нержавейки и черного металла. На основе полученных данных подбирается оптимальная модель электродов. Если есть сомнения в правильности выбора – рекомендуется купить несколько пробных стержней для пробного сваривания.
Популярные модели электродов для сваривания различных типов металла:
- Э50А. Они применяются для соединения с теплоустойчивыми сортами стали. ОЗЛ-25Б. Рекомендуется использовать при работе с жаропрочными видами. НИАТ-55. С помощью этих электродов происходит соединение нержавейки и аустенитных сталей. ЦТ-28. Область применения – работа с материалами с повышенным содержанием никеля.

Основные характеристики указываются производителем на упаковке. Важно уметь расшифровать маркировку. При выборе учитывается возможный объем шлака и наплавки. Эти параметры можно сравнить с заявленными только после формирования пробного шва.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Как сварить нержавейку с черным металлом
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Преимущества сварки металла
В сравнении с другими методами соединения различных конструктивных элементов сварка отличается рядом преимуществ:
- снижение себестоимости работ;
- снижение общего веса конструкции;
- возможность использования высокопрочных материалов, в том числе многослойного проката из высокопрочных сталей, лёгких сплавов и особо чистых металлов;
- высокие показатели прочности образуемых соединений.

предлагает услуги по обработке и сварке металлов черных сортов в соответствии с действующими нормами и стандартами, а также требованиями заказчика. Наши мастера способны провести качественную сварку конструкций вне зависимости от их массы, габаритов и заданных углов.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
 Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
 Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.Сварка нержавейки с черным металлом
Как известно, нержавейка является одним из самых трудно свариваемых металлов. Далеко не всегда получается сварить его с другой нержавеющей сталью, не говоря уже о металле иного рода. Но все же иногда требуется сварка металла с нержавейкой для каких-либо целей и это нужно сделать как можно более качественно. Здесь требуется особый опыт, так как проблемный материал отличается повышенной текучестью, что при однородности еще как-то сносно. Но если требуется соединение с черным металлом, который не только ведет себя более вязко при сварке, но еще и имеет другую температуру плавления, то здесь возникает ряд проблем.
Сварка нержавейки и черного металла
Сварка нержавейки и черного металла требует подбора правильного режима, инструментов и расходных материалов. К примеру, присадку здесь используют только из нержавейки с марганцем и никелем, так как в ином случае будет резко падать качество шва. Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Можно ли сварить черный металл с нержавейкой?
На производстве, где все делается исключительно по правильной технологии практически не возникает вопросов, как приварить нержавейку к черному металлу. Ведь сваривание любых различных металлов, особенно таких, является неправильным и не отличается достаточной крепостью за счет минимальной однородности соединения. Также практически не возникает потребности в проведении такой процедуры. Но чисто с физической точки зрения такая процедура вполне реальная. В домашних условиях она встречается намного чаще, так как здесь нет потребности в точном соблюдении технологий. При самом процессе сваривания лучше придерживаться технологии, как это идет с нержавеющей сталью, а также желательно иметь опыт работы с ней. В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
Способы сварки
Одним из самых простых способов соединить два эти материала является сварка нержавейки и черного металла электродом при помощи электрической сварки. Это происходит достаточно быстро и требует минимум дополнительных процедур, но здесь же возникают проблемы с качеством. Дело в том, что из-за высокой температуры сталь будет растекаться и вести себя, как вода, тогда как черный металл будет оставаться вязким. В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.
Сварочный аппарат для сварки нержавейки
Вторым способом является газовая сварка, где в качестве присадки также выступает нержавеющая проволока. Текучесть материала здесь снижается, примерно, в три раза, так что этот способ более предпочтителен. В данном случае нужно дополнительно использовать флюс, который бы позволил лучше расплавить черный металл для взаимодействия. Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Сварка нержавейки и черного металла аргоном может считаться самой качественной и надежной. Здесь не используется покрытие проволоки, так как аргон выступает в роли защиты от внешнего воздействия. В то же время это сложный и дорогостоящий процесс, который не всегда рационально использовать для таких целей.
Сварка нержавейки и металла аргоном
Выбор способа
Если вам требуется сделать что-то для домашних условий или же просто проверить, можно ли сварить черный металл с нержавейкой, то лучше использовать обыкновенную электродуговую сварку с нержавеющими электродами. Как правило, ее качества оказывается вполне достаточно для тех целей, для которых все будет использоваться. Если же детали будут подвергаться сильным нагрузкам или находятся в неудобном положении, то лучше использовать газовую сварку, так как она упростит процедуру образования шва и уменьшит, тем самым, количество ошибок. Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Выбор инструмента
Чтобы точно подобрать инструмент, следует точно знать конкретный состав обоих материалов. Это не всегда удается сделать, поэтому, зачастую приходится ориентироваться примерно. Для такого процесса используются следующие типы электродов:
- НИАТ-5 – отлично подходит для сварки аустенитних металлов;
- Э50Ф – используется для сваривания теплоустойчивых материалов;
- ЦТ-28 – применяется для сплавов, в которых имеется никель;
- ОЗЛ-25Б – для жаропрочных сталей.
Режимы
| Толщина материалов, мм | Род используемого тока | Напряжение, В | Сила тока, А | Диаметр электрода, мм |
| 1 | постоянный | 30-60 | 2 | |
| 2 | переменный | 50-80 | 3 | |
| 4 | постоянный | 90-130 | 4 |
Технология
Перед тем как варить нержавейку, нужно провести подготовительные процедуры. Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь очень важно поставить все в максимально удобное горизонтальное положение, чтобы материал растекался равномерно. Сварка нержавейки и черного металла инвертором требует точных движений, так как нержавеющая сталь будет плавиться быстрее и нужно как можно больше захватить сторону черного металла.
Сварка нержавеющей стали инвертором
Это же происходит и при газовой сварке, только все процессы происходят несколько медленнее. Шов должен получиться максимально глубоким и широким, чтобы увеличить однородность материала в месте его прохождения. После завершения работы металлу нужно дать медленно остыть.
Контроль качества
Качество полученного соединения можно проверить при помощи следующих методов контроля:
- Керосином — что основано на капиллярном проникновении этой жидкости;
- Аммиаком – что использует принцип окраски индикаторов при его воздействии;
- Гидравлическим давлением – что может стать одновременно и проверкой прочности.

«Важно!
При заведомо слабом соединении не следует применять методы контроля с разрушением.»
Меры безопасности
Когда происходит сварка нержавейки и черного металла полуавтоматом, то нужно соблюдать правила электробезопасности. Также следует защищаться от возможного разбрызгивания стали, что может привести к тяжелым ожогам.
svarkaipayka.ru
Как приварить чугун к стали
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.
И в этом вся сложность.
Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.
- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.
В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.
Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Сварка разнородных металлов: нержавеющая и обычная углеродистая сталь
Сварка разнородных металлов – один из самых сложных видов сварки, требующий особенных навыков и знаний. Необходимо точно знать, какой присадочный материал подойдет для создания прочного шва без трещин и ухудшения свойств металлов. Если вы точно знаете состав металлов, то, пользуясь специальной литературой, сможете подобрать присадочный материал, который даст отличный результат.
Сварка разнородных металлов используется для того, чтобы придать какой-либо детали механизма свойства двух металлов, при этом сэкономив на более дорогом из них. Например, одна часть изделия в процессе эксплуатации постоянно находится во влажной среде или под воздействием агрессивных сред, с которыми справится только высоколегированный дорогостоящий металл. В этом случае одна часть изделия будет высоколегированной, а другая может быть низколегированной. Часто такой комбинацией является нержавеющая и обычная углеродистая сталь.
Как выбрать присадочный материал?
При сварке любых разнородных металлов в качестве присадочного материала используется самый высоколегированный из них. Это позволит не нарушить структуру шва, ведь к нему предъявляются такие же требования, как и к нержавеющей стали – устойчивость к трещинам, коррозии, окислению. При этом необходимо учитывать разновидность нержавеющей стали и подбирать соответствующий присадочный металл. Для сварки обычной нержавеющей стали применяются металлы с высоким содержанием хрома и никеля. Это объясняется тем, что в процессе сварки обычная углеродистая сталь разрушает хром и никель в сплаве и шов становится хрупким. При сварке с нержавеющей сталью типа Cr используются любые типы нержавеющей стали – выбор зависит от требований, которые будут предъявляться к детали. Здесь стоит отметить, что присадочный материал из аустенитной нержавеющей стали дает хороший ровный шов, но при высоких температурах неустойчив в структуре, тогда как присадочный материал из Cr-нержавеющей стали отлично переносит высокие температуры.
Это объясняется тем, что в процессе сварки обычная углеродистая сталь разрушает хром и никель в сплаве и шов становится хрупким. При сварке с нержавеющей сталью типа Cr используются любые типы нержавеющей стали – выбор зависит от требований, которые будут предъявляться к детали. Здесь стоит отметить, что присадочный материал из аустенитной нержавеющей стали дает хороший ровный шов, но при высоких температурах неустойчив в структуре, тогда как присадочный материал из Cr-нержавеющей стали отлично переносит высокие температуры.
Технология сварки
Перед началом сварки сталь должна пройти термическую обработку. Предварительный нагрев позволяет получить шов более однородной структуры: при этом сталь прогревается до начала работы до температуры около 600 градусов Цельсия, после чего, уже по ходу сварки, температура поддерживается периодическим нагреванием. После окончания сварки также необходима термическая обработка изделия (то есть закаливание) во избежание замедленного образования трещин.
Для получения одной детали из обычной углеродистой стали и высоколегированной нержавеющей стали применяют в основном два типа сварки – сварку с переменным (TIG) и постоянным (MIG) током; также используют дуговую сварку металлическим электродом и FCW-сварку.
weldingmaterials.ru
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
 То есть, образовать так называемый переходный слой.
То есть, образовать так называемый переходный слой.Сварка нержавейки и черного металла
Никогда не возникает вопросов, когда производится сварка идентичных по составу металлов. Проблемы возникают, когда свариваются две разные заготовки. И, скорее всего, не проблемы, а трудности, касающиеся правильного подбора технологий и режимов сварки, а также расходных к ним материалов.
К примеру, сварка нержавейки и черного металла. Вроде бы две стали, но с разными техническими свойствами. Поэтому правильно варить два этих сплава – это значит, точно подобрать параметры сварочного процесса.
Ведь сваренный шов будет держать обе заготовки прочно лишь в том случае, если он состоит из того же металла, что и свариваемые детали.
С черным металлом все более или менее понятно. Это самый распространенный материал, который легко поддается свариванию любыми видами сварки. С нержавеющей сталью все намного сложнее.
Особенности сварки нержавейки
Есть четыре технические характеристики нержавеющей стали, которые делают ее сварку особенной.
- Низкая теплопроводность металла. Если сравнить данный показатель с черной сталью, то она у нержавейки в два раза ниже. Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
- Линейное расширение у нержавейки выше, чем у черного металла. Почему так важно данное значение. Все дело в том, что после большого расширения при нагреве будет происходить обратный процесс – усадка на туже величину, что и расширение. То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
- Электрическое сопротивление. Этот показатель у нержавейки тоже большой. Он влияет на электрод, а точнее на его перегрев в процессе сварки нержавейки и стали. Поэтому необходимо длину расходника уменьшить до предела 35 см, не больше.
- Нержавеющая сталь под действием высоких температур меняет свои качества. То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
 Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.Можно ли, и как сварить нержавейку с черным металлом? Вопрос, который требует особого подхода. Главное – правильно выбрать технология сваривания. Чтобы ее провести, можно использовать:
- Ручную дуговую сварку плавящимся электродом.
- Неплавящимся вольфрамовым электродом в среде защитных газов с присадкой или без таковой.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.

Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Как сварить нержавейку с черной сталью
О сварке однородных металлов сказано много, и, по большому счету, все сложности состоят непосредственно в технике выполнения работ. Но как сварить нержавейку с черным металлом? Здесь нужно подойти к вопросу куда более тщательно, начиная с подбора электродов. Сварка разнородных металлов всегда считалась особо трудоемкой операцией.
Но как сварить нержавейку с черным металлом? Здесь нужно подойти к вопросу куда более тщательно, начиная с подбора электродов. Сварка разнородных металлов всегда считалась особо трудоемкой операцией.
Как сварить нержавейку с обычной сталью
Данный тип сварки имеет ряд специфических особенностей, которые следует учитывать в работе:
- Теплопроводность нержавейки в несколько раз ниже, чем обычной черной стали. Для того чтобы сварной шов получился идеально ровным и не имел разрывов, необходимо несколько уменьшить силу тока относительно привычных показателей.
- Нержавейка имеет значительно больший коэффициент сопротивляемости к постоянному току, нежели черная сталь. По этой причине использование электродов с высоколегированной сталью чревато перегревом последних. Для предотвращения любых негативных последствий рекомендуется использовать электроды не более 350 мм в длину.
- При проведении сварки и после осуществления работ необходимо учитывать высокий коэффициент расширения. То есть, если сварке подвергаются детали большой толщины, следует оставить значительный зазор между ними. В противном случае после проведения всех необходимых работ возможно возникновение крупных трещин, что не может соответствовать качественному изделию.
- Сварка разнородных металлов имеет побочный эффект в виде повышения восприимчивости получаемого изделия к коррозии. Для этого эффекта даже существует специальный научный термин – межкристаллитная коррозия. Справиться с ней можно множествами способом, а вызывается она обычно несоблюдением температурного режима.
 То есть, если сварке подвергаются детали большой толщины, следует оставить значительный зазор между ними. В противном случае после проведения всех необходимых работ возможно возникновение крупных трещин, что не может соответствовать качественному изделию.
То есть, если сварке подвергаются детали большой толщины, следует оставить значительный зазор между ними. В противном случае после проведения всех необходимых работ возможно возникновение крупных трещин, что не может соответствовать качественному изделию.Как сварить нержавейку с черным металлом
Для охлаждения сварного шва используют обычную воду, особенно в тех случаях, когда сварка осуществляется со сплавами хрома и никеля. Сварить нержавейку с черным металлом можно различными способами. Наиболее распространены три вида:
- Аргонная сварка. В данном случае используется нержавеющая проволока.
- Вольфрамовые электроды.
- Покрытые электроды.

Использование среды инертных газов (зачастую используют аргон) позволяет создать качественное соединение. В противном случае шов при соприкосновении с воздушной средой может стать чрезвычайно хрупким. Как сварить нержавейку с обычной сталью с помощью аргона? Главным условием здесь является использование не только особого оборудования, но и вольфрамовых электродов.
Все, что нужно для сварки, в одном месте
Для осуществления сварки однородных или разнородных материалов любыми способами вам понадобятся специальные приспособления и расходные материалы. Найти все необходимое для вашей работы в любом количестве по самым лучшим ценам вы можете прямо на нашем сайте. Мы работаем только с лучшими поставщиками и гарантируем высокое качество предлагаемой продукции.
weldingmaterials.ru
Как приварить чугун к металлу электросваркой
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.

Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
 Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.
- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.
сварка с черным металом полуавтоматом или электродом в среде углекислого газа в домашних условиях и технология этого
С процессом сваривания нержавеющей стали может справиться далеко не каждый сварщик. Связано это с техническими характеристиками этого материала.
Связано это с техническими характеристиками этого материала.
Больше сложностей возникает при сварке нержавейки с черным металлом. Чтобы создать прочное соединение между этими материалами, необходимо правильно выбрать режим сваривания и учитывать ряд особенностей.
Как провести сварку нержавейки с черным металлом?
Если говорить о производстве, технологии сваривания нержавеющей стали с черным металлом, то она является изначально неправильной из-за разности материалов, их свойств, технических характеристик. Однако выполнить соединение можно.
Поскольку на предприятиях требуется соблюдение ГОСТов, такой способ соединения металлов востребован в небольших мастерских. Но для получения хорошего соединения нужно знать химический состав свариваемых компонентов, иметь практический опыт работы с ними.
Трудности в сварке разнородных сталей
Сварка нержавейки с черным металлом вызывает определенные трудности. Связано это с отличиями в технических характеристиках, химическом составе двух сталей. К ним относятся:
К ним относятся:
- Наиболее слабым местом после проведения работ является стык спайки. Объясняется это тем, что у двух материалов есть различие по коэффициенту линейного расширения. Из-за этого после процесса сваривания остаются внутренние напряжения.
- Неравномерность проплавки возникает из-за разницы в показателе теплопроводности. Это негативно влияет на прочность готового шва.
- Эффект миграции углерода. Ухудшает антикоррозийную защиту готового изделия. Из-за этого шов быстрее покроется слоем ржавчины.
Инструмент
Для проведения работ необходимо подготовить сварочный аппарат, дополнительные инструменты, расходники, проволоку определенного химического состава.
Отдельно необходимо поговорить о выборе электродов. Существует несколько основных типов расходных металлических стержней с особым покрытием:
- ОЗЛ-25Б — применяется для соединения жаропрочных сталей.
- НИАТ-5 — используется при сварке аустенитных материалов.
- ЦТ-28 — применяется для сваривания сплавов на основе никеля.
- Э50Ф — используется для соединения теплоустойчивых металлов.

Нельзя забывать про настройку сварочного материала. Принципы выбора режимов:
- При толщине детали в 1 мм, применяют постоянный ток силой до 60 А (электрод 2 мм по диаметру).
- При толщине заготовки 2 мм, выставляют переменный ток силой до 80 А (электрод 3 мм по диаметру).
- При толщине детали 4 мм, применяют постоянный ток силой до 130 А (электрод 4 мм).
Если сила тока будет слишком большой, материалы повредятся.
Технологии сварки нержавейки и черного металла
Существует несколько особенностей сваривания нержавеющей стали с черным металлом:
- Нержавейка имеет высокий коэффициент линейного расширения. Из-за этого между соединяемыми заготовками требуется делать большие зазоры.
- Нужно быстро охлаждать свариваемые металлы, чтобы сохранить коррозийную устойчивость.
- Следует работать только короткими электродами, длиной до 350 мм. Использование длинных стержней с покрытием приведет к их перегреву при проведении рабочего процесса.
- Сила сварочного тока должна снижаться на 20% из-за низкой теплопроводности нержавейки. Это поможет сохранить технические характеристики готового изделия.

Приварить нержавейку к черному металлу можно путем использования:
- Электродов из высоколегированной стали, чтобы заполнить шов. Допускается применять стержни с никелевым покрытием.
- Легированных электродов для наплавки кромок из черной стали. После этого шов создается с помощью плакированной стали, которая заполняет шов.
Перед свариванием нужно:
- Подготовить расходники, изготовленные на никелевой основе.
- Прокалить электроды. Оптимальная температура до 210 градусов в течение 1 часа.
- Подключить постоянный ток.
- Зачистить металлические поверхности от грязи, налета, палы, ржавчины.
Рекомендации:
- Если применяется газовая сварка, нельзя выполнять быстрое охлаждение готового шва. Деталь должна остывать самостоятельно.
- Рекомендуется наносить флюс на рабочую зону, чтобы сделать более качественное соединение.
- При использовании вольфрамового стержня, не забывать затачивать его наконечник.
- Сварка в среде защитного газа является предпочтительной, поскольку готовый шов будет более прочным.
- При сваривании нужно захватывать больше черного металла. Это позволит создать более прочный шов на молекулярном уровне.
- Движения должны быть аккуратными, неторопливыми.

Как проконтролировать качество соединения?
Существует три способа проверки шва:
- Покрыть поверхность соединения керосином. Нельзя жалеть количества жидкости во время проверки. Если керосин выступил с другой стороны — шов плохой.
- Второй вариант попытки — применение ацетона. Он наносится точно так же, как и керосин. Проступившие на другую сторону шва капельки говорят о наличии микротрещин, сквозных отверстий.
- Промышленный метод проверки прочности швов — гидравлический способ. После его проведения, требуется осмотреть соединение визуально. Если появились дефекты, деталь бракуется.

Если мастер знает, что соединение получилось слабым, он не будет применять методы проверки, связанные с разрушением деталей. Любые неровности, трещины, углубления указывают на неправильное проведение работ.
Меры безопасности
Сварочные работы выполняются со строгим соблюдением правил техники безопасности:
- Никогда не применять неисправное оборудование. Проверять аппарат заранее, осматривать рабочие элементы, провода на наличие возможных пробоев.
- Электроды должны быть новыми, со сохранившимся рабочим слоем. Нельзя использовать треснутые стержни.
- Подготавливать рабочее место заранее. Убрать все горючие смеси подальше, очистить стол от ненужных предметов, которые могут помешать проведению сварочных работ.
- Сварка считается вредным технологическим процессом. Поэтому нужно использовать маску сварщика, защитный комбинезон, перчатки, прочную обувь.
- Под ноги положить резиновый коврик, чтобы исключить удары током.
- Помещение, в котором проводятся сварочные работы, должно быть оборудовано хорошей системой вентиляции.
- Для удобства желательно проводить работы на металлическом рабочем столе.
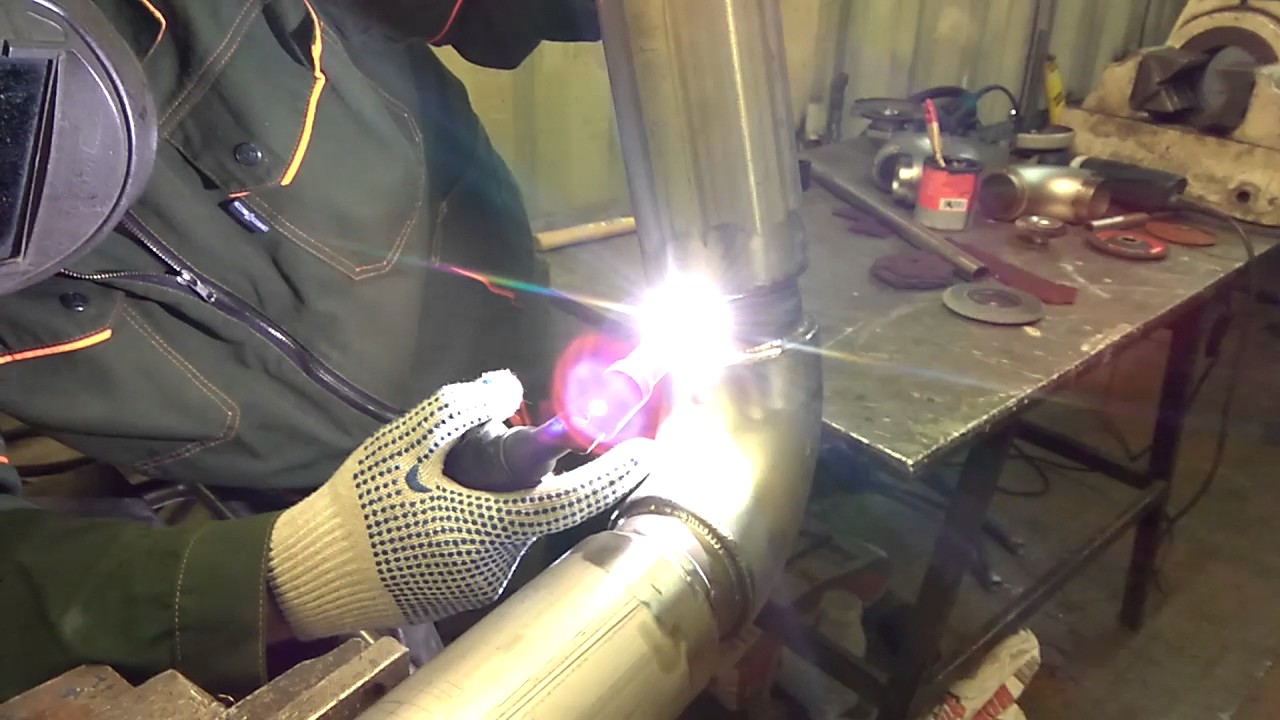
Работая с баллонами, наполненными инертными газами или кислородом, необходимо вытирать любые подтеки масла в рабочей зоне.
Любой сварщик знает, как сложно сваривать детали из нержавейки между собой. Процесс усложняется, если нужно соединить нержавеющую сталь с черным металлом. Поэтому необходимо точно определить компоненты материалов, подобрать электроды, рабочий режим аппарата. Во время рабочего процесса нужно учитывать советы профессионалов.
Источник: https://metalloy.ru/obrabotka/svarka/nerzhavejki-s-chernym-metallom
Сварка нержавейки с черным металлом — технология сварочных работ
Сварить нержавейку с черным металлом может далеко не каждый сварщик. Связано это, прежде всего, с разнородным составом нержавейки и черного металла, и особой технологией сварки электродом.
И хотя нержавеющая сталь практически наполовину состоит из черного металла, в ней присутствуют и цветные металлы, которые требуют особого подхода при сваривании. Тем не менее, сварку нержавейки с черным металлом осуществить можно, нужно только придерживаться правильной технологии.
Тем не менее, сварку нержавейки с черным металлом осуществить можно, нужно только придерживаться правильной технологии.
Что потребуется для сварки нержавейки и черного металла
Если есть необходимость сварить нержавеющую сталь и черный металл в домашних условиях, то, для этих целей, необходимо будет использовать:
- Сварочный инвертор постоянного тока;
- Электроды;
- Проволоку из нержавеющей стали (она будет использоваться в качестве присадочного материала).
Отдельного внимания заслуживают электроды для сварки нержавейки и черного металла.
Какими электродами варить нержавеющую сталь
Для сварки нержавеющей стали с черным металлом нужны электроды, которые применяются для сварки жаропрочных сталей и сплавов на основе никеля.
Данным нормам и требованиям отвечают следующие марки электродов:
- Электроды ОЗЛ-25Б — используются в тех случаях, когда нужно варить жаростойкие стали;
- Электроды НИАТ-5 — самые популярные электроды для сварки аустенитных сталей;
- Электроды ЦТ-28 — применяются для сварки разнообразных сплавов, в том числе и на основе никеля.
Сварка нержавейки с черным металлом
Технология сварки нержавейки с черным металлом должна соблюдаться согласно следующих требований:
- Нержавеющей стали присущ большой коэффициент расширения, поэтому нужно выдерживать достаточные зазоры между свариваемыми заготовками;
- При сварке нержавеющей стали и черного металла, заготовки нужно быстро охлаждать. Это позволит не потерять их коррозийную устойчивость;
- Для сварки лучше будет использовать короткие электроды, не более 35 см. Таким образом, можно не допустить чрезмерно большого перегрева металла;
- Рекомендуется понижать сварочный ток, не менее чем на 20%, учитывая низкую теплопроводность нержавеющей стали.
Кстати о силе тока, поскольку данный показатель весьма важен при сварке нержавейки и черного металла. Во многом здесь все зависит от толщины материалов и используемых электродов для сваривания.
Так, при сварке нержавейки и металла, рекомендуется придерживаться следующих параметров в настройках инвертора:
- Тонкую нержавейки, толщиной до 1 мм, варят электродами не более 2 мм в диаметре, выставляя при этом силу тока на сварочном инверторе в 60 Ампер;
- Металл от 2 до 3 мм, рекомендуется варить электродами 3,0 мм, а силу тока на инверторе выставлять в районе 80 А;
- Толстые заготовки, толщина которых 4 и более миллиметров, варят электродом 4 мм, а сила тока на инверторе колеблется от 100 до 130 А, в зависимости от пространственного положения сварки.

Следует обязательно учитывать силу тока при сварке нержавейки с черным металлом, поскольку если она будет слишком большой, то это приведёт к образованию прожога сварного шва.
Технология выполнения сварочных работ
Сам процесс сварки нержавейки и черного металла выглядит таким образом:
- Для сварки можно использовать электроды с никелевым покрытием и электроды, стержень которых будет выполнен из высоколегированной стали. Данными электродами сначала наплавляются кромки черного металла, после чего создаётся сварочный шов с использование плакированной стали. Получить качественное соединение возможно с использованием никелевых электродов;
- Перед началом сварочных работ, рекомендуется прокалить электроды в духовом шкафу, при температуре не менее 200 градусов. Время прокалки электродов — 1 час;
- Для сварки нержавейки с черным металлом применим только постоянный ток;
- Как и требуется, перед тем, как варить нержавеющую сталь и черный металл, их поверхность обязательно нужно отчистить от ржавчины, грязи и налёта.
- При сварке, рекомендуется, как можно больше захватывать черного металла, что даст возможность получения качественного и надёжного сварочного шва.

Осуществить проверку сварочного шва можно посредством керосина. Достаточно будет нанести керосин кисточкой с одной стороны сварного соединения, подождать некоторое время, после чего перевернуть деталь. Если с другой её стороны проступил керосин, то это будет означать только одно — сварочный шов низкого качества.
Источник: https://zen.yandex.ru/media/mmasvarka/svarka-nerjaveiki-s-chernym-metallom-tehnologiia-svarochnyh-rabot-5df68aade6cb9b00adce3d02
Способы и технологии сварки нержавейки с черным металлом
Сварка нержавейки с черным металлом – достаточно сложный процесс, который требует от исполнителя высоких профессиональных навыков в области соединения разнородных материалов.
Можно ли сваривать сталь с нержавейкой?
Технология соединение металлов с разными составами нередко применяется на промышленных предприятиях. Крупные объекты состоят из множества узлов, тип и структура которых может отличаться. Сварка разнородных элементов в промышленных условиях работы уже давно перестала быть проблемой.
У владельцев загородных домов также может возникнуть необходимость в соединении нержавейки с обычной сталью. В бытовых условиях эту задачу решить сложнее, однако, при условии соблюдении всех технологических требований и грамотном подборе всех расходных материалов, можно получить качественное и прочное соединение. Кроме того, сварщик должен иметь достаточный опыт работы в данной сфере.
Какую технологию использовать?
Способы
При выполнении работ с домашних условиях приходится использовать то, что под рукой. Практика показывает, что лучше всего подходит полуавтомат или сварка неплавящимся электродом в среде аргона. Однако подобное оборудование есть не в каждом доме, а приобретать его ради разовой работы нецелесообразно, ввиду высокой стоимости.
Инверторы стоят дешевле, при этом их эксплуатационные характеристики выше, чем у сварочных трансформаторов. Компактные габариты в сочетании со стабильностью работы послужили причиной их распространения среди жителей частного сектора.
Компактные габариты в сочетании со стабильностью работы послужили причиной их распространения среди жителей частного сектора.
Ручной дуговой сваркой выполняют только горизонтальные швы, поскольку под воздействием высокой температуры нержавейка быстро плавится и вытекает из шва, тогда как температура стали еще не достигла необходимой степени прогрева. Немаловажным фактором является правильный подбор расходных материалов.
Инструменты
На рынке отсутствует оборудование, предназначенное для сварки разнородных материалов. При выборе инвертора следует ориентироваться на общие технические характеристики и наличие дополнительных свойств, облегчающих процесс выполнения работ.
Режимы
Перед тем, как заварить заготовку, необходимо выбрать электроды нужного диаметра и установить правильные амперные характеристики:
- При сварке элементов толщиной 1 мм диаметр электрода не должен превышать 2 мм. Сила тока должна быть в диапазоне 30-60 А.
- Для изделий 2 мм можно брать электроды 3 мм. Варить нужно с силой тока 50-80 А.
- Изделия толщиной 4 мм варятся электродами 4 мм с силой тока 90-130 А.
 Варить нужно с силой тока 50-80 А.
Варить нужно с силой тока 50-80 А.Все работы ведутся на постоянном токе.
Технология работ
Подготовительный этап включает в себя процедуры по очистке поверхности механическим способом или вручную до получения чистого металла. После удаления посторонних частиц заготовки необходимо обезжирить.
Независимо от выбора технологии, сталь с нержавейкой удобнее всего сваривать в горизонтальном положении – в этом случае расплавленный металл будет равномерно растекаться по плоскости.
Черный металл плавится медленнее, чем нержавейка, поэтому в процессе работ необходимо следить за равномерным прогревом поверхности. Взаимное перемешивание расплавленных металлов – залог качественного шва.
Какими электродами воспользоваться?
Как обычными?
Для сварки высоколегированных сталей существует множество подходящих простых электродов, как отечественных, так и зарубежных производителей.
Среди иностранных компаний стоит выделить шведскую компанию ESAB. Их продукция давно пользуется спросом за счет высокого качества, быстрого поджога дуги и стабильной сварочной дуги. Согласно информации от производителя, электроды ОК 61.30 с рутиловым покрытием предназначены для работы со следующими сортами стали:
- 12Х18Н10;
- 12Х18Н10Т;
- 08Х10Н10.
В дополнение к отличным эксплуатационным характеристикам, шлак, образующийся поверх шва, очень легко удаляется ручным способом, без применения вспомогательного оборудования.
Электроды от отечественного производителя занимают средний ценовой сегмент. Работа с ними требует определенных навыков, поскольку продукция российских заводов имеет склонность к залипанию и колебанию дуги. При этом свойства полученного соединения не уступают лучшим зарубежным аналогом – при соблюдении технологии шов будет надежно защищен от наружной и межкристаллической коррозии.
Переходные электроды
Основная сложность при сварке черного метала и нержавейки заключается в разной температуре плавления: высоколегированный сплав начинает растекаться по поверхности, тогда как структура стали остается вязкой.
Применяя переходные электроды для соединения разнородных металлов поможет справиться с этой проблемой. Все электроды отечественного производства должны изготавливаться с соблюдением требований межгосударственных стандартов ГОСТ.
Как проконтролировать качество соединения?
После полной кристаллизации шва, для проверки надежности соединения, необходимо выполнить проверку его эксплуатационных характеристик. Существует несколько надежных способов:
- Керосином. С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
- Ацетон. Цель та же – проверка герметичности. Для визуального контроля над жидкостью рекомендуем добавить в нее какой-нибудь яркий краситель.
- Гидравлический метод. Применяется на промышленных предприятиях для проверки сосудов и емкостей, работающих под давлением. Наиболее надежный способ проверки качества шва.
 Наиболее надежный способ проверки качества шва.
Наиболее надежный способ проверки качества шва.Помимо вышеперечисленных метод не стоит забывать про визуальный осмотр. Опытный сварщик может определить наличие или отсутствие дефектов с одного взгляда.
Меры безопасности
В процессе горячего соединения металла работник сталкивается со многими факторами, которые могут нести угрозу жизни. Не стоит пренебрегать средствами индивидуальной защиты, к которым относятся:
- Рабочая одежда;
- Защитные перчатки;
- Маска;
- Обувь.
Перед выполнением работ необходимо изучить инструкцию по эксплуатации применяемого сварочного оборудования.
Заключение
Сварка разнородных металлов в домашних условиях – непростая задача даже для опытного сварщика. В качестве расходного материала при ручной дуговой сварки рекомендуем использовать переходные электроды для сварки нержавейки и черных металлов.
Источник: https://svarka.guru/tehnika/opredelennih-metallov/nerzhaveyka-s-chernym-metallom. html
html
Почему не следует сваривать проволоку из углеродистой и нержавеющей стали вместе
Некоторое время назад клиент спросил инженеров Marlin Steel, можно ли приварить гайку из нержавеющей стали к проволоке из углеродистой стали.
Короткий ответ был: «Да, можно, , но, вероятно, не захочется». В большинстве случаев, если вам нужна нержавеющая проволока, лучше всего использовать проволоку из нержавеющей стали, а не смешивать и подбирать металлы.
Как можно Сваривать разнородные металлы Сваривать разнородные металлы
Аустенитные нержавеющие стали, такие как нержавеющая сталь марки 304 или нержавеющая сталь 316, можно приваривать к простой углеродистой стали с использованием сварки MIG и TIG.При сварке нержавеющей стали с разнородным металлом, например с простой углеродистой сталью, предпочтительны такие процессы сварки, как сварка MIG с использованием присадочного материала.
Сварку сопротивлением нержавеющей и углеродистой стали обычно не проводят, так как различия в электропроводности между двумя металлами чрезвычайно затрудняют достижение правильной температуры сварки. Когда используется контактная сварка, углеродистая сталь обычно предварительно нагревается, поскольку она более электропроводна и не нагревается так быстро, как нержавеющая сталь.
Когда используется контактная сварка, углеродистая сталь обычно предварительно нагревается, поскольку она более электропроводна и не нагревается так быстро, как нержавеющая сталь.
Какой тип сварки используется для нержавеющей стали?
При определении того, какая форма сварки лучше всего подходит для вашей проволочной корзины, ответ зависит от того, какой тип металла используется. Если ваша корзина изготовлена из нержавеющей стали, то есть определенные методы сварки нержавеющей стали, которые превосходят другие.
Перед выбором сварного шва необходимо учитывать свойства нержавеющей стали. Например, Marlin Steel изготавливает большинство своих проволочных корзин по индивидуальному заказу из нержавеющей стали марки 304 или 316, они устойчивы к коррозии и обладают высокой прочностью на разрыв.Сплавы хромоникелевой нержавеющей стали обладают высоким электрическим сопротивлением и быстро остывают. Поскольку сплавы нержавеющей стали склеиваются и затвердевают быстро с минимальной деформацией, контактная сварка — лучший способ сварки нержавеющей стали.
Использование контактной сварки для сварки нержавеющей стали — более легкий и плавный процесс по сравнению с другими металлами. Благодаря высокому сопротивлению току, тепло в сварном шве выделяется быстрее и легче, чем у мягкой стали.
Контактная сварка может быть выполнена невероятно быстро, поскольку контактная сварка работает за счет пропускания электричества через материал и выделения тепла за счет сопротивления.Нержавеющая сталь очень быстро нагревается до температуры сварки, что позволяет производить быструю сварку. Например, сварочный аппарат IDEAL от Marlin может выполнить сварку за две миллисекунд (т. Е. 2/1000 секунды), что делает его лучшим сварочным аппаратом для нержавеющей стали.
Хотя контактная сварка похожа на дуговую сварку, поскольку в обоих случаях используется электрический ток, чтобы соединить два металлических куска вместе, для нее не требуется присадочный материал, такой как дуговая сварка. Вместо этого контактная сварка использует давление, чтобы связать два свариваемых материала вместе. Сварка сопротивлением также является лучшим методом сварки нержавеющей стали в целом, поскольку без использования присадки значительно меньше риск брызг сварного шва и гораздо более «чистый» внешний вид продукта. Использование контактной сварки также снижает риск обесцвечивания и ожогов вокруг места сварки, поскольку сварочный аппарат контактного типа для нержавеющей стали работает очень быстро.
Сварка сопротивлением также является лучшим методом сварки нержавеющей стали в целом, поскольку без использования присадки значительно меньше риск брызг сварного шва и гораздо более «чистый» внешний вид продукта. Использование контактной сварки также снижает риск обесцвечивания и ожогов вокруг места сварки, поскольку сварочный аппарат контактного типа для нержавеющей стали работает очень быстро.
Как сваривать нержавеющую сталь с другими металлами
При сварке нержавеющей стали с другими металлами следует рассматривать другие типы сварки, кроме контактной сварки.Например, сварка MIG и TIG являются предпочтительными типами сварки нержавеющей стали с углеродистой сталью вместе. При объединении разнородных металлов, например при сварке нержавеющей стали с углеродистой сталью, необходим присадочный материал, чтобы связать два металла. При сварке MIG непрерывно поданная электродная проволока плавится в сварном шве, что позволяет соединить два разнородных металла без их нагрева до температуры плавления.
При сварке нержавеющей стали с помощью процессов MIG команда Marlin Steel программирует сварочного робота MIG для завершения сварки.Необходимо использовать наполнитель, поскольку точки плавления двух разнородных металлов могут сильно отличаться. Например, если один из металлов перегревается до точки плавления другого, могут возникнуть трещины под напряжением и микротрещины. Возможна сварка двух разнородных металлов, но это очень сложный процесс с множеством осложнений.
Причины, по которым следует избегать сварки нержавеющей стали с углеродистой сталью
- Сложность. Объединение разнородных металлов вместе, например сварка нержавеющей стали с углеродистой сталью, добавляет дополнительные сложности в процесс.Это приводит к увеличению трудозатрат, количества отказов / ошибок и затрат.
- Горячее растрескивание нержавеющей стали. Поскольку нержавеющая сталь более электрически устойчива, чем углеродистая сталь, сварка нержавеющей стали контактной сваркой нагревает металл намного быстрее, чем углеродистая сталь. Ожидая, пока углеродистая сталь достигнет температуры сварки, нержавеющая сталь может перегреться и покрыться горячими трещинами. Это можно улучшить с помощью сварки на основе присадки или предварительного нагрева простой стали, но эти методы не идеальны.
- Тепловое расширение в условиях высоких температур. Еще одна проблема, связанная с использованием разнородных металлов в сварной проволоке, заключается в том, что тепловое расширение от тепла влияет на каждый металл по-разному. Эта разница в степени расширения между двумя металлами может вызвать дополнительную усталость сварного соединения, снижая структурную целостность формы проволоки и срок ее службы.
- Повышенная биметаллическая коррозия. Одна из причин, по которой вы обычно хотите использовать нержавеющую сталь, — это ее высокая коррозионная стойкость.Непокрытый сварной шов из гладкой и нержавеющей стали, подвергающийся воздействию экстремальных коррозионных условий, таких как погружение в соленую воду, может вызвать коррозию. Это связано с тем, что смешивание частиц простой стали с нержавеющим сплавом нарушает защитный оксидный слой нержавеющей стали, что приводит к образованию ржавчины.
- Пониженная прочность сварного шва. Еще одна проблема, связанная с соединением разнородных металлов, заключается в том, что это может привести к ослаблению сварных швов — даже при использовании методов сварки на основе присадок. Разница в температуре сварных швов и эксплуатационные допуски сами по себе могут легко снизить прочность сварного соединения.
 Ожидая, пока углеродистая сталь достигнет температуры сварки, нержавеющая сталь может перегреться и покрыться горячими трещинами. Это можно улучшить с помощью сварки на основе присадки или предварительного нагрева простой стали, но эти методы не идеальны.
Ожидая, пока углеродистая сталь достигнет температуры сварки, нержавеющая сталь может перегреться и покрыться горячими трещинами. Это можно улучшить с помощью сварки на основе присадки или предварительного нагрева простой стали, но эти методы не идеальны. Это связано с тем, что смешивание частиц простой стали с нержавеющим сплавом нарушает защитный оксидный слой нержавеющей стали, что приводит к образованию ржавчины.
Это связано с тем, что смешивание частиц простой стали с нержавеющим сплавом нарушает защитный оксидный слой нержавеющей стали, что приводит к образованию ржавчины.Вкратце, сварка разнородных металлов вместе трудна для правильного выполнения и часто дает худшие результаты по сравнению с использованием металлических сплавов, которые являются аналогичными или одинаковыми.
Принимая во внимание долгосрочные эффекты использования различных металлических сплавов в нестандартной форме проволоки, вы можете быть уверены, что получите правильную корзину для работы.
Если у вас есть вопросы о сварке нержавеющей стали, проблемах формирования проволоки или вам нужна нестандартная форма проволоки для высокоточного применения со строгими требованиями к допускам, обязательно обратитесь к опытному инженеру-механику!
3 Стандартные методы сварки нержавеющей стали
Процесс сварки нержавеющей стали зависит от толщины и отделки материала, а также от использования готового продукта. Хотя существует множество методов сварки нержавеющей стали, есть три, которые наиболее часто используются сварщиками в Соединенных Штатах. К этим методам сварки нержавеющей стали относятся сварка TIG, контактная сварка и сварка MIG.
Хотя существует множество методов сварки нержавеющей стали, есть три, которые наиболее часто используются сварщиками в Соединенных Штатах. К этим методам сварки нержавеющей стали относятся сварка TIG, контактная сварка и сварка MIG.
Это сварка TIG, контактная сварка и сварка MIG. Продолжайте читать, чтобы узнать больше о каждом.
1. Сварка TIG или газо-вольфрамовая дуговая сварка
Предлагая высокое качество, универсальность и долговечность, TIG является наиболее часто используемым процессом сварки нержавеющей стали.Этот процесс сварки обеспечивает низкое тепловложение, что делает его идеальным для обработки тонких материалов. Газ аргон часто смешивают с другими газами, в зависимости от потребностей конкретного проекта, включая гелий, водород и азот. Чтобы предотвратить окисление и повысить устойчивость к коррозии, можно использовать процесс односторонней сварки, создавая инертную газовую защиту между внутренними и внешними сварными швами.
2. Контактная или точечная сварка
Контактная или «точечная» сварка, как ее часто называют, является одним из самых экономичных видов сварки. Оборудование для контактной сварки (RW) невероятно универсально, что означает, что его можно использовать как в небольших, так и в крупных проектах.
Оборудование для контактной сварки (RW) невероятно универсально, что означает, что его можно использовать как в небольших, так и в крупных проектах.
RW использует электрический ток для нагрева истертых металлических кромок и их склейки. Этот тип сварки исключительно эффективен для металла с низкой температурой плавления, поскольку его можно адаптировать для предотвращения деформации металла.
3. Сварка МИГ или газовая сварка металлов переменным током
СваркаMIG — это полуавтоматический процесс, который при правильном выполнении обеспечивает прочное соединение двух частей нержавеющей стали.В этом процессе используется защитный газ, богатый аргоном, и сплошной проволочный электрод.
Сварка MIG популярна, потому что позволяет сварщику использовать импульсный источник тока, который может упростить сварку труднодоступных мест на сложных проектах из нержавеющей стали. Смеси других газов, в том числе с гелием, кислородом и углекислым газом, часто используются для стабилизации дуги и улучшения качества сварного шва.
Какой метод сварки нержавеющей стали лучше всего?
Выбор правильного метода сварки нержавеющей стали действительно зависит от того, какие качества вы ищете.Если вам нужен более доступный сварной шов, то лучше всего подойдет точечная сварка. Но если материал, с которым мы работаем, тонкий, то лучшим выбором может быть сварка TIG или газовая вольфрамовая дуга.
В All-Type Welding and Fabrication, Inc. наша команда экспертов по сварке оценит материалы, возможности и стиль отделки, которые вы хотите использовать для каждого проекта, чтобы определить, какой метод сварки будет наиболее эффективным для данной задачи.
Благодаря обширным знаниям в области сварки и многолетнему опыту работы компания ATWF может выбрать и реализовать для вас лучший метод сварки нержавеющей стали.Свяжитесь с нами сегодня, чтобы получить расценки, узнать больше о нашем процессе и получить все ответы, которые вы ищете.
Плюсы, минусы и лучшие способы сварки нержавеющей стали
Нержавеющая сталь — популярный строительный материал, давно известный своей долговечностью и значительной устойчивостью к коррозии. Сварка с этим привлекательным металлом создает некоторые уникальные проблемы, которые необходимо учитывать, прежде чем начинать проект с нержавеющей сталью. Давайте подробнее рассмотрим плюсы и минусы работы с этим веществом и рассмотрим лучшие способы сварки нержавеющей стали.
Сварка с этим привлекательным металлом создает некоторые уникальные проблемы, которые необходимо учитывать, прежде чем начинать проект с нержавеющей сталью. Давайте подробнее рассмотрим плюсы и минусы работы с этим веществом и рассмотрим лучшие способы сварки нержавеющей стали.
Нержавеющая сталь — это сплав на основе железа, содержащий различные количества хрома, который является элементом, придающим нержавеющей стали репутацию стойкой к коррозии. Содержание хрома может варьироваться от 11% до 30%, причем каждый вариант имеет несколько разные химические свойства, влияющие на его работу.
Популярность нержавеющей стали продолжает расти, потому что это прочный материал, устойчивый ко многим типам жидкой, газовой и химической коррозии. Это вещество может потускнеть, и оно хорошо работает в различных областях применения.Фактически, поскольку многие марки нержавеющей стали могут выдерживать экстремальные высокие и низкие температуры, это популярный материал для трубной и нефтяной промышленности. Рестораны, крафтовые пивоварни и производители медицинского оборудования полагаются на его устойчивость к росту бактерий, что делает его безопасным выбором для приготовления пищи, медицинских нужд и для транспортировки агрессивных химикатов.
Рестораны, крафтовые пивоварни и производители медицинского оборудования полагаются на его устойчивость к росту бактерий, что делает его безопасным выбором для приготовления пищи, медицинских нужд и для транспортировки агрессивных химикатов.
С другой стороны, нержавеющая сталь — дорогой металл — в три-пять раз дороже мягкой стали. Когда дело доходит до сварки этого дорогостоящего материала, выбор может оказаться непростым по нескольким причинам.
Сложно ли сварка нержавеющей стали?
Нержавеющая сталь очень эффективно сохраняет тепло, что затрудняет сварку, особенно для начинающих сварщиков. При столкновении с чрезмерным нагревом при сварке нержавеющая сталь может деформироваться от высоких температур и даже деформироваться в процессе охлаждения. Он также может быть очень неумолимым с эстетической точки зрения, поскольку отображает все изъяны и царапины, которые остались позади. Точно так же, если вы когда-либо занимались сваркой на металлическом столе, вы должны принять меры предосторожности перед началом работы, потому что он очень легко царапается.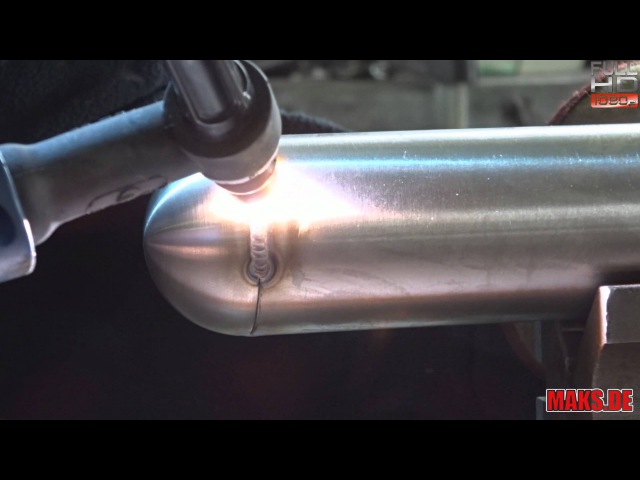 Все это говорит о том, что нержавеющая сталь не очень прощает ошибок, когда дело доходит до сокрытия ошибок, и имеет тенденцию отдавать предпочтение более опытным сварщикам.
Все это говорит о том, что нержавеющая сталь не очень прощает ошибок, когда дело доходит до сокрытия ошибок, и имеет тенденцию отдавать предпочтение более опытным сварщикам.
Какой вид сварки лучше всего подходит для нержавеющей стали?
Ответить непросто: все зависит от того, какого результата вы пытаетесь достичь. Нержавеющую сталь можно сваривать дуговой сваркой в защитном металлическом корпусе (MIG), дуговой сваркой вольфрамовым электродом (TIG) и электродной сваркой, и каждый из этих процессов дает несколько разные результаты. Чтобы найти лучший процесс сварки для вашего проекта, учитывайте следующие факторы: уровень квалификации сварщика, эстетику готовой детали, включая внешний вид валика, толщину металла, а также затраты и временные факторы проекта.Если мастерство имеет первостепенное значение, тогда тонкость сварки TIG может быть хорошим вариантом, но если скорость и эффективность являются приоритетом, тогда сварка MIG может быть лучшим процессом.
Можно ли сваривать нержавеющую сталь методом TIG?
СваркаTIG известна своей точностью, поэтому ее часто используют в проектах, требующих чистых, контролируемых сварных швов, особенно на менее щадящих материалах, таких как сплавы нержавеющей стали или алюминий. Хотя с его помощью получаются красивые сварные швы, это самый медленный процесс сварки, требующий опытного сварщика с превосходной техникой.Здесь также проще всего контролировать искажения.
СваркаMIG — лучший выбор для работ, которые не связаны с внешним видом или безупречной сваркой, но требуют, чтобы работа выполнялась эффективно и с минимальными затратами. При сварке MIG нержавеющей стали используется простое оборудование, которое легко транспортировать, поэтому его часто используют при проведении технического обслуживания и ремонта. Другие факторы, которые следует учитывать: стоимость и характеристики присадочного металла, сложность оборудования и уровень опыта сварщика.
Профессиональный совет по передовой практике
Один из способов предотвратить коробление при сварке нержавеющей стали — зажать кусок латуни или меди за швом сварного шва. Это будет служить охлаждающим механизмом или «радиатором», поглощая тепло и предотвращая прогорания. Это также может помочь вам непрерывно сварить весь шов.
Это будет служить охлаждающим механизмом или «радиатором», поглощая тепло и предотвращая прогорания. Это также может помочь вам непрерывно сварить весь шов.
Ржавеет ли сварная нержавеющая сталь?
В нормальных условиях нержавеющая сталь выдерживает все виды коррозии.Однако в экстремальных условиях нержавеющая сталь может ржаветь. Это происходит, когда слой оксида хрома — того самого элемента, который защищает нержавеющую сталь от ржавчины — разрушается или удаляется. Иногда это может произойти во время сварки, в процессе нагрева или охлаждения.
Даже при сварке TIG ржавчина может быть одной из самых серьезных проблем при сварке нержавеющей стали. Вот почему так важны очистка и подготовка нержавеющей стали перед началом работы. При правильно очищенной и подготовленной детали из нержавеющей стали оксид хрома внутри действует как защитное уплотнение от ржавчины во время процесса сварки.Это может помочь нержавеющей стали заживить от обесцвечивания и стойких следов.
Подготовка — это ключ к успеху
Имейте отдельный набор инструментов только для подготовки и очистки нержавеющей стали перед сваркой. Зачем? Потому что он чрезвычайно чувствителен к любому количеству углеродистой стали. Если на каком-либо из ваших инструментов есть остатки углеродистой стали, а затем они соприкоснутся с нержавеющей сталью, эти следы будут вкраплены и вызовут ржавчину вашего конечного продукта. Даже частицы пыли из углеродистой стали могут представлять угрозу коррозии нержавеющей стали, и их следует хранить в отдельных рабочих зонах.
Сварка нержавеющей сталью — задача, на которую стоит взяться
Сварка нержавеющей стали имеет свои преимущества и проблемы, но если вы учитываете эти ограничения в своем процессе, конечный результат того стоит. Совершенствуя свои сварочные навыки с помощью этого ценного и модного материала, вы сэкономите время и деньги. Что еще более важно, это может дать прекрасный профессиональный результат, который сделает ваши сварочные навыки более востребованными.
Hobart Brothers Performance Сварочные изделия
В идеале основные материалы, используемые при сварке, должны идеально совпадать по химическому и механическому составу.Тем не менее, компании в обрабатывающей, строительной и других отраслях промышленности могут иногда находить необходимым — как с точки зрения стоимости, так и условий эксплуатации — сваривать разнородные материалы. Сварка различных материалов, таких как нержавеющая сталь и углеродистая сталь, может быть гораздо более экономичным выбором, чем изготовление конструкции полностью из нержавеющей стали.
Сварка разнородных материалов обычна на некоторых объектах энергетики, таких как нефтехимические заводы, а также на многих предприятиях по добыче и переработке полезных ископаемых.Коррозионная стойкость, обеспечиваемая нержавеющей сталью, часто необходима оборудованию на этих объектах. Однако, если позволяют окружающие условия или условия эксплуатации, материал можно сваривать с менее дорогой углеродистой сталью. В этих применениях углеродистая сталь, которая включает мягкие и низколегированные сплавы, играет важную роль в сокращении затрат на строительство и эксплуатацию этих производственных предприятий.
В этих применениях углеродистая сталь, которая включает мягкие и низколегированные сплавы, играет важную роль в сокращении затрат на строительство и эксплуатацию этих производственных предприятий.
| Сварка различных материалов, таких как нержавеющая сталь и углеродистая сталь, может быть более экономичным выбором для и может повысить долговечность готовых компонентов . |
Как и при любой сварке, для достижения успеха при сварке разнородных сталей требуется тщательный выбор присадочных металлов и правильные процедуры сварки. Это справедливо независимо от того, какой процесс используется в сварочном приложении.
Обратите внимание, что тема соединения разнородных металлов охватывает огромное количество материалов и производственных процессов. Советы и предложения, предлагаемые в этой статье, относятся к ряду нержавеющей стали и углеродистой стали, включая обычно используемую комбинацию аустенитной нержавеющей стали 304L и мягкой стали, а также упоминания дуплексной и других марок нержавеющей стали. Сварщики, которые не уверены в правильности применения, должны всегда консультироваться с дистрибьютором сварки или производителем присадочного металла для получения конкретных рекомендаций по сварке и присадочному металлу.
Три фактора, о которых следует помнить
При сварке нержавеющей стали с углеродистой сталью очень важно уделять внимание химическому составу, механическим свойствам и коррозионной стойкости, чтобы избежать потенциальных проблем. Выбор подходящего присадочного металла по всем трем факторам может уменьшить опасения.
Например, при соединении нержавеющей стали 304L с низкоуглеродистой сталью чаще всего рекомендуется присадочный металл 309L.Во время процесса сварки сварной шов становится разбавленным некоторым количеством нержавеющей стали с одной стороны соединения и небольшим количеством мягкой стали с другой стороны, смешиваясь с материалом с каждой стороны сварного шва. Цель состоит в том, чтобы создать окончательный наплавленный слой, химический состав которого совместим с каждой стороной сварного шва. Использование присадочного металла 309L позволяет достичь этой цели при соединении нержавеющей стали 304L с низкоуглеродистой сталью.
Опять же, если есть сомнения относительно правильного выбора присадочного металла, не забудьте проконсультироваться с дистрибьютором сварочных работ или производителем присадочного металла, прежде чем пытаться выполнить сварной шов другого типа.
Также важно согласование механических свойств каждого типа материала. Достижение механического соответствия зависит от правильного химического состава, а также от отражения тепла, создаваемого процедурой сварки. Как правило, при сварке любого типа нержавеющей стали с углеродистой сталью присадочный металл должен соответствовать или немного превосходить механические свойства более слабого из двух материалов.
Наконец, при сварке нержавеющей стали и мягкой стали важно поддерживать коррозионную стойкость сварного соединения и ближайшего основного металла из нержавеющей стали.
Подвод тепла имеет значение
Для учета факторов химического состава, механических свойств и коррозионной стойкости важно соблюдать подходящую процедуру сварки, ограничивающую подвод тепла к сварному шву и основному материалу из нержавеющей стали. Ограничение тепловложения снижает разбавление сварочного налета частью сварного соединения из низкоуглеродистой стали. Это, в свою очередь, помогает поддерживать содержание сплава в наплавленном шве и его желаемую стойкость к коррозии.
Ограничение тепловложения снижает разбавление сварочного налета частью сварного соединения из низкоуглеродистой стали. Это, в свою очередь, помогает поддерживать содержание сплава в наплавленном шве и его желаемую стойкость к коррозии.
В случае некоторых нержавеющих сталей умеренное тепловложение также защищает коррозионную стойкость, предотвращая образование нежелательных фаз на стороне соединения из нержавеющей стали.Например, аустенитные нержавеющие стали серии 300 подвержены выделению карбидов, если они слишком долго выдерживаются в критическом температурном диапазоне от 800 до 1400 градусов по Фаренгейту. Сведение к минимуму времени в этом диапазоне — и выбор низкоуглеродистого основного металла и присадочного металла — может предотвратить возникновение этой проблемы. Использование стабилизированных марок присадочных металлов (например, ER321 или ER347) также может быть гарантировано и может служить дополнительной страховкой для предотвращения осаждения карбидов.
| Когда дело доходит до защиты материала от окисления , сварные швы между нержавеющей сталью и углеродистой сталью с корневыми соединениями ppen должны быть защищены от атмосферы на обратной стороне сварного шва (обратная продувка).  |
Другие марки нержавеющей стали могут образовывать нежелательные фазы, которые приводят к хрупкости или плохой коррозионной стойкости, если они выдерживаются слишком долго при высокой температуре. Сигма-фаза (хрупкая интерметаллическая фаза с высокой твердостью) может образовываться в некоторых марках нержавеющей стали при повышенных температурах и может серьезно ухудшить механические и коррозионные свойства. В дуплексных нержавеющих сталях, например, подвод тепла отвечает за баланс между ферритом и аустенитом в окончательной сварке и зоне термического влияния (HAZ).Правильный уровень подводимого тепла может помочь поддерживать желаемое количество каждой фазы в готовом сварном шве и в ЗТВ основного металла.
Подводные камни, которых следует избегать: коробление, растрескивание и окисление.
Нержавеющая сталь имеет высокий коэффициент теплового расширения — показатель, который относится к скорости расширения материала при изменении температуры. Короче говоря, нержавеющая сталь расширяется и сжимается больше при изменении температуры по сравнению с углеродистой сталью.
Короче говоря, нержавеющая сталь расширяется и сжимается больше при изменении температуры по сравнению с углеродистой сталью.
Нержавеющая сталь также имеет примерно половину теплопроводности, чем углеродистая сталь.Из-за недостаточной теплопроводности кусок горячей нержавеющей стали будет оставаться горячим намного дольше, потому что он не так быстро отводит тепло от источника. Поскольку углеродистая сталь имеет большую теплопроводность, тепло относительно быстро проходит по этой детали, отводя тепло от зоны сварки.
Различия в коэффициенте теплового расширения и теплопроводности могут вызвать определенные трудности при сварке разнородных материалов. Нержавеющая сталь, естественно, будет больше расширяться и сжиматься из-за сильного нагрева во время сварки.Напротив, углеродистая сталь (особенно низкоуглеродистая сталь) является хорошим проводником тепла и, следовательно, будет быстрее остывать и быстрее сжиматься по мере охлаждения соединения. Эти различия увеличивают нагрузку на соединение, создаваемую, поскольку обе стороны расширяются при нагревании и сжимаются при охлаждении. Это может вызвать коробление или смещение сварного шва из разнородного металла. Это также может вызвать растрескивание, если напряжения, создаваемые различиями в тепловом расширении и сжатии, превышают прочность любого материала.
Это может вызвать коробление или смещение сварного шва из разнородного металла. Это также может вызвать растрескивание, если напряжения, создаваемые различиями в тепловом расширении и сжатии, превышают прочность любого материала.
Чтобы решить эти две проблемы при сварке нержавеющей стали с углеродистой сталью, избегайте сильно зажатых соединений, которые создают высокие напряжения при нагревании и остывании.Если требуется жесткая конфигурация соединения, используйте умеренное тепловложение и некоторый предварительный нагрев, чтобы задержать охлаждение соединения после завершения сварки. Изоляция сварного шва после последнего прохода также замедлит охлаждение и поможет предотвратить растрескивание соединения из-за термических напряжений.
Загрязнение сварного шва и связанного с ним шва — серьезная проблема, которая часто вызывает «горячие» трещины. Загрязняющие вещества могут вступать в реакцию с углеродистой сталью или нержавеющей сталью с образованием мельчайших количеств сварочного материала с резко более низкими температурами плавления. Эти микроскопические участки загрязнителей с низкой температурой плавления замерзают в последнюю очередь по мере охлаждения сварного шва. В результате они могут стать трещинами по мере охлаждения и усадки металла шва. Эти горячие трещины легко увидеть, если проблема серьезная, но они также могут быть микротрещинами, невидимыми невооруженным глазом.
Эти микроскопические участки загрязнителей с низкой температурой плавления замерзают в последнюю очередь по мере охлаждения сварного шва. В результате они могут стать трещинами по мере охлаждения и усадки металла шва. Эти горячие трещины легко увидеть, если проблема серьезная, но они также могут быть микротрещинами, невидимыми невооруженным глазом.
Когда дело доходит до защиты материала от окисления, сварные швы из разнородных металлов следует обрабатывать так же, как сварные швы из нержавеющей стали. Открытые корневые швы должны быть защищены от атмосферы с обратной стороны сварного шва (обратная продувка).Практика обратной продувки, наиболее часто используемая при сварке TIG, помогает предотвратить загрязнение сварного шва из-за стыка. В противном случае сварное соединение и сторона сварного шва из нержавеющей стали могут быть повреждены окислением, которое является результатом реакции с кислородом и азотом в атмосфере. Окисление ухудшает коррозионную стойкость сварного шва и HAZ из нержавеющей стали. Чтобы этого не произошло, продуйте заднюю часть соединения инертным газом, например аргоном, или используйте одно из имеющихся в продаже покрытий, которые можно нанести на заднюю часть сварного соединения перед сваркой.
Чтобы этого не произошло, продуйте заднюю часть соединения инертным газом, например аргоном, или используйте одно из имеющихся в продаже покрытий, которые можно нанести на заднюю часть сварного соединения перед сваркой.
Подготовка к сварке нержавеющей стали и углеродистой стали
Надлежащая очистка и подготовка являются жизненно важными шагами для обеспечения успешной сварки разнородных материалов. Отшлифуйте окалину или покрытия минимум на 1/2 дюйма с каждой стороны стыка. Следуйте этой задаче, очистив область растворителем, например спиртом или ацетон. Эти шаги помогают избавиться от жира и масла, которые имеют тенденцию нести фосфор и серу, которые являются основными причинами горячего растрескивания.
Сварка разнородных металлов требует планирования
Сварка разнородных металлов может быть сложной задачей. Важно иметь как можно больше информации о характеристиках основных материалов и присадочного металла, чтобы сделать правильный выбор, позволяющий добиться успешных сварных швов. В случае сомнений проконсультируйтесь с проверенным дистрибьютором сварочного оборудования для получения совета по процессу. Это может помочь обеспечить долговечность и экономию средств, которые требуются при использовании как нержавеющей, так и углеродистой стали.
В случае сомнений проконсультируйтесь с проверенным дистрибьютором сварочного оборудования для получения совета по процессу. Это может помочь обеспечить долговечность и экономию средств, которые требуются при использовании как нержавеющей, так и углеродистой стали.
Как приваривать алюминий к стали
Можно ли сваривать алюминий со сталью?
Алюминий можно сваривать с большинством других металлов. относительно легко с помощью клеевого соединения или механического крепления. Однако в заказ на приваривать алюминий к стали , специальные техники требуются.
Когда металлы, такие как сталь, медь, магний или титан прямо дуги приварен к алюминию, очень начинают образовываться хрупкие интерметаллиды. Чтобы этого избежать, необходимо изолировать другой металл из расплавленного алюминия в процессе дуговой сварки.Вот вы узнаете о двух наиболее распространенных методах успешного выполнения этой задачи.
биметаллический
переходные вставки.
Создание биметаллической переходной вставки — это популярный метод, используемый при сварке алюминий к стали, и часто используется для изготовления сварных соединений отличное качество в конструкционных приложениях.
Эти вставки лучше всего описывать как секции из материала, состоящего из одной части алюминия с равной частью стали или нержавеющая сталь уже приклеена к алюминию.
Методы склеивания разнородных материалы и образуют биметаллический переход обычно прокатные, взрывные сварка, сварка трением, сварка оплавлением (или сварка горячим давлением) и дуговая сварка сварка.
Дуговая сварка этих стальных алюминиевых переходов вставки могут быть выполнены обычными методами, такими как GMAW или GTAW. Одна сторона Вставка приварена из стали к стали, а другая — из алюминия к алюминию.
Чтобы избежать перегрева пластин во время
При сварке рекомендуется сначала выполнить сварку алюминия с алюминием.Эта
также обеспечивает больший теплоотвод при сварке стали к стали.
Метод биметаллической переходной вставки обычно используется для:
- Соединение алюминиевых рубок и стальных палуб на кораблях
- Сварка алюминиевых труб со стальными или нержавеющими трубами листы на теплообменники
- Выполнение дуговой сварки алюминия и стали трубопроводы
Покройте
сталь перед сваркой.
Другой метод, который многие используют для успешной сварки алюминия со сталью , — это покрытие погружением, также обычно называется горячим алюминированием.Это просто означает, что ранее для сварки стали и алюминия сначала сталь покрывается алюминий.
После нанесения покрытия стальной элемент может быть дуговым. приваривается к алюминиевому элементу, если принять меры для предотвращения дуги ударяясь о сталь. Во время сварка, чтобы направить дугу на алюминиевый элемент и позволить расплавленному алюминий из сварочной ванны течет на сталь с алюминиевым покрытием.
Другой способ покрытия для сварки алюминия со сталью , называемый
пайка, включает покрытие стальной поверхности серебряным припоем, а затем сварку
их вместе с использованием алюминиевого присадочного сплава.
Обратите внимание, что ни одно из этих покрытий совместные методы обычно зависят от полной механической прочности и обычно используется только для герметизации.
Если вы хотите узнать больше о сварке алюминия со сталью или у вас есть вопрос, которого не было
ответил здесь, пожалуйста, свяжитесь с нами.
Как сваривать чугун
Предварительный нагрев перед сваркой
Все чугуны подвержены растрескиванию под напряжением, но этого можно избежать с помощью предварительного нагрева.Посмотрите видео, чтобы увидеть, как нагревают металл перед сваркой.
Техника сварки
Методы сварки следует выбирать в зависимости от их пригодности для свариваемого сплава чугуна. Наиболее распространенными процессами сварки являются сварка палкой, ацетиленовая сварка и пайка.
Ручная сварка
Ручная сварка, также известная как дуговая сварка в экранированном металле или MMA, использует плавящийся электрод, покрытый флюсом. В зависимости от области применения, требуемого соответствия цвета и объема обработки после сварки могут использоваться разные типы электродов.
В зависимости от области применения, требуемого соответствия цвета и объема обработки после сварки могут использоваться разные типы электродов.
Существует три основных типа присадок, которые хорошо подходят для сварки чугуном стержнем:
- Электроды с чугунным покрытием
- Электроды из медного сплава
- Электроды из никелевого сплава
Электроды из никелевого сплава являются наиболее популярными для сварки чугуна. По данным New Hampshire Materials Laboratory Inc., никель-железный шов прочнее с более низким коэффициентом теплового расширения, что снижает сварочные напряжения и повышает устойчивость к растрескиванию.
Электрическая дуга между электродом и зоной сварки плавит металлы и вызывает сплавление.Дуга должна быть направлена на сварочную ванну, а не на основной металл, так как это минимизирует разбавление. Рекомендуется использовать самую низкую настройку тока, одобренную производителем, чтобы минимизировать тепловую нагрузку. Перед сваркой чугунными или медными электродами предварительно нагрейте детали до температуры не менее 250 ° F. Никелевые электроды можно использовать без предварительного нагрева. Для сварки
Перед сваркой чугунными или медными электродами предварительно нагрейте детали до температуры не менее 250 ° F. Никелевые электроды можно использовать без предварительного нагрева. Для сварки
Кислородно-ацетиленовая сварка
При кислородно-ацетиленовой сварке также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает ацетиленовая горелка.Чугунные электроды и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Следует проявлять осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это вызывает потерю кремния и образование белого железа в сварном шве. Сварочный пруток следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы минимизировать температурные градиенты.
Сварка припоем
Сварка припоем — распространенный метод соединения чугунных деталей из-за минимального воздействия на сам основной металл.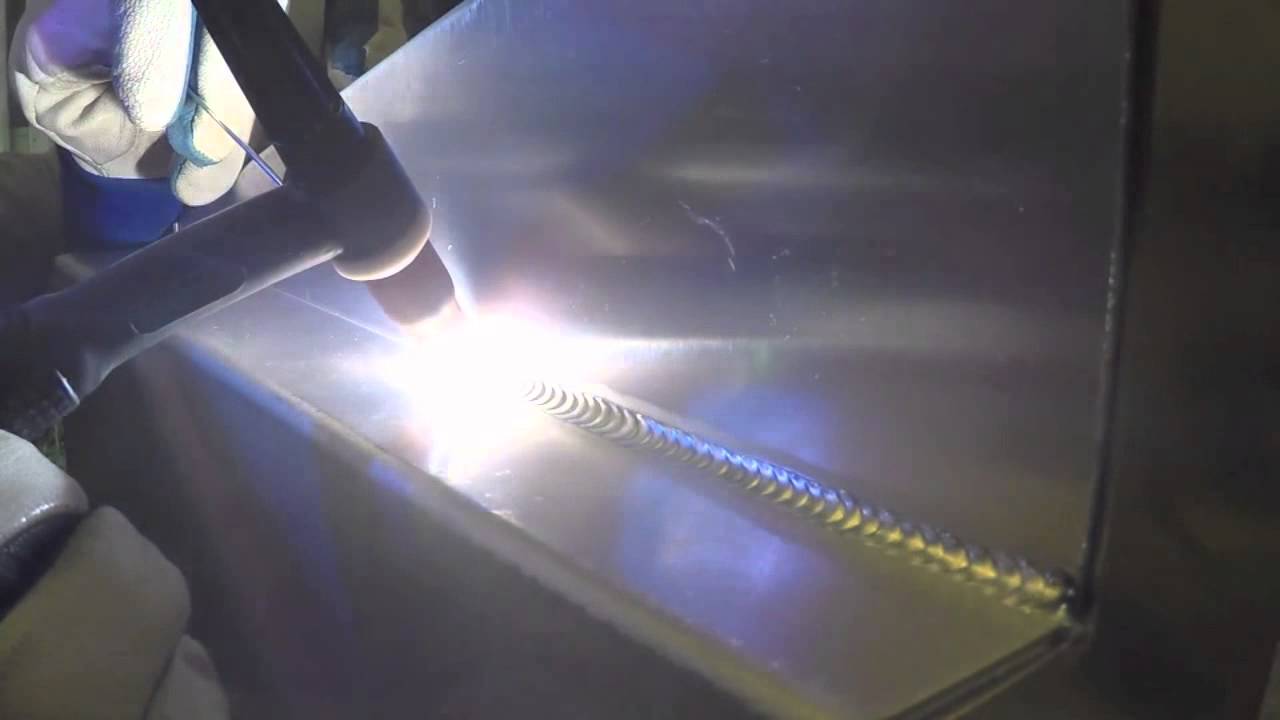 Сварочный пруток обеспечивает присадку, которая прилипает к поверхности чугуна. Из-за более низкой температуры плавления наполнителя по сравнению с чугуном, наполнитель не разбавляется чугуном, а прилипает к поверхности.
Сварочный пруток обеспечивает присадку, которая прилипает к поверхности чугуна. Из-за более низкой температуры плавления наполнителя по сравнению с чугуном, наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этой техники сварки, поскольку соединение зависит от качества присадки, смачивающей поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением. Это жидкость, которая способствует смачиванию, позволяя наполнителю течь по соединяемым металлическим деталям.Он также очищает детали от оксидов, чтобы наполнитель более плотно прилегал к металлическим деталям. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Следует тщательно выбирать методы сварки в зависимости от свариваемого сплава чугуна.Чистовая обработка
Растрескивание обычно возникает во время фазы термического сжатия — растягивающее напряжение нарастает по мере охлаждения и сжатия сварного шва. Если напряжение достигает критической точки, сварной шов трескается.
Если напряжение достигает критической точки, сварной шов трескается.
Вероятность растрескивания можно снизить, приложив сжимающее напряжение для противодействия растягивающему напряжению во время охлаждения.Сварщики используют метод, называемый упрочнением (умеренные удары ударным молотком) по деформируемому сварному шву, пока сварной шов еще мягкий. Упрочнение снижает риск растрескивания сварного шва и HZ, но его следует предпринимать только при работе с относительно пластичным металлом сварного шва.
Последний этап сварки — контроль охлаждения. В этом процессе используются изоляционные материалы, чтобы максимально замедлить охлаждение, или периодическое нагревание сварного шва для замедления процесса естественного охлаждения.
Сварка собственными силами
Если поручить сварку чугуна профессионалу, это может гарантировать качественный сварной шов, можно выполнить ремонт сварного шва на месте с тщательной подготовкой.Следуйте инструкциям по определению сплава, подготовке материала и выбору наиболее подходящей техники сварки.
Можно ли сваривать чугун? (Полное руководство)
Сваривать чугун можно, хотя это может быть проблематично из-за высокого содержания углерода. Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. Процесс сварки заставляет этот углерод мигрировать в металл шва и / или зону термического влияния, что приводит к повышенной хрупкости / твердости.Это, в свою очередь, может привести к растрескиванию после сварки.
Чугун состоит из разных материалов (обычно углерода, железа и стали) в разных пропорциях, поэтому сложно определить, насколько прочен металл, с которым вы работаете, и сколько тепла он может выдержать до образования трещин. Различные марки чугуна включают ковкий и ковкий чугун, но чаще всего используется серый чугун. Однако бывает трудно определить разницу между этими разными типами чугуна без подробного металлургического анализа.
Несмотря на это, чугун — прочный, износостойкий металл, который использовался веками.
Содержание
Щелкните по ссылкам ниже, чтобы перейти к разделу руководства:
Чугун, как и сталь, представляет собой сплав железа и углерода. Однако, если в чугуне содержание углерода составляет 2-4%, в стали требуется содержание углерода менее 2%. Именно это содержание углерода делает чугун более грубым, а также делает его более хрупким, чем сталь. Углерод также делает чугун плохим проводником, а это означает, что ему требуется больше времени для нагрева или охлаждения.
В то время как нержавеющая сталь содержит 1,2% углерода (а также хрома для предотвращения коррозии), углеродистая сталь содержит 2%, поэтому он находится на стыке стали и чугуна. Углеродистая сталь имеет матовую поверхность и намного тверже нержавеющей стали, но может подвергаться коррозии. Также он дороже чугуна.
Как упоминалось выше, сваривать чугун бывает сложно, но это возможно, если вы используете правильную технику сварки, чтобы избежать трещин при сварке. Это включает в себя осторожный нагрев и охлаждение, часто включая предварительный нагрев, правильный выбор сварочных стержней и медленное охлаждение металла.
Это включает в себя осторожный нагрев и охлаждение, часто включая предварительный нагрев, правильный выбор сварочных стержней и медленное охлаждение металла.
Большинство чугунов имеют критическую температуру 1450 ° F, при которой может произойти растрескивание. Хотя материал можно нагреть выше этой точки, важно не поддерживать это тепло слишком долго, поскольку углерод вызовет усадку и растрескивание металла. Чтобы избежать этого, важно либо дать материалу медленно остыть после сварки, либо он должен быть достаточно холодным, чтобы скорость охлаждения не имела значения.
Существует ряд основных шагов, которые можно предпринять, чтобы обеспечить эффективную сварку чугуна.К ним относятся:
- Определение сплава
- Очистка гипса
- Выбор правильной температуры предварительного нагрева
- Выбор правильной техники сварки
1. Определите сплав
Чугун растрескивается при нагревании или напряжении, а не при растяжении или деформации. Это можно улучшить, добавляя различные сплавы. Это означает, что полезно понимать, с каким типом сплава вы работаете:
Это можно улучшить, добавляя различные сплавы. Это означает, что полезно понимать, с каким типом сплава вы работаете:
Серый чугун
Это наиболее распространенный вид чугуна, который более пластичен и поддается сварке, чем белый чугун (см. Ниже).Углерод осаждается в виде чешуек графита во время производства в кристаллическую структуру феррита или перлита, что и дало этому сплаву название. Однако эти чешуйки графита могут попасть в сварочную ванну и вызвать охрупчивание.
Белый чугун
Белый чугун не выделяет углерод в виде графита, а вместо этого сохраняет его в виде карбида железа. Кристаллическая микроструктура цемента этой формы или чугуна очень твердая и хрупкая. Белый чугун обычно считается несварным.
Ковкий чугун с шаровидным графитом и ковкий чугун
Эти чугуны имеют сфероидальную углеродную микроструктуру в результате уникального производственного процесса, что делает их менее хрупкими и более простыми в сварке.
Самый простой способ определить, с каким типом утюга вы работаете, — это проверить исходную спецификацию. Однако спектрохимический анализ может сказать вам, с какой спецификацией вы работаете, а опытный металлург может использовать искровые испытания, чтобы определить, какой у вас сплав.
Однако спектрохимический анализ может сказать вам, с какой спецификацией вы работаете, а опытный металлург может использовать искровые испытания, чтобы определить, какой у вас сплав.
Есть и другие способы отличить сплавы; серое железо будет иметь серый цвет вдоль точки излома, в то время как белое железо будет иметь более белый цвет вдоль трещины из-за содержащегося в нем цементита. Однако, например, высокопрочный чугун также будет иметь более белый излом, но при этом его будет легче сваривать.
2. Очистка литья
Важно очистить сплав перед сваркой, удалив все поверхностные материалы, такие как краска, смазка и масло, уделяя особое внимание области сварного шва.Тщательный и медленный нагрев области сварного шва в течение короткого времени также удалит весь газ, скопившийся в зоне сварки основного материала.
Сварочный шов на поверхности материала будет пористым, и на нем будут видны все еще присутствующие примеси. Вы можете отшлифовать и повторить этот проход, чтобы продолжать проверять, пока пористость не исчезнет.
3. Выбор правильной температуры предварительного нагрева
Самым важным фактором предотвращения растрескивания под напряжением в чугуне является контроль нагрева. Это связано с тепловым расширением, поскольку при нагревании металл расширяется.Если весь объект нагревается и расширяется одновременно, никакого напряжения не возникает, однако напряжение может накапливаться, если тепло локализуется в небольшой зоне термического влияния (HAZ).
Локальный нагрев приводит к ограниченному расширению, поскольку ЗТВ удерживается окружающим более холодным металлом. Температурная разница между этими температурами определит результирующее напряжение. Пластичные металлы, такие как сталь, могут снимать напряжение за счет растяжения, но, поскольку чугуны имеют низкую пластичность, они вместо этого склонны к растрескиванию.Предварительный нагрев уменьшает температурный градиент между ЗТВ и окружающей отливкой, сводя к минимуму растягивающее напряжение, вызванное сваркой. Процедуры сварки при более высоких температурах требуют более высоких температур предварительного нагрева.
Предварительный нагрев чугуна перед сваркой снижает скорость охлаждения сварного шва и окружающей области. По возможности нагрейте отливку целиком. Температуры предварительного нагрева обычно находятся в диапазоне 500-1200 ° F, но важно не нагревать выше 1400 ° F, поскольку это критический диапазон температур.Любой предварительный нагрев должен выполняться медленно и равномерно.
Если предварительный нагрев с достаточной температурой невозможен, лучшей альтернативой является использование низкотемпературного процесса сварки вместе со сварочными стержнями или проволокой с низкой температурой плавления.
4. Выбор правильной техники сварки
Чугун можно сваривать с предварительным нагревом или без него, но это решение определит наилучшую технику сварки. Как упомянуто выше, обычно предпочтительно использовать предварительный нагрев для сварки чугуна. Если это невозможно, важно, чтобы металл оставался прохладным, но после того, как вы решите, подогревать или нет, вам следует придерживаться этого метода.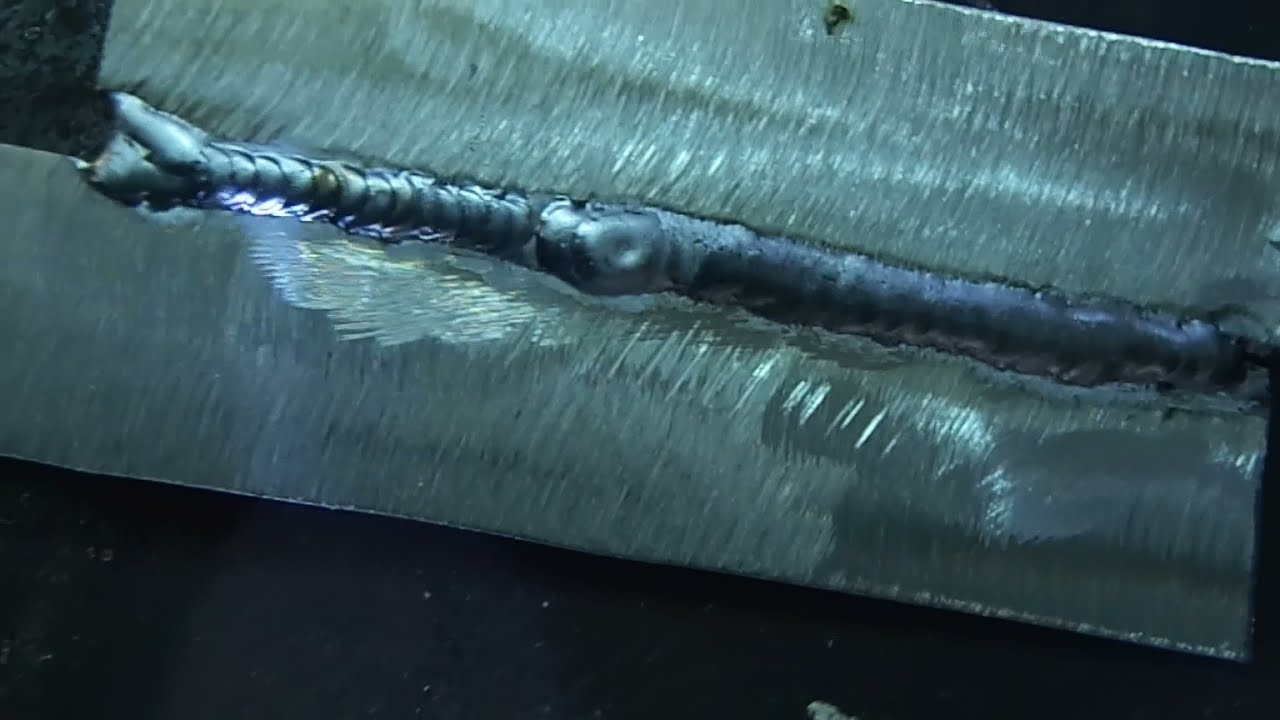
Сварные швы с предварительным подогревом
При использовании предварительного нагрева следует использовать метод с низким током, чтобы минимизировать остаточное напряжение и примеси. Также может потребоваться сваривать за раз только небольшие участки длиной около 1 дюйма, чтобы предотвратить нарастание напряжения. Упрочнение сварных швов, например, с помощью ударно-ударного молотка, также может помочь в снижении напряжений.
После завершения сварки дайте детали медленно остыть. Вы можете помочь в этом, завернув отливку в изолирующее одеяло или закопав ее в сухой песок, снизив скорость охлаждения и уменьшив вероятность растрескивания.
Сварные швы без предварительного подогрева
Если вы не можете предварительно нагреть чугун, вы должны держать деталь в прохладном (не холодном) состоянии во время сварки. Увеличьте температуру отливки до 100 ° F, но никогда не повышайте температуру, при которой вы не можете положить на нее руку, так как это будет слишком жарко.
Делайте сварные швы короткими (около 1 дюйма в длину) и используйте упрочнение после сварки. Дайте гипсу остыть естественным путем, а не используйте сжатый воздух или воду, и заполните все кратеры. Также рекомендуется попробовать укладывать бусинки в одном направлении и следить за тем, чтобы концы параллельных бусинок не совпадали.
Существует несколько типов сварочного процесса, которые можно использовать для чугуна, в том числе дуговая или электродная сварка, сварка MIG, сварка TIG, кислородно-ацетиленовая сварка и сварка твердым припоем. У каждого есть свои преимущества и недостатки при сварке чугуна.
1. Дуговая / электродная сварка
Этот тип сварки, также известный как дуговая сварка в защитном металлическом корпусе (SMAW), ручная дуговая сварка металлическим электродом (MMA или MMAW) и дуговая сварка в среде защитного флюса, обычно считается лучшим общим процессом для сварки чугуна — при условии, что сварочные стержни.Выбор электрода будет зависеть от области применения, требуемого цветового соответствия и объема послесварочной обработки.
Три основных типа присадок для сварных швов электродов из чугуна: электроды из никелевого сплава, электроды из медного сплава и электроды с покрытием из чугуна. Чаще всего используются электроды из никелевого сплава, обеспечивающие более прочный сварной шов с более низким коэффициентом теплового расширения, тем самым снижая сварочное напряжение и улучшая сопротивление растрескиванию. Никелевые электроды также можно использовать без предварительного нагрева.При использовании медных или чугунных электродов заготовку следует предварительно нагреть до 250 ° F.
Во всех случаях электрическая дуга должна быть направлена на сварочную ванну, а не на основной металл. Это сведет к минимуму разбавление по мере плавления и плавления металлов. Также рекомендуется использовать минимально возможную разрешенную настройку тока, чтобы минимизировать тепловую нагрузку, и выполнять сварку с рукоятью в вертикальном положении.
Этот метод также можно использовать для сварки чугуна со сталью, так как сталь подойдет для всего, что подходит для чугуна.
Узнайте больше о дуговой сварке
2. Сварка МИГ
Хотя дуговая или электродная сварка предпочтительнее, чем сварка чугуна методом MIG, все же можно использовать MIG.
В идеале сварка MIG должна выполняться никелевой проволокой, хотя можно также использовать менее дорогую стальную проволоку. Смесь 80% аргона и 20% углекислого газа подойдет для большинства применений, хотя в конечном итоге это вызовет ржавчину сварного шва.
Наконец, хотя можно использовать припойную проволоку, ее не рекомендуется использовать для металлов, которые будут испытывать нагрузку или удар, так как это создает слабый сварной шов.
Узнайте больше о сварке MIG
3. Сварка TIG
Сварка TIG может обеспечить прочный и чистый сварной шов на чугуне, хотя никелевая проволока является единственным реальным вариантом для этого метода, что делает его дорогостоящим. При правильном выборе газа, проволоки и настроек можно пропустить этапы предварительного и последующего нагрева, а также холодную сварку. Как и при любой сварке TIG, качество готового шва во многом определяется навыками сварщика.
Как и при любой сварке TIG, качество готового шва во многом определяется навыками сварщика.
Узнайте больше о сварке TIG
4.Кислородно-ацетиленовая сварка
Как и при дуговой сварке, в кислородно-ацетиленовой сварке используется электрод, но вместо дуги, генерируемой электрическим током, в этом процессе в качестве энергии сварки используется кислородно-ацетиленовая горелка. При сварке чугуна этим методом можно использовать медно-цинковые или железные электроды.
Важно не допускать окисления чугуна во время сварки, так как это приведет к потере кремния и образованию белого чугуна в сварном шве. Как и при дуговой сварке, стержень следует оплавлять непосредственно в сварочную ванну, чтобы минимизировать температурные градиенты.
Поскольку газовая сварка выполняется медленнее и имеет более низкую температуру пламени, чем при дуговой сварке, этот процесс обычно позволяет избежать проблемы миграции углерода. Однако такой низкий нагрев может затруднить сварку крупных компонентов, и это также медленный процесс.
Подробнее о кислородно-ацетиленовой сварке
5. Сварка припоем
Сварка припоем может использоваться для сварки чугунных деталей, поскольку она оказывает минимальное воздействие на сам основной металл. И снова для этого процесса используется присадочный пруток, за исключением того, что он прилипает к поверхности чугуна, а не растворяется в сварочной ванне из-за более низкой точки плавления присадки.
Как и в случае с другими методами, при сварке пайкой важна очистка поверхности. Флюс можно использовать для предотвращения образования оксидов, способствуя смачиванию, очищая поверхность и позволяя наполнителю течь по основному металлу.
Также возможна пайкаTIG с использованием более низкой силы тока для нагрева заготовки, избегая плавления чугуна. Кожух горелки для газа аргона защищает зону пайки, что означает, что нет необходимости использовать флюс, как с кислородным топливом.
Узнайте больше о сварке припоем
Как упоминалось выше, выбор сварочного стержня важен для сварки чугуна, хотя большинство экспертов советуют использовать никелевые стержни.
содержат специальный флюс с высоким содержанием графита для минимизации миграции углерода в металл шва и зону термического влияния. Два типа никелевых прутков:
1. 99% никелевые стержни
Эти электроды дороже других вариантов, но также обеспечивают наилучшие результаты. Прутки с содержанием 99% никеля позволяют получить сварные швы, которые поддаются механической обработке, и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, податливый наплавленный металл.
2.55% никелевые стержни
Менее дорогие, чем стержни на 99%, они также поддаются механической обработке и часто используются для ремонта толстых секций. Более низкий коэффициент расширения означает, что они образуют меньше трещин на линии плавления, чем стержень на 99%. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые стержни:
3. Стальные стержни
Стальные стержни Стальные стержни
Стальные стержни — самый дешевый вариант из трех и лучше всего подходят для простого ремонта и заполнения.Стальные электроды дают твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются обработке. Однако, несмотря на эти недостатки, стальные стержни могут выдерживать не полностью чистые отливки и более удобны для использования в дуговых процессах.
Сварные швы чугуна можно обработать путем приложения сжимающих напряжений (упрочнение) и послесварочного нагрева.
Ковка
Когда сварной шов охлаждается и сжимается, возникает растягивающее напряжение, приводящее к трещинам сварного шва, если они достигают критической точки.Вероятность растрескивания можно снизить за счет приложения сжимающего напряжения, которое противостоит растягивающему напряжению, связанному с охлаждением. Напряжение сжатия прикладывается путем упрочнения (с использованием молотка для ударной обработки с нанесением умеренных ударов), которое деформирует сварной шов, пока он остается мягким. Однако упрочнение следует использовать только для относительно пластичного металла шва.
Однако упрочнение следует использовать только для относительно пластичного металла шва.
Нагревание после сварки
Слишком быстрое охлаждение чугуна может привести к его напряжению и растрескиванию. Процесс охлаждения можно замедлить, используя изоляционные материалы или периодическое нагревание.Некоторые методы включают в себя помещение заготовки в изолирующее одеяло, помещение ее в сухой песок или даже помещение ее над дровяной печью, позволяя металлу остыть по мере затухания огня.
При сварке чугуна следует учитывать некоторые дополнительные факторы:
Герметизация трещин
Крошечные трещины имеют тенденцию появляться рядом даже при соблюдении надлежащей процедуры сварки чугуна. Если вам требуется водонепроницаемая отливка, вы можете устранить утечку с помощью герметика, который предотвратит ржавление при эксплуатации.
Ремонт методом шпильки
Устранение серьезных трещин в крупных отливках может быть достигнуто путем просверливания и нарезания резьбы отверстий на поверхностях, которые были скошены для приема ремонтируемого металла шва. Вкрутите стальные шпильки в резьбовые отверстия, убедившись, что от 3/16 дюйма (5 мм) до ¼ дюйма (6 мм) шпильки находятся над поверхностью. Медленно и осторожно приварите шпильки на место и покройте всю поверхность разрыва хорошим наплавленным слоем. Этот осадок позволит соединить две стороны трещины вместе.Этот метод также может повысить прочность сварных швов чугуна.
Вкрутите стальные шпильки в резьбовые отверстия, убедившись, что от 3/16 дюйма (5 мм) до ¼ дюйма (6 мм) шпильки находятся над поверхностью. Медленно и осторожно приварите шпильки на место и покройте всю поверхность разрыва хорошим наплавленным слоем. Этот осадок позволит соединить две стороны трещины вместе.Этот метод также может повысить прочность сварных швов чугуна.
Сваривать чугун можно, но при этом необходимо соблюдать правильную технику и осторожность, чтобы не допустить растрескивания. Большинство методов сварки требуют очистки поверхности материала, и для чугуна требуется предварительный и послесварочный нагрев, а также тщательное охлаждение.
TWI обладает многолетним опытом во всех аспектах сварки и соединения, включая работу с литой сталью. Пожалуйста, свяжитесь с нами ниже, если у вас есть какие-либо вопросы и вы чувствуете, что мы могли бы помочь вам с вашим проектом.
Связанные часто задаваемые вопросы (FAQ)
.