Электроды для сварки арматуры.
- Марки электродов
Есть арматура и вы не знаете какими электродами заварить. Ну тут все просто. Если у вас обычный сварочный аппарат или инверторный то варим смело электродами «mp» или «АНО-21». Это обычные Электроды для сварки их можно купить в любом строительном магазине. Теперь поговорим о диаметре. Если толщина арматуры свыше 14мм то варим четверочкой (электроды диаметром 4мм). Если толщина меньше, то желательно воспользоваться диаметром электрода в 3мм.
Естественно ток подбираем. Кстати по опыту могу сказать что 50% качество шва зависит от подбора тока. Так что это очень важная часть. По крайней мере я сталкивался только с обычной арматурой и про другие виды сказать не могу. Для меня арматура она и в Африке арматура. Подготовка перед высокой. Что нужно знать. Для соединения стык в стык для больших диаметров нужно снять кромки под 45градусов по кругу.
Если на арматуру не будет сильной нагрузки то не обязательно это делать но желательно ведь всякое бывает. Для меньших диаметров считаю бессмысленно делать скосы. И так будет держать. Все зависит от качества сварки. Чем еще сварить арматуру. Можно полуавтоматом можно инвертором, можно аппаратом трансформаторного типа(старые российские большие аппараты постоянного тока). Если вы не нашли нужной информации прошу вас написать об этом и мы постараемся выложить актуальную и нужную для вас информацию. Воспользуйтесь страницей контакты.
Какими электродами варить арматуру для фундамента.
Перед тем как сделать арматурную сетку для фундамента нужно ее подобрать. Сейчас я опишу на примере какими электродами варили ее и укажу все размеры. И так планируется строить дом 10 на 8. Всего армированных сеток на фото 48 (3 по 16 ) штук и они расчитаны на три дома.
Высота фундамента будет 1 метр 10 сантиметров. Ширина одной из сторон 10 метров. Длина арматур 5 метров длинные, и 1.10 короткие( поперечные). Все заготовили приступаем к сварке.
Ширина одной из сторон 10 метров. Длина арматур 5 метров длинные, и 1.10 короткие( поперечные). Все заготовили приступаем к сварке.
Делаем один шаблон из двенадцатой арматуру. Между ячейками 30 и 40 сантиметров. Электроды я использовал мр-3с от лэз. Хотя рекомендуется использовать Электроды для низкоуглеродистых сталей, и при сварке кстати в фундаменте должен быть только определенный процент.
Положили заварили ничего вроде сложного, а когда начинаешь варить начинает прилипать Электрод и дуга зажигается не очень хорошо, поэтому я рекомендую прибавить тока чуть больше. Сами сетки будут укладывать по пять метров и связывать между собой на расстоянии примерно 20 сантиметров.
Нарезаются эта жеарматура по 20 сантиметров куски с соеденеются две больших сетки.Связывают проволкой с помощью специального крючка. Кто занимается этим профессионально называется вязальщиком , в основном они работают на монолитных домах.
Электроды Kjellberg Graf
Электроды ок 53.70
Плохо зажигается дуга электрода
Способы сварки арматуры — ванная, электрошлаковая сварка
Содержание:
Сварка арматуры. Несколько способовВо время сварки арматуры даже специалисты нередко сталкиваются со всевозможными трудностями. Сварку арматуры сложно выполнять из-за наличия у нее необычной формы, выступов и большого сечения.
Все это существенно усложняет процесс соединения изделий. Существует несколько способов сварки арматуры.
Электродуговая сварка
Этот вид сварки считается наиболее простым. Для его осуществления применяются покрытые электроды. Благодаря электродуговой сварке есть возможность работать в разном положении и выполнять различные типы соединения.
Стоимость подобных работ невысокая. В большинстве случаев электродуговая сварка арматуры применяется в мастерских, на стройке, а также во время ремонта станков и всевозможной техники промышленного типа. В данном варианте нет потребности в дорогом оборудовании.
В данном варианте нет потребности в дорогом оборудовании.
Однако минус этой сварки в том, что только у опытного сварщика удастся получить сварной шов хорошего качества. Такой способ сварки подходит для соединения арматуры с диаметром не более 20 мм.
В этом варианте используются самые простые модели инверторов. Наиболее подходящими считаются инверторы: ПТК Мастер ARC 180 D18, ТОР Торус-200Д Классик, Сварог PRO ARC 180 (Z208S) и так далее.
Ванная сварка арматуры
При использовании этого способа арматура соединяется при помощи электрода. При этом два торца его расположены в полукруглой форме. Между краями изделия оставляется зазор от 10 до 20 мм, чтобы в него затекал жидкий металл. Дополнительно по 3 мм отступить нужно и по бокам внутри самой формы. Таким образом, удаётся получить максимально качественное соединение, поскольку металл затекает с каждой из сторон.
Бывает стальная формочка, которая присоединяется при помощи сварки к арматуре. Также есть медная многоразовая формочка. Этот метод используется для сварки арматуры встык, диаметром 20-100 мм. Сделанный таким способом шов с легкостью переносит динамические и вибрации нагрузки. Сварка арматуры встык используется нередко при строительстве каркасно-монолитных строений.
Этот метод используется для сварки арматуры встык, диаметром 20-100 мм. Сделанный таким способом шов с легкостью переносит динамические и вибрации нагрузки. Сварка арматуры встык используется нередко при строительстве каркасно-монолитных строений.
Для выполнения сварки этим способом нужны стальные либо медные накладки. Второй вариант стоит дороже, так как является многоразовым. Понадобится аппарат с большей мощностью, ведь потребуется проплавить металл толщиной 20-100 мм. Подойдут для этих целей такие сварочные инверторы: ПТК Rilon MMA 315 G, Foxweld BД-306И, BRIMA ARC 400-1.
Электрошлаковая сварка
Этот метод сварки похож на ранее описанный. Только в этом случае производится засыпка формочки флюсом. Вначале поджигается электрод и выжидается некоторое время, чтобы на дне ванночки образовалась лужица жидкого металла. Потом стержень опускается во флюс полностью. При этом под воздействием температуры плавятся гранулы, в результате выделяется дополнительный газ. Он служит хорошей защитой для жидкого металла от включения внешних газов.
Электрошлаковый метод сварки арматуры используется во время сборки больших каркасов. Таким образом, допускается выполнять, как горизонтальные, так и вертикальные соединения.
Чтобы соединить изделия с использованием данного способа, необходимо приобрести соответствующее оборудование, например: Форсаж-315М, Сварог ARC 630 (j21), ПТК Rilon MMA 400 G. Исходя из того, какой метод сварки арматуры был выбран, подбирается и инвертор с подходящими характеристиками.
Ваше руководство по запеканию и хранению сварочных электродов
Мне кажется, что это одна из тех тем, которые часто упускают из виду новички в сварке. Приступая к сварке, нужно многому научиться, и среди всей другой информации люди часто упускают из виду , как правильно хранить свои электроды . Если вы не будете соблюдать меры предосторожности при хранении стержней, это может привести к некачественным сварным швам, и вы можете даже не понять, в чем причина. Давайте рассмотрим основы правильного хранения сварочных электродов.
Если вы научитесь правильно хранить электроды, это поможет сэкономить деньги. Это может значительно увеличить срок службы и качество электрода в долгосрочной перспективе. Вы всегда должны получать только то количество электродов, которое вам нужно, особенно если у вас нет электродной печи для хранения большего количества. Если вы начнете свой сварочный путь с обращения с электродами, это может сделать вашу жизнь намного проще.
ПОЧЕМУ НУЖНО ПРАВИЛЬНО ХРАНИТЬ ЭЛЕКТРОДЫ?
Contents
Прежде чем мы продолжим разговор о том, как правильно хранить удочки, важно знать, почему мы должны соблюдать осторожность при их хранении. Прямой ответ — обеспечить надлежащий окончательный сварной шов.
Большинство электродов должны храниться в сухом месте , и при контакте с водой или влагой они не обеспечивают такого же качества сварки, как в сухом состоянии. Они могут привести к растрескиванию сварного шва и пористости, а также повлиять на другие факторы, такие как характеристики дуги.
Стержни с низким содержанием водорода, такие как 7018, особенно восприимчивы к влаге и влажности и могут привести к довольно неприятным последствиям, таким как водородное растрескивание, поверхностное растрескивание, поверхностная пористость и шероховатость поверхности сварного шва. Эти проблемы усугубляются при работе с более твердыми металлами, поскольку они изначально более хрупкие, а чрезмерная влага в сварочных стержнях может усугубить эту проблему, а также привести к пористости или растрескиванию под поверхностью.
Посмотрите видео ниже, чтобы увидеть, как вода влияет на 7018 стержни. Мне очень понравилось видео, и я думаю, что нам всем есть чему поучиться.
КАК СЛЕДУЕТ ХРАНИТЬ СВАРОЧНЫЕ ЭЛЕКТРОДЫ
Следует помнить, что все сварочные электроды должны храниться надлежащим образом в сухом месте и защищены от воздействия окружающей среды. Это основной фактор, который является общим для всех различных электродов. Но вы также должны знать, что потребности в хранении могут сильно различаться между разными электродами . Некоторые из них можно хранить при комнатной температуре в сухом боксе, а некоторые — только при определенной температуре.
Это основной фактор, который является общим для всех различных электродов. Но вы также должны знать, что потребности в хранении могут сильно различаться между разными электродами . Некоторые из них можно хранить при комнатной температуре в сухом боксе, а некоторые — только при определенной температуре.
На исправность электрода влияют два основных фактора: влажность и температура. Как я уже говорил, большинство электродов необходимо беречь от влаги любого рода. Во многих случаях более низкие температуры могут привести к более высокому содержанию влаги в воздухе . Обычно стержни, которые наиболее восприимчивы к влаге, имеют самые высокие температуры хранения, чтобы агрессивно удерживать влагу от стержней.
УСЛОВИЯ ХРАНЕНИЯ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОДОВ
Как я уже говорил, не все электроды имеют одинаковые условия хранения, как правило, электроды с покрытием с низким содержанием водорода гораздо более чувствительны к влаге и температуре.
ОБРАТИТЕ ВНИМАНИЕ НА ЦИФРЫ НА ЭЛЕКТРОДЕ
На всякий случай вы не знали об этом, но номера электрода несут много информации . Например, первые две цифры представляют собой предел прочности на разрыв окончательного сварного шва. аналогично, последняя цифра, среди прочего, передает составляющую потока. Если вы знаете, какое число представляет собой покрытие электрода, вы можете определить требования к хранению и повторной сушке этого электрода.
Некоторые электроды имеют букву «R» в качестве суффикса , обычно стержни с низким содержанием водорода, что означает, что они имеют покрытие, уменьшающее количество воды, поглощаемой или впитываемой электродом. Некоторые производители утверждают, что электроды с таким покрытием можно оставлять на улице до 9 часов. Но на всякий случай, даже если электроды имеют такое покрытие, после использования их следует сразу положить на хранение для защиты от влаги.
Электроды в диапазоне от E-XX10-13 можно хранить при комнатной температуре в герметичном контейнере , чтобы защитить их от загрязнения окружающей среды, такого как дым и другие загрязняющие вещества. Эти стержни легче всего хранить, и вам не требуется никакого специального оборудования при обращении с ними. это также одна из причин, почему они подходят для начинающих. С другой стороны, некоторые из 60-стержневых стержней могут даже нуждаться в небольшом количестве влаги перед сваркой. Например, стержень 6011 нуждается в небольшом увлажнении перед сваркой, чтобы предотвратить его хрупкость из-за целлюлозного флюса.
Эти стержни легче всего хранить, и вам не требуется никакого специального оборудования при обращении с ними. это также одна из причин, почему они подходят для начинающих. С другой стороны, некоторые из 60-стержневых стержней могут даже нуждаться в небольшом количестве влаги перед сваркой. Например, стержень 6011 нуждается в небольшом увлажнении перед сваркой, чтобы предотвратить его хрупкость из-за целлюлозного флюса.
Е-ХХ14, ХХ20, ХХ24, ХХ27; необходимо хранить от 150 до 200 F . в то время как электроды, такие как E-XX15, XX16 и XX18 , необходимо хранить при температуре около 250-400F с небольшими изменениями условий восстановления. Большинство этих электродов представляют собой покрытие с низким содержанием водорода, что влечет за собой гораздо более высокий порог хранения.
Например, электрод 7018 известен своей низкой устойчивостью к влаге и является одной из причин, по которой его не рекомендуют новичкам. Они содержат низководородные блоки и быстро теряют целостность в течение 8-9часов при воздействии влаги.
Они содержат низководородные блоки и быстро теряют целостность в течение 8-9часов при воздействии влаги.
ВАРИАНТЫ ХРАНЕНИЯ (ДЛЯ ЛЮБИТЕЛЕЙ И ПРОФЕССИОНАЛОВ)
Когда дело доходит до хранения электродов, ваши потребности и желания могут отличаться. Например, , если вы профессиональный сварщик, вам нужно будет хранить свои электроды при точной температуре и влажности , и у вас может быть даже больше типов электродов, о которых нужно заботиться. С другой стороны, если вы просто любитель, у вас может быть только пара типов удилищ, что не оправдывает траты больших денег на варианты хранения.
Хорошей новостью является то, что если у вас ограниченное количество стержней или ваши потребности невелики, вам не нужно идти и тратить много денег на духовку, есть вещи на любой вкус.
ПРОФЕССИОНАЛЫ
Если вы профессионал, скорее всего, у вас уже есть нужная вам духовка, в любом случае я рассмотрю некоторые варианты, если вам интересно. Начнем с того, что даже если вы немного серьезно относитесь к сварке, электродная печь может стать хорошей инвестицией . Они бывают разных размеров и сложности.
Они бывают разных размеров и сложности.
На самом высоком уровне находятся сварочные печи под флюсом , которые считаются лучшими среди складских помещений. Как правило, они являются современными и могут считаться лучшими для ваших сварочных электродов. Их обычно предпочитают предприятия и профессиональные мастерские, и они предназначены для хранения большого количества электродов; может понадобиться более чем одному человеку. Хотя их цена сильно варьируется, их можно найти от 1500 до 10 000 долларов.
Для независимых профессионалов Настольные электродные печи будут лучшим выбором . Они намного меньше и дешевле, чем печи для сварки флюса, но при этом обеспечивают такой же уровень контроля температуры и влажности. Они не такие большие, а некоторые из них размером с мини-холодильник , достаточно большие, чтобы вместить средний уровень запасов. Их можно купить примерно за 1000 долларов.
ДЛЯ ЛЮБИТЕЛЕЙ
Варианты для любителей и случайных сварщиков чрезвычайно широки в зависимости от вашего бюджета, необходимого размера хранилища и сложности. Есть некоторые самодельные варианты хранения тоже есть, о чем я расскажу позже.
Есть некоторые самодельные варианты хранения тоже есть, о чем я расскажу позже.
Начнем с того, что если вы уже какое-то время занимаетесь сваркой и ваши потребности в электродах возрастают, покупка портативной электродной печи может оказаться неплохой идеей. Они могут предложить профессиональный уровень требований к хранению для небольшого количества электродов, и лучше всего то, что они портативны, поэтому их можно легко носить с собой. Вы можете найти переносные духовки по цене от 100 до 2000 долларов. Вы можете легко контролировать настройки влажности и температуры на них.
Этот от Amazon должен отлично работать, просто чтобы дать вам представление.
С другой стороны, существуют контейнеры для хранения, которые могут быть идеальными, если вы не используете электроды, которые требуют чрезмерного контроля при их хранении. Эти сухие коробки хорошо защищают от влаги и могут быть идеальными, если вы имеете дело с удилищами, не чувствительными к температуре, такими как E-XX10-13. Некоторые контейнеры можно хранить в шкафах с температурой выше 250F, если вы имеете дело с небольшим количеством термочувствительных стержней.
Некоторые контейнеры можно хранить в шкафах с температурой выше 250F, если вы имеете дело с небольшим количеством термочувствительных стержней.
МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ ХРАНЕНИИ
Первое, что вы должны помнить при обращении с электродными печами , это не оставлять дверцу открытой на длительное время . Чем дольше ваша дверь открыта, тем более восприимчивы ваши стержни к влаге и внешним загрязнениям.
Еще одна вещь, о которой следует помнить, это хранить электроды в вертикальном положении и в один ряд, чтобы избежать их столкновения друг с другом , что может привести к образованию трещин, потертостей и изгибов. Это особенно важно, если вы используете переносные духовки или сухие ящики для хранения, как показано выше.
МИФЫ О ХРАНЕНИИ ЭЛЕКТРОДОВ ДОМА
На протяжении многих лет существовало множество так называемых «домашних методов» хранения или подогрева электродов. Некоторые из них были разоблачены как совершенно неправильные , хотя некоторые люди все еще верят в них. Многие из этих методов получили распространение за последние 30 лет, но постепенно развенчивались из-за доступности информации. Давайте рассмотрим некоторые из этих методов.
Многие из этих методов получили распространение за последние 30 лет, но постепенно развенчивались из-за доступности информации. Давайте рассмотрим некоторые из этих методов.
- Первое, что приходит на ум — техника холодильника и лампочки . Долгое время считалось, что если взять старый холодильник и вставить в него лампочку на 100–150 Вт, то он может стать вполне приличным контейнером для сварочных электродов. В действительности все обстоит совсем наоборот, хотя холодильник изолирован, установка в нем лампочки не будет генерировать достаточно тепла для успешного хранения электродов. Даже если будет достаточно жарко, выделяемое тепло не будет равномерно распределяться в холодильнике, что приведет к повреждению некоторых электродов влажностью.
- Второй метод, который приходит на ум, это бытовая духовка , которую до сих пор пытаются использовать многие люди. Для вас может быть логично хранить электроды в духовке, она хорошо изолирована и может обеспечить равномерный нагрев.
 Но если задуматься на секунду, большинство бытовых печей не могут нагреваться так, как требуется некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
Но если задуматься на секунду, большинство бытовых печей не могут нагреваться так, как требуется некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
 Но если задуматься на секунду, большинство бытовых печей не могут нагреваться так, как требуется некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
Но если задуматься на секунду, большинство бытовых печей не могут нагреваться так, как требуется некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.- Другим методом является хранение в морозильной камере. Некоторые люди считают, что если завернуть удилища в пластик и хранить их в морозильной камере, это защитит их от влаги. В итоге происходит совсем наоборот. Воздух комнатной температуры внутри пластиковой упаковки будет подвергаться конденсации при контакте с холодным воздухом морозильной камеры. Это приведет к образованию трещин и отслаиванию электродов.
Многие из этих методов используются людьми, когда они ищут экономичные способы хранения своих электродов. Один из способов решить эту проблему — попытаться использовать электроды, которые можно легко хранить , а если это невозможно, то у вас должно быть ровно столько электродов, сколько вам нужно.
МОЖЕТ ЛИ ВЫ СУШИТЬ ВЛАЖНЫЕ СВАРОЧНЫЕ ПРОВОДКИ
Если случайно ваши электроды попали в воду, не нужно их сразу выбрасывать. Вы можете восстановить свои электроды до их былая слава благодаря повторной сушке . Как следует из названия, он включает нагревание для удаления воды и влаги из стержней до того, как произойдет какое-либо необратимое повреждение. Процесс можно в основном разделить на два этапа: первый, если стержень непосредственно контактировал с водой или высоким уровнем влажности, и второй для номинальных уровней воздействия.
Метод повторной сушки не одинаков для всех электродов, поскольку температура хранения также варьировалась в зависимости от электрода. Подробности я расскажу в следующем разделе. Предварительную сушку обычно проводят для предотвращения растрескивания или отслаивания покрытия из-за окисления сплавов.
КАК СУШИТЬ СВАРОЧНЫЕ ПРОВОДА (ПРОФЕССИОНАЛАМ И ЛЮБИТЕЛЯМ)
Если вы имеете дело с первым случаем чрезмерного воздействия влаги, вам может потребоваться предварительная сушка , особенно в случае электродов с низким содержанием водорода. Прежде чем мы перейдем к рекомендациям по температуре и времени, есть несколько вещей, которые вы должны иметь в виду в отношении всего процесса.
Прежде чем мы перейдем к рекомендациям по температуре и времени, есть несколько вещей, которые вы должны иметь в виду в отношении всего процесса.
СОВЕТЫ ПО ПОВТОРНОЙ СУШКЕ ЭЛЕКТРОДОВ
Всегда помните, что у каждого электрода есть определенная температура и время, в течение которых их нужно держать в печи . Эта температура обычно выше температуры хранения, чтобы обеспечить удаление всей влаги. Всегда обращайтесь к рекомендациям производителя по правильной температуре и времени. То, что я буду предоставлять, является оценкой, но фактические значения могут отличаться.
Вот отличный PDF-файл, созданный Хобартом, который я бы посоветовал вам проверить.
Во время повторной сушки электродов выньте их из банки и равномерно разложите в печи , чтобы убедиться, что каждый стержень прогрет равномерно. Если не сделать это должным образом, это может привести к неоднородным результатам. Также ищите признаки того, что электрод поврежден и не подлежит ремонту. О некоторых из этих признаков я говорил в последующих разделах.
О некоторых из этих признаков я говорил в последующих разделах.
Придерживайтесь рекомендуемой температуры и времени и не переусердствуйте с нагревом , так как это может привести к дальнейшему повреждению электрода. Причина этого в том, что влага не просто прилипает к поверхности электрода, которую можно просто испарить, влага химически связывается с покрытием электрода. Эти химические связи нуждаются в определенной температуре и времени, чтобы разрушиться без повреждения электрода.
Некоторые рекомендуют помещать электроды в печь на не более половины конечной температуры повторной сушки , и они должны выдерживаться при этой температуре около получаса перед повышением температуры. Я не уверен в эффективности этой техники , но я наткнулся на нее на одном из интернет-форумов.
РЕКОМЕНДУЕМЫЕ НАСТРОЙКИ ДЛЯ ПОВТОРНОЙ СУШКИ
Как я уже говорил, разные электроды имеют различных рекомендуемых настроек с точки зрения температуры и времени . Если электрод с низким содержанием водорода вступал в непосредственный контакт с водой или подвергался воздействию высокой влажности в течение длительного времени, может потребоваться предварительная сушка. Предварительную сушку обычно проводят в течение 1-2 часов.
Если электрод с низким содержанием водорода вступал в непосредственный контакт с водой или подвергался воздействию высокой влажности в течение длительного времени, может потребоваться предварительная сушка. Предварительную сушку обычно проводят в течение 1-2 часов.
Для стержней с низким содержанием водорода, таких как E7018, E7028, E8018, E9018, E10018, температура предварительной сушки составляет 180-220F . В то время как конечная температура повторной сушки составляет от 650 до 750 F для E7018 и E7028 и от 700 до 800 F для E8018, E9018, E11018, E11018.
Когда мы переходим к электродам с низким содержанием водорода, их можно разделить на три категории : быстрая заморозка, быстрое заполнение и замораживание с заполнением, и для каждой из них требуется разная температура.
Для быстрозамораживающих электродов, к которым относятся E6010, E6011, E7010, E8010, E9010, воздействие влаги можно заметить по шумной дуге и сильному разбрызгиванию или нежелательным волдырям покрытия во время сварки. Ответ довольно прост, повторная прокалка этих электродов не рекомендуется.
Ответ довольно прост, повторная прокалка этих электродов не рекомендуется.
Электроды с быстрой заливкой , включая E7024 и E6027 , воздействие влаги можно заметить по шумной или копающей дуге, сильному разбрызгиванию, плотному шлаку или подрезам. Эти типы 9Электроды 0003 могут быть предварительно высушены , если они необычно влажные при температуре около 200-230F в течение примерно 30-45 минут. После этого их можно повторно высушить при конечной температуре 400-500F в течение такого же времени.
Замораживание последней подкатегории заполнения, состоящей из E6012, E6013, E7014, E6022 , воздействие влаги можно заметить по тем же показаниям, что и для электродов быстрого заполнения, и даже температуры и настройки предварительной сушки аналогичны. С другой стороны, окончательная температура повторной сушки составляет около 300-350 F в течение 20-30 минут.
Если вам интересно, посмотрите также мое сравнение стержней 7018 и 7014.
В пределах одних и тех же подкатегорий могут быть небольшие различия в настройках температуры, обязательно проверьте правильность настроек, указанных производителем.
Одна вещь, которую вы должны отметить, это то, что если вы только начинаете, не беспокойтесь о приобретении сварочной печи. Герметичный холодильник также может помочь, особенно если вы не имеете дело с очень чувствительными электродами . Что, если вы только начинаете, я сомневаюсь, что вы будете. Сварочные стержневые печи используются профессионалами или любителями, которые уже некоторое время занимаются сваркой, они используются людьми, которые должны поддерживать максимально возможный стандарт.
Вот еще один вариант, который вы можете попробовать.
ИМЕЕТ ЛИ СРОК ГОДНОСТИ У СВАРОЧНЫХ ПРОВОДОВ?
Вы должны убедиться, что ваше сварочное оборудование находится в наилучшем состоянии, прежде чем приступить к сварочному проекту. Это важно не только для качества сварки, но и из соображений безопасности. Сварка — опасное занятие, если не соблюдать все меры предосторожности. Чего не учитывают многие новички или любители, так это срок годности электродов и насколько он может варьироваться . Давайте рассмотрим некоторые факторы, определяющие срок годности электрода.
Это важно не только для качества сварки, но и из соображений безопасности. Сварка — опасное занятие, если не соблюдать все меры предосторожности. Чего не учитывают многие новички или любители, так это срок годности электродов и насколько он может варьироваться . Давайте рассмотрим некоторые факторы, определяющие срок годности электрода.
ИСХОДИТ ЛИ ЭЛЕКТРОДЫ?
Простой ответ — да, хотя этот срок годности может сильно различаться в зависимости от условий хранения и типа электродов, которые вы используете. В среднем электроды имеют срок годности около 2-3 лет.
Если ваш электрод продолжает прилипать, прочтите и это.
КАКОВЫ УСЛОВИЯ, ОТНОСЯЩИЕСЯ К СЛУЖБЕ ЭЛЕКТРОДА?
Существует множество факторов, которые могут значительно повлиять на срок годности электрода, вы, должно быть, уже догадались о паре из них. Начнем с того, что первый — это влажность . Почти все электроды быстро приходят в негодность, если они подвергаются воздействию влаги или влажности.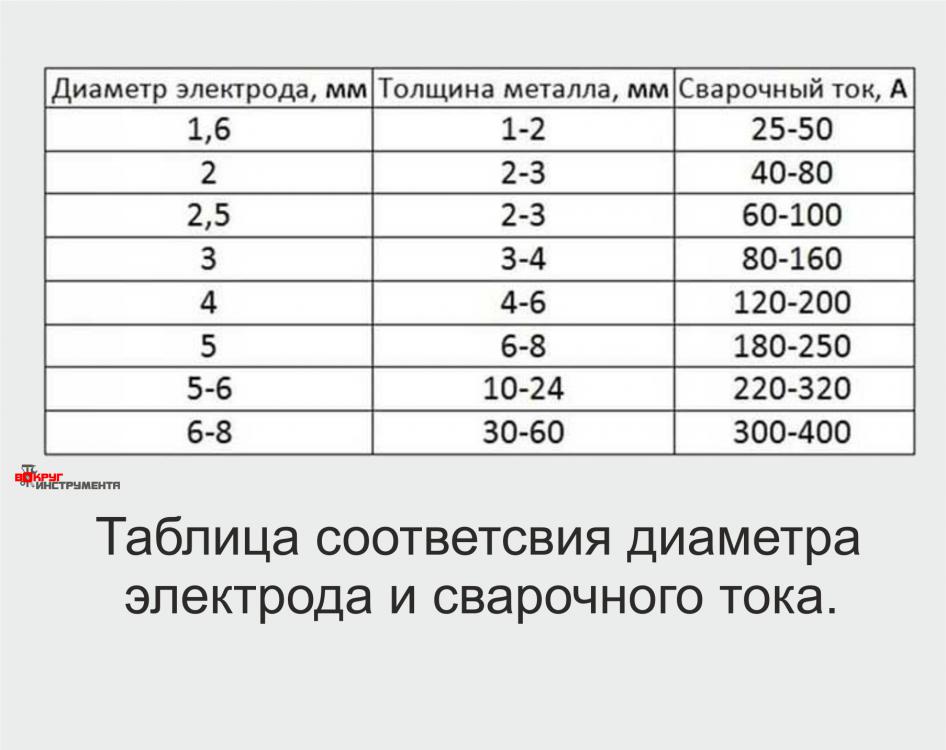 Вот почему вы должны быть осторожны при хранении удилищ до и после работы . Некоторые стержни более восприимчивы к влаге.
Вот почему вы должны быть осторожны при хранении удилищ до и после работы . Некоторые стержни более восприимчивы к влаге.
Вторым фактором, связанным с первым, является температура. Вы можете значительно продлит срок службы удилища, если хранить его при рекомендованной температуре , обычно выше. Это предотвращает накопление влаги на электроде.
Электроды, такие как 7018, которые очень чувствительны к влаге, могут прослужить более 5 лет при правильном обращении, а при контакте с влагой они могут испортиться менее чем за 6 месяцев. Электроды без низкого содержания водорода в среднем прослужат немного дольше просто потому, что их легче хранить, и даже если вы пропустите некоторые вещи, они не сильно пострадают.
Но вы также должны быть осторожны с нагреванием электродов. Слишком сильный нагрев также может повлиять на срок службы и качество ваших удилищ . Не рекомендуется повторно сушить электроды более 3 раз, так как воздействие сильного тепла также может привести к выгоранию покрытия на электроде и, как следствие, к растрескиванию, сколам или ломкости сварочного стержня.
Если вы не знаете, как проверить неисправный электрод, возможно, вы используете его прямо сейчас и не знаете об этом. Существуют разные признаки для разных уровней воздействия влаги, и вы должны знать о них. первое, что вы должны искать в сварном шве, это отверстия, следы или дефекты, такие как затрудненное удаление шлака или образование шероховатых валиков. Это явные признаки того, что ваш электрод выходит из строя.
Что касается внешнего вида самих электродов, то если на них видна ржавчина или на них есть сухой порошкообразный налет , велика вероятность, что они испортились. Еще одним признаком является размягчение флюса.
Существуют различные уровни воздействия влаги и их влияние на окончательный сварной шов. при низком воздействии это может привести к растрескиванию или пористости . Когда воздействие находится на более высокой стороне, это может привести к внутренней и видимой пористости, чрезмерной текучести шлака, растрескиванию и затруднениям при удалении шлака . Эти проблемы могут становиться все более серьезными по мере увеличения уровня воздействия.
Эти проблемы могут становиться все более серьезными по мере увеличения уровня воздействия.
Хорошая новость заключается в том, что если ваш электрод подвергся воздействию влаги, это не означает конец света. есть способы, с помощью которых вы можете восстановить исходное качество электрода. Это может быть достигнуто за счет повторной сушки, о которой мы говорили выше.
ТОЧКА НЕВОЗВРАТА
Хотя есть способы восстановить сварочные стержни, если они подверглись воздействию влаги, иногда повреждения слишком велики, чтобы вы могли что-то сделать . Есть некоторые признаки, которые могут указывать на то, что ваши удилища испортились и пришло время их выбросить.
Первый знак, на который нужно обратить внимание, это . Если ваш сварочный стержень треснул , это означает, что электрод не будет работать должным образом. если вы заметили, что ваш флюс крошится или отслаивается, это означает, что ваш стержень сильно поврежден и не может быть полностью восстановлен . Образование ржавчины на стержне также является хорошим признаком того же самого. Если вы заметите слишком много брызг или шума в процессе сварки, это может означать, что для конкретного стержня не проводится повторная сушка.
Образование ржавчины на стержне также является хорошим признаком того же самого. Если вы заметите слишком много брызг или шума в процессе сварки, это может означать, что для конкретного стержня не проводится повторная сушка.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Очень немногие новички обращают внимание на вопрос хранения электродов. Понятно, что при аккуратном обращении с электродами они могут прослужить довольно долго. Хотя я пытался затронуть все общие моменты в статьях, естественно, что у вас возникло много вопросов. Я постараюсь ответить на некоторые из наиболее распространенных вопросов, которые люди имеют отношение к этой теме.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ СТАРЫЕ СТЕРЖНИ?
Хотя у электродов есть срок годности, он зависит от того, как электрод хранился с течением времени. При идеальных условиях хранения некоторые электроды могут прослужить более 5 лет. Таким образом, возраст электрода — не единственное соображение при определении того, можно ли его использовать в проекте или нет. Если состояние электрода хорошее, то возраст не имеет значения, но, тем не менее, вы должны проверить наличие каких-либо повреждений и попытаться сделать пробный запуск, прежде чем использовать старый стержень в проекте.
Если состояние электрода хорошее, то возраст не имеет значения, но, тем не менее, вы должны проверить наличие каких-либо повреждений и попытаться сделать пробный запуск, прежде чем использовать старый стержень в проекте.
НУЖНО ЛИ 7018 НАГРЕВАТЬ ПЕРЕД СВАРКОЙ?
Электрод не нужно нагревать при первом открытии и использовании. Но если вы используете электрод во второй раз после того, как он находился в окружающей среде дольше рекомендуемого, что в данном случае составляет 4 часа для 7018, рекомендуется нагреть его перед повторным использованием.
СКОЛЬКО РАЗ МОЖНО ПРОКАЛИВАТЬ СВАРОЧНУЮ ПРОВОДКУ?
Электрод не рекомендуется пропекать более 3-4 раз. Многократный нагрев электрода может ухудшить качество его флюсового покрытия и его сварочные характеристики. Слишком сильное тепловое воздействие может привести к выгоранию покрытия, что может привести к сколам, растрескиванию и ломкости сварочного стержня.
ЗАКЛЮЧЕНИЕ
Подводя итог, вы должны быть очень осторожны при хранении электродов. Вам необходимо хранить их в сухом и жарком месте, особенно если вы имеете дело с электродами с низким содержанием водорода , так как они более чувствительны к влаге. Правильное хранение удилищ может значительно увеличить срок их службы. Вам не нужно вкладывать деньги в дорогую печь с большими электродами, есть много вариантов. Даже если ваши электроды соприкасаются с водой, вы можете повторно высушить их, чтобы они вернулись в исходное состояние. Кроме того, каждый электрод имеет разные настройки температуры и времени повторной сушки. Вся эта информация может быть довольно пугающей, но если вы с самого начала примете некоторые меры предосторожности, у вас не возникнет никаких проблем.
Как сваривать чугун
Дата: 17-11-2021
Weldclass Academy
Сварка чугуна сопряжена с особыми трудностями, особенно с предотвращением дальнейшего растрескивания.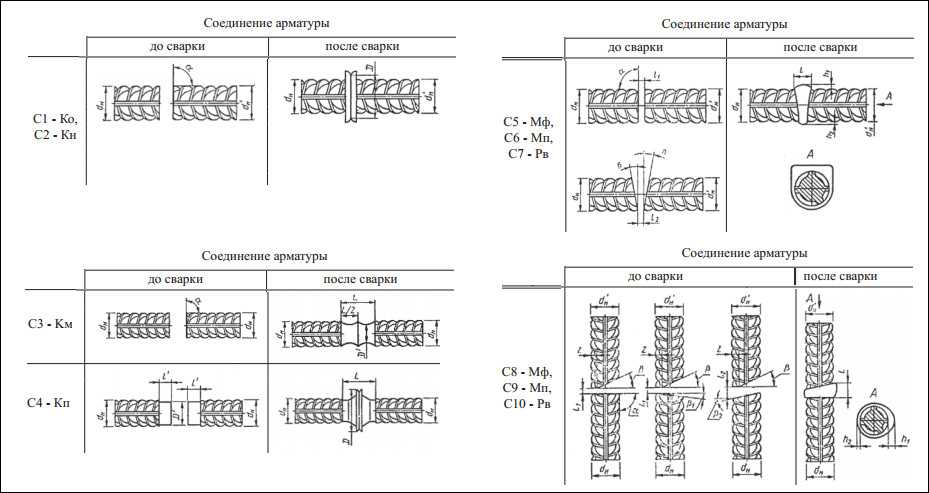
1. Процесс
Stick/MMA:
Stick, возможно, является лучшим и наиболее популярным процессом, когда речь идет о ремонте трещин в обычных чугунах, особенно там, где пользователи имеют ограниченное оборудование и/или опыт. Чугунные стержни/электроды легко доступны в небольших количествах (или «ручных упаковках»), что идеально подходит для разовых работ.
Кислородная пайка:
Не такая прочная, как сварка, и может не подходить для применений, где отливка будет подвергаться воздействию высоких рабочих температур (например, коллекторы и детали двигателя). Однако может быть хорошим вариантом, когда компонент не будет подвергаться нагрузкам/растяжениям или высоким температурам и/или ремонту трудносвариваемых типов чугуна, где процессы сварки не успешны.
Прутки для припоя Weldclass
Кислородно-кислородная сварка:
В прошлом это был популярный метод, до того как электродуговая сварка стала более доступной и широко используемой. Поиск правильного типа присадочной проволоки может быть затруднен из-за снижения популярности этого процесса. Обратите внимание, что это возможно только с кислородно-ацетиленовым топливом (не кислородно-сжиженным нефтяным газом).
Поиск правильного типа присадочной проволоки может быть затруднен из-за снижения популярности этого процесса. Обратите внимание, что это возможно только с кислородно-ацетиленовым топливом (не кислородно-сжиженным нефтяным газом).
MIG:
Как правило, это удобный процесс, однако получение чугунной проволоки MIG может быть трудным и дорогостоящим. Стоит рассмотреть для больших или повторяющихся работ.
TIG:
Требует больше опыта/навыков по сравнению со сваркой электродом или сваркой MIG. Не образует брызг, что является преимуществом при ремонте критически важных поверхностей, где брызги могут привести к повреждению или дорогостоящей и трудоемкой очистке. Поиск правильного типа наполнителя может быть трудным и дорогостоящим.
Данное руководство по сварке предназначено для сварки электродами, однако общие принципы применимы ко всем процессам.
2. Очистка
Крайне важно, чтобы область сварки была очень чистой. Грязь, масло и примеси сделают невозможным получение качественного сварного шва. Очистка паром (или горячей водой) часто является лучшим методом, так как загрязнения часто впитываются в пористую поверхность чугуна. Очистите вокруг и со всех сторон детали, а не только непосредственно свариваемые поверхности.
Грязь, масло и примеси сделают невозможным получение качественного сварного шва. Очистка паром (или горячей водой) часто является лучшим методом, так как загрязнения часто впитываются в пористую поверхность чугуна. Очистите вокруг и со всех сторон детали, а не только непосредственно свариваемые поверхности.
3. Подготовка
Выровняйте трещины с помощью фрезы или шлифовального круга, чаще всего лучше всего использовать U-образную канавку. Или, если детали свариваются встык, скосите края соединения.
4. Выбор сварочного электрода:
Следует использовать специальные чугунные электроды с высоким содержанием никеля от 50% до 99%. (Некоторые сварщики заявляют, что можно использовать стальные электроды «общего назначения» для сварки чугуна. Хотя в некоторых случаях это возможно, растрескивание гораздо более вероятно, и это определенно не рекомендуется).
Чугунные электроды Weldclass Platinum NiFe 3,2 мм подходят для сварки обычных чугунов друг с другом и со сталью. Металл сварного шва также прочнее и устойчивее к растрескиванию при затвердевании, чем электроды из чистого никеля (Ni-Cl).
Металл сварного шва также прочнее и устойчивее к растрескиванию при затвердевании, чем электроды из чистого никеля (Ni-Cl).
Для ответственных применений, сварки специального или чувствительного оборудования и т. д. вам может потребоваться консультация с металлургом и/или первоначальным производителем свариваемого оборудования, чтобы определить правильный тип сварочного материала.
Чугунные электроды класса Weldclass
5. Термическая обработка по сравнению с холодной сваркой
Поскольку чугун относительно хрупок и склонен к растрескиванию (по сравнению со сталью), контроль нагрева имеет решающее значение для достижения успешного сварного шва. Локализованное тепло, вызванное сваркой, заставляет «горячий» металл расширяться и сжиматься с другой скоростью по сравнению с «холодным» металлом, что может вызвать дальнейшее растрескивание самой отливки и / или растрескивание нового металла сварного шва по мере его затвердевания, или растрескивание позже, когда в эксплуатации.
Настоятельно рекомендуется предварительный и последующий нагрев. Сварка чугуна часто связана с ремонтом уникальной детали, которую трудно заменить, а это означает, что вы хотите, чтобы все было в вашу пользу, чтобы добиться наилучшего результата с первого раза.
«Холодная сварка» чугуна возможна в некоторых применениях . Тем не менее, это более рискованно и сложно, чем «горячая сварка», и мы не рекомендуем это, если у вас нет а) предыдущего опыта сварки того же компонента / приложения или б) вы не можете сначала выполнить несколько тестовых сварных швов.
6. Предварительный нагрев
Предварительный нагрев отливки/детали примерно до 120-150 o c перед сваркой.
Если у вас ограниченный доступ к нагревательному оборудованию, небольшие компоненты можно нагревать в обычной духовке для приготовления пищи, что также позволяет легко контролировать температуру.
Для более крупных компонентов потребуется кислородная горелка или газовая горелка, например Platinum LT40. Если у вас нет такого оборудования, как инфракрасный термометр, измерить (или оценить) температуру может быть сложно. В любом случае, предварительный подогрев всегда лучше, чем полное отсутствие нагрева. Важно прогреть отливку как можно более равномерно.
Если у вас нет такого оборудования, как инфракрасный термометр, измерить (или оценить) температуру может быть сложно. В любом случае, предварительный подогрев всегда лучше, чем полное отсутствие нагрева. Важно прогреть отливку как можно более равномерно.
7. Техника сварки
Ниже приведены рекомендуемые методы для успешной сварки чугуна электродом/стержневым электродом. Эти этапы особенно важны, если отливка подвергается или будет подвергаться нагрузке или растяжению.
- Наплавляйте короткие сварные швы (длиной около 25 мм) во избежание перегрева
- Чрезмерный ток вызовет перегрев, устанавливайте значение тока/силы как можно ниже в пределах диапазона, рекомендованного производителем электрода
- Вместо того, чтобы накладывать каждый валик рядом с другим, расположите сварные швы в шахматном порядке по всей длине трещины, чтобы помочь равномерно распределить тепло и напряжение. Например, поместите валик на каждом конце трещины, затем посередине, а затем расположите остальные в шахматном порядке.
- Прокалывание каждого сварного шва в течение 1–2 минут с помощью молотка с шариковым штифтом сразу после каждого валика сварного шва помогает снизить напряжения, вызванные усадкой металла по мере его охлаждения. Хотя это не всегда обязательно, рекомендуется использовать его там, где высок риск растрескивания, в том числе в тех случаях, когда отливка будет подвергаться нагрузкам/растяжениям.
- Если конец последнего сварного шва слишком полный или комковатый, немного отшлифуйте конец, чтобы получить идеальное начало, не способствующее образованию шлаковых включений
- Повторяйте описанную выше процедуру до завершения, убедившись, что в работе остается достаточно тепла (в зависимости от размера сварного шва может потребоваться повторный нагрев в процессе сварки)

8. Последующий нагрев
Постнагрев так же важен для предотвращения растрескивания, как и предварительный нагрев. Повторно нагрейте отливку, чтобы обеспечить равномерный общий нагрев, затем оберните изделие каким-либо материалом (например, сварочным покрывалом или тяжелой тряпкой), который поможет сохранить тепло и позволит компоненту остывать как можно медленнее.