Как начать работать электросваркой для чайников — Ручная дуговая сварка — ММA
Последнее время много варю, и стало получаться так, что самому нравится.
В итоге решил собрать все те вопросы на которых спотыкался и не мог найти ответы в интернете, и свои ответы на них в одну подборку. Дабы облегчить жизнь тем, кто так же начнет с ноля. Заодно и проговорить свои мысли, чтобы их упорядочить. Разумеется на истину не претендую. Далее речь идет о ручной дуговой сварке. И для чайников. Основная задача этого опуса — быстрый старт для начинающего. Прошу сильно не пинать. Я не настоящий сварщик. :hi:
Итак
1. Чтобы начать варить вам нужны электроды и источник сварочного тока.
Источники сварочного тока бывают трансформаторные (большой тяжелый трансформатор) и инверторные (небольшая коробка с ручкой сверху). Трансформаторные были раньше, но видимо скоро их не будет, они отмирают. Трансформаторный источник тока отличается тем, что очень тяжел, надежен и вынослив, но при этом он очень сильно просаживает электрическую сеть, что в быту приводит к большим проблемам.
Инверторные источники тока не просаживают сеть так сильно и имеют кучу удобств, которые оказываются важны для начинающего. В случае прилипания электрода сварочный трансформатор просаживает питающую сеть что может привести к большим проблемам, инвертор же просто выключает сварочный ток. В начальный момент сварки, когда дуга только зажигается, на трансформаторном сварочном источнике происходит бросок тока, который приводит к броску тока в питающей сети и сгоранию соседской аппаратуры, инвертор же имеет накопительные конденсаторы и разжигает дугу энергией, запасённой в этих конденсаторах, без бросков в питающей сети.
Инверторные источники различаются по максимальному выдаваемому току и периоду нагрузки.
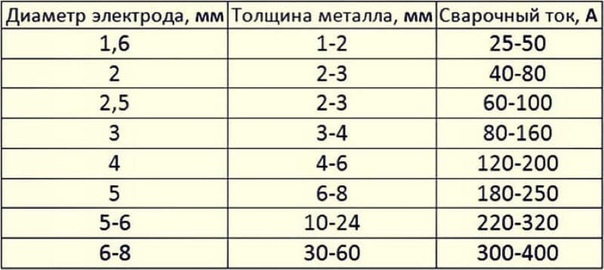
Выдаваемый ток источника прямо зависит от диаметра электродов. Чем толще электрод тем больше должен быть ток источника. Для каждого диаметра электрода есть нижний предел, ниже которого уменьшать ток нельзя. Если уменьшить ток ниже этого предела то сварочного шва вы не получите. Вместо шва будет смесь прожилок металла с прожилками шлака, обмазки с электродов.
Для каждого диаметра электрода есть нижний предел, ниже которого уменьшать ток нельзя. Если уменьшить ток ниже этого предела то сварочного шва вы не получите. Вместо шва будет смесь прожилок металла с прожилками шлака, обмазки с электродов.
Например
Для электрода 2.5 мм диаметром минимальный ток около 80 ампер.
Для электрода 3 мм диаметром минимальный ток 110 ампер.
Так, попытка варить электродами 3мм диаметром на токе 70 ампер сразу и однозначно обречена на провал. Шва не будет. Однако же электрод 2.5 мм на токе 110 ампер и даже выше, варить будет, и шов будет, правда электрод будет очень быстро сгорать и будет неудобно работать.
Большая точность при выставлении сварочного тока не требуется. Требуется подняться выше нижнего предела. Косвенным признаком правильного тока является то, что дуга начнет гореть с сухим треском, без бульканья и гуденья.
Казалось бы, поднимай ток как можно выше, бери электрод потолще и всё будет замечательно. Однако же не будет. Стандартное напряжение сварочной дуги — 25 вольт. При токе например 110 ампер потребляемая мощность будет минимум 2.7 квт. В реальности больше, ибо КПД источника тока не 100%. В большинстве квартир и в обычной бытовой электрической сети стоят предохранительные автоматы на 16 ампер, на 3.5 квт.
Однако же не будет. Стандартное напряжение сварочной дуги — 25 вольт. При токе например 110 ампер потребляемая мощность будет минимум 2.7 квт. В реальности больше, ибо КПД источника тока не 100%. В большинстве квартир и в обычной бытовой электрической сети стоят предохранительные автоматы на 16 ампер, на 3.5 квт.
Таким образом, если мы вдруг решим варить током 140 ампер, что составит 3.5 квт чистой потребляемой мощности, то у нас уже ничего не выйдет. Автоматы отключат электричество.
Таким образом про электрод диаметром 4 мм в бытовой сети можно забыть. Соответственно верхний предел диаметра электродов для начинающего сварщика — 3.2 мм диаметр. Верхний предел тока — 120 ампер. Этого например достаточно чтобы сварить два уголка 60х60мм. Но этого уже недостаточно для приваривания массивных петель для гаражных ворот. Это предел и вы ничего не сможете с этим поделать. Электрод 3 мм диаметром толстое массивное железо не прогреет, металл электрода будет собираться соплями на поверхности свариваемого металла, не проплавляя его.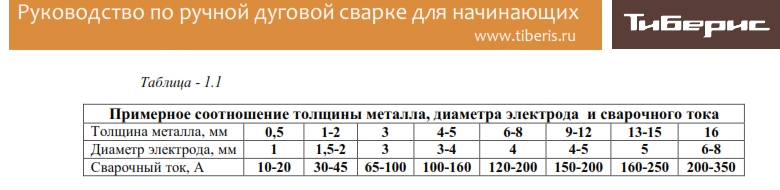
Таким образом, толщина свариваемого металла определяет толщину сварочного электрода.
Толщина сварочного электрода определяет сварочный ток. Если ваш источник и ваша электрическая сеть этот ток выдать не могут, то нормальную сварку вы не сделаете и лучше ищите другие пути решения.
Таким образом, сварочный инвертор с максимальным током 140 ампер достаточен для бытовых нужд в бытовой электрической сети (часто выбором является инвертор на 160 ампер, но это уже скорее из соображений запаса по мощности и надежности). Ограничением будет электрическая сеть. Инвертор с максимальным током 200 ампер будет потреблять от сети 5 кВт мощности. Что приведет или к отключению автоматов или к сгоранию проводки.
Однако, следует понимать, что если на инверторе с максимальным током 200 ампер выставлен ток 100 ампер то и потреблять от сети при сварке он будет 2.5 квт.
Период нагрузки (ПВ) источника тока это величина, показывающая, отношение времени сварки к времени холостого хода источника.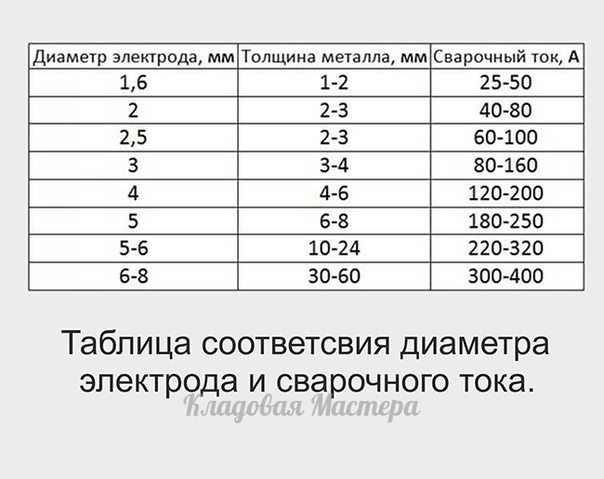 Бытовые источники не могут работать непрерывно. Они так спроектированы, что должны периодически остывать. Это плата за дешевизну. Период нагрузки очень важен и покупать источник не зная этот параметр нельзя. Если вы купите источник с ПВ 15%, то после каждых 1.5 минут сварки вам придётся 8.5 минут стоять и ждать, пока источник будет остывать. При попытке варить непрерывно он в лучшем случае выключится, сработает защита, в худшем случае сгорит. Минимальным ПВ, пригодным для бытовой работы можно считать 50-60%. Источник с меньшим ПВ покупать просто не надо. Это пустая трата денег, работать им невозможно. Хотя они и стоят во всех магазинах, но покупать их не надо.
Бытовые источники не могут работать непрерывно. Они так спроектированы, что должны периодически остывать. Это плата за дешевизну. Период нагрузки очень важен и покупать источник не зная этот параметр нельзя. Если вы купите источник с ПВ 15%, то после каждых 1.5 минут сварки вам придётся 8.5 минут стоять и ждать, пока источник будет остывать. При попытке варить непрерывно он в лучшем случае выключится, сработает защита, в худшем случае сгорит. Минимальным ПВ, пригодным для бытовой работы можно считать 50-60%. Источник с меньшим ПВ покупать просто не надо. Это пустая трата денег, работать им невозможно. Хотя они и стоят во всех магазинах, но покупать их не надо.
2. Перед сваркой.
При сварке постоянным током (бытовой инвертор) имеется плюс и минус источника. Полярность, какой провод куда подключать, определяется исходя из используемых электродов. Если же электроды одинаково хорошо работают при любой полярности, то следует понимать следующее -электроны, как известно, отрицательно заряженные частицы и двигаются с минуса на плюс.
3. Сварка.
Все многостраничные описания того, как двигать и как держать электрод, практически никак не влияют на качество шва. Возможно влияют на форму шва, но тут уже каждый себе сам хозяин. В быту, где нет больших нагрузок на сварные конструкции простой прямой качественный шов гораздо лучше, чем все зигзаги с дырами непроварами. От вас только требуется взять электрод так, чтобы было видно место сварки.
Соответственно:
Делай раз: Электрод в руку, Угол наклона градусов 30 от перпендикуляра к детали. чиркнул о деталь, зажглась дуга.
чиркнул о деталь, зажглась дуга.
Делай два: Электрод максимально близко к детали, Обмазка электрода уперлась в деталь. Дуга горит.
Делай три: Стоим и ждем, электрод не шевелим, только не забываем его приближать к детали по мере его сгорания. Электрод так и должен постоянно упираться обмазкой в деталь. Стоим и ждем, пока не начнет появляться красное пятно. Это красное пятно — это расплавившаяся обмазка с электрода, это флюс, это ещё не металл. Металл там потихоньку под слоем флюса собирается в каплю, которая по научному называется сварочная ванна. По простому это капля расплавленного металла. Наша задача сначала эту каплю получить, а потом её перемещать по поверхности детали. Понятно, что в каждый момент в этой капле будет разный металл, в том месте, откуда электрод убрали металл быстро, в течение секунды двух, застывает, а в том месте, куда электрод переместили металл расплавляется. Но капля, ванна остаётся.
Делай четыре: В какой то момент времени, через две три секунды, в центре красного пятна, начнет появляться более яркое, оранжевое, пятнышко с постоянно дрожащей поверхностью с мелкой рябью. Прямо как желто оранжевая водичка. Нам эта поверхность и нужна, это расплавленный металл собрался в каплю, и эта капля дрожит под действием электрического тока и температуры. Официально эта капля называется сварочная ванна. Это хорошо, это то место, где металл плавится и будет нормальный шов.
Прямо как желто оранжевая водичка. Нам эта поверхность и нужна, это расплавленный металл собрался в каплю, и эта капля дрожит под действием электрического тока и температуры. Официально эта капля называется сварочная ванна. Это хорошо, это то место, где металл плавится и будет нормальный шов.
Делай пять: Как перемещать ванну? Если примитивно то метод такой — зажгли дугу, стоим ждем на месте, пока не появится ванна, сдвигаем электрод на миллиметр два три в ту сторону, куда нам нужен сварочный шов, опять стоим ждем пока не появится оранжевая поверхность с рябью. Индикатором того, что можно двигаться дальше, является появление ванны, оранжевого пятна с дрожащей поверхностью с мелкой рябью, в том месте, где электрод находится сейчас. Пока этого оранжевого пятнышка, ванны, нет, двигаться никуда нельзя. Надо создать эту ванну и только потом сдвигаться в сторону.
Следует помнить, что ванна получается из расплавленного металла, а расплавленный металл берётся из электрода. Соответственно надо очень и очень себя приучить к автоматическому движению рукой приближения электрода к детали. Именно приближение электрода к детали наполняет ванну. Если вы забыли приблизить электрод к детали, то металла в том месте, где горит дуга, нет. И ванне формироваться не из чего. И шва в этом месте не будет. Расстояние от кончика электрода до детали должно быть всегда минимальным. Грубо говоря, надо постоянно почти макать электрод в то место, где горит дуга. Если макать совсем, то в инверторе сработает защита от короткого замыкания и он выключится. А нам надо макать почти. За ориентир можно принять расстояние, когда электрод стоит на детали, упираясь в неё краем обмазки.
Соответственно надо очень и очень себя приучить к автоматическому движению рукой приближения электрода к детали. Именно приближение электрода к детали наполняет ванну. Если вы забыли приблизить электрод к детали, то металла в том месте, где горит дуга, нет. И ванне формироваться не из чего. И шва в этом месте не будет. Расстояние от кончика электрода до детали должно быть всегда минимальным. Грубо говоря, надо постоянно почти макать электрод в то место, где горит дуга. Если макать совсем, то в инверторе сработает защита от короткого замыкания и он выключится. А нам надо макать почти. За ориентир можно принять расстояние, когда электрод стоит на детали, упираясь в неё краем обмазки.
Сварка в итоге выглядит так
1. Первые две три секунды формируем первую сварочную ванну. Появилась дрожащее оранжевое пятнышко с мелкой рябью — сдвигаемся в сторону на 1-2 миллиметра.
2. Стоим и ждем пока появится оранжевое дрожащее пятнышко. Если все нормально, то но должно появиться где то за секунду или меньше.
3. Сдвигаемся на 1-2 миллиметра по шву, возвращаемся к пункту 2. И так столько раз, сколько надо.
Если при таком режиме металл проплавляется насквозь, значит надо или взять электрод потоньше, а вместе с электродом уменьшить и сварочный ток и следовательно и количество тепла, или надо периодически останавливаться и ждать, пока металл схватится. То есть сделав два три шага сварки остановиться, прервать дугу, и стоять ждать, пока металл из оранжевого не станет темно красным. Потом опять два три шага сварки и опять ждать.
Несколько замечаний:
Если вы прожгли дыру — не бросайтесь тут же её заваривать, ничего не выйдет, в этом месте металл горячий и при попытке заварить он снова расплавится. Перейдите дальше по шву на сантиметр два и начните варить там. К дыре вернитесь потом, когда металл застынет и можно будет сколотить шлак. Сколотив шлак, на холодную, уже заваривайте дырку.
Если после сварки шлак скалывается большими плоскими чешуйками — значит сварочный ток нормальный и сварка видимо тоже.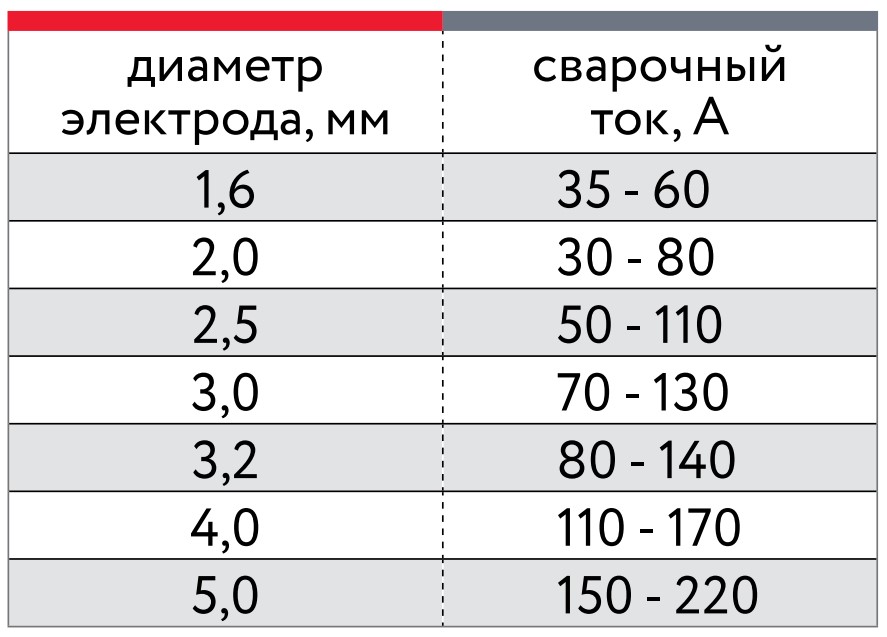 Если шлак не скалывается чешуйками — сварочного тока не хватает и шва не будет.
Если шлак не скалывается чешуйками — сварочного тока не хватает и шва не будет.
Электроды бывают разные. Бывают китайские МР3. От них очень очень много шлака. Эти электроды дешевые и это единственное их преимущество. Для начинающего они категорически противопоказаны. От них вы только устанете.
Электроды бывают OK.46 фирмы esab. Эти электроды лучше всего для совсем начинающего. От этих электродов шлака мало и весь процесс сварки отлично виден. Шлак от них тонкий и скалывается чешуйками в сантиметр шириной и несколько сантиметров длиной. Бывает, что шлак отстаёт от металла сам. Ещё одно огромное преимущество для начинающего (и удобство при постоянной работе) этих электродов в том, что они зажигаются поверх шлака. То есть ими не надо долбить электродом чтобы зажечь дугу. Их можно просто прикоснуть к детали и дуга загорится. Даже с необбитым шлаком. Что по хорошему говоря — плохо. Шлак надо оббивать. При условии нормально проваренного шва шлак оббивается легко.
Электроды бывают LB52u. Эти электроды дают белый как полированный шов и глазурованный слой шлака сверху. У них практически идеальный шов. Главный их недостаток в том, что если вы прервали дугу, то снова вам её уже не зажечь, ибо шлак как стекло. Придется остановиться, дождаться пока металл остынет, оббить блестящую корку шлака, и только потом снова зажечь дугу. Если варить не останавливаясь (толстое железо), то эти электроды наилучшие. Правда и самые дорогие.
Изменено пользователем ПаниковскийКак сварить тонкий металл менее 1 мм с зазором. Можно даже электродами 3 мм. | Ручная дуговая сварка
Друзья, всех приветствую!
источник яндекс картинкиПо просьбам комментаторов к нашим статьям, сегодня расскажу и покажу технику сварку тонкого металла ( менее 1 мм) электродом 3 мм. К тому же мы специально усложним задачу, и сваривать тонкий металл придётся с зазором. Самоучкам в сварке будет очень познавательно и полезно. Поехали!
Самоучкам в сварке будет очень познавательно и полезно. Поехали!
Для примера я взял старый неисправный массовый зажим. Толщина металла из которого он сделан составляет менее 1 мм, а если быть точнее 0.7 мм.
Раньше я уже измерял толщину этой детали с помощью штангенциркуля.
На этом зажиме я сделал пропил диском толщиной 1 мм, это будет наш зазор. То есть мы будем заваривать этот пропил.
Электрод мы будем использовать толщиной 3 мм. Электроды с рутиловым покрытием, марка АНО-21. Такие электроды-с рутиловым покрытием, очень легко повторно зажигаются, и поэтому ими хорошо варить точками.
Силу тока выставил на отметке примерно 50 ампер.
Сама техника сварки такого непростого соединения будет происходить вот таким образом.
Сначала мы сделаем несколько тычков в одно место, чтобы образовалась наплавка,соединяющая две кромки. А вот теперь, зажигаем на этой наплавке электрод на долю секунды, моментально образовывается сварочная ванна, и в этот момент мы будем прерывать сварочную дугу, но прерывать особым способом.
Сварочную дугу мы будем быстро уводить в сторону и чуть назад, этим действием мы скидываем сварочный шлак с ванны, и следующий поджиг будет быстрей и легче-мы не теряем времени чтобы дуга пробила этот шлак и начала взаимодействовать с металлом шва.
Иначе, если не скидывать шлак и не оголять металл шва, то время следующего образования сварочной ванны увеличиться, и вероятность прожогов многократно вырастет. И сваривать такой тонкий металл с зазором станет очень непросто.
И вот таким движением электрода мы точка за точкой свариваем наш тонкий металл 0.7 мм, да к тому же с зазором в 1 мм.
Вот и всё, сварка завершена. На наглядном примере вы увидели, что можно сваривать электродом очень тонкий металл.
А теперь давайте посмотрим наглядное подробное видео, где я всё рассказываю и показываю саму эту сварку.
Выбор режима ручной дуговой сварки
Дуговую сварку контролируют ряд параметров, а именно:
- сварочный ток
- напряжение дуги
- скорость сварки
- род и полярность тока
- положение шва в пространстве
- тип электрода и его диаметр
Поэтому перед началом работы следует подобрать значения этих параметров так, чтобы сварочный шов получился требуемого размера и хорошего качества.
1.1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.
Таблица 1.1
| Примерное соотношение толщины металла, диаметра электрода и сварочного тока | ||||||||
| Толщина металла, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
|---|---|---|---|---|---|---|---|---|
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сварочный ток, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 200-250 | 200-350 |
1.
 2 Напряжение дуги (длина сварочной дуги)
2 Напряжение дуги (длина сварочной дуги)После того, как сила сварочного тока определена, следует рассчитать длину сварочной дуги. Расстояние между концом электрода и поверхностью свариваемого изделия и определяет длину сварочной дуги. Стабильное поддержание длины сварочной дуги очень важно при сварке, это сильно влияет на качество свариваемого шва. Лучше всего использовать короткую дугу, т.е. длина которой не превышает диаметр электрода, но это достаточно тяжело осуществить даже при наличии солидного опыта. Поэтому оптимальной длиной дуги принято считать размер, который находится между минимальным значением короткой дуги и максимальным значением (превышает диаметр электрода на 1-2 мм)
Таблица 1.2
| Примерное соотношение диаметра электрода и длины дуги | ||||||||
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
|---|---|---|---|---|---|---|---|---|
| Длина дуги, мм | 0,6 | 2,5 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6,5 |
1.
 3 Скорость сварки
3 Скорость сваркиВыбор скорости сварки зависит от толщины свариваемого изделия и от толщины сварочного шва. Подбирать скорость сварки следует так, что бы сварочная ванна заполнялась жидким металлом от электрода и возвышалась над поверхностью кромок с плавным переходом к основному металлу изделия без наплывов и подрезов. Желательно поддерживать скорость продвижения так, что бы ширина сварочного шва превосходила в 1,5-2 раза диаметр электрода.
Если слишком медленно перемещать электрод, то вдоль стыка образуется достаточно большое количество жидкого металла, который растекается перед сварочной дугой и препятствует её воздействию на свариваемые кромки – то есть результатом будет непровар и некачественно сформированный шов.
Неоправданно быстрое перемещение электрода тоже может вызывать непровар из-за недостаточного количества тепла в рабочей зоне. А это чревато деформацией швов после охлаждения, вплоть до трещин.
Наиболее простой способ подбора скорости сварки ориентирован на приблизительно среднее значение размеров сварочной ванны.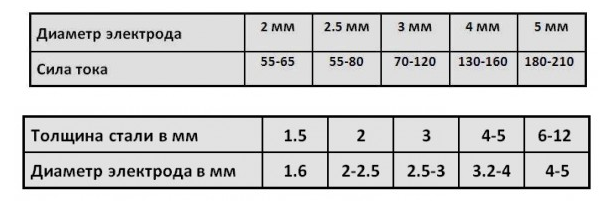 В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
В большинстве случаев сварочная ванна имеет размеры: ширина 8–15 мм, глубина до 6 мм, длина 10–30 мм. Важно следить, что бы сварочная ванна равномерно заполнялась плавленным металлом, т.к. глубина проплавления почти не изменяется.
На рисунке видно, что при увеличении скорости заметно уменшается ширина шва, при этом глубина проплавления остается почти неизменной. Очевидно, что наиболее качественные швы (в этом примере) – при скоростях 30 и 40 м/ч.
1.4 Род и полярность тока
У большинства моделей бытовых аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. При использовании постоянного тока возможны два варианта подключения электрода и детали:
- При прямой полярности деталь подсоединяется к зажиму «+», а электрод к зажиму «-»
- При обратной полярности деталь подключается к «-», а электрод – к «+»
На положительном полюсе выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
Поэтому обратную полярность при работе с электродами применяют во время работ по сварке тонколистового металла, чтобы его не прожечь. Можно использовать обратную полярность при сварке высоколегированных сталей во избежание их перегрева, а на прямой полярности лучше варить массивные детали
| Постоянный ток | |
| Прямая полярность | Обратная полярность |
|
|
|---|---|
Низколегированные стали — это конструкционные стали, в которых содержится не больше 2,5% легирующих элементов (углерода, хрома, марганца, никеля и т. д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
д., причем углерода не должно быть более 0,2 %), широко применяются в строительстве, судостроении, трубопрокатном производстве. Сварку низколегированных сталей можно производить как ручным способом, так и автоматически, вне зависимости от полярности тока.
1.5 Зажигание (возбуждение) сварочной дуги
Зажигание (возбуждение) сварочной дуги можно производить 2-мя способами.
| Первый способ: Чиркаем концом электрода о поверхность металла (напоминает движение зажигаемой спички). Данный способ чаще всего применяют на новом электроде. Этот метод прост и особых профессиональных навыков не требует. | Второй способ можно назвать «касанием», т.к. электрод подводят вертикально (перпендикулярно) к месту начала сварки и после легкого прикосновения к поверхности изделия отводят верх на расстояние примерно в 3-5 мм. Чаще всего этот способ применяют в труднодоступных, узких и прочих неудобных местах. |
|---|
Как выбрать электроды, проволоку сварочную, советы по выбору и отзывы
Вид
Электрод – стержень с защитным покрытием (обмазкой), который устанавливается в держатель ручного сварочного аппарата. Покрытие защищает зону сварки от негативного влияния воздуха, стабилизирует дуговой разряд, улучшает свойства металла сварного шва.
Правильный выбор электрода определяется материалом и толщиной свариваемых деталей, пространственным положением сварки, назначением конструкции (малоответственная / ответственная) и условиями ее использования.
Проволока – электрод для автоматического и полуавтоматического сварочного аппарата. Подача проволоки осуществляется через сопло путем разматывания катушки, находящейся на сварочном аппарате.
- Электрод
- Проволока
Назначение
Для сварки – позволяет создать неразъемные соединения между различными деталями. Сварка предназначена для получения прочных и надежных конструкций. Такие электроды встречаются чаще всего.
Сварка предназначена для получения прочных и надежных конструкций. Такие электроды встречаются чаще всего.
Для наплавки – дает возможность нанести слой металла на поверхность путем сварки плавлением. С помощью наплавки восстанавливают поврежденные или изношенные изделия. Отдельные марки электродов подходят для работы с изделиями из чугуна.
Марки: ЦЧ-4, Т-590.
Для резки – позволяет разделить металл на заготовки определенной формы и размера. Резка электродами используется при строительно-монтажных работах, если нет специального оборудования. Подобные электроды отличаются повышенными параметрами теплостойкости обмазки и тепловой мощностью дуги, а также интенсивной окисляемостью жидкого металла.
Марки: ОЗР-1, ОЗР-2, РОТЭКС Р.
Применение
Выбирая оптимальный вариант, помните, что материалы электрода и свариваемых изделий должны совпадать. Поэтому каждой разновидности стали или другого металла соответствуют свои электроды:
- малоуглеродистая сталь – АНО-21, МР-3, ЦЧ-4;
- углеродистая сталь – АНО-36, РЦ (Е46), УОНИ-13/55;
- низколегированная сталь – АНО-4, АНО-21, УОНИ-13/55;
- легированная сталь – Т-590;
- высоколегированная сталь – ЦЛ-11;
- нержавеющая сталь – ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/НЖ-2, УОНИ-13/ЭП-56;
- алюминий – OK 96.
 10, OK ALMN1 (96.20), УАНА 6, UTP 48 (UTP 480).
10, OK ALMN1 (96.20), УАНА 6, UTP 48 (UTP 480).
 10, OK ALMN1 (96.20), УАНА 6, UTP 48 (UTP 480).
10, OK ALMN1 (96.20), УАНА 6, UTP 48 (UTP 480).Материал стержня
Металлические – изготавливаются из чугуна, стали, латуни, вольфрама, бронзы, меди. Подразделяются на два типа.
- Плавящиеся – обеспечивают формирование сварного шва за счет расплавления электрода и кромок свариваемых деталей. Медные, стальные, алюминиевые модели являются плавящимися.
- Неплавящиеся – обеспечивают образование сварного шва только посредством плавления металла элементов, подвергаемых сварке. Вольфрамовые электроды относятся к неплавящимся электродам.
Неметаллические (неплавящиеся) – выполняются из графита и угля.
Диаметр
Оптимальный диаметр электрода или проволоки выбирается в зависимости от типа сварки, толщины материала и других факторов. Минимальный диаметр электрода составляет 1 мм, проволоки – 0.6 мм. С увеличением этого показателя возрастает толщина металла, который можно варить посредством выбранного электрода. В то же время понадобится более сильный сварочный ток.
В то же время понадобится более сильный сварочный ток.
Ориентировочные параметры диаметра электродов и толщины металла:
- 2 мм – 2 мм;
- 2.5 мм – до 3 мм;
- 3 мм – до 5 мм;
- 4 мм – до 10 мм;
- 5 мм – до 15 мм.
Ориентировочные параметры диаметра электрода и силы тока:
- 2 мм – 70 А;
- 2.5 мм – 70-100 А;
- 3 мм – до 140 А;
- 4 мм – до 220 А;
- 5 мм – до 280 А.
Важно: слишком слабый сварочный ток не позволит проварить металл, слишком сильный – прожжет его.
В бытовой сварке используются модели, у которых диаметр варьируется в пределах 2-5 мм. Чаще всего востребованы электроды с диаметром 2.5-3 мм. Электроды от 5 мм и выше – относятся к профессиональным и применяются главным образом для наплавки, а не для сварочных работ.
Важно: при выполнении сварки в вертикальном и потолочном положениях, необходимо выбирать диаметр электрода от 4 мм. А вот сила тока в этом случае снижается на 15-20% от аналогичного параметра в других положениях.
А вот сила тока в этом случае снижается на 15-20% от аналогичного параметра в других положениях.
Толщина обмазки стержня электрода – определяется исходя из отношения наружного или общего диаметра электрода (D) и диаметра внутреннего стержня (d). По данному параметру электроды подразделяются на следующие категории:
- тонкие (М) – соотношение 1.2;
- средние (С) – соотношение 1.45;
- толстые (Д) – соотношение 1.8;
- особо толстые (Г) – соотношение более 1.8.
Покрытие
Электроды
Рутиловое (Р) – отличаются легким поджигом дуги, низкой токсичностью, малым разбрызгиванием металла, устойчивостью к появлению пор в сварном шве, небольшой чувствительностью к изменению длины дуги. Получившийся шов не боится горячих или холодных трещин. При этом обеспечивается легкая шлакоотделяемость. Для работы с электродами не нужно предварительно зачищать рабочую поверхность от ржавчины.
Недостатки рутиловых электродов: ограниченная сфера применения (не для всех конструкций и не для всех металлов), необходимость прокалки и просушки перед применением, чувствительность к повышению напряжения тока. Такие электроды не подходят для сварки деталей, которые рассчитаны на использование при высоких температурах.
Рутиловые электроды обеспечивают оптимальный баланс простоты работы и качества сварного шва. Хороший выбор для новичков.
Область применения: ремонт инструментов и деталей, сварка трубопроводов, работа с низколегированными и низкоуглеродистыми сталями. Нельзя применять для сварки высокоуглеродистых сталей. Используются при сварке на постоянном и переменном токе.
Марки: АНО-4, АНО-6, АНО-21, АНО-36, Монолит, Арсенал, Гранит, МР-3, ОК 46.00.
Основное (Б) – характеризуются высокой пластичностью и ударной вязкостью, устойчивостью к сероводородному растрескиванию и появлению горячих трещин. Другие преимущества – низкая токсичность и малое содержание газов в металле сварного шва.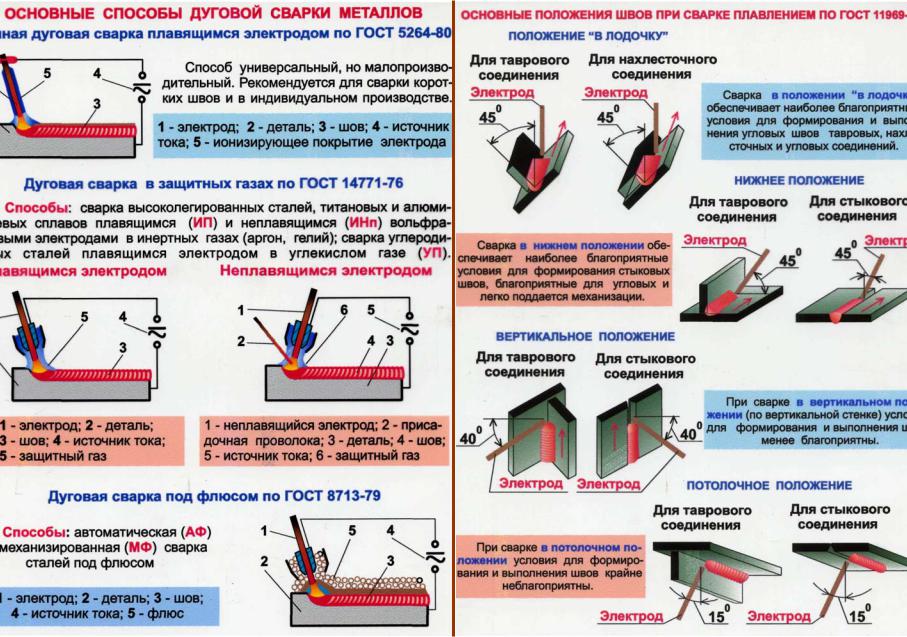 В итоге получается шов с превосходными механическими свойствами, выдерживающий значительные нагрузки.
В итоге получается шов с превосходными механическими свойствами, выдерживающий значительные нагрузки.
Недостатки электродов с основным покрытием: нестабильность дуги при переменном токе, чувствительность к влаге, ржавчине и увеличению длины дуги (приводит образованию пор в шве), необходимость предварительного прокаливания.
Область применения: сварка ответственных или жестких конструкций, трубопроводов, толстых деталей, работа с низко- и высоколегированными сталями.
Марки: УОНИ 13/45, УОНИ 13/55, УОНИ 13/65, Lb 52U, ОК 48.00, ОК 53.70.
Кислое (А) – полностью исключают появление пор в сварном шве, нечувствительны к ржавчине, легкие в розжиге дуги.
Недостатки кислых электродов: токсичность при нагреве, плохая шлакоотделяемость, высокий коэффициент разбрызгивания металла. Кислые электроды не подвергаются высокотемпературной прокалке.
Область применения: сварка малоответственных конструкций, работа с низколегированными сталями.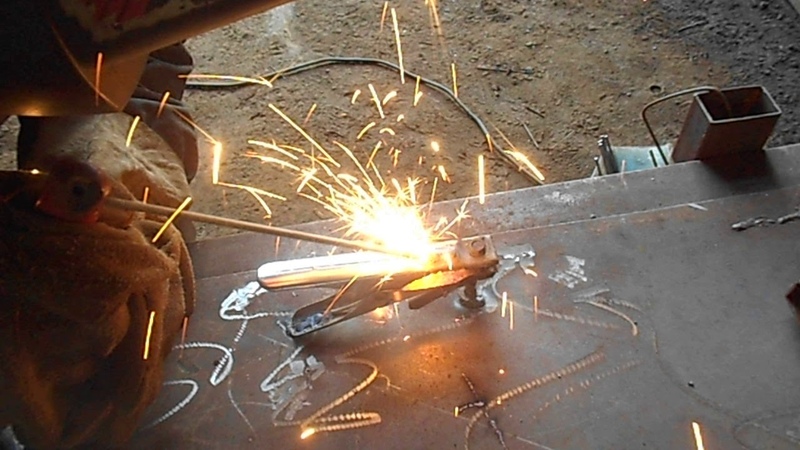 Подходят для работы при постоянном и переменном токе. Из-за токсичных испарений сварка должна выполняться на открытой местности. Такие электроды встречаются редко.
Подходят для работы при постоянном и переменном токе. Из-за токсичных испарений сварка должна выполняться на открытой местности. Такие электроды встречаются редко.
Марки: ОЗЧ-2, ЦЛ-6.
Целлюлозное (Ц) – дают высокую скорость работ и газовую защиту металла, что исключает образование пор и снижает количество шлаков. Такими электродами выполняют сварку в труднодоступных местах.
Недостатки целлюлозных электродов: необходимость шлифовки сварного шва, сниженная пластичность металла шва, что может вызвать появление трещин, повышенное разбрызгивание металла (до 15%). Целлюлозные электроды чувствительны к перегреву.
Область применения: сварка магистральных трубопроводов, работа с низколегированными и углеродистыми сталями.
Марки: ВСЦ-4, ВСЦ-4А, ВСЦ-4М.
Встречаются электроды и со смешанным покрытием. Наиболее распространены рутил-целлюлозные модели (РЦ). Подобные электроды обеспечивают высокие характеристики пластичности и ударной вязкости сварного шва при малой токсичности. Кроме того, повышается степень защиты металла шва от воздуха (по сравнению с целлюлозными сварочными материалами).
Кроме того, повышается степень защиты металла шва от воздуха (по сравнению с целлюлозными сварочными материалами).
Недостатки рутил-целлюлозных электродов: сильное разбрызгивание металла, сравнительно небольшая стойкость к образованию горячих и холодных кристаллизационных трещин. Такие электроды прихотливы в хранении.
Марки: АНО-36, РЦ (Е46).
Проволока
Чаще всего встречается проволока с медным покрытием. Данное решение обладает рядом преимуществ: качественный сварной шов (поры почти отсутствуют), минимальное разбрызгивание металла, хороший розжиг дуги.
Полярность
Прямая полярность – оптимальна для сварки тяжелых конструкций, чугуна, низколегированных, низко- и среднеуглеродистых сталей (толщина 5 мм и более). Такую сварку выбирают, если нужно добиться глубокого проплавления металла.
Обратная полярность – подходит для сварки листовых деталей, низко-, средне- и высоколегированных, а также низкоуглеродистых сталей. Этот вариант дает повышенную скорость плавления электродов.
Этот вариант дает повышенную скорость плавления электродов.
Ток
Постоянный – дают повышенную производительность работы и качество сварного шва. Характеризуется невысоким разбрызгиванием металла, позволяет скреплять тонкие изделия, дает стабильную дугу даже в сложных условиях (перепады напряжения, сильный ветер). Недостатки: высокая цена сварочных аппаратов, «магнитное дутье» осложняет и замедляет сварку.
Марки электродов для сварки постоянным током: УОНИ-13/55, УОНИ-13/45, МР-3, АНО-21, ОЗС-12, ОЗЛ-6, LB-52U, ОЗЧ-2.
Переменный – обеспечивают защиту сварочной ванны от воздуха и не нуждаются в выпрямителе к трансформатора. При этом работы выполняются менее дорогой и тяжелой техникой по сравнению с предыдущим вариантом. Недостатки: менее надежное соединение, сильное разбрызгивание металла, трудности при выполнении вертикальной и потолочной сварки, малая ударная вязкость.
Марки электродов для сварки переменным током: АНО-4, АНО-6, АНО-21, МР-3, МР-3С, ОЗС-4, ОЗС-6, ОЗС-12.
Важно: электроды для сварки переменным током подходят и для работы с постоянным током, а вот обратное сочетание невозможно.
Положение сварки
Нижнее – используется при несложных работах или в случае, когда к конструкции не предъявляется особых требований. Наиболее производительный способ сварки.
Горизонтальное и вертикальное – более сложные и требуют от сварщика соответствующих навыков. Для сварки вертикального шва нужны специальные электроды, повышающие вязкость сварочной ванны.
Потолочное – самое сложное положение сварки. Работы выполняются специалистом высокой квалификации. Сварка потолочного шва производится с применением электродов малого диаметра с тугоплавкой обмазкой.
Большинство электродов рассчитано на сварку во всех пространственных положениях.
Вес
Знание веса электродов – наряду с диаметром и длиной – необходимо для вычисления расхода электрода на метр шва (для этого используются специальные методики). Производитель указывает вес пачки сварочных материалов.
Производитель указывает вес пачки сварочных материалов.
Пробую варить.Подскажите,что к чему — Вопросы новичков о сварке
Приветствую! Знаете, здесь люди не злобливые но могут и это самое за такое… Есть тут один человек.Не он хороший тока это… ну всё нормально будет. Даже вам он может ответить. Тока не пишите что прочитали кучу книг по теории и при этом
задаёте тот вопрос что в конце. А то один написал… Если интересно можете найти в форуме. Не там у вас всё хорошо. Просто «до боли» стало знакомо.
Личная «просьба».
1- не ленитесь, почисти металл.
2-не давайте ему ток 140 ампер. Ну не надо вам это.
3- не стучи электродом, старайтесь чиркать. Гоните эту привычку, стучать. Электроды прекрасно и так зажгутся при нормальных уставках тока.
4- крайне не рекомендую электрод 4 мм. Вам что барабан парового котла варить.
5- старые русские, не русские, китайские (да китайские отдельно) в общем старые выкинуть. Не если в хорошем состоянии то намана.

6- электрод пака держите как удобно.
7- очень рекомендую посетить фотогалерею. Там и мая тема есть, описал поподробнее наверно, так как первый раз варил такой диаметр…
8- дугу не ведите это точно малый ток и слишком близко держите.
9- вот когда вы ванну с металлом не разглядите будет весело, с начало.
10- так 160 ампер и 4-ка сдохла, очень рекомендую проверить тестером напругу в сети. Если меньше 210 это очень не гуд для вас. Вы попали с таким инвертором. Мой 4-ку на 140 выжегает хоть бы хны. Скорее всего проблемы в сети.
А в обще куча всего может быть. Вплоть до стремной розетки. Новая не означает хорошая. Проверте не греется ли чего на домашней ИЗОЛИРОВАННОЙ проводке. У меня так было. В старой скрутке в общем.
11- так что там ещё вот уточните не ведите дугу или расплавленный металл. Это большая разница. Если без опыта то на наших электродах типа МР-3 ручаюсь металл вы не уведите, тока шлак. Надо током и скоростью подбирать. Если у вас электроды Российские УОНИ то там легче его разглядеть, с как бы стеклянным шлаком после остывания.

12- про маску не чего не скажу, у меня простая. Если бы не затемняла лежали бы вы сейчас с компрессом но глазах. И зайца вам всю ночь ловить.
13-Китайские электроды, оно вам надо? Берите пака МР-3 2мм и 3мм. И УОНИ. Ну если деньги есть можно и чего нибудь от ESAB.
14- не нужен вам толстый электрод, поверте. 2мм, 2,6мм, 3 мм за глаза…
15-держак и массу выкинь не задумываясь если так пошло. Возьми комплект примерно за 400 р. Посмотри мои темы там есть фото. 3-й год держится.
16- да я не давно узнал что аппарат не рекомендуется выключать сразу после окончания работы. Погоди минут 5-10.
17- если вести электрод углом вперёд проплавленние меньше, назад больше провар будет. Про угол думаю разберёшься.
18- профи могут сказать и на оборот, про углы ведения. Но на то они и профи, им что вперёд что назад что 90 градусов всё равно хорошо, ну почти. Они почти всем отвечают. Спасибо им за внимание к «безнадёжным»
19- сожгёшь 20-30 килограмм разных электродов зайдёшь на форум выложишь хорошее фото мастера поправят и возможно разъяснят что куда.
 ..
.. Посмотри мои фото как начинающего (по такому материалу «трубы») Тема Ну возьмите меня к себе, есть.
20- если не будет получаться… варите борщ. Без подколок.
21- а ещё следите чтоб провода не проплавились об горячий металл, такое начнётся…… как у меня один раз…. б….
ᐅ Как выбрать электроды для сварки — Виды электродов
share.in Facebook share.in Telegram share.in Viber share.in Twitter
Содержание:
Сварочные электроды – небольшой металлический (в некоторых случаях неметаллический) стержень, сделанный из электропроводных материалов. Используется для подачи тока на материал, который сваривают. Качество сварочного шва зависит от электрода и от способа движения во время выполнения сварки. Электроды защищают сварочную ванну от газов и формируют шов с требуемыми свойствами. Одними из самых надёжных считаются электроды с рутилово-целлюлозным покрытием. Ознакомится и купить электроды для сварки вы сможете на сайте Dnipro-M, все они соответствуют стандартам качества Европы и проверены уже не одним специалистом.
Ознакомится и купить электроды для сварки вы сможете на сайте Dnipro-M, все они соответствуют стандартам качества Европы и проверены уже не одним специалистом.
Характеристики сварочных электродов
Выбор сварочного электрода – дело нехитрое. Есть несколько рекомендаций, по которым нужно выбирать этот расходник.
- Толщина металла, который вы будете сваривать. Чем толще металл, тем большего диаметра электрод нужно взять.
- Большое значение имеет марка металла. Поэтому определить марку – первостепенная задача.
- Определитесь с пространственным положением сварки.
Также по электроду определяют, какой ток нужно подавать. Рассчитывается он так:
На каждый 1 мм электрода подают 30 – 40 Ампер тока. К примеру, на электрод диаметром 3 мм подают 90 – 120 Ампер. При сваривании в вертикальном положение, нужно уменьшить силу тока на 15%.
Читайте также: Как выбрать сварочный аппарат
Совместимость со сварочными аппаратами
При выборе сварочных электродов нужно учитывать не только для какого металла они нужны. Конечно важно, что вы будете сваривать – алюминий, чугун или нержавейку. Нельзя забывать про тип Вашего аппарата. Для различных аппаратов потребуются разные электроды. Перечислим основные аппараты и расходник для них:
Конечно важно, что вы будете сваривать – алюминий, чугун или нержавейку. Нельзя забывать про тип Вашего аппарата. Для различных аппаратов потребуются разные электроды. Перечислим основные аппараты и расходник для них:
- Полуавтомат. Привлекает покупателей своей доступной ценой, на рынке есть большой выбор данных аппаратов. Вам понадобится плавящийся электрод в виде проволоки. Во время работы электрод подают к месту сварочной ванны. Также сварочный полуавтомат может варить электродом.
- Аппараты для TIG-сварки. Пользуется популярностью за счёт своей универсальности и за тонкую настройку. Тут используют тугоплавкие электроды с вольфрамовым покрытием.
- Инверторы. Самые популярные аппараты, используемые для домашних работ. Кроме того, он обладает рядом достоинств. Для сварочных процедур на таком инструменте используют любые плавящиеся электроды.
Виды электродов по свариваемым металлам
Есть множество марок электродов. Важно при работе использовать средства защиты, основные из них – это спилковые краги и очки, или маска сварщика. Каждый из видок электродов используется для различных металлов и положений. Главная цель – упростить сварочный процесс. Кроме этого, они уменьшают количество расходуемого материала и увеличивают качество соединения. Рассмотрим самые популярные материалы и виды электродов, подходящих для них:
Важно при работе использовать средства защиты, основные из них – это спилковые краги и очки, или маска сварщика. Каждый из видок электродов используется для различных металлов и положений. Главная цель – упростить сварочный процесс. Кроме этого, они уменьшают количество расходуемого материала и увеличивают качество соединения. Рассмотрим самые популярные материалы и виды электродов, подходящих для них:
- Для сварки среднеуглеродистой стали используют следующие электроды – УОНИ-13/45, УП-1/45, УП-2/45, ОЗС-2, УОНИ-13/55, К-5А, УОНИ-13/65, поскольку они снижают шанс образования закалочных структур.
- Количество марок для сварки легированных сталей немного меньше. Сюда входят: Э70, Э85, Э100, Э125, Э150. Эти электроды используются при сварке стали повышенной и высокой прочности. Есть специальные электроды для легированных теплоустойчивых сталей: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ.
- Нержавейка имеет низкую электропроводимость и сильное электрическое сопротивление. Для сварки этого металла используют: ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
- При выборе электрода для чугуна нужно учитывать его вид. Для ковкого подойдут такие марки: МНЧ-2, ОЗЧ-6 и 2, ЦЧ-4. Для серого чугуна понадобятся ЗЧ-2 и 6, 4, ОЗЖН-1 и ОЗЖН-2, МНЧ-2.
- Для сварки меди подойдут такие типы: Комсомолец-100, ОЗБ-2М, ОЗБ-3, АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ESAB ОК 94.25, ESAB OK 94.35, ESAB OK 94.55, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ZELLER 390.
 Для сварки этого металла используют: ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Для сварки этого металла используют: ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Классификация электродов
Маркировка электродов для сварки
Чтобы не было проблем с выбором нужного электрода была создана специальная маркировка. У новичка она может вызвать затруднение, но принцип ее прост. Используются буквы и цифры в специальной последовательности. Все названия состоят из блоков:
- тип;
- марка;
- диаметр;
- сфера применения;
- толщина покрывающего слоя;
- индекс;
- тип покрытия;
- возможные положения для работы;
- тип рекомендуемого тока;
Стоит отдельно упомянуть о положении электродов. Различают 4 вида:
Различают 4 вида:
- горизонтальное расположение;
- нижнее расположение;
- потолочное расположение;
- вертикальное расположение;
На маркировке делают следующие обозначения:
- 1 – электрод подходит для сварки во всех положениях;
- 2 – сварка во всех положениях, кроме вертикального сверху вниз;
- 3 – во всех положениях, кроме вертикального сверху вниз и потолочного;
- 4 – для швов нижнего и нижнего в “лодочку”.
Покрытие электродов
Покрытие электродов – это порошковая смесь, которая наносятся на металлический стержень и необходима для:
- обеспечения стабильного горения дуги;
- придания металлическому шву нужных свойств.
Есть 4 основных вида покрытия, остальные – смеси из них. При этом удобно использовать магнитный угольник при работе со стальными сплавами.
- Кислое покрытие – состоит из окисей железа, свинца и других металлов. Швы, сделанные с электродами имеющими такое покрытие, подвержены образованию горячих трещин.
- Основное покрытие – в качестве основы в них используется фтористый кальций и карбонат кальция. Такие электроды имеют малую окисленность, что обеспечивает хорошее раскисление металла.
- Целлюлозное покрытие содержит большое количество целлюлозы. Такое покрытие позволяет сваривать сверху вниз. Не рекомендуется использовать при сваривании закаливающихся сталей.
- Рутиловое покрытие (основной компонент электродов – рутил). Не рекомендуют использовать в конструкциях, подверженных воздействию высоких температур.
 Швы, сделанные с электродами имеющими такое покрытие, подвержены образованию горячих трещин.
Швы, сделанные с электродами имеющими такое покрытие, подвержены образованию горячих трещин.
Диаметр электрода
Диаметр электрода зависит от размера стального стержня. Бывают следующих диаметров: 1,6 мм, 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм, 5,0 мм, их длина варьируется от 350 до 400 мм. Длина зависит от легирования стального стержня. Существует три характеристики, тесно связанных между собой: диаметр электрода, толщина свариваемого материала и сила тока. Диаметр электрода полностью зависит от свариваемого материала. При сварке материала от 0.5 до 1.5 практически не используется ручная дуговая сварка, применяют TIG-сварку или сварку полуавтоматом.
Подбираем силу тока
Сила тока взаимосвязана с диаметром электрода. Также большое влияние имеет положение сварочного шва в пространстве. При сварке в потолочном и вертикальных положениях следует брать электрод диаметром от 4 мм. При этом нужно снижать силу тока на 15 – 20% относительно силы в других положениях.
К выбору электрода для сварки следует подходить ответственно. От правильного или неправильного выбора зависит качество и долговечность Вашего шва. Обязательно обратите внимание на толщину материала, который Вы будет сваривать и на положение, в котором планируете работать. Детально изучите маркировку – большую часть информации можно узнать по ней.
Электрод ОК 46.
 org/PropertyValue»> Диаметр, мм 3.0 org/PropertyValue»> Диаметр, мм 3.0Этот товар из подборокПараметры упакованного товара Единица товара: Штука Длина, мм: 375 Произведено
Указанная информация не является публичной офертой Отзывы об электродах ESAB ОК 46.00 СВЭЛ 3,0 мм, 5,3 кг СВ000007576Оставить свой отзыв На данный момент для этого товара нет расходных материаловСпособы получения товара в МосквеДоставка Вес брутто товара: 5.39 кг В каком городе вы хотите получить товар? выберите городАбаканАксайАктауАлександровАльметьевскАнадырьАнгарскАрзамасАрмавирАрсеньевАртемАрхангельскАстраханьАхтубинскАчинскБалаковоБалашовБалезиноБарнаулБатайскБелгородБелогорскБерезникиБийскБиробиджанБлаговещенскБодайбоБокситогорскБорБорисоглебскБратскБрянскБугульмаБугурусланБуденновскБузулукВеликие ЛукиВеликий НовгородВеликий УстюгВельскВитебскВладивостокВладикавказВладимирВолгоградВолгодонскВолжскВолжскийВологдаВолховВольскВоркутаВоронежВоскресенскВыборгВыксаВышний ВолочекВязьмаВятские ПоляныГеоргиевскГлазовГорно-АлтайскГрозныйГубкинскийГусь-ХрустальныйДальнегорскДедовскДербентДзержинскДимитровградДмитровДонецкДудинкаЕвпаторияЕгорьевскЕкатеринбургЕлецЕссентукиЗаводоуковскЗеленодольскЗлатоустЗубовоИвановоИгнатовоИжевскИзбербашИнтаИркутскИшимЙошкар-ОлаКазаньКалининградКалугаКаменск-УральскийКаменск-ШахтинскийКамень-на-ОбиКанашКанскКарагандаКарасукКаргопольКемеровоКерчьКинешмаКиришиКировКиселевскКисловодскКлинКлинцыКоломнаКолпашевоКомсомольск-на-АмуреКоролевКостромаКотласКраснодарКрасноярскКропоткинКудьмаКузнецкКуйбышевКумертауКунгурКурганКурскКызылЛабинскЛабытнангиЛаговскоеЛангепасЛенинск-КузнецкийЛесосибирскЛипецкЛискиЛуневоЛюдиновоМагаданМагнитогорскМайкопМалые КабаныМахачкалаМеждуреченскМиассМинскМихайловкаМичуринскМоскваМуравленкоМурманскМуромНабережные ЧелныНадымНазраньНальчикНаро-ФоминскНарьян-МарНаходкаНевинномысскНерюнгриНефтекамскНефтеюганскНижневартовскНижнекамскНижний НовгородНижний ТагилНовая ЧараНовозыбковНовокузнецкНовороссийскНовосибирскНовочебоксарскНовочеркасскНовый УренгойНогинскНорильскНоябрьскНурлатНяганьОбнинскОдинцовоОзерскОктябрьскийОмскОнегаОрелОренбургОрехово-ЗуевоОрскПавлодарПангодыПензаПермьПетрозаводскПетропавловскПетропавловск-КамчатскийПикалевоПлесецкПолярныйПригородноеПрокопьевскПсковПятигорскРеутовРоссошьРостов-на-ДонуРубцовскРыбинскРязаньСалаватСалехардСамараСанкт-ПетербургСаранскСарапулСаратовСаянскСвободныйСевастопольСеверныйСеверобайкальскСеверодвинскСеверскСерпуховСимферопольСлавянск-на-КубаниСмоленскСоликамскСочиСтавропольСтарый ОсколСтерлитамакСургутСызраньСыктывкарТаганрогТаксимоТамбовТаштаголТверьТихвинТихорецкТобольскТольяттиТомскТуапсеТулаТуркестанТюменьУдомляУлан-УдэУльяновскУрайУральскУрюпинскУсинскУсолье-СибирскоеУссурийскУсть-ИлимскУсть-КутУсть-ЛабинскУфаУхтаФеодосияХабаровскХанты-МансийскХасавюртЧайковскийЧебоксарыЧелябинскЧеремховоЧереповецЧеркесскЧитаЧусовойШарьяШахтыЭлектростальЭлистаЭнгельсЮгорскЮжно-СахалинскЯкутскЯлтаЯлуторовскЯрославль Самовывоз: бесплатно
 544993,37.556708]» data-short-name=»м. Скобелевская» data-all-goods-available=»1″> м.Скобелевская, 544993,37.556708]» data-short-name=»м. Скобелевская» data-all-goods-available=»1″> м.Скобелевская,ул. Скобелевская, д. 32 пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину 15А» data-all-goods-available=»1″> 15А» data-all-goods-available=»1″>г. Долгопрудный, проспект Пацаева, д. 15А пн. – вс.: 9:00 – 20:00 В корзину 888526]» data-short-name=»г. Котельники (склад)» data-all-goods-available=»1″> 888526]» data-short-name=»г. Котельники (склад)» data-all-goods-available=»1″>г. Котельники, Яничкин проезд, д. 3 пн. – пт.: 6:00 – 20:00 сб. – вс.: 9:00 – 18:00 В корзинуул. Ивантеевская, д. 25А пн. – вс.: 9:00 – 20:00 В корзину 511335,37.574057]» data-short-name=»ул. 40 лет Октября, д. 14А» data-all-goods-available=»0″> м.МЦД D2 Щербинка, 511335,37.574057]» data-short-name=»ул. 40 лет Октября, д. 14А» data-all-goods-available=»0″> м.МЦД D2 Щербинка,г. Щербинка, ул. 40 лет Октября, д. 14А пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину 983132,37.142229]» data-short-name=»Андреевка, ул. Жилинская, стр. 1″ data-all-goods-available=»0″> 983132,37.142229]» data-short-name=»Андреевка, ул. Жилинская, стр. 1″ data-all-goods-available=»0″>Московская обл., р.п. Андреевка, ул. Жилинская, стр. 1 пн. – вс.: 10:00 – 21:00 В корзинупроспект Свободный, д. 16Ас2 пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину 784635,37.877726]» data-short-name=»микрорайон ЦОВБ, д. 20″ data-all-goods-available=»0″> 784635,37.877726]» data-short-name=»микрорайон ЦОВБ, д. 20″ data-all-goods-available=»0″>г. Балашиха, микрорайон ЦОВБ, д. 20 пн. – пт.: 9:00 – 20:00 сб. – вс.: 9:00 – 18:00 В корзину 12″ data-all-goods-available=»0″> 12″ data-all-goods-available=»0″>г. Воскресенск, ул. Менделеева, д. 12 пн. – вс.: 9:00 – 20:00 В корзину 605343,38.102616]» data-short-name=»ул. Гагарина, д. 24″ data-all-goods-available=»0″> 605343,38.102616]» data-short-name=»ул. Гагарина, д. 24″ data-all-goods-available=»0″>г. Жуковский, ул. Гагарина, д. 24 пн. – вс.: 9:00 – 20:00 В корзину 685162,37.897501]» data-short-name=»ул. Инициативная д. 7с2″ data-all-goods-available=»0″> 685162,37.897501]» data-short-name=»ул. Инициативная д. 7с2″ data-all-goods-available=»0″>г. Люберцы, ул. Инициативная, д. 7с2 пн. – пт.: 9:00 – 20:00 сб. – вс.: 10:00 – 18:00 В корзину Чугунова, д. 41″ data-all-goods-available=»0″> Чугунова, д. 41″ data-all-goods-available=»0″>г. Раменское, ул. Чугунова, д. 41 пн. – вс.: 9:00 – 20:00 В корзинуг. Щелково, ул. Советская, д. 16, стр. 1 пн. – вс.: 9:00 – 20:00 В корзинуСервис от ВсеИнструменты.руМы предлагаем уникальный сервис по обмену, возврату и ремонту товара! Вернем вам деньги, если данный товар вышел из строя в течение 14 дней с момента покупки. Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.Гарантийный ремонтЗдесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Может понадобиться |
 00 ESAB СВ000007576 предназначен для сварки методом MMA углеродистых конструкционных и судовых сталей. Сварка ведется во всех пространственных положениях. Работы следует проводить на постоянном токе обратной полярности и переменным током. Наплавленный металл образует ровный и высококачественный шов. Электрод широко применяется при сварке листов с гальваническим покрытием. Не чувствителен к ржавчине и поверхностным загрязнениям.
00 ESAB СВ000007576 предназначен для сварки методом MMA углеродистых конструкционных и судовых сталей. Сварка ведется во всех пространственных положениях. Работы следует проводить на постоянном токе обратной полярности и переменным током. Наплавленный металл образует ровный и высококачественный шов. Электрод широко применяется при сварке листов с гальваническим покрытием. Не чувствителен к ржавчине и поверхностным загрязнениям. 26к1 В магазине 2 шт., забирайте сегодня В корзину
26к1 В магазине 2 шт., забирайте сегодня В корзину Звенигород, ул. Московская, д. 24 В магазине 2 шт., забирайте сегодня В корзину
Звенигород, ул. Московская, д. 24 В магазине 2 шт., забирайте сегодня В корзину , забирайте сегодня В корзину
, забирайте сегодня В корзину Шатура, проспект Ильича, д. 59 В магазине 4 шт., забирайте сегодня В корзину
Шатура, проспект Ильича, д. 59 В магазине 4 шт., забирайте сегодня В корзину 58, строение 7 По предзаказу на завтра, после 11:00 В корзину
58, строение 7 По предзаказу на завтра, после 11:00 В корзину 25 По предзаказу на завтра, после 11:00 В корзину
25 По предзаказу на завтра, после 11:00 В корзину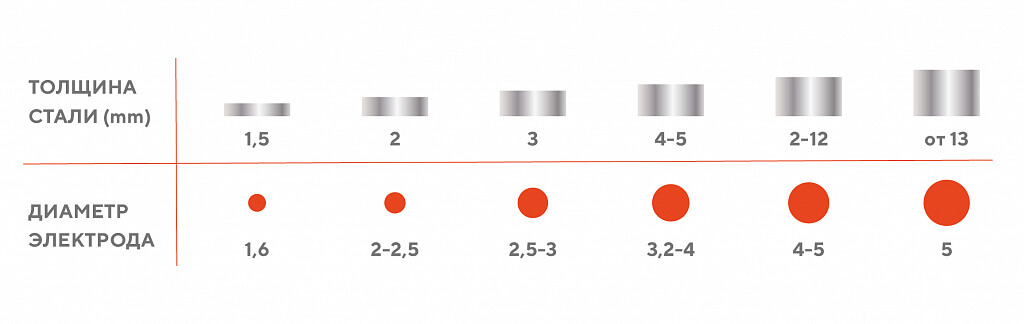 имени Академика В. Н. Челомея, д. 12 По предзаказу на завтра, после 11:00 В корзину
имени Академика В. Н. Челомея, д. 12 По предзаказу на завтра, после 11:00 В корзину Балашиха, микрорайон ЦОВБ, д. 20 По предзаказу на завтра, после 11:00 В корзину
Балашиха, микрорайон ЦОВБ, д. 20 По предзаказу на завтра, после 11:00 В корзину Жуковский, ул. Гагарина, д. 24 По предзаказу на завтра, после 11:00 В корзину
Жуковский, ул. Гагарина, д. 24 По предзаказу на завтра, после 11:00 В корзину Люберцы, ул. Инициативная, д. 7с2 По предзаказу на завтра, после 11:00 В корзину
Люберцы, ул. Инициативная, д. 7с2 По предзаказу на завтра, после 11:00 В корзину Орехово-Зуево, ул. Ленина, д. 76 По предзаказу на завтра, после 11:00 В корзину
Орехово-Зуево, ул. Ленина, д. 76 По предзаказу на завтра, после 11:00 В корзину 82 По предзаказу на завтра, после 11:00 В корзину
82 По предзаказу на завтра, после 11:00 В корзину Авиамоторная,
Авиамоторная, – пт.: 9:00 – 20:00
– пт.: 9:00 – 20:00 – вс.: 10:00 – 18:00
– вс.: 10:00 – 18:00 Подольск, ул. Ленинградская, д. 10А
Подольск, ул. Ленинградская, д. 10А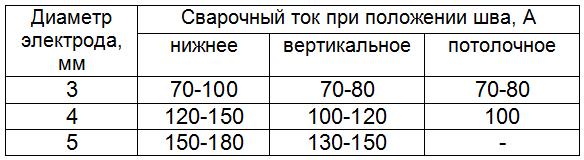 – пт.: 9:00 – 20:00
– пт.: 9:00 – 20:00 32к2
32к2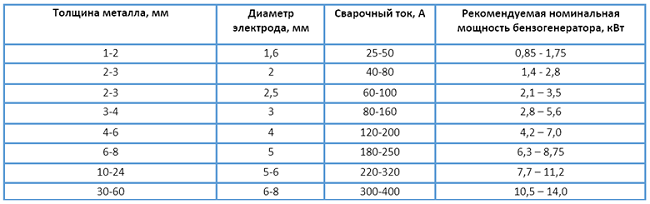 47
47 Октябрьское поле,
Октябрьское поле, 70/4
70/4 Наро-Фоминск, ул. Маршала Жукова, д. 13В
Наро-Фоминск, ул. Маршала Жукова, д. 13В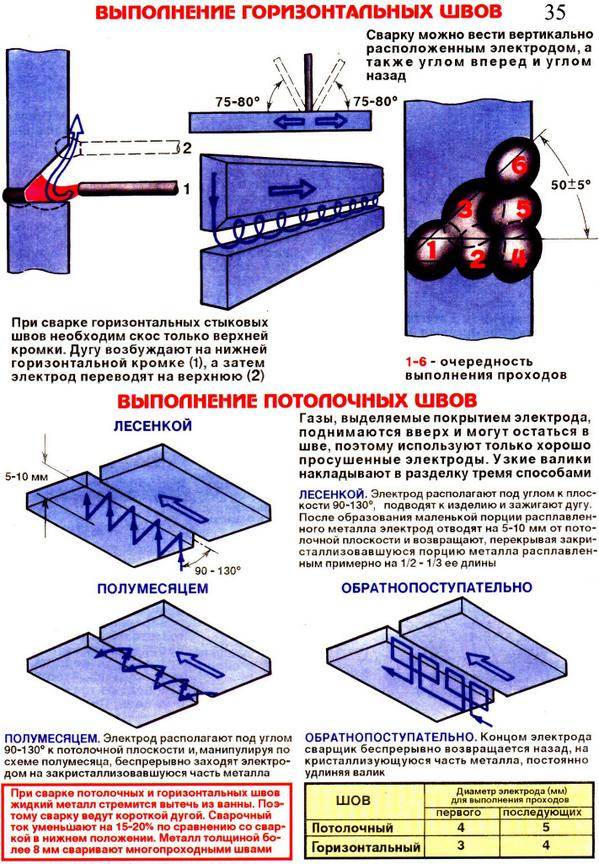 : 9:00 – 20:00
: 9:00 – 20:00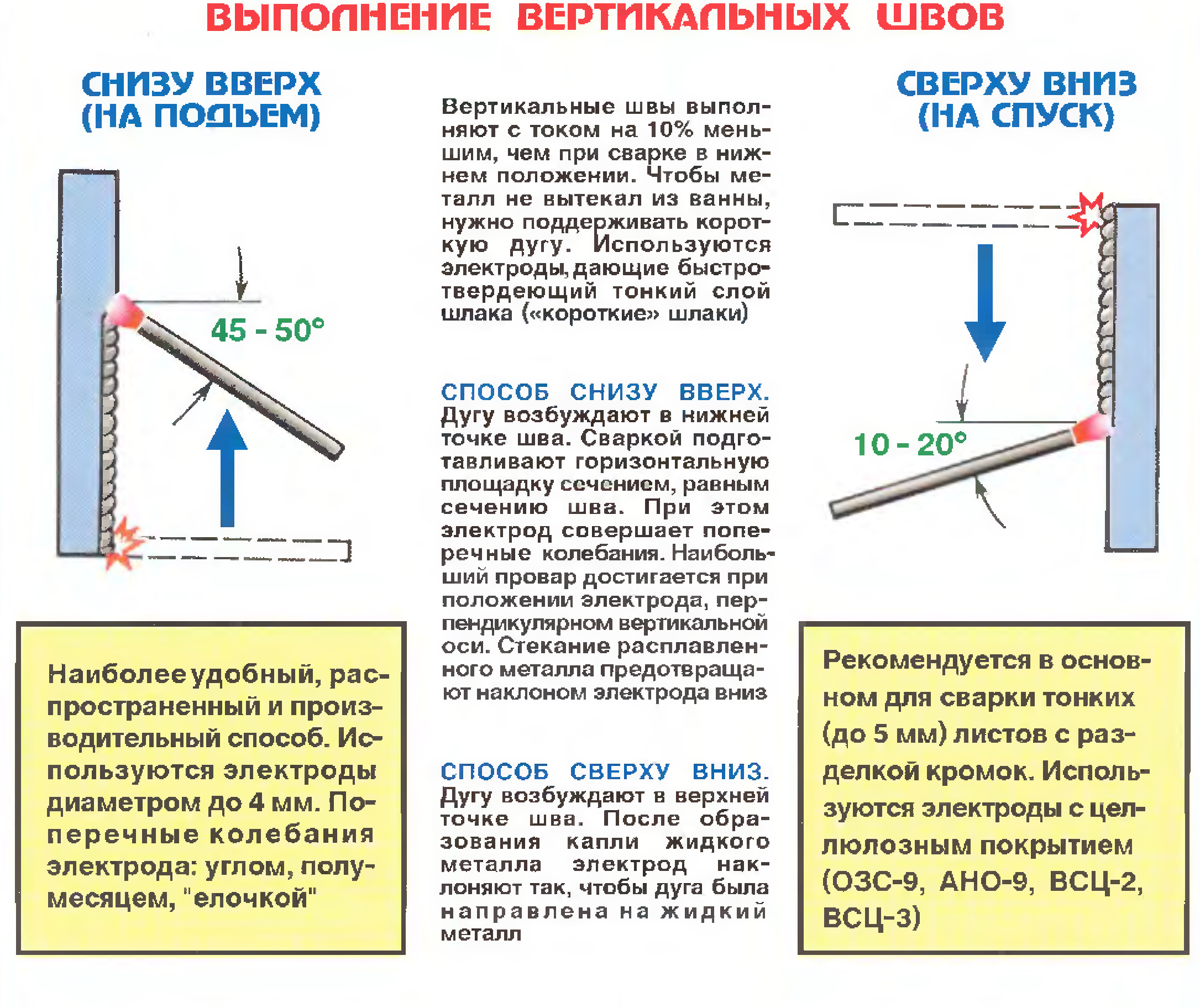 – вс.: 9:00 – 20:00
– вс.: 9:00 – 20:00 Судостроительная, д.18, корп. 5;
Судостроительная, д.18, корп. 5; Island Supply Welding Company
ОСНОВНОЕ РУКОВОДСТВО ПО ЭЛЕКТРОДАМ ДЛЯ ДУГОВОЙ СВАРКИ
ВВЕДЕНИЕ
Существует много различных типов электродов, используемых в процессе дуговой сварки защищенным металлом (SMAW). Цель этого руководства — помочь с идентификацией и выбором этих электродов.ИДЕНТИФИКАЦИЯ ЭЛЕКТРОДА
Электроды для дуговой сварки идентифицируются с использованием системы нумерации A.W.S (Американского сварочного общества) и производятся в размерах от 1/16 до 5/16.Примером может служить сварочный стержень, обозначенный как электрод E6011 1/8 дюйма.Диаметр электрода 1/8 дюйма
Буква «E» обозначает электрод для дуговой сварки.
Далее на электроде будет выбито 4- или 5-значное число. Первые два числа из 4-значного числа и первые 3 цифры из 5-значного числа указывают минимальную прочность на растяжение (в тысячах фунтов на квадратный дюйм) сварного шва, которую будет производить стержень без напряжения. Примеры могут быть следующими:
E60xx будет иметь предел прочности на разрыв 60 000 фунтов на квадратный дюйм E110XX будет 110 000 фунтов на квадратный дюйм
Следующая цифра указывает на положение, в котором может использоваться электрод.
- EXX1X для использования во всех положениях
- EXX2X для использования в плоском и горизонтальном положениях
- EXX3X для плоской сварки
Последние две цифры вместе указывают тип покрытия на электроде и сварочный ток электрод можно использовать с. Например, прямой постоянный ток, (постоянный ток -) обратный постоянный ток (постоянный ток +) или переменный ток
. Я не буду описывать типы покрытий различных электродов, но приведу примеры типов тока, с которыми каждый из них будет работать.
ЭЛЕКТРОДЫ И ТОКИ ИСПОЛЬЗУЕМЫЕ
- EXX10 DC + (обратный или DCRP) электрод положительный.
- EXX11 Отрицательный электрод переменного или постоянного тока (прямой или DCSP).
- EXX12 AC или DC-
- EXX13 AC, DC- или DC +
- EXX14 AC, DC- или DC +
- EXX15 DC +
- EXX16 AC или DC +
- EXX18 AC, DC- или DC +
- EXX20 AC, DC — или DC +
- EXX24 AC, DC- или DC +
- EXX27 AC, DC- или DC +
- EXX28 AC или DC +
ТИПЫ ТОКА
SMAW выполняется с использованием переменного или постоянного тока. Поскольку постоянный ток течет в одном направлении, постоянный ток может быть прямым постоянным током (отрицательный электрод) или обратным постоянным током (положительный электрод).При обратном постоянном токе (DC + OR DCRP) проплавление шва будет глубоким. Прямой постоянный ток (DC- OR DCSP) сварной шов будет иметь более быстрое плавление и скорость наплавки. Сварной шов будет иметь средний провар.
Переменный ток изменяет свою полярность 120 раз в секунду самостоятельно и не может быть изменен, как и постоянный ток.
РАЗМЕР ЭЛЕКТРОДА И ИСПОЛЬЗУЕМЫЕ УСИЛЕНИЯ
Нижеследующее будет служить в качестве основного руководства по диапазону усилителя, который можно использовать для электродов разного размера. Обратите внимание, что эти характеристики могут отличаться у разных производителей электродов для стержня одного и того же размера.Также тип покрытия на электроде может влиять на диапазон силы тока. По возможности проверьте информацию производителя электрода, который вы будете использовать, на предмет рекомендованных значений силы тока.
Стол электродов
ДИАМЕТР ЭЛЕКТРОДА (ТОЛЩИНА) | ДИАПАЗОН УСИЛИТЕЛЯ | ПЛИТА |
1/16 « | 20-40 | ДО 3/16 « |
| 3/32 « | 40–125 | ДО 1/4 « |
| 1/8 | 75-185 | БОЛЕЕ 1/8 « |
| 5/32 « | 105–250 | БОЛЕЕ 1/4 « |
| 3/16 « | 140–305 | БОЛЕЕ 3/8 дюйма |
| 1/4 « | 210–430 | БОЛЕЕ 3/8 дюйма |
| 5/16 « | 275–450 | БОЛЕЕ 1/2 « |
Примечание! Чем толще свариваемый материал, тем выше требуемый ток и тем больше требуется электрод.
НЕКОТОРЫЕ ТИПЫ ЭЛЕКТРОДОВ
В этом разделе кратко описаны четыре электрода, которые обычно используются для ремонтной и ремонтной сварки низкоуглеродистой стали. Есть много других электродов для сварки других металлов. Уточните у местного поставщика сварочных материалов, какой электрод следует использовать для металла, который вы хотите сваривать.
E6010 Этот электрод используется для сварки во всех положениях с использованием DCRP. Он обеспечивает глубокопроникающий сварной шов и хорошо работает с грязными, ржавыми или окрашенными металлами.
E6011 Этот электрод имеет те же характеристики, что и E6010, но может использоваться с токами переменного и постоянного тока.
E6013 Этот электрод можно использовать с переменным и постоянным током. Он обеспечивает сварку со средней проникающей способностью и превосходным внешним видом сварного шва.
E7018 Этот электрод известен как электрод с низким содержанием водорода и может использоваться с переменным или постоянным током.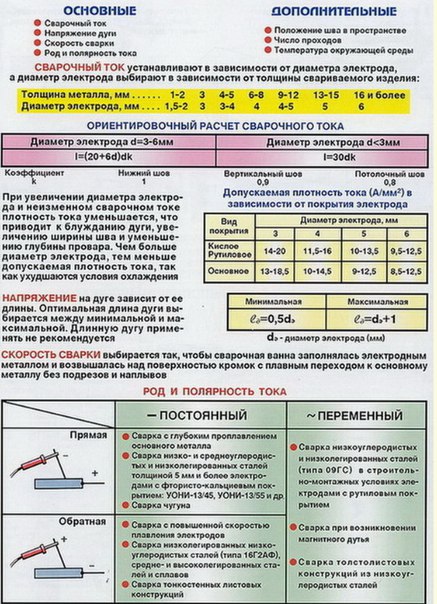 Покрытие электрода имеет низкое влагосодержание, что снижает попадание водорода в сварной шов. Электрод может производить сварные швы рентгеновского качества со средней проплавкой. (Учтите, что этот электрод должен быть сухим.Если он намокнет, его необходимо просушить в стержневой печи перед использованием.)
Покрытие электрода имеет низкое влагосодержание, что снижает попадание водорода в сварной шов. Электрод может производить сварные швы рентгеновского качества со средней проплавкой. (Учтите, что этот электрод должен быть сухим.Если он намокнет, его необходимо просушить в стержневой печи перед использованием.)
Надеемся, что эта основная информация поможет начинающему или домашнему сварщику определить различные типы электродов и выбрать правильный для своих сварочных проектов.
Написано Брюсом Бауэрлейном
(PDF) Влияние электрода и количества проходов на твердость и микроструктуру дуговой сварки экранированного металла
IOP Conf. Серия: Материаловедение и инженерия 515 (2019) 012072
4.Заключение
Основываясь на результатах исследований и анализа, проведенных на низкоуглеродистой стали в сочетании с процессом сварки
с вариациями электродов и количества проходов, можно сделать следующие выводы
, а именно типы электродов и количество проходов очень влияет на твердость и микроструктуру
результатов сварки. Результаты испытания на твердость показали, что при использовании электрода E6013
Результаты испытания на твердость показали, что при использовании электрода E6013
значение твердости было выше, чем при использовании электрода E7016.Результаты испытания микроструктуры
показали, что область HAZ для электродов E6013 и E7016 содержала как феррит, так и перлит.
Однако образцы E6013 с количеством проходов 3 слоя 6 проходов имели больше всего перлита, то есть
этот образец имеет тенденцию быть более твердым, потому что он содержит больше углерода.
Список литературы
[1] Дарьянто, Proses Pengolahan Besi dan Baja. Bandung, 2010.
[2] Bintoto, G, Dasar-DasarPekerjaan Las.Канисиус, Джокьякарта, 1999
[3] С. Рагу Натан, В. Баласубраманян, С. Маларвижи и А.Г. Рао, «Влияние процессов сварки
на механические и микроструктурные характеристики высокопрочных низколегированных стыков из морской стали
. , ”Def. Technol., Т. 11, вып. 3, pp. 308–317, 2015.
[4] Surdia, tata., Saito, Sinroku, pengetahuan bahan teknik.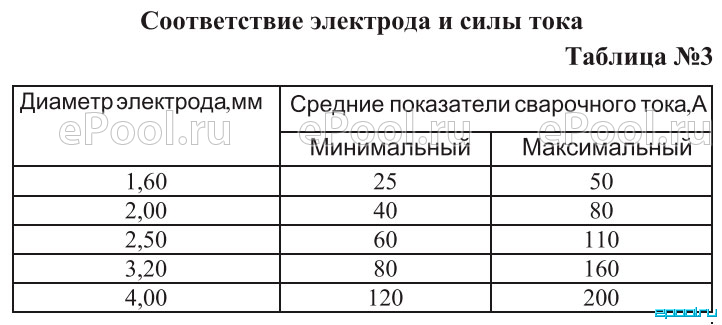 Прадня парамита. Джакарта: 2005.
Прадня парамита. Джакарта: 2005.
[5] Widharto, S. Teknologi dan Proses Pengelasan. Балаи Бесар Бахан дан Баранг Текник, Бандунг
[6] Х.Дай, X. Шен и Х. Ван, «Результаты физического исследования давления дуги при сварке TIG
при условии попеременной подачи Ar-Ar и Ar-He», Results Phys., Vol. 10, вып. Июнь,
,, стр. 917–922, 2018.
[7] Азбука дуговой сварки и контроля, 2015, kobesteel Ltd, Токио.
[8] Moshat, S. dkk. (2010). «Параметрическая оптимизация концевого фрезерования с ЧПУ с использованием энтропийного метода измерения
в сочетании с методом Грея-Тагучи», Международный журнал
Engineering, Science and Technology, vol.2, No. 2, pp 1-12.
[9] C. T. Vaz, A. Q. Bracarense, I. Felizardo, E. C. Pereira Pessoa, «Непроницаемые электроды с низким содержанием водорода
: оценка сварочного металла, шлака и дыма», J. Mater. Res. Technol., Т. 1,
нет. 2, pp. 64–70, 2012.
[10] CT Vaz, AQ Bracarense, I. Felizardo, EC Pereira Pessoa, «Непроницаемые с низким содержанием водорода
Felizardo, EC Pereira Pessoa, «Непроницаемые с низким содержанием водорода
: оценка сварочного металла, шлака и дыма», J , Матер. Res. Technol., Т. 1,
нет.2, pp. 64–70, 2012.
[11] Jaenal Arifin, Helmy Purwanto, Imam Syafaat (2017), Pengaruh Jenis Elektroda terhadap Sifat
Mekanik Hasil Pengelasan SMAW Baja ASTM A36, Momentum, Vol.13, No 1
[12] Naryono, FaridRakhman (2014), Pengaruh Kecepatan Pengelasan Pada Penyambungan Plat Baja
SA36 Menggunakan Elektroda E6013 dan E7016 Terhadap Kekerasan, Struktur Mikro dan
KK. А. Саксена, А.Кумарасвами, Г. Мадхусудхан Редди и В. Мадху, «Влияние сварочных материалов
на растяжение и ударные свойства многопроходных стальных соединений SMAW Armox 500T
по сравнению с основным металлом», Def. Technol., Т. 14, вып. 3, pp. 188–195, 2018.
[14] T.-J. Ким, Б.-С. Янг и С.-В. Канг, «Анализ сварочной деформации на основе улучшенного метода эквивалентной деформации
с учетом влияния температурных градиентов», Междунар. J. Nav. Archit.
J. Nav. Archit.
Ocean Eng., т. 7, вып. 1, стр. 157–173, 2015.
[15] Фонг Йих, Цзэн дан Чен Фучен (2003), «Простой подход к надежной конструкции высокоскоростной технологии электроэрозионной обработки
», International Журнал станков и
Производство, Том 43, стр. 217-227.
[16] Л. Де Хесус и др. «Механические свойства и микроструктура сваренного методом SMAW и термически обработанного
HSLA-80», Интегр. Med. Рез., Нет. x x, 2018. С. 1–8.
Сварка | Лазерный орех
MIG — низкоуглеродистая сталь и алюминий
TIG
Точечная сварка
Газовая дуговая сварка металлическим электродом ( GMAW ), иногда называемая его подтипами металлический инертный газ ( MIG ) сварка или металлический активный газ ( MAG ) сварка , является процесс сварки, при котором между плавящимся проволочным электродом и металлом (-ами) заготовки образуется электрическая дуга, которая нагревает металл (-а) заготовки, заставляя их плавиться и соединяться.
Наряду с проволочным электродом через сварочную горелку проходит защитный газ, который защищает процесс от загрязнений в воздухе. Процесс может быть полуавтоматическим или автоматическим. Источник постоянного напряжения постоянного тока обычно используется с GMAW, но могут использоваться системы постоянного тока, а также переменного тока. Существует четыре основных метода переноса металла в GMAW, называемых глобулярным, короткозамкнутым, распылительным и импульсным, каждый из которых имеет определенные свойства и соответствующие преимущества и ограничения.
Первоначально разработанный для сварки алюминия и других цветных металлов в 1940-х годах, GMAW вскоре стал применяться для стали, поскольку он обеспечивает более быстрое время сварки по сравнению с другими сварочными процессами. Стоимость инертного газа ограничивала его использование в сталях до тех пор, пока несколько лет спустя не стали широко использоваться полуинертные газы, такие как диоксид углерода. Дальнейшие разработки в течение 1950-х и 1960-х годов сделали процесс более универсальным, и в результате он стал широко используемым промышленным процессом.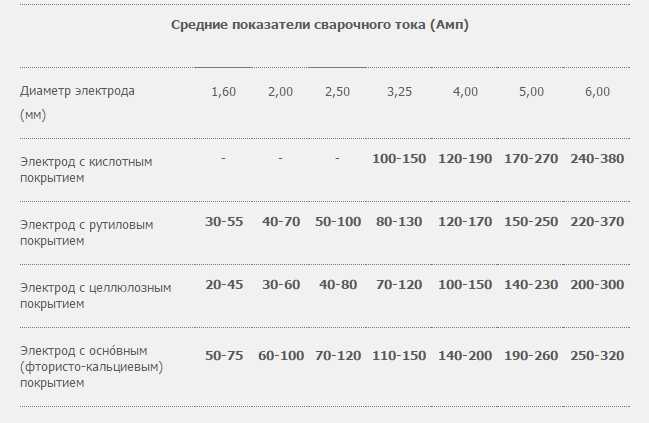 Сегодня GMAW является наиболее распространенным процессом промышленной сварки, предпочтительным из-за его универсальности, скорости и относительной простоты адаптации процесса к роботизированной автоматизации.В отличие от сварочных процессов, в которых не используется защитный газ, таких как дуговая сварка в среде защитного металла, он редко используется на открытом воздухе или в других областях с нестабильностью воздуха. Связанный процесс, дуговая сварка порошковой проволокой, часто не использует защитный газ, а вместо этого использует полую электродную проволоку, заполненную флюсом.
Сегодня GMAW является наиболее распространенным процессом промышленной сварки, предпочтительным из-за его универсальности, скорости и относительной простоты адаптации процесса к роботизированной автоматизации.В отличие от сварочных процессов, в которых не используется защитный газ, таких как дуговая сварка в среде защитного металла, он редко используется на открытом воздухе или в других областях с нестабильностью воздуха. Связанный процесс, дуговая сварка порошковой проволокой, часто не использует защитный газ, а вместо этого использует полую электродную проволоку, заполненную флюсом.
Дуговая сварка вольфрамовым электродом ( GTAW, ), также известная как вольфрамовый инертный газ ( TIG ) сварка , представляет собой процесс дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод.Зона сварки защищена от атмосферного загрязнения инертным защитным газом (аргон или гелий), и обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные сварные швы, он не требуется. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит по дуге через столб высокоионизированного газа и паров металлов, известный как плазма.
Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит по дуге через столб высокоионизированного газа и паров металлов, известный как плазма.
GTAW чаще всего используется для сварки тонких профилей из нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.Этот процесс предоставляет оператору больший контроль над сварным швом, чем конкурирующие процессы, такие как дуговая сварка металлическим электродом в защитных оболочках и дуговая сварка металлическим электродом в газовой среде, что позволяет получать более прочные и качественные сварные швы. Однако GTAW сравнительно сложнее и труднее в освоении, и, кроме того, она значительно медленнее, чем большинство других методов сварки. Связанный с этим процесс, плазменная сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как результат, часто автоматизирован.
Сопротивление Точечная сварка (RSW) — это процесс, в котором соприкасающиеся металлические поверхности соединяются теплом, полученным в результате сопротивления электрическому току.
Заготовки удерживаются вместе под давлением электродов. Обычно листы имеют толщину от 0,5 до 3 мм (от 0,020 до 0,118 дюйма). В процессе используются два профилированных электрода из медного сплава для концентрации сварочного тока в небольшом «пятне» и одновременного зажима листов вместе. Пропуск большого тока через пятно расплавит металл и образует сварной шов. Привлекательная особенность точечной сварки заключается в том, что к точке может быть доставлено много энергии за очень короткое время (примерно 10–100 миллисекунд).Это позволяет производить сварку без чрезмерного нагрева остальной части листа.
Количество тепла (энергии), доставляемое пятну, определяется сопротивлением между электродами, а также величиной и продолжительностью тока. Количество энергии выбирается в соответствии со свойствами материала листа, его толщиной и типом электродов. Применение слишком малого количества энергии не приведет к расплавлению металла или плохой сварке. Приложение слишком большого количества энергии приведет к расплавлению слишком большого количества металла, выбросу расплавленного материала и образованию отверстия, а не сварного шва. Еще одна особенность точечной сварки заключается в том, что можно контролировать энергию, подводимую к точке, для получения надежных сварных швов.
Еще одна особенность точечной сварки заключается в том, что можно контролировать энергию, подводимую к точке, для получения надежных сварных швов.
Проекционная сварка — модификация точечной сварки. В этом процессе сварной шов локализуют с помощью выступов или выступов на одной или обеих соединяемых заготовках. Тепло концентрируется на выступах, что позволяет сваривать более тяжелые секции или уменьшать расстояние между сварными швами. Выступы также могут служить средством позиционирования заготовок.Рельефная сварка часто используется для приваривания шпилек, гаек и других деталей винтовых машин к металлической пластине. Он также часто используется для соединения скрещенных проводов и стержней. Это еще один высокопроизводительный процесс, и многопроходные сварные швы могут быть выполнены путем соответствующего проектирования и отсадки.
Наконечники для сварки TIG нержавеющей стали
Кевин Стоун — старший изготовитель, который начал применять свои навыки сварки и рисования для создания массивных скульптур из нержавеющей стали еще в 2005 году. С тех пор он использовал процесс газо-вольфрамовой дуговой сварки (GTAW / AKA TIG), чтобы создать впечатляющую коллекцию орлов, драконов, динозавров и многих других. Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как коробление, охрупчивание и ржавчина. Фактически, всего пять ампер может иметь значение между идеальным сварным швом и вороненой или прожженной деталью. К счастью для нас, существует ряд проверенных и надежных советов, которые каждый из нас может использовать для управления подводом тепла и овладения искусством сварки TIG нержавеющей стали.
Правильная установка — Правильная установка гарантирует использование только необходимого количества присадочного металла. Вы не можете добавить присадочный металл, не добавив тепла, поэтому вам не захочется заполнять пробелы.
Присадочный металл — Чем толще пруток или проволока, тем больше тепла требуется для их плавления. Поэтому диаметр присадочного металла должен быть меньше диаметра основного металла. Чтобы гарантировать целостность сварного шва, присадочный металл и основной материал должны быть химически совместимыми и обладать схожими механическими свойствами.
Поэтому диаметр присадочного металла должен быть меньше диаметра основного металла. Чтобы гарантировать целостность сварного шва, присадочный металл и основной материал должны быть химически совместимыми и обладать схожими механическими свойствами.
Размер электрода — Обычные размеры вольфрамовых электродов составляют от 3/32 до 1-1 / 4 дюйма. Выбор правильного размера зависит от таких переменных, как полярность, сила тока, размер соединения и толщина основного металла. Убедитесь, что вы проверили рекомендации производителя для выбора подходящего размера.
Геометрия электрода — Конусность, не превышающая 2,5 диаметра электрода, создает сфокусированную дугу, способную создавать глубокие тонкие валики и узкую зону термического влияния.Если электрод имеет конусность более чем в 2,5 раза больше его диаметра, дуга может разгораться. Это приводит к меньшему проникновению и более широкой зоне термического влияния.
Пальцевый и ножной блок управления — Ножной блок управления позволяет более точно регулировать силу тока и не мешает руке горелки. Однако при сварке на лестницах или неудобных местах управление пальцами может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который вам больше всего подходит.Если ваш сварочный аппарат относительно точен, вам нужно только немного отрегулировать кончик пальца или педаль, чтобы управлять тепловложением. Начните с низкой силы тока и дайте луже образоваться . Затем отодвиньте два или три ампера и добавьте наполнитель.
Однако при сварке на лестницах или неудобных местах управление пальцами может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который вам больше всего подходит.Если ваш сварочный аппарат относительно точен, вам нужно только немного отрегулировать кончик пальца или педаль, чтобы управлять тепловложением. Начните с низкой силы тока и дайте луже образоваться . Затем отодвиньте два или три ампера и добавьте наполнитель.
Размер ванны — Толщина сварочной ванны должна соответствовать толщине основного металла. Если лужа становится слишком большой, используйте кончики пальцев или педаль для уменьшения тепловложения. Вы можете устранить кратеры, ослабив ток в конце сварного шва и добавив присадочный металл, пока лужа не затвердеет.
Расход газа и скорость движения — Держите поток газа и направьте его на лужу, пока оранжевый цвет не исчезнет. Последующий поток также охлаждает лужу и электрод. Не перемещайте фонарик слишком быстро. Это может сдуть газ от электрода, сделать его черным и затруднить запуск в следующий раз.
Не перемещайте фонарик слишком быстро. Это может сдуть газ от электрода, сделать его черным и затруднить запуск в следующий раз.
Полярность и импульсный режим — Используйте импульсную газовую сварку вольфрамовой дугой (GTAW-P) с отрицательным током электрода постоянного тока.В импульсном режиме ток чередуется между высоким пиковым током и низким фоновым током. Пиковый ток обеспечивает хорошее плавление и проплавление, в то время как фоновый ток поддерживает дугу и позволяет области сварного шва охладиться, предотвращая коробление, охрупчивание и выделение карбидов. Чем выше частота импульсов (измеряется в импульсах в секунду или PPS), тем более узкий и концентрированный конус дуги. Это, в свою очередь, увеличивает проникновение и уменьшает ширину валика. Более того, частота импульсов ограничивает тепловложение.Высокоскоростной импульсный режим (обычно более 100 PPS) помогает взбалтывать лужу и высвобождать пористость или газ, оставшийся в сварном шве.
Обычные сварочные аппараты TIG ограничиваются примерно 10 PPS. Для повышения своего мастерства неопытные сварщики могут подсчитывать импульсы (от 0,5 до 2 импульсов в секунду), чтобы отсчитывать время движения горелки и холодной проволоки. Однако более опытные сварщики захотят использовать инвертор TIG, способный производить сотни или тысячи импульсов в секунду. Для сварки углеродистой или нержавеющей стали начните со 100 PPS и постепенно увеличивайте до 500 PPS.Не забывайте дышать нормально. «Многие люди склонны задерживать дыхание, но это может иметь противоположный эффект», — говорит Стоун. «Кроме того, нежный захват делает руку более устойчивой. Держите резак крепко, но не слишком сильно, иначе наступит усталость, которая приведет к тряске ». Всегда заранее проверяйте свои настройки и технику на тестовом образце, и, конечно же, ПРАКТИКА, ПРАКТИКА, ПРАКТИКА! Сварка нержавеющей стали методом TIG может быть сложной задачей, но результат стоит затраченных усилий.
ИСТОЧНИКИ:
Художник Кевин Стоун использует продвинутый сварочный аппарат TIG для создания «Shock and Awe» Art
Руководство по сварке; 9 выпуск, том 2
Введение в сварку — Как выполнить сварку «прилипанием» к металлической дуге (MMA) — Идеи и советы
Купите сварочные материалы в Интернете по адресу: Metal 4U
ПРЕДУПРЕЖДЕНИЕ:
Этот документ содержит общую информацию по обсуждаемой здесь теме. Этот документ не является руководством по применению и не содержит полного изложения всех факторов, относящихся к этой теме.
Этот документ не является руководством по применению и не содержит полного изложения всех факторов, относящихся к этой теме.
Установка, эксплуатация и техническое обслуживание оборудования для дуговой сварки, а также использование процедур, описанных в этом документе, должны выполняться только квалифицированным персоналом в соответствии с применимыми правилами техники безопасности и инструкциями производителей.
Всегда следите за тем, чтобы рабочие места были чистыми и безопасными, а также использовала надлежащую вентиляцию.Неправильное использование оборудования, а также несоблюдение применимых норм и правил техники безопасности может привести к серьезным травмам и материальному ущербу.
Введение
Дуговая сварка покрытыми электродами — это ручной процесс, в котором источником тепла является электрическая дуга. Когда дуга возникает между покрытым электродом (посредством электрододержателя) и свариваемой деталью (основным материалом), она выделяет тепло, которое вызывает быстрое плавление как основного материала, так и электрода.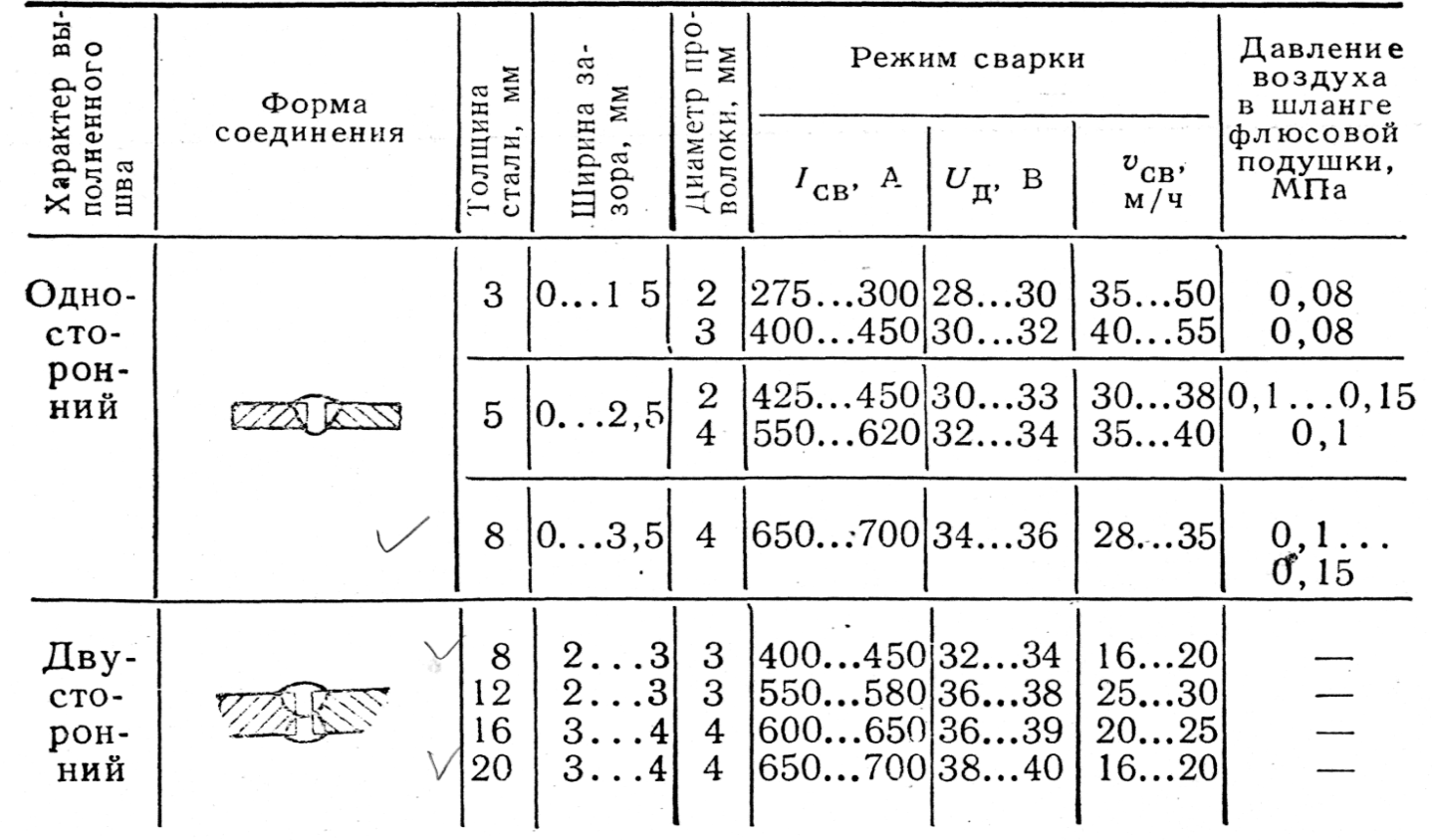
Сварочная схема состоит из следующих элементов:
- источник питания
- электрододержатель
- Электроды с покрытием
- зажим заземления и кабели заземления
, как показано на рисунке 2 ниже.
цифра 2
Источник питания
Назначение источника питания состоит в том, чтобы подавать электрическую дугу, которая присутствует между основным материалом и электродом, посредством вывода тока, достаточного для поддержания зажигания дуги.
Электродная сварка основана на принципе постоянного тока, т. Е. Ток, подаваемый источником питания, не должен изменяться, когда оператор перемещает электрод по направлению к детали. Таким образом, основным конструктивным свойством источника является сохранение неизменности тока при изменении длины дуги по мере приближения электрода к детали или от нее: чем более постоянен ток, тем стабильнее получается дуга и тем проще операторская работа.
Внутри источника питания обычно находится устройство регулировки сварочного тока, механическое (например,g магнитный шунт) или электронного типа (системы SCR или инверторные системы). Это различие можно использовать для классификации электродных сварочных аппаратов на три семейства в зависимости от технологии их изготовления: электромеханические сварочные аппараты, электронные сварочные аппараты (SCR), инверторные сварочные аппараты. Полярность выходного тока источника питания различает еще две категории:
Это различие можно использовать для классификации электродных сварочных аппаратов на три семейства в зависимости от технологии их изготовления: электромеханические сварочные аппараты, электронные сварочные аппараты (SCR), инверторные сварочные аппараты. Полярность выходного тока источника питания различает еще две категории:
цифра 3
a) источник постоянного тока (DC) (см. Рисунок 3)
Выходной ток источника питания имеет непрерывную форму волны, которая получается с помощью устройства, выпрямителя, которое расположено в основании трансформатора и может преобразовать переменный ток в постоянный.Этот выход типичен для электронных SCR и инверторных источников питания. Если сварочная цепь имеет источник постоянного тока (DC), ее можно дополнительно классифицировать в соответствии с методом соединения полюсов источника питания с свариваемым материалом:
б) источник переменного тока (AC) (см. Рисунок 4)
рисунок 4
Выходной ток источника питания имеет форму синусоидальной волны, которая меняет свою полярность через равные промежутки времени с частотой 50 или 60 циклов в секунду (Герц). Его получают с помощью трансформатора, который преобразует сетевой ток в ток, подходящий для сварки. Это для электромеханических сварочных аппаратов.
Его получают с помощью трансформатора, который преобразует сетевой ток в ток, подходящий для сварки. Это для электромеханических сварочных аппаратов.
i) подключение с прямой полярностью
Подключение с прямой полярностью происходит, когда зажимной кабель (с зажимом держателя электрода) подсоединяется к отрицательному полюсу (-) источника питания, а кабель заземления (с зажимом заземления) — к положительному полюсу ( +) источника питания. Электрическая дуга концентрирует тепло, выделяемое на детали, и вызывает ее плавление.Таким образом, по мере плавления сердечника электрода он осаждается и проникает в сварное соединение.
ii) подключение с обратной полярностью
Подключение с обратной полярностью происходит, когда зажимной кабель (с зажимом держателя электрода) подсоединяется к положительному полюсу (+) источника питания, а кабель заземления (с зажимом заземления) — к отрицательному полюсу ( -) источника питания. Тепло от электрической дуги в основном сосредоточено на конце электрода. Для каждого типа электрода требуется определенный тип тока (переменный или постоянный), а в случае постоянного тока — определенная полярность: поэтому выбор электрода зависит от типа используемого источника питания.Неправильное использование вызовет проблемы со стабильностью дуги и, следовательно, проблемы с качеством сварки.
Для каждого типа электрода требуется определенный тип тока (переменный или постоянный), а в случае постоянного тока — определенная полярность: поэтому выбор электрода зависит от типа используемого источника питания.Неправильное использование вызовет проблемы со стабильностью дуги и, следовательно, проблемы с качеством сварки.
цифра 5
электрододержатель
Основная функция электрододержателя — поддерживать электрод, обеспечивая хороший электрический контакт для прохождения тока; он также должен гарантировать достаточную электрическую изоляцию сварщика.
цифра 6
зажим заземления и кабели
Зажим заземления — это инструмент, который через кабель заземления обеспечивает замыкание электрической цепи между источником сварочного тока и свариваемой деталью.Зажим и кабели заземления, подключенные к электрододержателю и заземляющему зажиму соответственно, обеспечивают электрическое соединение между источником питания и основным материалом для сварки. Выбор сечения и длины кабеля должен основываться на максимальном сварочном токе в амперах.
Выбор сечения и длины кабеля должен основываться на максимальном сварочном токе в амперах.
цифра 7
Электроды с покрытием
Электрод с покрытием состоит из сердечника и покрытия. Сердечник состоит из металлического токопроводящего стержня, единственное назначение которого — подавать сварочный материал к изделию.Используемый материал зависит от основного материала: для углеродистых сталей, для которых электродная сварка наиболее распространена, сердечник выполняется из мягкой стали. Во время сварки сердечник плавится немного раньше, чем покрытие.
Покрытие является наиболее важной частью электрода и выполняет множество функций. Он в первую очередь служит для защиты сварного шва от загрязнения, и это достигается двумя способами: i) испаряя, а затем изменяя атмосферу, окружающую сварочную ванну, путем замедленного плавления, сердцевина, следовательно, защищается естественным образом образовавшимся кратером; ii) за счет разжижения и плавания на поверхности бассейна бусинка защищена при охлаждении.
Он также содержит материал, способный очищать основной материал, и элементы, которые могут способствовать образованию сплавов в расплаве. Поэтому выбор покрытия очень важен и зависит от характеристик сварного шва. Покрытие также может содержать сварочный материал в виде порошка для увеличения количества наплавленного материала и, следовательно, скорости сварки. В данном случае мы имеем в виду электроды с высокими эксплуатационными характеристиками.
современный источник питания характеристики
Современные инверторные источники сварочного тока могут иметь специальные функции, которые облегчают сварку.Эти устройства могут включать в себя технологию «дуги», «горячий старт» и «антипригарное».
Устройство «силы дуги» облегчает перенос капель расплавленного материала от электрода к основному материалу, предотвращая гашение дуги, когда капли вызывают контакт (т. Е. Короткое замыкание) между электродом и сварочной ванной.
Устройство «горячего старта» облегчает зажигание электрической дуги, подавая «перегрузку по току» каждый раз при возобновлении сварки.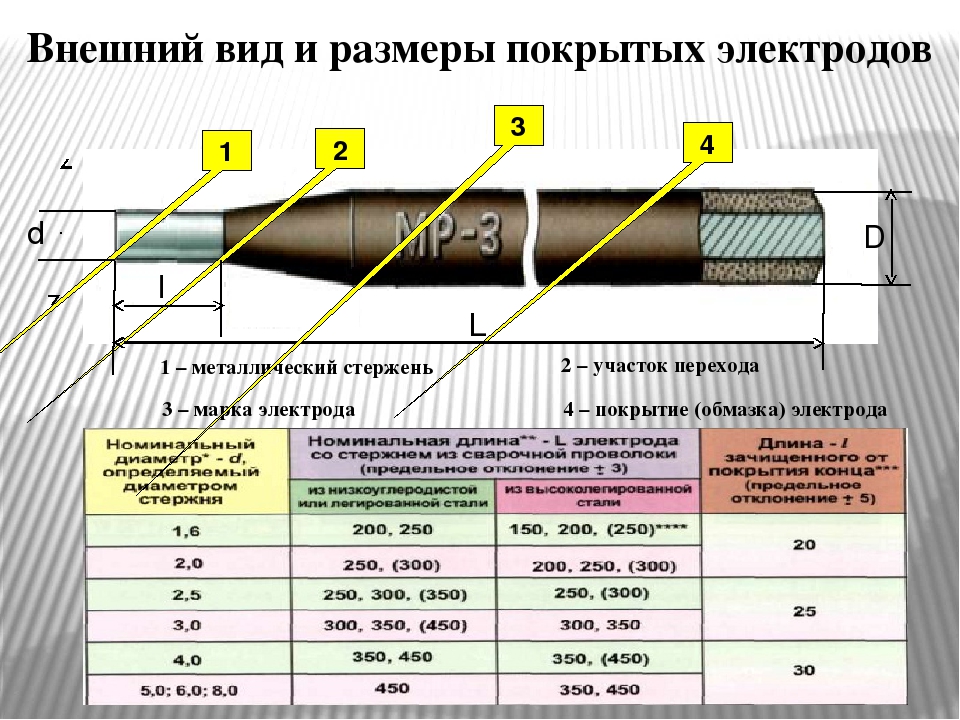
Устройство «против прилипания» автоматически отключает источник питания, если электрод прилипает к основному материалу, что позволяет удалить его вручную, не повредив зажим держателя электрода.
Общие принципы
Экранированная дуговая сварка с помощью трансформаторного сварочного аппарата зависит от того фундаментального факта, что, когда одна сторона сварочной цепи прикреплена к куску стали, сварочный электрод соединен с другой стороной и два приведены в контакт, дуга будет быть установленным. Если дуга контролируется должным образом, металл электрода пройдет через дугу и осядет на стали. Когда электрод перемещается по стали с правильной скоростью, металл осаждается в виде однородного слоя, называемого валиком.Электроды, используемые при сварке, изготовлены с особой тщательностью для получения прочных и качественных сварных швов. Они состоят из сердечника из стальной проволоки, обычно называемой мягкой, поскольку она содержит низкий (0,10-0,14) процент углерода. На этот сердечник нанесено специальное покрытие, которое помогает создать дугу и в то же время защищает расплавленную сталь, когда она проходит через дугу.
Чтобы использовать эти принципы при дуговой сварке металлическим электродом, необходимы некоторые средства управления мощностью. Мощность в цепи измеряется напряжением и током.Однако напряжение зависит от длины дуги и, в свою очередь, от диаметра электрода. Следовательно, на практике мощность или тепло измеряется током, обычно измеряемым в амперах. Очевидно, что маленький электрод требует меньшего тока, чем большой. Для упрощения операций шкала на передней панели сварочного аппарата размечена для различных значений тока.
цифра 8
цифра 9
Точный ток, выбранный для работы, зависит от размера свариваемых деталей и положения сварки.Как правило, для сварки небольшой детали достаточно более низкого тока, чем для сварки большой детали такой же толщины. Точно так же при данном размере электрода следует использовать более низкий ток для тонких металлов, чем для более тяжелых участков.
Несмотря на то, что всегда рекомендуется выполнять сварку в горизонтальном положении, как показано на рисунке 8, иногда при работе с машинами или другими крупными агрегатами необходимо выполнять сварку в вертикальном, горизонтальном или потолочном положении, как показано на рис. цифры 9, 10 и 11 соответственно.Как правило, в этих сложных условиях полезно уменьшить ток по сравнению со значением, используемым при сварке в горизонтальном положении.
цифра 10
цифра 11
рисунок 12
В обучении сварке есть определенные фундаментальные шаги, которые необходимо освоить, прежде чем можно будет пытаться сваривать на практике. Перед фактическим зажиганием дуги необходимо вставить электрод в держатель, как показано на рисунке 12.
Зажигание дуги
Для зажигания дуги рисунок 13 иллюстрирует так называемый «метод царапания». В этом методе поражающий конец электрода проводят по изделию так же, как при зажигании спички.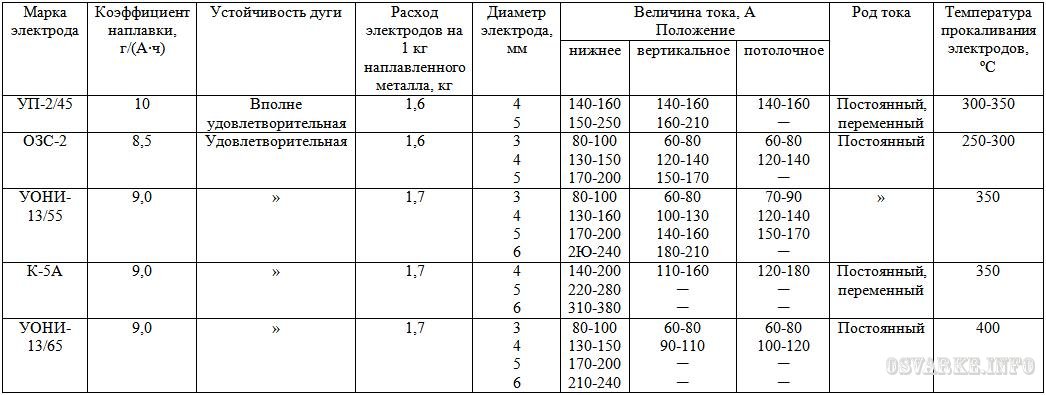 Когда электрод касается изделия, начинается сварочный ток. Если удерживать в этом положении, электрод будет
Когда электрод касается изделия, начинается сварочный ток. Если удерживать в этом положении, электрод будет
рисунок 13
рисунок 14
«замерзает» или приваривается к изделию, и для преодоления этого электрод выводят из работы сразу после того, как был установлен контакт.
Количество извлекаемого электрода невелико и зависит от диаметра: это расстояние известно как длина дуги. Если при зажигании дуги электрод замерзает, его можно освободить, быстро повернув запястье.
Доступен другой метод создания дуги. Известен «метод постукивания» (см. Рисунок 14), когда электрододержатель опускается прямо на изделие и сразу после контакта вытягивается на нужную длину.
Попрактикуйтесь в зажигании дуги обоими методами.Как правило, для сварки на переменном токе предпочтительнее царапать. Определить правильную длину дуги сложно, поскольку нет готовых средств для ее измерения. В качестве предварительного руководства используйте длину дуги около 1,6 мм на электродах 1,6 и 2,4 мм; Для электродов 3,2 мм и 4,0 мм используйте дугу длиной около 3,2 мм.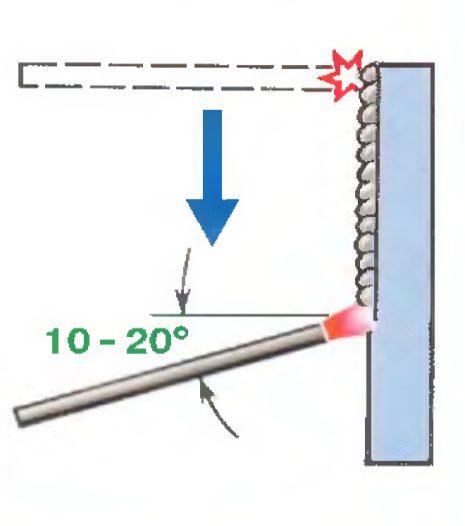 Когда навык приобретен, звук дуги будет хорошим ориентиром. Короткая дуга с правильным током издаст резкий потрескивающий звук. Осмотр нанесенного бусинки даст дополнительную проверку.
Когда навык приобретен, звук дуги будет хорошим ориентиром. Короткая дуга с правильным током издаст резкий потрескивающий звук. Осмотр нанесенного бусинки даст дополнительную проверку.
Когда научитесь зажигать и удерживать дугу, переходите к нанесению наплавленного металла.Вначале лучше всего запускать валики сварочного металла на плоские пластины в форме 14, используя полный электрод. Практикуйтесь в движении слева направо и справа налево. Электрод следует держать более или менее перпендикулярно работе, за исключением того, что его можно наклонить вперед по направлению движения. Правильное положение показано на рисунке 15. Соответствующий валик показан на рисунке 16, а рисунок 17 показывает поперечное сечение валика и определяет различные термины, используемые при описании сварного шва.Для получения этих результатов необходимо поддерживать короткую дугу, двигаться с постоянной скоростью и подавать электрод вниз с постоянной скоростью по мере его плавления.
рисунок 15
рисунок 18
рисунок 16
рисунок 17
рисунок 19
Вероятно, первые попытки на практике не дадут показанных результатов. Будет сохранена слишком длинная дуга, или скорость перемещения будет изменяться от медленной до быстрой, и сварные швы будут выглядеть, как показано на рисунке 18. Поперечное сечение такого сварного шва показано на рисунке 19.Кроме того, сварной шов, вероятно, будет губчатым (пористым) и будет иметь низкую прочность.
Будет сохранена слишком длинная дуга, или скорость перемещения будет изменяться от медленной до быстрой, и сварные швы будут выглядеть, как показано на рисунке 18. Поперечное сечение такого сварного шва показано на рисунке 19.Кроме того, сварной шов, вероятно, будет губчатым (пористым) и будет иметь низкую прочность.
цифра 20
Продолжайте практиковаться до тех пор, пока не сможете каждый раз получать одинаковые бусинки, как показано на рисунке 18. Хороший метод практики — положить ряд бусинок одну рядом с другой, пока не будет покрыта тарелка. Затем нанесите еще одну серию бусинок под прямым углом к первой, таким образом увеличивая толщину пластины.
Ткачество
Когда необходимо покрыть более широкую площадь за один проход электрода, используется метод, известный как плетение.При этом электрод перемещается или колеблется из стороны в сторону по заданной схеме. Чтобы гарантировать однородность отложений, необходимо использовать определенный узор, такой как те, что показаны на рисунке 20. Хотя плетение полезно, особенно при наращивании металла, его следует ограничивать переплетениями, не превышающими 2,5 диаметра полотна. электрод.
Хотя плетение полезно, особенно при наращивании металла, его следует ограничивать переплетениями, не превышающими 2,5 диаметра полотна. электрод.
Соединения стыковые
До этого момента обсуждение касалось только отложений шариков на плоских пластинах. Хотя такие операции полезны для создания изношенных деталей или нанесения твердосплавных материалов, они не помогают научиться сваривать детали вместе.Для этого необходимы другие типы сварных швов, показанные на рисунке 21.
рисунок 21
При выполнении сварных швов, описанных ранее, вероятно, было замечено, что наплавленный металл шва на одной стороне листа заставлял его «закручиваться» к сварному шву: это называется деформацией и почти всегда будет обнаруживаться при приложении тепла локально к металлической пластине. Точно так же деформация стыкового шва приведет к сближению кромок листа перед сваркой. Это вызвано усадкой наплавленного металла шва при охлаждении.Ее можно преодолеть, раздвинув края на длинный конус примерно 3 мм через каждые 30 см.
При сварке стыковых швов может потребоваться подготовка кромок для обеспечения хороших результатов. При дуговой сварке металла обычно сваривают тонкие материалы толщиной до 4,8 мм без какой-либо специальной подготовки с использованием стыкового соединения с квадратными канавками. Для толщины 5 мм и более используется V-образный паз, одинарный или двойной. Обычно одиночная V-образная канавка подходит для толщины до 18 мм и в тех случаях, независимо от толщины, когда сварной шов можно обрабатывать только с одной стороны.
рисунок 22
Снятие фаски
Наилучшим средством для снятия фаски со стали для сварки является кислородно-ацетиленовая горелка. Работу можно выполнять с помощью ручного резака или специальной машины для газокислородной / ацетиленовой резки. Однако при выполнении этой резки к пластинам прилипнет окалина. Перед сваркой он должен быть удален путем шлифовки или сколов, так как он может застрять, что приведет к повреждению сварного шва. Если оборудование для кислородной / ацетиленовой резки недоступно, шлифование, вероятно, будет лучшим способом подготовки фаски.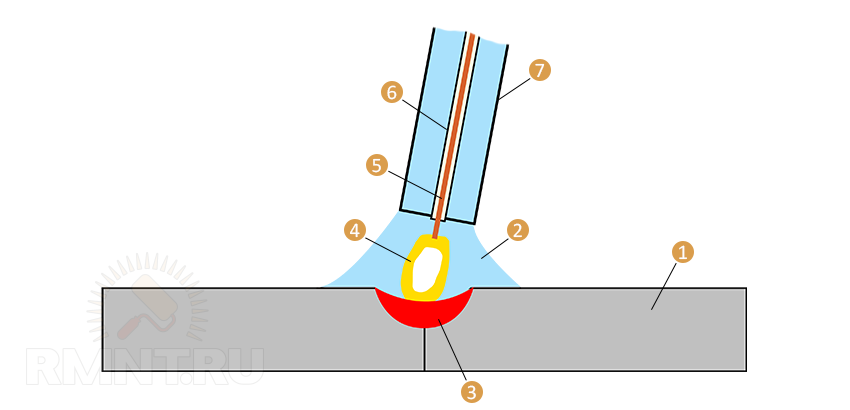 Углы этих скосов должны составлять около 30 градусов, а нижний край можно оставить квадратным на расстоянии около 1,6 мм. См. Рисунок 22.
Углы этих скосов должны составлять около 30 градусов, а нижний край можно оставить квадратным на расстоянии около 1,6 мм. См. Рисунок 22.
рисунок 23
Практикуйтесь в выполнении стыковых швов, начиная с тонкого материала толщиной около 3 мм. Вначале избегайте очень тонких материалов (толщиной около 1,6 мм), так как это требует определенных навыков. Разделите прямоугольные края материала толщиной 3 мм примерно на 1,6 мм и сделайте стыковой шов на всем протяжении с помощью электрода 3,2 мм. Вероятно, первые попытки пробить лист не удастся или могут прожечь.Продолжайте попытки, регулируя ток в рекомендованном диапазоне: также изменяйте скорость движения, чтобы получить желаемый сварной шов. Освоив 3,2 мм, выполните аналогичное упражнение на 6 мм. На этот раз, однако, нанесите по валику с каждой стороны соединения и попытайтесь соединить их друг с другом. Поскольку сварной шов с одной стороны соответствует толщине 3,2 мм, скоса не требуется.
Затем сделайте одну V-образную канавку на пластине 6 мм со скосом 30 градусов. Начните с электрода 3,2 мм для первого валика или слоя и закончите электродом 9 мм.Убедитесь, что вы проникаете примерно на 0,8 мм за нижнюю часть буквы «V» (которая называется корнем). Когда навыки работы с материалом 6 мм будут приобретены, переходите к 9 мм, а затем к 12 мм. На них, особенно на 12 мм, сделайте также двойные V-образные стыковые соединения. Как правило, необходимо наносить валик или слой на каждые 3,2 мм толщины. На более тяжелых пластинах может потребоваться плетение верхних слоев для полного заполнения канавки.
Начните с электрода 3,2 мм для первого валика или слоя и закончите электродом 9 мм.Убедитесь, что вы проникаете примерно на 0,8 мм за нижнюю часть буквы «V» (которая называется корнем). Когда навыки работы с материалом 6 мм будут приобретены, переходите к 9 мм, а затем к 12 мм. На них, особенно на 12 мм, сделайте также двойные V-образные стыковые соединения. Как правило, необходимо наносить валик или слой на каждые 3,2 мм толщины. На более тяжелых пластинах может потребоваться плетение верхних слоев для полного заполнения канавки.
При выполнении пробных стыковых швов целесообразно время от времени проверять результаты.Когда сложное испытательное оборудование недоступно, это можно сделать с помощью молотка и тисков. Возьмитесь за короткую сварочную деталь со сварным швом чуть выше губок. Ударьте по нему в направлении, открывающем нижнюю, корневую сторону сварного шва, как показано на рисунке 16. Хороший сварной шов не сломается при этом испытании, но будет изгибаться.
Если сварной шов обрыв, проверьте его, чтобы определить причину. Если имеется большое количество отверстий — сварной шов выглядит губчатым — он пористый, и это, вероятно, связано со слишком длинной дугой.Если в сварном шве есть частицы шлака, возможно, дуга была слишком короткой или электродом манипулировали неправильно, что позволило улавливать расплавленный шлак из покрытия. Это весьма вероятно на V-образном стыке, выполненном в несколько слоев, и требует тщательной очистки между слоями. Возможно, после поломки обнаружится, что первоначальная поверхность скоса все еще видна. Это означает, что он не был расплавлен и причина, скорее всего, кроется в слишком высокой скорости движения или недостаточном нагреве.
Если имеется большое количество отверстий — сварной шов выглядит губчатым — он пористый, и это, вероятно, связано со слишком длинной дугой.Если в сварном шве есть частицы шлака, возможно, дуга была слишком короткой или электродом манипулировали неправильно, что позволило улавливать расплавленный шлак из покрытия. Это весьма вероятно на V-образном стыке, выполненном в несколько слоев, и требует тщательной очистки между слоями. Возможно, после поломки обнаружится, что первоначальная поверхность скоса все еще видна. Это означает, что он не был расплавлен и причина, скорее всего, кроется в слишком высокой скорости движения или недостаточном нагреве.
Тройник и нахлест
Другой основной тип сварного шва, угловой, используется для изготовления тройников и соединений внахлест. Для этого типа сварки не требуется никакой специальной подготовки, кроме прямоугольной кромки. Типичные сварные тройники и соединения внахлест показаны на рисунках 24 и 25 соответственно.
рисунок 24
рисунок 25
рисунок 27
рисунок 29
Если в первую очередь рассмотреть тройник, сразу станет ясно, что различное расположение детали создает проблему. Метод удержания электрода для стыковых швов будет неудовлетворительным. Для нанесения однопроходного углового шва удерживайте электрод, как показано на рисунке 26. Это обеспечит сплавление угла и углового шва, стороны которого будут примерно равны. Для максимальной прочности с каждой стороны вертикальной секции следует наплавить угловой шов. Если требуется более тяжелое филе, нанесите второй слой, как показано на рисунке 27, используя любой из рисунков плетения на рисунке 28.
Соединение внахлестку включает в себя один и тот же основной тип сварного шва, угловой, имеет различное распределение металла и, следовательно, требует еще одной техники.Детали применения приведены на рисунке 29 для однопроходного сварного шва. Подробная информация о двухпроходном сварном шве представлена на рисунке 30.
рисунок 26
рисунок 28
рисунок 30
Сварка вертикально, горизонтально и над головой
рисунок 32рисунок 31
Невозможно переоценить важность сварки в горизонтальном положении, когда это возможно.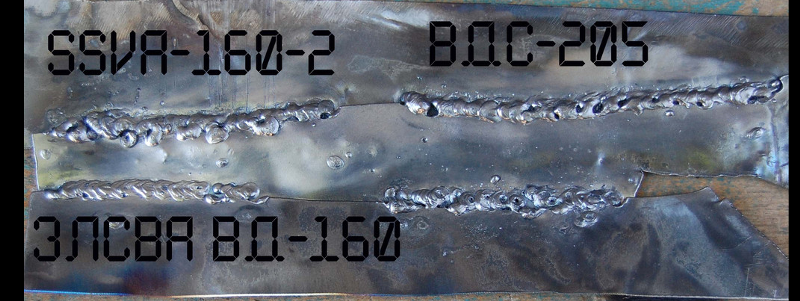 Качество сварного шва лучше, операция проще и быстрее. Тем не менее, будут возникать случаи, когда необходимо работать с деталями, закрепленными в положении, при котором сварные швы должны располагаться горизонтально, вертикально и над головой.Следует понимать, что сварка в этих положениях сложна и потребует постоянной практики для развития навыков.
Качество сварного шва лучше, операция проще и быстрее. Тем не менее, будут возникать случаи, когда необходимо работать с деталями, закрепленными в положении, при котором сварные швы должны располагаться горизонтально, вертикально и над головой.Следует понимать, что сварка в этих положениях сложна и потребует постоянной практики для развития навыков.
Как и в случае сварки в горизонтальном положении, лучше всего начать практиковаться с выполнения сварных швов в различных положениях. Затем, по мере освоения этих операций, можно продолжить практику выполнения стыковых и угловых швов (тройников и соединений внахлест) в этих положениях.
Одним из первых фактов, замеченных при сварке в этих положениях, является то, что сила тяжести имеет тенденцию заставлять расплавленный металл капать (падать) вниз.Следовательно, используемая техника должна быть разработана для преодоления этого, и, поскольку это сложно, лучше всего подходить к этому поэтапно. Чтобы добиться этого, начните с выполнения горизонтальных сварных швов на пластинах, наклоненных под углом 45 градусов, как показано на рисунке 31.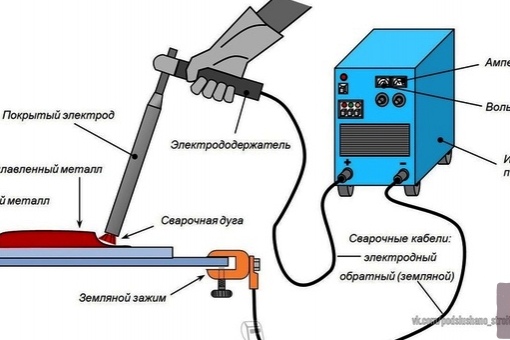 Когда это будет освоено так, чтобы можно было делать равномерные валики последовательно, можно начинать практику вертикальной сварки. Снова начните с простой операции, такой как вертикальное перемещение бусинок на
Когда это будет освоено так, чтобы можно было делать равномерные валики последовательно, можно начинать практику вертикальной сварки. Снова начните с простой операции, такой как вертикальное перемещение бусинок на
Чтобы продолжить эту практику, теперь необходимо переместить пластины в вертикальное положение.Детали горизонтальных сварных швов приведены на рисунке 33.
Сварку в вертикальном направлении можно выполнять, двигая сварной шов вверх или глядя сверху вниз. Обычно считается, что работать вверх легче, и поэтому следует практиковать сварку валиком таким образом. Способ изготовления бусин для плетения показан на рисунке 34.
Поскольку сварка валиком имеет ограниченную практическую ценность, этот опыт необходимо расширить, попрактиковавшись в сварке встык в вертикальном и горизонтальном исполнении.
На рис. 35 представлена информация, подходящая для однопроходного вертикального стыкового шва или первого прохода многослойной наплавки. На рисунках 36 и 37 показаны два метода нанесения последующих слоев.
Для горизонтальных сварных швов детали показаны в совокупности на Рис. 38. Обратите внимание, что полоса металла показана в основании сварного шва, она известна как подкладочная полоса. Его использование позволяет без особого труда закрепить прочный корневой проход. При использовании скошенные кромки пластины должны быть расположены на опорной полосы и полосы приваривают к липкости пластин на обратной стороне.
рисунок 33
рисунок 34
рисунок 35
рисунок 36
рисунок 37
рисунок 38
Для угловых швов на тройниковых соединениях методика показана на рисунке 39. Для вертикальных соединений внахлестку можно использовать тот же метод, не учитывая разницу в положении пластин. Также при нанесении многослойного углового сварного шва этот же метод может использоваться для нанесения первого слоя как на стыки внахлестку, так и на тройники. Для нанесения последующих слоев на тройники используются два средства, которые показаны на рисунках 40 и 41.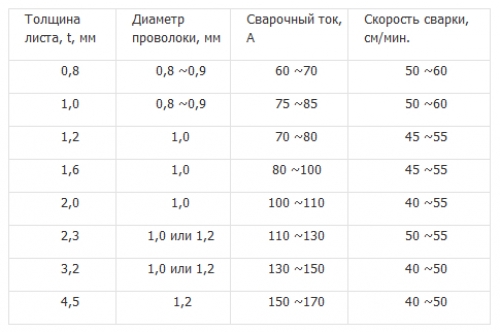 Для дополнительных слоев на стыках внахлестку можно увидеть несколько похожее переплетение на рис. 42.
Для дополнительных слоев на стыках внахлестку можно увидеть несколько похожее переплетение на рис. 42.
Сварка в верхнем положении — последняя проблема, которую необходимо решить. Снова выполните этапы выполнения сварных швов, выполнения стыковых швов и, наконец, выполнения угловых швов.
рисунок 39
При необходимости плетения можно использовать узор на рисунке 43.
Техника выполнения стыковых швов сверху показана на рис. 44 и охватывает однопроходные сварные швы или первый проход многослойных сварных швов.Последующие бусинки могут быть размещены, как показано на рисунке 45.
Опять же, для сварки внахлестку можно использовать технику угловых швов.
рисунок 40 рисунок 41 рисунок 42рисунок 43 рисунок 44 рисунок 45
Заключение
Можно принять во внимание, что никакая печатная инструкция не может передать новичку навыки, необходимые для успешной сварки. Персональный инструктаж опытного сварщика — лучшее из описанных на сегодняшний день средств для достижения этой цели.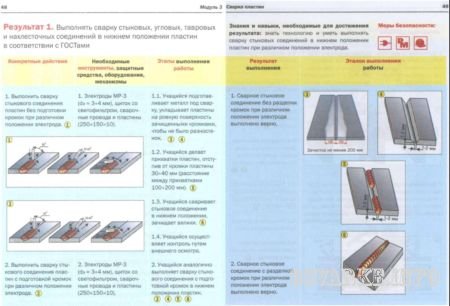 Следовательно, следует предпринять усилия, чтобы обеспечить какое-то средство для обучения и практики под компетентным контролем. В любом случае новичок должен, по крайней мере, получить возможность критики готовых сварных швов квалифицированным сварщиком.
Следовательно, следует предпринять усилия, чтобы обеспечить какое-то средство для обучения и практики под компетентным контролем. В любом случае новичок должен, по крайней мере, получить возможность критики готовых сварных швов квалифицированным сварщиком.
| ||||||||||||||||||||||||||||||||||||||||||||||
ТЯГА | AC | DC | ПОЛОЖЕНИЕ | ПЕНЕТ-РАЙН | ИСПОЛЬЗОВАНИЕ И СВАРОЧНОСТЬ |
6013 | ДА | +/- | ВСЕ | MED | ОБЩИЕ МЯГКИЕ СТАЛИ, EASY |
7018 | ДА | + | ВСЕ | MED | С НИЗКИМ ВОДОРОДОМ, СТАЛЬНАЯ СТАЛЬ, ПРОЧНАЯ |
7024 | ДА | +/- | ПЛОСКОЕ / ГОРИЗ. | MED | МЯГКАЯ СТАЛЬ, ГЛАДКАЯ, ЛЕГКАЯ, БЫСТРЕЕ |
NiCl | ДА | + | ВСЕ | MED | ЧУГУН |
308L | ДА | + | ВСЕ | MED | НЕРЖАВЕЮЩИЙ |
312 | ДА | + | ВСЕ | НИЗКИЙ | DISIMMILAR, МЯГКАЯ И НЕРЖАВЕЮЩАЯ СТАЛЬ |
600 | ДА | + | ВСЕ | НИЗКИЙ | УПЛОТНЕНИЕ |

Плазменно-дуговая сварка — TWI
Характеристики процесса
Плазменная сварка очень похожа на TIG, поскольку дуга образуется между заостренным вольфрамовым электродом и заготовкой. Однако, располагая электрод внутри корпуса горелки, плазменную дугу можно отделить от оболочки защитного газа. Затем плазма проходит через медное сопло с мелким отверстием, которое сужает дугу. За счет изменения диаметра ствола и расхода плазмообразующего газа можно создать три рабочих режима:
Однако, располагая электрод внутри корпуса горелки, плазменную дугу можно отделить от оболочки защитного газа. Затем плазма проходит через медное сопло с мелким отверстием, которое сужает дугу. За счет изменения диаметра ствола и расхода плазмообразующего газа можно создать три рабочих режима:
- Микроплазма: от 0,1 до 15 А.
Микроплазменная дуга может работать при очень низких сварочных токах. Столбчатая дуга стабильна даже при изменении длины дуги до 20 мм. - Средний ток: от 15 до 200 А.
При более высоких токах, от 15 до 200 А, рабочие характеристики плазменной дуги аналогичны дуге TIG, но из-за сжатия плазмы дуга становится более жесткой. Хотя скорость потока плазменного газа может быть увеличена для улучшения проплавления сварочной ванны, существует риск уноса воздуха и защитного газа из-за чрезмерной турбулентности в газовой защите. - Плазма Keyhole: более 100А.
За счет увеличения сварочного тока и потока плазменного газа создается очень мощный плазменный луч, который может обеспечить полное проникновение в материал, как при лазерной или электронно-лучевой сварке. Во время сварки отверстие постепенно прорезает металл, а расплавленная сварочная ванна течет за ним, образуя валик под действием сил поверхностного натяжения. Этот процесс можно использовать для сварки более толстых материалов (до 10 мм нержавеющей стали) за один проход.
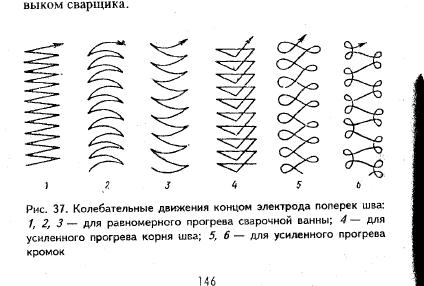 Во время сварки отверстие постепенно прорезает металл, а расплавленная сварочная ванна течет за ним, образуя валик под действием сил поверхностного натяжения. Этот процесс можно использовать для сварки более толстых материалов (до 10 мм нержавеющей стали) за один проход.
Во время сварки отверстие постепенно прорезает металл, а расплавленная сварочная ванна течет за ним, образуя валик под действием сил поверхностного натяжения. Этот процесс можно использовать для сварки более толстых материалов (до 10 мм нержавеющей стали) за один проход.Источник питания
Плазменная дуга обычно работает с источником питания постоянного тока с падающей характеристикой. Поскольку его уникальные рабочие характеристики обусловлены специальной компоновкой горелки и разделением потоков плазмы и защитного газа, пульт управления плазмой может быть добавлен к обычному источнику питания TIG.Также доступны специализированные плазменные системы. Плазменную дугу сложно стабилизировать с помощью синусоидального переменного тока. Повторное зажигание дуги затруднено, когда расстояние от электрода до заготовки велико, а плазма сужена. Более того, чрезмерный нагрев электрода во время положительного полупериода вызывает комкование наконечника, что может нарушить стабильность дуги.
Доступны специальные импульсные источники постоянного тока. За счет дисбаланса формы волны для уменьшения продолжительности положительной полярности электрода электрод остается достаточно холодным, чтобы поддерживать заостренный наконечник и обеспечивать стабильность дуги.
Начало дуги
Хотя дуга инициируется с помощью ВЧ, сначала она образуется между электродом и плазменным соплом. Эта «пилотная» дуга удерживается внутри корпуса горелки до тех пор, пока она не потребуется для сварки, а затем передается на заготовку. Система вспомогательной дуги обеспечивает надежное зажигание дуги, а поскольку вспомогательная дуга поддерживается между сварными швами, она устраняет необходимость в высокочастотной энергии, которая может вызывать электрические помехи.
Электрод
В плазменном процессе используется электрод из вольфрама с 2% тория, а плазменное сопло — из меди.Диаметр наконечника электрода не так важен, как для TIG, и его следует поддерживать на уровне 30-60 градусов. Диаметр отверстия плазменного сопла имеет решающее значение, а слишком маленький диаметр отверстия для текущего уровня и расхода плазменного газа приведет к чрезмерной эрозии сопла или даже к плавлению. Разумно использовать самый большой диаметр отверстия для уровня рабочего тока.
Диаметр отверстия плазменного сопла имеет решающее значение, а слишком маленький диаметр отверстия для текущего уровня и расхода плазменного газа приведет к чрезмерной эрозии сопла или даже к плавлению. Разумно использовать самый большой диаметр отверстия для уровня рабочего тока.
Примечание: слишком большой диаметр отверстия может вызвать проблемы со стабильностью дуги и сохранением замочной скважины.
Плазма и защитные газы
Обычная комбинация газов — это аргон для плазменного газа с аргоном и 2–5% водорода в качестве защитного газа.Гелий может использоваться в качестве плазменного газа, но из-за того, что он более горячий, снижается номинальный ток сопла. Меньшая масса гелия также может затруднить режим замочной скважины.
Приложения
Микроплазменная сварка
Микроплазма традиционно использовалась для сварки тонких листов (толщиной до 0,1 мм), а также секций из проволоки и сетки. Жесткая игольчатая дуга сводит к минимуму блуждание дуги и ее искажение. Хотя эквивалентная дуга TIG более диффузна, новые транзисторные источники питания (TIG) могут создавать очень стабильную дугу при низких уровнях тока.
Хотя эквивалентная дуга TIG более диффузна, новые транзисторные источники питания (TIG) могут создавать очень стабильную дугу при низких уровнях тока.
Среднетоковая сварка
При использовании в режиме плавления это альтернатива обычному TIG. Преимуществами являются более глубокое проникновение (из-за более высокого потока плазменного газа) и большая устойчивость к поверхностному загрязнению, включая покрытия (электрод находится внутри корпуса горелки). Главный недостаток — громоздкость горелки, затрудняющая ручную сварку. При механизированной сварке необходимо уделять больше внимания обслуживанию горелки, чтобы обеспечить стабильную работу.
Сварка в замочную скважину
Имеет несколько преимуществ, которыми можно воспользоваться: глубокое проплавление и высокие скорости сварки. По сравнению с дугой TIG, она может проникать в лист толщиной до 10 мм, но при однопроходной сварке обычно ограничивают толщину до 6 мм. Обычным методом является использование режима «замочная скважина» с наполнителем для обеспечения гладкого профиля сварного шва (без поднутрения).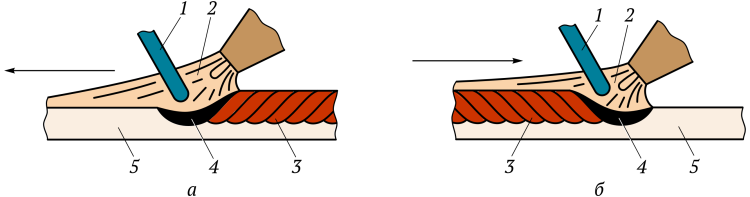 Для толщины до 15 мм используется препарирование швов с фаской корня 6 мм.Используется двухпроходная технология, и здесь первый проход является автогенным, а второй проход выполняется в режиме плавления с добавлением присадочной проволоки.
Для толщины до 15 мм используется препарирование швов с фаской корня 6 мм.Используется двухпроходная технология, и здесь первый проход является автогенным, а второй проход выполняется в режиме плавления с добавлением присадочной проволоки.
Поскольку параметры сварки, расход плазменного газа и добавление присадочной проволоки (в замочную скважину) должны быть тщательно сбалансированы для поддержания стабильности замочной скважины и сварочной ванны, этот метод подходит только для механизированной сварки. Хотя его можно использовать для позиционной сварки, обычно с импульсным током, он обычно применяется при высокоскоростной сварке более толстого листового материала (более 3 мм) в плоском положении.При сварке труб необходимо тщательно контролировать спад тока и поток плазменного газа, чтобы закрыть замочную скважину, не оставляя отверстия.
Для получения дополнительной информации свяжитесь с нами.
Эта статья Job Knowledge изначально была опубликована в Connect, апрель 1995 г.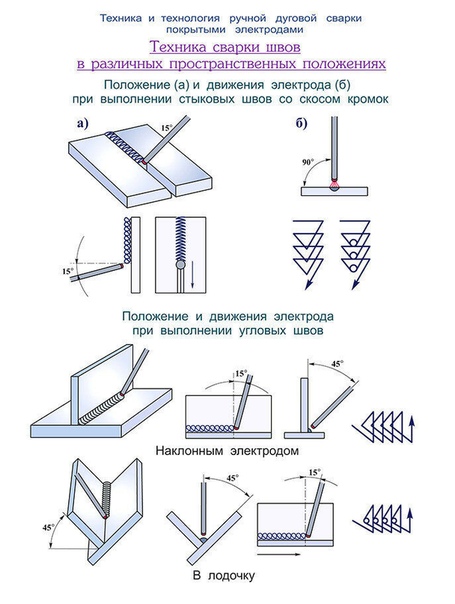 Она была обновлена, поэтому веб-страница больше не отражает в точности печатную версию.
Она была обновлена, поэтому веб-страница больше не отражает в точности печатную версию.
Страница не найдена: Arc-Zone.com, Магазин принадлежностей для сварки
Если у вас есть номер детали, введите его, и любое совпадение попадет прямо в начало результатов.
Приоритет результатов определяется сначала по номеру детали, затем по названию продукта и, наконец, если выбрано, по описанию продукта при условии, что вы не уточняли свой поиск (по категории, производителю и т. Д.) Или не упорядочивали его (по цене, названию и т. Д. ).
Наша поисковая система предполагает, что ВСЕ введенные слова будут соответствовать первым . Например, поиск tig с воздушным охлаждением сначала приведет к появлению страниц со всеми тремя этими словами в нем (в любом порядке). После более точных совпадений вы найдете результаты, содержащие меньше терминов.
Поисковые запросы с двойными кавычками ( «tig с воздушным охлаждением» ) генерируют результаты с приоритетом именно этих слов в указанном порядке.
Если вместо этого вы хотите увидеть страницы с ЛЮБЫМ или ЛЮБЫМ из этих слов, вы должны ввести air or охлаждается или tig . Это дало бы гораздо больше результатов.
Вы также можете комбинировать поисковые запросы, используя круглые скобки. Например: «плазменная резка» и (Hypertherm или Miller) дадут такие результаты, что точная фраза «плазменная резка» и любая комбинация Hypertherm и / или Miller будут представлены первыми в результатах.
Также имеется звездочка. Таким образом, weld * вернет продукты со словами weld , welder , welder и т.д. .
Поисковые запросы нечувствительны к регистру , поэтому при вводе сварочного шлема или сварочного шлема будут получены идентичные результаты.
Выберите условия поискаКлючевое слово
Искать в описаниях продуктов
Ограничить категорией:
Все категорииЛидеры продаж и специальные предложенияОдежда, шлемы и СИЗ Сварочные маски, щиты и защитные очки Защитные очки и шлифовальные щиты Пассивные сварочные шлемы Доступные по цене сварочные шлемы с автоматическим затемнением Автозатемнение Цифровые сварочные шлемы Респираторное оборудование Полумаски Респираторы Респираторы с питанием от источника воздуха (PAPR) Шлемы Оборудование для защиты от теплового стресса и запасные части Увеличительные линзы, крышки FR и аксессуары Запасные части сварочного шлема Части сварочного шлема Speedglas ™ Детали сварочного шлема Jackson ™ и Huntsman ™ Детали сварочного шлема Miller ™ Респираторы и респираторы-полумаски для теплового стресса Респираторы для очистки воздуха с приводом (PAPR) ) И поставляемые воздушные шлемы Оборудование для защиты от теплового стресса и запасные части Защита органов слуха Мужчины, женщины и дети Сварочные куртки BSX ™ Xtreme Сварочное оборудование — рукава, куртки и многое другое! Сварочные аппараты Miller® ArcArmor ™ — рукава, рубашки и многое другое! WeldX ™ Защитная одежда для высокотемпературной сварки Кожаная одежда — накидки, нагрудники, фартуки и многое другое Сварочное снаряжение для женщин и детей Pro-Gear Packages ™ — Выберите лучшее снаряжение! Мужские, женские и детские перчатки Miller® Сварочные и металлообрабатывающие перчатки Revco Сварочные перчатки для мужчин и женщин Шлем, снаряжение и аксессуары Защитные очки и шлифовальные щиты Шляпы, футболки и наклейки Arc-ZoneАвтоматика и позиционерыПроекты своими руками, книги и DVDРазъемы , Катушки и адаптеры Соединители для сварки TIG, фитинги для воды / газа и газовые клапаны Фитинги и шланги для кислородного топлива Соединители для машин и кабелей Переходники для цилиндров и тройники Сварочный кабель, резаки, обжимные инструменты, наконечники и фитинги для сварки TIG Шланг ReelCraft, шнур питания, кабельное хранилище и Решения для отбора газа Расходомеры газа, нагреватели, смесители TIG, расходомеры аргона / гелия / нескольких газов (CGA 580) Расходомеры MIG, Co2 (CGA 320) Двойные расходомеры газа, комплекты для продувки и смешивания газов Регулятор Co2 с подогревом / расходомеры Oxy Ацетиленовые регуляторы и шланги Пропорциональные газовые смесители и регуляторы смешивания Зажимы заземления и рабочего места Зажимы ручного заземления — 180-500 А Винтовые зажимы заземления типа C — Магнитные заземления от 300 до 2000 А — Поворотные заземления от 300 до 500 А для тяжелых условий эксплуатации — 50 Пистолеты MIG, питатели и детали от 0 до 2000 AmpMIG Пистолеты и детали MIG с воздушным охлаждением Пистолеты MIG и детали TWECO® Пистолеты MIG 180 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и токопроводящие трубки Кабельные сборки и соединители Кабельные сборки / Вкладыши Разное Запасные части Пистолеты MIG 250 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и проводящие трубки Кабельные сборки и соединители Сборки кабелепровода / вкладыши Прочие запасные части Пистолеты MIG 400 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Насадки Газ Диффузоры и токопроводящие трубки Кабельные сборки и соединители Сборки кабелепровода / вкладыши Прочие запасные части Пистолет для сварки MIG для тяжелых условий эксплуатации 450 AMP s и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и токопроводящие трубки Кабельные сборки и соединители Сборки проводов и вкладыши Разные запасные части Пистолеты MIG 500 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и токопроводящие трубки Кабельные сборки и Разъемы Сборки кабелепровода / вкладыши Разные запасные части Пистолеты MIG и детали Miller® M-25 Пистолеты MIG и детали с водяным охлаждением Пистолеты MIG и запасные части TWECO® Пистолеты MIG 600 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Насадки Газовые диффузоры и Трубопроводы Кабельные сборки и соединители Сборки кабелепровода / вкладыши Разное Запасные части Машина с воздушным охлаждением Пистолеты и детали MIG TW Пистолеты для сварки MIG в стиле ECO® и запасные части Пистолеты для сварки MIG 400 AMP и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газовые диффузоры и проводящие трубки Кабельные сборки и разъемы Сборки кабелепровода и вкладыши Прочие запасные части Машина для сварки MIG на 450 AMP и запасные части Пистолет MIG Пакеты Запасные части Насадки насадок Газовые диффузоры и токопроводящие трубки Кабельные сборки и соединители Сборки кабелепровода / вкладыши Разное Запасные части Машинный пистолет 500 AMP Пистолеты MIG и запасные части Пакеты пистолетов MIG Запасные части Насадки насадки Газовые диффузоры и проводящие трубки Кабельные сборки и соединители Кабельные сборки / Вкладыши Разные Запасные части Пистолеты MIG с водяным охлаждением и детали Пистолеты MIG TWECO® и Запасные части Машинка 600 AMP Пистолеты MIG и запасные части Комплекты пистолетов MIG Запасные части Сопла Наконечники Газораспределители Кабельные сборки и разъемы Сборки кабелепровода / вкладыши Разное Запасные части Механизмы подачи проволоки и их детали MIG Механизмы подачи и шнуры питания Комплекты приводных роликов и запасные части Привод PRO II Комплекты приводных роликов и запасные части Комплекты приводных роликов PRO II Запасные части для комплекта приводных роликов PRO II Запасные части в сборе приводных роликов PRO IV Комплекты и запасные части приводных роликов PRO IV Комплекты приводных роликов PRO IV Запасные части комплекта приводных роликов PRO IV Замена узла ведущего ролика PRO IV Детали Комплекты приводных роликов и запасные части Комплекты приводных роликов PRO II и запасные части Комплекты приводных роликов PRO II Комплекты приводных роликов PRO II Запасные части Комплект приводных роликов PRO II Запасные части Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV Комплект приводных роликов PRO IV Запасные части Сборка приводных роликов PRO IV Запасные части Расходомеры и подогреватели CO2 Защита от брызг, инструменты и аксессуары Газокислородное топливо, резка и сварка Flame Tech® Кислородно-топливное оборудование для резки и сварки Flame Tech Комплекты кислородно-топливной техники Flame Tech Кислородно-топливный нагрев, сварка и пайка Детали и оборудование Flame Tech Кислородно-топливная горелка Рукоятки Flame Tech Режущие приспособления Flame Tech Режущие наконечники Flame Tech Кислородная пайка и легкие нагревательные детали Flame Tech Кислородная сварка Наконечники и сопла Inferno Heavy Duty Нагревательное оборудование Двойные кислородно-топливные шланги, фитинги и адаптеры Регуляторы Flame Tech Флэш-обратные ограничители и обратные клапаны Flame Tech Heavy Duty Резаки и запасные части Режущее оборудование Режущее оборудование и ручки Scorpion 6200 Harris® Compatible Heavy Ручные резаки для тяжелых условий эксплуатации Scorpion 6200 Ручные резаки для тяжелых условий эксплуатации Scorpion Высокопроизводительные режущие наконечники Scorpion 6300 Совместимые с Victor® Ручные резаки для тяжелых условий эксплуатации Scorpion 6300 Ручные резаки для тяжелых условий эксплуатации Scorpion Высокопроизводительные режущие наконечники Scorpion 7500 Ручные резаки для тяжелых условий эксплуатации Scorpion 7500 Ручные резаки для тяжелых условий эксплуатации Scorpion 8600 Ручные резаки для тяжелых условий эксплуатации 8600 Scorp Ручные резаки для тяжелых условий эксплуатации Flame Tech «Scrapper» Высокопроизводительные режущие наконечники Scorpion 9600 Ручные резаки для тяжелых условий эксплуатации Scorpion 9600 Ручные резаки для тяжелых условий эксплуатации Flame Tech «Scrapper» Высокопроизводительные режущие наконечники Flame Tech Кислородно-топливные регуляторы и расходомеры Flame Tech Oxy-Fuel Ограничители и фильтры Flashback Двойные шланги, фитинги и переходники для кислородно-топливной резки Оборудование для кислородной резки и сварки Victor® Оборудование для кислородно-топливной резки Victor® Кислородно-топливная горелка Victor® Работает с приспособлениями для кислородно-топливной резки Victor® Victor® 75 °, 90 ° и Кислородно-топливный резак 180 ° с рукояткой Vict or® Насадки и сопла для кислородно-топливного нагрева и сварки Наконечники и сопла Victor® Professional Наконечники и сопла для сварки Victor® Professional Наконечники и сопла для кислородно-топливной резки Victor® Наконечники для газокислородной резки Victor® Professional Насадки для ацетилена Victor® Professional Насадки для резки пропилена Victor® Professional Наконечники для газовой резки Victor® Кислородно-топливные регуляторы Victor® Кислородно-топливные ограничители и обратные клапаны Кислородно-топливные двойные шланги, фитинги и адаптеры Микро-кислородные горелки для ювелирных изделий и произведений искусства Little, кислородно-топливные горелки, запасные части и аксессуары Oxy -Принадлежности для плазменной резки Резаки и детали в стиле Hypertherm® HPR 130XD / 160XD PAC и запасные части Резак PAC 110 для горелок Max 20 Hypertherm® PAC 120 и запасные части Резаки Hypertherm® PAC 121 / PAC 125 и запасные части Hypertherm® PAC 130 Резаки и запасные части Резаки Hypertherm® PAC 140 и запасные части Hypertherm® PAC 160 Cutti ng Резаки и запасные части Резаки и запасные части Hypertherm® PAC 170 Резаки Hypertherm® PAC 200 и запасные части Резаки Hypertherm® PAC 500 и запасные части Резаки Hypertherm® PAC 600 и запасные части Резаки Hypertherm® PAC 620 и запасные части Резаки Hypertherm® HT400 и запасные части Резаки и запасные части Hypertherm® HT2000 Резаки и детали в стиле Thermal Dynamics® Резак PCH 10 для Drag-Gun® / Cougar® Резак PCH 20 для Dynapak® 110 / PAK® 2XT Резак PCH 25 для PakMaster ® 25 / Резак EconoPak® 25 PCH 26 для EconoPak® 50 PCH / Резак M 28 для PakMaster® 50XL / 50XL Plus PCH / Резак M 30 для PAK® 3 PCH / Резак M 35 для Stak Pak® 35 / PakMaster® 50 PCH / Резак M 4b / 4bt для станков PAK® 5/10/22 Резак PCH 50 для PAK® 5 Резак PCH 51 для 3, 5 и 6XR / 5XT / 625XR / 750XR / Dynak4xi / 6xi Резак PCH 52 для 5–10XR, 625 / Резак 750/1000 и 1250XR PCH / M 53 для PakMaster®100 PCH 55 Резак для 3XR / 5XR / 5XT / 6XR / 625XR / 750XR / Dynapak® 4xi / 6xi PCH / M Резак для PakMaster® 75XL Plus PCH / M-6b Резак для PAK® 44/45 Резак PCH / M-70 для STAK Резак PAK® PCH / M-75 для резака PakMaster® 75, 75XL, 100XL, Plus и EconoPak® PCH / M-100 для резака PAK® 10XR PCH / M 140 для резака STAK PAK® PCH / M 150 для PAK® 15XC Maximizer Резак 300 для Merlin® 1000/3000/6000 / 6000GST / 15XC Резаки и детали ESAB® / L-Tec® ESAB® / L-Tec® Резаки PT-15 / PT-15XL и запасные части ESAB® / L-Tec® Резаки и запасные части PT-17A / PT-17AM Резаки и запасные части ESAB® / L-Tec® PT-19XL ESAB® / L-Tec® PT-19XLS Резаки и запасные части ESAB® / L-Tec® PT -20AM Резаки и запасные части Резаки ESAB® / L-Tec® PT-23 и запасные части Резаки ESAB® / L-Tec® PT-27 и запасные части ESAB® / L-Tec® PT-31 / PT- 31XL / PT-31XL Резаки и запасные части Резаки ESAB® / L-Tec® PT-121 и запасные части Miller® Резаки и детали Резаки Miller® ICE-25C и запасные части Резаки Miller® ICE-50 и запасные части Резаки Miller® ICE-50C / ICE-50CM и запасные части Miller® ICE-70 / 70M — ICE-100 / 100M Резаки и запасные части Резаки Miller® APT-1000 и запасные части Резаки Miller® APT-3000 и запасные части Резаки Miller® APT-5000 / APT-7000 и запасные части Резаки Miller® CP40R и запасные части Резаки Lincoln® и запасные части Детали Резаки Lincoln® PCT-40 и запасные части Резаки Lincoln® PCT-60 и запасные части Резаки Lincoln® MAGNUM PCT-125 и запасные части Принадлежности для плазменной резки Принадлежности для плазменно-дуговой сварки 2A Термодинамические резаки и детали Пакеты горелок Корпуса и детали горелок И аксессуары Кабели питания и шланги для защитного газа 3A Thermal Dynamics Горелки и детали Комплекты горелок Части и аксессуары для корпусов горелок Кабели питания и шланги для защитного газа 4A Thermal Dynamics Резаки и детали Пакеты резаков Корпуса резаков Детали и аксессуары Кабели питания и защитные шланги Шланги для газа PWM 300 Thermal Dynamics Резаки и детали Комплекты резаков PWM 300 Корпуса, детали и аксессуары для кабелей Силовые кабели и шланги для защитного газа Защитные экраны и заглушки Аксессуары PAW Комплекты Мониторы кислорода для оборудования продувочного газа для высокочистой сварки Надувные продувочные мешки и заглушки — От 2 до 60 дюймов Продувочные перегородки — От 1-5 до 16 дюймов Комплекты продувочных перегородок, по размерам и графику труб / трубок Замена оборудования для продувки, перегородок, диффузоров Силикон Резиновые перегородки Продувочная перегородка Оборудование Газовые диффузоры Надувные продувочные газовые камеры Заглушки для труб / труб из нейлона, алюминия и силикона — от 1/2 до 36 дюймов Защитная лента для сварных швов Водорастворимая промывочная бумага — Листы, рулоны и ленты Предварительно сформированные водорастворимые продувочные заглушки — Защитные кожухи для горелок и продувочные стаканы для сварки TIG и PAW от 2 до 36 дюймов Форсунки Monster ™ TIG Форсунки Gas Saver ™ Pyrex TIG Прецизионные защитные кожухи и защитные стаканы для сварки TIG Trail Shield s & Purge Cups Вспомогательные форсунки для затопления Горелки TIG серии 9, 20 и 2 Полные комплекты Запасные части Горелки TIG серий 17, 18, 26 и 3 Полные комплекты Принадлежности Горелки TIG с механической обработкой серии 22 Полные комплекты Принадлежности Горелки TIG с механической обработкой серии 27 Полные комплекты Принадлежности Ultimate® Прямые защитные экраны для сварки TIG серии 9, 20 и 2 Полные комплекты Принадлежности Горелки для сварки TIG серий 17, 18, 26 и 3 Полные комплекты Принадлежности Механизированные горелки TIG серии 22 Полные комплекты Принадлежности Горелки для механизированной сварки TIG серии 27 Полные комплекты Принадлежности Изогнутые защитные кожухи серии горелок: 9 , 20, 25 и CS310 Полные комплекты Принадлежности Серия горелок: 17, 18, 26 и полные комплекты CS410 Принадлежности Серия резака: 22 полных комплекта Аксессуары Серия резака: 27 полных комплектов Принадлежности Защитные экраны плазменной дуги и продувочные стаканы Вспомогательные экраны Серия резака: MPAW Secheron MP 5-21 Прямые опорные экраны Серия резака: термодуговая горелка PWH / M-3A Серия резака: термическая Серия горелок Arc PWH / M-4A: Горелки Thermal Arc PWM-300 Серия: MPAW Secheron MP 5-21 Сварочные стаканы Pyrex Сопло Vortex ™ TIG Дистанционное управление силой тока Пистолетная рукоятка Ножная педаль управления силой тока Регулирует силу тока Северный / Южный кончик пальца Регулирует силу тока на липучке Ремешок- Вкл. , Вращающиеся регуляторы силы тока Встроенная ручка, вращающиеся регуляторы силы тока Регуляторы силы тока кончиками пальцев, расположенные по бокам, регуляторы силы тока на кончиках пальцев Поперечное управление усилителем в стиле Miller® Поперечное вращательное управление усилителем в стиле Lincoln® Поперечное вращение усилителя в стиле ESAB® -Боковые поворотные элементы управления усилителем вкл. / Выкл. И мгновенные переключатели Miller® Style On / Off и мгновенные Комплекты «Clip-On» переключателей Lincoln® Style On / Off и мгновенные «Clip-On» переключатели Универсальные переключатели, On-Off и мгновенные — без шнура или вилки Блоки и кабели дистанционного ручного управления Блоки и кабели дистанционного управления усилителями Miller® Style Блоки дистанционного управления усилителями и кабели Lincoln® Style Штекеры, переходники и кабели преобразователя Держатели электродов для сварочных электродов TIG Сварочные аппараты и модернизация Сварочные аппараты Комплекты для модернизации аппаратов TIG Горелки и аксессуары TIG Комплекты горелок и корпуса горелок с ручками Комплекты аксессуаров Pro Accessory Kits ™ Передние части и ручки Соединители, комплекты для монтажа и адаптеры Соединители для сварки TIG с воздушным охлаждением, адаптеры и комплекты для монтажа CK Соединители для сварки TIG с воздушным охлаждением Соединители Lenco для сварки TIG с воздушным охлаждением Соединители для сварки TIG с воздушным охлаждением Соединители, адаптеры и монтажные соединения для сварки TIG с водяным охлаждением Комплекты Соединители для сварки TIG с водяным охлаждением CK Соединители для сварки TIG с водяным охлаждением Lenco Соединители для сварки TIG с водяным охлаждением Weldcraft Удлинительные комплекты для сварки TIG с воздушным / водяным охлаждением Соединители для машин, Dins e Вилки и адаптеры Кабельные соединители Адаптеры цилиндров и тройники Быстроразъемные муфты и переходники Клапаны, заглушки и Y-образные фитинги Кабельные наконечники, силовые, шланговые фитинги и инструменты Силовые кабели, шланги и крышки кабелей Машины и детали для холодной подачи проволокиСварочные столы Инструменты для сварки и крепежа Магазин инструментов и хранения Удивительные сварочные инструменты и аксессуары Ножницы для резки труб, установочные зажимы и плоскогубцы Квадраты, уровни, угловые щупы и зажимы для панелей Решения для хранения проволоки и стержней Шлифовальные, шлифовальные и полировальные станки и аксессуары Вырубка, гибка труб, Формовка и формовка металла Сварочные сетки и одеяла Сварочные тележки и шкафы Шлифовальные машины для вольфрамовых электродов Шлифовальные станки для вольфрама Детали и аксессуары для шлифовальных машин для вольфрама Вольфрамовые шлифовальные кругиВольфрамовые электроды Охладители воды, охлаждающая жидкость и детали Abicor Binzel Охладители воды Abicor Binzel Запасные части для охлаждающей жидкости TIG Детали систем охлаждения Bernard / ITW Dynaflux Water Coolers D Запасные части ynaflux Охлаждающая жидкость для охладителей воды Быстроразъемные соединители для шлангов и многое другое
, Вращающиеся регуляторы силы тока Встроенная ручка, вращающиеся регуляторы силы тока Регуляторы силы тока кончиками пальцев, расположенные по бокам, регуляторы силы тока на кончиках пальцев Поперечное управление усилителем в стиле Miller® Поперечное вращательное управление усилителем в стиле Lincoln® Поперечное вращение усилителя в стиле ESAB® -Боковые поворотные элементы управления усилителем вкл. / Выкл. И мгновенные переключатели Miller® Style On / Off и мгновенные Комплекты «Clip-On» переключателей Lincoln® Style On / Off и мгновенные «Clip-On» переключатели Универсальные переключатели, On-Off и мгновенные — без шнура или вилки Блоки и кабели дистанционного ручного управления Блоки и кабели дистанционного управления усилителями Miller® Style Блоки дистанционного управления усилителями и кабели Lincoln® Style Штекеры, переходники и кабели преобразователя Держатели электродов для сварочных электродов TIG Сварочные аппараты и модернизация Сварочные аппараты Комплекты для модернизации аппаратов TIG Горелки и аксессуары TIG Комплекты горелок и корпуса горелок с ручками Комплекты аксессуаров Pro Accessory Kits ™ Передние части и ручки Соединители, комплекты для монтажа и адаптеры Соединители для сварки TIG с воздушным охлаждением, адаптеры и комплекты для монтажа CK Соединители для сварки TIG с воздушным охлаждением Соединители Lenco для сварки TIG с воздушным охлаждением Соединители для сварки TIG с воздушным охлаждением Соединители, адаптеры и монтажные соединения для сварки TIG с водяным охлаждением Комплекты Соединители для сварки TIG с водяным охлаждением CK Соединители для сварки TIG с водяным охлаждением Lenco Соединители для сварки TIG с водяным охлаждением Weldcraft Удлинительные комплекты для сварки TIG с воздушным / водяным охлаждением Соединители для машин, Dins e Вилки и адаптеры Кабельные соединители Адаптеры цилиндров и тройники Быстроразъемные муфты и переходники Клапаны, заглушки и Y-образные фитинги Кабельные наконечники, силовые, шланговые фитинги и инструменты Силовые кабели, шланги и крышки кабелей Машины и детали для холодной подачи проволокиСварочные столы Инструменты для сварки и крепежа Магазин инструментов и хранения Удивительные сварочные инструменты и аксессуары Ножницы для резки труб, установочные зажимы и плоскогубцы Квадраты, уровни, угловые щупы и зажимы для панелей Решения для хранения проволоки и стержней Шлифовальные, шлифовальные и полировальные станки и аксессуары Вырубка, гибка труб, Формовка и формовка металла Сварочные сетки и одеяла Сварочные тележки и шкафы Шлифовальные машины для вольфрамовых электродов Шлифовальные станки для вольфрама Детали и аксессуары для шлифовальных машин для вольфрама Вольфрамовые шлифовальные кругиВольфрамовые электроды Охладители воды, охлаждающая жидкость и детали Abicor Binzel Охладители воды Abicor Binzel Запасные части для охлаждающей жидкости TIG Детали систем охлаждения Bernard / ITW Dynaflux Water Coolers D Запасные части ynaflux Охлаждающая жидкость для охладителей воды Быстроразъемные соединители для шлангов и многое другое
Включить подкатегории
Ограничение до производителя
Все производители3MABICOR BINZELAmpify ElectrodesAquasol CorporationArc-Zone ProArcTimeBarbie the WelderBest WeldsCK WorldwideCOB IndustriesCovell Creative MetalworkingDiamond GroundDirect Wire & CableDynafluxEdge CupsFlame TechGenstar TechnologiesHoneywellHuntingdon Fusion.