Каким электродом варить 2 мм металл? Что нужно знать для выбора нужного электрода?
Екатерина
Любой сварщик, будь он новичок или профессионал, сталкивался с тонколистовым металлом. Тонколистовой (или просто тонкий) — это металл толщиной до 2 мм. Он используется повсеместно. Чаще всего с ним можно столкнуться, работая с профилированными трубами.
Чтобы проварить тонколистовой металл, вам не понадобится мощный сварочный аппарат и электроды большого диаметра. По этой причине работать с тонкими металлами не так уж сложно. Тем не менее, есть ряд особенностей, которые нужно учитывать, выполняя такую работу. И если их не учесть, то скорее всего швы будут дефектными.
В этой статье мы подробно расскажем, как и чем варить тонкие металлы, какие сварочные технологии лучше использовать, какие марки электродов подойдут и как работать с тонколистовой оцинкованной сталью.
Содержание статьи
- Сложности при соединении тонких металлов
- Виды соединения тонкого металла при ручной дуговой сварке.
- Как выбрать нужный электрод? Каким электродом варить металл? От чего зависит выбор диаметра?
- Подготовка металла и его соединение
- Соединение тонкого металла инвертором
- Техники и методы соединения тонких металлических листов
- Соединение оцинковки
- Заключение
Сложности при соединении тонких металлов
- В чем главная сложность соединения тонкого металла, так это в том, что при сильном нагревании он прогорает и в нем образуются дыры. Работать с тонким металлом нужно по принципу: «Чем быстрее, тем лучше».
- Сила тока должна быть небольшой, то есть и дуга должна быть короткой. Короткая дуга легко гаснет даже при небольшом отрыве, поэтому рекомендуется использовать при сварке аппараты с хорошими вольт-амперными показателями.
- При воздействии высокой температуры на металлические листы, они могут изменять свою форму: они волнообразно выгибаются.
 С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.
С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.
 С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.
С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.Тонкий металл, как правило, сваривается методом ручной дуговой сварки. Металл 1 мм-1,5 мм толщиной рекомендуется варить 2 мм электродами. Выбор электродов для сварки металлов нужно осуществлять, в том числе, с учетом типа металлического изделия. Соединение тонкого металла выполняется непрерывно на протяжении всей длины сварного шва. Средний показатель сварного тока – около 40-60 А.
Главная цель при соединении тонкого металла – это не допустить прожига. Другие дефекты при работе с тонкими металлами встречаются редко.
Виды соединения тонкого металла при ручной дуговой сварке.
- С помощью непрерывной сварочной дуги. В данном случае электрод нужно направлять со средней скоростью. Если будете вести электрод слишком быстро, то проварится не весь шов, а только его верхняя часть. Если вести электрод медленно, то можно прожечь металл.
- С прекращением дуги. Этот способ самый популярный для соединения тонкого металла.
- Точечная сварка.

Как и при при ручной дуговой сварке , так и при сварке металла инвертором, тонкий металл нужно варить очень быстро, чтобы не допустить его остывания.
Как выбрать нужный электрод? Каким электродом варить металл? От чего зависит выбор диаметра?
Одним из режимов сварки дугой является диаметр сварочных электродов. На выбор сварочных электродов определенного диаметра влияет не только положение шва, но и толщины материала.
Выбор диаметра электрода в зависимости от толщины свариваемого металла показан в таблице ниже.
Таблица: диаметр электрода в зависимости от толщины соединяемого металла.
| Толщина металла, мм | 1-2 | 3-5 | 6-11 | 12-24 | 25 и более |
| Диаметр электрода, мм | 1,6-2 | 2,5-3 мм | 4-5 | 5-6 | 6 и более |
Диаметр электрода и их самые популярные модели.
Среди огромного разнообразия электродов, многие из них имеют схожие технические характеристики.
Диаметры электродов для сварки LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длина, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
Диаметры электродов для сварки АНО-21
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 |
| Длина электрода, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 |
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
|---|---|
| 2 | 0.3 |
| 2.5 | 0.35 |
| 3 | 0.35 |
| 4 | 0.45 |
| 5 | 0.45 |
Для сварки углеродистых и низколегированных сталей используются МТГ электроды 01к или мтг 03.
 Их еще называют электроды лэз мр.
Их еще называют электроды лэз мр.Чем отличаются электроды помимо диаметра? Выбор сварочных электродов зависит также и от материала свариваемых поверхностей. Это необходимо в том числе для того, чтобы совпадала температура плавления электрода и используемого материала.
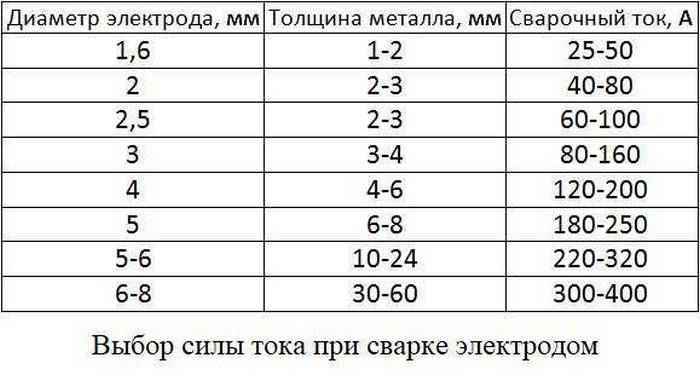
В данном случае работают элементарные законы физики: чем больше металла требуется расплавить, тем более высокая требуется температура. Следовательно, для повышения температуры, необходима более высокая сила тока.
| Толщина металла, мм | Толщина электрода, мм | Ток, А |
|---|---|---|
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3 и 4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
Особенность электрода марки МР-3С в том, что он справится со сваркой даже металла, который плохо очищен от окислов или иных загрязнений, со ржавчиной или когда поверхности влажные. Подбор именно этих электродов незаменим при монтажных работах, при сварке неповоротных стыков труб. Однако, все же существует разница между сваркой подготовленного металла от плохо подготовленного либо неподготовленного вовсе.
Подбор именно этих электродов незаменим при монтажных работах, при сварке неповоротных стыков труб. Однако, все же существует разница между сваркой подготовленного металла от плохо подготовленного либо неподготовленного вовсе.
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 5кг наплавленного шва, кг |
| 23,5 | 90 | 8,5 |
Подготовка металла и его соединение
- Перед стыковой сваркой тонких металлических листов их необходимо зачистить и обработать. Оставлять ржавчину или грязь нежелательно. Чем лучше подготовишь металл, тем качественнее получится шов. Удалите с помощью растворителя следы краски, масла, грязи. С помощью болгарки, наждачки или напильника зачистите поверхность до блеска.
- Листы нужно расположить друг к другу без наличия зазоров.
- Зафиксируйте их с помощью струбцин. Можно использовать любые типы струбцины, в том числе магнитные.
- С использованием коротких швов прихватывайте элементы с интервалом 7-10 см. Это делается для того, чтобы детали не сместились, и чтобы уменьшить вероятность возникновения изгибов.

Соединение тонкого металла инвертором
Инвертор как нельзя кстати при работе с тонкими металлами. При опытном применении с его помощью можно добиться отличных результатов. Важно правильно настроить аппарат, чтобы избежать ошибок.
Положительная особенность инверторов выражается, прежде всего, в том, что можно варить, используя обратную полярность. То есть, электрод будет нагреваться больше, а металл – меньше.
При сварке инвертором нужно использовать размеры электродов от 1,5 до 2 мм с высоким коэффициентом расплавления, тогда шов будет качественным. Сила тока устанавливается небольшая: примерно 30-45 ампер для 1,5 мм электрода и 40-60 ампер для 2 мм.
Для того, чтобы минимизировать степень нагрева тонкого материала, детали нужно поставить вертикально и варить сверху вниз. Угол наклона примерно 30-40 градусов.
Угол наклона примерно 30-40 градусов.
Техники и методы соединения тонких металлических листов
В каждом конкретном случае важно определить, какой техникой нужно руководствоваться при соединении тонкостенного материала.
электроды для тонкостенного материалаМетод отбортовки подразумевает отгибание кромок листа на необходимый угол и скрепление его поперечными швами через каждые 5-10 см. Потом нужно проложить непрерывный шов сверху вниз.
Однако, не всегда получается варить непрерывный шов без прожигания материала. В таком случае, можно пробовать оторвать буквально на несколько мгновений дугу и опустить электрод обратно в то же самое место, продвигая его на пару миллиметров. Это делается для того, чтобы металл успевал остывать во время отрыва дуги. Самое главное правило при осуществлении таких действий – не дать остыть металлу слишком сильно.
Стыковая сварка тонкого железа сложно осуществима. Лучше осуществлять ее внахлест.
При стыковой сварке между листами можно разместить проволоку. В таком случае дугу необходимо вести по ней. Она принимает на себя всю термо-нагрузку, в то время как сами листы не перегреваются.
В таком случае дугу необходимо вести по ней. Она принимает на себя всю термо-нагрузку, в то время как сами листы не перегреваются.
Между листами вместо проволоки можно разместить медные пластины. Медь имеет хорошую теплопроводность, примерно в 7 раз выше чем у стали. Пластины укладывают под место сварки, и она «забирает» тепло себе, не допуская перегрева металла.
Соединение оцинковки
Оцинковка, то есть оцинкованная сталь, это обычная сталь, чаще всего в листах, только покрытая цинком. При работе с оцинковкой у многих мастеров возникают трудности, из-за которых не удается сформировать качественный шов.
Толщина покрытия электрода цинком может быть различной. Если вам нужно ее сварить, весь цинк нужно удалить с кромок. Это можно сделать следующими способами:
- Удалить механически с помощью болгарки, шлифовальной машинки, наждачки или металлической щетки
- Выжечь с помощью сварки. Правда, в процессе этого испаряется цинк, пары которого ядовиты. Поэтому, подобные работы нужно осуществлять на улице или в помещении, где имеется исправно функционирующая вытяжка.

Таким образом, соединение тонких пластин металлических изделий требует наличия у специалиста определенных знаний и практики. Правильно с первого раза осуществить такой процесс очень сложно. Сделать правильный выбор электродов для сварки можно руководствуясь таблицами выше. Важно помнить, что диаметр электрода в зависимости от толщины свариваемого металла следует подбирать с умом. Таким образом, нужно понимать, из каких условий выбирают и какими показателями нужно руководствоваться, чтобы соединить тонкостенный металл качественно.
Заключение
В этой статье мы рассказали все, что вам нужно знать о сварке тонкостенного металла. Тонкие металлы используются повсеместно, и рано или поздно вы столкнетесь с ними в своей практике. Используйте таблицы электродов для сварки из этой статьи, чтобы подобрать электроды, и не забывайте подготавливать металл перед сваркой.
В представленных ниже видео показано, как именно осуществлять сварку металлических пластин, какой электрод, технику и метод сварки выбрать.
Похожие публикации
Какой электрод в зависимости от толщины металла выбрать
О чем статья:
Какой электрод в зависимости от толщины металла выбрать
Если вы начинающий сварщик, то вам будет полезно знать, какой электрод в зависимости от толщины металла выбрать. Всё дело в том, что слишком толстые электроды будут прожигать тонкий металл, а слишком тонкие не смогут его достаточно проварить.
Если такое произойдёт, то ни о какой прочности сварного соединения речи идти не может. В свою очередь, правильно определившись с выбором электрода, нужно знать, какой ток на аппарате выставить.
В общем, о данных нюансах и пойдёт речь в статье.
Имея более 350 000 кв. Футов производственных и складских помещений для удовлетворения расширенных потребностей наших клиентов, мы являемся крупнейшим автоматизированным производителем поддонов, производящим более 2,5 миллиона поддонов в год, включая термо обработанные деревянные поддоны ISPM15, евро поддоны, нестандартные ящики. Больше информации здесь
Больше информации здесь
https://grandlesmarket.ru/pilomaterialy/brusok-strogannyy/brusok-strogannyij-30x40x3000.
Среди многих кто умеет варить, бытует стойкое мнение, что для выполнения большинства работ связанных со сваркой подходит электрод «тройка», то есть, диаметром 3 мм. Однако зачем все усложнять, если нужно сваривать тонкий металл? В продаже сегодня несложно найти электроды диаметром 2 или 1,6 мм.
Остановимся более подробно на том, каким же именно электродом нужно варить металл разной толщины:
Электрод 1,6-2 мм — капризные в плане сварки электроды, но именно их и нужно использовать, если следует варить тонкий металл, толщина которого 1-2 мм. Сварочный ток для сварки электродами «двойка» должен быть небольшой, не более 80 Ампер. Единственный недостаток таких тонких электродов заключается в том, что они сгорают как спички, очень быстро.
Электрод 3-3,2 мм — такими электродами уже можно варить более толстый металл, толщиной до 4 мм. Сварочный ток для электрода «тройка» понадобится чуть больше 80 Ампер. Если выставить на сварочном аппарате 100 Ампер и более, то электродом тройкой можно будет уже резать металл.
Сварочный ток для электрода «тройка» понадобится чуть больше 80 Ампер. Если выставить на сварочном аппарате 100 Ампер и более, то электродом тройкой можно будет уже резать металл.
Электрод 4 мм — подходит для сварки металлов толщиной от 4 до 6 мм. Это достаточно толстый металл, который плохо берет электрод «тройка». Соответственно для сварки электродами, диаметр которых составляет 4 мм, и сварочный ток понадобится больше, около 120-140 Ампер.
Электрод 5 мм и более — «пятёрка» очень редко используется в быту. Варить такими электродами достаточно сложно, да и сварочный аппарат нужен большого ампеража. Поэтому никто из начинающих сварщиков не использует данные электроды в работе.
Электродом 5 мм варят очень толстые металлы, толщина которых составляет более 6 мм. Сварочный ток при этом выставляют на аппарате в пределах от 180 до 250 Ампер.
Формула для расчета силы тока
Также, чтобы легче было рассчитать силу тока в зависимости от диаметра выбранного электрода, предлагаем вам ознакомиться со следующей формулой. Опытные сварные рассчитывают ток следующим образом: на 1 мм электрода они берут примерно 30 Ампер тока.
Опытные сварные рассчитывают ток следующим образом: на 1 мм электрода они берут примерно 30 Ампер тока.
То есть, если используется электрод «тройка», то умножаем диаметр на 3 и получаем примерное значение в 90 Ампер. Как видно, все очень просто, и такая формула расчета сварочного тока позволяет более тонко подобрать его требуемые значения в зависимости от толщины электродов.
В любом случае, сначала определяем толщину свариваемого металла, затем выбираем подходящий диаметр электрода, и только после этого рассчитываем требуемую силу тока.
металлов — Дуговая сварка стали толщиной 2мм под углом без прожога
Задавать вопрос
спросил
Изменено 3 года, 2 месяца назад
Просмотрено 4к раз
$\begingroup$
Я немного осваиваю дуговую сварку, так как она мне постоянно нужна для некоторых проектов. Полный новичок.
Полный новичок.
Последнее, что я решил сделать, это стол, похожий на этот:
Материал 2 мм толщина 40×40 мм квадратная труба — не знаю точный тип металла, должна быть «обычная» сталь, которая был немного проржавел от пребывания на стальном дворе.
Я пытался использовать рутиловые электроды 2 мм и 1,6 мм .
Я попробовал 1,6 мм на 55 А переменного тока и 2 мм на 60-65 А переменного тока . С более высокими или более низкими амперами мои электроды начали прилипать.
- Угол, под которым я держу электрод, подобен этому: https://i.ytimg.com/vi/qTaQf0iPH-g/maxresdefault.jpg
Что происходит, что на прямых плоских участках я могу искрить и держать прямую линию и не прожечь дыру в металле. Сварной шов прочный и последовательный.
При попытке сварить две детали вместе, на внешнем и внутреннем углах (см.
На внутренних углах у меня не было этой проблемы, и я успешно сварил более толстые металлы электродами 2 мм и 2,5 мм без проблем.
РЕДАКТИРОВАТЬ : Отредактировано для ясности, что на самом деле я не свариваю без плавления металла 🙂
- металлы
- сварка
$\endgroup$
1
$\begingroup$
Сварка всегда плавит сталь, значит «прожигаете», слишком сильное проплавление. Сварка с подачей проволоки — MIG намного проще в использовании, чем сварка стержнем. MIG, также известный как сварка с флюсовой сердцевиной с газом или без газа и сплошная проволока с газом, — лучший выбор для вашей работы. Палку трудно освоить методом проб и ошибок, и еще труднее с тонким металлом, как у вас.
$\endgroup$
2
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Требуется, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Сварка нержавеющей стали правая
Нержавеющая сталь продолжает набирать популярность в обрабатывающей промышленности, в основном благодаря своей коррозионной стойкости, прочности и ударной вязкости. Однако по сравнению с мягкой сталью этот материал создает некоторые трудности при сварке, особенно для менее опытных сварщиков. Нержавеющая сталь может быть в три-пять раз дороже мягкой стали; любая ошибка при сварке может увеличить общие затраты на доработку.
Ключевым моментом является выбор правильного процесса сварки. У каждого варианта есть компромисс, и ни один процесс не дает идеального решения. Чтобы определить наилучший вариант, производители должны учитывать первоначальную стоимость и характеристики присадочного металла, требуемую производительность, сложность оборудования и набор навыков оператора.
Преимущества и проблемы
Нержавеющая сталь устойчива к коррозии и сохраняет прочность при экстремально высоких и низких рабочих температурах, что объясняет ее популярность в трубопроводной и нефтехимической промышленности. Нержавеющая сталь также имеет низкую восприимчивость к росту бактерий на своей поверхности, что делает ее хорошо подходящей для приготовления пищи и медицинского оборудования. Его многочисленные преимущества теперь используются волной крафтовых пивоварен, возникающих в США, и этот материал становится все более популярным в железнодорожной и автомобильной промышленности для танкеров, предназначенных для перевозки агрессивных химикатов.
Обычные нержавеющие стали бывают хромоникелевыми (аустенитные, или серия 300) или хромированными (мартенситные и ферритные, или серии 400) сортами. По сравнению с хромоникелевой нержавеющей сталью, прямые сорта хромистой нержавеющей стали и углеродистая сталь имеют одинаково низкие коэффициенты линейного расширения, которые определяют, как материалы расширяются и сжимаются под воздействием температуры и давления.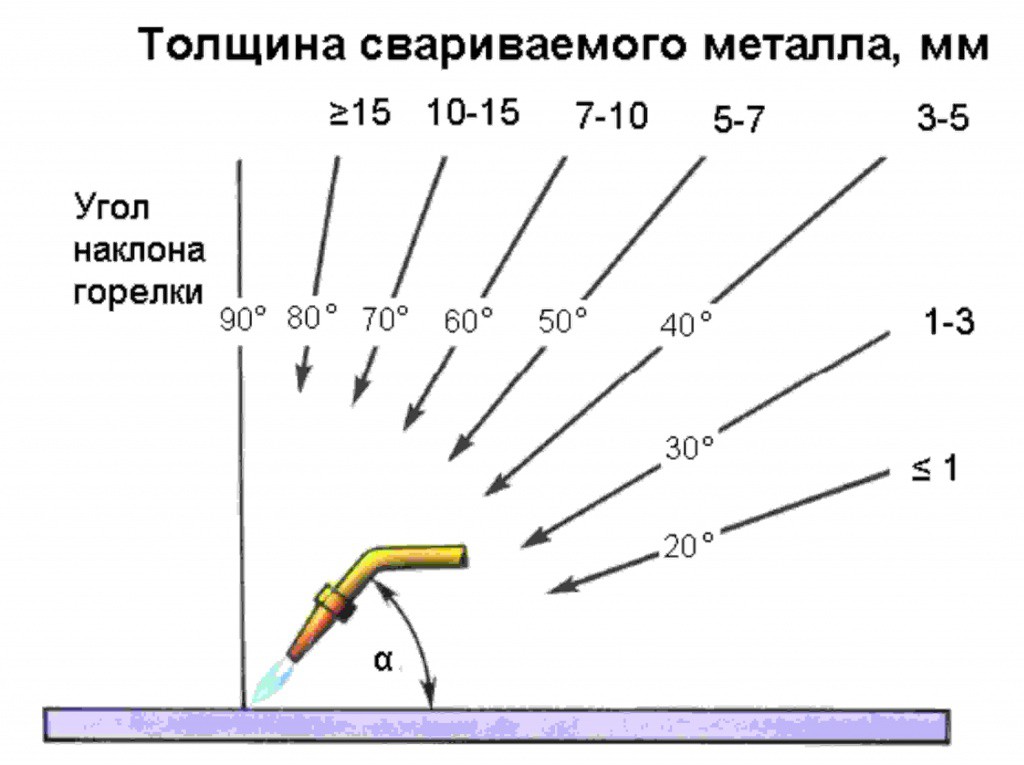 Чистые сорта хрома также имеют более низкую температуру плавления, чем углеродистая сталь, но более высокую температуру плавления, чем хромоникелевая нержавеющая сталь. Тем не менее, по сравнению с углеродистой сталью, как прямые хромовые, так и хромоникелевые марки имеют высокое электрическое сопротивление и низкую теплопроводность.
Чистые сорта хрома также имеют более низкую температуру плавления, чем углеродистая сталь, но более высокую температуру плавления, чем хромоникелевая нержавеющая сталь. Тем не менее, по сравнению с углеродистой сталью, как прямые хромовые, так и хромоникелевые марки имеют высокое электрическое сопротивление и низкую теплопроводность.
Поскольку некоторые производители стремятся расширить свои возможности, участие в проектах по сварке нержавеющей стали может помочь повысить их конкурентоспособность. Учет двух ключевых факторов может помочь производителям достичь наилучших результатов.
Во-первых, содержание сплава в нержавеющей стали делает ее лучшим теплоизолятором, чем углеродистая сталь. Тепло от дуги не так легко распространяется по материалу и концентрируется в сварочной ванне. Это может привести к деформации, прогоранию и окислению. Выбор правильного процесса сварки и присадочного металла может помочь контролировать подводимое тепло.
Во-вторых, нержавеющая сталь склонна к обесцвечиванию. Такое обесцвечивание, известное как засахаривание, указывает на то, что часть хрома удалена из материала, что делает его более восприимчивым к коррозии. При сварке труб из нержавеющей стали шугаринг не допускается по эстетическим или качественным причинам, и в любом случае это может привести к дорогостоящим доработкам. Опять же, нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже, чем углеродистая сталь.
Такое обесцвечивание, известное как засахаривание, указывает на то, что часть хрома удалена из материала, что делает его более восприимчивым к коррозии. При сварке труб из нержавеющей стали шугаринг не допускается по эстетическим или качественным причинам, и в любом случае это может привести к дорогостоящим доработкам. Опять же, нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже, чем углеродистая сталь.
В дополнение к навыкам сварщика и доступности оборудования приоритеты применения — например, стоимость, производительность и внешний вид валика — влияют на то, какой процесс сварки нержавеющей стали в конечном итоге выбирают изготовители.
Дуговая сварка металлическим электродом в среде защитного газа
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) использует простое переносное оборудование, поэтому его часто выбирают для технического обслуживания и ремонта. Но SMAW, или сварка электродами, менее производительна, чем другие процессы, и может производить много брызг, что увеличивает время и затраты на очистку.
Для производителей, которые раньше не сваривали нержавеющую сталь, SMAW является хорошей отправной точкой. Он не использует защитный газ, поэтому, чтобы начать сварку, сварщику нужен только источник питания с поддержкой SMAW и электрод SMAW из нержавеющей стали.
По сравнению с углеродистой сталью нержавеющая сталь — как хромированная (мартенситная и ферритная), так и никель-хромовая (аустенитная) — имеет большее электрическое сопротивление и меньшую теплопроводность.
Стоимость за фунт этих электродов находится на среднем уровне — ниже, чем у порошковой или металлопорошковой проволоки для дуговой сварки, и немного выше, чем у сплошной проволоки. Производители могут приобретать электроды SMAW в небольших количествах, например, в упаковках по 6 или 8 фунтов, что полезно для небольших работ и может снизить затраты. Тем не менее, производителям необходимо учитывать потери в остатках SMAW и удаление шлака, чтобы определить, делают ли низкие затраты на электроды процесса экономически эффективным в целом.
Электрод 309 или 312 SMAW является хорошим выбором для электродуговой сварки нержавеющей стали, особенно при техническом обслуживании или ремонте. Он обладает высокой устойчивостью к растрескиванию и хорошей прочностью и, как правило, может соединять нержавеющую сталь, уже находящуюся в эксплуатации, даже если конкретная марка материала неизвестна.
Дуговая сварка металлическим газом и дуговая сварка с флюсовой проволокой
Когда производительность является приоритетом для сварки нержавеющей стали, процессы подачи проволоки обеспечивают эффективность и хороший внешний вид валика. Достижения в области оборудования и присадочного металла упростили использование этих процессов даже для тех, кто плохо знаком со сваркой нержавеющей стали.
Многие производители выполняют дуговую сварку в среде защитного газа (GMAW) нержавеющей стали сплошной проволокой. GMAW имеет умеренную сложность оборудования и требования к навыкам оператора, а для сварки нержавеющей стали его можно использовать в импульсном режиме или в режиме струйного переноса.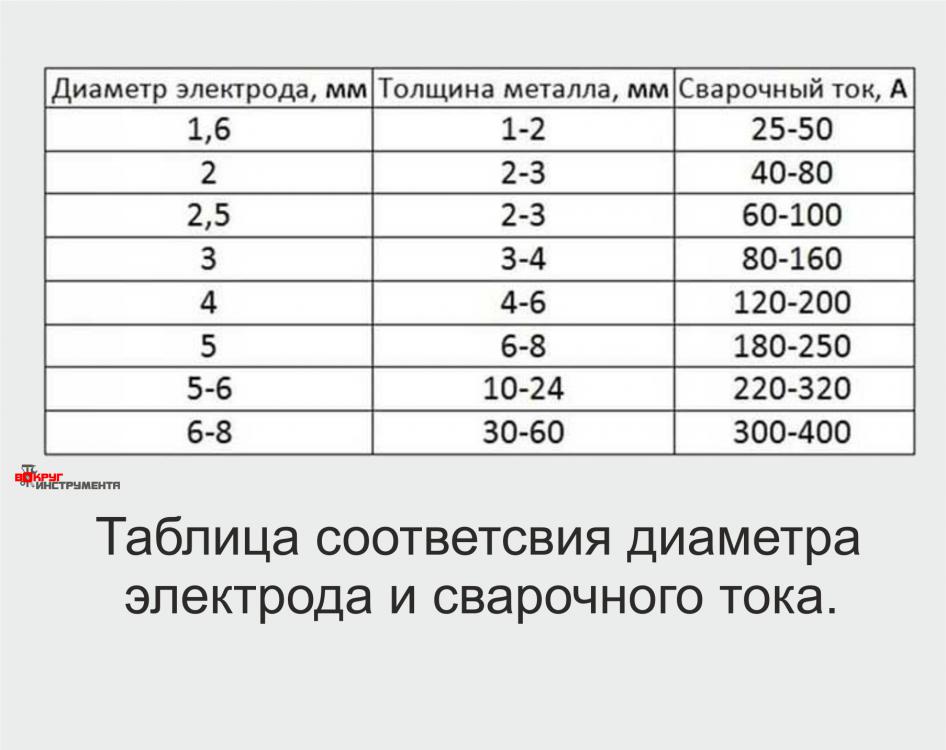
Стоимость за фунт сплошной проволоки меньше, чем у других вариантов, но защитный газ требует дополнительных расходов. Использование смеси защитного газа на основе аргона, такой как 98% аргона/2% CO2 или смесь аргона/гелия, помогает уменьшить разбрызгивание.
Дуговая сварка с флюсовой проволокой (FCAW) может быть более производительной, чем GMAW, но при этом образуются шлак и брызги, что увеличивает время и затраты на очистку. FCAW также имеет самую высокую стоимость за фунт нержавеющих присадочных металлов, поскольку легирующие элементы флюса более дороги в производстве.
Однако многие проволоки FCAW работают на обычных смесях защитного газа, таких как аргон/CO2 или 100-процентный CO2. Изготовителю, плохо знакомому со сваркой нержавеющей стали, вероятно, не потребуется вкладывать средства в другой тип газа или систему подачи.
Дуговая сварка металлическим сердечником с использованием импульсного или стандартного распыления обеспечивает высокую скорость перемещения и меньшее выделение тепла в сварной шов. Это помогает предотвратить деформацию и деформацию при сварке нержавеющей стали.
Это помогает предотвратить деформацию и деформацию при сварке нержавеющей стали.
Хотя при сварке металлическим сердечником образуется меньше брызг, чем при других формах сварки проволокой, цена за фунт присадочного металла из нержавеющей стали является самой высокой. Выбирая этот присадочный металл и процесс, производители должны взвесить первоначальные затраты с повышением производительности и потенциальным сокращением переделок и очистки.
Дуговая сварка под флюсом
Многие производители используют системы дуговой сварки под флюсом (SAW) для сварки углеродистой стали, но SAW также предлагает значительные преимущества для нержавеющей стали, включая более высокую производительность и чрезвычайно низкий уровень разбрызгивания, что помогает сэкономить время и деньги на уборка. SAW хорошо подходит для толстых материалов и больших объектов, таких как резервуары для хранения или сжиженного природного газа. Хотя он ограничен плоской сваркой, его могут выполнять менее квалифицированные операторы.
продолжает набирать популярность в производственной отрасли, главным образом благодаря своей коррозионной стойкости, прочности и ударной вязкости.
Газовая вольфрамовая дуговая сварка
GTAW для нержавеющей стали обычно использует 100-процентный защитный газ аргон, часто с дополнительным резервуаром аргона под рукой для обратной продувки между проходами.