маркировка, как отличить, какая сила тока и какие электроды лучше
На чтение 9 мин. Просмотров 10.5k. Опубликовано Обновлено
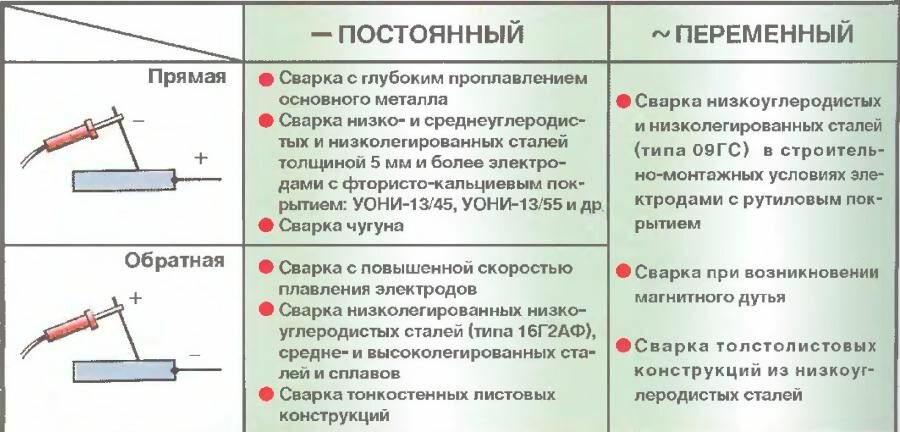
Аппаратов для великое множество. Они разнятся по функциям, габаритам и многим другим критериям. Но один из самых важных технических показателей – это тип сварочного тока, получаемого на выходе в процессе сварки. Таких типов всего два: постоянный и переменный.
Правильные сварочные электроды переменного тока – залог качественной работы сварщика. Они обладают своими особенностями и точными техническими характеристиками.
Что такое переменный ток в сварке
Плохо это или хорошо, какой ток лучше? Переменный или постоянный? Однозначного ответа вам не даст никто.
Классификация сварки.Для начала лучше разобраться с особенностями процессов при переменном токе, они следующие:
- Поведение дуги оставляет желать лучшего: при переменном напряжении она самая нестабильная.

- Сварочный шов не самого высокого качества из-за отклонения от оси сварочной дуги.
- Если дуга гаснет, то возобновить ее горение можно только при повышении напряжения.
- Металл разбрызгивается в значительной степени.
При всех этих сложностях оборудование, необходимое для сварки переменным током, является простым и недорогим. Это, прежде всего, трансформаторы – аппараты, которые по-прежнему весьма популярны среди мастеров сварки.
Казалось бы, что электроды для переменного тока должны постепенно терять свою актуальность: ведь на рынке появилось множество выпрямителей – недорогие и с удобными для работы небольшими габаритами. Тем не менее, эти расходники по-прежнему востребованы на многих и в кустарных мастерских.
Большая часть марок универсальна, что также чрезвычайно устраивает отечественных сварщиков старшего поколения.
Если разобраться, лучшие расходники для «переменки» имеют и показывают очень серьезные производственные плюсы.
 Прежде всего это касается получаемой электрической дуги: это ее стойкость и легкий поджиг. Еще одной особенностью таких электродов является низкий уровень разбрызгивания металлов во время сварки.
Прежде всего это касается получаемой электрической дуги: это ее стойкость и легкий поджиг. Еще одной особенностью таких электродов является низкий уровень разбрызгивания металлов во время сварки.Сварочный трансформатор
Диаметр электродов и толщина стали.Для осуществления сварки с помощью трансформатора необходимые следующие обязательные элементы конструкции:
- Обмотки первичная и вторичная. Первичная – из специального изолированного провода, на вторичной обмотке изоляции нет.
- Магнитный провод.
- Винт для контроля положения двух обмоток и изменения расстояния между ними.
- Защитный корпус для всего агрегата.
- Рукоятка винта, ходовая гайка.
- Вентилятор и другие элементы в зависимости от модели трансформатора.
Несмотря на то, что многие профессионалы сварки расценивают трансформаторы как оборудование «уходящего поколения», на рынке они представлены в виде широкой линейки моделей самого разного значения и для кошельков любой толщины.
Трансформаторы различаются по следующим критериям:
- габаритам и весу;
- силе тока на выходе;
- уровню напряжения на выходе при холостом ходе;
- объему потребляемого электричества;
Сварочный генератор
[box type=”fact”]Он оценивается как самостоятельный аппарат, необходимый для работы, если нет полноценного сетевого электричества.[/box] Маркировки электродов.Устройство генератора включает в себя обязательные конструкционные элементы:
- Важнейшая часть – преобразователь состоит из электрогенерирующего элемента с двигателем переменного напряжения. Они обеспечивают изменение показателей тока.
- Приводной двигатель внутреннего сгорания.
- Индикатор для мониторинга и фиксации силы тока.
- Переключатели режимов.
- Специальный прерыватель цепи.
- Регуляторы силы тока и поведения электрической дуги.
- Клеммы для подключения кабелей и выходы ан 230В.
Такого рода генераторы выпускаются в двух вариантах:
- Коллекторные генераторы.
- Вентильные генераторы.
Главными преимуществами газовог
характеристики, особенности, применение, плюсы и минусы
Существует большое разнообразия марок, моделей, типов электродов для сварки. Помимо деления электродов по типу покрытия и назначения их также можно разделить по типам применяемого тока: постоянный или переменный.
Такое разграничение отвечает требованиям как сварщиков, так и для заводов изготовителей.
Из этой статьи вы узнаете различия между данными видами электродов для переменного тока, их характеристики, положительные и отрицательные стороны.
Содержание статьиПоказать
Переменный ток: возможности использования
Изменяемый по величине ток, напряжение переменное, а в простонародье «переменка» нашел свое применение в сварочных работах в гаражных условиях, в заводном изготовлении непростых металлических конструкций.
Модели с «переменкой» чаще приобретают из-за невысокой цены и легкости эксплуатации. Чаще всего такой сварочный аппарат можно найти у начинающего сварщика, однако и более «продвинутые» им довольны.
В работе требуется как наличие аппарата, так и расходники – электроды, потому вопрос об отличии одних электродов от других напрашивается сам собой.
Ответ: «переменка» — универсальный тип, который подойдет и для постоянного тока и для переменного, а вот модели постоянного тока подойдут только для него. Это является преимуществом первых над вторыми. Продолжим разговор о характеристиках моделей.
Достоинства и недостатки моделей для сварки переменным током
Защитные свойства «переменок» — еще один пункт в их пользу, они не плохо защитят части сварочных швов от отрицательных атмосферных воздействий. Не требуется выпрямитель для взаимодействия с преобразователем, что еще раз говорит в пользу этой модели.
Из отрицательных характеристик: модели под переменный ток уступают аналогам для неизменного тока. Характеристики шва на выходе будут ниже.
Также в процессе сварки будет сильно разбрызгиваться металл, и плохо поглощаться теплоэнергия от механических мощностей, как следствие небольшой срок эксплуатации.
Разновидность покрытий сварочных электродов
Обмазка электродов для переменного тока бывает 4 видов:
- Кислая представляет собой смесь с большим содержанием железа и марганца, иногда с титаном и кремнеземом. Узнать их можно по маркировке «А». С их помощью можно варить неочищенный металл, однако в процессе выделяется много токсичных веществ.
- Основная — самая популярная, маркируется как «Б». Такими моделями можно работать с переменным током, но с осторожностью, так как потенциал ионизации у основного покрытия маленький.
- Рутиловая — наиболее приспособленная для работы с «переменкой». Сварка проходит легко, быстро, нет большого разбрызгивания, хорошее качество шва. Узнать можно по маркировке «Р».
- Целлюлозная обмазка более универсальная, подходящая как для «переменки», так и для постоянного тока. Маркируется как «Ц/С».

Популярные марки
Здесь отобраны марки для переменного тока, которые часто покупают как профессиональные, так и и начинающие сварщики.
Хоть список видов гораздо больше, выбирая эти вы избежите вероятности некачественной работы:
- ОЗС-12 — обмазка рутиловая. Нашли свое применения для сварки сложных металлических конструкций, представляющий особую важность. На выходе мы получаем: высокое качество швов сварки, стойкую дугу, отсутствие пор в швах, отсутствие вредоносного воздействия ввиду не токсичности компонентов.
- Обмазка МР-3 с распространённым поперечником — 3 мм. Применяется, когда выполняются работы с углеродистыми сплавами (небольшое содержание в составе). На выходе: качественные, надежные швы, возможность работы с окисленными сталями.
- АНО-4 – марка подходит для работы с углеродистыми сплавами (большое содержание). Характеризуются легким поджигом, препятствуют образованию трещин. Легкость удаления отходов с обрабатываемых поверхностей. Малая разбрызгиваемость металла в сравнении с аналогичными сварочными аппаратами.
- Рутиловая обмазка марки МР-3С. Наряду с предыдущей моделью используется для работы с углеродистыми сталями (повышенное содержание). Этот тип весьма распространён при работе с извиняемым по величине напряжением. Характеристики: легкое воспламенение дуги, стабильность процесса, ровный не окисленный шов, устойчивый к механическому воздействию. Варить удобно в любом положении, даже в труднодоступных местах. Модель хорошо подойдет начинающим сварщикам.
- АНО-6 также, как и МР-3 нашла свое применение в работе со сталями, содержащими углерод в небольших количествах. Варить можно по неочищенному металлу и в местах небольшой коррозии. В итоге мы получает ровно горящую дугу, надежный, добротный шов.

 Варить можно по неочищенному металлу и в местах небольшой коррозии. В итоге мы получает ровно горящую дугу, надежный, добротный шов.
Варить можно по неочищенному металлу и в местах небольшой коррозии. В итоге мы получает ровно горящую дугу, надежный, добротный шов.Подведем итог
Из этой статьи вы узнали о различиях между моделями для переменного тока и электродами для сварки постоянным током, плюсах и минусах моделей, критериями выбора определенных моделей в зависимости от поставленных задач.
Для того чтобы не переживать о качестве приобретаемых электродом следует для начала обратиться к зарекомендовавшим себя производителям, таким как ESAB или Continent.
Погоня за самой низкой ценой может свести на нет всю вашу работу. Желаем успехов в работе
Сварочные электроды для сварки переменным током:марки,выбор,режимы
Сварка является неотъемлемой частью строительной сферы, промышленности и других областей. Соединение металла, причем практически каждой его разновидности, поставила потребность в создании огромного количества различны расходных материалов для этого процесса. Электроды для переменного тока пользовались большой популярностью почти с самого открытия электродуговой сварки, несмотря на свои недостатки. Но это было вызвано лишь тем, что электроды для сварки постоянным током, а также сам этот процесс, были дорогостоящими. Ведь у них высокий коэффициент разбрызгивания металла, а также получаются не такие ровные швы. Это вызвано тем, что часто меняется полярность во время воздействия электрической дуги. В итоге шов становится значительно шире, чем аналог с другим родом, а в самом шве появляются капли разбрызганного металла.
Набор электродов для сварки переменным током
Благодаря наличию современных выпрямителей, которые компактны и относительно дешевы, проблем с выбором рода тока нет и электроды для переменного тока постепенно теряют свою актуальность. Но они по-прежнему применяются на различного рода производствах. Ведь некоторые их марки подходят и для работы с постоянным током, что дает более качественный результат. Тем не менее, они хорошо служат для создания дуги и поддержания ее горения, для чего подбирается специальное покрытие. Такие материалы обеспечивают надежную защиту от влияния азота и кислорода из воздуха на сварочную ванную. Главной особенностью является то, что после окончания процесса сваривания на шве образуется особая шуба, благодаря которой тепло сохраняется долгое время и наплавленный металл не требует подогрева, чтобы вывести лишние газы изнутри на поверхность.
Преимущества
- Сварочные электроды для переменного тока не требуют от трансформатора наличия выпрямителя;
- Они прекрасно справляются с защитой от негативного воздействия газов из воздуха;
- Способствуют выведению газов из шва без применения подогрева;
- Могут работать как с переменным, так и с постоянным током.
Недостатки
- Электроды для сварки переменным током уступают по качеству соединения;
- В них наблюдается высокое разбрызгивание металла и неравномерное формирование шва;
- Обладают относительно невысокой ударной вязкостью.
Физико-химический состав
Электроды постоянного и переменного тока могут иметь значительные отличия в своем составе, если они предназначаются для различных типов металла, но для одинаковых они могут быть весьма схожи. Зачастую наблюдаются небольшие отличия, касающиеся десятых долей процента.
Название элемента | Содержание в составе, % |
Углерод | 0,08 |
Кремний | 0,3 |
Марганец | 0,4 |
Фосфор | 0,025 |
Сера | 0,03 |
Технические характеристики
Эти характеристики являются основными, которыми руководствуются специалисты при выборе. Они определяются составом, обмазкой и другими параметрами, которыми обладает наплавочный материал. Ведь для правильного выбора нужно знать какое имеют электроды временное сопротивление разрыву и так далее. На примере технических характеристик электрода ОК-46 можно узнать основные данные, которыми обладает данный тип.
Относительное удлинение, % | 28 |
Ударная вязкость, Дж\см в квадрате | 140 |
Температура испытаний, градусы Цельсия | +20 |
Сопротивление на разрыв, Н\мм в квадрате | 510 |
Угол максимального сгиба сварного шва, градусы | 150 |
Относительный выход наплавленного металла, % | 96 |
Масса электродов для 1 кг шва, кг | 1,7 |
Марки
Многие из марок, которые рассчитаны на переменный ток, хорошо подходят и для работы с постоянным, причем как с прямой, так и с обратной полярностью. Именно по этой причине их выбор может показаться более широким, а также будут заметны некоторые повторения с материалами для другого рода тока. Весьма распространены следующие марки:
- АНО-4;
- АНО-6;
- АНО-21;
- МР-3;
- ОЗС-4;
- ОЗС-6;
- ОЗС-12.
Обозначение и маркировка
В маркировке род электричества указывается последней цифрой. Но с учетом того, что здесь идет подбор не только в вариантах с переменным или постоянным, а многие марки электродов для сварки переменным током могут использоваться и при постоянном, то цифр может быть несколько:
- 1 – для любой полярности постоянного тока и при переменном частотой 50 В;
- 2 – прямая полярность постоянного и переменный при 50 В;
- 3 – обратная полярность постоянного и переменный при 50 В;
- 4 – для любой полярности постоянного тока и при переменном частотой 70 В;
- 5 – прямая полярность постоянного и переменный при 70 В;
- 6 – обратная полярность постоянного и переменный при 70 В;
- 7 – для любой полярности постоянного тока и при переменном частотой 90 В;
- 8 – прямая полярность постоянного и переменный при 90 В;
- 9 – обратная полярность постоянного и переменный при 90 В;
Выбор
Первым делом при выборе стоит обращать внимание на металл, с которым будет вестись работа. Основной металл и тот, который входит в стержень электрода, должен быть как можно более схожим. Более детальные подробности уже можно узнать в конкретной марке, для чего она предназначена. Следующим важным пунктом является величина диаметра. Здесь также важно, чтобы толщина заготовки совпадала с тем, какой расходный материал используется. Также стоит обратить внимание на то, какая частота должна быть у аппарата. Материалы подходят по трем стандартам 50, 70 и 90 В. Если ваш аппарат не может поддерживать то, на что рассчитан, то лучше подобрать другую марку электродов, так как возникнет слишком много технических проблем, ухудшающих качество шва.
«Важно!Не стоит брать материалы с «0» в маркировке, так как он используется только для постоянного рода.»
Основные режимы и нюансы применения
Подобрав правильно частоту. Требуется определить, какой режим лучше всего подойдет для выбранного пространственного положения и толщины материала.
Схема сварки переменным током
Величина диаметра, мм | Сила, А | ||
В нижнем положении | В вертикальном положении | В потолочном положении | |
2 | 40…80 | 40…60 | 50…70 |
2,5 | 60…110 | 60…90 | 60…110 |
3 | 80…160 | 80…140 | 80…180 |
4 | 110…210 | 110…200 | 90…220 |
5 | 150…300 | 150…280 | 150…270 |
особенности, принцип работы, критерии выбора
Секреты обработки дерева и металла- Бетон и работа с ним
- Инструменты
- Дрели и шуруповерты
- Инструменты для работы с трубами
- Культиваторы
- Лобзики
- Ножи
- Отвертки и ключи
- Паяльники
- Пилы
- Свёрла
- УШМ (болгарки)
- Уровни
- Краски и окрашивание
- Металлические изделия
- Арматура
- Болты, винты, гайки, гвозди
- Заборы и ворота
- Листы и профлисты
- Печи и мангалы
- Проволока
- Профили, уголки, швеллеры
- Металлы
- Алюминий
- Вольфрам
- Сплавы
- Сталь
- Температура плавления
- Цинк и цинкование
- Самоделкин
- Сварка
- Электроды
- Станки и оборудование
- Буры
- Газовое оборудование
- Двигатели
- Для работы с деревом
- Для работы с металлом
- Дробилки
- Дровоколы
- Измельчители
- Компрессоры
- Коптильни
- Мотоблоки
- Пескоструи
- Плуги
- Прессы
- Триммеры, газонокосилки, мотокосы
- Фрезы
- Трубы
- Работа с трубами
- Хочу всё знать!
Можно ли работать на постоянном токе электродами переменного тока
Многие сварщики, которые, возможно, работали уже долгое время по данной профессии, может быть, никогда не сталкивались со свариванием электродами переменного тока с использованием постоянного тока. Одни говорят, что такое нереально, а если и реально, то качество сваривания очень сильно пострадает. Другие сварщики доказывают, что производить сваривание электродами переменного тока можно и даже очень успешно. Как не затеряться во мнениях и получить ответ на вопрос?
Давайте разберем все по порядку и получим верный ответ.
Преимуществом сваривания электродами постоянного тока с использованием постоянного тока обратной полярности, является то, что Вы можете производить сварочный шов более высокого качества. Также преимуществом является возможность производить сваривание с использованием электродов переменного тока. Получается, что Вы можете производить сваривание, электродами переменного тока, используя постоянный ток.
Однако у электродов для сваривания с использованием постоянного тока есть одна особенность. Ними нельзя производить сваривание на переменном токе. Причиной этому является отличие в обмазке сварочного электрода. В переменном токе обмазка рассчитана на то, чтобы в тот момент, когда отсутствует ток, электрод не угасал. Производя сваривание с использованием постоянного тока, Вам нужно использовать вольфрамовые или угольные электроды.
У сваривания постоянным током есть еще много особенностей, поэтому, безусловно, сваривание электродами переменного тока с использованием постоянного тока – это допустимая возможность производить сварочные работы. Однако сварочный аппарат для произведения сваривания постоянным током имеет большую стоимость, чем инвертор для сваривания с использованием переменного тока. Поэтому многие сварщики решают использовать электроды переменного тока для сваривания переменным током.
Рекомендую почитать:
Отказавшись от возможности производить сваривание постоянным током, они теряют как качество сварочного шва, так и комфорт при сваривании вместе со скоростью произведения сварочных работ. Те, кто отказался от сваривания постоянным током, уверены, что приобрести сварочный аппарат для сваривания с использованием постоянного тока по выгодной цене практически нереально. Это означает, что они не знают популярных заводов-изготовителей электродов и сварочного оборудования, которые продают как раз такие инверторы по ценам, выгодным для сварщиков.
Найти магазины, которые продают продукцию таких заводов недорого, Вы можете на странице нашего сайта «Контакты». Там Вы сможете получить ссылки на сайты заводов-изготовителей сварочной продукции и оборудования. Перейдя на их сайт, Вы можете сделать покупку, не вставая со своего мягкого стула. Такую возможность не упускают многие сварщики, потому что, имея в своем распоряжении сварочный аппарат для сваривания постоянным током, Вы сможете делать свою работу быстрее.
Сварка электродами УОНИ 13 55
Вопрос:
Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
Ответ:
Если вы только начинаете варить ручной дуговой сваркой, то данные электроды не очень подходят для учебы. Для работы с УОНИ нужна определенная сноровка. Попробуйте сначала варить МР-3 или АНО-21, как только начнет выходить ими, только тогда переходите на УОНИ 13 55 для ответственных конструкций.
Вот несколько нюансов, которые могут вам помочь:
• Некоторые производители могут выпускать просто-напросто некачественные электроды. Нужно приобрести и поварить электродами разных производителей, потом сами поймете, каким отдать предпочтение. Даже в одной упаковке один электрод может варить нормально, а другой – бракованный, не говоря уже о разных упаковках!
• Обязательно перед работой электроды нужно просушить или, в крайнем случае, прокалить (читайте статью на эту тему)
• Дело еще может быть в том, что выходной ток вашего инвертора может отличаться от того, который показывает индикатор или ручка плавной регулировки. Измерьте сварочный ток де-факто при помощи клещей.
• Пробуйте сваривать без отрыва, уткнувшись в покрытие и поддерживая минимальную дугу.
- Варите углом назад, в таком случае шлак будет ложиться на уже заваренный участок
- В условиях низкого напряжения электросети или его просадках дешевый китайский аппарат не будут варить электродами с основной обмазкой. Решить проблему можно: а) подключив в схему дроссель;
б) купить профессиональный сварочник
в) найти хорошую электросеть.
- Не забывайте так же, что УОНИ 13 55 создавались для сварки особоответственных нагруженных металлоконструкций, которые собирают в цехе. Поэтому под них обязательна тщательная предварительная подготовка поверхности стальных заготовок. Загрязнения и коррозию, влагу они не переносят.
- Сварочного тока много давать не надо. То что хорошо для рутилового электрода, для основного применять нельзя. Форсирование процесса снизит качество шва.
При слишком большом токе тяжело контролировать сварочную ванну, испарение металла интенсивное, большое количество брызг. Увеличиваются коробления в следствии высокого термического влияния. При сварке потолка и прохождении вертикальных швов металл будет вытекать из ванны.
Ориентируйтесь на следующие режимы при сварке трехмиллиметровым электродом в зависимости от положения:
а) нижнее 80-100А
б) вертикальное 60-80А
в) потолочное 70-90А
Для электродов лосиноостровского завода ток давать чуть ниже указанного выше.
P.S УОНИ 13 55 можно взять с собой в магазин перед покупкой инвертора для его тестирования.
Сжечь электрод нужно не отрывая дугу полностью, подключив инвертор к удлинителю 30м сечением 1,5 кв.мм. Если дуга не погаснет, а электрод не прихватит к металлу, значит сварочник качественный.
• Побольше жгите основные электроды и со временем все у вас выйдет!
Вопрос:
Я человек в сварке новый, но пытливый. Никак не могу понять, из-за чего УОНИ не рекомендуют варить на прямой полярности? В интернете, в инструкциях и видеоуроках говорится прямо – не варят. Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Разъясните физику процесса, пожалуйста, как обоснование невозможности варить на прямой полярности электродами УОНИ.
Ответ:
На самом деле, фраза «Сварку электродами УОНИ 13/55 проводят на токе DC обратной полярности» не придумана любителями что-нибудь эдакое «запостить» на просторах сети интернет. Это рекомендация производителей, с которой вы может ознакомиться на соответствующих сайтах или, по приобретению, прочитать на упаковочной коробке.
Что происходит с УОНИ де-факто при сварке на прямой полярности?
Исходные условия: электроды прокалены, все как положено.
Результат: Дуга гаснет на первый взгляд беспричинно. Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Электрод залипает, и флюсовое покрытие плавится с трудом. Дуга гаснет от того, что стержень электрода выгорает внутри не расплавившегося покрытия на пару миллиметров.
То есть, не хватает температуры для расплавления обмазки, защита сварочной ванны отсутствует.
При сварке на обратной полярности все по-другому.
Физику процесса де-юре вам подробно растолкуют, возможно, инженеры-технологи, занятые на электродных производствах… Здесь мы изложим вкратце свое видение процесса с точки зрения теории.
Для того, чтобы понять, что мешает варить электродами УОНИ на прямой полярности, нужно знать, как влияет выбор полярности на сварочный процесс.
.При соблюдении рекомендованной производителем обратной полярности на электроде мы получаем знак «плюс», на изделии знак «минус». Но, специфика физических процессов как раз и состоит в том, что при сварке на обратной полярности на электроде образуется анодное пятно, а на изделии -катодное. Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса . Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Использование универсальных электродов позволяет обойти эту проблему.
Классификация AWS
Система нумерации Американского сварочного общества (AWS) может многое рассказать сварщику о конкретном стержневом электроде, включая то, в каком приложении он лучше всего работает и как его следует использовать для достижения максимальной производительности. Имея это в виду, давайте посмотрим на систему и на то, как она работает.
Префикс «E» обозначает электрод для дуговой сварки. Первые две цифры 4-значного числа и первые три цифры 5-значного числа указывают минимальную прочность на разрыв.Например, E6010 — это электрод с пределом прочности на разрыв 60 000 фунтов на квадратный дюйм, а E10018 — электрод с пределом прочности на разрыв 100 000 фунтов на квадратный дюйм.
E | 60 | 1 | 10 |
Электрод | Предел прочности | Позиция | Тип покрытия и сила тока |
Следующая цифра указывает положение.«1» обозначает электрод во всех положениях, «2» — только для плоского и горизонтального положений; в то время как «4» обозначает электрод, который можно использовать для плоских, горизонтальных, вертикальных вниз и над головой. Последние две цифры вместе указывают тип покрытия и правильную полярность или ток, который нужно использовать. См. Таблицу ниже:
| Цифра | Тип покрытия | Сварочный ток |
| 0 | Натрий целлюлоза высокопрочная | ДЦ + |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC + или DC- |
| 2 | натрия с высоким содержанием диоксида титана | переменного тока, постоянного тока — |
| 3 | Калий с высоким содержанием диоксида титана | AC, DC + |
| 4 | Железный порошок, диоксид титана | AC, DC + или DC- |
| 5 | Натрий с низким содержанием водорода | округ Колумбия + |
| 6 | Калий с низким содержанием водорода | AC, DC + |
| 7 | Высокий оксид железа, железный порошок | AC, DC + или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC + или DC- |
Как сварщик, есть определенные электроды, которые вы, скорее всего, будете видеть и использовать снова и снова в повседневной работе.Машина постоянного тока дает более плавную дугу. Электроды, рассчитанные на постоянный ток, подходят только для сварочного аппарата постоянного тока. Электроды, предназначенные для сварки на переменном токе, более щадящие и могут также использоваться с аппаратом постоянного тока. Вот некоторые из наиболее распространенных электродов и способы их использования:
E6010
Только для постоянного тока и предназначена для нанесения корневого валика на внутреннюю часть куска трубы, это самая проникающая дуга из всех. Это вершины, чтобы прокапывать ржавчину, масло, краску или грязь. Это универсальный электрод, который начинающим сварщикам обычно бывает чрезвычайно трудным, но его любят сварщики трубопроводов во всем мире.Lincoln Fleetweld® 5P + устанавливает стандарт в этой категории.
E6011
Этот электрод используется для сварки на переменном токе во всех положениях или для сварки ржавого, грязного, не совсем нового металла. Он имеет глубокую проникающую дугу и часто является первым выбором для ремонта или технического обслуживания, когда постоянный ток недоступен. Самый распространенный продукт Lincoln — Fleetweld® 180 для хобби и начинающих пользователей. Промышленные пользователи обычно предпочитают Fleetweld® 35.
E6013
Этот универсальный электрод переменного тока используется для сварки чистого нового листового металла.Мягкая дуга с минимальным разбрызгиванием, умеренным проваром и легко очищаемым шлаком. Lincoln Fleetweld® 37 наиболее распространен из этого типа.
E7018
Всепозиционный электрод с низким содержанием водорода, обычно постоянного тока, используемый, когда качество является проблемой или для трудно свариваемых металлов. Он способен производить более однородный металл шва, который имеет лучшие ударные свойства при температурах ниже нуля. Продукция Lincoln обычно — это Jetweld® LH-78 или наш новый Excalibur® 7018.
E7024
Обычно используется для выполнения большого сварного шва вниз с переменным током в листе толщиной не менее дюйма, но чаще используется для листов толщиной от 1/2 дюйма и выше.Lincoln предлагает несколько электродов этой категории, которые называются Jetweld® 1 или 2.
Другие электроды
Хотя это не так часто, электрод может иметь дополнительные номера после него, например E8018-B2h5R. В этом случае «B2» указывает химический состав наплавленного металла шва. «H5» — это обозначение диффундирующего водорода, которое указывает максимальный уровень диффундирующего водорода, полученный с продуктом. А «R» означает обозначение влагостойкости, указывающее на способность электрода соответствовать определенным пределам поглощения влаги при контролируемых испытаниях на увлажнение.
Классификация электродов MMA
Некоторые удилища лучше всего работают при использовании вниз. Некоторые также хорошо работают вне положение т.е. вертикально вверх, над головой, вертикально вниз, горизонтально. В Однако классификация AWS (например, E6013 или E7018) не учитывает это, стандарт ISO делает. Эта страница расшифровывает классификацию, используемую для более распространенные типы стержней.
Стандарт AWS
Стержнишироко известны под названием AWS (Американское сварочное общество), поэтому это полезный стандарт для декодирования.Мы будем использовать стержни E7018 в качестве пример:
E | ЭлектродE означает, что электрод предназначен для сварки MMA и имеет флюсовое покрытие. | |||||||||||||||||||||||||||||||||
70 | Предел прочности на разрыв (тыс. Фунтов на кв. Дюйм)Минимальная прочность на разрыв, измеренная в килофунтах (силах) на квадратный метр. дюйм.В нашем примере 70 фунтов на квадратный дюйм будет 70000 фунтов на квадратный дюйм (сила) на квадратный дюйм или 480 Н / мм 2 . | |||||||||||||||||||||||||||||||||
1 | Сварочные позиции
| |||||||||||||||||||||||||||||||||
8 | Покрытие флюсом и токОбратите внимание, что последние 2 цифры используются вместе для описания флюсового покрытия.
Если второе последнее число (обозначающее положение сварки 2), классификация немного меняется.Из последних двух цифр:
|
1SO 2560 Стандартный
Европейская система кодирования недавно была изменена и теперь является международной Стандарт 1SO 2560, который в основном совпадает с EN499.
Стандарт ISO дает вам больше информации, особенно последние две цифры обозначающие рабочие характеристики. Но с языка не скатывается довольно легко, как классификация AWS.
В стандарте ISO E7018 стержни известны как E46. 4 В 32 Н5
E | ЭлектродE означает, что электрод предназначен для сварки MMA и имеет флюсовое покрытие. | ||||||||||||||||||||||||||||||||||||||||
46 | Предел текучести (в Н / мм 2 )Умножьте это число на 10, чтобы получить минимальный предел текучести в Н / мм 2 . В нашем примере 46 будет представлять минимальный предел текучести. 460Н / мм 2 Это не является прямым эквивалентом прочности на разрыв в AWS. стандарт.Предел текучести — это когда металл начинает пластически деформироваться. (когда он не возвращается в исходную форму после того, как нагрузка выпущенный). Прочность на растяжение — это когда металл ломается.
| ||||||||||||||||||||||||||||||||||||||||
4 | Минимальная температура удара при 46 ДжЭто температура, при которой сварочный материал становится хрупкий.
Итак, 6 представляет -60 градусов C. | ||||||||||||||||||||||||||||||||||||||||
Химический составЗдесь есть дополнительное поле для некоторых специализированных удилищ. и представляет собой процентное содержание марганца (Mn), никеля (Ni) и молибдена. (Мо) в присадочном металле.
1NiMo можно использовать для некоторых марок Weldox с более низкой прочностью. В противном случае эти легированные марки обычно используются для сварки низкоуглеродистой стали. это было «улучшено» для таких приложений, как оффшорные Работа. | |||||||||||||||||||||||||||||||||||||||||
B | Покрытие стержня флюсом
| ||||||||||||||||||||||||||||||||||||||||
3 | Тип тока и восстановление«Восстановление» — вес наплавленного металла шва относительно к весу жилы провода.Более 100% означает, что сварной шов будет весить больше веса жилы провода. Другими словами, покрытие содержит железный порошок (или в некоторых стержнях другие сплавы).
| ||||||||||||||||||||||||||||||||||||||||
2 | Сварочные позиции
| ||||||||||||||||||||||||||||||||||||||||
H5 | Содержание водородаДополнительная информация в конце (используется в стержнях с низким содержанием водорода) дает Содержание водорода в мл / 100 г.
| ||||||||||||||||||||||||||||||||||||||||
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 ГРУППА ЭСАБ, ИНК.УРОК I, ЧАСТЬ B 1,9 ПОСТОЯННАЯ ТОК ИЛИ ПОСТОЯННОЕ НАПРЯЖЕНИЕ Сварка Источники питания имеют разные размеры и формы. Они могут поставлять либо AC или DC, или оба, и они могут иметь различные средства контроля их напряжения и силы тока выход. Причина в том, что источник питания должен обеспечение надлежащих характеристик дуги для используемого сварочного процесса. Источник питания который дает удовлетворительную дугу при сварке покрытыми электродами, будет меньше чем удовлетворительно для сварки с сплошные и порошковые проволоки.1.9.1 Постоянный Текущие характеристики — Используются источники постоянного тока в основном с электродами с покрытием. Этот Тип источника питания имеет относительно небольшое изменение силы тока и мощность дуги для соответствующего относительно большого изменения напряжения дуги или дуги длина, отсюда и название постоянного тока. Характеристики этого источника питания лучше всего проиллюстрированы наблюдая за графиком, показывающим вольтампер кривая. Как видно на рисунке 20, кривая машины постоянного тока падает вниз довольно резко и по этой причине этот тип машин часто называют «капельницей».«1.9.1.1 При сварке покрытыми электродами выходной ток или сила тока устанавливается оператором, пока напряжение рассчитано на блок. Оператор может несколько изменить напряжение дуги, увеличив или уменьшив длину дуги. Небольшое увеличение по длине дуги вызовет увеличение напряжения дуги и небольшое уменьшение силы тока. Небольшое снижение по длине дуги вызовет снижение напряжения дуги и небольшое увеличение силы тока.1.9.2 Постоянный Характеристики напряжения — Источники питания постоянного напряжения, а также известны как постоянный потенциал, используются при сварке сплошными и порошковыми электродами, а также Из названия следует, что выходное напряжение остается относительно постоянным. На этом тип источника питания, напряжение устанавливается на машине, а сила тока определяется скоростью, которая проволока подается к сварочному пистолету. Увеличение скорости подачи проволоки увеличивает силу тока. При уменьшении скорости подачи проволоки уменьшается сила тока.1.9.2.1 Длина дуги играет важную роль при сварке сплошными и порошковыми электродами просто как это происходит при сварке покрытым электродом. Однако при использовании константы напряжение питания источник и механизм подачи проволоки, который подает проволоку с постоянной скоростью, длина дуги вызвано ошибкой оператора, неровностями пластины, и движение лужи автоматически 34V — 290 А 32В — 300 А 30В — 308 А ВОЛЬТ / ПОСТОЯННАЯ АМПЕРНОЙ КРИВОЙ ТЕКУЩАЯ 100 200 300 ПОСТОЯННАЯ АМПЕР ТОК, НАПРЯЖЕНИЕ / АМПЕРНАЯ КРИВАЯ 20 80 70 60 50 40 30 20 10 В О L Т СОбщие сведения об управлении балансом TIG на переменном токе
Общие сведения об управлении балансом TIG на переменном токе Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование