Какие электроды лучше для инвертора
Содержание
- Кратко об инверторах
- На что обратить внимание при выборе расходников для инвертора
- Популярные марки расходных материалов для инверторной сварки
- Что влияет на качество работы инвертором
- Рекомендации начинающим сварщикам
- Заключение
Кратко об инверторах
Сегодня существует достаточно большое количество инверторных сварочных аппаратов. Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ». Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше. Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Сварочные инверторы являются наиболее распространённым типом сварочных аппаратов на массовом рынке.
На что обратить внимание при выборе электродов для инвертора
Существует ряд параметров, которые необходимо учесть при выборе сварочных материалов. Рассмотрим основные факторы, чтобы лучше понимать, что влияет на выбор электродов для сварки инвертором и какие лучше подходят для тех или иных работ.
Назначение электродов
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
- Сварка углеродистых и низколегированных сталей;
- Сварка легированных теплоустойчивых сталей;
- Сварка высоколегированных сталей с особыми свойствами;
- Электродуговая наплавка поверхностных слоев с особыми свойствами;
- Сварка и наплавка чугуна;
- Сварка и наплавка меди и сплавов.
Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение. Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
Тип покрытия
Существует несколько типов покрытия сварочных электродов, наиболее популярными из которых являются рутиловое и основное. Эти типы покрытия имеют кардинальные различия, которые проявляются при их применении.
Основное покрытие
Изделия с основным покрытием имеют ряд преимуществ. Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур. Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины. Работают такие электроды только на постоянном токе обратной полярности.
Рутиловое покрытие
Изделия с таким типом покрытия достаточно универсальны и подходят для сварки инвертором новичкам. Они обеспечивают качественное соединение при сварке даже по окисленному или загрязненному металлу.
Выбор типа покрытия основывается на требованиях, предъявляемых к сварному соединению. Среди них могут быть временное сопротивление разрыву, предел текучести, ударная вязкость и другие. На требования, обозначенные выше, может влиять тип свариваемого металла, его химический состав и прочие характеристики.
Диаметр электрода
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
| Толщина стали (мм) | 1,5-2,0 | 3,0 | 4,0-5,0 | 6,0-12,0 | >13 |
| Диаметр электрода (мм) | 2 | 2,5-3 | 3-4 | 4-5 | 5-6 |
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
|
Настройка силы тока |
||||||
|
Диаметр электрода (мм) |
2 |
2,5 | 3 | 4 | 5 | 6 |
|
Сила тока (А) |
40-64 | 65-80 | 70-130 | 130-160 | 180-210 |
200-350 |
В среднем на 1 миллиметр диаметра электрода добавляется 20-30 Ампер тока.
Популярные марки электродов для инверторной сварки
Существует несколько наиболее распространенных и популярных марок электродов используемых при сварке инвертором.
Популярные электроды с рутиловым покрытием типа Э46
Наиболее распространенными электродами из этой группы являются изделия следующих марок: GOODEL-OK46, МР-3, МР-3С, ОЗС-12 и АНО-21. Несмотря на то, что эти марки относятся к одной группе и имеют схожие характеристики, они имеют ряд особенностей, которые определяют их применение. Например, МР-3 лучше переваривают ржавчину, а АНО-21 используются преимущественно для потолочных швов.
В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.

Популярные электроды с основным покрытием типа Э50А
В этой группе популярными можно назвать изделия марок УОНИ-13/55, GOODEL-OK48, а также LB-52 и его высококачественный аналог GOODEL-52U. Также как у материалов из предыдущей группы у них есть ряд отличий. УОНИ-13/55 чаще используются для соединения конструкционных сталей при строительстве мостов и ответственных конструкций. GOODEL-OK48 предпочтительней использовать при работе с толстолистовым металлом. А GOODEL-52U являются профессиональными электродами для сварки нефтепроводных труб и трубных элементов. Все эти марки обладают высокими техническими характеристиками и стойкостью к низким температурам.
Электроды для сварки нержавейки инвертором
Для соединения высоколегированных сталей (нержавейки) используются марки: НЖ-13, ОЗЛ-8, ОЗЛ-6, ЦЛ-11, ЦТ-15, ЭА-400/10, ЭА-395/9.
Электроды для сварки чугуна
Для работы с чугуном можно использовать изделия марок: МНЧ-2, ОЗЧ-2, ЦЧ-4. При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна. ЦЧ-4 для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом. А ОЗЧ-2 для соединения и наплавки серого и ковкого чугуна и заварки дефектов чугунного литья.
Электроды для сварки меди
Для работы с медью применяют расходники марок: Комсомолец-100 и ОЗБ-2М. При этом изделия Комсомолец-100 предназначены для сварки и наплавки изделий из меди технических марок, а также разнородных соединений меди со сталью. А ОЗБ-2М для сварки и наплавки оловянно-фосфористых и художественных бронз, наплавки на сталь и бронзу и для заварки дефектов бронзового литья, а также латуни.
Электроды для резки
Для резки листового проката, и арматуры хорошо подойдут изделия марки ОЗР-1. Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Что влияет на качество сварки инвертором
Мы уже рассказали, какие электроды лучше для сварки инвертором и готовы перейти к факторам, влияющим на качество сварного шва.
- Навыки и опыт сварщика. Именно это является определяющим фактором. Опытный и грамотный сварщик всегда может выполнить качественную сварку с соблюдением всех технологий. Заметьте, что мы написали именно «навыки и опыт», так как существуют виды производств, в которых сварщики выполняют однообразные работы. Например, сварщик, выполняющий на производстве только горизонтальный шов, с большой долей вероятности не сможет выполнить качественный вертикал сверху вниз.
 Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ. - Качество материалов. Это второй определяющий фактор. Электроды для сварки инвертором должны быть качественными. Также они должны правильно храниться, а перед применением прокаливаться согласно рекомендациям, указанным на упаковке.
- Качество оборудования. Инвертор должен быть качественным, способным обеспечивать стабильную работу. Частой проблемой при не качественном оборудовании являются скачки напряжения, невозможность стабилизировать дугу, а также залипание электрода.
 Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.Мы перечислили три основных фактора, влияющих на качество сварного соединения. Туда же можно отнести и правильность подбора диаметра изделия, его марки, установки силы тока, условия в которых проводятся работы и многое другое.
Рекомендации начинающим сварщикам
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
- Начинать практику лучше с рутиловых электродов. За счет состава покрытия ими легче работать. Такие расходники обладают более легким поджигом (в том числе и повторным), а также позволяют варить на средней дуге. Это в свою очередь дает возможность лучше видеть и контролировать сварочную ванну. Также плюсом таких изделий можно назвать легкое отделение шлака.
- Правильно установленная полярность и сила тока – залог успеха. Если необходимо провести работы на постоянном токе прямой полярности, то свариваемое изделие подключается к зажиму «+», а электрод к «–». Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
- Перед тем как приступить к работе следует потренироваться на обрезках, схожих по характеристикам с металлом заготовки. Это позволит настроить силу тока и привыкнуть к металлу.
- Соблюдение техники безопасности является важным условием проведение сварочных работ. Не приступайте к сварке, не обезопасив себя и окружающих от возможных ожогов, поражений током и «зайцев». Используйте защитную одежду и перчатки, а также специальную маску или очки. Убедитесь в правильном подключении сварочного аппарата. Не допускайте нахождения в месте сварки легковоспламеняющихся объектов. Также не допускайте в место проведения работ посторонних людей (без специальной защиты) или животных (могут получить ожог глаз глядя на сварочную дугу).
- Регулярно улучшайте свои навыки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.

Заключение
В этой статье мы кратко рассмотрели информацию об инверторах. Рассказали о типах покрытия и назначении сварочных материалов. Ответили на вопрос, какие электроды лучше для сварки инвертором. Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Если Вам понравилась статья, делитесь ей в социальных сетях, вступайте в группу завода сварочных материалов «GOODEL» ВКонтакте, подписывайтесь на Twitter и Instagram.
Как выбрать электрод для сварки. Инструкция для чайников
Это статья из серии экспресс-уроков Свар-EXPRESS.Темы урока: какой диаметр электрода нужен под конкретную толщину металла; какой сварочный ток выставлять для каждого случая; что такое полярность сварки.
| Инженер-сварщик Евгений Евсин |
Выбор сварочного электрода, для начинающего сварщика может стать проблемой. Например, какой диаметр электрода нужен под конкретную толщину металла, или какой сварочный ток выставить для получения прочного шва?
Постараемся ответить на эти вопросы.

Для начала разберёмся, что такое электрод и для чего нужна обмазка.
Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода. Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.
Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом. Так существуют специальные электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или чугуном.
Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды. Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.
Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач.
Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла.
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.
При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется — они достаточно вредны для здоровья сварщика.
Ещё один момент — электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.
Для новичка знакомства с ними будет вполне достаточно.
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур.
К недостаткам данных электродов стоит отнести требовательность к чистоте кромок заготовок. Если кромки заготовок перед сваркой не обработать и на них попадёт масло, вода, или ржавчина, велика вероятность появления сварочных пор.
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.
Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.
Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная.
Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-». Обратная полярность — масса подключается к «-»; «+» к держателю электрода.
При сварке на плюсовом контакте выделяется больше тепла, а значит на обратной полярности лучше сваривать массивные детали, а на прямой тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:
Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу:
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:
Смотрите данную статью в видео-ролике:
Электроды для сварки инвертором новичку — какие лучше для инверторного сваривания — как подобрать диаметр по толщине металла
06ДекСодержание статьи
- Что такое электрод: устройство
- Как выбрать сварочные электроды для инвертора: классификация расходников
- Классификация электродов по типу покрытия
- Как выбрать электроды для сварки инвертором
- Какими электродами лучше варить: выбираем по видам металлических изделий
- Выбор электродов для сварки инвертором для начинающих: как выбрать по видам металла
- Выбираем электроды для резки
- Как подобрать лучшие электроды для сварки инвертором
Тем, кто недавно начали осваивать сварочное ремесло, рекомендуется разобраться, что такое электроды, как устроены и какие лучше выбрать для сварки инвертором новичку. Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них.
Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них.
Будущим специалистам сварного дела, которые постигли эти тонкости, будет проще сделать правильный выбор. Этот аппарат легче всего освоить, поэтому он особенно популярен среди людей, которые только начали свою деятельность.
Что такое электрод: устройство
Это стержень из металла или другого электропроводного состава. Он обеспечивает поставку тока от аппарата к предмету, которому требуются сварочные работы. Элементы бывают разной длины: от 25 до 45 см. У каждого из них есть защитное покрытие. Оно предотвращает процесс окисления. «Голой» остается лишь небольшая часть расходника – та, что вставляется в держатель. Поэтому при поиске комплектующих важно учитывать их толщину.
Самыми востребованными считаются трёхмиллиметровые. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода.
В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Классификация расходников
| по назначению | обозначение | |
| для углеродистых и легированных сталей конструкционных с временным сопротивлением разрыву до 600 мпа | э38, э42, э42а, э46, э46а, э50, э50а, э55, э60 | у |
| для легированных конструкционных металлов со стойкостью на разрывание более 600 мпа | э70, э85, э100, э125, э150 | л |
| для теплоустойчивых материалов, прошедших легирование | э09м, э09мх и др. | т |
| сваривание высоколегированных деталей с особыми свойствами | э12х13, э06х13м, э10х17т и др. | в |
| наплавка поверхностных покрытий с особенными характеристиками | э10г2, э11гз, э16г2хм и др. | н |
Выделение общих групп среди великого множества вариантов – сложная задача, за которую берутся не все опытные мастера. их схематично делят по назначению, химическому составу оплавленного сплава, видам, толщине, материалу, из которого они сделаны, механическим свойствам. Специалисты со стажем используют те расходники, к которым привыкли, или те, что удовлетворяют их по соотношению цены и качества.
При выборе они обычно учитывают два критерия:
- Тип металла, с которым нужно будет работать. Если сварочные работы проходят дома, то чаще всего речь идет о железе и сплавах на его основе – так называемых черных. В этом случае единственный момент, который стоит учитывать новичку, это содержание углерода. Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».
- Требования к конструкции. Прежде чем решать, какие электроды для инверторной сварки выбрать и как, необходимо понять, будут ли швы подвергаться вибрационным нагрузкам или перепадам температуры. В этом случае стоит обратить внимание на стержни с повышенными свойствами.
 Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».
Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит.
Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит.
Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию.
Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно.
Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение.
Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение.
Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении. Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
| тип(обозначение в маркировке) | марки |
| основное (б) | уони-13/45, уони-13/45а, уонии-13/45, уонии-13/45а, уони-13/45р, тму-46, уони-13/55, уони-13/55к, уони-13/55с, уони-13/55у, уонии-13/55р, уони-13/65, озс-22р, 55-у, фно-т, фно-тм, фно-тм/н, итс-4, итс-4с, озс-18 и др. |
| кислое (а) | омм-5, см-5, мэз-4 и др. |
| рутиловое (р) | ано-21, ано-21м, ано-36, озс-4, озс-12, озс-30, озс-32 и др. |
| целлюлозное (ц) | всц-4, всц-4м, ома-2, всц-4а и др. |
| смешанные: карбонатно-рутиловое (рб) | озс-28,ано-3, ано-4 и др. |
| рутилово-карбонатно-фтористое | озл-9а и др. |
| ильменитовое | озс-41, мр-3у, мр-3р и др. |
| рутилово-целлюлозное (рц) | ано-13, фно-29м и др. |
| кисло-рутиловое (ар) | ано-6, ано-6м, ано-17, озс-23, ано-24 и др. |
| рутилово-ильменитовое | мр-3м и др. |
| с железным порошком (ж): рутиловое с порошковым наполнителем (рж) | озс-6, ано-1, ано-27, уони-13/55тж и др. |
| прочие (п) | для чугуна, цветных сплавов, солевые. |
Как выбрать электроды для сварки инвертором
Диаметр и толщина металла
Сравните эти два критерия. Они должна быть примерно одинаковыми. Для инверторного оборудования обычно берут стержни до 2 мм, потому что для более габаритных заказов не подойдут.
Назначение
Существует много тонкостей. Выбор зависит от технологии работы, которую вы будете использовать, сварочного оборудования, исходного материала. Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Выбор зависит от технологии работы, которую вы будете использовать, сварочного оборудования, исходного материала. Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Какими электродами лучше варить: выбираем по видам металлических изделий
Забор
Расходники с рутиловым покрытием – беспроигрышны для новичка. Это AHO с номерами 4,6, 21, 36., МР-3, ОК-4600. Также можно брать стержни смешанной рецептуры «Монолит», «Гранит», «Арсенал». Преимущество – легкое возбуждение электрической дуги. Вы сможете варить с отрывом, при этом поры в шве образовываться не будут. Эффективно, когда требуется оперативно возвести многометровую конструкцию.
Тонкий металл
Чтобы не прожечь дырки, ищите элементы с минимальным диаметром: как выбрать нужный электрод для сварки мы уже говорили выше – соотносите с толщиной листа.
Трубы
Газовые обрабатывают марками ОК-46 и ЛБ-52. Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5.
Швеллер
Здесь все зависит от размера детали. Если они небольшие, то выбирает пяти, шести миллиметровые АНО-21. С ними можно варить даже ржавые поверхности. Если габариты швеллера внушительны, только УОНИ-13/55У. Они не ограничивают мастера: переменный и постоянный ток, обратная и прямая полярность.
Рельсы
Специалисты рекомендуют марки УОНИ-13/45 и УОНИ-13/55.
Выбор электродов для сварки инвертором для начинающих: как и какие выбрать по видам металла
Очень часто в домашних условиях главным критерием, которым руководствуется начинающий сварщик становится материал.
Нержавеющая сталь
Это одно из самых часто используемых комплектующих, поэтому расходники для него даже выделяют в отдельную группу. Для ручной берите ЦЛ-11 – это надежный и простой в эксплуатации вариант.
Чугун
Здесь также есть своя группа расходных элементов. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Арматура
Для нее годится товар с рутиловым или основным покрытием АНО-21.
Оцинковка
Популярные среди изделий из этого материала – УОНИ 13/55, ЦУ-5, ЦЛ-20, ТМУ-21.
Медь
Специальные расходники для пластичного металла – ОЗБ-2М и АНЦ/ОЗМ-2.
Выбираем комплектующие для резки
Их главные характеристики:
- высокая окисляемость;
- покрытие должно выдерживать высокие температуры;
- высокая тепловая мощность дуги.

Поэтому лучше отдавать предпочтение сериям, предназначенным специально для этого процесса. Иначе может потечь из-за высокой температуры и помешать выполнить заказ качественно. Кроме того, удвоится расход электроэнергии. Вместо традиционных металлических прутков берите графитовые и трубчатые.
Как подобрать лучшие электроды для сварки инвертором
Опытные мастера рекомендуют следующие марки:
Фтористо-кальциевое покрытие
Рутиловый слой
Нержавеющая сталь
- НЖ-13;
- ОЗЛ-8;
- ЦЛ-11.
Мы рассказали вам, как начинающему мастеру выбрать подходящие расходники, дали указания, на каких вариантах остановиться, если пока не можешь оценить ситуацию с высоты собственного опыта, и рассказали, как выбирают определенный диаметр электрода. Надеемся, наши рекомендации позволят вам качественно выполнить работу и помогут дальше совершенствовать свое мастерство.
процесс сварки, виды электродов, производители
На фоне популярности инверторных сварочных аппаратов многие владельцы вынуждены самостоятельно решать вопрос о приобретении необходимых аксессуаров для выполнения сварки. И к довольно важным вопросам следует отнести выбор подходящих электродов. Этому вопросу необходимо уделить особое внимание, поскольку от качества этих изделий зависит прочность создаваемого соединения.
И к довольно важным вопросам следует отнести выбор подходящих электродов. Этому вопросу необходимо уделить особое внимание, поскольку от качества этих изделий зависит прочность создаваемого соединения.Что представляет собой инверторная сварка
Вот уже на протяжении многих лет сварочные инверторы пользуются большим спросом среди рядовых потребителей, которые являются более совершенным вариантом в отличие от стандартных трансформаторных аппаратов, которые были широко распространены до появления этого оборудования. Востребованность эти аппаратов обеспечила невысокая цена и отсутствие проблем в использовании. С их помощью можно с минимальными затратами времени и довольно качественно соединять различные геометрические изделия и детали.
Чаще всего подобное оборудование используется в ситуации, когда приходится проводить дуговую сварку путем плавления обрабатываемых участков, что обусловлено высокой надежностью оборудования. Среди достоинств, которыми обладают инверторы, следует выделить постоянство показателей и стабильность сварочного тока, за счет чего можно создавать соединение, обладающие высокой прочностью, что достигается благодаря высококачественному шву.
Инверторная сварка представляет собой процесс, для которого применяется специальное оборудование, позволяющие поддерживать при включенном источнике тока переменное напряжение. При проведении подобных работ с использованием инверторного агрегата также приходится применять и иные устройства, которые предусмотрены схемой сварки:
- система управления,
- сетевой выпрямитель и фильтр,
- трансформатор,
- преобразователь частоты.
Основная же роль в инверторной сварке отводится используемым электродам. Эти изделия имеют вид стальных электропроводящих стержней, которые используют для подвода к сварочной зоне тока. Важным моментом является то, что для каждого оборудования должен применяться свой электрод для сварки инвертором. По этой причине необходимо с учетом всех особенностей выбирать стержни, обеспечивающие подачу тока.
Лучшие электроды для инверторной сварки
В качестве материала, на основе которого создаются электроды плавящегося типа, к которым прибегают для инверторной и дуговой ручной сварки, выступает сварочная проволока, обладающая необходимыми характеристиками, которые определены ГОСТом от 1970 года за номером 2246. Указанный стандарт предусматривает классификацию электродов на основании сферы использования инверторного аппарата:
Указанный стандарт предусматривает классификацию электродов на основании сферы использования инверторного аппарата:- легированные. Для их производства могут применяться различные виды проволоки Св-08Х3Г2СМ, Св-08ГСМТ, Св-10Х5М и др.
- углеродистые. В качестве материала для них используют проволоки Св-10Г2, Св-10ГА, Св-08ГА и др.;
- высоколегированные. Для их изготовления применяются проволоки Св-10Х11НВМФ, Св-12Х11НМФ, Св-04Х19Н11М3 и др.
Электродные стержни в обязательном порядке предусматривают особое покрытие, которое создают методом опрессовки. Назначение этого покрытия состоит в следующем:
- защита сварочной ванны от атмосферных воздействий;
- создание благоприятных условий для более устойчивого горения дуги.
Если владелец впервые планирует проводить инверторную сварку, то он должен иметь в виду, что используемые электроды для сварки инвертором могут быть классифицированы на две категории. Первая представлена изделиями, при помощи которых сваривают наиболее важные металлоконструкции.
Вторая же группа включает электроды, которые применяются для соединения конструкций из стали обычного назначения. Как считают эксперты, лучше всего проводить инверторную сварку с применением электродов УОНИ, если речь идет о соединении ответственных конструкций. Если приходится сваривать конструкция обычного назначения, то выбор можно остановить на АНО либо МР-3.
Нужно сказать, что электроды для сварки инвертором марки УОНИ отличаются достаточной сложностью в работе. Осуществлять сварку с применением подобных стержней может только опытный специалист, а для новичка подобная работа может быть сопряжена с определенными трудностями, что не гарантирует получения прочного соединения.
Популярные электроды
На текущий момент наибольший интерес проявляется к электродам для сварки следующих производителей:УОНИ 13/55. В первую очередь их используют опытные сварщики. Особенностью этих стержней является то, что с их помощью можно создать очень надежный шов, отличающийся наилучшим показателем плотности.
МР-3С. На них выбор останавливается в тех ситуациях, когда необходимо создать шов, обладающий наивысшими характеристиками прочности и надежности. С использованием таких стержней сваривают элементы посредством использования переменного и постоянного тока обратной полярности.
МР-3. Отличительной особенностью электродов этой марки является ее универсальность применения. Они подходят для соединения металла с загрязнённой поверхностью. К тому же их можно применять и для сварки влажных и ржавых конструкций.
АНО. Именно стержни этой марки и пользуются наибольшим спросом в нашей стране. Среди их достоинств следует выделить отсутствие необходимости в предварительной прокалке. Процедура их зажигания отличается достаточной простотой, их применение обеспечивает создание высокопрочного и сверхнадежного соединения. Причем уровень подготовки того, кто выполняет сварочные работы, не оказывает влияние на конечный результат.
Сварка материалов — какие электроды выбрать?
Если у вас запланирована сварка определенных конструкций, то необходимо учесть, что выбор электрода для сварки инвертором будет зависеть от материала, из которого изготовлено соединяемое изделие. По мнению экспертов, наилучшими для сварки считаются следующие изделия:
По мнению экспертов, наилучшими для сварки считаются следующие изделия:
- для конструкций из нержавейки и высоколегированной стали рекомендуется применять электроды ЦЛ11, изготовленные в соответствии со стандартами 10052-75 и 9466-75;
- для конструкций из углеродистых сталей лучше всего применять стержни, изготовленные в соответствии с ГОСТом 9466–75 и 9467–75 – ОЗС–4, УОНИ–13/45, АНО–21, МР–3С Н11М3ТБ и др.
- для соединения поверхностей из малоуглеродистых сталей наилучшим выбором будут стержни, имеющие альменитовое и рутиловое покрытие.
- наиболее качественную сварку конструкций из разных марок чугуна могут обеспечить стержни, изготовленные в соответствии с ГОСТом 859–78 – ОЗЧ–2.
Приобретая любой из выше рассмотренных стержней для сварки в любой торговой сети, которая располагает эпидемиологическими сертификатами, можно быть уверенным, что создаваемое с их помощью соединение будет отличаться наивысшей прочностью и надежностью. Вместе с тем человеку, который будет осуществлять инверторную сварку, будут обеспечены наиболее безопасные условия работы.
Вместе с тем человеку, который будет осуществлять инверторную сварку, будут обеспечены наиболее безопасные условия работы.
Говоря об инверторе, следует заметить, что возможности этого оборудования позволяют соединять любые поверхности с применением большинства доступных на сегодняшний день электродов. Именно с этим и связан высокий интерес к этому аппарату. При этом в продаже можно встретить такие стержни, с применением которых нельзя добиться требуемого результата сварки и обеспечить шву привлекательный вид. К тому же не все электроды в состоянии гарантировать необходимый уровень безопасности при использовании подобного оборудования. Поэтому при осуществлении инверторной сварки необходимо использовать только рекомендованные для подобных работ электроды.
Ресанта — известный бренд инверторных аппаратов
Подавляющее большинство профессиональных сварщиков и домашних мастеров чаще всего останавливает выбор на инверторных аппаратах, выпускаемых под маркой Ресанта. Что касается выбора наиболее подходящих для такого оборудования электродов, то здесь необходимо придерживаться схемы, которая была изложена выше. Поэтому, приобретая любой из рекомендованных стержней для сварки, вы можете не беспокоиться о качестве соединения. Использование их в сочетании со сварочными аппаратами Ресанта обеспечит вам безопасность при работе.
Поэтому, приобретая любой из рекомендованных стержней для сварки, вы можете не беспокоиться о качестве соединения. Использование их в сочетании со сварочными аппаратами Ресанта обеспечит вам безопасность при работе.
Разновидности инверторов Ресанта
Среди доступных на сегодняшний день инверторных установок этой марки следует выделить ряд аппаратов, отличающихся наибольшим уровнем функциональности:
- устройства, представляющие серию Проф. Среди опций, которые предлагают эти аппараты, следует выделить «Форсаж дуги», «Горячий старт», «Антизалипание». Также у них предусмотрена защита от перегрева аппарата, имеется широкий диапазон настройки тока для качественного выполнения сварки;
- серия Компакт: модели аппаратов являются наилучшим выбором для применения в домашних условиях;
- инверторные аппараты плазменной резки ИПР-40 и ИПР-25.
Заключение
Хотя инверторные сварочные аппараты обладают множеством преимуществ, обеспечивая высокое качество соединения, все же конечный результат во многом зависит от типа используемых для сварки электродов. По этой причине подходить к выбору этих изделий следует так же тщательно, как и к покупке и самого сварочного оборудования. Особенностью предлагаемых электродов является то, что не все они обеспечивают одинаковое качество соединения. Немаловажная роль здесь отводится материалу, из которого выполнены соединяемые поверхности.
По этой причине подходить к выбору этих изделий следует так же тщательно, как и к покупке и самого сварочного оборудования. Особенностью предлагаемых электродов является то, что не все они обеспечивают одинаковое качество соединения. Немаловажная роль здесь отводится материалу, из которого выполнены соединяемые поверхности.
Вместе с тем отдельные электроды требуют наличие определенных навыков работы с ними, поскольку они рассчитаны на специалистов и используются для решения узких задач. Поэтому, чтобы избежать ошибок при выборе электродов для инверторного сварочного оборудования, рекомендуется отдавать предпочтение электродам универсального назначения, которые отлично подойдут для качественной сварки большинства конструкций.
Оцените статью: Поделитесь с друзьями!Какие электроды лучше использовать для инверторной сварки?
Все сварщики знают, что такое электрод и как производить сварочные работы, но какие электроды лучше использовать для инверторной сварки в быту знают немногие. Бытовое использование предполагает выбор подходящего электрода под марку стали и этот подбор должен быть точным!
Бытовое использование предполагает выбор подходящего электрода под марку стали и этот подбор должен быть точным!
На смену старым трансформаторным сварочным аппаратам пришли небольшие и мобильные сварочные инверторы. Сейчас совсем необязательно, что для сварки ответственных конструкций используются сварочные аппараты больших размеров. Тем более иногда применение громоздких аппаратов невозможно из-за сварки в недоступных или плохо доступных местах. Теперь качественно и оперативно можно сваривать и совсем маленьким сварочным аппаратом, например, IR 200 от бренда Fubag и этим в наши дни уже никого не удивишь.
Сварочные аппараты нужны как основной источник питания при ручной дуговой сварке методом плавления электрода. Стабильные показатели сварочного тока для прочного соединения металла в месте сварки – это основное условие, предъявляемое к инвертору для получения отличного шва. Еще одним требованием можно считать правильно подобранный допустимый для этого металла сварочный электрод. И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.
И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.
Инверторная сварка подразумевает под собой применение для сварки плавящегося электрода по ГОСТ 9467-75. Все электроды можно поделить на:
-
• Электроды для сварки углеродистых и низколегированных сталей.
-
• Электроды для сварки серого, высокопрочного и ковкого чугуна.
-
• Электроды для наплавки.
-
• Электроды для сварки высоколегированных сталей.
-
• Электроды для сварки и наплавки цветных металлов и сплавов.
Каждый электрод из этих в своем составе имеет отдельный тип проволоки и покрытия по ГОСТ 9466-75. На поверхность проволоки наносится опрессовкой тонкий слой обмазки и после сложного производственного процесса на выходе получается готовый сварочный электрод.
Чтобы определить какие электроды лучше использовать для инверторной сварки именно в вашем случае нужно учесть ряд рекомендаций:
-
• Разделяют сварку ответственных конструкций и обычных. Опытные сварщики предлагают при сварке ответственных конструкций выбрать УОНИ, а при сварке обычных – АНО или МР-3.
-
• УОНИ – используют в работе опытные работники, так как совершать работы такими сварочными электродами сложнее, чем обычными. Необходим опыт в сварочных работах при выборе этой марки.
-
Остановимся на основных видах и разновидностях сварочных электродах, рассмотренных выше подробно:
-
• УОНИ-13/55 – применятся опытными специалистами, гарантируют более качественный шов даже при пониженных температурах зимой.
-
• МР-3С синие электроды применяют для получения качественного шва при постоянном и переменном токе обратной полярности.
-
• МР-3 – электроды с рутиловым покрытием используются для сварки даже при ржавой и загрязненной поверхности. Имеют ряд выгод от использования – стабильное горение дуги, лучшая производительность, отличное отделение шлака после сварки.
-
• АНО-36 – самые популярные сварочные электроды рутил-целлюлозным покрытием. Эти электроды можно не прокаливать перед сваркой*, их легко зажигать и производить сварку. Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
-
• ОЗС-12 — самая широко используемые сварочные электроды. Часто берут при домашнем использовании. Позволяет выполнить сварку на низких токах.

Для каких материалов какие электроды выбрать?
Каждый сварщик должен знать, что для каждого материала нужно подобрать свой электрод. Наши специалисты рекомендуют при сварке инвертором использовать:
Наши специалисты рекомендуют при сварке инвертором использовать:
-
• Высоколегированная и нержавеющая сталь (нержавейка) – ОЗЛ-8, ЦЛ-11, НЖ-13, ОЗЛ-6 по ГОСТ 9466-75 и ТУ. Эти марки самые востребованные и популярные.
-
• Используйте электроды для углеродистых и низкоуглеродистых сталей – ОЗС 12, АНО — 21, МР-3, МР-3С по ГОСТ 9466-75 и ТУ.
-
• Для низколегированных — УОНИ 13/45, УОНИ 13/55, УОНИ 13/65.
-
• Сварка чугуна электродом в домашних условиях инвертором можно выполнить электродом ЦЧ 4В (на основе сварочной проволоке СВ-08А), МНЧ-2 (на основе никелевой проволоки).
При выборе любого сварочного электрода производства ООО Ватра вы застрахованы от неудач. Наши сварочные электроды изготовлены на самом передовом оборудовании и отвечают всем требованиям предъявляемом к сварочному процессу и шву.
Проводить все сварочные работы мы рекомендуем только качественными сварочными аппаратами — это застрахует вас от ошибок и значительно упростит работу. Качественное сварочное оборудование прослужит дольше недорогих китайских аналогов.
Мы предлагаем на рынке сварочное оборудование FUBAG – немецкий бренд – зарекомендовавший себя как качественный продукт за разумные деньги. Оборудование Fubag будет радовать Вас долгие годы. Выбирайте профессиональные электроды и качественное сварочное оборудование Fubag у нас в компании!
Выбираем электроды, какие для инвертора лучше?
Сварочный инвертор прост в эксплуатации, имеет доступную стоимость. Освоить принцип его работы, не имея высокой квалификации, сможет и домашний мастер.
Инвертор превосходит по многим параметрам трансформаторные крупногабаритные стандартные агрегаты, сваривает любые виды металлических деталей и конструкций. Сложность осуществляемых работ, продолжительность срока службы инвертора, надежность и качество сварочных швов зависят от используемых электродов.
Выбор электродов осложняется широким ассортиментом. Существует свыше двухсот различных марок, отличных по диаметру, типу, материалу покрытия. Определить лучшие электроды для выполнения сварочных работ инвертором позволяет четкое представление о принципах работа агрегата (инвертора).
Сварка инверторным аппаратом
Характерной особенностью любого типа инвертора являются неизменные рабочие показатели и стабильность сварочного тока, гарантирующие качество получаемого шва, формирование переменного напряжения, образующего сварочную дугу. Соединение свариваемых поверхностей осуществляется методом плавления.
Качественные показатели надежности агрегата обусловлены его конструктивной особенностью. Каждый аппарат, независимо от типа, состоит из следующих элементов:
- преобразователя частот;
- системы (центра) управления;
- трансформатора;
- силового выпрямителя;
- сетевого фильтра.
Все они формируют общую схему инвертора, а главным инструментом для осуществления сварки служит электрод.
Электроды для инвертора
Представляют собой электропроводящие металлические стержни (сердечники) со специальным защитным покрытием — обмазкой. Температура дуги при осуществлении сварки приводит к плавлению сердечника. Этот процесс сопровождает горение и плавление обмазки. Сгораемая обмазка переходит в газовое облако, перекрывающее доступ кислорода. Плавящаяся часть покрытия становится жидкой, покрывает тонким слоем расплавленный металл, предохраняет его от взаимодействия с кислородом.
Наличие сколов на защитном покрытии недопустимо. Нарушение обмазки не позволяет добиться однородного прогрева и качественного выполнения шва. Чтобы дуга находилась по центру, выбирать нужно электроды, на кончиках которых толщина обмазки равномерна со всех сторон. Покрытие должно быть сухим. Электроды с влажной обмазкой плохо зажигаются. Высушить их можно, но эксплуатационные характеристики это снизит.
Защитное покрытие
Электроды различаются по типу используемой обмазки. Существует четыре разновидности покрытий:
Существует четыре разновидности покрытий:
- основное или УОНИ;
- целлюлозное;
- рутиловое;
- кислое.
Стержни с целлюлозной и основной обмазкой создают эластичные, надежные, ударопрочные швы при проведении сварочных работ с постоянным током. Рутиловая с кислой обмазкой универсальны. Покрытия применяют для выполнения сварки как с постоянным, так с и переменным током.
Покрытые кислой обмазкой электроды токсичны. Работы с ними проводят в закрытых пространствах только тогда, когда помещения оборудованы хорошей принудительной вытяжкой. Стержни с рутиловым покрытием, имеющим синеватый или зеленоватый оттенок, отличает легкость розжига. Этот параметр неизменен и при работе с инвертором на низком напряжении холостого хода.
Сердечник
Плавящегося типа металлические стержни, применяемые при работе с инвертором, подбирают в соответствии с типом металла свариваемых деталей и конструкций. Сварочная проволока, из которой выполнен сердечник электрода, должна соответствовать государственным стандартам.
Различают три типа электродов для инверторных аппаратов: легированные, высоколегированные и углеродистые. Каждый из них производят из соответствующего вида сварочной проволоки. При работе с высоколегированной и нержавеющей сталью специалисты рекомендуют использовать стержни ЦЛ-11, углеродистой сталью —АНО-21, УОНИ-13/45, МР-3С, чугуном — ОЗЧ-2, малоуглеродистой сталью — АНО-4 и АНО-6.
Какими бывают электроды?
Условно стержни для работы со сварочным аппаратом инверторного типа делятся на две категории. Первые предназначены для сложных и ответственных работ, а вторые могут быть использованы при проведении сварки на менее требовательных и простых участках. Первую группу составляют электроды плавильного типа УОНИ, а вторую — АНО, MP-3.
Электроды марки АНО выбирают для выполнения несложной сварки в бытовых нуждах. Они подходят для работы практически со всеми видами инверторных сварочных аппаратов. Получили наибольшее распространение среди домашних и начинающих мастеров. Неприхотливыми и универсальными считаются электроды марки МР-3. Ими можно сваривать влажные, ржавые, плохо очищенные от загрязнений металлические поверхности.
Неприхотливыми и универсальными считаются электроды марки МР-3. Ими можно сваривать влажные, ржавые, плохо очищенные от загрязнений металлические поверхности.
Марка УОНИ более «капризна», требует определенных навыков, но позволяет сваривать между собой поверхности любых сложностей, получать максимально плотные швы. Электроды этой категории чаще выбирают профессионалы. Начинающему сварщику, не имеющему фактического опыта, работать с ними будет затруднительно.
Какие электроды считаются лучшими?
Специалисты выделяют следующие марки предназначенных для сварки инверторными аппаратами электродов:
Обеспечивают неизменно высокое качество шва с оптимальным показателем плотности. Они могут эксплуатироваться в условиях и высоких, и низких температур. На результате работы это не отражается.
- 2. АНО (в частности АНО-21)
Не требуют предварительной прокалки, усилий для розжига, показывают стабильно высокий результат сварки, выполняемых как мастером с опытом, так и человеком, впервые пользующимся сварочным аппаратом.
Универсальные стержни плавильного типа для работы с металлическими конструкциями практически в любом состоянии: влажном, покрытом ржавчиной и загрязнениями.
Применяют для сварки ответственных участков, где требования к швам самые высокие. Соединение конструкций и деталей с этим видом электродов осуществляется и на постоянном, и на переменном токе.
Предназначены для сварки нержавейки и конструкционной стали. Образуют швы с мелкой волной и плавным переходом к основной поверхности соединяемых конструкций, элементов и деталей.
Характеристики и применение
УОНИ-13/55
Стержни с основным покрытием рекомендованы при работе с низколегированной и углеродистой сталью, предназначены для сварочных аппаратов постоянного тока и инверторов. Преимущества электродов этой марки заключается в получении пластичных швов, которые с легкостью переносят ударные нагрузки и низкие температуры.
Есть у этих электродов и недостатки. Необходимое минимальное напряжение для разжигания стержня на холостом ходу должно составлять 65-70 В. Если на кромке свариваемых конструкций и деталей присутствует ржавчина, масляные и другие загрязнения, швы получаются пористыми и некачественными.
Если на кромке свариваемых конструкций и деталей присутствует ржавчина, масляные и другие загрязнения, швы получаются пористыми и некачественными.
АНО-21
Покрытые рутиловой обмазкой электроды применяют для сваривания углеродистой стали небольшой толщины. Легко разжигаются и при первом, и при повторном использовании. Образуют мелкочешуйчатый шов из небольших волн. Работают с переменным и постоянным током любой полярности. Перед применением нуждаются в прогреве. Стержни прокаливают примерно 40 минут при температуре 120 градусов. Их использование допустимо для сварки труб водо- и газоснабжения.
МР-3
Разжигаются при работе даже с аппаратами, имеющими не очень высокую ВАХ (вольт-амперную характеристику). Обеспечивают хорошую защиту и позволяют контролировать положение сварной ванны. Могут возникать некоторые трудности с разжиганием. Если это происходит, электрод прокаливают при температуре в 150-180 градусов в течение 40 минут. Применяются для любых типов швов, за исключением вертикальных сверху-вниз.
Быстро и легко разжигаются. За это качество их еще называют «бенгальскими огнями». Профессиональные сварщики не используют их в тех случаях, когда необходимы мелкие движения для хорошего прогрева. Мягкая сварка и полное отсутствие необходимости зачищать соединяемые поверхности сделало их идеальным выбором для новичков, осваивающих азы сварки.
ОК 63.34
Применяют при сварке вертикальных швов, осуществления нахлестных и стыковых соединений, многопроходной сварке. Минимальный показатель напряжения холостого хода для работы со стержнями этой марки должен равняться 60 В. Образование шлака при сварке минимально и легко отбивается.
Требования к электродам для инверторной сварки
Лучшими для работы с инверторными сварочными аппаратами являются металлические стержни плавильного типа, которые обладают следующими характеристиками:
- 1. Обеспечивают легкость проводимых сварочных работ
Если электрод подобран неправильно, то есть не соответствует составу металла, процесс сварки значительно затрудняется.
- 2. Показывают качественный результат шва
Важный фактор при выполнении герметичных и наружных работ. Качественные электроды должны позволять получать как вогнутые, так и плоские швы.
- 3. Образуют отделяемый шлак
Качество применяемого электрода легко проверить по шлаку. Плохие швы отлетают вместе с отбиваемым шлаком. Если такое происходит, причина заключается именно в электродах, а не в умениях сварщика.
- 4. Отвечают санитарным нормам
Используемые электроды должны быть выполнены в полном соответствии с существующими государственными нормами и стандартами.
- 5. Позволяют проводить сварку по коррозийным металлам
Допустимость проведения подобных работ является исключением, а не повсеместной практикой. Если такая необходимость возникает, марки УОНИ, АНО и МР-3 обеспечат качество работы и в этом случае.
Диаметр электрода
С увеличением толщины стенок металлической поверхности возрастает требуемое время осуществляемых сварочных работ. Чем толще поверхность, тем большего диаметра используют электроды. Стержни с тонким диаметром сгорают очень быстро и применяются чаще всего на прихватках. Работа с ними требует наличия определенного навыка в сварочном деле.
Чем толще поверхность, тем большего диаметра используют электроды. Стержни с тонким диаметром сгорают очень быстро и применяются чаще всего на прихватках. Работа с ними требует наличия определенного навыка в сварочном деле.
«Тройка» (стержни с диаметром в 3 мм) подходит для сварки конструкций и элементов, имеющих толщину 3-4 мм, «четверка» — для элементов толщиной от 4 до 9 мм, «пятерка» — для элементов толщиной 9-10 мм. Для участков, где капитальная герметизация не требуется, могут применяться стержни с диаметром 0,5-2 мм. Профильные конструкции для поддержания и сборки допустимо сваривать с использованием электродов до 2 мм.
Общие рекомендации по выбору электродов
Приобретать стержни нужно только в специализированных магазинах, гарантирующих качество предлагаемой продукции. Это обусловлено не только характеристиками предлагаемых электродов, но и соблюдением правил их транспортировки и хранения, наличием всех необходимых документов и сертификатов. Отсыревшие элементы можно высушить, поврежденные использовать нельзя.
Вся необходимая информация об электродах указана на упаковке. Выбирать рекомендуется сварочные стержни с наименьшим показателем ошлакования. Не меньшее значение имеет расход электрода. Показатель параметра тоже прописывается в маркировке. Следует учитывать, что значение может изменяться в большую сторону. Это зависит от назначения и качества свариваемых поверхностей.
Сварочные стержни приобретают согласно их назначению. Если применяемые электроды предназначены для другого типа сварки, результат проделанной работы будет некачественным, а его показатели безопасности резко снизятся. Учитывать необходимо и область применения сварочного аппарата.
Если инвертором пользуются в бытовых нуждах, электроды к ним подбирают диаметром от 2 до 4 мм. Чтобы «прихватить» металлические конструкции, подойдут электроды марок МР и АНО. Качество не будет вызывать никаких нареканий. Для сварки коммунальных развилок, к примеру, труб водоснабжения или отопления, необходимо использовать обеспечивающие надежность получаемого шва стержни УОНИ.
Сварочные электроды какие лучше для инвертора?
Сварочные электроды: какие лучше для инвертора?
Многие начинающие сварщики задаются вопросом о том, какие электроды для инвертора лучше выбрать. Ведь именно это оборудование наиболее часто используется домашними умельцами. Вообще, сварочные инверторы довольно давно вытеснили трансформаторные агрегаты, которые применялись раньше. Это обусловлено тем, что инвертор прост в эксплуатации, недорого стоит, кроме того, с его помощью можно довольно оперативно сварить металлические детали и конструкции.
Такое оборудование обычно используется при дуговой сварке методом плавления. Инверторы отличаются неизменной стабильностью и показателями сварочного тока, что обеспечивает сверхпрочное соединение за счёт высокого качества шва. В роли одного из главных составляющих описываемой сварки выступает электрод. Это металлические стержни, которые необходимы для подвода тока к сварочной зоне. В данном случае следует учитывать, что сварочные агрегаты представлены разными видами. Поэтому для них требуются разные электроды.
Это металлические стержни, которые необходимы для подвода тока к сварочной зоне. В данном случае следует учитывать, что сварочные агрегаты представлены разными видами. Поэтому для них требуются разные электроды.
Какие электроды выбрать
Если вы тоже оказались в числе тех, кто задался над вопросом о том, какие электроды лучше для инвертора, то вам следует ознакомиться с информацией, представленной ниже. Используемые при инверторной и в общем при дуговой сварке электроды плавящегося типа изготавливаются из сварочной проволоки, в процессе чего используются государственные стандарты 1970 года.
Согласно ГОСТ 2246, электроды для инверторной сварки классифицируются на:
- легированные;
- углеродистые;
- высоколегированные.
Первые выполняются из проволоки следующих типов:
Решая вопрос о том, какие электроды лучше для инверторной сварки, вы должны ближе ознакомиться с углеродистыми стержнями, которые выполняются из проволоки Св-08 и Св-08АА и др. В основу высоколегированных электродов ложится проволока Св-30Х25Н16Г7 и Св-01Х23Н28М3Д3Т. Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
В основу высоколегированных электродов ложится проволока Св-30Х25Н16Г7 и Св-01Х23Н28М3Д3Т. Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
Новичкам следует знать, что электроды можно классифицировать на две подгруппы. Первая предусматривает изделия, предназначенные для выполнения шва при соединении ответственных металлоконструкций. Вторая подгруппа предназначается для работ с обычными соединениями.
Для ответственных изделий лучше всего предпочесть электроды УОНИ или АНО. Если перед вами стоит вопрос о том, какие электроды лучше для инвертора, то следует обратить внимание еще и на изделия с маркировкой МР–3, которые предназначены для обычных сварных соединений. Марка электродов УОНИ является довольно капризной. Это обусловлено тем, что с такими стержнями работать получится не у каждого начинающего мастера. Если вы не имеете опыта в таких мероприятиях, то от подобных электродов лучше отказаться.
Популярные виды электродов
Если вы не можете определиться с выбором, то следует обратить внимание на наиболее востребованные марки, они выглядят следующим образом:
Первые популярны среди опытных мастеров. Эти стержни позволяют добиться качественного шва, что верно при низких температурах внешнего воздуха. При этом показатели плотности остаются оптимальными.
Решая вопрос о том, какие электроды лучше для инвертора, стоит обратить особое внимание на стержни МР–3С, которые применяются при необходимости выполнения шва с высокими требованиями по качеству. Эти электроды применяются для соединения элементов постоянным и переменным током обратной полярности.
Наиболее универсальной маркой является МР–3, с ее помощью можно соединить металлические заготовки с загрязнённой поверхностью, ржавые и влажные конструкции. Наиболее покупаемыми среди россиян являются АНО. Они не требуют предварительной прокалки, а зажечь их можно без особых усилий. В конечном итоге вы гарантированно получите отличный результат, даже тогда, когда сварка выполняется неопытным мастером.
Выбор электродов для разных материалов
Перед тем как начинать работы, необходимо вспомнить о том, что изделия из разных материалов требуют определенных электродов. Если вы планируете работать с высоколегированной или нержавеющей сталью, то лучше всего воспользоваться стержнями ЦЛ–11, которые изготовлены по государственным стандартам 9466–75. А вот если вы планируете сваривать заготовки из углеродистых сталей, то лучше всего подойдут электроды ОЗС–4.
Если вы всё ещё решаете вопрос о том, какие сварочные электроды лучше для инвертора выбрать, то следует обратить внимание на АНО–6. Они предназначены для изделий из малоуглеродистых сталей. В данном случае речь идет о стержнях с ильменитовым покрытием.
Малоуглеродистые стали свариваются ещё и АНО–4, которые имеют рутиловое покрытие. Разные марки чугуна можно соединить с помощью ОЗЧ–2. Приобретая электроды, вы должны поинтересоваться, имеют ли они эпидемиологические сертификаты, которые гарантируют качественную сварку. Использование материала, изготовленного по государственным стандартам, говорит ещё и о безопасности работ.
Использование материала, изготовленного по государственным стандартам, говорит ещё и о безопасности работ.
Инвертор – это современное оборудование, с помощью которого можно сваривать разные поверхности с помощью почти всех существующих видов электродов. В этом и состоит популярность устройства. Однако выбирая лучшие сварочные электроды, вы должны помнить о том, что далеко не все стержни обеспечивают качественный результат и отличный товарный вид шва.
Кроме того, вопросы безопасности при использовании стержней, которые не рекомендованы для такого типа сварки, будут «хромать». Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.
Выбор электродов для аппарата «Ресанта»
Независимо от того, какая марка аппарата будет использоваться для сварки, электроды выбираются по вышеописанной схеме. Если перед вами встал вопрос о том, какие электроды лучше для инвертора «Ресанта 190» выбрать, то вы должны руководствоваться настройками силы тока и диаметром стержней. Последний параметр выбирается в зависимости от толщины заготовки. Если она составляет 1,5 мм и меньше, то лучше применять аргонодуговую или полуавтоматическую сварку.
Последний параметр выбирается в зависимости от толщины заготовки. Если она составляет 1,5 мм и меньше, то лучше применять аргонодуговую или полуавтоматическую сварку.
Какие электроды лучше для инвертора «Ресанта», интересует многих. Отвечая на этот вопрос, можно утверждать, что диаметр электрода подбирается, как было упомянуто выше, по толщине стали. Если она составляет 2 мм, то диаметр стержня может изменяться в пределах от 2 до 2,5 мм. При толщине стали в 12 мм лучше всего предпочесть электрод, диаметр которого составляет 5 мм.
Дополнительные рекомендации
Если вы уже решили для себя, какие электроды лучше для инвертора «Ресанта 220ПН», учитывая вышеприведенные рекомендации, то должны помнить, что одинаковых и точных настроек на сегодняшний день не существует. Мастер методом ошибок и проб выставляет параметры тока самостоятельно. При больших токах вы должны быть готовы к тому, что сварочная ванна получается менее управляемой и более жидкой.
Исходник: http://fb.ru/article/339080/svarochnyie-elektrodyi-kakie-luchshe-dlya-invertora
Какие электроды лучше выбрать для инвертора? Рейтинг стержнейВы стали счастливым обладателем инвертора и заинтересовались вопросом: какие лучше использовать электроды для сварки инвертором.
На рынке электроды для инвертора представлены в большом разнообразии, как выбрать подходящие и будем рассматривать.
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Обмазка имеет 4 типа покрытия:
- Основное и целлюлозное покрытие используется для сварки на постоянном токе.
- Рутиловая обмазка годится для постоянного и переменного тока. Отличается легким поджигом и низким разбрызгиванием.
- Кислое покрытие вредит здоровью сварщика, рекомендуется работать в проветриваемом помещении.
- Электроды с рутиловым и кислым покрытием используются аппаратами-инверторами с низким напряжением холостого хода.

Получили признание металлические стержни с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выборе электрода должен быть схожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоко-легированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
Какие электроды лучше для применения в домашних условиях? Это:
- УОНИ 13/55;
- МР-3;
- ОК 63.34 электроды для сварки нержавейки;
- ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2 электроды для сварки алюминия инвертором;
- Комсомолец-100 для меди.

1) УОНИ 13/55 с основным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и стойкими к ударным нагрузкам, не боятся низких температур.
УОНИ 13/55 требовательны к чистоте кромок заготовок. При плохой зачистке появляются сварочные поры.
Электроды УОНИ предназначены для сварки постоянным током на обратной полярности.
2) МР-3 с рутиловой обмазкой для работ с углеродистыми и низколегированными сталями.
Процесс возможен на постоянном и переменном токах, стабильная дуга в пространственных положениях и малое разбрызгивание металла — плюсы стержней.
3) ОК 63.34 с рутиловым покрытием выбирают для сварки нержавейки инвертором.
Домашний сварщик получит мелкочешуйчатый шов с плавным переходом к свариваемому металлу. Малый объем шлака, демонстрирует плюсы электрода.
4) ОЗАНА. Популярные стержни 2 видов.
ОЗАНА-1 применяется для наплавки и соединения алюминиевых марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и чистого алюминия.
ОЗР, ОЗР-2 спецпокрытие, используются чаще для прошивки отверстий, строжки, резки. Для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
5) Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Видео:
Рейтинг марок по популярности
Сварщики по отзывам составили рейтинг на электроды для инверторной сварки:
- УОНИ–13/55 — капризные стержни для опытных мастеров;
- МР-3 — универсальные электроды, варят ржавый и влажный металл;
- МР-3С — для получения качественного шва;
- АНО — раскупаемые в России электроды для инверторного сварочного аппарата. Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.
 Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.
Рекомендуемая марка для новичков в сварном деле. Стержни без прокалки зажигаются легко, итог работы хороший.Также, профессионалы советуют применять:
- электроды ЦЛ–11 для нержавеющей и высоколегированной стали;
- АНО–6 и АНО–4 для малоуглеродистых сталей;
- ОЗС–4, УОНИ–13/45, АНО–21, МР–3С для углеродистых сталей;
- ОЗЧ–2 хорошо сваривают сплавы чугуна.
Видео:
Каждый второй новичок в электросварке думает — каждая модель инвертного прибора нуждается в специальных стержнях. И спрашивают: какие электроды лучше применять для инвертора Ресанта.
Отвечаю: марки стержней перечисленные выше подходят для Ресанта и других аппаратов.
Главное — не марка аппарата, а соответствие электрода металлу.
Полярность при сварке на постоянном токе
Многие инверторы для ручной дуговой сварки работают с постоянным током. При котором существуют 2 варианта подключения полярности:
Прямая полярность : к быстросъему плюс (+) инвертора подключается масса. Держак крепится к минусу (-).
Держак крепится к минусу (-).
Обратная полярность : масса подключается к минусу (-), а держатель электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, значит:
- при обратной полярности лучше варить массивные детали;
- на прямой — тонкий металл и высоколегированную сталь.
Выбор диаметра электрода и настройка тока
По марке выбрать сварочные электроды для работы на инверторе — это сделать полдела. У новичков ещё остаются вопросы:
- по диаметру стержней;
- по настройке силы тока.
Диаметр подбирается от толщины металла заготовок. Если толщина до 1,5 мм, то лучше использовать полуавтоматы или аргонодуговую сварку. Сделать выбор диаметра электрода можете по таблице ниже:
Какой ток выставлять для конкретного диаметра электрода? Информацию узнайте на упаковке изделия или из таблицы:
На заметку: сварочный ток подбирается из расчета 20-30 А на 1 мм диаметра электрода. Для стержня диаметром 3 мм, ток выставляется 80-110 А в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и одинаковых настроек не существует. Каждый мастер методом проб и ошибок выставляет свои параметры тока. Учтите, при больших токах, сварочная ванна получается более жидкой и менее управляемой.
Исходник: http://plavitmetall.ru/elektrody/dlya-svarki-invertorom.html
Лучшие
электроды для инверторной сваркиКлассификация сварочных электродов плавящегося типа
Перед началом работы электроды для сварки инвертором подбираются в соответствии с материалом свариваемых элементов. Поскольку металл, составляющий их основу, в процессе формирования шва заполняет пространство между деталями, для лучшего контакта с ними он должен иметь схожий компонентный состав и внутреннюю структуру. Поэтому существуют расходные материалы для сварки алюминия, меди, чугуна и прочих черных и цветных металлов.
Самое большое распространение в строительстве и промышленном производстве получили стальные электроды, разделяемые ГОСТ на несколько групп:
- для углеродистых и низколегированных сталей;
- для легированных сплавов;
- для термостойких легированных сталей;
- для высоколегированных сплавов;
- для наплавления добавочных наружных слоев со специальными свойствами.

Каждое изделие имеет в своей основе длинный цилиндрический сердечник, окруженный с боков наружной обмазкой. Она нужна для защиты зоны сварки от вредного контакта с кислородом воздуха. По соотношению диаметров наружной оболочки и металлической сердцевины различают изделия с тонким, средним, толстым и особо толстым покрытием. Выделяют покрытия четырех главных типов:
Иногда применяются обмазки смешанного состава. Рассмотрим подробнее каждый тип.
Особенности изделий с различным покрытием
Электроды с кислой оболочкой АНО-2, СМ-5 технологичны, удобны в применении и подойдут даже для начинающих сварщиков.
Важно! Входящие в их состав окислы железа и марганца неблагоприятно сказываются на здоровье человека, поэтому применять их следует на открытых площадках или в условиях эффективной принудительной вентиляции.
Стержни с основной обмазкой УОНИ-13/45, ОЗС-2, ДСК-50 имеют в своем составе мелкую крошку натуральных пород: мрамора, кварцевого песка, плавикового шпата. Смесь закрепляется с помощью жидкого стекла, поэтому она не оказывает вредного воздействия на персонал. Шов, полученный с использованием таких расходных материалов, обладает высокой пластичностью. Они широко применяются при монтаже самых серьезных конструкций и прокладке трубопроводов, работающих под повышенным давлением.
Смесь закрепляется с помощью жидкого стекла, поэтому она не оказывает вредного воздействия на персонал. Шов, полученный с использованием таких расходных материалов, обладает высокой пластичностью. Они широко применяются при монтаже самых серьезных конструкций и прокладке трубопроводов, работающих под повышенным давлением.
Рутиловые сварочные электроды для инвертора АНО-3, ОЗС-4, МР-4 в составе своей обмазки содержат безопасный рутил. Он дает небольшое количество шлака, который почти мгновенно застывает в виде тонкой пленки. Эти качества позволяют сваривать детали при любом положении стержня.
Изделия с целлюлозным покрытием ВСЦ-1, ОЗЦ-1 содержат органические соединения, ферросплавы и тальк. Они также дают качественный шов при самых разных направлениях сварки с любой стороны детали и дают хорошие результаты при соединении тонких листов. Единственный их недостаток – хрупкость шва.
Выбор электрода по диаметру сердечника
Важнейшей характеристикой электрода является диаметр — его следует подобрать в зависимости от толщины свариваемых листов. Он напрямую связан с требуемой величиной расходуемого инвертором тока. Чем толще глубина провара, тем более массивный нужен сердечник и выше устанавливается сила тока. В таблице ниже приведена взаимосвязь между диаметром электрода, толщиной металла и рекомендуемой силой тока для сваривания.
Он напрямую связан с требуемой величиной расходуемого инвертором тока. Чем толще глубина провара, тем более массивный нужен сердечник и выше устанавливается сила тока. В таблице ниже приведена взаимосвязь между диаметром электрода, толщиной металла и рекомендуемой силой тока для сваривания.
Самые ходовые размеры – это 3 и 4 мм. При прокладке толстостенных трубопроводов и монтаже крупных металлических сооружений применяют расходный материал 5 и более миллиметров. Для сварки тонкого металла лучше выбрать миниатюрную проволоку.
Самые распространенные марки электродов и сфера их применения
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.
- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150 о С в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
- возможность сварки чугуна – одного из самых капризных в обработке материалов.
- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210 о С.
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Они высоко ценятся профессионалами за отличное качество шва, но требуют определенного времени на привыкание к работе ими. Провар ведут постоянным током обратной полярности почти во всех положениях. Исключением является лишь вертикальный шов в направлении сверху вниз.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.
- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.

- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300 о С;
- повышенный расход материала.
Собираясь купить электроды для выполнения определенного вида работ, желательно внимательно ознакомиться с их техническими характеристиками и областью применения. Опытные сварщики стараются использовать минимальный набор марок, отдавая предпочтение тем или иным производителям, что снижает риск приобретения бракованной партии.
Исходник: http://tehnika.expert/dlya-remonta/svarochnyj-apparat/elektrody-dlya-svarki-invertorom.html
Какие электроды лучше — подсказки и рейтинг
Главная страница » О сварке » Какие электроды лучше — подсказки и рейтинг
Каждый сварщик, будь он начинающим специалистом или опытным мастером, ответит на поставленный вопрос по-разному. Обусловлено это крайней субъективностью такого подхода. В данной статье мы попытаемся наиболее подробно раскрыть ответ на вопрос, проанализировав различные марки и виды электродов.
Какие электроды лучше
Прежде всего необходимо перечислить критерии, в соответствии с которыми происходит выбор электрических проводников:
Не используйте материалы со сколотой обмазкой!
Чаще всего вопрос про то, какие лучше, какие хуже задают новички, поэтому начнем с того, какие хорошие электроды для новичков. Как уже было указано ранее, предпочтительным вариантом электродов для новичков являются стержни с рутиловым покрытием. Это обусловлено тем фактом, что данный тип проводников характеризуются легкостью использования.
Наиболее популярные марки с рутиловым покрытием:
Для бытовой сварки
Бытовая сварка характеризуется невысоким уровнем сложности, а также отсутствием особых требований к надежности и качеству сварного шва. При этом ожидается легкость в работе. Поэтому отдельно рассмотрим хорошие электроды для бытовой сварки.
К бытовому свариванию можно отнести работы по изготовлению мелких конструкций (например, сварка оградительных систем(заборов) , каркасов теплиц и другое), выполнение небольших работ в гараже или на стройке частного дома.
Электроды АНО (на картинке справа) чаще всего выбирают для проведения сварки в домашних условиях. Данная марка подходит для работы практически со всеми видами сварочных инверторов. Поэтому и получила большое распространение среди начинающих и домашних мастеров.
Проводники марки МР-3 отличаются универсальностью и неприхотливостью. Данные расходники позволяют сваривать даже влажные, ржавые и плохо очищенные поверхности.
УОНИ — электроды для прочного шва, обладают более капризным «характером». Для сваривания данной марки необходимо иметь определенные навыки, но зато УОНИ могут применяться для сварки поверхностей любых сложностей.
Для сварки нержавейки
Сварочный электрод ЭА-400/10Т.
Теперь, какие электроды лучше для сварки нержавейки. Многие домашние мастера часто интересуются вопросом: можно ли варить нержавеющую сталь обычными электродами? Проводить соединение нержавейки таким типом расходников можно, однако это не совсем профессионально и сварочные швы в скором времени могут покрыться ржавчиной.
Перечень наиболее востребованных марок электродов для сварки нержавеющей стали:
Посмотрите небольшой ролик, где демонстрируется сварка нержавейки «черным» электродом, но как видно по оценкам видео и комментариям к ролику, такая сварка вызывает неоднозначную оценку у профессионалов и у любителей.
С полным списком можно ознакомиться в разделе «Электроды по нержавейке».
Для сварки чугуна
Какие хорошие электроды для сварки чугуна можно было бы порекомендовать? Чугун является одним из самых популярных материалов, используемым в разнообразных сферах и областях. Существует несколько видов чугуна: ковкий, серый, высокопрочный и т.д.
Как правило, практически все, перечисленные ниже электроды подойдут для чугуна, но не любого вида (электрод должен соответствовать марке металла, но это уже тема отдельного разговора) :
Весь перечень электродов, предназначенных для сварки чугуна, представлены в разделе «Электроды для сварки и наплавки чугуна».
При выборе расходников для сваривания труб главным критерием служит толщина изделия. Чем более толстостенную трубу придется варить, тем больше должен быть диаметр электрода.
Существует четыре вида соединений, которые используются при сварке труб:
Тип соединения также влияет на выбор марки электрода.
Кроме этого, следует помнить, что классификация труб достаточно обширна, поэтому выбрать лучшие электроды для труб — это вопрос некорректно поставленный. Для работы с ответственными трубопроводами следует применять электроды, рассчитанные на сложные сварочные процессы. К расходникам для сваривания бытовых труб (например, водопровод) не предъявляются повышенные требования по прочности и надежности.
Востребованные марки сварочных материалов для сваривания труб:
Полный перечень представлен в разделе «Электроды для сварки труб».
Следует отметить, что наибольшей популярностью у профессиональных сварщиков пользуются электроды LB-52U. Данная марка отлично подходит для сваривания ответственных резервуаров; газопроводов, внутри которых поддерживается высокое давление.
Данная марка отлично подходит для сваривания ответственных резервуаров; газопроводов, внутри которых поддерживается высокое давление.
Любителям и начинающим сварщикам для бытовых целей рекомендуется приобретать марки с рутиловым покрытием: АНО-4, МР-3С, ОК 46.00 и другие.
Опять-же, новички задают вопрос: «Какие сварочные электроды лучше для инвертора?». На современном рынке материалов для сварки представлено великое множество электродов для инвертора.
Если же у сварщика возникает вопрос о подходящих для инвертора видах проводника, скорее всего это начинающий специалист. Соответственно, рекомендуется применять расходники с рутиловой обмазкой.
Самые лучшие электроды для сварки — прокаленные и сухие
Главной составляющей удобной и комфортной сварки, а также качественного результата являются сухие электроды, без повреждений. Прокалка и сушка чрезвычайно важны. Осуществление данных процедур поможет избежать многих проблем во время проведения сварочных работ: прилипание проводника, осыпание покрытия и т. д.
д.
Какое нужно покрытие
Существует четыре основных вида покрытия, каждое из которых имеет свои отличительные свойства.
1. Кислое покрытие состоит в основном из железа, марганца, кремния и прочих химических элементов. Электроды с данным видом обмазки имеют в маркировке букву «А». Преимущества расходников с кислым покрытием: высокая сопротивляемость появлению в сварном соединении воздушных каналов; возможность обработки ржавых изделий и деталей с окалиной. Основной недостаток — опасность появления горячих трещин на металле сварочного шва.
3. Рутиловые электроды имеют в маркировке букву «Р». Основой покрытия является рутил, а также некоторое содержание кремния и кислорода. Данный вид характеризуется спокойным расплавлением, небольшим количеством брызг, легким отделением шлака, шов имеет тонкий рисунок. Важная особенность — простота повторного зажигания дуги. Сварочные работы следует проводить в условиях нормальной влажности и после прокалки материалов, иначе качество соединения ухудшается и появляются признаки окисления.
Популярные и самые хорошие отечественные электроды для сварки
В результате маркетинговых исследований рынка сварочных материалов, наиболее популярными брендами в последние годы являются:
Рейтинг экспертов выглядит следующим образом:
Лучшие и качественные импортные электроды
Эксперты и конечные потребители схожи во мнении о качественных и особо востребованных иностранных брендах сварочных электродах:
Лучшие (популярные) марки электродов
Материалы по чугуну и нержавейки не включены, по причине своей специфичности.
Лучшие (популярные) производители электродов
Если вы видите, что в рейтингах не хватает заслуженной марки или производителя, напишите в комментариях, они будут добавлены в опрос.
Каждый сварщик сам решает какую марку сварочных материалов использовать. Проанализировав всю представленную информацию и ознакомившись с данными рейтингов, вы несомненно сможете остановить свой выбор на необходимых электродах, подходящих для выполнения определенных работ. Успехов!
Успехов!
Исходник: http://weldelec.com/info/kakie-elektrody-luchshe/
Лучший электрод для начинающего сварщика — Baker’s Gas & Welding Supplies, Inc.
Сварщикам, которые не знакомы со сваркой, может быть трудно решить, какой электрод использовать, когда есть так много вариантов. Хотя многие инструкторы по сварке рекомендуют своим студентам практиковаться с электродом E6010, электрод E6013 упоминается редко, но очень прост в использовании.
Относительно неопытные сварщики могут создавать отличные сварные швы с помощью электрода E6013. Кроме того, есть еще несколько причин использовать эту удочку:
- Отлично работает с машинами A / C и D / C.
- Работает в любом положении (включая накладные).
- Имеет гладкий сварной шов.
- Хорошо подходит для тонких и толстых металлов.
Как и в случае со всеми электродами и сварочными процессами, для правильного выполнения работы требуется несколько основных ингредиентов, а именно:
- Правильная подготовка швов
- Установка машины в соответствии с проектом
- Основные методы сварки
Совместная подготовка для E6013
Для этого электрода соединение должно быть чистым, хотя небольшая ржавчина не является проблемой. По крайней мере, очистите стык с помощью проволочного шлифовального круга или шлифовального станка и убедитесь, что нет масла, влаги, краски или чего-либо еще, что может загрязнить сварной шов.
По крайней мере, очистите стык с помощью проволочного шлифовального круга или шлифовального станка и убедитесь, что нет масла, влаги, краски или чего-либо еще, что может загрязнить сварной шов.
В случае ремонта трещины полностью заточите ее. В противном случае трещина вернется и снова начнет распространяться. Просто помните, чем чище будет стык, тем легче будет его сваривать.
Установка машины для E6013
Настройка сварочного аппарата — самая важная часть сварочного процесса.Если вы потратите время на правильную настройку машины, это упростит сварку и в то же время позволит получить красивый сварной шов.
Настройки сварочного аппарата E6013 зависят от размера электрода и толщины металла. Коробки электродов показывают рекомендуемый диапазон силы тока. Это всего лишь рекомендации, потому что каждый сварочный аппарат работает по-своему.
Чтобы настроить сварочный аппарат, ознакомьтесь с рекомендациями производителей электродов в качестве диапазона силы тока или обратитесь за рекомендацией в магазин сварочных материалов. Установите сварщик на середину этого диапазона силы тока.
Установите сварщик на середину этого диапазона силы тока.
Как только это будет настроено, потренируйтесь и регулируйте силу тока до тех пор, пока бусинка не станет гладкой и не войдет в металл должным образом. Электрод должен быть достаточно горячим, чтобы он не прилипал, и достаточно остыл, чтобы он не стал вишнево-красным. В качестве быстрой проверки сварите два куска металлолома и попробуйте их сломать. Это должно дать представление о том, обеспечивают ли настройки прочный сварной шов.
Методы сварки электрода E6013
Перед тем, как начать, установите металл в удобное положение и используйте две руки.Верно; две руки более устойчивы, чем одна. С этим электродом обычно используются методы взбивания или кружения. Эти методы не только помогают улучшить сварной шов, но и помогают контролировать скорость движения.
Перетащите электрод под углом от 10 до 30 градусов по направлению движения. Если есть какие-либо проблемы со сваркой, подумайте об использовании электрода меньшего диаметра, который упростит сварку.
Для большинства применений E6013 — хороший выбор электродов.Его можно использовать для сварки листового металла, толстых листов и всего, что между ними. Но есть одна загвоздка! Когда дело доходит до электродов для дуговой сварки, всегда используйте электроды класса А и желательно от имени известных производителей. В конце концов, применение этого электрода безгранично, и самое главное, насколько легко им пользоваться!
Изучение деталей 6010, 6011 и 7018
Примечание редактора: эта статья впервые появилась на сайте www.thefabricator.com 15 апреля 2002 года.
Студент был в ужасе.
«Нам дают 6011 вместо 6010!» он прошептал.
«Не волнуйся, это как 6010», — заверил я его.
Мы были на нашем региональном конкурсе профессиональных промышленных клубов Америки (VICA). Мои ученики только что были проинструктированы и собирались в мастерскую, чтобы начать свой конкурс сварочного мастерства. Они успокоились и заняли первое-четвертое места.
Я преподаю в средней школе сварку конструкций. Я выделил 6010 и 7018, не проинформировав студентов о других электродах.В старших классах я стараюсь придерживаться основ. Я занимаюсь сваркой 25 лет и до сих пор чувствую себя подавленным, когда думаю обо всех существующих процессах.
По дороге домой с конкурса я объяснил, что, хотя 6010 и 6011 были разными электродами, их сходство перевешивало их различия. Оба стержня быстро замораживаются, а это означает, что сварочная ванна быстро переходит из жидкого состояния в твердое. У них также есть глубокое проникновение; изготовить плоский волнистый борт; и оставить немного шлака.Они отлично подходят для всех позиций и используются в основном монтажниками, трубопроводами и котельными.
Хотя я почти исключительно использовал 7018 в качестве сварщика конструкций, я также сжег свою долю 6010 и 6011. Эти два стержня используются во многих областях. У них действительно есть технические различия, например, разные составы флюсов; Тем не менее, я собираюсь дать вам свое нетехническое, самопровозглашенное экспертное мнение о стержнях. Я провозглашаю себя экспертом, потому что считаю, что использование стержней, когда я стою на строительных лесах, балансируя на двухдюймовых балках высотой 30 этажей, подвешиваясь на боцманских стульях, лежа вверх ногами под судами и запихивая себя в сосуды во время сварки, — это квалификация меня.
Я провозглашаю себя экспертом, потому что считаю, что использование стержней, когда я стою на строительных лесах, балансируя на двухдюймовых балках высотой 30 этажей, подвешиваясь на боцманских стульях, лежа вверх ногами под судами и запихивая себя в сосуды во время сварки, — это квалификация меня.
Я тоже упал с некоторых из этих зданий, но это уже другая история.
Электроды 6010 и 6011
«60» в 6010 означает прочность на разрыв 60 000 фунтов (способность сопротивляться растяжению) на квадратный дюйм. «1» означает, что его можно запускать в любом положении — плоском, горизонтальном, вертикальном или над головой.
Последнее число, 0 или 1, — это какой-то технический жаргон, который я никогда не использовал за свои 25 лет работы подмастерьем или инструктором. Но вы, инженеры, понимаете, что это связано с составом флюса, типом шлака и источником питания.
И 6010, и 6011 — хорошие электроды. На мой взгляд, это единственные удилища, которыми можно заниматься. Они очень легко бьют и оставляют мало шлака для скалывания. Они также очень хороши, когда вам нужно полное проникновение. Они являются лучшим выбором для сварки настилов, в которых вы должны проникнуть сквозь толщину металла в балку или балку.
Они очень легко бьют и оставляют мало шлака для скалывания. Они также очень хороши, когда вам нужно полное проникновение. Они являются лучшим выбором для сварки настилов, в которых вы должны проникнуть сквозь толщину металла в балку или балку.
Поднимите машину, чтобы деформировать 10, и у вас есть переносной резак. Это не так красиво, но он выполняет свою работу в крайнем случае, когда у вас нет доступа к оксиацетиленовой установке и вам нужно что-то разрезать в спешке.Убедитесь, что вокруг вас нет места, особенно внизу, если вы работаете высоко. При резке этими электродами образуются большие искры и большие капли расплавленного металла.
6011 работает от положительного электрода переменного и постоянного тока (DCEP), а 6010 работает только от DCEP. Это дает 6011 преимущество, если у вас есть машина только переменного тока. Я обнаружил и думаю, что большинство сварщиков согласятся, что 6010 работает более плавно. Шлак откалывается лучше, чем 6011, и это одна из причин, по которой он чаще, чем 6011 используется в корневых проходах на трубах.
Еще одним преимуществом этих электродов является скорость их горения. Это делает их идеальными для сварки балок и перемычек, особенно с учетом угла жесткости, идущего от балки к балке для крепления. Эти два электрода обладают достаточной прочностью для выполнения работы и намного быстрее, чем 7018. Они проходят отличные проходы под уклон, где не требуется большого проникновения или прочности конструкции.
7018 Электроды
Электроды 7018 являются основой структурной сварки. Ход этого удилища полностью отличается от удилищ 6010 и 6011 — он намного плавнее и легче.7018, больше похожий на тяговый стержень, в полевых условиях также называют стержнем с низким содержанием водорода или «низким-высоким». Флюс почти не содержит водорода, а пруток дает гладкие, прочные сварные швы, которые очень пластичны.
По этой причине эти стержни широко используются при сварке конструкций. Я использовал их в торговых центрах, заводах, электростанциях, заводах по сборке ядерного оружия, высотных офисных башнях, плотинах и мостах. Я также использовал их примерно в миллиардах проектов «друг-сосед».
Я также использовал их примерно в миллиардах проектов «друг-сосед».
Ключевое слово для 7018 — универсальность.
Пруток 7018 при сварке следует буквально протаскивать по металлу. Наряду с перетаскиванием сварщик может раскачивать его вперед и назад или раскачивать, чтобы растушевать с обеих сторон. При вертикальной сварке некоторые сварщики считают повторы на каждой стороне сварочной ванны, но это действительно плохая привычка. Как мой старый инструктор кричал мне в ухо: «Расслабь руку и смотри на лужу!» Пока вы смотрите на лужу и расслабляете руку, вы должны видеть и чувствовать, как она врезается в сталь.Подсчет не гарантирует хорошей привязки; видя и чувствуя.
Магазины, сварщики и домашние любители часто не хранят стержни 7018 должным образом. Поскольку 7018 представляет собой стержень с низким содержанием водорода, ему требуется среда, в которой влага не может попадать во флюс.
Это достигается за счет использования стержневой печи. Я видел, как использовались всевозможные печи. Однажды я увидел холодильник, который превратили в самодельную духовку, поместив внутрь мощную лампочку. Это делается слишком часто и никоим образом неприемлемо — стержни 7018 должны храниться при 250 градусах F.Если они находятся на открытом воздухе менее четырех часов, их можно повторно обжечь при температуре от 700 до 800 градусов по Фаренгейту в течение часа.
Однажды я увидел холодильник, который превратили в самодельную духовку, поместив внутрь мощную лампочку. Это делается слишком часто и никоим образом неприемлемо — стержни 7018 должны храниться при 250 градусах F.Если они находятся на открытом воздухе менее четырех часов, их можно повторно обжечь при температуре от 700 до 800 градусов по Фаренгейту в течение часа.
Все зависит от кода (например, AWS D1.1 92 Кодекс по сварке стальных конструкций) и от того, что вы свариваете. Я видел только несколько работ, в которых удилища хранились правильно, если вообще хранились.
Еще одна распространенная ошибка — открывать не тот конец коробки. Другой — разбрасывание ящиков во время хранения. Оба отрывают флюс от стержней. Эти поврежденные стержни обычно расходуются впустую.Если флюс отрывается только от наконечника, они могут иметь длинную дугу и использоваться. Но если флюс нарушен на других участках, стержень бесполезен. Плохо выбрасывать стержни только наполовину сгоревшие, но еще хуже выбрасывать стержни, которые вообще никогда не использовались.
Если бы вы спросили фаната Ford, Chevy или Dodge, какой грузовик лучший, вы бы были там часами. Все трое — хорошие грузовики с разными плюсами и минусами.
То же самое можно сказать и о различных марках удилищ. Когда доходит до дела, почти все хороши.Некоторые, кажется, работают более плавно; Как и большинство сварщиков, у меня есть предпочтения, но я могу обойтись любым из них.
Стержни 6010 и 6011 пугают многих начинающих сварщиков. Поскольку они требуют большего количества манипуляций, их немного сложнее запустить, чем 7018.
Многие инструкторы обучают только «методу кнута», в то время как другие верят только в «круги» для манипуляций с удочкой. Мне все равно, если вы будете стоять на голове и полоскать горло арахисовым маслом, пока у вас хороший сварной шов.
10 лучших стержней для дуговой сварки для начинающих
Существуют сотни, если не тысячи сварочных стержней, но найти хороший — все равно что «Верхушка айсберга».
Это похоже на вас?
Тогда вы попали в нужное место. Независимо от того, являетесь ли вы профессиональным сварщиком или планируете начать свою карьеру сварщиком, хороший сварочный электрод может облегчить вам жизнь.
Вам необходимо узнать о типах электродов и их применении для эффективного выполнения сварочных работ. Здесь мы отчаянно пытаемся помочь вам найти одни из лучших сварочных стержней.
Приступим.
Что такое сварочный стержень?
Сварочный пруток — это пучок тяжелой проволоки, которая плавится, поэтому при сварке плавлением из нее получается металл.Также он нам знаком как сварочный электрод. Обычно это проволока с металлическим покрытием. Состав электрода и свариваемого металла одинаков.
Доступно 2 вида электродов.
Электроды с легким покрытием называют сами электроды, которые заполняются легким покрытием с помощью кисти, распылителя, окунания или промывки. Для нанесения покрытий на громоздкие электроды с покрытием используется процесс экструзии или капания.
Помимо этого, вы найдете 3 различных типа толстого покрытия.Это минерал, целлюлоза и их комбинация.
10 лучших сварочных стержней — они помогут вам создать шедевры
Вот наши обзоры 10 лучших электродов для дуговой сварки, которые помогут вам работать как профессионал. Перейдем к списку.
Маленький, но удобный аксессуар, который сделает вашу жизнь проще!
Почему я так говорю?
Созданные для точности, вы можете рассчитывать на эти холодные долговечные электроды, которые снова и снова будут безупречно работать во время самых сложных сварочных работ.
Мое впечатление
Midwest делает довольно крутые прутки для мягкой сварочной стали.
Почему я это говорю?
Когда низкоуглеродистая сталь намного грязнее, и, к сожалению, ее нужно подправить. Этот тигровый вольфрам — спасение; сваривать стальной прокат независимо от того, насколько он горячий и без пористости.
Посмотрим, что в коробке.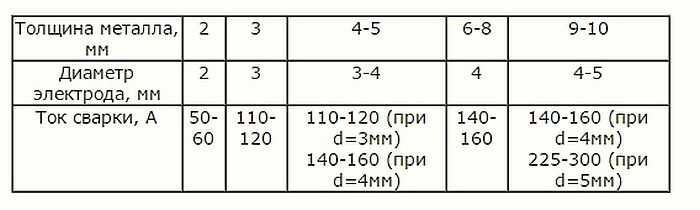 Он имеет десять упаковок синих стержней из вольфрама с лантаном EWLa. Электроды из лантана широко используются для удобства зажигания дуги.Самое приятное, что на самом деле требовалась меньшая сила тока.
Он имеет десять упаковок синих стержней из вольфрама с лантаном EWLa. Электроды из лантана широко используются для удобства зажигания дуги.Самое приятное, что на самом деле требовалась меньшая сила тока.
Плюсы
- Отличные характеристики как для переменного, так и для постоянного тока
- Имеет сертификат соответствия
- Вольфрамовые электроды с наивысшим рейтингом
Минусы
Проверить цену на Amazon2. Пруток для пайки алюминия и цинка Blue Demon — настоящий алюминий Сварочные стержни
Blue demon bdtp — это все, что вам нужно для сварки паяного алюминия и множества других вещей, например, основного металла.
Один стержень, 3 приложения!
Что может быть лучше этого? Самая крутая часть, вы можете использовать его только с пропановой горелкой.
My Impression
То, что меня больше всего впечатляет, чтобы избавиться от оксидного барьера, достаточно нескольких ударов. Я могу сказать, что от 0,004 до 0,005 неплохо для максимальной прочности. В упаковке 22 палочки на тюбик.
В упаковке 22 палочки на тюбик.
Холоднее, чем когда-либо!
Материал кажется довольно прочным. Он будет шлифовать, сверлить, стучать и даже красить почти так же, как низкоуглеродистую сталь.Нейтральное пламя делает его идеальным для быстрого ремонта всех цинковых сплавов, а также алюминия.
Товары
- Можно использовать в 3 простых шага
- Отличная коррозионная стойкость
- Флюс не требуется
Плохая
Проверить цену на Amazon3. Forney — Лучшие сварочные стержни для начинающих
Когда это произойдет Среди лучших марок сварочных стержней, безусловно, стоит отметить Forney. На этот раз они снова зажигают очередным шедевром.
Просто прибил!
Эти сварочные принадлежности идеально подходят для всех типов закаливаемых сталей, где используется нулевой предварительный нагрев.
My Impression
Электроды с низким содержанием водорода E7018 обеспечивают качественные результаты на машинах с меньшим или даже более сильным током переменного тока.
Можно использовать для стальных конструкций, полевого монтажа, рам шасси и сцепок прицепов.
Но вот одно предостережение:
Не рекомендуется для источников питания с низким напряжением холостого хода. Для достижения наилучшего результата используйте полярность DCEP или AC. К тому же, обычное производство холоднокатаных сталей тоже подходит.
Хороший
- Многофункциональный
- Отлично подходит для сварки вне рабочего места
- Отлично работает в обоих положениях
Плохая
Проверить цену на AmazonHobart 770460 — самый универсальный универсальный сварочный стержень, который у нас есть попадались.
Думаете, я преувеличиваю?
Ада нет. Эти стержни дают очень чистый сварной шов и довольно удобны в работе.
My Impression
Прежде всего, поговорим о полярности. Он работает с полярностью DCEP (обратной), переменный ток также будет в порядке. Однако дуга — предпочтительный метод установки.
Прочность на растяжение также впечатляет, 60 000 фунтов на квадратный дюйм. В целом, это еще один солидный продукт из Хобарта.
Что в нем такого особенного?
В буквальном смысле это универсальный электрод для применения во всех положениях на оцинкованной стали и углероде.Благодаря функции глубокого проникновения он идеально подходит для работы с легкими и средними количествами окрашенных материалов, независимо от того, насколько они ржавые.
Хороший
- Универсальный
- Хороший сварочный шов
- Хорошо работает
Плохой
Проверить цену на AmazonЛучший друг сварщика, этот горячий макс 22075, поможет вам получить работу сделано без особых усилий.
Вы уверены, что это так!
Самая крутая деталь, ее легко запустить даже при низкой силе тока.
My Impression
Отличный маленький стержень для сварочного аппарата, позволяющий легко соединить два металлических куска. Эти крошечные электроды позволяют ремонтировать там, где нет электричества.
Звучит впечатляюще, правда?
Хотя это шов хорошего внешнего вида, на самом деле он лучше всего подходит для чистой стали, особенно для легкого металла. Однако рекомендуемая полярность — DCEP (DC +) или AC. Сила тока 20-40. Несомненно, это один из лучших прутков для сварки TIG для низкоуглеродистой стали на рынке.
The Good
- Сохраняйте форму лужи
- Работайте довольно плавно
- Отличное качество
The Bad
Проверьте цену на AmazonИз пяти сварочных шаблонов — плоская, горизонтальная, потолочная, вертикальная / вертикальная — вниз — положение вертикального подъема самое медленное. Причина этого в том, что борьба с гравитацией, вероятно, является проблемой при сварке вертикально вверх.
В этом случае удилище Fiberflex не имеет себе равных. Позвольте мне объяснить, почему мне это так понравилось.
My Impression
Отлично работает с TPO, но прилипает к любому типу пластика! В его состав входит комбинация стекловолокна и углерода для максимально прочного ремонта, устраняя необходимость в усилении проводов.
Давайте поговорим об измерении. Каждая палка примерно 1 фут в длину, 1/8 дюйма в толщину и 1/2 дюйма в ширину.
Хотите узнать секрет наилучшего результата?
Охладите, а тем временем сразу отшлифуйте до гладкой кромки.В целом, это превосходный инструмент для тех, кто пытается отремонтировать треснувшие пластиковые бамперы, приборные панели и т. Д.
Товары
- Универсальный инструмент
- Изготовлен из прочных материалов
- Самый быстрый результат
Плохой
Проверить цену на AmazonОбзор алюминиевых стержней для легкой сварки, и список не будет полным без упоминания названия стержней Alumaloy 10.
Несомненно!
Alumaloy так же прост, как 1-2-3.Все, что вам нужно сделать, это очистить основной металл, затем нагреть его и отремонтировать. Это означает, что вы экономите сотни долларов.
Поверьте, это звучит просто, и это действительно так.
My Impression
Только представьте, как было бы, если бы вы могли ремонтировать буквально все, что сделано из металлической посуды, алюминия!
Невероятно, не правда ли?
Но это реально. Все это можно сделать с помощью этого прекрасного инструмента. Кроме того, он позволяет гальванизировать сталь, просто используя пропановую горелку.
Все это можно сделать с помощью этого прекрасного инструмента. Кроме того, он позволяет гальванизировать сталь, просто используя пропановую горелку.
Это еще не все…..
Вы можете ремонтировать лодки, штормовые двери, реквизит, антиквариат, конденсаторы, диски, охлаждающие змеевики, колокола, понтоны и многое другое. Выбрасывайте меньше, ремонтируйте больше.
The Good
- Флюс не требуется!
- Способен справиться с самыми тонкими и самыми толстыми металлами
- Сделайте соединение, которое прослужит весь срок службы
Плохое
- Не оправдывает ожиданий
Кажется, найти правильный стержень для дуговой сварки НЕ имеет большого значения, это похоже на вас?
Но позвольте мне сказать вам из личного опыта сварки, хотя это самый старый процесс сварки, без соответствующего стержня, это может быть кошмар.
И для дуговой сварки Weldingcity er308l — отличный расходный электродный стержень.
My Impression
Встречайте самый популярный нержавеющий стержень для всех типов универсальных применений, таких как нержавеющая сталь 304, 304L, 308, 308L, 321 и 347. На самом деле это длинные стержни (914 мм) с штампованным концом.
Вот самая интересная часть:
Обладает содержанием углерода, которое помогает удерживать максимум 0,03%, чтобы минимизировать вероятность межкристаллитного осаждения карбида.Вот почему он считается лучшим сварочным стержнем для сварщиков на переменном токе.
Хороший
- 100% аргон
- Премиум качество
- Потрясающе низкая стоимость
Плохой
- Требуется дополнительный защитный газ
Разработан с классификацией AWS E6010; ed033510 — это то, что ваша машина до сих пор упускала. Безусловно, вам понравится плавность всех положений суставов.
Об этом замечательном удилище можно много говорить.Давайте погрузимся.
My Impression
Если вы ищете что-то, что обеспечит вам глубокое проникновение, этот материал — лучший выбор.
Молодец!
Эти электроды отлично подходят для прочного сварочного материала, как тяжелого, так и толстого — однако этот электрод 1/8 дюйма. стержень имеет предел прочности на разрыв 60 psi.
Имейте в виду; это не подойдет для оцинкованных труб.
The Good
- Прочный сварной материал
- Обеспечивает чистый сварной шов
- Отличный стержневой электрод
The Bad
- Недостаточно прочный для большого проекта
Соединение металла звучит просто.Но это не так, если у вас под рукой нет нужных инструментов.
Чтобы хорошо наклеить что-нибудь, в первую очередь вам понадобится надежная удочка. А чугунный сварочный пруток Muggyweld 77 — это то, что вы ищете.
My Impression
На самом деле это набор из 14 стержней; каждая имеет длину 12 дюймов и диаметр 3/32 дюйма. Он идеально подходит для любого типа тяжелого оборудования, такого как морское, автобусное, грузовое, автомобильное и жилые дома.
А знаете что?
77 чугунных электродов работают как экран на основном металле.В то же время сварка от трещин на 300% больше, чем у других традиционных стержней в процессе охлаждения.
Мы должны сказать, что наш лучший выбор — это вольфрамовые электроды для сварки TIG, учитывая тот факт, что они отличаются высочайшим качеством и самой крутой конструкцией из всех, что мы когда-либо видели.
Плюсы
- Специальное охлаждение не требуется
- Формула устойчивости к трещинам
- Высокая эффективность
Минусы
Проверить цену на AmazonНаиболее распространенные размеры сварочных стержней — 6010, 6011, 6012, 6013, 7014, 7024 и 7018. Они отличаются друг от друга и основаны на своих характеристиках; они используются в различных сварочных проектах. Давайте посмотрим на различные типы и способы их использования.Тип | Использует |
6010 | i) Ремонт кузова автомобиля. II) Сварка мостов. II) Сварка мостов. |
6011 | i) Строительное судно.II) Восстановление общих ингредиентов. |
6012 | i) Сварка некритичных элементов. II) Соединение отверстий. |
6013 | i) Изношенные стали. II) Ремонт общих предметов |
7014 | i) Сварка металла во влажной зоне. II) Строительство корабля. |
7018 | i) Сварка высоких конструкций. Ii) Изготовление. |
7024 | i) Промышленные работы.II) Большие сварные швы. |
Часто задаваемые вопросы [FAQ]
Какой стержень для стержневой сварки самый лучший?
Удилище 6011, на мой взгляд, несомненно, лучший выбор. Лучшая особенность этого удилища в том, что его проникающая способность превосходна, чем у удилищ других размеров. Кроме того, в любом направлении вы можете использовать его в соответствии с вашими требованиями.
Кроме того, в любом направлении вы можете использовать его в соответствии с вашими требованиями.
Для чего используется сварочный стержень 7018?
Сварочный пруток 7018 известен своим универсальным использованием, например, для сварки углеродистой стали.В сварочном стержне 7018 используется покрытие с низким содержанием водорода. Этот универсальный сварочный стержень готов выполнять самые разные задачи. Кроме того, он обеспечивает плавную и надежную сварку. Вы можете использовать этот стержень для всех 4 позиций.
В чем разница между сварочными стержнями 6011 и 6013?
Вы можете сказать «до свидания» всем видам обслуживания и ремонту, когда у вас есть электрод 6011. С другой стороны, электроды 6013 помогают сваривать чистый и свежий новый металл.
Для чего используется сварочный стержень 6013?
Сварочный пруток 6013 идеально подходит для сварки с легким проплавлением.Если вы любите сваривать углеродистую сталь или любую полярность, несомненно, вы можете выбрать сварочный стержень 6013. Он также может использоваться для других общих легких производственных работ.
Он также может использоваться для других общих легких производственных работ.
Какой пруток легче всего сваривать?
Для начинающих лучше всего подходят электроды 6013. Он также известен как «легкая удочка».
Итог …….
Я знаю, о чем вы думаете, какую удочку мне использовать?
Ответ с вами, искренне.
Да, мы создали несколько надежных и лучших сварочных стержней, чтобы помочь вам.Но, в конце концов, выбор за вами. Сначала вам нужно знать, что вам нужно. Тогда прими мудрое решение.
Предыдущая статья
Топ 5 лучших порошковых проволок для мягкой стали в 2020 году
Следующая статьяЛучшая защита желоба для хвои, падающей на крышу
Что такое лучший универсальный сварочный стержень (простое объяснение)
Если вы только начинаете заниматься сваркой, вы можете быть немного сбиты с толку относительно того, какой универсальный сварочный стержень является лучшим.Даже когда вы приобретете больше опыта с различными доступными удилищами, из-за большого количества вариантов вам будет сложно решить, какое из них использовать. К счастью, есть одни варианты, которые лучше других. Некоторые удилища кажутся более удобными в использовании с дополнительными приложениями.
К счастью, есть одни варианты, которые лучше других. Некоторые удилища кажутся более удобными в использовании с дополнительными приложениями.
Итак, какой универсальный сварочный стержень самый лучший? Лучшим универсальным сварочным стержнем будет 6011, особенно для домашних мастеров и любителей. Имея под рукой удилища 3/32 и 1/8, 6011 выполнит большинство ваших работ.Это быстро заполняемый замораживающий стержень, работающий как на переменном, так и на постоянном токе, и справляется с грязными загрязненными работами лучше, чем другие электроды.
Конечно, выбор сварочного стержня также будет зависеть от типа сварного шва и металлов, на которые вы их применяете. Палки Хобарта , перечисленные здесь на Amazon, имеют хорошую цену , у них также есть другие, которые мы рассмотрим далее в этой статье.
Второе место заняли бы стержни 7014 для горизонтального применения и стержни 6013 для вертикальных сварных швов .
Теперь, после того, как я это сказал, мне неприятно рассказывать вам об этом, но это только мое мнение, и есть много разных типов сварочных стержней, из которых вы можете выбрать, с которыми вам может в конечном итоге повезти больше. Возможно, у вас есть любимый предмет, переданный вам учителем или наставником.
Возможно, у вас есть любимый предмет, переданный вам учителем или наставником.
Итак, если вы готовы изучить эту тему более подробно, чтобы выбрать лучший универсальный сварочный стержень для вашей ситуации, тогда приступим к делу!
Какой сварочный пруток лучше всего подходит для начинающих?
Опять же, я должен сказать, что для меня лучший сварочный стержень для новичка — это 6011 для начала.Если вам нужен стержень, который прорежет что угодно, например, ржавчину, грязь и / или краску, то выберите 6011. 6011 горит сильнее, чем 6013, и лучше проникает в металл, чтобы сделать сварной шов.
Если вам нужен стержень, который не горит так горячо, то 6013 будет вашим следующим вариантом, и вам может даже понравиться бусинка, которую он оставляет немного лучше, чем при использовании 6011. Хотя для новичка, я бы определенно рекомендую 6011.
При этом, если бы вы попробовали стержень 7014, вы могли бы быть еще более довольны конечным результатом сварного шва, так как 7014 будет работать более плавно, оставляя меньше времени на очистку после завершения.
Моя последняя рекомендация — начать с 6011, а когда вы освоите это, переходите к другой удочке.
Что означают цифры на сварочном стержне?
Я должен быстро упомянуть, что означают цифры на сварочном стержне. Мы можем обсудить это более подробно в другой статье, однако я просто хочу кратко коснуться этого здесь.
Первые две цифры обозначают предел прочности на разрыв. 6010 тогда будет иметь предел прочности на разрыв 60 000 фунтов на квадратный дюйм.
Следующее число — это положение сварного шва. Например, если это горизонтальный или вертикальный сварной шов и т. Д., Цифра 1, как в 6010, означает, что это сварочный стержень во всех положениях и его можно использовать в любом положении.
Последние 2 цифры вместе обозначают ток покрытия и сварочный ток. Для стержня 6010 покрытие и сила тока определяются № 10. Например, покрытие может быть натрием-калием и током DC + или AC и DC- и т. Д. На упаковках сварочных стержней должны быть указаны эти атрибуты.
Какой самый распространенный размер сварочного стержня?
Самый распространенный размер сварочного стержня снова будет отличаться в зависимости от области применения, но наиболее распространенные размеры — 3/32 ″ и 1/8 ″, как указано в нашем вступительном заявлении. Толщина стержня увеличивается с увеличением толщины металла. Это должно иметь смысл, если вы думаете об использовании стержня 1/16 дюйма на куске стали толщиной ½ дюйма. Этот сварной шов долго не продержится. Он довольно легко треснет и потрескается.
В Интернете доступны сварочные схемы, однако вот что я бы порекомендовал при выборе размера стержня для вашего проекта.Эту статистику чаще всего можно найти и рекомендовать в Интернете.
стержни 1/16 дюйма лучше всего подходят для металла до 3/16 дюйма
стержни 3/32 дюйма лучше всего подходят для металла до стержни 1/8 дюйма
стержни 1/8 дюйма лучше всего подходят для металл толще, чем 1/8 дюйма
Стержни 5/32 дюйма лучше всего подходят для металла толще, чем ¼ ”
Скорее всего, вы будете использовать стержни толщиной 1/8 дюйма, когда только начнете. Обязательно подбирайте стержень правильного размера к металлу, так как более толстый стержень разрушит более тонкие металлы, что приведет к беспорядку и потере денег.С другой стороны, как уже упоминалось, если вы используете небольшой сварочный стержень, сварка будет длиться недолго.
Обязательно подбирайте стержень правильного размера к металлу, так как более толстый стержень разрушит более тонкие металлы, что приведет к беспорядку и потере денег.С другой стороны, как уже упоминалось, если вы используете небольшой сварочный стержень, сварка будет длиться недолго.
Что лучше Forney или Vulcan Rods?
Я недавно столкнулся с вопросом в Интернете, где кто-то спрашивал, какое удилище лучше, и многие ответили, что предпочитают Forney или Vulcan. Это отличные варианты, однако я просто хочу взглянуть на этот вопрос иначе, чем вы ожидали. Для меня дело не в том, какое удилище лучше — и не поймите меня неправильно, есть столько же «дерьмовых» удилищ, сколько и отличных.Я считаю, что лучшие удилища, будь то форни или вулканцы, будут зависеть от этих четырех вещей.
- Упаковка имеет значение. Вы думаете: «Что? Упаковка? »Да, последнее, что вам нужно, это влажные сварочные стержни. Всегда нужны сухие стержни для чистых сварных швов. Покрытие на некоторых стержнях может отслоиться при намокании.
- Еще одна не столь очевидная причина того, какое удилище лучше, — какое из них доступно вам. Нет ничего хуже, чем полностью погрузиться в свой проект и обнаружить, что у вас просто закончились сварочные стержни, и у вас есть еще один 6-дюймовый валик.
- Как уже упоминалось ранее, иногда лучшая удочка — это та, которую вы выучили первой. Это похоже на все в жизни: что бы вы ни практиковали, у вас получается хорошо, и тогда это становится вашим любимым.
- Наконец, это также будет зависеть от вашего сварочного аппарата. Вы можете подумать, что сварочный аппарат — это сварочный аппарат, однако большинство сварщиков согласятся, что то, что лучше всего подходит для одного аппарата, может не работать лучше для другого. Итак, есть ли у вас Campbell Hausfeld или Lincoln, лучшее удилище может отличаться.

Итак, что это значит для вас? Это означает, что попробуйте удилище, основанное на моих рекомендациях выше, и продолжайте использовать это удилище, пока не убедитесь, что оно вам подходит или вам нужно попробовать другое удилище.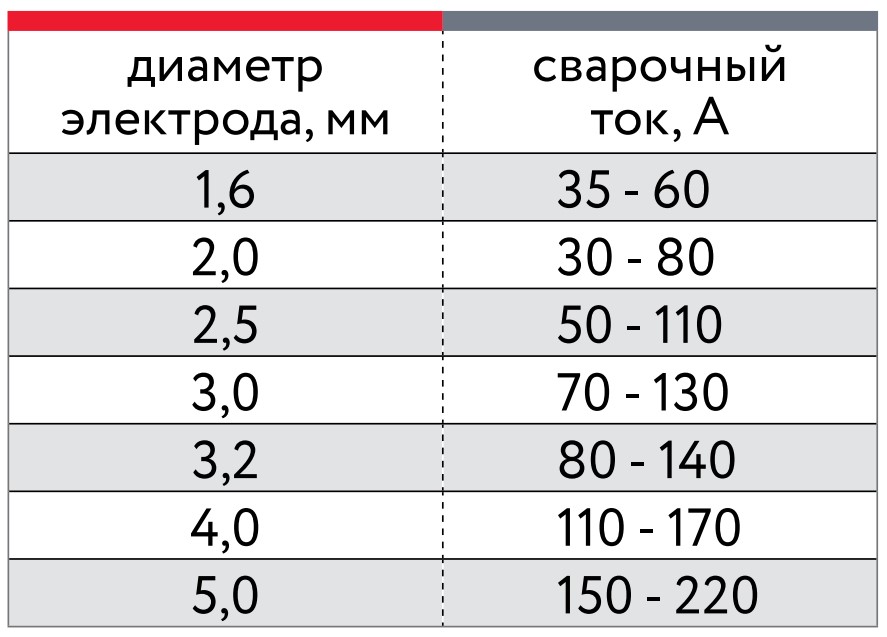
При этом эти стержни Forney можно купить на Amazon и по разумной цене. Начните с упаковки 5 фунтов, и если они вам нравятся, то в следующий раз попробуйте 10 фунтов. Это стержни «в любом положении», что означает, что при необходимости можно сваривать вертикальные или горизонтальные поверхности.
Я также рекомендую вам приобрести подходящий контейнер для хранения ваших удочек. Этот здесь на Amazon выполнит свою работу. Контейнеры для хранения предохраняют стержни от сырости.
Заключение
В заключение я хочу отметить, что я понимаю, что не важно, какое удилище лучше всего подходит для универсального удилища, но есть вещи, которые следует учитывать.
Если вы используете стержень с номером 6011 и его диаметр 1/8 дюйма, то вам следует использовать металл толщиной не менее 1/8 дюйма и так далее.
Удовольствие и удовольствие, которые вы получите от сварки, будут зависеть от вашего путешествия и прогресса в ваших проектах.
То, что еще не упомянуто, иногда также связано с вашим уровнем навыков. У некоторых людей просто есть талант, когда дело доходит до изучения новых вещей в торговле и так быстро их осваивают. Другим могут потребоваться месяцы или даже годы практики, чтобы добиться желаемых результатов.
Вот и все! Удачи, друзья-любители, в ваших будущих проектах.
Ручная сварка — ознакомьтесь с основными методами выбора электродов, методами сварки и настройками аппарата.
Эта страница посвящена сварке штангой и разбита на три раздела:
Сварка штангой- Общий обзор терминов по сварке штангой, общие вопросы, основное оборудование и принципы работы сварки штангой.
- Безопасность сварщика, подготовка стыков, выбор электродов
и установка оборудования. - Методы сварки палкой и основные рекомендации для различных металлов.
Что такое сварка стержнем?
Ручная сварка технически определяется как «дуговая сварка защищенного металла». Термин «сварка палкой» — это общепринятый жаргонный термин, принятый в сварочной промышленности, потому что электрод, сваривающий металл, имеет форму «стержня».
Термин «сварка палкой» — это общепринятый жаргонный термин, принятый в сварочной промышленности, потому что электрод, сваривающий металл, имеет форму «стержня».
Самое простое объяснение того, как работает ручная сварка. Сварка палкой — это форма сварки, при которой используется электричество для расплавления металлического присадочного стержня / электрода / стержня (электрод — это правильный термин), который плавит и металлическое соединение, и электрод одновременно, чтобы соединить два куска металла вместе и заполнить соединение при этом присадочный металл.
Оборудование для сварки штангой
Оборудование для сварки штангой — это самый простой из всех процессов электродуговой сварки. Устройство для ручной сварки состоит из четырех частей:
- Источник питания постоянного напряжения (CV) / Устройство для ручной сварки.
- Держатель электрода / стержня.
- Зажим заземления.
- Электроды / стержни для сварки штангой.
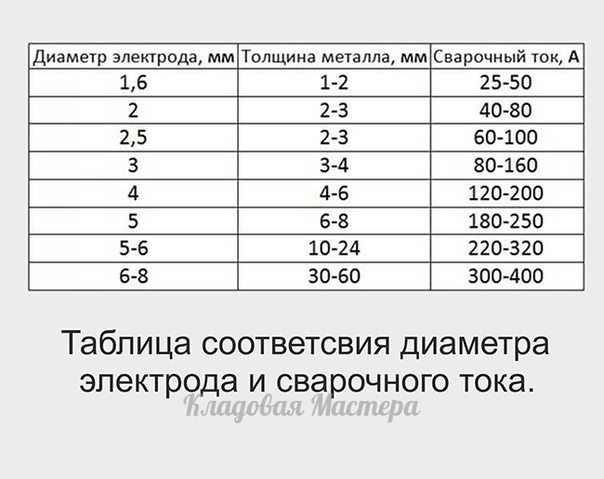
Сварка палкой на переменном или постоянном токе?
Сварочные аппараты могут работать как на переменном, так и на постоянном токе, в зависимости от типа используемого электрода.Источник питания постоянного тока может сделать что угодно для большинства тяжелых промышленных работ или любителей. Кондиционер используется очень редко. Источники питания для ручной сварки имеют постоянное напряжение или CV, что означает, что напряжение остается неизменным во время сварки, а сила тока колеблется в зависимости от длины дуги при сварке.
Какая мощность или сила тока мне нужны для сварочного аппарата?
Сварочный аппарат на 140 А — это более чем достаточно мощности, чтобы сварить что угодно! Многие люди увлекаются пропагандой производителя о «максимальной толщине металла» и в конечном итоге покупают большой сварочный аппарат. Это всего лишь тактика продаж! Я работал на верфях, электростанциях и в цехах тяжелого производства, и мне редко нужно больше 130 ампер. При токе 130 ампер можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать пластину толщиной 1 дюйм за один шов! Мы свариваем корпуса кораблей толщиной 1 дюйм с током всего 120 ампер.
Это всего лишь тактика продаж! Я работал на верфях, электростанциях и в цехах тяжелого производства, и мне редко нужно больше 130 ампер. При токе 130 ампер можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать пластину толщиной 1 дюйм за один шов! Мы свариваем корпуса кораблей толщиной 1 дюйм с током всего 120 ампер.
В чем разница между сваркой Stick, MIG и TIG?
Ручная сварка и сварка TIG используют один и тот же источник постоянного напряжения, и сварочный аппарат Stick можно адаптировать к сварке TIG, просто добавив горелку.
Для сварки MIG используется источник постоянного тока или CC, и он не подходит для сварки Stick и TIG. Плюс MIG и Stick нуждаются в баллоне с защитным газом для сварки, а сварщикам MIG нужна система подачи проволоки вместо одного электрода для подачи сварочного шва.
Сколько стоит сварочное оборудование?
Все зависит от того, какой бренд вы выберете, для чего он вам нужен и на что готовы потратить!
Хороший сварочный аппарат начального уровня / профессиональный сварочный аппарат, такой как Longevity StickWeld 140 на рисунке ниже, будет стоить менее 300 долларов США или около 25 долларов в месяц при финансировании, он очень портативный, весит всего 13 фунтов, работает от 110 или 220 вольт и может делать все, что угодно. тебе нужно.Та же самая установка также может быть преобразована в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
тебе нужно.Та же самая установка также может быть преобразована в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
Аппараты для ручной сварки более высокого уровня могут стоить более 10 000 долларов США, но они используются в тяжелом промышленном производстве, и большинству людей и предприятий не требуется половина наворотов или такой тип энергии. Ниже представлен список производителей качественного сварочного оборудования. На стороне никогда не покупайте сварщиков Harbour Freight или каких-либо дешевых брендов! Каким бы хорошим сварщиком вы ни были, будет сложно сделать хороший шов!
- Сварщик Longevity Welder — отличное оборудование начального уровня, которое также подходит для профессионального уровня.
- Everlast Welders — еще одно отличное сварочное оборудование начального уровня, выходящее за рамки профессионального уровня.
- ESAB — один из лучших производителей сварочного оборудования промышленного качества, самого высокого класса, но недешевый.
- Miller — Еще одна марка
отличного промышленного качества, и ее оборудование может делать все, что угодно, но цена также высока. - Lincoln Electric — они существуют уже давно, и они делают хорошие сварочные аппараты промышленного класса, хорошо известные для сварки трубопроводов.

Сколько времени нужно, чтобы научиться сварке клеем?
Все зависит от того, чем вы хотите заниматься? Если вы просто хотите сделать общий ремонт и начать работу, я бы сказал, что 5 часов практики помогут вам отремонтировать сломанное крыло трактора или сварить систему стеллажей. Ваш сварной шов не будет выглядеть хорошо, возможно, он будет очень грубым, но он должен держаться.
Если вы хотите работать сварщиком начального уровня, по крайней мере, 500 часов обучения. Сварка промежуточного уровня требует около 900 часов практики. Если вы собираетесь сделать карьеру и хотите прилично заработать на сварке труб, рассчитывайте на 1200 часов плюс период обучения или от 18 месяцев до двух лет обучения.
Если вы собираетесь сделать карьеру и хотите прилично заработать на сварке труб, рассчитывайте на 1200 часов плюс период обучения или от 18 месяцев до двух лет обучения.
Если вас интересует обучение, вы можете найти здесь местные школы сварки.
Что можно сварить с помощью сварочного аппарата?
Аппараты для ручной сварки лучше всего работают с толстыми металлами и не подходят для тонких листов. Они отлично подходят для изготовления металлоконструкций, крепления сельскохозяйственного оборудования, ремонта тракторов, судостроения, строительства электростанций, сварки труб и любого металла толщиной 1/16 и более.Если вы имеете дело с листовым металлом, приобретите аппарат TIG или MIG! Можно сварку прилипанием:
- Сталь
- Нержавеющая сталь
- Сплавы на основе никеля
- Хром
- От нержавеющей стали к обычной стали
- Алюминий (не лучший выбор, но он справляется)
Как происходит сварка прилипанием ?
Сварка работает так. Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где вы хотите начать сварку, как спичку. Стержень или электрод начинают гореть и оседать металл в стыке, и получается сварной шов.
Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где вы хотите начать сварку, как спичку. Стержень или электрод начинают гореть и оседать металл в стыке, и получается сварной шов.
Здесь происходит то, что электричество от сварочного аппарата проходит через стержень и дугу в точке контакта, создавая температуру до 7000 ° F. Теперь стержень начинает плавиться, и покрытие вокруг стержень создает защиту от кислорода, который загрязняет сварной шов.Вот почему сварка штучной сваркой технически называется дуговой сваркой SMAW / дуговой сваркой защищенным металлом. Это экран вокруг металлического электрода, из-за которого возникает дуга. Когда вы перемещаете стержень по стыку, он продолжает плавиться (больше похоже на брызги металла, попадающие на стык), образуя кратер и заполняя стык.
Основы безопасности при сварке
В отличие от многих других профессий, где проповедуют безопасность и где могут произойти несчастные случаи и травмы, неудачи при сварке в основном неизбежны, если меры безопасности не соблюдаются в точности! Сварка без надлежащих средств защиты серьезно навредит вам без исключения … И даже может убить! Отнеситесь к этому серьезно.
Надлежащее защитное оборудование для сваркиПервое, что вам нужно сделать, это получить соответствующую одежду и защитное снаряжение.Кроме того, вам может понадобиться вентилятор, если вы будете находиться в замкнутом пространстве. Сварочный дым токсичен! Вам понадобится следующее основное оборудование:
- Сварочная маска
- Хлопковая рубашка с длинными рукавами или кожаная куртка сварщика.
- Кожаные сварочные перчатки.
- Брюки из хлопка или любых негорючих материалов.
- Кожаная или огнеупорная обувь.
- Респиратор или вентилятор, если вентиляция является проблемой.
- Огнетушитель, если вокруг легковоспламеняющиеся материалы.
Даже при наличии подходящего защитного снаряжения (также известного как СИЗ или средства индивидуальной защиты) ваша одежда может загореться и получить ожоги от искр и расплавленного металла. Одна из самых больших ошибок — носить кроссовки! Рано или поздно падающий расплавленный металл прожжет дыру в крышке, и все, что вы можете сделать, это выдержать ожог, пока он не остынет!
Сварщик мгновенно прожигает. Все, что я сделал, — это ненадолго расстегнул кожаную куртку в течение дня с температурой 105 градусов, потому что мне было жарко! После многих лет сварки я могу сказать вам из первых рук, что сварка очень опасна, если вы небезопасны или опрометчивы.Наиболее частая травма называется «вспышкой». Я еще не встречал сварщика, который бы не обгорел. Вспышка исходит от ультрафиолетового света, который излучает сварочный стержень. Технически вспышка — это УФ-излучение. Это все равно что получить солнечный ожог на незащищенных открытых участках тела.
Хуже всего то, что свет сварочной дуги попадает прямо в глаза. Кажется, будто в ваших глазах песок, но на самом деле это волдыри на глазных яблоках, точно так же, как волдыри от солнечных ожогов, которые появляются на коже.
Лучшая часть вспышки — это то, что вы не узнаете ее до тех пор, пока она у вас не появится позже той ночи или дня. Не забывайте идти на пляж и в ту ночь вы понимаете, что завтра будете похожи на омара! Да вот и все.
Также случаются ожоги третьей степени, и если вы промокнете от пота или в дождливую погоду, вы, вероятно, получите шок. Кроме того, не проводите сварку рядом с легковоспламеняющимися материалами, это может привести к пожару или взрыву. Сварщики часто поджигают свою одежду от искр или тепла. Прочтите предупреждающие таблички на вашем оборудовании и делайте, как сказано!
Подготовка сварного шва
Свариваемая область должна быть как минимум очищена от прокатной окалины, ржавчины, масла, воды и краски. Даже у лучших сварщиков, в которых присутствуют эти вещества, сварной шов будет слабым и ужасно выглядящим. Большой секрет лучших сварщиков в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Большой секрет лучших сварщиков в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Как правило, вы хотите отшлифовать сварное соединение до блестящего металла минимум на 1 дюйм назад.Некоторые работы требуют шлифовки на 2 дюйма назад.
Труба с прокатной окалиной, зачищенная на расстоянии минимум 1 дюйм.Я сварил снаружи после дождя, чтобы закончить работу, которая была перенесена за пределы цеха, и я не мог понять, почему мой сварной шов выглядел так плохо и был таким пористым. На сварном шве были пятна, похожие на выскакивающие пузыри! Я высушил участок, измельчил его и подумал, что все в порядке. Чего я не ожидал, так это того, что тепло от сварки притягивало воду, которая была скрыта внизу.
Итак, я налил воды рядом с тем местом, где собирался сварить.Я думал, что тепло испарит воду по бокам и сохранит зону сварного шва сухой. Звучит логично, правда? Совершенно неверно! Я не мог поверить своим глазам! Вода сбоку всасывалась в сварной шов, и когда я поднял шлем, вода поднималась вверх по горячему шву!
Урок усвоен! Подготовка швов является обязательной, и она может буквально повредить сварной шов. В конце концов, сварной шов сломался, и мне пришлось отшлифовать его и начать все сначала.
В конце концов, сварной шов сломался, и мне пришлось отшлифовать его и начать все сначала.
Обозначения электродов для сварки стержневыми / SMAW-сварками
Перед выбором электрода для сварки необходимо понять, что означают обозначения электродов.Это означает буквы и цифры на электроде. Ниже приведены два наиболее часто используемых сварочных электрода. E6010 и E7018.
Много лет назад электроды для контактной сварки начинали обозначение с буквы «E», что означало электрод. В наши дни на многих удилищах есть только номера.
Первые две цифры на электроде указывают на прочность сварочного присадочного металла. Электрод 6010, использующий первые две цифры (60XX), обеспечивает минимум 60 000 фунтов прочности на разрыв на квадратный дюйм сварного шва.7018 имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм. Для сравнения, обычная сталь марки A36 имеет предел прочности на разрыв 36 000 фунтов на квадратный дюйм. Сварной шов обычно в два раза прочнее стали, которую он сваривает!
Если вам интересно, к чему относятся две последние цифры, так это к потоку или экранированию стержня. Чем выше число, тем больше защиты, флюса или металла наносится при сварке. Они добавляют во флюс металлический порошок, чтобы увеличить скорость наплавки.A (XX10) имеет намного меньшее покрытие, чем (XX18).
Чем выше число, тем больше защиты, флюса или металла наносится при сварке. Они добавляют во флюс металлический порошок, чтобы увеличить скорость наплавки.A (XX10) имеет намного меньшее покрытие, чем (XX18).
Выбор стальных сварочных электродов для стержневой сварки / SMAW
Вот список электродов для стальной стержневой сварки, для чего они используются и в каких положениях можно сваривать их.
Сварной шов палкой, выполненный с использованием E7018- Глубокое проплавление 6010 хорошо работает во всех положениях и отлично подходит для более грязных металлов. Также используется для сварных швов с открытым корнем.
- 6011 глубокое проплавление хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6013 Мягкое проплавление хорошо работает во всех положениях и требует более чистого шва.
- 7018 мягкое проникновение хорошо работает во всех положениях и лучше всего работает с чистыми металлами.
- 7024 мягкое проплавление хорошо работает в плоских положениях и требует чистого шва.
Для большинства людей три лучших электрода для использования:
- Для фиксации ржавых и грязных металлов E6010 — лучший выбор. Он прожигает много мусора, действительно сваривает во всех положениях и имеет глубокое проплавление.
- Для универсальной сварки одним простым в использовании электродом ничто не сравнится с E6013! У него приличное проплавление, с ним очень легко сваривать, и сварной шов выглядит намного более гладким, чем у E6010.
- Если у вас чистый металл и вам нужен красивый сварной шов во всех положениях, E7018 в значительной степени является отраслевым стандартом.
Выбор электродов для сварки нержавеющей стали Stick / SMAW
Выбор электрода для сварки нержавеющей стали зависит от марки нержавеющей стали, которую вы свариваете. Вот два наиболее распространенных электрода из нержавеющей стали:
- E308L-16 — самый обычно используется.Применяется для сварки нержавеющей стали марок 304 и 304. На картинке выше показано, как он сваривается.
- E309L-16 используется для сварки нержавеющей стали с обычной сталью. Картинка ниже сделана для E309L-16.

Выбор электродов для сварки алюминия палкой / SMAW
Сварка алюминия с помощью сварочного аппарата для стержневой сварки не очень распространена. Если вы решили сваривать алюминий с помощью аппарата для ручной сварки, материал должен быть достаточно толстым, чтобы выдержать контакт с электродом.Сварка алюминия палкой лучше всего подходит для толстых материалов. Если вы свариваете более тонкий алюминий, то, скажем, на 1/8 дюйма используйте сварочный аппарат MIG или TIG.
Самый распространенный алюминиевый стержневой электрод — это E4043, который сваривает в плоском, горизонтальном и вертикальном положениях. На более толстых металлах вы также хотите предварительно нагреть алюминий как минимум до 500 градусов. Будьте осторожны, перегрев приведет к распаду зоны сварки и падению на пол.
Будьте осторожны, перегрев приведет к распаду зоны сварки и падению на пол.
Базовая настройка сварочного аппарата для стержневой сварки
Первым шагом в настройке сварочного аппарата является выбор стержня, затем установка полярности в соответствии с рекомендациями производителя и, наконец, установка сварочного аппарата на диапазон силы тока, рекомендуемый производителем.
Miller Dialarc Блок питания для стержневой сваркиТеперь вы готовы настроить свой сварочный аппарат под металл, который вы будете сваривать. Возьмите металлолом, толщина которого максимально приближена к толщине металла, который вы будете сваривать. Это важно, поскольку сварка металлов разной толщины требует разных настроек. Вы можете сравнить настройку машины с зажиганием спички. Горящая спичка легко нагреет кусок оловянной фольги, заставив каплю воды зашипеть, но та же самая спичка не имеет возможности нагреть сковороду, чтобы сделать то же самое.В данном случае это не совпадение, а настройки силы тока!
Уловка заключается в том, чтобы научиться настраивать сварщика, чтобы слушать потрескивание горящего стержня, не глядя на него и зная, правильно ли настроена сила тока. Зажгите дугу и настройте мощность, чтобы добиться нужного звука. Звук потрескивания яиц на сковороде говорит вам все, что вам нужно знать. Сварочный аппарат должен быть установлен достаточно горячим, чтобы стержень плавно обжигался без прилипания, и стержень не должен становиться вишнево-красным, иначе настройки будут слишком высокими.
Зажгите дугу и настройте мощность, чтобы добиться нужного звука. Звук потрескивания яиц на сковороде говорит вам все, что вам нужно знать. Сварочный аппарат должен быть установлен достаточно горячим, чтобы стержень плавно обжигался без прилипания, и стержень не должен становиться вишнево-красным, иначе настройки будут слишком высокими.
После того, как вы услышите звук от электрода, вы позже научитесь ощущать вибрацию горящего электрода, и это также многое расскажет о сварном шве. Наконец, вы делаете визуальный осмотр сварного шва. Он гладкий, шершавый, слишком плоский и так далее.
Большинство мастеров сварочного цеха, которые проводят собеседования со сварщиками, проводят им испытание сварного шва и по звуку сварного шва знают, выдержит ли этот сварщик испытание.
Базовая техника сварки палкой
Перед тем, как приступить к сварке — а это очень важно — устройтесь поудобнее, возьмитесь за ручку двумя руками и соберитесь всеми возможными способами, чтобы обеспечить удобное положение. Это один из самых больших секретов, который все время используют сварщики-подмастерья. Изначально предполагалось, что я свариваю одной рукой, и для вас это означает лишь меньший контроль. Когда речь идет о технике сварки, контроль — важнейший фактор!
Это один из самых больших секретов, который все время используют сварщики-подмастерья. Изначально предполагалось, что я свариваю одной рукой, и для вас это означает лишь меньший контроль. Когда речь идет о технике сварки, контроль — важнейший фактор!
Как вызвать дугу?
легче сказать, чем сделать. Вначале вы обнаружите, что стержень прилипает, и флюс, вероятно, отколется и испортит небольшую часть стержня. Это почти неизбежно, и вы должны воспринимать это как обучение катанию на велосипеде.Даже у лучших сварщиков это случается время от времени. Чтобы зажег дугу, если вы носите подходящие сварочные перчатки и высохли, вы можете наклонить стержень другой рукой почти как палку для бассейна и ударить по ней. Как только дуга загорится, вы кладете эту руку другой рукой на сварочную рукоятку.
Я воткнул этот электрод во время сертификационного испытания сварки. Еще один способ зажигания дуги — удар по металлу, как спичкой. Это работает хорошо, но вначале вы, скорее всего, обнаружите, что дуга загорится, и потеряете ее. Это снова становится достаточно комфортным для управления электродом.
Это снова становится достаточно комфортным для управления электродом.
Устранение сколов флюса из-за неудачных зажиганий дуги — это то, что вам нужно научиться делать. Чтобы исправить любые сколы флюса, возьмите кусок металлолома и зажгите дугу, удерживая стержень на расстоянии около дюйма от металла, пока он не сгорит до полной и неповрежденной части стержня. Это единственный раз, когда вам понадобится такая длинная дуга. После того, как у вас снова будет хороший стержень, я обнаружил, что снятие стержня с держателя и царапание им о чем-то, чтобы удалить использованный флюс, помогает перезапустить дугу позже.Это дает металлу внутри стержня хороший контакт для зажигания дуги с гораздо меньшими усилиями.
Методы сварки палкой
Для начала так много начинающих сварщиков ищут идеальный рисунок для сварки, в том числе и я сам много лет назад.
Безупречная техника сварки — это многочасовая практика! Со временем ваши руки, глаза и положение тела автоматически адаптируются к необходимому сварному шву, и ваши рисунки меняются по мере необходимости.
Патроны для сварки палочкой
Вот три наиболее часто используемых метода / схемы сварки:
- Взбивание стержня, перемещение его вперед и назад.
- Круги для плавления металла круговыми движениями.
- Плетение из стороны в сторону (для более широких швов).
Причина использования легкого движения во время сварки заключается в том, что это помогает распределять сварной шов более равномерно. Как правило, ширина сварного шва должна быть в два раза больше ширины электрода и не более 4 электродов. Швы плетения могут быть шире, если это позволяет рабочая площадка.
Техника взбивания электрода
Взбивание лучше всего работает с электродами, которые не имеют большого флюса.Например, E6010, E6011 и E6013 можно взбить, потому что у них очень мало флюса, который может попасть в сварной шов. Он также хорошо работает на более грязных сварных швах, поскольку движение вперед и назад помогает сжигать загрязнения. Взбивание лучше всего работает с более тонкими металлами, угловыми сварными швами (где два куска металла соединяются как L) и открытыми корневыми швами, когда сварщик сваривает обе стороны стыка с одной стороны.
Техника сварки кругов
Круги — хорошая техника сварки для начинающих, потому что их можно использовать с большинством электродов и они помогают контролировать скорость движения. Все, что вам нужно сделать, это сделать круг, который слегка перемещается вперед при каждом повороте.
Плетение Техника сварки
Плетение обычно используется для более широких сварных швов и может быть адаптировано к узким с помощью очень небольшого движения. Большинство сварщиков, которые занимаются сваркой в течение длительного времени, используют легкие движения из стороны в сторону для своих сварных швов, и результат отличный.На более широких сварных швах переплетение также работает очень хорошо, но некоторые рабочие стороны не позволяют использовать более широкие сварные швы. Ниже приведено изображение, показывающее, как электрод удерживается при переплетении. Все, что вам нужно сделать, это ударить по ковчегу и удерживать одну сторону на секунду, затем перейти к другой стороне сварного шва и удерживать ее еще секунду. Продолжайте повторять.
Ниже приведено изображение, показывающее, как электрод удерживается при переплетении. Все, что вам нужно сделать, это ударить по ковчегу и удерживать одну сторону на секунду, затем перейти к другой стороне сварного шва и удерживать ее еще секунду. Продолжайте повторять.
Положение стержня для сварки штангой
Это еще одна область, в которой учебник, рекомендации производителя сварочного стержня и реальность не совпадают.
Ниже приведены углы штанги и направления движения, которым следует большинство людей. После достаточно продолжительной сварки можно использовать любой угол наклона стержня! Обычно я направляю удочку прямо в центр сустава. Если я свариваю в очень ограниченном пространстве, я использую углы, которые не должны работать. Например, сварка трубы на расстоянии 2 дюймов от стены. В некоторых областях невозможно добиться правильного угла наклона штанги. Я тоже прохожу рентген-тесты с этими запрещенными углами стержня, и у меня не было проблем. Все это происходит естественно, если достаточно практики.
Все это происходит естественно, если достаточно практики.
Обзор стержней Angels и положений
- Плоское положение или 1G: вы перетаскиваете стержень на угол от 10 до 30 градусов в направлении вашего движения.
- По горизонтали или 2G вы направляете штангу вверх на угол от 30 до 45 градусов и перетаскиваете ее в направлении своего движения с боковым наклоном от 10 до 30 градусов.
- Вертикально вверх или 3G направьте штангу вверх на угол от 30 до 45 градусов.
- Над головой или 4G аналогично плоскому или 1G, за исключением того, что стержень направлен вверх.
Угол плоского сварочного электрода
На рисунке ниже показан правильный угол между стержнем и электродом для сварки в плоском положении.В этом примере стержень перемещается слева направо с небольшим наклоном в направлении движения, волоча за собой электрод.
Плоская сварка стержневым электродом под угломСварочный электрод под углом
В этом примере горизонтальной сварки необходимо, чтобы электрод был направлен под углом от 30 до 45 градусов с небольшим наклоном в направлении движения. На этой картинке движение слева направо.
На этой картинке движение слева направо.
Сварка под углом, вертикальная
При сварке в вертикальном положении есть два пути перемещения.Вертикально вверх и вертикально вниз. У них обоих одинаковый угол наклона штанги, за исключением того, что вертикальный спуск работает с E6010, E6011 и E6013. Другие электроды, такие как E7018, имеют большое количество флюса и обычно прилипают в этом направлении движения и захватывают шлак в сварном шве. Вертикальная сварка выполняется с направлением электрода под углом от 30 до 45 градусов, как показано на рисунке ниже.
Угол электрода для вертикальной сварки вверхУгол электрода для сварки над головой
Сварка над головой аналогична плоской сварке. Вы перемещаете электрод в направлении движения от 10 до 30 градусов.Кстати, потолочная сварка ничем не отличается от плоской сварки. Это преодоление ментального блока! Ниже показано изображение угла перемещения верхнего электрода слева направо.
Не соблюдая правила относительно угла электрода
Ниже приведены два снимка I сварного шва, который я сделал перетаскиванием вверх вместо того, чтобы направить электрод вверх. Уловка с изменением угла наклона электрода заключается в том, что как только вы построите небольшую полку сварного шва, вы можете вращать дугу электрода, чтобы двигаться в любом направлении.
Перемещение вертикально вверх по боковой стенке трубы с волочением. Когда у вас есть полка сварного шва, вы можете перетащить ее и получить более гладкий вид. Мой вертикальный угол подъема вверх. Учебник не всегда правильный! Сделав полку из сварного шва, я тащусь в гору, как сварочную трубу.Лучшие стержни для стержневой сварки — Top Electrode Picks
Если у вас есть сварочный аппарат, есть буквально десятки вариантов стержней на выбор. Помимо типов стержней, существует также несколько стержней разных диаметров.Некоторые из них лучше подходят для ремонтных работ, а некоторые — для профессиональных применений, таких как сварка труб или сварка конструкций.
Преимущество сварочного аппарата для стержневой сварки заключается в том, что вы можете экспериментировать с разными стержнями, чтобы определить, какие из них лучше всего подходят для вас. Ваша машина и стингер обычно могут работать с любыми типами стержней, так почему бы не воспользоваться преимуществами использования разных электродов для разных проектов?
В этой статье мы расскажем о наших любимых электродах и о том, для чего они лучше всего подходят.
Lincoln Electric Сварочные стержни 1/8 ″ 7018 MR
Проверить цену на Amazon
Стержни 7018 — одни из самых распространенных электродов в современном мире сварки. Они могут выполнять ремонтные работы, сварку металлоконструкций и сварку тяжелых труб. Поскольку в них мало водорода, они могут находиться на воздухе только в течение определенного времени, прежде чем они начнут выходить из строя.
Для работ, требующих проверки сварки, сварщики должны хранить стержни с низким содержанием водорода в стержневой печи до тех пор, пока они не будут использованы. Этот «процесс обжига» сохранит стержни и их флюс до тех пор, пока они не будут готовы к обжигу.
Этот «процесс обжига» сохранит стержни и их флюс до тех пор, пока они не будут готовы к обжигу.
Для некритических применений, таких как ремонтные работы, стержни 7018 могут быть открыты в течение некоторого времени, прежде чем они будут взломаны. В засушливом климате, таком как Колорадо (где мы живем), мы не беспокоимся об обжиге стержней, если только мы не находимся на стройплощадке, которая требует этого.
Эти 7018 от Lincoln обладают влагостойкостью (MR), поэтому они не так легко разлагаются, как другие бренды. Это классическое перетягивающее удилище, которое пригодится практически при любой работе с клюшкой, с которой мы сталкивались.
Имейте в виду, что вы должны подождать, чтобы открыть эти стержни, пока вы не будете готовы сжечь их. Эти стержни герметичны, то есть они герметичны — как канистра с теннисными мячами. Как только вы их откроете, начнется обратный отсчет до разложения. Если вы живете во влажной местности, с этим нужно быть особенно осторожным.
По мнению большинства профессиональных сварщиков, Lincoln делает 7018 лучших стержней в мире. Другие компании пытались конкурировать, но Lincoln остается на первом месте.
Hobart 1/8 ″ 7018 Сварочные стержни
Проверить цену на Amazon
Теперь, когда мы любим электроды Линкольна, Хобарт предлагает более доступные варианты. Эти 7018 сравнимы с Lincolns, но они не так высококлассны. Мы также заметили, что этими стержнями сложнее удалить шлак. Шлак Lincolns выскакивает сразу, но это требует немного больше работы.
Однако, учитывая разницу в цене, мы считаем эти удилища отличным вариантом, особенно для новичков.Они действительно хорошо горят, и они не менее сильны, чем у Lincolns.
Следует отметить, что упаковка Hobart не герметична (она пластиковая), поэтому вы можете приобрести контейнер для стержней, который мы перечислили ниже. Эти трубки для стержней не пропускают влагу и создают для стержней безопасную и сухую среду. Они вмещают 10 фунтов удочки за один раз, что такого же размера, как и упаковка Hobart.
Они вмещают 10 фунтов удочки за один раз, что такого же размера, как и упаковка Hobart.
Эти Хобарты нам очень понравились, и мы построили с ними немало проектов.Если мы покупаем 7018 в меньших количествах, мы, как правило, выбираем эту небольшую упаковку весом 10 фунтов. Когда мы беремся за большой проект, мы, как правило, покупаем стержни Lincoln в 50-фунтовых контейнерах. Для новичков следует отметить, что электроды продаются фунтами. Предложения на 50 фунтов стоят дороже, но они намного дешевле фунта за фунт.
Blue Demon Rod Tube — проверьте цену на Amazon
Forney 1/8 ″ 6010 Сварочные стержни
Проверить цену на Amazon
Электроды 6010 могут сваривать практически любые загрязнения.Они могут пройти через ржавчину, масло, прокатную окалину, жир и т. Д. Всегда хорошо подготовить металл, но 6010 подойдет, даже если вы не потратите время на очистку и шлифовку материала.
Эти стержни также широко используются для выполнения корневого шва на стыках труб. Из-за этих двух вариантов использования они пригодятся как для профессиональных проектов, так и для неприятных ремонтных работ. У них больше «копания», чем у стержней с низким содержанием водорода, что позволяет им проходить сквозь металлы, которые изначально не являются чистыми.
Из-за этих двух вариантов использования они пригодятся как для профессиональных проектов, так и для неприятных ремонтных работ. У них больше «копания», чем у стержней с низким содержанием водорода, что позволяет им проходить сквозь металлы, которые изначально не являются чистыми.
Мы рекомендуем их всем сварщикам стержневой сваркой. Если вы сварщик на буровой установке, они вам понадобятся на вашем грузовике. Если вы строите проекты в гараже, они также могут пригодиться.
Зажигать дугу стержнем 6010 намного легче, чем стержнем 7018. Это более легко и мгновенно. Вместо того, чтобы «срезать», вы можете просто прикоснуться 6010 к своей стали, и он начнет сварку. Это делает 6010 отличным выбором для объединения производственных проектов.
Использование 6010 — это скорее движение «хлыст и пауза», чем движение перетаскивания.Когда все будет сделано правильно, вы можете уложить десять центов, которые будут похожи на сварку TIG. И наоборот, при использовании на стыках труб вы можете перетащить 6010, чтобы получить должный проход корневого прохода. Это то, что больше всего беспокоит инспекторов при осмотре трубы изнутри (после того, как вы закончите сварку).
Это то, что больше всего беспокоит инспекторов при осмотре трубы изнутри (после того, как вы закончите сварку).
В отличие от стержней 7018, эти стержни можно сваривать вертикально на спусках и подъемах. С большинством стержней вы ограничены вертикальным подъемом, но 6010, как правило, работают лучше всего, когда вы выполняете сварку сверху вниз.Это действительно делает их «универсальной удочкой».
Hobart 1/8 ″ 6011 Сварочные стержни
Проверить цену на Amazon
6011 являются двоюродными братьями 6010, но они известны тем, что действительно хорошо работают с машинами переменного тока. Самый распространенный автомат переменного тока — это надгробие Линкольна. Хотя эти машины имеют небольшие размеры, они действительно хорошо работают со стержневыми электродами переменного тока. Надгробия более высокого уровня также имеют опцию постоянного тока.
6011 работают так же, как 6010, и они также отлично подходят для обработки более тонких металлов. Они хорошо работают с листовым металлом и вызывают меньше короблений, чем другие стержни. Если вы создаете небольшой проект, который должен быть сильным, 6011 подойдет вам.
Они хорошо работают с листовым металлом и вызывают меньше короблений, чем другие стержни. Если вы создаете небольшой проект, который должен быть сильным, 6011 подойдет вам.
Думайте о 6011 как о универсальном удилище, которое всегда пригодится. Как мы уже упоминали, если у вас есть автомат переменного тока начального уровня — стержень 6011 просто необходим.
Если вы хотите заняться сваркой штучной сваркой, но аппараты постоянного тока выходят за рамки вашего бюджета, Lincoln Tombstone — отличный вариант. Эти машины переменного тока, часто называемые «ящиком для жужжания», за последние 50 лет положили начало успешной карьере многих сварщиков.Они подключаются непосредственно к сетевой розетке, и вы можете начать сварку в кратчайшие сроки. Они поставляются со встроенными выводами, поэтому единственные компоненты, которые вам понадобятся, — это коробка электродов и немного стали для работы.
Lincoln Tombstone AC Welder — Проверить цену на Amazon
Hobart 1/8 ″ 6013 Сварочные стержни
Проверить цену на Amazon
Стержень 6013 часто упускается из виду, потому что он не используется на многих типах рабочих площадок в США. S. Хотя они популярны в Европе, мы не видим, чтобы люди так часто ими пользовались в штатах.
S. Хотя они популярны в Европе, мы не видим, чтобы люди так часто ими пользовались в штатах.
Это тяговая штанга, которую можно использовать с разной полярностью. Вы можете управлять DC +, DC — и AC с помощью стержня 6013.
Эти стержни имеют очень прочное проплавление и позволяют создавать красивые сварные швы. Подобно стержню 6010 или 6011, они могут пробивать ржавчину, масло, прокатную окалину и гальванические покрытия.
Мы действительно рекомендуем их для изготовления проектов, требующих особой прочности.Хотя сварные швы не всегда самые красивые, вы можете не сомневаться, что у вас будет очень прочный сварной шов, если вы выполните его правильно. Эти стержни отлично подходят для сварки в нестандартных положениях, а дуга относительно гладкая.
Forney 1/8 ″ 7014 Стержни
Проверить цену на Amazon
Стержни 7014 аналогичны тяговым стержням 6013, но имеют больший поток и большую прочность на разрыв. Они отлично подходят для ремонта и изготовления, требующих более толстой стали.
Они отлично подходят для ремонта и изготовления, требующих более толстой стали.
Для этих стержней не требуется печь для стержней, но они, как правило, лучше всего работают, когда они свежие из коробки. Они образуют большую лужу, что означает высокую глубину проникновения.
Если вам нравится сжигать 6013 стержней, но вам нужен бус большего диаметра, это отличный выбор.
Заключение
Поиск подходящего электрода может показаться запутанным, но есть простой способ идентифицировать эти стержни.
- Первые 2 числа равны прочности на разрыв. «70» означает номинальную прочность 70 000 фунтов на квадратный дюйм .
- Третье число соответствует позициям, в которые может привариваться пруток.«1» означает все позиции
- Четвертая цифра обозначает тип флюсового покрытия стержня. Это подскажет, с низким содержанием водорода или целлюлозы
- Следовательно, стержень 7018 означает: прочность 70000 фунтов на квадратный дюйм, любое положение, покрытие из порошкового железа / низкое содержание водорода
Изображение предоставлено: Pxfuel Images
Придерживайтесь основ — Производительность сварки
Рекомендации по повторной сушке стержневого электрода с низким содержанием водорода.
Различные стержневые электроды с низким содержанием водорода используются в качестве присадочного металла при дуговой сварке защищенным металлом (SMAW).С низким содержанием водорода — самый популярный тип стержневых электродов, используемых в Северной Америке. Будь то опытный сварщик или новичок, хорошо понимать, как работают электроды с низким содержанием водорода и почему они используются.
Штучные электроды с низким содержанием водорода имеют гладкую дугу, легкое удаление шлака, хорошую форму валика, более высокую скорость наплавки, и большинство из них могут использоваться во всех положениях сварки. Они используются в различных отраслях, связанных со сваркой. Хорошие примеры — строительство мостов и зданий, морское бурение, сосуды под давлением, трубопроводы и производство электроэнергии.
Любая сварка с использованием чувствительных основных материалов, таких как стали с повышенной прочностью, фиксированные соединения или те, которые подлежат более строгим правилам сварки, вероятно, будет включать использование присадочного металла с низким содержанием водорода.
Для нормальной работы электроды с низким содержанием водорода должны быть сухими. Поглощение влаги может ухудшить качество сварки по нескольким причинам. Избыточная влажность может вызвать пористость сварного шва, которая может быть видимой пористостью на поверхности шва или может быть только подповерхностной, и для ее обнаружения требуется какой-либо тип неразрушающего или разрушающего контроля.Высокая влажность покрытия электрода также может привести к чрезмерной текучести шлака, шероховатой поверхности шва и затрудненному удалению шлака. Наконец, чрезмерная влажность в электродах с низким содержанием водорода приводит к повышенным уровням диффундирующего водорода, что, в свою очередь, может привести к вызванному водородом растрескиванию сварных швов и проблемам с растрескиванием под валиком.
Водород естественным образом абсорбируется жидким металлом (т. Е. Расплавленной сварочной ванной) и, естественно, выходит из твердого металла (т. Е. Затвердевшего металла шва). Сталь выше температуры плавления естественным образом поглощает водород.Когда сталь охлаждается ниже температуры плавления и снова затвердевает (замерзает), водород, который задерживается внутри металла шва, затем хочет мигрировать или диффундировать наружу, и со временем это происходит. Однако, когда начальные уровни диффундирующего водорода внутри металла шва повышаются, существует больший потенциал для индуцированного водородом растрескивания, которое обычно происходит в зоне термического влияния (HAZ).
Сталь выше температуры плавления естественным образом поглощает водород.Когда сталь охлаждается ниже температуры плавления и снова затвердевает (замерзает), водород, который задерживается внутри металла шва, затем хочет мигрировать или диффундировать наружу, и со временем это происходит. Однако, когда начальные уровни диффундирующего водорода внутри металла шва повышаются, существует больший потенциал для индуцированного водородом растрескивания, которое обычно происходит в зоне термического влияния (HAZ).
Растрескивание ЗТВ возникает не только из-за повышенных уровней диффундирующего водорода.Кроме того, основной материал должен иметь более чувствительную микроструктуру, например, высокоуглеродистые и высокопрочные низколегированные стали, которые более подвержены растрескиванию из-за более высокого содержания углерода и сплава. Кроме того, должны присутствовать более высокие внутренние сварочные напряжения, например, при использовании более толстых стальных профилей или стесненных пластин. Например, плиты на большом корабле скованы и не могут двигаться, создавая напряжение.
Например, плиты на большом корабле скованы и не могут двигаться, создавая напряжение.
В поисках источника
Откуда во время сварки берется водород? Один из источников — загрязнители основного материала.Краска, масло, грунтовка, прокатная окалина и ржавчина на поверхности стали — все это потенциальные источники углеводородов. Они могут производить водород в результате химических реакций, поскольку они расходуются в тепле сварочной дуги и, таким образом, вводят водород в металл шва. Поэтому материал должен быть максимально чистым.
Второй источник водорода — из окружающей атмосферы — из влаги в воздухе. Сварка в очень влажных условиях потенциально может привести к увеличению количества водорода в металл шва.
Третий источник водорода — это конденсация влаги на покрытии электрода. В стержне стержневых электродов расположен токопроводящий стальной стержень, который плавится и становится присадочным металлом. Этот стержневой сердечник покрыт флюсом, который также плавится, защищая дугу и образуя защитный шлак, покрывающий сварной шов. Если позволить влаге конденсироваться на этом внешнем флюсе, он становится связанным с пористым флюсом, вводя водород в металл шва.
Если позволить влаге конденсироваться на этом внешнем флюсе, он становится связанным с пористым флюсом, вводя водород в металл шва.
Следует отметить, что поддержание определенного уровня диффузионного водорода является проблемой только для электродов с флюсом, таких как стержневые электроды, флюсы подводной дуги и порошковые проволоки (конденсация на внутреннем флюсе происходит через влагу через шов проволоки) .
Однако водород не является проблемой для стальных стержней для сварки TIG, проволоки MIG или проволоки для сварки под флюсом, поскольку они не имеют флюса. Влага может оставаться на присадочном металле из-за конденсации, но она не связывается со сталью или медным покрытием стального электрода.Он просто испаряется, когда нагревается дугой. Поэтому все стержни TIG, проволока MIG и проволока для дуговой сварки под флюсом считаются электродами с низким содержанием водорода, что некоторые могут не осознавать.
Штанговые электроды с низким содержанием водорода кондиционируются в процессе производства, чтобы минимизировать уровень водорода в их покрытиях, тем самым уменьшая возможность осаждения диффундирующего водорода в металл сварного шва. Штучный электрод с низким содержанием водорода идентифицируется обозначением типа покрытия в его классификационном номере.Он также может иметь дополнительный указатель максимального диффузионного водорода после его классификационного номера, как это определено Американским сварочным обществом (AWS).
Обозначения «HX» обозначают максимальное количество диффузионного водорода в миллилитрах на 100 грамм наплавленного металла шва. h5, H8 и h26 — типичные обозначения. Для стержневых электродов обозначение h26 или ниже считается с низким содержанием водорода, но технология продвинулась до такой степени, что большинство электродов с низким содержанием водорода теперь имеют обозначение H8 или ниже.
Рекомендации по повторной сушке стержневого электрода с низким содержанием водорода.
Как обращаться
Несмотря на то, что стержневые электроды с низким содержанием водорода изначально имеют покрытие с низким содержанием водорода, они могут быстро собирать дополнительный водород от конденсации, если не хранить и не обращаться с ними должным образом. Именно поэтому они обычно поставляются в герметично закрытой или герметичной таре, где их можно хранить неограниченное время.
После открытия контейнера стандартные электроды с низким содержанием водорода следует подвергать воздействию открытого воздуха только на срок до четырех часов.После этого электроды необходимо хранить в герметичном контейнере с регулируемой температурой и выдерживать при повышенной температуре в соответствии с рекомендациями производителя присадочного металла. Это предотвращает образование конденсата на покрытии.
Lincoln Electric рекомендует хранить открытые банки и незакрепленные электроды в герметичных контейнерах при температуре от 250 до 300 ° F (от 120 до 150 ° C) для своих продуктов с низким содержанием водорода. Наиболее распространенные емкости для электродов с низким содержанием водорода называются стержневыми печами.
Наиболее распространенные емкости для электродов с низким содержанием водорода называются стержневыми печами.
Некоторые стержневые электроды с низким содержанием водорода производятся с влагостойкими покрытиями и обозначаются добавлением буквы «R» к обозначению максимального диффузионного водорода AWS (например.г., E7018-h5R). В то время как время воздействия на открытом воздухе электродов с низким содержанием водорода ограничено примерно четырьмя часами, электроды с обозначением R потенциально могут подвергаться воздействию до девяти часов. И это важно, потому что их можно не использовать в стержневой печи в течение всей рабочей смены. Однако некоторые требования кодов могут определять пределы воздействия, отличные от этих рекомендаций.
Электроды с низким содержанием водорода, которые не запечатаны или хранятся неправильно и которые превысили свои пределы воздействия на открытом воздухе, могут быть восстановлены (повторно высушены) перед использованием.Это достигается путем повышения температуры в стержневой печи до определенного уровня и сушки электродов в течение одного часа при этой температуре. Их следует разложить в духовке, чтобы каждая из них достигла температуры сушки. Производитель присадочного металла дает конкретные рекомендации по температуре восстановления (см. Таблицу 1).
Их следует разложить в духовке, чтобы каждая из них достигла температуры сушки. Производитель присадочного металла дает конкретные рекомендации по температуре восстановления (см. Таблицу 1).
Электроды с низким содержанием водорода нельзя повторно сушить при температурах выше рекомендованных, а также в течение нескольких часов при температурах ниже рекомендованных. Кроме того, электроды с низким содержанием водорода, такие как электроды из целлюлозы и рутила, не следует хранить или повторно сушить при тех же температурах, что и электроды с низким содержанием водорода.
Низколегированные электроды с низким содержанием водорода не подлежат ремонту более трех раз. Любой электрод с низким содержанием водорода, будь то углеродистая или низколегированная сталь, следует выбросить, если из-за чрезмерной повторной сушки покрытие становится хрупким и отслаивается или отслаивается во время сварки или если имеется заметная разница в характеристиках дуги.
Пример типовых рабочих процедур.
Советы по технике
В дополнение к нанесению наплавки с минимальным количеством диффундирующего водорода, успех стержневых электродов с низким содержанием водорода также сводится к использованию правильной техники.Это включает в себя использование определенного типа электрода с низким содержанием водорода в предполагаемом положении сварки, сварку при соответствующем уровне тока для данного типа и диаметра электрода и использование правильной скорости движения. Это также включает использование правильного угла электрода, длины дуги и так далее.
Рекомендуемые настройки тока в зависимости от диаметра и полярности обычно можно найти в документации производителя присадочного металла. Ток измеряется в амперах или амперах. В качестве отправной точки сварщики должны выбрать значение тока посередине диапазона.
Еще одно практическое правило для настройки тока с электродами со средним покрытием, такими как E7018, — умножать каждую тысячу дюйма диаметра электрода на один ампер. Например, 1/8 дюйма. Электрод в десятичной форме для разряда тысяч составляет 0,125 дюйма. Таким образом, машина должна быть установлена в районе 0,125 x 1000 или 125 ампер. И наоборот, 5/32 дюйма. Электрод должен быть установлен примерно на 0,156 x 1000 или 156 ампер. Если сила тока слишком мала для данного диаметра, дуга может быть трудно запускать и поддерживать.Кроме того, сварной шов будет неровным. Если сила тока слишком велика, это может преждевременно разрушить покрытие и вызвать дефекты сварного шва (см. Таблицу 2).
Например, 1/8 дюйма. Электрод в десятичной форме для разряда тысяч составляет 0,125 дюйма. Таким образом, машина должна быть установлена в районе 0,125 x 1000 или 125 ампер. И наоборот, 5/32 дюйма. Электрод должен быть установлен примерно на 0,156 x 1000 или 156 ампер. Если сила тока слишком мала для данного диаметра, дуга может быть трудно запускать и поддерживать.Кроме того, сварной шов будет неровным. Если сила тока слишком велика, это может преждевременно разрушить покрытие и вызвать дефекты сварного шва (см. Таблицу 2).
При изготовлении бусинок стрингеров стержневые электроды обычно имеют оптимальную скорость перемещения, которая обеспечивает лучший контроль образования луж и форму валика. Размер сварного шва увеличивается с увеличением диаметра электрода (см. Таблицу 3).
При работе с электродами с низким содержанием водорода сварщики всегда должны использовать угол рабочего хода, оставляя шлак за лужей, и поддерживать короткую длину дуги.Они должны всегда держать электрод близко к ванне и не допускать «длинную дугу» электрода, так как это может привести к нестабильности дуги и пористости сварного шва.
Обратите внимание, что при сварке в нерабочем положении электродами из целлюлозного стержня (например, E6010) сварщики часто вынимают электрод из лужи, а затем возвращают его обратно. Этот метод взбивания и образования длинной дуги позволяет слегка покрытой шлаком луже замерзнуть перед нанесением большего количества сварочного металла.Однако этот метод взбивания не следует использовать с электродами с низким содержанием водорода.
Как правило, сварщики должны делать бусинки стрингера или использовать прямую прогрессию. Для более крупных сварных швов несколько небольших многопроходных бортов стрингера обычно обеспечивают лучшие механические свойства, в частности ударную вязкость, по сравнению с меньшим количеством проходов больших широких валиков. Однако в некоторых ситуациях может потребоваться, чтобы сварщики манипулировали лужей, используя технику плетения, стараясь не переплетать более 3/4 дюйма. широкий.
широкий.
Согласно статье, написанной Джозефом Коласой, инструктором Lincoln Electric Welding School, и Джозефом Мурлином, менеджером по расходным материалам SMAW, первое, что сварщики должны сделать перед началом сварки, — это поддерживать дугу очень короткой длины. Большая длина дуги значительно увеличивает вероятность возникновения дуги пористости.
Также не следует устанавливать слишком высокий контроль горячего старта (на сварочных аппаратах с этой функцией). Это может привести к возникновению дуги большой длины и преждевременному расплавлению покрытия электрода, создавая недостаточную защиту и, в конечном итоге, пористость в сварном шве.
Распространенная проблема с повторным запуском дуги при сварке вертикально вверх — это «забивание» покрытия (то есть, когда одна сторона покрытия выгорает дальше, чем другая, что может вызвать проблемы с пористостью). Это происходит, когда сварщики используют слишком большой угол вверх. Многие сварщики перезапускают сварной шов слишком высоко, а затем тянутся вниз к кратеру. Они могут избежать этих сценариев при перезапуске стержневого электрода, начав примерно на 1/4 — 1/2 дюйма выше предыдущего сварного шва. Они должны направлять электрод непосредственно в соединение, используя угол проталкивания не более 5 ° или 10 °.
Они могут избежать этих сценариев при перезапуске стержневого электрода, начав примерно на 1/4 — 1/2 дюйма выше предыдущего сварного шва. Они должны направлять электрод непосредственно в соединение, используя угол проталкивания не более 5 ° или 10 °.
Повторный запуск частично израсходованного электрода с низким содержанием водорода после охлаждения наконечника может быть затруднен. На конце электрода естественным образом образуется шар из шлака. Этот твердый, хрупкий шлак действует как изолятор, затрудняя возникновение дуги. Большинство сварщиков хотят поместить электрод в электрододержатель и стучать им по пластине, как молотком. Это может повредить покрытие электрода. Вместо этого им следует вынуть электрод из держателя и грубо потереть его кончиком о поверхность сварочного стола, пока он не коснется стального сердечника.Это обеспечивает хорошее электрическое соединение для зажигания дуги без повреждения покрытия.
Многие сварщики предпочитают использовать стержневые электроды с низким содержанием водорода из-за их гладкой дуги, легкого удаления шлака, хорошей формы валика и более высокой скорости наплавки. Их также выбрали потому, что они могут выполнять сварку во всех положениях. Однако лучшее понимание того, почему, где и как использовать электроды с низким содержанием водорода, а также способы их хранения и обращения с ними, также может сделать сварщиков еще умнее.Поскольку использование электродов с низким содержанием водорода продолжает расти, эти знания и навыки сделают любого сварщика еще более ценным для отрасли.
Их также выбрали потому, что они могут выполнять сварку во всех положениях. Однако лучшее понимание того, почему, где и как использовать электроды с низким содержанием водорода, а также способы их хранения и обращения с ними, также может сделать сварщиков еще умнее.Поскольку использование электродов с низким содержанием водорода продолжает расти, эти знания и навыки сделают любого сварщика еще более ценным для отрасли.
Типы низководородных электродов
Расшифровка классификационных номеров электродов.Общий классификационный номер с низким содержанием водорода AWS — E7018-h5R. Определенный классификационный номер для конкретного электрода рассказывает об этом. Расшифровка этих чисел проиллюстрирована в Таблице 4.
Первые две или три цифры в номере обозначают минимальную прочность на разрыв металла сварного шва.Электрод с низким содержанием водорода из углеродистой стали (мягкой стали) имеет минимальный предел прочности на разрыв 70 тыс. Фунтов на квадратный дюйм, в то время как большинство низколегированных электродов с низким содержанием водорода имеет минимальный предел прочности на разрыв от 80 до 120 фунтов на квадратный дюйм. За исключением нескольких электродов из целлюлозы 80 тыс. Фунтов на квадратный дюйм, все низколегированные электроды также являются электродами с низким содержанием водорода.
За исключением нескольких электродов из целлюлозы 80 тыс. Фунтов на квадратный дюйм, все низколегированные электроды также являются электродами с низким содержанием водорода.
Вторая и последняя цифра в номере указывает на рекомендуемое положение сварки. «1» означает все положение (плоское, горизонтальное, вертикальное и потолочное), «2» означает стационарное (только плоское и горизонтальное), а «4» означает только вертикальное положение вниз.Электроды, которые могут свариваться не в нужном положении или против силы тяжести, имеют систему быстро замерзающего шлака, бывают меньшего диаметра и имеют более низкую скорость осаждения. В то время как электроды, которые можно использовать только в положении или под действием силы тяжести, имеют более медленную систему замораживания шлака, имеют больший диаметр и имеют более высокую скорость осаждения.
Последняя цифра в номере указывает тип покрытия электрода и рекомендуемую полярность сварного шва. Электроды, оканчивающиеся на «5» (на основе натрия), «6» (на основе калия) и «8» (на основе калия с добавлением порошка железа), являются электродами с низким содержанием водорода. Все они также считаются имеющими «основное» покрытие — по сравнению с покрытиями на основе целлюлозы (органических), рутила (диоксида титана) или оксида железа.
Все они также считаются имеющими «основное» покрытие — по сравнению с покрытиями на основе целлюлозы (органических), рутила (диоксида титана) или оксида железа.
Из трех типов покрытие «8» является самым популярным. Электрод типа «28», установленный только на месте, содержит 50% порошка железа, добавленного в его покрытие для максимальной скорости осаждения, и будет считаться электродом с толстым покрытием. Добавление порошка железа увеличивает скорость осаждения этих электродов, поскольку порошок железа в покрытии плавится и становится частью металла сварного шва вместе со стержнем сердечника.
Электрод типа «18» во всех положениях имеет 30% порошка железа, добавленного в его покрытие, и считается электродом со средним покрытием. Несмотря на то, что он по-прежнему имеет систему быстрого замораживания шлака, дополнительные 30 процентов порошка железа в покрытии обеспечивают максимальную скорость осаждения электрода при сварке в нерабочем положении.