Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
- Виды электросварки
- Технология ручной дуговой сварки
- Как самостоятельно научиться варить электросваркой
- Основные ошибки
- Советы начинающему сварщику
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Приспособления для сварки
Сварочные электроды
Средства защиты сварщика
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
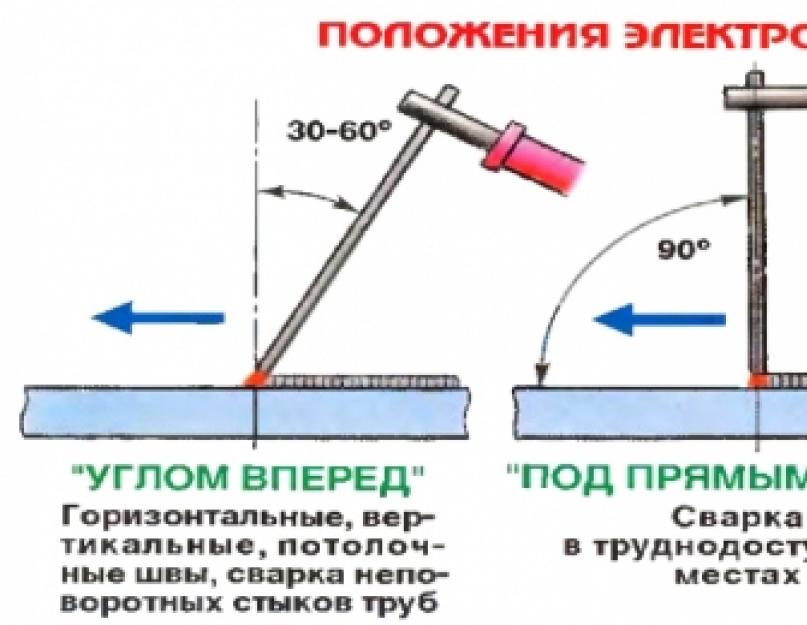
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
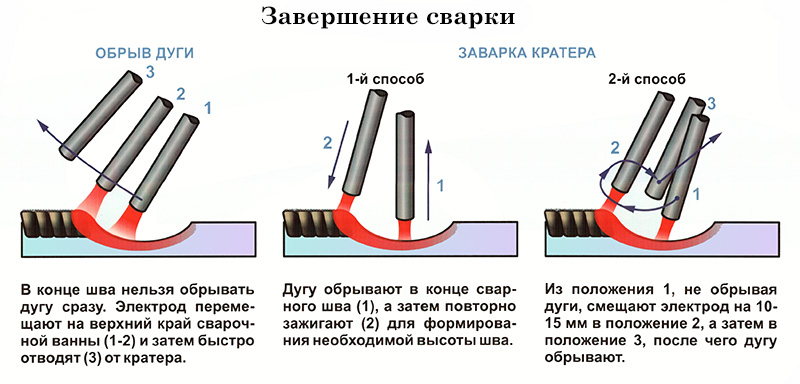
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
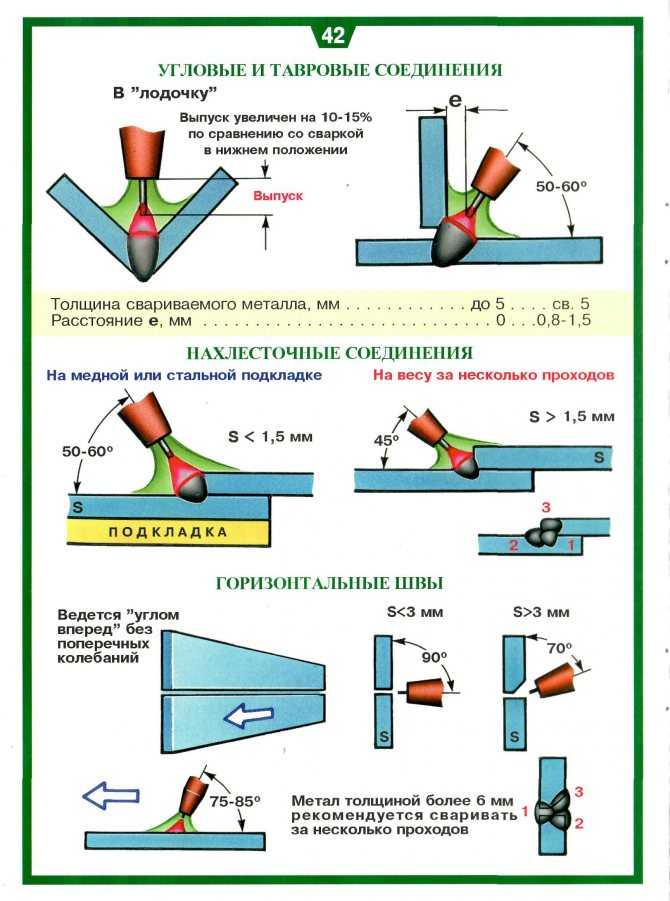
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
 (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
(хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Как варить вертикальный шов | Уроки сварки
В электродуговой сварке, как и в любом ремесле, сталкиваешься с техниками, которым научиться легче. Работа электродом в горизонтальном положении не вызывает особых трудностей. Повышение качества – дело практики. Этого же нельзя сказать о вертикальной сварке, где качественный шов получить куда сложнее из-за высокого риска стекания металла.
В этой статье мы расскажем: как варить вертикальный шов без потеков при помощи проверенных техник ведения электрода и верных настроек сварочного аппарата.
Получить достойный результат поможет знание о том:
- Каким диаметром электрода варить
- Как правильно выбрать сварочный ток
- Какая полярность подойдет для вертикального шва
- Под каким углом лучше вести сварку
- На каком расстоянии располагать электрод (длина дуги)
- Какую траекторию движения выбрать лучше
- Какова должна быть скорость перемещения электрода
- В каком направлении соединять металла «сверху вниз» или «снизу вверх»
Настройка параметров сварочного аппарата
При выборе диаметра стоит отталкиваться от толщины свариваемого металла.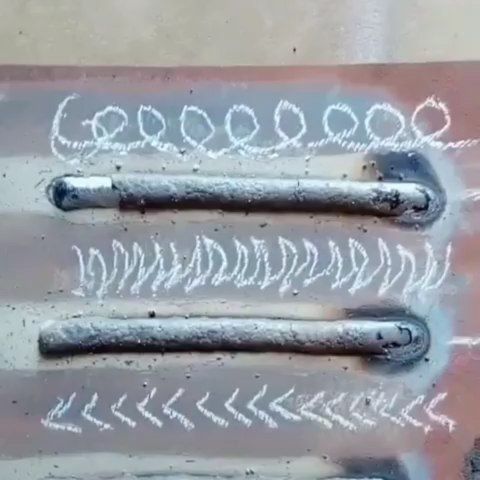 Здесь нет никаких хитростей. Электрод подбирается точно также как и для горизонтального шва (подробнее в статье
Здесь нет никаких хитростей. Электрод подбирается точно также как и для горизонтального шва (подробнее в статье
). Определить размер расходника поможет таблица:
|
Толщина свариваемых деталей, мм |
1-2 |
3-5 |
4-10 |
12-24 |
30-60 |
|
Диаметр электрода, мм |
2-3 |
3-4 |
4-5 |
5-6 |
6-8 |
Внимание! Начиная с силы тока, уже прослеживаются отличия в сварке вертикального шва и горизонтального. Здесь нужно снизить параметр на 10-15%, чтобы избежать высокого содержания разжиженного металла в сварной ванне (и, как следствие, потеков).
Здесь нужно снизить параметр на 10-15%, чтобы избежать высокого содержания разжиженного металла в сварной ванне (и, как следствие, потеков).
Опыт показывает, что чаще всего ток выбирается в диапазоне 80-100 А. Но лучше всегда ориентироваться на табличные данные:
|
Ток сварки (А) |
45-55 |
100-110 |
100-110, 120-145 |
120-145 |
120-145, 200-205 |
|
Диаметр электрода (мм) |
2 |
3 |
3-4 |
4 |
4-5 |
*В таблице уже снижены показатели тока.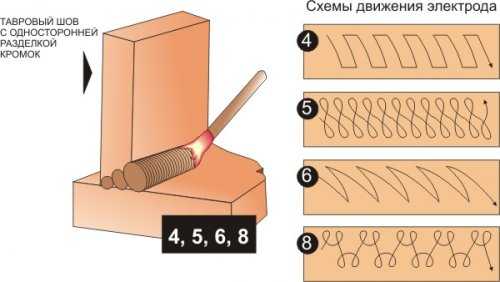 Не стоит занижать их еще больше, чтобы не получить неудовлетворительный результат! Помните о том, что данные ориентировочные и корректируются в зависимости от опыта сварщика.
Не стоит занижать их еще больше, чтобы не получить неудовлетворительный результат! Помните о том, что данные ориентировочные и корректируются в зависимости от опыта сварщика.
Определяя ток сварки нужно не забывать влияние типа подключения (полярности). При сварке на обратной полярности глубина провара увеличивается на 40%, а при прямой – уменьшается на 15-20%. Обычно полярность выбирают в зависимости от обрабатываемых металлов. Для нержавейки и тонколистых металлов подойдет обратная полярность, а плотные слои стоит варить на прямой полярности.
Работа электродом при вертикальном способе сварки
Выбрали параметры? Подготовили
сварочный аппарат? Пора приступать. Для начала правильно располагаем электрод относительно соединяемых металлов. Если вы уже знакомы со сваркой в горизонтальном положении, то знаете – лучший угол между 30-60 градусами. Однако помним, что при вертикальном сваривании все куда сложнее.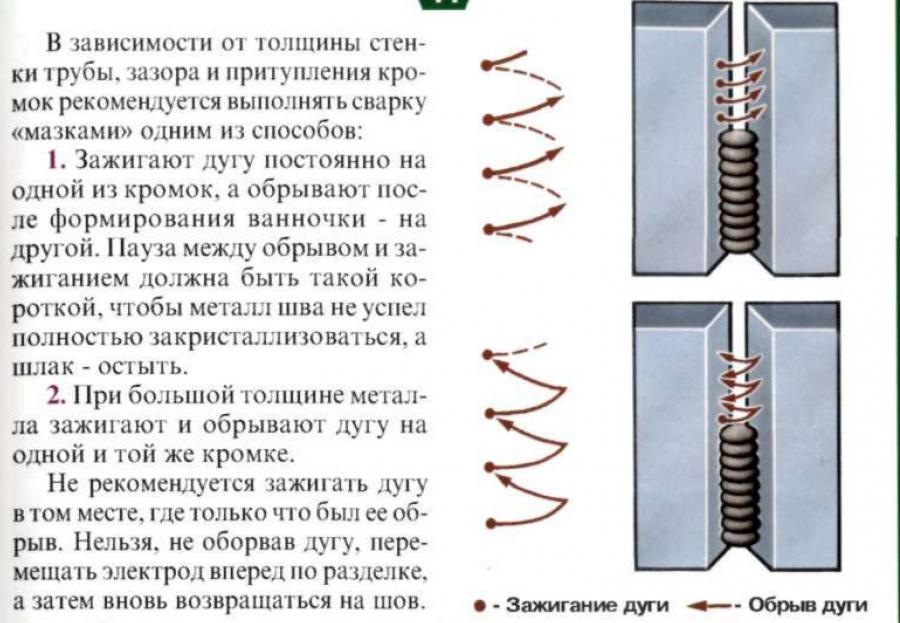
Начинать стоит с перпендикулярного положения электрода к свариваемой поверхности. Именно в этом положении обеспечивается лучший провар и равномерно прорабатывается вся сварочная ванна. Также встречаются рекомендации удерживать угол 45-50 градусов. Этого вполне хватит, чтобы избежать стекания металла и получить прочный шов. В ходе вертикальной сварки угол можно менять от 45 до 90 градусов.
При вертикальной сварке немаловажным будет и расстояние до рабочей поверхности. Для горизонтальной сварки лучшей длиной дуги будет 1-1,2 диаметра электрода. Для работы в вертикальном направлении это значение должно быть в два раза меньше с максимально возможным отклонением до диаметра.
Что с положением определились и перейдем к ведению. Траекторию движения электрода каждый выбирает под себя. Лучше всего подойдет один из трех вариантов:
- Треугольник для зазоров до 2 мм. Первым делом формируют «полочку» в нижней части стыка.
 Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок.
Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок. - Елочка для зазоров в пределах от 2 до 3 мм. Этот способ сварки не предполагает создание «полочки». Движение электрода начинается с плоскости одной из кромок. Сначала его ведут на себя, а затем от себя и после перемещаются на другую кромку, повторяя действия. При сварке «елочкой» работают на короткой дуге, чтобы получить прочный шов без дефектов (потеков и проплавлений).
- Лестница для деталей зазором, превышающим 3 мм. Электрод перемещают от кромки к кромке быстрыми зигзагообразными движениями. При этом на месте кромок его недолго удерживают. Для получения качественного результата важно следить, чтобы величина подъема оставалась постоянной. Использовать траекторию «лестница» можно при отсутствии притупления кромок.
 Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок.
Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок.Если объяснение кажется слишком сложным, обратите внимание на схематические рисунки для каждой из траекторий движения электрода при вертикальной сварке:
Не забудем о скорости ведения.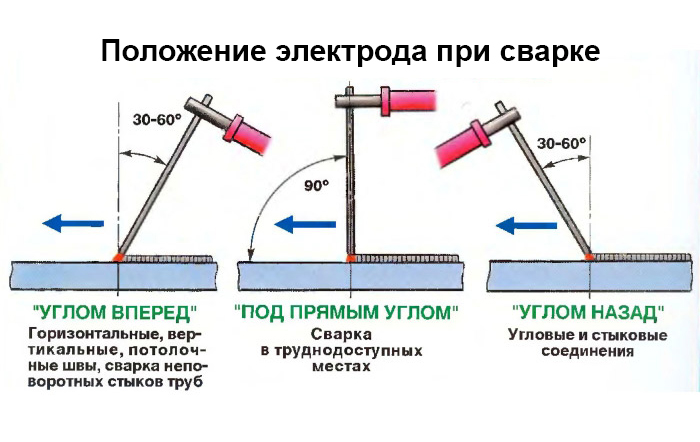 Здесь все куда проще. Медленно передвигаете – получите широкую сварочную ванну, а шов будет остывать не так быстро, как хотелось бы. Чтобы избежать чрезмерного плавления при сварке в вертикальном положении нужно немного ускорить движение электрода.
Здесь все куда проще. Медленно передвигаете – получите широкую сварочную ванну, а шов будет остывать не так быстро, как хотелось бы. Чтобы избежать чрезмерного плавления при сварке в вертикальном положении нужно немного ускорить движение электрода.
Техника сварки вертикального шва
Как и в бодибилдинге, в сварке для получения качественного результата первое над чем стоит позаботиться – правильная техника. От понимания сути процесса зависит ваша скорость работы. Когда лучше перемещать электрод сверху вниз и наоборот? Об этом и многом другом далее.
Способ сварки вертикального шва «Сверху вниз»
Начнем со сложной и редко используемой техники ведения электрода, используемой при создании вертикального шва. Ее использование требует полного контроля количества расплавленного материала. Стекая вниз, он должен успеть застыть, не создавая наплывов. Для этого нужно вести электрод перпендикулярно или с отклонением 10-15 градусов.
Если капли металла расплескиваются, стоит увеличить скорость движения электрода и настроить большее значение силы тока. Решением проблемы может стать увеличение ширины сварочной ванны.
Для техники «Сверху вниз» понадобится немного времени, чтобы привыкнуть. При этом сам метод дает хорошие результаты, которые отмечают опытные сварщики.
Способ сварки вертикального шва «Снизу вверх»
Движение «Снизу вверх» куда проще, чем метод описанный выше. Способ рекомендуется начинающим сварщикам, у которых нет времени и желания практиковаться.
Перед тем, как приступить к выполнению сварочного соединения, металлические заготовки обязательно прихватывают точечными швами. Это исключает смещение деталей из-за температурной деформации.
После «прихваток» электрод устанавливается у основания свариваемых деталей под прямым углом или с отклонением до 10 градусов. В процессе ведения вверх угол наклона меняется и может доходить до 45-50 градусов. Этого достаточно, чтобы расплавленный металл успевал застывать.
Этого достаточно, чтобы расплавленный металл успевал застывать.
Застывший слой становится платформой для материала, который ложиться поверх и формирует надежный сварочный шов. Рекомендуется выполнять шов одним проходом без отрыва.
Рекомендации | Перенимаем опыт | Исключаем ошибки
Опыт сварщика формирует практика. Чтобы быстрее научиться или улучшить результат советуем учитывать следующее:
-
Розжиг электрода стоит проводить, располагая его перпендикулярно свариваемой поверхности.
- Короткая дуга ускорит затвердевание металла. Старайтесь выдерживать минимальное расстояние, чтобы исключить возможность потеков.
- Наклоняйте электрод для удержания капель жидкого металла.
- Если в качестве свариваемых заготовок используются тонкие пластинки, то обязательно очищайте их поверхность.
- Некоторые тонкие пластины стоит сваривать точками. Это исключит возможность прожога.
- Если у вас предстоит работа с толстым металлом, то сварку лучше проводить многопроходным способом.
- Надежно фиксируйте детали, чтобы избежать проблем при сваривании.
Для тех, кто хочет узнать больше, мы подготовили специальное видео на тему вертикальной сварки покрытым электродом:
Как читать ЭЭГ
В этом разделе дается краткое введение в то, как устанавливаются электроды ЭЭГ, что они означают и что врачи могут узнать из чтения ЭЭГ.
Подробнее:
Как расположены электроды?
Специалист по ЭЭГ размещает электроды в определенных областях в соответствии с критериями, согласованными на международном уровне.
- Чтобы найти место для установки электродов, сначала техник отмечает четыре точки на вашей голове — насион (углубление между лбом и носом), инион (гребень, который можно прощупать посередине затылочной части черепа). , над затылочной областью), и преаурикулярные точки с обеих сторон головы (углубления над наружной частью ушных отверстий).
- Затем электроды размещают во многих областях головы, в определенных местах и на определенных расстояниях от этих ориентиров или точек, перечисленных выше.
- Иногда другие электроды (например, клиновидный и подзатылочный) размещают, чтобы повысить вероятность регистрации волн ЭЭГ из областей, которые могут быть слишком маленькими или слишком глубокими для записи обычными электродами.
- Часто на грудную клетку помещают электрод для записи ЭКГ (электрокардиограммы), которая регистрирует сердцебиение.
 , над затылочной областью), и преаурикулярные точки с обеих сторон головы (углубления над наружной частью ушных отверстий).
, над затылочной областью), и преаурикулярные точки с обеих сторон головы (углубления над наружной частью ушных отверстий).Что означают буквы и цифры?
Изображение: ЭЭГ генерализованного припадка
В названиях мест расположения электродов используются алфавитные сокращения, указывающие на долю или область мозга, с которой регистрируется каждый электрод:
- F = фронтальная
- Fp = фронтополярная височная
- C = центральная
- P = теменная
- O = затылочная
- A = аурикулярная (ушной электрод)
Локализация мозговых волн в областях или долях мозга дополнительно сужается путем добавления электродов, которые даны числа, такие как T3, T4, P3, P4. Четные числа обозначают положение электродов на правой стороне головы, а нечетные числа относятся к левой стороне. Метка «z» указывает на расположение электродов по средней линии головы. Например, Cz относится к средней линии центральной области головы.
Четные числа обозначают положение электродов на правой стороне головы, а нечетные числа относятся к левой стороне. Метка «z» указывает на расположение электродов по средней линии головы. Например, Cz относится к средней линии центральной области головы.
Как электроды связаны друг с другом?
ЭЭГ записывает мозговые волны с помощью оборудования, называемого усилителями, и путем просмотра информации от электродов в различных комбинациях. Эти комбинации электродов называются «монтажами».
- При биполярном монтаже последовательные пары электродов соединяются путем соединения входа электрода 2 одного канала с входом 1 последующего канала, так что соседние каналы имеют один общий электрод. Биполярные цепочки электродов могут быть соединены спереди назад (продольно) или слева направо (поперечно).
- Еще один вид монтажа — референтный монтаж. В этом типе к входу 1 каждого усилителя подключены различные электроды, а ко входу 2 каждого усилителя подключен электрод сравнения. В идеале в качестве эталонов выбирают неактивные электроды (те, которые не вовлечены в изучаемое электрическое поле).
 В идеале в качестве эталонов выбирают неактивные электроды (те, которые не вовлечены в изучаемое электрическое поле).
В идеале в качестве эталонов выбирают неактивные электроды (те, которые не вовлечены в изучаемое электрическое поле).Что врач узнает, глядя на ЭЭГ?
Способность определить источник электрической активности («локализация») имеет решающее значение для осмысленной интерпретации записи ЭЭГ.
- Локализация нормальных или аномальных мозговых волн в биполярном монтаже обычно достигается путем определения «инверсии фазы», отклонения двух каналов в цепи, указывающих в противоположных направлениях.
- В эталонном монтаже все каналы могут показывать отклонения или движения в одном направлении. Если электрическая активность на активных электродах положительна по сравнению с активностью на электроде сравнения, отклонение будет нисходящим. Электроды, у которых электрическая активность такая же, как у электрода сравнения, не будут иметь отклонений. В общем, электрод с наибольшим отклонением вверх представляет максимальную отрицательную активность в референтном монтаже.
Learn More:
Authored By:
Joseph I. Sirven MD
Steven C. Schachter, MD
Reviewed By:
Joseph I. Sirven MD
Patty Obsorne Shafer RN, MN
в четверг, 22 августа 2013 г.
Размещение электродов | Десятки
Используйте эту схему размещения устройств ЧЭНС в качестве удобного справочника при размещении электродов ЧЭНС или ЭМС на теле во время лечения боли. Если вы проконсультируетесь с медицинским работником по поводу использования устройства ЧЭНС, он, вероятно, сможет помочь вам определить наилучшее место для размещения электродов при ваших конкретных болевых симптомах. Размещение электродов в надлежащем месте — это первый шаг к получению максимальной пользы от устройства TENS или EMS.
Получить дополнительную информацию об электродах
- Электроды для ухода за кожей
- Применение многоразовых самоклеящихся электродов
 youtube.com/embed/tYFF567wtGE» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/tYFF567wtGE» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Используйте эту таблицу в качестве справочного руководства по размещению электродов единиц измерения десятков или единиц ems. Если вы проконсультируетесь с медицинским работником по поводу использования вашей единицы измерения десятков, он, вероятно, сможет помочь вам определить, где разместить электроды единицы измерения десятков.
Также настоятельно рекомендуется прочитать нашу документацию для тех, кому не следует использовать блок ЧЭНС и ЭМС.
Уход за кожей электродов
- Перед наложением электродов и после их снятия промойте участок кожи, на который будут накладываться электроды, водой с мягким мылом. Обязательно тщательно смойте мыло и хорошо высушите кожу.
- Лишние волосы можно состригать ножницами; не брейте зону стимуляции.
- Протрите участок препаратом для кожи, рекомендованным вашим лечащим врачом. Дайте этому высохнуть. Накладывайте электроды согласно инструкции.
- Многие проблемы с кожей возникают из-за «тянущего стресса» от липких пластырей, которые чрезмерно растягиваются по коже во время применения. Чтобы этого не произошло, накладывайте электроды от центра наружу; избегать растягивания кожи.
- Чтобы свести к минимуму «тянущее усилие», прикрепите дополнительные отрезки проводов к коже в виде петли, чтобы предотвратить натяжение электродов.
- При снятии электродов всегда тяните их по направлению роста волос.
- Может быть полезно втирать лосьон для кожи в область размещения электродов, когда электроды не надеты.
- Никогда не накладывайте электроды на раздраженную или поврежденную кожу.
 Дайте этому высохнуть. Накладывайте электроды согласно инструкции.
Дайте этому высохнуть. Накладывайте электроды согласно инструкции.Нанесение многоразовых самоклеящихся электродов
Нанесение
- Перед наложением электродов тщательно очистите и высушите кожу в предписанном месте водой с мылом.
- Вставьте провод отведения в штыревой разъем предварительно смонтированных электродов.
