| Ток, А |

 Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.


 В домашних условиях качественно выполнить шов не получится. Но как экстренную меру сварку алюминия электродом часто используют. Во время работы с легким металлом нужно учитывать особенности сплавов. Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления.
В домашних условиях качественно выполнить шов не получится. Но как экстренную меру сварку алюминия электродом часто используют. Во время работы с легким металлом нужно учитывать особенности сплавов. Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления. У сплавов хорошая теплопроводность, он быстро нагревается, остывает, дает большую усадку, возникают внутренние напряжения, трещины. При сварке металла используют теплоотводящие подкладки. Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.
У сплавов хорошая теплопроводность, он быстро нагревается, остывает, дает большую усадку, возникают внутренние напряжения, трещины. При сварке металла используют теплоотводящие подкладки. Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.
 Она очень затрудняет проведение сварочных работ.
Она очень затрудняет проведение сварочных работ. После этого стоит помещать в него изделия из металла.
После этого стоит помещать в него изделия из металла. Применяя специальные электроды для варки алюминия, необходимо подбирать правильную силу тока. Специалисты рекомендуют, чтобы его сила составляла около 28 ампер на миллиметр диаметра электродов.
Применяя специальные электроды для варки алюминия, необходимо подбирать правильную силу тока. Специалисты рекомендуют, чтобы его сила составляла около 28 ампер на миллиметр диаметра электродов.
 Для варки с применением такой техники используются инверторы.
Для варки с применением такой техники используются инверторы. Для того чтобы их сделать, стоит воспользоваться подробным описанием, приведенным ниже.
Для того чтобы их сделать, стоит воспользоваться подробным описанием, приведенным ниже. youtube.com/embed/IJokEDolcFM»/>
youtube.com/embed/IJokEDolcFM»/>Электроды по алюминию – имеющиеся разновидности + Видео
1 Сварочные электроды по алюминию – как варить с их помощью?
Технология соединения алюминия сварочными стержнями обуславливает необходимость тщательной подготовки изделий к данной операции. В обязательном порядке требуется выполнить очистку их поверхности от окислов и любых других загрязнении, а также осуществить профилирование кромок, которые будут свариваться.
Удаление загрязнений и последующее обезжиривание алюминиевых деталей производится при помощи растворителей органического состава или же, если есть такая возможность, в специальных щелочных ваннах. Чаще всего в качестве растворителей применяются такие доступны составы, как «РС-2» и «РС-1», технический ацетон, «Уайт-спирит». Приобрести их можно в любом строительном магазине.
Щелочные ванны, впрочем, не очень сложно приготовить самостоятельно. Их стандартный состав следующий:
- чистая вода – 1000 мл;
- сода (кальцинированная) – 50 грамм;
- тринатрийфосфат (технический) – 50 грамм;
- жидкое стекло – 30 грамм.


В этой смеси алюминий перед сваркой обрабатывается максимум пять минут, причем ванну нужно предварительно нагреть до температуры около 65 градусов.
После того как поверхности конструкций, предназначенных для сварки, будут очищены, необходимо заняться удалением оксидной пленки. Данную процедуру проще всего выполнять щетками из металла, щетина коих сделана из небольшой по толщине проволоки (не более 0,1 миллиметра). Затем нужно опять протереть растворителем алюминиевые поверхности.
Все подготовительные (и повторимся – обязательные) мероприятия закончены, теперь можно приступать к сварке. В большинстве случаев она производится с помощью обычного инвертора. Здесь существует небольшая техническая тонкость. Специалисты советуют просушивать перед началом работ сварочные стержни на протяжении 120 минут при температуре +200 градусов.
Сам сварочный процесс ведется на постоянном токе (полярность выбирают обратную). На один миллиметр сечения электрода принимают сварочный ток не более 25–30 ампер. При этом материал подогревают до 250–400 градусов с целью получения шва по-настоящему высокого качества.
При этом материал подогревают до 250–400 градусов с целью получения шва по-настоящему высокого качества.
Выбор конкретного показателя температуры подогрева алюминия зависит от толщины изделия. Чем она больше, тем более высокую температуру требуется обеспечить. Необходимость в подогреве, а затем и в охлаждении медленными темпами металла обусловлена тем, что в данном случае при вполне умеренных токах сварки удается хорошо проплавить материал, снизить коробление и полностью исключить опасность появления кристаллизационных дефектов.
Рекомендуется применять локальный подогрев, если свариваются большие по размерам изделия. А сразу же после завершения сварочной процедуры выполняются такие действия:
- со шва удаляется образовавшийся шлак;
- место соединения обдается горячей водой;
- после этого при помощи стальной щетки выполняют обработку сварного шва.
2 Алюминиевые электроды – как варить ими по разным методикам?
Выбор вида (графитовые, угольные, вольфрамовые) и марки сварочных стержней осуществляют в зависимости от того, какой способ сварки используется. На сегодня их имеется несколько:
На сегодня их имеется несколько:
- Электродуговая автоматическая. Такой способ применяется для сварки встык алюминиевых конструкций толщиной от 4 мм. Выполняется операция электродами плавящегося типа на токе обратной полярности с использованием флюсов, характеризуемых малой величиной электропроводности. Замешивается флюс на растворе воды и карбоксиметилцеллюлозы. Затем его трут на сите и в течение шести часов прокаливают при +300 °С.
- Электродуговая ручная. Применяются металлические и угольные стержни с покрытиями, а также прутки с флюсовым покрытием, которые выполняют функцию присадочного материала. Ручная электродуговая сварка незаменима при отбортовке алюминия малой толщины, для сварки алюминиевых шин и нивелирования браков в отливках. При таком способе сварка ведется на токах прямой полярности.
- В атмосфере аргона (гелия и аргона) при помощи дуги. Эта сварка ведется электродами из вольфрама. Она рекомендована для соединения очень тонких изделий из алюминия (горение дуги отличается стабильностью, что гарантирует высокую результативность операции). Процедуру допускается осуществлять и автоматическим, и ручным методом. В первом случае присадка необязательна, а вот при ручной сварке проволоку применяют всегда. Допускается работать по технологии дуговой трехфазной сварки, погруженной и импульсной дугой.
- Плазменная. Дуга питается переменным током. Процесс отличается высокой скоростью. Выполняется он вольфрамовыми стержнями сечением до 1,5 мм (не менее 0,8 мм). Плазменная сварка алюминия проводится в гелиевой либо аргоновой защитной среде.
 Процедуру допускается осуществлять и автоматическим, и ручным методом. В первом случае присадка необязательна, а вот при ручной сварке проволоку применяют всегда. Допускается работать по технологии дуговой трехфазной сварки, погруженной и импульсной дугой.
Процедуру допускается осуществлять и автоматическим, и ручным методом. В первом случае присадка необязательна, а вот при ручной сварке проволоку применяют всегда. Допускается работать по технологии дуговой трехфазной сварки, погруженной и импульсной дугой.3 Электроды для сварки алюминия
Думаем, что с вопросом, как варить алюминий электродом, вы разобрались. Теперь пришло время дать информацию о марках сварочных стержней, с помощью коих проводится соединение алюминиевых изделий. К таковым относят следующие их виды:
- Щелочно-солевые «ОК» (96.20, 96.10 и 96.50). Они оптимальны для сваривания изделий из сплавов алюминия с магнием и алюминия с марганцем, а также из технического алюминия. Важно, чтобы такие стержни хранились в упаковке, куда не проникает влага, так как они характеризуются повышенной гигроскопичностью.
- «ОЗАНА». Очень популярные электроды двух видов. Одни («ОЗАНА-1») эксплуатируют тогда, когда требуется наплавить либо сварить изделия из алюминия марок (А0–А3). Вторые («ОЗАНА-2») применяются для соединения сплавов АЛ9, АЛ11, АЛ4 и некоторых других. Описанные стержни для проведения сварочных мероприятий обеспечивают качественный шов и стабильную дугу. Ими можно выполнять работы не только в нижнем положении, но и в вертикальном.
- «ОЗА». Электроды из проволоки (сделана из алюминия) марки СвА (5, 3, 1, 10) для работы со сплавами кремния и алюминия и конструкциями из чистого алюминия.
- «УАНА». С их помощью соединяют конструкции из литейных и деформируемых алюминиевых сплавов.
- «ЭВЧ». Вольфрамовые изделия для выполнения сварки в защитной среде (в аргоновой). Они не очень любимы профессионалами, так как данные электроды не обеспечивают качественное зажигание дуги.

Так как все описанные стержни стоят совсем недешево, домашние умельцы создали метод самостоятельного производства сварочных изделий. Вы можете сделать электроды по алюминию своими руками, сэкономив немалые деньги. Процесс их изготовления выглядит так:
- берут 3–4-миллиметровую проволоку из алюминия и режут ее на куски по 250–350 миллиметров;
- измельчают обычный мел в порошок, а затем соединяют его с жидким стеклом (иначе говоря – с силикатным клеем) и перемешивают эти компоненты до получения пастоподобной консистенции.
Сделанную смесь после этого наносят на проволоку слоем около 1,5–2 мм и сушат до полного затвердевания изделия. Ваш самодельный электрод готов!
Электроды своими руками. Как сделать самодельный электрод для сварки меди? Как изготовить электроды по алюминию своими руками
Сварочные электроды своими руками — как сделать правильно?
Сегодня электроды на прилавках магазинов присутствуют в огромном ассортименте. Поэтому очень трудно назвать их дефицитным и редким товаром.
Поэтому очень трудно назвать их дефицитным и редким товаром.
Тем не менее, для общего ознакомления и ради интереса, можно попробовать сделать самодельные электроды, так сказать, в домашних условиях. В процессе изготовления электродов своими руками можно понять, как и из чего состоит сварочная обмазка, каким основным материалом изготовления, является стержень электрода.
Основными материалами при изготовлении сварочных электродов, является следующие компоненты:
- Низкоуглеродистая проволока небольшого диаметра;
- Жидкое стекло;
- Мел в виде порошка, но можно использовать и известняк.
Итак, как уже становится понятным, стержень самодельных электродов будет изготовлен из стальной проволоки. Ее диаметр должен быть небольшим, в пределах 2-3 мм. В процессе изготовления электродов своими руками, проволоку придется нарезать на куски, длина которых должна составлять приблизительно 25 см.
Обмазка для самодельных электродов будет изготовлена из жидкого стекла и мела. Последний компонент, мел, если он в кусках, придется хорошенько растолочь до порошкообразного состояния. Более подробно, о том, как сделать электроды своими руками, можно будет прочесть ниже, в этой статье сайта про ручную дуговую сварку .
Последний компонент, мел, если он в кусках, придется хорошенько растолочь до порошкообразного состояния. Более подробно, о том, как сделать электроды своими руками, можно будет прочесть ниже, в этой статье сайта про ручную дуговую сварку .
В первую очередь нужно подготовить проволоку для электродов. Она должна быть сделана из низкоуглеродистой стали и нарезана на прутики по 25 см. Затем потребуется измельчить в порошок мел. При этом частицы порошка должны быть максимально мелкими и однородными.
Смешивать мел с жидким стеклом в процессе изготовления электродной обмазки не требуется. Достаточно будет взять кисточку и обмазать жидким стеклом стальные прутья. Затем необходимо будет несколько раз опустить электроды в мел, равномерно распределив его по поверхности проволоки.
Однако на этом изготовление электродов своими руками еще не окончено. После того, как самодельная обмазка подсохнет на проволоке, а обычно это происходит достаточно быстро, электроды нужно будет прокалить. осуществляют в электрической духовке, примерно около получаса при температуре в 100 градусов.
осуществляют в электрической духовке, примерно около получаса при температуре в 100 градусов.
Конечно же, сделанные таким образом электроды своими руками не будут обладать высокими характеристиками. Скорее всего, при использовании, самодельные электроды будут прилипать к металлу или того хуже, плохо гореть.
Однако поэкспериментировав с настройками сварочного аппарата, все-таки, можно будет добиться хороших результатов. А как вы, пользовались когда-нибудь самодельными электродами из проволоки?
Медь – один из древнейший известных металлов, которым пользовались еще несколько тысяч лет назад. Многие его считают универсальным и до сих пор, поэтому широкое применение меди в наше время никого не удивляет. Смотря на широкое применение меди Вы, может быть, задумаетесь над сваркой какого-нибудь медного изделия.
Медь обладает рядом прекрасных качеств, которые не свойственны другим металлам. К ним относится высокая электро- и теплопроводность, коррозионная устойчивость и пластичность. Также к ее техническим качествам можно отнести эстетичность, из-за которой металл очень востребован в декоративной отделке.
Также к ее техническим качествам можно отнести эстетичность, из-за которой металл очень востребован в декоративной отделке.
Итак, сварка меди – это очень востребованное дело, потому что медь имеет широкое применение.
Можно ли сделать сварочный электрод своими руками?
Однако электроды для сварки меди стоят немалых денег, и многие люди находят выход в изготовлении самодельных электродов, для собственного пользования. Для того чтобы произвести сварку меди Вам нужно очистить медную поверхность металла от окисления, потому что медь – это сильноокисляемый металл. Также при сварке меди Вам нужно использовать всевозможные присадки, например кремний или фосфор.
Так как у меди плохие литейные свойства, то рекомендуется использовать присадочные материалы. В основном используются материалы, в которых в большом количестве содержится фосфор, цинк, иногда серебро и т.п. Для сварки меди практически всегда используются угольные электроды, которые славятся своей невысокой ценой и качеством.
Для того чтобы сделать электроды для сварки меди своими руками Вам нужно, прежде всего, запастись всеми материалами, которые нужны для того, чтобы сделать правильное покрытие. Это такие материалы: ферромарганец 50%, плавиковый шпат 10%, жидкого стекла 20% и 8% ферросилиция. Все эти составляющие нужно тщательно перемешать и нанести на электродный стержень одинаковым слоем. Сам стержень должен быть сделан из медного прута длиной 30 – 40 сантиметров.
Нанести слой покрытия Вы можете, просто окунув его в раствор или сделать специальное приспособление, которое будет оппресовывать стержень. Однако многие люди не идут на такие жертвы и покупают обычные угольные электроды или наносят покрытие способом окунания стержня в жидкую массу покрытия. После нанесения покрытия на электрод ему нужно дать время на засыхание, а потом его требуется поместить в специальную печь для прокалки электродов при температуре 500 – 600 градусов в течение 50 минут или одного часа.
После прокалки электроды должны остыть от оптимальной температуры и полностью готовы к использованию. Однако многим людям кажется, что изготавливать электроды самостоятельно сложно и долго, поэтому они готовы купить их у нас. Если относите себя к этим людям, то можете оформить покупку у наших заводов-изготовителей, которые выпускают только качественную продукцию. Для того чтобы оформить заказ перейдите в пункт меню «Контакты» и сделайте необходимый заказ по разумной цене.
О Электродах
Проволока для электродов
Как варить алюминий электродами в домашних условиях
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств.Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования.
Сварка в домашних условиях: эксперимент с электродом
Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
У меня была одна знакомая, девушка с хрупкой фигуркой, — сварщица. В быту никто не мог бы и заподозрить, что она владеет столь не женской профессией. И только дырки от искр на рабочих штанах могли служить бесспорным доказательством, что так оно и есть. И, поверьте, никто из коллег-сварщиков не мог сравниться с ней в чистоте и ровности проложенного сварочного шва. Она-то и поделилась со мной одним из своих многочисленных профессиональных секретов — как сделать электроды для сварки своими руками .
Для начала — ликбез какие бывают электроды и из чего состоят.
Электроды вообще делятся на два класса: плавящиеся и неплавящиеся. Мы будем говорить о плавящихся электродах, которые широко используются при выполнении сварочных работ в быту.
Электроды, изготовленные промышленным способом, представляют собой довольно сложный продукт, основой которого является низко-углеродная, легированная или высоколегированная проволока, которая сверху покрывается сложным слоем добавочных веществ. Эти добавочные вещества нужны для того, чтобы образовать особую атмосферу вокруг раскаленного электрода, предотвращающую доступ к нему кислорода и азота из атмосферы. Кроме того, содержащиеся в слое присадки легируют сталь и удаляют из неё вредные примеси.
Структура электрода
Перечень задач при производстве сварочного шва и вещества, содержащиеся в поверхностном слое электрода, при помощи которых эти задачи решаются:
Шлакообразующие вещества, защищающие металл от азота и кислорода. В их состав входит марганцевая руда, каолин, титановый концентрат, мел, мрамор, полевой шпат, доломит, кварцевый песок.
Раскисляющие вещества, удаляющие из расплавленного металла кислород.
В качестве них используются марганец, кремний, алюминий, титан в виде ферросплавов.Газообразующие компоненты, создающие при сгорании покрытия газовую среду, защищающую расплавленный металл от кислорода и азота воздуха. В основном это декстрин и древесная мука.
Легирующие вещества, придающие металлу шва особые свойства — прочность, жаростойкость, износостойкость, повышение сопротивляемости коррозии. Для этого используются хром, марганец, титан, молибден, никель, ванадий и некоторые другие вещества.
Стабилизирующие элементы, способствующие ионизации сварочной дуги — натрий, калий, кальций.
Связующие вещества, служащие для связывания компонентов покрытия друг с другом и всего покрытия со стержнем электрода. Основным связующим веществом является калиевое или натриевое жидкое стекло (силикатный клей).
 В качестве них используются марганец, кремний, алюминий, титан в виде ферросплавов.
В качестве них используются марганец, кремний, алюминий, титан в виде ферросплавов.Однако бывает так, что необходимо срочно наложить шов, а электродов нет и возможности сбегать в магазин тоже нет. Тогда вам поможет совет моей знакомой по изготовлению электродов из стальной проволоки своими руками.
Тогда вам поможет совет моей знакомой по изготовлению электродов из стальной проволоки своими руками.
Изготовление электродов.
Для этой цели возьмите стальную проволоку требующегося диаметра. Обычно эта величина колеблется от 1.6 до 6 мм. Разрежьте проволоку на нужное вам количество кусков длиной 35 сантиметров. Приготовьте заранее обмазку для электродов, которая состоит из смеси толченого мела и силикатного клея. Технология обмазки тоже имеет значение: просто окуните вертикально электрод в смесь и медленно вытащите его, оставив сухим верхний конец будущего электрода (примерно 3,5 сантиметра).
Сушите электроды в вертикальном состоянии, подвесив к веревке при помощи обычной бельевой прищепки. Электроды высушите до отверждения. Иногда для скорости вы можете высушить электроды в печи, включив проветривание.
Ваши электроды готовы!
Электроды сварочныеПринцип передачи тока в таких электродах прост. Один из концов на протяжении 3 см не имеет покрытия, чтобы его можно было захватить держателем для контакта с цепью тока. Второй конец немного очищается от покрытия, чтобы создать контакт с объектом при зажигании дуги.
Второй конец немного очищается от покрытия, чтобы создать контакт с объектом при зажигании дуги.
Во время плавления в дуге протекают сложные процессы. В итоге окислительно-восстановительной реакции в газовой среде, на границе раздела шлака, металла и дуги происходит легирование, раскисление и окисление, которые создают шов.
Классификация электродов для сварки
Классификация сварочных электродов осуществляется по следующим критериям:
- толщина покрытия стержня;
- материал стержня;
- вид шлака, который образуется во время расплавления;
- тип покрытия;
- назначение для сварки специальных сталей;
- свойства шва металла;
- полярность и тип тока используемого для работы;
- допустимые пространственные положения наплавки или сварки.
Электроды для ручной дуговой сварки должны обеспечивать устойчивое горение и простое зажигание сварочной дуги. Кроме того, желательно, чтобы покрытие электрода расплавлялось правильно, а покрытие шва шлаком происходило равномерно и легко счищалось после окончания работы. При работе в металле шва следует избегать пор и трещин.
При работе в металле шва следует избегать пор и трещин.
Перед тем как выбрать электроды для сварки постоянным током, нужно ознакомиться с их классами:
- УОНИ 13/45 – обладает основным покрытием, и используется для низколегированных и углеродистых сталей. С его помощью можно обрабатывать металлы, имеющие большую толщину, сосуды, работающие под давлением, и устранять дефекты литья.
- УОНИ 13/55 – имеет такое же назначение, как и УОНИ 13/45, а сваривать можно не только сосуды под давлением, но и строительные металлоконструкции.
- ОЗС-12 – применяется для работы с конструкциями из стали низкоуглеродистой. Работа может происходить в любом положении, кроме вертикального.
- ОЗС-4 – дает возможность производить работу по окисленной поверхности, подходит для низколегированных и углеродистых сталей.
- МР-3С – подходит для таких же сталей, как и предыдущий тип, кроме того, он создает аккуратный шов, чем облегчает весь процесс работы.
Типология покрытий для сварочных электродов
Чтобы сделать правильный выбор электродов для сварки, нужно принимать во внимание все тонкости покрытия, тип металла и вид шва. По типу покрытия можно выделить некоторые виды сварочных электродов, для которых мы укажем несколько слов о составе и применении.
По типу покрытия можно выделить некоторые виды сварочных электродов, для которых мы укажем несколько слов о составе и применении.
Материалы с кислым покрытием содержат окиси железа, кремния, марганца и в некоторых случаях титана. Металл шва обладает повышенной склонностью к образованию горячих трещин. Можно использовать эти электроды для сварки переменным током и постоянным.
Варианты с основным покрытием состоят из карбонатов магния и кальция, плавикового шпата CaF 2 . Они становятся незаменимыми для сварки закаливающихся сталей, которые склонны к появлению холодных трещин в результате воздействия водорода, переходящего в околошовную зону из металла.
Такие покрытия с низкой окислительной способностью помогают перемещать из электрода легирующие элементы в шов. Кроме того, они применяются для сварки высоколегированных сталей. Наплавленный таким образом металл стоек к появлению горячих трещин. Можно соединять жесткие конструкции и использовать для толстых швов при наплавке в несколько слоев.
Но у них есть и недостатки: невысокая постоянность горения дуги, склонность к появлению пор при увеличении дуги в швах во время сварки, если на поверхности металла есть ржавчина или окалины.
Материалы с целлюлозным покрытием в основе имеют целлюлозу. Наплавленный ими металл включает в себя повышенное количество водорода. Они позволяют осуществлять сварку сверху вниз, в то время как с другими электродами получается некачественная дорожка при таком алгоритме.
Электроды с рутиловым покрытием включают в основу рутил, который состоит из двуокиси титана ТiO 2 , а также карбонаты и алюмосиликаты. Перед работой их нужно сушить при 200-градусной температуре 1 час, и только через сутки с ними можно работать. Ими можно варить сталь, на поверхности которой имеется ржавчина и окалина, поры образовываться не будут. Обладают большей стойкостью к появлению горячих трещин, чем электроды с кислым покрытием.
Их преимуществами можно считать: легкое зажигание, большое сопротивление усталости соединений сварки, низкую склонность к появлению пор во время зажигания и быстрого удлинения дуги. Такими электродами Можно варить низколегированные и малоуглеродистые стали; нельзя варить конструкции, которые работают при повышенной температуре.
Такими электродами Можно варить низколегированные и малоуглеродистые стали; нельзя варить конструкции, которые работают при повышенной температуре.
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве. С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.
Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия. Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.

Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Сварка, выполняемая по ручной дуговой технологии
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологии
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Сварка в среде защитных газов (аргона или его смеси с гелием)
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Плазменная сварка
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОК
Наиболее популярными моделями являются 96.10, 96.20, 96. 50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.
50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.
Сварочные электроды ОК
Электроды марки ОЗАНА
Распространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Электроды ОЗА
Для их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.
Марки электродов по алюминию и их особенности
Электроды марки УАНА
Их применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.
Электроды ЭВЧ
Это электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.
Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.
met-all.org
Как варить алюминий электродами в домашних условиях
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств. Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
3g-svarka.ru
Электроды для сварки алюминия
Каждый мастер, который занимается сваркой, хорошо знает, насколько сложно иметь дело с алюминием во время рабочего процесса. Сварка алюминия электродом достаточно сложная процедура из-за того, что сам металл сильно подвержен негативному влиянию внешних факторов. Электроды по алюминию хоть и призваны улучшить данную ситуацию, так как содержат в себе различные добавки, облегчающие сваривание и создающие дополнительную защиту, но они не способны справиться со всеми сложностями, которые нужно решать уже предварительной обработкой.
Электроды для сварки по алюминию
Проводится также сварка проволокой для алюминия, которая пригодна для газовой или аргонодуговой сварки алюминия. Использование электроды является одним из самых сложных, но в то же время самых доступных способов, которые имеют низкую себестоимость. Главной особенностью, которой обладают электроды для сварки алюминия своими руками, является их относительно низкая температура плавления. Благодаря этому они плавятся с большей скоростью. Для создания качественного шва требуется опыт, так как вести наплавку приходится значительно быстрее и тут необходимы навыки.
Электроды для сварки алюминия своими руками
Область применения данных расходных материалов очень широка, так как металл и его сплавы часто встречаются в промышленности и при создании бытовых изделий. Ведь при высоких свойствах крепости он обладает легкостью. Применяя электроды для сварки алюминия инвертором в домашних условиях можно столкнуться с рядом проблем. Но все же, при выборе качественных наплавочных материалов и должной подготовке, это осуществимо. Стоит отметить, что ни одно защитное покрытие или газ не сможет справиться с оксидной пленкой. Во время наплавки дугу следует держать как можно ниже к основному металлу, что даст более качественный шов.
Стоит отметить, что ни одно защитное покрытие или газ не сможет справиться с оксидной пленкой. Во время наплавки дугу следует держать как можно ниже к основному металлу, что даст более качественный шов.
Электроды для сварки алюминия инвертором
Некоторые модели электродов содержат дополнительные добавки, которые делают их более уместными в том или ином случае. Во многом они касаются работы со сплавами, так как состав стержня алюминиевого электрода должен быть максимально схожим с тем, что им придется сваривать. Таким образом, можно условно разделить электроды для технически чистого металла и для его сплавов. Практически все марки требуют предварительный подогрев перед использованием, не говоря уже о просушке и прокалке, так как резкий перепад температуры приведет к большой степени разбрызгивания. Используются все эти разновидности только при постоянном токе обратной полярности, так как при переменном роде тока качество соединения резка падает.
Физико-химический состав
Состав электродов по алюминию для дуговой сварки сильно отличается в различных марках. В основу их все равно входит чистый алюминий, масса которого является подавляющей, но главные свойства определяются различными добавками, которые могут служить для сварки сплавов и так далее. К примеру, марка ОЗА 1 предназначается для работы с чистым металлом и она практически на 99% состоит из него. Остальной 1% это добавки, куда входит 0,5% кремния, 0,25% титана, 0,2% железа и прочие примеси. Если же материалы предназначены для сварки алюминиево-кремниевых сплавов, то в них может содержаться около 12% кремния, а все остальное алюминий.
В основу их все равно входит чистый алюминий, масса которого является подавляющей, но главные свойства определяются различными добавками, которые могут служить для сварки сплавов и так далее. К примеру, марка ОЗА 1 предназначается для работы с чистым металлом и она практически на 99% состоит из него. Остальной 1% это добавки, куда входит 0,5% кремния, 0,25% титана, 0,2% железа и прочие примеси. Если же материалы предназначены для сварки алюминиево-кремниевых сплавов, то в них может содержаться около 12% кремния, а все остальное алюминий.
Электроды для сварки по алюминия марки ОЗА 1
Технические характеристики
Механические свойства сварочных электродов по алюминию являются одним из главных параметров, по которому подбирают материалы для той или иной процедуры. Крепость полученного шва, пластичность наплавленного металла и прочие важные параметры становятся определяющими. Во многом они зависят от состава, но в целом, в марках преобладает алюминий, так что основные свойства они получают из этого металла. На примере ОЗА 1 можно рассмотреть основные характеристики, которые присутствуют в таких наплавочных материалах.
На примере ОЗА 1 можно рассмотреть основные характеристики, которые присутствуют в таких наплавочных материалах.
Марки электродов для сварки алюминия
ОЗА-1 — применяется при сваривании металла в чистом виде. В таких электродах наблюдается минимальный процент примеси. При сварке может потребоваться дополнительное использование алюминиевых флюсов.
Сварочные электроды ОЗА-1
ОЗА 2 – эти сварочные материалы больше подходят для сваривания сплавов алюминия и кремния. Ни применяются для наплавки металла, заваривания брака в литейном производстве и прочих отраслях, где встречается данный сплав. Здесь также требуется дополнительное использование флюса.
Сварочные электроды ОЗА-2
ОК96.10 – покрытие здесь представлено щелочно-солевым типом. Это лучше всего подходит для технического металла, в котором нет примесей. Они чувствительны к понижению силы тока, так как при низких параметрах будет слишком частое залипание материалов. Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.
Сварочные электроды ОК96.10
ОК96.20 – тут также присутствует щелочно-солевое покрытие, благодаря чему повышается качество соединения металлопроката. Эти электроды предназначены для сварки сплавов с магнием и марганцем. Сам стержень имеет добавки марганца в составе. Благодаря высокой гигроскопичности покрытия эти материалы нужно подогревать при температуре в 220 градусов Цельсия.
Сварочные электроды ОК96.20
Обозначение и маркировка
Электрода ОЗА 1 расшифруются как наплавочные материалы с основным покрытием, предназначены для сварки технического алюминия и содержащие 1% примесей.
Выбор
Электроды для сварки дюралюминия и других сплавов подбираются под основной металл. Желательно, чтобы содержание дополнительных элементов в обоих случаях было одинаковым. Допускается присутствие небольшого количества элементов, улучшающих свойства сваривания, примерно в сотых долях процента. Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков. Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл. Расхождение между толщиной должно составлять максимум 1 мм.
Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл. Расхождение между толщиной должно составлять максимум 1 мм.
«Важно!Не стоит использовать электроды, которые просушивались и более двух раз, так как это может ухудшить качество сваривания.»
Основные режимы и нюансы применения
В данном деле технология проведения процесса и подготовка оказывается не менее важной, чем выбор нужной марки. Поэтому, нужно знать особенности, как варить алюминий электродом. Прежде всего требуется заняться подготовительным этапом. Здесь наблюдается очень большая чувствительность к чистоте поверхности. Причем это касается не только физических, но и химических параметров. Перед самой сваркой нужно зачистить поверхность щеткой, а также обработать ее растворителем, чтобы снять оксидную пленку. Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
Когда все подготовлено, то можно приступать к свариванию. Главной особенностью, которую стоит учесть, является скорость плавления электрода. Она в несколько раз выше, чем при сварке стали. Тут нужно только нарабатывать опыт. Если сварщик в первый раз встречается с данным процессом, то не стоит сразу браться за тонкие листы металла, а лучше попрактиковаться на более толстых разновидностях, где меньше риск пропалить основной металл.
Производители
Данный тип наплавочных материалов производят многие компании, но все они придерживаются заданных стандартов, в особенности, когда речь идет об одной марке:
- Kobatek;
- ESAB;
- Castolin;
- Lincoln Electric.
svarkaipayka.ru
Сварка алюминия в домашних условиях инвертором
Сварка алюминия – процесс непростой. Этот металл относится к разряду трудно свариваемых. Специалистам с опытом работ по стальным заготовкам, перед соединением деталей из крылатого металла следует приобрести определенные навыки. Профессиональная сварка алюминия.
Профессиональная сварка алюминия.
Сложности, с которыми сталкиваются при работе на алюминиевых сплавах
ВАЖНО! При сварке металл может загореться. Тушить его водой недопустимо. Необходимо иметь в зоне проведения работ углекислотный огнетушитель.
Подготовка поверхности к работе
Удаление окислов привычной зачисткой не поможет. Пленка моментально вновь образуется на воздухе. Последовательность действий следующая:
- Производится предварительная очистка любым моющим средством и жесткой щеткой. Предпочтительно – бензин;
- Промыть чистой холодной водой;
- Поверхность обезжиривается органическими растворителями: ацетоном, уайт-спиритом, или строительными составами «РС-1», «РС-2»;
- При небольшом размере детали можно погрузить ее на несколько минут в щелочную ванну, при температуре раствора свыше 60°С;
- Затем поверхность зачищается (фактически шлифуется) металлической щеткой. Использование наждака или абразивного круга не допускается, поскольку частицы рабочего слоя останутся на металле;
- Шлифованная поверхность немедленно промывается растворителем, который должен высохнуть самостоятельно. ВАЖНО! Недопустимо протирать поверхность ветошью или прикасаться к ней пальцами;
- После подготовки незамедлительно приступают к сварочным работам.
 ВАЖНО! Недопустимо протирать поверхность ветошью или прикасаться к ней пальцами;
ВАЖНО! Недопустимо протирать поверхность ветошью или прикасаться к ней пальцами;Рецепт приготовления щелочного раствора для погружения алюминиевой заготовки: На литр воды (лучше дистиллированной) берем две столовые ложки кальцинированной соды, две ложки технического три-натрий фосфата и одну ложку жидкого стекла. Компоненты тщательно размешиваем и погружаем в раствор заготовку.
Сварка алюминия электродом
Стержни для сварки крылатого металла могут быть как плавящимися, так и неплавящимися. Первый вариант изготавливается из алюминиевой проволоки. Штучные электроды с покрытием отличаются составом присадок. Электроды для сварки алюминия
- Марка «ОК». Предназначена для соединения сплавов алюминия с магнием или марганцем. Щелочно-солевая обмазка очень гигроскопична, поэтому хранить электроды необходимо в герметичной упаковке. Вскрывать непосредственно перед употреблением;
- Популярная серия «ОЗАНА-1» и «ОЗАНА-2». В первом случае варится алюминий марки А0, А1, А2 и А3. Хорошо работают в режиме наплавки, слой которой формируется из стержня. Второй вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами этой серии можно выполнять сварку даже вертикальных швов, несмотря на текучесть металла;
- Марка «ОЗА» выполнена из проволоки СвА диаметром от 1 до 10 мм. Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы;
- «УАНА». Этими электродами варят массивные изделия, как правило – литье. Если заготовка склонна к температурной деформации – это ваш выбор;
- Серия «ЭВЧ», «ВЛ», а также импортные аналоги WL-20, WC-20. Вольфрамовые неплавящиеся стержни;
 В первом случае варится алюминий марки А0, А1, А2 и А3. Хорошо работают в режиме наплавки, слой которой формируется из стержня. Второй вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами этой серии можно выполнять сварку даже вертикальных швов, несмотря на текучесть металла;
В первом случае варится алюминий марки А0, А1, А2 и А3. Хорошо работают в режиме наплавки, слой которой формируется из стержня. Второй вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами этой серии можно выполнять сварку даже вертикальных швов, несмотря на текучесть металла;Вольфрамовые электроды для TIG сварки алюминия.
Работают в среде нейтральных газов, например гелий-аргоновой смеси. Дуга при такой сварке зажигается непросто, поэтому для старта применяют отключаемый осциллятор.
- Присадочный пруток. Применяется при сварке вольфрамовым неплавящимся электродом. Из него формируется сварной шов.
Сварка алюминия с помощью присадочного прутка
Рецепт изготовления электродов для алюминия
Самая популярная сварка в домашних условиях – ремонт треснувших алюминиевых деталей от двигателя. Для этой работы применяются дорогостоящие электроды серии «УАНА». Аналогичные расходники можно изготовить самостоятельно.
Нарезаем алюминиевую проволоку (диаметр 3-4 мм) на куски по 25 см. Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Работа инвертором
Все эти электроды используются с помощью обычного сварочного инвертора. При хорошей подготовке поверхности (см. инструкцию выше) работы можно производить на обычном воздухе. В качестве генератора инертного газа выступает покрытие электрода.
ВАЖНО! При использовании штучных электродов по алюминию, выделяются едкие испарения. Сварку необходимо производить в хорошо проветриваемом помещении. Сварка алюминия на производстве.
Шов получается не идеальным, но достаточно надежным.
Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока.
Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Для этого понадобится помощник. Двигают электрод от себя со скоростью не более 40 мм в секунду. По окончании сварки алюминия следует плавно убрать стержень от шва. Если сделать это резко – образуется кратер.
И все-таки лучше найти способ подачи в зону сварки аргоновой смеси. Приобрести баллон и заправлять его аргоном – не так дорого. Зато качество шва будет идеальным.
Зато качество шва будет идеальным.
На этом видео подробно рассказывается про сварку алюминия в аргоновой среде инвертором ТР 220. А также как правильно настроить аппарат и на что обратить внимание при сварочных работах.
Сварка алюминия — уроки начинающему сварщику
Сварка алюминия в домашних условиях инвертором Ссылка на основную публикацию
Поделись статьей:
Похожие статьи
Сварочные электроды по алюминию для инвертора
Ручная дуговая сварка для соединения двух алюминиевых заготовок используется не часто. Но это самый дешевый и простой вариант, поэтому электроды по алюминию с обмазкой применяют в небольших мастерских или в полевых условиях, где нет возможности использовать другой более дорогой вид сварки, требующий наличие сложного оборудования. В состав обмазки таких электродов входят фториды или хлориды щелочноземельных металлов, которые вступая в соединение с оксидом алюминия, превращаются в газы и шлаки. Оксид алюминия – это тугоплавкая пленка, которая всегда находится на поверхности алюминиевых деталей.
Оксид алюминия – это тугоплавкая пленка, которая всегда находится на поверхности алюминиевых деталей.
Дуговую сварку можно использовать для соединения алюминиевых заготовок толщиною не меньше 4 мм. При этом диаметр используемых электродов составляет 4-5 мм, меньше не стоит, потому что скорость плавления стержня электрода в три раза быстрее, чем у стального, отсюда и трудности сварочного процесса. Они могут привести к непровариванию металла на всю глубину сварочного шва.
Чаще всего электроды с покрытием используются для сваривания чистого алюминия, или его сплавов с добавлением кремния или марганца, при этом их процентное содержание не должно превышать 5%.
Характеристики электродов для алюминия
Список сварочных электродов, с помощью которых можно варить алюминиевые сплавы или чистый металл, не так уж и много.
ОЗАНА
Здесь две позиции:
- ОЗАНА-1, с помощью этих электродов можно варить чистый алюминий марки А0-А3. Шов получается ровным и аккуратным, коррозионная стойкость его высокая. Если варить детали толщиной до 10 мм, то подогревать электроды не надо. В остальных случаях прокалка обязательна до температуры 200С в течение получаса. Особое внимание чистоте соединяемых кромок. Сварка производится переменным током обратной полярности. Обмазка – солевая. Варить можно в нижнем положении и в вертикальном.
- ОЗАНА-2. Применяется для сваривания только алюминиевых сплавов. Все остальные характеристики и условия проводимого процесса точно такие же, как и у предыдущего вида.
 Если варить детали толщиной до 10 мм, то подогревать электроды не надо. В остальных случаях прокалка обязательна до температуры 200С в течение получаса. Особое внимание чистоте соединяемых кромок. Сварка производится переменным током обратной полярности. Обмазка – солевая. Варить можно в нижнем положении и в вертикальном.
Если варить детали толщиной до 10 мм, то подогревать электроды не надо. В остальных случаях прокалка обязательна до температуры 200С в течение получаса. Особое внимание чистоте соединяемых кромок. Сварка производится переменным током обратной полярности. Обмазка – солевая. Варить можно в нижнем положении и в вертикальном.ОЗА
Эта разновидность электродов используется для сваривания, как чистого алюминия, так и сплавов. При этом толщина соединяемых деталей – 3-16 мм. В основе расходника лежит металлический стержень, покрытый соляной обмазкой. Режим работы:
- Ток – постоянный;
- Полярность – обратная;
- Положение – нижнее и вертикальное;
- Предварительный подогрев сварочного элемента или свариваемых поверхностей до +250С;
- Обязательная зачистка кромок до металлического блеска.

В настоящее время производители предлагают электроды диаметром 4; 5 и 6 мм.
УАНА
Данный вид применяется для сваривания заготовок из деформируемых и литейных сплавов алюминия. Все остальные позиции, а это режим сварки, способы подготовки в точности повторяют марку ОЗА. Единственное отличие – это положение электрода. Оно может быть только нижним и верхним (потолочным).
Электроды от шведской компании ESAB
Шведы предлагают марку электродов ОК, специально для сваривания и наплавки алюминиевых деталей в среде защитного инертного газа аргона. Здесь несколько позиций.
- ОК 96.10. Отличительной чертой этой модели является новая обмазка, сделанная из солей фтора и хлора, как композитный материал. Именно такая обмазка позволяет держать сварную дугу в стабильном состоянии, разбрызгивание металла практически отсутствует, шлаки легко отделяются от поверхности сварочного шва. Сам шов очень ровный и аккуратный. Предназначен электрод для сваривания чистого алюминия. Нагрев расходника не обязателен, но предпочтителен. От этого качество шва не меняется, но нагрев уменьшает расход электродов. Сильно зачищать кромки нет необходимости, надо их просто промыть горячей водой. Обмазка – щелочно-солевая.
- ОК 96.20. Используют его, если сборная конструкция или детали не подвергаются большим нагрузкам, то есть, требование к ним минимальные. Сваривать можно только сплавы, в которых присутствует магний или марганец, их содержание не должно превышает 3%. Покрытие стержня – солевое. Положение сварки – любое. По всем остальным позициям полное совпадение с предыдущим видом.
- ОК 96.50. Применяется только для соединения сплавов алюминия (марганцевых, магниевых и медных). Стержень электрода изготовлен тоже из сплава: алюминия и марганца, поэтому можно его использовать в качестве присадочного прутка в автогенной сварке. Обмазка – щелочно-солевая.
 Нагрев расходника не обязателен, но предпочтителен. От этого качество шва не меняется, но нагрев уменьшает расход электродов. Сильно зачищать кромки нет необходимости, надо их просто промыть горячей водой. Обмазка – щелочно-солевая.
Нагрев расходника не обязателен, но предпочтителен. От этого качество шва не меняется, но нагрев уменьшает расход электродов. Сильно зачищать кромки нет необходимости, надо их просто промыть горячей водой. Обмазка – щелочно-солевая.Все перечисленные виды можно отнести к категории – электроды для сварки алюминия инвертором. Но этот металл и его сплавы можно соединять и неплавящимися вольфрамовыми электродами в среде инертного газа. Для этого необходимо использовать присадочную проволоку. Она может быть алюминиевой или циркониевой. Марка таких электродов – ЭВЧ.
Для этого необходимо использовать присадочную проволоку. Она может быть алюминиевой или циркониевой. Марка таких электродов – ЭВЧ.
Полезные советы
Новичкам иногда сложно сделать выбор, потому что в алюминиевых сплавах присутствуют разные компоненты, от которых зависит качество конечного результата соединения. Поэтому стоит прислушаться к рекомендациям профессионалов.
- Хорошо, если электрод по своему составу точно подходил под состав сплава. Многие производители это указывают на упаковке или в маркировке, что облегчает процесс подбора.
- Выбор толщины расходника также является немаловажным. Нельзя варить толстым электродом тонкие детали. Это гарантия появления прожога основного металла.
- Нельзя в сварке использовать расходники, которые просушивались дважды или трижды. У них снижено качество.
- Предварительная обработка кромок сваривания – обязательное условие. Надо из зачистить сначала металлической щеткой, а затем обработать растворителем. Только таким образом можно удалить оксидное покрытие.
- Новичку не стоит браться за тонкие заготовки, лучше опыта набираться на толстых деталях. Все дело в скорости сварочного процесса. Он проходит быстро, так что прожечь тонкий металл несложно. Плюс появляется вероятность образования толстого сварного шва за счет большой текучести алюминия.
- Чем толще металл свариваемых изделий, тем длительнее процесс прокалки электродов.
- Варить лучше при умеренных токах, что позволит хорошо проплавить основной металл.
- Если варятся толстые детали, то оптимальный вариант – это локальный нагрев по участкам. Закончили сварку, удалили своими руками шлак, промыли шов горячей водой и зачистили его металлической щеткой. Переходите к следующему участку.
- При дуговой сварке необходимо точно подобрать величину сварочного тока. Здесь можно использовать вот такое соотношение: на один миллиметр толщины свариваемых деталей применять ток силой 25-30 ампер. К примеру, если толщина заготовок равна 5 мм, то для их соединения необходим ток, равный 150 амперам.
 Только таким образом можно удалить оксидное покрытие.
Только таким образом можно удалить оксидное покрытие.
Любой сварщик скажет, что варить алюминиевые сплавы достаточно сложно. У каждого свой опыт, который набит большим количеством испорченных стыков. И все дело в текучести металла и оксидной пленке, которая является тугоплавким материалом. Поэтому у данного процесса свой собственный технологический подход.
Поделись с друзьями
0
0
0
0
Сварка алюминия электродом возможна в домашних условиях
Сварка алюминия – процесс непростой. Этот металл относится к разряду трудно свариваемых. Специалистам с опытом работ по стальным заготовкам, перед соединением деталей из крылатого металла следует приобрести определенные навыки.
Профессиональная сварка алюминия.
Сложности, с которыми сталкиваются при работе на алюминиевых сплавах
- Алюминий текучий металл. В расплавленном состоянии его тяжело контролировать. Особенно непредсказуемым его поведение становится при перегреве. Расплав может запросто разрушить нижний слой твердого металла, и вытечь через трещину. По аналогии с чугуном, начинающим сварщикам рекомендуется использовать прокладки из тугоплавкой стали или керамики. При нагревании крылатый металл не меняет цвет, поэтому его трудно контролировать визуально;
- Самая большая проблема – высокая окисляемость алюминия. На открытом воздухе, молекулы металла образуют вместе с кислородом плотную оксидную пленку на поверхности. Окисел алюминия имеет уникальные свойства – он более прочный, чем сам металл, и отличается тугоплавкостью. Температура плавления намного превышает допустимую при работе с алюминием. К тому же оксидная пленка является хорошим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится тщательно зачищать, а во время работ использовать инертный газ, препятствующий доступу кислорода;
- У алюминия очень высокий коэффициент линейного расширения. При сильном нагреве, зона сварки давит на окружающую массу. Поскольку металл хрупкий, и обладает малой упругостью, возможно появление трещин в пограничных зонах и деформация плоских поверхностей. Сварка алюминия — разница между любительским и профессиональным швами. Слева – качественный шов. Справа – бракованный.Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С;
- В алюминиевых сплавах содержится водород. При нагреве он активно выделяется и образует в расплаве поры. Это ухудшает прочность шва. Также в соединениях может содержаться кремний. Он формирует мелкие трещины;
- Теплопроводность алюминия почти такая же, как у меди. Термическая энергия от дуги поглощается материалом, и рассеивается в массе. Поэтому сварочный аппарат должен иметь запас по току;
- При застывании расплавленного шва, в его теле образуются так называемые горячие трещины. Это особенность структуры металла – он как бы кристаллизуется, переходя в твердую фазу. Поэтому необходимо добавлять специальные присадки при сварке, особенно – если швы расположены слишком близко друг к другу;
- Алюминиевые сплавы отличаются друг от друга свойствами материала. Это необходимо учитывать при подборе сварочного оборудования.
 Особенно непредсказуемым его поведение становится при перегреве. Расплав может запросто разрушить нижний слой твердого металла, и вытечь через трещину. По аналогии с чугуном, начинающим сварщикам рекомендуется использовать прокладки из тугоплавкой стали или керамики. При нагревании крылатый металл не меняет цвет, поэтому его трудно контролировать визуально;
Особенно непредсказуемым его поведение становится при перегреве. Расплав может запросто разрушить нижний слой твердого металла, и вытечь через трещину. По аналогии с чугуном, начинающим сварщикам рекомендуется использовать прокладки из тугоплавкой стали или керамики. При нагревании крылатый металл не меняет цвет, поэтому его трудно контролировать визуально; При сильном нагреве, зона сварки давит на окружающую массу. Поскольку металл хрупкий, и обладает малой упругостью, возможно появление трещин в пограничных зонах и деформация плоских поверхностей. Сварка алюминия — разница между любительским и профессиональным швами. Слева – качественный шов. Справа – бракованный.Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С;
При сильном нагреве, зона сварки давит на окружающую массу. Поскольку металл хрупкий, и обладает малой упругостью, возможно появление трещин в пограничных зонах и деформация плоских поверхностей. Сварка алюминия — разница между любительским и профессиональным швами. Слева – качественный шов. Справа – бракованный.Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С; Поэтому необходимо добавлять специальные присадки при сварке, особенно – если швы расположены слишком близко друг к другу;
Поэтому необходимо добавлять специальные присадки при сварке, особенно – если швы расположены слишком близко друг к другу;ВАЖНО! При сварке металл может загореться. Тушить его водой недопустимо. Необходимо иметь в зоне проведения работ углекислотный огнетушитель.
Подготовка поверхности к работе
Удаление окислов привычной зачисткой не поможет. Пленка моментально вновь образуется на воздухе.
Последовательность действий следующая:
- Провести предварительную очистку любым моющим средством и жесткой щеткой. Предпочтительно – бензином;
- Промыть чистой холодной водой;
- Поверхность обезжирить органическими растворителями: ацетоном, уайт-спиритом, или строительными составами «РС-1», «РС-2»;
- При небольшом размере детали можно погрузить ее на несколько минут в щелочную ванну, при температуре раствора свыше 60°С;
- Затем поверхность зачищается (фактически шлифуется) металлической щеткой. Использование наждака или абразивного круга не допускается, поскольку частицы рабочего слоя останутся на металле;
- Шлифованная поверхность немедленно промывается растворителем, который должен высохнуть самостоятельно. ВАЖНО! Недопустимо протирать поверхность ветошью или прикасаться к ней пальцами;
- После подготовки незамедлительно приступают к сварочным работам.
Рецепт приготовления щелочного раствора для погружения алюминиевой заготовки:
На литр воды (лучше дистиллированной) берем две столовые ложки кальцинированной соды, две ложки технического три-натрий фосфата и одну ложку жидкого стекла. Компоненты тщательно размешиваем и погружаем в раствор заготовку.
Сварка алюминия электродом
Стержни для сварки крылатого металла могут быть как плавящимися, так и неплавящимися. Первый вариант изготавливается из алюминиевой проволоки. Штучные электроды с покрытием отличаются составом присадок.
Электроды для сварки алюминия
- Марка «ОК». Предназначена для соединения сплавов алюминия с магнием или марганцем. Щелочно-солевая обмазка очень гигроскопична, поэтому хранить электроды необходимо в герметичной упаковке. Вскрывать непосредственно перед употреблением;
- Популярная серия «ОЗАНА-1» и «ОЗАНА-2». В первом случае варится алюминий марки А0, А1, А2 и А3. Хорошо работают в режиме наплавки, слой которой формируется из стержня. Второй вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами этой серии можно выполнять сварку даже вертикальных швов, несмотря на текучесть металла;
- Марка «ОЗА» выполнена из проволоки СвА диаметром от 1 до 10 мм. Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы;
- «УАНА». Этими электродами варят массивные изделия, как правило – литье. Если заготовка склонна к температурной деформации – это ваш выбор;
- Серия «ЭВЧ», «ВЛ», а также импортные аналоги WL-20, WC-20. Вольфрамовые неплавящиеся стержни;
 Предназначена для соединения сплавов алюминия с магнием или марганцем. Щелочно-солевая обмазка очень гигроскопична, поэтому хранить электроды необходимо в герметичной упаковке. Вскрывать непосредственно перед употреблением;
Предназначена для соединения сплавов алюминия с магнием или марганцем. Щелочно-солевая обмазка очень гигроскопична, поэтому хранить электроды необходимо в герметичной упаковке. Вскрывать непосредственно перед употреблением; Вольфрамовые неплавящиеся стержни;
Вольфрамовые неплавящиеся стержни;Вольфрамовые электроды для TIG сварки алюминия.Работают в среде нейтральных газов, например гелий-аргоновой смеси. Дуга при такой сварке зажигается непросто, поэтому для старта применяют отключаемый осциллятор.
- Присадочный пруток. Применяется при сварке вольфрамовым неплавящимся электродом. Из него формируется сварной шов.
Сварка алюминия с помощью присадочного прутка
Рецепт изготовления электродов для алюминия
Самая популярная сварка в домашних условиях – ремонт треснувших алюминиевых деталей от двигателя. Для этой работы применяются дорогостоящие электроды серии «УАНА». Аналогичные расходники можно изготовить самостоятельно.
Нарезаем алюминиевую проволоку (диаметр 3-4 мм) на куски по 25 см. Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Работа инвертором
Все эти электроды используются с помощью обычного сварочного инвертора. При хорошей подготовке поверхности (см. инструкцию выше) работы можно производить на обычном воздухе. В качестве генератора инертного газа выступает покрытие электрода.
ВАЖНО! При использовании штучных электродов по алюминию, выделяются едкие испарения. Сварку необходимо производить в хорошо проветриваемом помещении.
Сварка алюминия на производстве.Шов получается не идеальным, но достаточно надежным.
Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока.
Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Для этого понадобится помощник. Двигают электрод от себя со скоростью не более 40 мм в секунду. По окончании сварки алюминия следует плавно убрать стержень от шва. Если сделать это резко – образуется кратер.
И все-таки лучше найти способ подачи в зону сварки аргоновой смеси. Приобрести баллон и заправлять его аргоном – не так дорого. Зато качество шва будет идеальным.
На этом видео подробно рассказывается про сварку алюминия в аргоновой среде инвертором ТР 220. А также как правильно настроить аппарат и на что обратить внимание при сварочных работах.
Сварка алюминия — уроки начинающему сварщику
About sposport
View all posts by sposport
Загрузка. ..
..Сварка алюминия электродом в домашних условиях
Особенности сварки алюминия вызывают определенные трудности при соединении этого металла. Разработанные технологии в той или иной степени позволяют с этим бороться и добиваться положительных результатов. Качество сварки алюминия инвертором нельзя сопоставить с аргоннодуговой сваркой или другими технологиями соединениями Al.
Однако в бытовых условиях вряд ли найдется подходящее оборудование. В распоряжении мастера может оказаться максимум домашний сварочный аппарат, будь то инвертор или трансформатор постоянного тока.
Возникают разумные вопросы: возможно ли сварить алюминий инвертором в домашних условиях, как это сделать правильно и какие для этого потребуются материалы?
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого “крылатого” металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.
Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).
Прогрев перед сваркой
Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Электроды по алюминию
Наиболее распространенные марки электродов для сварки алюминиевых сплавов: ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2, ОК96. 20. Стержни электродов изготавливают из сварочной проволоки с нанесением на них покрытий из смеси хлористых и фтористых солей. Толщина покрытия не более 0,3…0,5 мм на сторону.
20. Стержни электродов изготавливают из сварочной проволоки с нанесением на них покрытий из смеси хлористых и фтористых солей. Толщина покрытия не более 0,3…0,5 мм на сторону.
Электроды для алюминия ОЗАНА-2
Рассмотрим более детальное назначение каждого электрода.
- ОЗА-1 − для деталей и конструкций из технически чистого алюминия А0, А1, А2, А3. Сварка с предварительным подогревом по зачищенным кромкам.
- ОЗА-2 – для заварки литьевого брака и наплавки алюминиево-кремнистых сплавов АЛ- 4, АЛ-9, АЛ-11.
- ОЗАНА-1- сваривает технически чистый алюминий толщиной изделий более 10 мм. Предварительный подогрев температурой 250…400 С.
- ОЗАНА-2 – для сплавов АЛ-4, АЛ-9, АЛ-11, наплавки и заварки литьевого брака. Можно использовать в качестве соединительного материала изделий из дюралюминия и силумина.
- ОК96.20 − алюминиево-марганцовистые сплавы АМц; алюминиево-магниевые сплавы АМг2; АМг3; АМг5; АМг6; алюминиево-кремнистые сплавы АЛ-4; АЛ-9; АЛ-11. Подойдет для дюралюминия
 Подойдет для дюралюминия
Подойдет для дюралюминияАлюминиевые электроды дороже обычных и очень гигроскопичны, т. е. набирают влагу из окружающего воздуха.
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током обратной полярности, предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.
Электрод плавится очень быстро и вы просто не сможете выполнить шов в вертикальном, и уж тем более в потолочном положении.
Важно! Перед сваркой электроды следует прокалить.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.
Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги. Швы стараются делать не длинными.
Швы стараются делать не длинными.
Поры в сварном шве
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
Режимы сварки алюминиевыми электродами
Заключение
Ядовитый дым, выделяющийся при сварке, а также дороговизна электродов и их капризность в хранении не сделают данный метод популярнее MIG или TIG. Применяют его, как правило, в тех случаях, где невозможно использование или нецелесообразно использование газового оборудования.
Сварка алюминия в домашних условиях инвертором, электродами, газовой горелкой
Сварочные работы необходимы не только на производстве, но и в небольших мастерских. Все чаще возникает потребность в соединении деталей из алюминия и его сплавов. Например, моторные лодки, головки блоков цилиндров для двигателей внутреннего сгорания.
Сам по себе алюминий – это металл, обладающий малым удельным весом, большой вязкостью, теплопроводностью и электропроводностью. Его сплавы выдерживают высокие механические нагрузки. Но при всех его достоинствах сварка алюминия в домашних условиях сопряжена с некоторыми трудностями.
Факторы, влияющие на свариваемость алюминия
Алюминий активно окисляется на воздухе, и его поверхность достаточно быстро покрывается пленкой оксидов. Оксиды – тугоплавкие соединения. Их температура плавления достигает 2440 °С. У алюминия же данное значение равно 660 °С. Во время сварки оксиды препятствуют образованию в сварочной ванне однородной массы расплавленного металла.
Капли жидкого металла в сварочной зоне мгновенно покрываются окислами, которые не дают получить сплошной сварочный шов. Для предотвращения окисления зона плавления нуждается в изоляции при помощи флюсов или инертных газов. Обычно применяется аргон.
Для предотвращения окисления зона плавления нуждается в изоляции при помощи флюсов или инертных газов. Обычно применяется аргон.
В отличие от стали, алюминий обладает таким качеством, как высокая жидкотекучесть в виде расплава. Сварочная ванна, в связи с этим, плохо формируется, а потолочные швы выполнить становится проблематично. Для устранения эффекта жидкотекучести используются подкладки с большой теплопроводностью для охлаждения зоны сварки.
Алюминий характеризуется высоким содержанием кремния и растворенного в нем водорода. Кремний провоцирует образование трещин во время охлаждения металла после сварки. Водород же выходя из расплава, образует множество пор в сварочных швах и трещин при кристаллизации.
Алюминиевые сплавы обладают значительной литейной усадкой, что при остывании приводит к деформированию свариваемых деталей.
Сварочный шов на алюминиевой трубе
Из-за высокой теплопроводности, процесс сварки алюминия предусматривает высокие сварочные токи. К примеру, для проведения работ по стали значения токов на 50% ниже.
К примеру, для проведения работ по стали значения токов на 50% ниже.
Подобрать требуемые режимы сварки алюминия в домашних условиях затруднительно по причине того, что не всегда можно точно определить марку сплава свариваемых деталей.
Методы проведения сварки алюминиевых деталей
Сварку алюминия в домашних условиях можно производить различными методами, среди которых можно выделить:
- электродуговая сварка электродами с покрытием;
- газовая сварка;
- электродуговая сварка в среде нейтральных газов.
- Сварка алюминия без аргона с использованием плавких электродов со специальной обмазкой — самый простой, доступный и распространенный способ соединения деталей. Для работы с чистым алюминием используются электроды ОЗАНА1, а для сплавов с высоким содержанием кремния применяются электроды ОЗАНА2.

Сила тока, выставляемая на аппарате, равна 25А на каждый миллиметр электрода. Плавятся электроды достаточно быстро, поэтому наложение шва происходит на большой скорости. Качество и непрерывность сварки зависит от квалификации сварщика.
После замены электрода на новый удаляется шлак. После чего шов требуется промыть горячей водой и зачистить щеткой с металлическим волосом. Окислы препятствуют разжиганию дуги.
Сварка алюминиевых деталей
Недостатками электродуговой сварки электродами являются: большая пористость шва, невысокая прочность, обильное разбрызгивание, затрудненное отделение шлаков, которые вызывают в последствии интенсивную коррозию.
- Сварка газовой горелкой — более простой метод. Необходимость разогреть и расплавить металл в зоне сварки снижает скорость процесса в три раза. Для заполнения шва используется проволока. Ее не требуется просушивать перед применением. Горючий газ выполняет функцию защиты от окисления. Это более надежный способ в отличие от обмазки электродов.
- Высокое качество, надежность, прочность, эстетичность предоставляет сварка с использованием инертных газов аргона или гелия. Плавление металла происходит от дуги между электродом из вольфрама и деталью. Для присадки применяются алюминиевые прутки.

Для эффективного разрушения окислов сварка производится током с переменным напряжением. Выбор режимов зависит от диаметра присадки, электрода, толщины металла и расхода газа. Дорогое оборудование и необходимые расходные материалы не позволяют активно использовать аргонодуговой метод в домашних условиях.
| Метод стыковки деталей | Размер деталей, мм | Наибольшая окружность электрода, мм | Размер присадочного прутка, мм | Токи для сварки, А | Расходование газа, л/мин |
| Отбортованные | 1 | 1 | — | 45-50 | 4-5 |
| 1,5 | 2 | 70-75 | 5-6 | ||
| 2 | 2 | 80-85 | 7-8 | ||
| Без разделки со швом с одной стороны | 2 | 2 | до 2 | 55-75 | 5-6 |
| 3 | 4 | до 3 | 100-120 | 7-8 | |
| 4 | 4 | до 3 | 120-150 | 8-10 | |
| Без разделки со швами с двух сторон | 4 | 4 | до 4 | 120-180 | 7-8 |
| 5 | 5 | до 4 | 200-250 | 8-10 | |
| 6 | 5 | до 4 | 240-270 | 8-10 |
Материалы и инструмент
Если техническая подготовка работника стоит на первом месте при проведении сварочных работ алюминия, то технологическое оснащение для поведения работ занимает второе место. Вне зависимости от метода проведения сварки, для получения результата с наилучшими показателями необходимо приготовить следующее:
Вне зависимости от метода проведения сварки, для получения результата с наилучшими показателями необходимо приготовить следующее:
- источник питания – сварочный аппарат, позволяющий выдавать постоянный и переменный ток, а также токи достигающие 300 А;
- электроды марок ОЗАНА и УАНА, предназначенные для всех типов алюминиевых сплавов;
- присадочная проволока или прутки;
- газовое оборудование – баллоны, горелка, шланги;
- надежное заземление;
- рабочая одежда из негорючего материала;
- сварочная маска или очки.
Техника безопасности
Технология сварочного процесса – это интенсивное разбрызгивание, что заставляет, в первую очередь, заботиться о безопасности сварщика.
- На нем должен быть надет костюм из негорючей или огнеупорной ткани, а так же рукавицы, краги из подобного материала.
- Для защиты органов дыхания используются индивидуальные средства защиты.
- Органы зрения защищает сварочная маска.
- Наличие надежного заземления предупредит поражение от электрического тока.
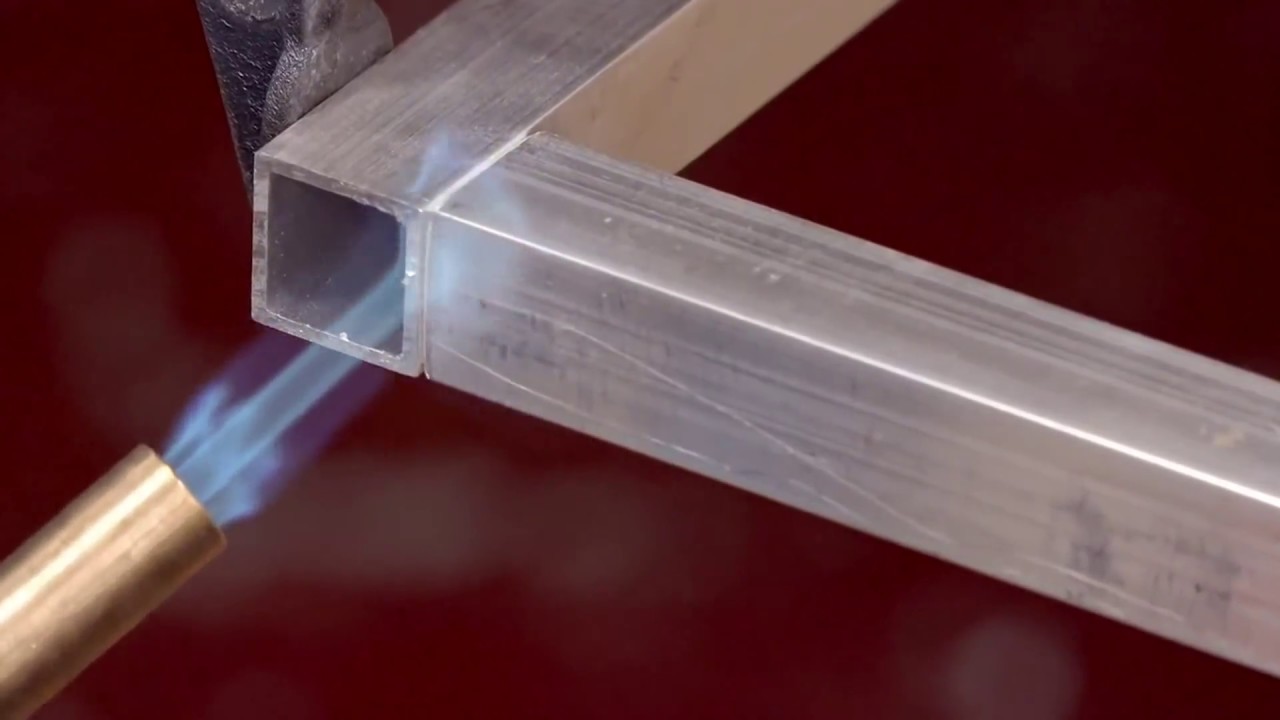
Работа с газовым оборудованием сопряжена с повышенной опасностью. Соблюсти все требования промышленной безопасности в домашних условиях проблематично, но следовать им необходимо.
Подготовка поверхностей металлических деталей к сварке
Свариваемые детали нуждаются в тщательной подготовке. Кромки деталей подвергаются следующей обработке:
- С поверхности заготовки авиационным бензином, уайт-спиритом или ацетоном, растворителем удаляются остатки жиров, масел и других загрязнений, то есть обезжириваются.
- Разделка кромок. При сварке листового материала толщиной не свыше полутора миллиметров их края отбортовываются. Фаска снимается на деталях толщиной более 4мм при сварке покрытыми электродами. Если толщина изделий 20 мм и более, то разделка необходима в любом случае.
- Удаление окислов с поверхности производится напильником или металлической щеткой. Ширина очистки с каждой стороны должна составлять до 15 мм. В некоторых случаях оксиды растворяют раствором каустической соды. Но после такой процедуры требуется промывка проточной водой.
 Но после такой процедуры требуется промывка проточной водой.
Но после такой процедуры требуется промывка проточной водой.Описание процесса
После проведения подготовительных мероприятий производится процесс стыковки. Сварка алюминия в домашних условиях методом электродуговой сварки в среде нейтральных газов производится с соблюдением следующих рекомендаций:
- угол наклона вольфрамового электрода к свариваемой поверхности должен быть не менее 70°, но не более 80°;
- пруток присадочного металла подается в зону перпендикулярно вольфрамовому электроду;
- размер дуги не должен превышать 2 1/2 мм;
- чтобы обеспечить защиту от кислорода расплавленный металл первым перемещаться начинает пруток, а за ним электрод с горелкой;
- присадочный пруток периодически вводится в сварочную ванну;
- поперечные движения не рекомендованы, только продольные;
- для отведения излишнего тепла сварку производят на медных пластинах или стальном верстаке;
- инертный газ подается за 3 секунды до образования дуги и в течение 5 секунд после окончания подачи напряжения.

- Процесс сварки своими руками
- Сварка алюминия
В последнее время в домашних мастерских популярность набирает полуавтоматические аппараты, особенно импульсные. Проблема с оксидной пленкой решается за счет импульса высокого напряжения. Он буквально разбивает ее, а за счет обратного действия вдавливает капли расплавленного алюминия в ванну с расплавом.
Процесс сварки алюминия импульсными полуавтоматами производится с постоянным током, но с обратной полярностью. Равномерная подача алюминиевой проволоки осуществляется роликовым механизмом. Из-за высокого коэффициента температурного расширения проволока может застревать в наконечнике. В связи с этим, используются наконечники для сварки алюминия и имеющие маркировку «AL».
Как сваривать алюминий с помощью аппарата для дуговой сварки
Дуговая сварка исторически важна для строительства с момента ее широкого распространения в 19 веке. Сегодня это важнейший компонент как зданий, так и транспортных средств. Сталь чаще всего используется для сварочных работ, но в определенных ситуациях требуется алюминий, с которым значительно труднее работать, чем со сталью. Однако при правильном подходе и планировании вы можете легко выполнить дуговую сварку алюминия, будь то работа на рабочем месте или в мастерской любителя.
Сегодня это важнейший компонент как зданий, так и транспортных средств. Сталь чаще всего используется для сварочных работ, но в определенных ситуациях требуется алюминий, с которым значительно труднее работать, чем со сталью. Однако при правильном подходе и планировании вы можете легко выполнить дуговую сварку алюминия, будь то работа на рабочем месте или в мастерской любителя.
TL; DR (слишком долго; не читал)
Свойства алюминия делают его труднее сваривать, чем сталь: он больше расширяется под действием тепла, а его более низкая температура плавления значительно упрощает плавление целого кусок металла в процессе сварки. Однако, если вы выполняете сварку с осторожностью, с правильной скоростью и температурой, алюминий можно сваривать дуговой сваркой гелиарным или электродным способом. Будьте невероятно осторожны при дуговой сварке, а никогда не смотрите на дугу без защиты глаз.
Основы дуговой сварки
Хотя развитие технологий за последнее столетие позволило создать автоматические сварочные аппараты и более эффективные сварочные аппараты, основной процесс дуговой сварки остался прежним. Дуговая сварка — это процесс сплавления двух металлических частей друг с другом с помощью электрической дуги, которая создает интенсивное тепло, способное расплавить металлические части. При расплавлении электродом со специальным покрытием расплавленный металл смешивается с наполнителем, который связывает две части в единое целое.Существуют различные методы дуговой сварки, основанные на технологиях и материалах, используемых в процессе.
Дуговая сварка — это процесс сплавления двух металлических частей друг с другом с помощью электрической дуги, которая создает интенсивное тепло, способное расплавить металлические части. При расплавлении электродом со специальным покрытием расплавленный металл смешивается с наполнителем, который связывает две части в единое целое.Существуют различные методы дуговой сварки, основанные на технологиях и материалах, используемых в процессе.
Проблемы с алюминием
Сталь часто считается металлом «по умолчанию», используемым при сварке, и для сравнения, алюминий является общеизвестно трудным металлом для связывания с дуговой сваркой. Поскольку это активный металл со склонностью к образованию оксидов, сложнее создать связующий наполнитель, пригодный для сварки алюминия. В сочетании с высокой теплопроводностью металла и низкой температурой плавления начинающему сварщику очень легко полностью расплавить алюминиевые детали, участвующие в процессе.В результате первым шагом при дуговой сварке алюминия является очистка основного металла от любых окислов или растворителей. Второй шаг — помнить о своем подходе.
Второй шаг — помнить о своем подходе.
Ручная сварка
Дуговая сварка в экранированном металле (SMAW), неофициально известная как электродная сварка, является одной из старых форм дуговой сварки. Недорогой и простой в применении в самых разных условиях, этот метод сварки часто используется в небольших производственных цехах и сварщиках-любителях, но может использоваться для плавной сварки алюминия.Главное — использовать более мощный сварочный аппарат постоянного тока и электрод с алюминиевым покрытием. Быстрая сварка без слишком сильного контакта металла с дугой позволяет быстро связать алюминий.
Heliarc Welding
Дуговая сварка металлическим электродом в газовой среде (GMAW), неофициально называемая сваркой Heliarc, представляет собой процесс сварки с добавлением инертного газа, такого как аргон или гелий, для предотвращения окисления в процессе плавления. Чтобы сварить алюминий этим методом, лучше всего предварительно нагреть металл до температуры не более 230 градусов по Фаренгейту перед началом сварки. Используя газообразный аргон и отталкивая сварочный пистолет от сварочной ванны, а не отводя его от сварочной ванны, алюминий можно связать без особых проблем.
Используя газообразный аргон и отталкивая сварочный пистолет от сварочной ванны, а не отводя его от сварочной ванны, алюминий можно связать без особых проблем.
Как успешно выполнить сварку алюминия методом MIG [Руководство]
Сварка алюминия методом MIG может быть затруднена, так как он сильно отличается от сварки MIG низкоуглеродистой стали. Следуйте этому руководству, чтобы узнать о ключевых факторах, которые следует учитывать.
Ключ к сварке алюминия
Алюминий в чистом виде — это относительно мягкий металл, который имеет множество применений, но требует добавления сплава (ов) для повышения его прочности.Поскольку свойства алюминия сильно отличаются от свойств стали, работа с этим материалом может представлять некоторые уникальные проблемы, такие как искажение и чувствительность к тепловложению. Несмотря на эти проблемы, сварка алюминия методом MIG не так уж сложна при использовании правильного оборудования и соблюдении надлежащих процедур.
Помните об этих важных факторах при сварке алюминия методом MIG.
Советы по началу работы
- Учитывайте толщину материала. : Толщина материала алюминия, который можно сваривать методом MIG, составляет 14 калибра и больше; выходная мощность вашего сварочного аппарата определяет толщину, которую вы можете сваривать.Для сварки MIG алюминия толщиной менее 14 (0,074 дюйма) может потребоваться специальное оборудование для импульсной сварки MIG или TIG на переменном токе.
- Содержите его в чистоте. : Алюминий необходимо тщательно очистить перед сваркой, включая удаление любых смазочных материалов с материала. Удаление оксидов следует производить после обезжиривания с помощью металлической щетки из нержавеющей стали — подойдет ручная или плоская проволочная щетка. Если используется электрическая проволочная щетка, поддерживайте низкие обороты и давление, чтобы уменьшить смазывание поверхности материала, которое может улавливать оксиды и загрязнения под поверхностью. Чтобы избежать загрязнения основного материала, всегда чистите металлической щеткой, которая используется только для алюминия.
- Выберите подходящий газ : Поскольку алюминий является цветным металлом, для него требуется 100-процентный защитный газ аргон. Рекомендуется скорость потока от 20 до 30 кубических футов в час.
- Какой процесс использовать? При сварке алюминия методом MIG желательным является распыление. Этот процесс представляет собой очень плавный перенос капель расплавленного металла от конца электрода к ванне расплава.Диаметр капель, пересекающих дугу, меньше диаметра электрода. При переносе распылением короткого замыкания нет, а скорость осаждения и эффективность относительно высоки. Однако имейте в виду, что перенос распылением требует большого количества тепла, создавая большую сварочную ванну с хорошим проплавлением, что может быть трудно контролировать. Его не следует использовать на материалах толщиной менее 14.
- Пистолет и варианты подачи проволоки: Выбор горелки и системы подачи проволоки является важным шагом перед сваркой алюминия методом MIG.Алюминиевая проволока обычно подается с помощью пистолета для катушки или двухтактной системы. Катушечные пистолеты улучшают подачу мягкой проволоки за счет размещения небольшого количества проволоки на пистолете с пистолетной рукояткой. Использование катушечного пистолета исключает возможность гнездования птиц, поскольку проволока подается только на несколько дюймов. В двухтактной системе двигатель пистолета протягивает проволоку через лайнер, а двигатель на подающем устройстве действует как вспомогательный двигатель. Этот вариант идеально подходит для сварки вдали от источника питания и может быть более эргономичным и удобным для пользователя.
- Правильный присадочный металл: Знайте сплав основного алюминия и условия, которым будет подвергаться готовая деталь. Двумя наиболее доступными алюминиевыми присадочными проволоками являются ER4043 и ER5356. За рекомендациями по сплавам проволоки, подходящим для вашего применения, обратитесь к местному дистрибьютору сварочного оборудования или к представителю присадочного металла.
 Чтобы избежать загрязнения основного материала, всегда чистите металлической щеткой, которая используется только для алюминия.
Чтобы избежать загрязнения основного материала, всегда чистите металлической щеткой, которая используется только для алюминия.
Техника сварки
Уровень квалификации оператора, типы соединений, установка и положение, а также источник питания для сварки — все это будет иметь большое влияние на свариваемость алюминия.Рассмотрите эти методы сварки, чтобы улучшить свои навыки.
- Используйте угол хода от 10 до 15 градусов — наконечник и сопло должны быть направлены в направлении движения (см. Рисунок 1). Вытягивание или использование угла сопротивления приведет к образованию пористых грязных сварных швов из-за отсутствия газового покрытия.
Рисунок 1: Методы огнестрельного оружия
- Соблюдайте необходимое расстояние от наконечника до рабочей поверхности и по возможности утопите контактный наконечник примерно на 1/8 дюйма внутри сопла. (См. Рисунок 2)
Рисунок 2: Пистолет и зона сварки
- Отражающий тепло и сварочная лужа очень горячие при сварке алюминия методом MIG. Если держать наконечник ближе, чем рекомендуется, это может привести к обратному прожигу проволоки до контактного наконечника и другим проблемам с подачей.
- Избегайте больших переплетений на алюминии. Если требуются более крупные угловые швы, многопроходные прямые валики обеспечат лучший внешний вид и уменьшат вероятность притирки, прожога и других дефектов сварного шва.
- Необходимо увеличить скорость перемещения горелки, поскольку основной материал во время сварки нагревается.
Устранение общих проблем
Если вы столкнетесь с этими типичными проблемами при сварке алюминия методом MIG, рассмотрите следующие шаги для решения проблемы.
Прожог (проплавление) из-за перегрева основного материала
- Увеличьте скорость движения и сделайте швы короче.
- Перемещайтесь по детали, распределяя тепло.
- Используйте более толстый материал, измените конструкцию соединения или переключите процесс сварки на AC TIG.
- Устранение / уменьшение зазоров.

Грязные сварные швы
- Используйте толкающий угол вместо техники перетаскивания.
- Увеличьте напряжение для перехода в режим распыления.
- Используйте соответствующие методы очистки основного металла, например щетку из нержавеющей стали.
- Проверить наличие защитного газа и сплава проволоки.
Неправильные настройки машины
Проволока пригорает обратно к контактному наконечнику во время или в конце сварного шва
- Соблюдайте необходимое расстояние от наконечника до рабочей поверхности.
- Убедитесь, что размер контактного наконечника, ведущие ролики и направляющая горелки соответствуют диаметру используемой проволоки.

Проволока скворечников (груды) перед входной направляющей на пистолете
- Проверьте и отрегулируйте натяжение приводных роликов.
- Убедитесь, что ведущие ролики соответствуют диаметру проволоки.
- При необходимости замените контактный наконечник.
- Проверить регулировку давления на алюминиевой ступице золотникового пистолета.
Обзор самодельных аккумуляторов
Читатели, не знакомые с принципами работы аккумуляторов, могут пожелать ознакомиться с нашим кратким уроком по основам работы с аккумуляторами перед тем, как начать этот урок.
Работа от батареи
Простая батарея требует для работы трех частей: двух электродов, сделанных из разных материалов (обычно металлов), и электролита (обычно жидкость с ионами в растворе), который вступает в реакцию с электродами.
Аккумулятор работает, когда один из электродов (анод) растворяет положительно заряженные ионы в электролите, оставляя после себя избыточные электроны. В результате на аноде остается отрицательный заряд. Если затем соединить провод от анода к другому электроду (катоду), избыточные электроны будут течь по проводу до тех пор, пока они не будут равномерно распределены на двух электродах. Этот поток электронов через провод обеспечивает электрический ток. Со стороны катода поступающие электроны отрываются от катода и реагируют с ионами электролита, освобождая путь для растворения большего количества анода и протекания большего количества электронов к катоду.
В результате на аноде остается отрицательный заряд. Если затем соединить провод от анода к другому электроду (катоду), избыточные электроны будут течь по проводу до тех пор, пока они не будут равномерно распределены на двух электродах. Этот поток электронов через провод обеспечивает электрический ток. Со стороны катода поступающие электроны отрываются от катода и реагируют с ионами электролита, освобождая путь для растворения большего количества анода и протекания большего количества электронов к катоду.
Этот процесс продолжается, пока анод продолжает растворяться, и пока электролит продолжает реагировать с побочными продуктами и нейтрализовать их. В конце концов, либо анод, либо электролит заканчивается (или электроды покрываются мусором от вторичных реакций), и батарея перестает работать.
Материалы и характеристики аккумулятора
Напряжение аккумулятора зависит исключительно от протекающих химических реакций и, следовательно, от выбора материалов.Для высокого напряжения анод должен быть сильно реактивным с электролитом, в то время как катод должен быть как можно менее инертным. Обычные материалы для изготовления самодельных электродов — цинк, алюминий, медь и сталь. Электролит часто представляет собой слабую кислоту (например, лимонную, уксусную или фосфорную) или водный раствор соли. Цинк обычно легче всего растворяется в этих электролитах и лучше всего подходит для материала анода, хотя алюминий также работает при немного более низком напряжении. Медь и нержавеющая сталь являются хорошими катодами и обычно похожи по поведению, а нержавеющая сталь лишь немного менее реактивна по отношению к некоторым кислотам.Среди этих материалов самое высокое напряжение достигается с помощью цинка, нержавеющей стали и фосфорной кислоты, которые могут давать напряжение около 1,2 вольт.
Обычные материалы для изготовления самодельных электродов — цинк, алюминий, медь и сталь. Электролит часто представляет собой слабую кислоту (например, лимонную, уксусную или фосфорную) или водный раствор соли. Цинк обычно легче всего растворяется в этих электролитах и лучше всего подходит для материала анода, хотя алюминий также работает при немного более низком напряжении. Медь и нержавеющая сталь являются хорошими катодами и обычно похожи по поведению, а нержавеющая сталь лишь немного менее реактивна по отношению к некоторым кислотам.Среди этих материалов самое высокое напряжение достигается с помощью цинка, нержавеющей стали и фосфорной кислоты, которые могут давать напряжение около 1,2 вольт.
Максимальный доступный ток батареи предсказать труднее. Это зависит не только от химического состава, но и от размера и близости электродов, а также от концентрации электролита. Более крупные и близкие электроды с более концентрированным электролитом дают более высокие токи.
Емкость аккумулятора определяется размером. Электроды большего размера с большим объемом и концентрацией электролита служат дольше при условии, что электроды не загрязнятся до того, как закончатся основные химические вещества.
Электроды большего размера с большим объемом и концентрацией электролита служат дольше при условии, что электроды не загрязнятся до того, как закончатся основные химические вещества.
В таблицах 1 и 2 перечислены общие источники электродных металлов и электролитов.
| Электрод | источник | ||
|---|---|---|---|
| цинк | оцинкованные или оцинкованные болты или шайбы | ||
| алюминий | банки для напитков, фольга | проволока | |
| нержавеющая сталь | крепежные болты или шайбы, |
| электролит | источник |
|---|---|
| лимонная кислота (C 6 H 8 O 7 ) | лимон, лайм, апельсин, грейпфрут, томатный сок |
| уксус (от 4% до 8% уксусной кислоты), соленые огурцы | |
| фосфорная кислота (H 3 PO 4 ) | некоторые безалкогольные напитки (например, кока-кола), картофель |
| соленая вода | водопроводная вода и поваренная соль (NaCl) |
Рис.
 1: Батарея сделана из алюминиевой полосы от банки для безалкогольных напитков, куска медного заземляющего провода и стакана кока-колы. Выдает 0,75 вольта и максимум около 3 мА.
1: Батарея сделана из алюминиевой полосы от банки для безалкогольных напитков, куска медного заземляющего провода и стакана кока-колы. Выдает 0,75 вольта и максимум около 3 мА. Рис. 2: Три лимонных батарейки, подключенные последовательно со светодиодом. В каждой батарее используется цинковая шайба для анода и пенни для катода. Вместе три батареи вырабатывают чуть более 2,5 вольт и максимум около 0,1 мА.
Рис. 3: Гальваническая куча, сделанная из стопки пенсов, цинковых шайб и бумажных наклеек, пропитанных уксусом.Пачка размещена в пластиковой трубке для монет, которая используется в коллекционерах монет. Двадцать ячеек уложены друг на друга, чтобы вырабатывать 15 вольт и максимальный ток около 0,2 мА.
Рис. 4: В концах трубки просверлены отверстия, чтобы получить доступ к концам батареи. Скрепки вставляются, как показано, для соединения.
примеры самодельных батарей
коксовая батарея
На рисунке 1 показана батарея, состоящая из куска толстого медного заземляющего провода, полосы алюминия от банки с газировкой и стакана с кока-колой. + ⇒ H_2 (газ)} $$
+ ⇒ H_2 (газ)} $$
После того, как батарея проработает некоторое время, на медном катоде могут появиться пузырьки водорода.
лимонная батарейка (и другие продукты)
Электролит не обязательно должен быть в стакане. Сок внутри лимона содержит лимонную кислоту, которая сама по себе обеспечивает хороший электролит. Нарежьте два параллельных ломтика лимона, вставьте пенни в один разрез, а цинковую шайбу в другой, и у вас есть батарея с питанием от лимона, которая обеспечивает около 1,0 вольт. На рисунке 2 показаны три такие батареи, включенные последовательно для питания светодиода.
Другие цитрусовые (лаймы, апельсины, грейпфруты, мандарины, помидоры) тоже подходят. Картофель (содержащий фосфорную кислоту) и соленые огурцы (содержащие в уксусе уксусную кислоту) можно заменить.
простая гальваническая куча
Кусок бумаги или картона, пропитанный уксусом и зажатый между пенни и цинковой шайбой, образует батарею, которая может обеспечить напряжение около 0,5 вольт. При последовательном расположении многих из этих аккумуляторных элементов друг над другом образуется «гальваническая кучка».На рис. 3 показаны 20 из этих аккумуляторных элементов, уложенных друг на друга внутри пластиковой трубки того типа, который используют коллекционеры монет. В торцах корпуса просверлены небольшие отверстия, чтобы обеспечить доступ к концам батареи. Как показывает вольтметр, свая выдает около 15 вольт.
При последовательном расположении многих из этих аккумуляторных элементов друг над другом образуется «гальваническая кучка».На рис. 3 показаны 20 из этих аккумуляторных элементов, уложенных друг на друга внутри пластиковой трубки того типа, который используют коллекционеры монет. В торцах корпуса просверлены небольшие отверстия, чтобы обеспечить доступ к концам батареи. Как показывает вольтметр, свая выдает около 15 вольт.
Еще более компактный аккумулятор можно сделать только из пенсов, без цинковых шайб. В 1982 году состав пенни США изменился с 95% меди с 5% цинка на 97,5% цинка с 2,5% медным покрытием. Взяв пенни, отчеканенный после 1982 года, и отшлифуя медь с одной стороны (для этой операции вам может понадобиться шлифовальный станок), вы можете создать сэндвич из меди и цинка, который идеально подходит для гальванической сваи.- $, которые были удалены на аноде, тем самым сохраняя баланс заряда в этой области. С добавлением соли водяная батарея может работать так же, как и упомянутые выше кислотные батареи.
дополнительные ресурсы
Обеспокоены мнением дяди Сэма об использовании валюты США для научных экспериментов? Прочтите официальное сообщение по этому вопросу на странице https://www.federalregister.gov/articles/2007/04/16/E7-7088/prohibited -…, в котором говорится:
«Регламент включает исключение для лечения. монет 5 и 1 цент для образовательных, развлекательных, новаторских, ювелирных и подобных целей при условии, что обрабатываемые объемы и характер обработки ясно показывают, что такое обращение не предназначено как средство исключительно для получения прибыли от стоимости металлического содержания монет ».
Графитовая алюминиевая батарея — DIY — Indigo Instruments
Графитовые алюминиевые батареи
Прогресс, которого мы ждали?
Быстрая зарядка аккумуляторов с длительным сроком службы для сотовых телефонов, портативных компьютеров, электромобилей и даже солнечных батарей давно желанна. Потребительские товары стали настолько сложными, что даже литиевые батареи сейчас слишком ограничены, и их безопасность и экологичность при утилизации вызывают озабоченность. Алюминий графитовый аккумулятор может все это исправить.
Алюминий графитовый аккумулятор может все это исправить.
Недавнее заявление исследователей из Стэнфордского университета показывает перспективу революционного скачка вперед с дешевыми и доступными материалами. См. «Природа» для полной версии статьи (для полного доступа требуются права пользователя).
В Стэнфордском отчете говорится, что батарея на основе графит-алюминия может обеспечивать сверхбыструю зарядку, огромное количество циклов перезарядки и ее можно относительно безопасно утилизировать. Еще многое предстоит сделать для коммерциализации этой работы, но есть несколько простых материалов, которые позволят любопытным провести некоторые базовые исследования самостоятельно.
Базовая медно-цинковая батарея
Большинство учителей химии и физики знакомы с лимонными или картофельными батареями, такими как полоски медных и цинковых электродов с зажимами из кожи аллигатора, показанные ниже. Эта комбинация производит достаточный ток и напряжение для работы небольших фонарей и электродвигателей.
Медно-цинковые электроды для сборки простой фруктовой или картофельной батареи. Получите комбинированный комплект с 10 проводами электродов, чтобы сделать различные варианты этого.
Алюминиевый графитовый аккумулятор
Очень простое воспроизведение Стэнфордских экспериментов можно сделать с помощью наших углеродных (графитовых) и алюминиевых электродов, как показано ниже.
Алюминиевая батарея графитовая простая; используйте большие пробирки с раствором соли или лимонной кислоты.
Мы попробовали провести параллельное сравнение аккумуляторной батареи медно-цинкового электрода с графитово-алюминиевой. Вместо лимонов мы использовали пробирки, наполненные водой и лимонной кислотой.
Комбинация медь-цинк произвела около 900 мВ, тогда как углерод-алюминий произвел примерно 600 мВ. В этой пробирке также можно использовать уксус вместо лимонной кислоты. Отличие Стэнфордской работы в том, что в качестве электролита использовался солевой раствор. Наша пробирка тоже может это сделать, хотя мы еще не пробовали это сделать.
Наша пробирка тоже может это сделать, хотя мы еще не пробовали это сделать.
Две группы пробирок со штативом, как показано ниже, были соединены таким образом, что 2 «ячейки» расположены последовательно, а две другие — параллельно. Эта установка дает разные значения напряжения и тока. Вы можете подключить множество таких ячеек, чтобы генерировать еще более высокие напряжения и токи.
Многоэлементные химические батареи для пробирок. Примечание: эта версия выше больше не доступна.
Мы будем тестировать варианты этого простого дизайна в дальнейшем сами, но пока есть множество потенциальных экспериментов для дома или в старшей школе, для изучения и научной выставки.Поделитесь с нами вашими мыслями.
- Электроды
- Пробирки (используйте 25 мм или больше)
- Штатив для пробирок
Нежелательная батарея — 2,65 В перезаряжаемый алюминий-ионный аккумулятор: 12 шагов (с изображениями)
Моя первоначальная ячейка на самом деле представляет собой «Вариант: лом алюминиевых трубок и графитовый стержень» далее в этом руководстве. Эта инструкция — моя первая попытка создать плоскую камеру. Ниже приведен список ингредиентов, конструкция и то, что я считаю теорией, лежащей в основе клетки.
Эта инструкция — моя первая попытка создать плоскую камеру. Ниже приведен список ингредиентов, конструкция и то, что я считаю теорией, лежащей в основе клетки.
Самые основные ингредиенты:
Жидкое стекло — силикат натрия — не требует много.
Алюминий
Мочевина
Соль (NaCl)
Бора
Эпсомская соль
Базовый процесс сборки: (рекомендуется вариант с алюминиевой трубкой)
1. Покрасьте алюминиевую поверхность «внутри» водяным стеклом (натрий силикат). Он прореагирует и образует белый гель и темный гель. Во время реакции он будет производить водород и нагреваться.. так что будьте осторожны.
2. Вы можете поместить на него разделитель для бумаги или волнистую бумагу и оставить на 24-48 часов.
3. Смешайте суспензию из мочевины, соли, буры и эпсома в равных частях. Вы также можете добавить небольшое количество водяного стакана, чтобы ослабить его.
4. Нанесите смесь на разделитель бумаги.
5. Вставьте / наложите графитовый электрод. Вы также можете попробовать медь, но я еще не пробовал. Скорее всего, у вас будет чуть более низкое напряжение ~ 2,25 В
6.Элемент должен иметь начальное напряжение около 1,3-1,4 В — я не уверен на 100%, почему … но это дает вам представление о том, что он работает.
7. заряд> 3,5в, разряд через белый светодиод. возможно более высокое напряжение (4–10 В), но при этом образуется газообразный хлор, что является плохой новостью. Насколько я могу судить, это в конечном итоге не влияет на батарею. Он может пузыриться из-за того, что кажется водой с растворенным AlCl. Не стоит прикасаться или глотать.
8. Иногда оставляйте его на ночь без подзарядки.
9. повторить 6/7 — и аккум потихоньку поправится.
10. Ячейку можно переплавить в алюминий, если вы захотите ее переработать … вы можете добавить щелок, чтобы дезактивировать любые соли в электролите.
11. Первые 10 или около того зарядов могут немного разочаровать. Так держать, вы увидите, что постепенно оно улучшается.
Так держать, вы увидите, что постепенно оно улучшается.
Моя рабочая теория:
1. Жидкое стекло (силикат натрия) реагирует с алюминием с образованием (силикат алюминия — родственник глины).Это «белый гель»
2. «Свободный» натрий реагирует с водой с образованием щелока (NaOH).
3. Щелок реагирует с алюминием с образованием гидроксида алюминия (и водорода)
4. Бура (тетраборат натрия) и соль (NaCL) уже содержат ионы натрия, поэтому не вступайте в реакцию
5. Сульфат магния Я добавил, поскольку магний гораздо более активен, чем алюминий, и я считаю, что он может помочь поддерживать электролит. Возможно, в этом нет необходимости.
6. При перезарядке ячейки NaCl превратится в NaOH и хлор.
7. Хлор реагирует с AlOH и Al с образованием AlCl
8. Затем мочевина помогает создать глубокий эвтектический растворитель с AlCl, действующим как наш электролит.
9. Ионы алюминия внедряются в графит, но при разряде соединяются с силикатом алюминия.
10. Я считаю, что силикат алюминия и силикат натрия — это «карусель», которая заставляет процесс работать, и что мы по мере того, как в смеси становится все меньше и меньше воды, мы ищем идеальный баланс, позволяющий батарее работать хорошо.
11. Я не уверен, что бура и эпсом нужны, но по моему опыту они улучшают работу батарей.
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie.Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie.Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или уточнить у системного администратора.
 Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie
потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файлах cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Страница ошибки
Страница ошибки «,» tooltipToggleOffText «:» Переведите переключатель в положение «БЕСПЛАТНАЯ доставка на следующий день»!
«,» tooltipDuration «:» 5 «,» tempUnavailableMessage «:» Скоро вернусь! «,» TempUnavailableTooltipText «:»Мы прилагаем все усилия, чтобы снова начать работу.
- Временно приостановлено в связи с высоким спросом.
- Продолжайте проверять наличие.

0″}, «search»: {«searchUrl»: «/ search /», «enabled»: «false» , «tooltipText»: «
Скажите нам, что вам нужно
«, «tooltipDuration»: 5000, «nudgeTimePeriod»: 10000}}}, «uiConfig»: {«webappPrefix»: «», «artifactId»: «верхний колонтитул -app «,» applicationVersion «:» 20. 0,42 «,» applicationSha «:» b0b214d15367c6464bb2ff184c24c271bef207a1 «,» applicationName «:» верхний колонтитул «,» узел «:» d815415c-e9c9-4199-8103-0ab3abdbf85b «,» cloud «-a13d:» scus-a13 » oneOpsEnv «:» prod-a «,» profile «:» PROD «,» basePath «:» / globalnav «,» origin «:» https://www.walmart.com «,» apiPath «:» / header- нижний колонтитул / электрод / api «,» loggerUrl «:» / заголовок-нижний колонтитул / электрод / api / logger «,» storeFinderApi «: {» storeFinderUrl «:» / store / ajax / primary-flyout «},» searchTypeAheadApi «: { «searchTypeAheadUrl»: «/ search / autocomplete / v1 /», «enableUpdate»: false, «typeaheadApiUrl»: «/ typeahead / v2 / complete», «taSkipProxy»: false}, «emailSignupApi»: {«emailSignupUrl»: » / account / electro / account / api / subscribe «},» feedbackApi «: {» fixedFeedbackSubmitUrl «:» / customer-survey / submit «},» logging «: {» logInterval «: 1000,» isLoggingAPIEnabled «: true,» isQuimbyLoggingFetchEnabled «: true,» isLoggingFetchEnabled «: true,» isLoggingCacheStatsEnabled «: true},» env «:» production «},» envInfo «: {» APP_SHA «:» b0b214d15367c6464c2ff18Beon «:» APP «,» APP0.
0,42 «,» applicationSha «:» b0b214d15367c6464bb2ff184c24c271bef207a1 «,» applicationName «:» верхний колонтитул «,» узел «:» d815415c-e9c9-4199-8103-0ab3abdbf85b «,» cloud «-a13d:» scus-a13 » oneOpsEnv «:» prod-a «,» profile «:» PROD «,» basePath «:» / globalnav «,» origin «:» https://www.walmart.com «,» apiPath «:» / header- нижний колонтитул / электрод / api «,» loggerUrl «:» / заголовок-нижний колонтитул / электрод / api / logger «,» storeFinderApi «: {» storeFinderUrl «:» / store / ajax / primary-flyout «},» searchTypeAheadApi «: { «searchTypeAheadUrl»: «/ search / autocomplete / v1 /», «enableUpdate»: false, «typeaheadApiUrl»: «/ typeahead / v2 / complete», «taSkipProxy»: false}, «emailSignupApi»: {«emailSignupUrl»: » / account / electro / account / api / subscribe «},» feedbackApi «: {» fixedFeedbackSubmitUrl «:» / customer-survey / submit «},» logging «: {» logInterval «: 1000,» isLoggingAPIEnabled «: true,» isQuimbyLoggingFetchEnabled «: true,» isLoggingFetchEnabled «: true,» isLoggingCacheStatsEnabled «: true},» env «:» production «},» envInfo «: {» APP_SHA «:» b0b214d15367c6464c2ff18Beon «:» APP «,» APP0. 42-b0b214 «},» expoCookies «: {}}
42-b0b214 «},» expoCookies «: {}}Укажите местоположение
Введите почтовый индекс или город, штат. Ошибка: введите действительный почтовый индекс или город и штатОбновите местоположение
Хорошие новости — вы все равно можете получить бесплатную двухдневную доставку, бесплатный самовывоз и многое другое.
Продолжить покупкиПопробуйте другой почтовый индекс Новинка! Бесплатная доставка без заказа мин. Ограничения применяются.Ой! Этот товар недоступен или заказан заранее.
Искать в этих категориях похожие результаты:
.