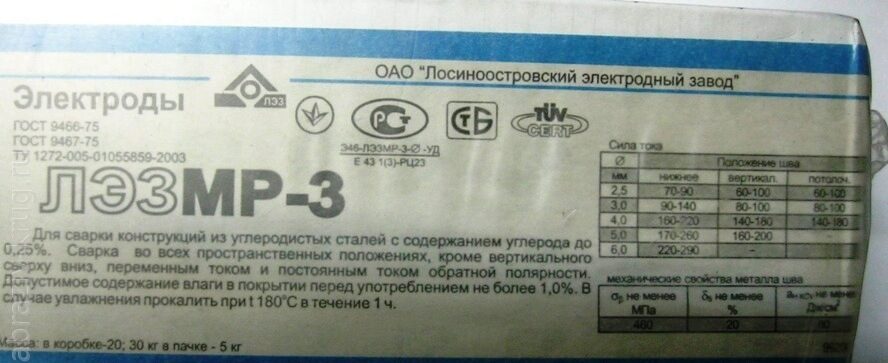
Основные характеристики и свойства электродов для ручной дуговой сварки
Ручная дуговая сварка используется для решения бытовых и профессиональных задач. При этом результат ее применения зависит не только от мастерства сварщика, но и от расходных материалов. В настоящее время насчитываются десятки производителей, которые выпускают различные марки электродов. По ряду признаков их можно разделить на несколько видов.
Как устроен электрод
Электрод представляет собой металлический сердечник, покрытый специальным составом, который называется «обмазкой». В процессе работы сердечник плавится и вместе с металлом изделия формирует шов. Обмазка в это же время сгорает с образованием газа, который необходим для защиты сварочной зоны от вредного влияния воздуха (речь идет прежде всего об отрицательном воздействии на расплавленный металл кислорода и азота).
Ручная дуговая сварка
Какие задачи решает электрод?
В целом электроды решают сразу несколько задач:
- Вещества, которые входят в состав покрытия, характеризуются низкой величиной потенциала ионизации.

- Обмазка электродов не только создает газовое облако во время сгорания, но также участвует в образовании поверх сварного шва слоя шлака. Он выполняет защитную функцию и одновременно снижает скорость охлаждения расплавленного металла. Благодаря этому создаются благоприятные условия для удаления из шва нежелательных примесей или неметаллических включений.
- Важным условием получения качественных швов является отсутствие в них кислорода. Поэтому в состав покрытия электрода входят специальные вещества – раскислители. В процессе сварки они вступают в химическую реакцию с кислородом и «связывают» его.
- Еще одна важная функция – легирование металла шва рядом элементов с целью улучшения его свойств. Для этого в состав электрода входят хром, кремний, марганец, титан и др.

Назначение электродов
Само название «электрод» возникло от двух греческих слов: elektra и hodos.
 Они переводятся как «электричество» и «дорога».
Они переводятся как «электричество» и «дорога».
Виды покрытий электродов
Электродные покрытия могут иметь разный состав. От них зависит стабильность горения дуги, вязкость шлака и расплавленного металла, поведение металла при переходе в сварочную ванну и другие параметры. Насчитывается несколько видов покрытий.
Рутиловое
Основным элементом рутилового покрытия является диоксид титана. При применении таких электродов уменьшается разбрызгивание металла, повышается его текучесть и формируется обильный слой шлака, который затем легко отделяется. Швы получаются ровными, а повторное зажигание дуги заметно облегчается. При этом электроды плохо поддаются сушке и при их использовании высок риск образования пор. Они подходят для работы на постоянном и переменном токе. С помощью рутиловых электродов удобно сваривать низкоуглеродистые стали небольшой толщины.
Целлюлозное
В состав покрытия входит целлюлоза, а также ферросплавы кремния и магния. Покрытие обеспечивает повышенное газообразование при горении дуги и надежную защиту сварочной ванны. В процессе работы формируется небольшое количество быстро твердеющего шлака, что удобно при сварке вертикальных швов. При этом они имеют неэстетичный внешний вид и низкую пластичность. Кроме того, использование целлюлозных электродов сопровождается повышенной разбрызгиваемостью металла. Их применение оптимально при сварке на постоянном токе.
Покрытие обеспечивает повышенное газообразование при горении дуги и надежную защиту сварочной ванны. В процессе работы формируется небольшое количество быстро твердеющего шлака, что удобно при сварке вертикальных швов. При этом они имеют неэстетичный внешний вид и низкую пластичность. Кроме того, использование целлюлозных электродов сопровождается повышенной разбрызгиваемостью металла. Их применение оптимально при сварке на постоянном токе.
Основное
Основными элементами покрытий электродов этого вида являются карбонаты кальция и магния: магнезит, доломит или мрамор. Они обеспечивают механическую прочность, высокую пластичность и химическую чистоту металла шва. Сварочные работы могут выполняться в любых пространственных положениях. Электроды с таким видом покрытия допускается применять при изготовлении ответственных конструкций. При этом швы получаются довольно грубыми, шлак удаляется с трудом, а электрическая дуга отличается неустойчивостью. Электроды с основным покрытием больше подходят для опытных сварщиков.
Кислое
В состав кислого покрытия входят оксиды марганца и железа. Эти элементы обеспечивают стабильность дуги и легкое отделение шлака, но металл в сварочной ванне становится слишком жидким. По этой причине электроды с кислым покрытием подходят для выполнения только горизонтальных швов. При их использовании возможно поддержание высокой скорости работы, но существует риск образования подрезов или трещин. Кроме того, электроды нельзя сушить при высокой температуре, поэтому в них может содержаться влага, ухудшающая качество швов. Дополнительно следует отметить, что кислое покрытие считается наиболее опасными для здоровья. Такие электроды можно использовать на постоянном и переменном токе.
Электроды с разным покрытием
Электроды для разных видов сталей
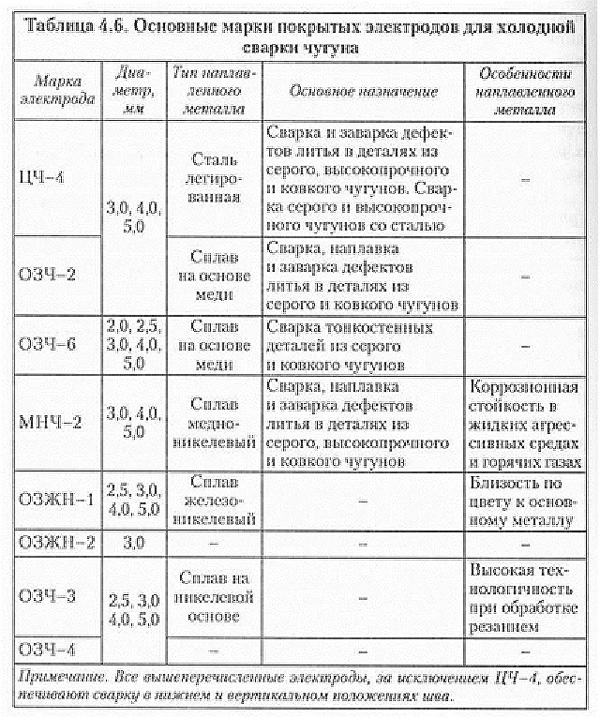
Для получения качественных швов химический состав сердечника электрода должен быть схож с химическим составом свариваемого металла. По этому признаку различают расходные материалы, предназначенные для сваривания углеродистых, легированных, высоколегированных, нержавеющих и жаростойких сталей, а также алюминия и чугуна. Для бытовых нужд чаще всего используются электроды из углеродистых и низколегированных сталей.
По этому признаку различают расходные материалы, предназначенные для сваривания углеродистых, легированных, высоколегированных, нержавеющих и жаростойких сталей, а также алюминия и чугуна. Для бытовых нужд чаще всего используются электроды из углеродистых и низколегированных сталей.
Пространственное положение
Насчитывается пять основных пространственных положений электродов, в которых можно вести сварочные работы:
- Нижнее горизонтальное считается самым удобным и производительным. Его частным случаем является положение «в лодочку».
- Тавровое похоже на нижнее горизонтальное, но требует большего мастерства сварщика. В этом случае возможно образование подрезов на вертикальной поверхности и наплывов на горизонтальной.
- Горизонтальное положение электрода на вертикальной поверхности считается достаточно сложным. Для его применения на практике чаще всего выполняется скос на верхней кромке соединяемых элементов.
- Вертикальные швы могут вариться двумя способами: на подъем или на спуск. В первом случае обеспечивается лучшее качество швов, а во втором – более высокая скорость.
- Потолочное пространственное положение считается самым сложным. Оно не подходит для соединения тонких элементов и используется только при невозможности выполнения сварочных работ другим способом.
 В первом случае обеспечивается лучшее качество швов, а во втором – более высокая скорость.
В первом случае обеспечивается лучшее качество швов, а во втором – более высокая скорость.Производители в обязательном порядке указывают, в каких пространственных положениях с помощью электродов можно вести сварочные работы.
Пространственные положения электрода
Важность шлака
Шлак, образующийся во время ручной дуговой сварки, делится на два вида: «длинный» и «короткий». У первого вязкость при понижении температуры возрастает медленно. По этой причине электроды с покрытиями, образующими «длинные» шлаки, не подходят для сварки в вертикальных и потолочных пространственных положениях. У «коротких» шлаков вязкость возрастает значительно быстрее, поэтому они эффективно препятствуют вытеканию жидкого металла из сварочной ванны. Такой результат дают электроды с основным или рутиловым покрытием.
Такой результат дают электроды с основным или рутиловым покрытием.
Род и полярность тока
Сварочные работы могут выполняться на переменном или постоянном токе. Первый вариант менее желателен. Он приводит к повышенному разбрызгиванию расплавленного металла, а сам шов получается менее аккуратным и качественным. При использовании постоянного тока может применяться прямая и обратная полярность.
Прямая полярность
К положительному полюсу подключается деталь, а к отрицательному – держатель электрода. В этом случае большему нагреву подвергается именно деталь. По этой причине прямая полярность используется при сварке металлов, имеющих высокую температуру плавления или значительную толщину.
Обратная полярность
При применении обратной полярности деталь подключается к отрицательному полюсу, а электрод – к положительному. В этом случае больше нагревается электрод, а работа в целом выполняется в щадящем режиме. Обратная полярность оптимальна для сварки тонколистовых деталей или нержавеющей стали.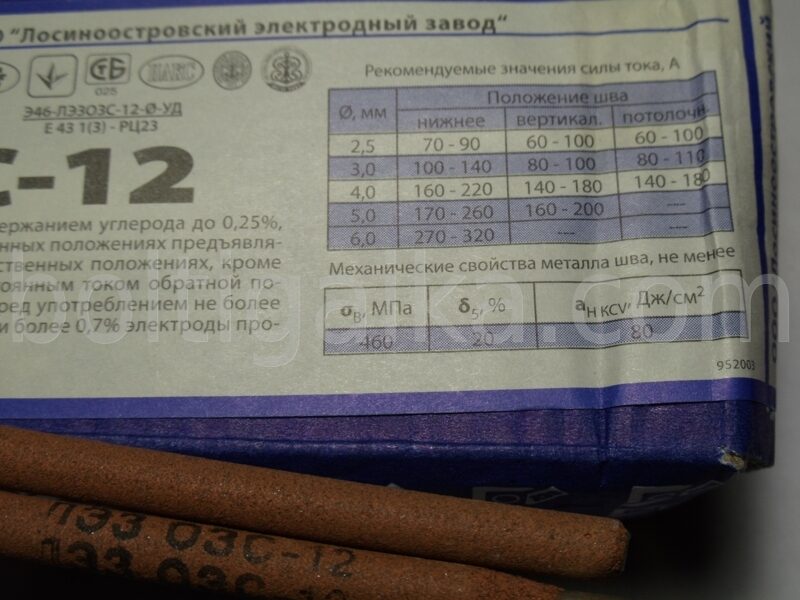
Свойства электродов
Под свойствами электродов подразумеваются три их составляющие:
- Физические свойства покрытия. К ним относятся коэффициенты объемного и линейного расширения, газопроницаемость, плотность, вязкость, теплоемкость, температура затвердевания и плавления.
- Химические свойства покрытия. Под ними подразумевается способность обмазки легировать и раскислять расплавленный металл.
- Механические свойства металла шва. К ним относятся твердость, ударная вязкость, удлинение, пластичность, коррозионная стойкость и твердость.
В каталоге или паспорте для каждой марки электродов производители указывают их наиболее важные характеристики.
Прокалка электродов
Обмазка сварочных электродов способна впитывать влагу из воздуха. В этом случае влажное покрытие горит неравномерно и плохо плавится. В результате затрудняется проведение сварочных работ, а образовавшиеся швы могут иметь дефекты в виде трещин или пор. Для выведения лишней влаги из электродов они подвергаются прокалке при определенной температуре (она указывается в документах на электроды или на упаковке) в специальных печах или в обычной бытовой духовке.
Для выведения лишней влаги из электродов они подвергаются прокалке при определенной температуре (она указывается в документах на электроды или на упаковке) в специальных печах или в обычной бытовой духовке.
Мы рассказали об основных видах электродов. Эта информация поможет вам с большей точностью подобрать необходимую марку для конкретного вида работ и получить качественные швы.
Поделитесь с друзьями:
Характеристики электродов ОЗС-12 | Статьи «Центр Метиз»
Скачать прайс-лист
03.07.20
Сварочные электроды ОЗС-12 позволяют варить углеродистые и низколегированные стали – как конструкционные, так и инструментальные. Они хорошо знакомы и профессиональным сварщикам и тем, кто использует их в быту. Благодаря электродам получают пластичный шов повышенной прочности в особо ответственных конструкциях – трубопроводах и резервуарах, строительных каркасах, в подъемном, котельном, металлургическом и другом оборудовании.
Что означает маркировка электродом ОЗС-12
Аббревиатура ОЗС расшифровывается следующим образом:
- О – опытный;
- З – завод;
- С – строительные;
- 12 – номер марки.
Электроды были разработаны в 70-х годах в Институте электросварки – подразделении Академии наук Украинской ССР. Целью специалистов было создание изделий, не уступающих по своим характеристикам стержням с покрытием основного типа, но при этом превосходящих их в отношении экологичности. Задача была успешно решена, после проведения многочисленных испытаний с конца 70-х электроды стали активно использоваться в советской промышленности и в быту.
Электроды ОЗС-12 – описание
Электроды для сварки ОЗС-12 получают из углеродистой проволоки Св-08 и Св-08А (повышенной чистоты относительно серы и фосфора). На стержни наносится толстый слой обмазки, в составе которого 92–95% рутила – природного минерала в виде диоксида титана (TiO2). Он выполняет сразу несколько важных функций:
- обеспечивает хорошее зажигание и стабильное горение дуги;
- выделяет шлаки, защищающие сварочную ванну от воздействия атмосферы;
- химически связывает окислы металла, препятствуя его окислению в области шва.
Те же защитные, а также легирующие функции выполняют содержащиеся в обмазке ферриты – такие, как ферромарганец. Карбонаты (например, СаСО3) способствуют образованию защитного газа вокруг ванны и, как и рутил, стабилизируют горение электродуги.
Двуокись титана обладает еще одним незаменимым для сварки свойством. Благодаря высокой химической инертности материала в процессе работ выделение вредных для здоровья и экологии газов сведено к минимуму.
Технические характеристики электродов ОЗС-12
- Временное сопротивление металла шва разрыву – 490 МПа.
- Предел текучести – 420 МПа.
- Относительное удлинение – 22%.
- Ударная вязкость (при t=20°C) – 137 Дж/см2.
- Коэффициент наплавки – не менее 8,5 г/А·ч.
- Производительность (при d 4 мм) – 1,2 кг/ч.
- Расход на 1 кг наплавленного металла – 1,7 кг.
Особенности сварки
Допустимое содержание влаги в покрытии – не более 0,7%. Превышение показателей может привести к наводороживанию металла шва и потере необходимой ударной вязкости и пластичности. Поэтому перед сваркой стержни прокаливают в течение получаса при температуре 150–180 °C.
Превышение показателей может привести к наводороживанию металла шва и потере необходимой ударной вязкости и пластичности. Поэтому перед сваркой стержни прокаливают в течение получаса при температуре 150–180 °C.
- Сваривать детали можно как на средней, как и на удлиненной дуге, не опасаясь образования пор в металле шва.
- Шов на детали может занимать любое пространственное положение, включая вертикальное на спуск.
- Допустима сварка как трансформатором (переменный ток), так и инвертором (постоянный обратной полярности).
Электроды ОЗС-12 чувствительны к высоким температурам – при прокалке нужно строго соблюдать рекомендуемые выше значения, чтобы не испортить покрытие. То же относится к режиму сварки: если сила тока превышает рекомендуемую, в металле соединения могут образоваться поры.
Преимущества электродов ОЗС-12
Благодаря нескольким важным плюсам, электроды для сварки ОЗС-12 считаются одними из самых универсальных. Перечислим основные достоинства.
- Рутиловое покрытие обеспечивает минимальное выделение токсичных веществ при выполнении работ.
- Благодаря обмазке (TiO2 – хороший проводник) легкий первый и повторный поджиг, устойчиво горит электродуга.
- Сварку можно выполнять током любого рода и в любом пространственном положении, что позволяет монтировать сложные конструкции непосредственно на стройплощадке.
- Даже при наличии окалины или следов окисления на участке соединения в металле получаемого шва не образуются поры.
- Сваривать детали можно электродами с малым диаметром при низких и предельно низких токах – компактным инвертором или трансформатором от бытовой сети.
- Помимо стыковых соединений, электроды отлично справляются и с тавровыми, позволяя получить аккуратный вогнутый шов; также ими легко устанавливать прихватки.
Металл получаемого соединения демонстрирует высокую стойкость к усталости в условиях постоянных нагрузок в области сварного шва. В этом отношении марка ОЗС-12 превосходит многие электроды с основным и кислым покрытием аналогичного назначения.
В этом отношении марка ОЗС-12 превосходит многие электроды с основным и кислым покрытием аналогичного назначения.
Области использования
Электроды ОЗС-12 используется для сварки ответственных конструкций, рассчитанных на высокие нагрузки.
- Трубопроводы в нефтяной, нефтехимической, газовой отраслях и в коммунальном хозяйстве.
- Газгольдеры, резервуары на нефтехранилищах.
- Котельное оборудование.
- Подъемно-транспортные машины и устройства (конвейеры, краны, лифты, лебедки, тали и т. д.).
Особенно эффективны изделия этой марки при монтаже строительных конструкций: они обеспечивают качественную сварку тавровых соединений.
Известные производители
На российском рынке представлена электроды как отечественного, так и зарубежного производства. Выпускаются ОЗС-12 по ГОСТ 9466-75, 9467-75.
В течение многих лет электроды этой марки производит Магнитогорский электродный завод, основанный в 1949 г. Изделия МЭЗ сертифицированы Национальным агентством контроля сварки, Российским речным Регистром, аттестованы с допуском для сварки различных групп технических устройств опасных производственных объектов.
Под маркой «ТИГАРБО» с 1999 года их выпускает расположенный в городе Каменск-Шахтинский завод «КОМС-Экспорт» (Ростовская область). Под брендом «МОНОЛИТ» они производятся Светлогорским заводом сварочных электродов (СЗСЭ, Республика Беларусь).
Также в ряду производителей электродов: старейшее московское профильное предприятие – завод «Спецэлектрод», ООО «Ярославское электродно-метизное производство» (бренд ЯрЭЛ), шведский концерн ESAB, имеющий сегодня несколько производственных площадок и в России, другие российские и зарубежные компании.
< Вернуться к списку статей
Правильный выбор электродного материала как ключ к созданию электрохимических сенсоров — характеристики углеродных материалов и прозрачных проводящих оксидов (ТСО)
. 2021 22 августа; 14 (16): 4743.
дои: 10.3390/ma14164743.
Анна Чирока 1 , Дорота Зажечанска 1 , Анна Вцисло 1
принадлежность
- 1 Кафедра аналитической химии, Химический факультет, Гданьский университет, ул. Wita Stwosza 63, 80-308 Гданьск, Польша.
 Wita Stwosza 63, 80-308 Гданьск, Польша.
Wita Stwosza 63, 80-308 Гданьск, Польша.- PMID: 34443265
- PMCID: PMC8400331
- DOI: 10.3390/ma14164743
Бесплатная статья ЧВК
Анна Чирока и соавт. Материалы (Базель). .
Бесплатная статья ЧВК
. 2021 22 августа; 14 (16): 4743.
дои: 10.3390/ma14164743.
Авторы
Анна Чирока 1 , Дорота Зажечанска 1 , Анна Вцисло 1
принадлежность
- 1 Кафедра аналитической химии, Химический факультет, Гданьский университет, ул. Wita Stwosza 63, 80-308 Гданьск, Польша.
 Wita Stwosza 63, 80-308 Гданьск, Польша.
Wita Stwosza 63, 80-308 Гданьск, Польша.- PMID: 34443265
- PMCID: PMC8400331
- DOI: 10.3390/ma14164743
Абстрактный
Поиск новых электродных материалов стал одной из задач современной электрохимии. Получение электродов с оптимальными свойствами дает продукт с широким потенциалом применения, как в аналитике, так и в различных отраслях промышленности. Целью данного исследования был выбор из представленных электродных материалов (углеродных и оксидных) того, параметры которого будут оптимальными в контексте их использования для создания сенсоров. Методы электрохимической импедансной спектроскопии и циклической вольтамперометрии использовались для определения электрохимических свойств материалов. С другой стороны, такие свойства, как гидрофильность/гидрофобность и их топологическая структура, определялись с помощью измерения краевого угла и конфокальной микроскопии соответственно. На основе исследований, проведенных на широкой группе электродных материалов, было установлено, что прозрачные проводящие оксиды типа FTO (оксид олова, легированный фтором) обладают оптимальными электрохимическими параметрами и предлагают большие возможности модификации. Эти электроды характеризуются широким диапазоном работы и высокой химической стойкостью. Кроме того, наличие прозрачного оксидного слоя позволяет сохранить ценные оптоэлектронные свойства. Важной особенностью является также высокая чувствительность этих электродов по сравнению с другими испытанными материалами. Сочетание этих свойств определило выбор электродов FTO для дальнейших исследований.
С другой стороны, такие свойства, как гидрофильность/гидрофобность и их топологическая структура, определялись с помощью измерения краевого угла и конфокальной микроскопии соответственно. На основе исследований, проведенных на широкой группе электродных материалов, было установлено, что прозрачные проводящие оксиды типа FTO (оксид олова, легированный фтором) обладают оптимальными электрохимическими параметрами и предлагают большие возможности модификации. Эти электроды характеризуются широким диапазоном работы и высокой химической стойкостью. Кроме того, наличие прозрачного оксидного слоя позволяет сохранить ценные оптоэлектронные свойства. Важной особенностью является также высокая чувствительность этих электродов по сравнению с другими испытанными материалами. Сочетание этих свойств определило выбор электродов FTO для дальнейших исследований.
Ключевые слова: электроды ФТО; угольные электроды; проводящие материалы; контактный угол; электрохимические измерения.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 1
Схематическое изображение ассортимента…
Рисунок 1
Схематическое изображение диапазона электрохимической стабильности тестируемой группы…
фигура 1Схематическое изображение диапазона электрохимической стабильности тестируемой группы электродов в 0,5 М Na 2 SO 4 вместе с обозначенной областью, в которой происходит электролиз воды (серое поле).
Рисунок 2
Сравнение циклических вольтамперограмм…
Рисунок 2
Сравнение циклических вольтамперограмм эталонных окислительно-восстановительных систем (Fe(CN) 6 ) 3-/4-…
фигура 2 Сравнение циклических вольтамперограмм эталонных окислительно-восстановительных систем (Fe(CN) 6 ) 3–/4– и H 2 Q/Q в водном растворе Na 2 SO 4 (0,5 М) зарегистрированы на следующих электродах: стеклоуглерод (СУ), легированный бором алмаз на силиконе (Si/BDD), углеродные наностенки на силиконе (Si/CNW) и легированный фтором оксид олова (FTO). Скорость сканирования: 0,1 против -1 .
Скорость сканирования: 0,1 против -1 .
Рисунок 3
Сравнение циклических вольтамперограмм…
Рисунок 3
Сравнение циклических вольтамперограмм модельной окислительно-восстановительной системы (Fe(CN) 6 ) 3…
Рисунок 3Сравнение циклических вольтамперограмм модельной окислительно-восстановительной системы (Fe(CN) 6 ) 3 −/4 − (5 мМ) в водном растворе Na 2 SO 4 ), зарегистрированных на электродах B-NCD на кремниевой и стеклянной подложке с различным соотношением (B)/(C).
Рисунок 4
Фотографии измерения контактного угла…
Рисунок 4
Фотографии измерения контактного угла (WCA) электродных материалов ( a ) GC,…
Рисунок 4 Фотографии измерения контактного угла (WCA) электродных материалов ( a ) GC, Si/BDD, Si/CNW и FTO; ( b ) легированные бором наноалмазы (B-NCD) на стеклянных и кремниевых подложках с различными соотношениями (B)/(C).
Рисунок 5
График свободной поверхностной энергии (SFE)…
Рисунок 5
График свободной поверхностной энергии (SFE) и краевые углы испытанных проводящих материалов: (…
Рисунок 5График свободной поверхностной энергии (SFE) и краевые углы испытанных проводящих материалов: ( a ) GC, Si/BDD, Si/CNW, Si/B-NCD-10k, Glass/B-NCD-10k и FTO; ( b ) легированные бором наноалмазы (B-NCD) на стеклянных и кремниевых подложках с различными соотношениями (B)/(C); γ S -SFE, γ D : дисперсная часть, γ P : полярная часть и WCA: краевой угол смачивания водой.
Рисунок 6
График контакта с водой…
Рисунок 6
График контактного угла воды (WCA) и обратимости окислительно-восстановительного процесса…
Рисунок 6 График краевого угла смачивания водой (WCA) и обратимости окислительно-восстановительного процесса для (Fe(CN) 6 ) 3 −/4 − пары (ΔE) от типа электрода: ( a ) GC, Si/BDD, Si/CNW, Si/B-NCD-10k, Glass/B-NCD-10k и FTO; ( b ) из разных уровней легирования электродов B-NCD на стеклянной и кремниевой подложке.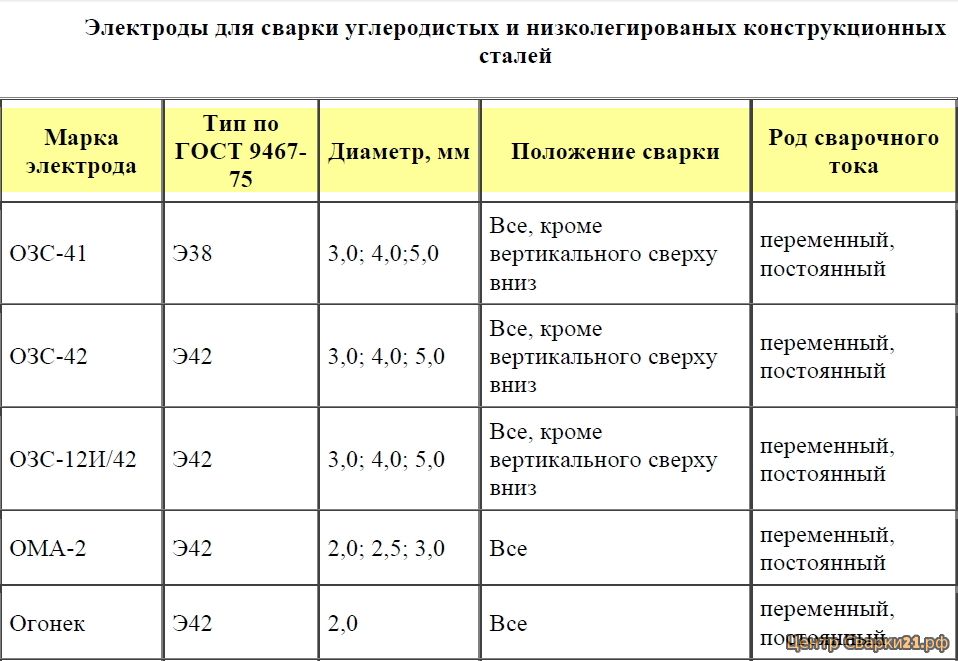
Рисунок 7
Конфокальный лазерный микроскоп Keyence VK-X1000…
Рисунок 7
Конфокальный лазерный микроскоп Keyence VK-X1000 фотографии поверхности электродных материалов: GC,…
Рисунок 7Конфокальный лазерный микроскоп Keyence VK-X1000 фотографии поверхности электродных материалов: GC, Si/CNW и FTO.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Функционализация поверхности образцов оксида олова, легированного фтором, посредством электрохимической прививки.
Ламберти Ф., Аньоли С., Бриго Л., Граноцци Г.
, Джомо М., Эльвассор Н.
Ламберти Ф. и др.
Интерфейсы приложений ACS. 2013 26 декабря; 5 (24): 12887-94. doi: 10.1021/am403292x. Epub 2013 5 декабря.
Интерфейсы приложений ACS. 2013.
PMID: 24171474Электрохимическое поведение электродов из углеродной пасты, обогащенных наночастицами оксида олова, с помощью вольтамперометрии и спектроскопии электрохимического импеданса.
Мути М., Эрдем А., Калискан А., Синаг А., Юмак Т. Мути М. и др. Коллоиды Surf B Биоинтерфейсы. 2011 авг. 1;86(1):154-7. doi: 10.1016/j.colsurfb.2011.03.034. Epub 2011 2 апр. Коллоиды Surf B Биоинтерфейсы. 2011. PMID: 21530186
Периодический макропористый нанокристаллический электрод из оксида олова, легированный сурьмой.
Арсено Э.
, Сохейлния Н., Озин Г.А.
Арсено Э. и др.
АКС Нано. 2011 г., 26 апреля; 5(4):2984-8. doi: 10.1021/nn2000492. Epub 2011 17 марта.
АКС Нано. 2011.
PMID: 21391718Развитие исследований прозрачных электродных материалов с многослойной структурой.
Цинь Л.Х., Ян Ю.К., Ю.Г., Чжан З.И., Жама Т., Сунь Х. Цинь Л.Х. и др. Материалы (Базель). 2021 23 июля; 14 (15): 4097. дои: 10.3390/ma14154097. Материалы (Базель). 2021. PMID: 34361291 Бесплатная статья ЧВК. Обзор.
Углеродные нанотрубки и биоинспирированные электрохимические актуаторы на основе графена.
Конг Л., Чен В. Конг Л. и др. Adv Mater. 2014 фев; 26 (7): 1025-43. doi: 10.1002/adma.201303432. Epub 2013 12 декабря. Adv Mater. 2014.
PMID: 24338697
Обзор.
 , Джомо М., Эльвассор Н.
Ламберти Ф. и др.
Интерфейсы приложений ACS. 2013 26 декабря; 5 (24): 12887-94. doi: 10.1021/am403292x. Epub 2013 5 декабря.
Интерфейсы приложений ACS. 2013.
PMID: 24171474
, Джомо М., Эльвассор Н.
Ламберти Ф. и др.
Интерфейсы приложений ACS. 2013 26 декабря; 5 (24): 12887-94. doi: 10.1021/am403292x. Epub 2013 5 декабря.
Интерфейсы приложений ACS. 2013.
PMID: 24171474 , Сохейлния Н., Озин Г.А.
Арсено Э. и др.
АКС Нано. 2011 г., 26 апреля; 5(4):2984-8. doi: 10.1021/nn2000492. Epub 2011 17 марта.
АКС Нано. 2011.
PMID: 21391718
, Сохейлния Н., Озин Г.А.
Арсено Э. и др.
АКС Нано. 2011 г., 26 апреля; 5(4):2984-8. doi: 10.1021/nn2000492. Epub 2011 17 марта.
АКС Нано. 2011.
PMID: 21391718 PMID: 24338697
Обзор.
PMID: 24338697
Обзор.Посмотреть все похожие статьи
Цитируется
Высокоплотный и монодисперсный электрохимический синтез наночастиц золота с использованием свойств алмазных электродов, легированных бором.
Такемура К., Ивасаки В., Морита Н., Омагари С. Такемура К. и др. Наноматериалы (Базель). 2022 19 мая; 12 (10): 1741. дои: 10.3390/нано12101741. Наноматериалы (Базель). 2022. PMID: 35630964 Бесплатная статья ЧВК.
использованная литература
- Ван дер Линден В., Дикер Дж. Стеклоуглерод как электродный материал в электроаналитической химии. Анальный. Чим. Акта. 1980; 119:1–24. doi: 10.1016/S0003-2670(00)00025-8. — DOI
- Песин Л. А. Обзор структуры и свойств стеклообразного углерода. Дж. Матер. науч. 2002; 37:1–28. дои: 10.1023/A:1013100920130.
—
DOI
- Песин Л.
- МакКрири Р.Л. Усовершенствованные углеродные электродные материалы для молекулярной электрохимии. хим. 2008; 108:2646–2687. doi: 10.1021/cr068076m. — DOI — пабмед
- Таджик С., Бейтоллахи Х. Чувствительный хлорпромазиновый вольтамперометрический датчик на основе стеклоуглеродного электрода, модифицированного оксидом графена. Анальный. Биоанал. хим. Рез. 2019;6:171–182. doi: 10.22036/abcr.2018.89229.1154.
—
DOI
- Таджик С., Бейтоллахи Х.
- Масикини М., Гика М.Э., Бейкер П., Ивуоха Э., Бретт С.М.А. Электрохимический сенсор на основе стеклоуглеродного электрода, модифицированного многостенными углеродными нанотрубками/золотыми наночастицами, для обнаружения эстрадиола в пробах окружающей среды. Электроанализ. 2019; 31:1925–1933. doi: 10.1002/elan.201
- 0. — DOI
 А. Обзор структуры и свойств стеклообразного углерода. Дж. Матер. науч. 2002; 37:1–28. дои: 10.1023/A:1013100920130.
—
DOI
А. Обзор структуры и свойств стеклообразного углерода. Дж. Матер. науч. 2002; 37:1–28. дои: 10.1023/A:1013100920130.
—
DOI Чувствительный хлорпромазиновый вольтамперометрический датчик на основе стеклоуглеродного электрода, модифицированного оксидом графена. Анальный. Биоанал. хим. Рез. 2019;6:171–182. doi: 10.22036/abcr.2018.89229.1154.
—
DOI
Чувствительный хлорпромазиновый вольтамперометрический датчик на основе стеклоуглеродного электрода, модифицированного оксидом графена. Анальный. Биоанал. хим. Рез. 2019;6:171–182. doi: 10.22036/abcr.2018.89229.1154.
—
DOIЦиклические характеристики электрохимически активированных пористых углеродных электродов суперконденсаторов с высокой плотностью энергии в водных электролитах
Циклические характеристики электрохимически активированных пористых углеродных электродов суперконденсаторов с высокой плотностью энергии в водных электролитах
Бен Ся, и Мун Сек Ким, и Карло Карраро и а также Ройя Мабудян* a
Принадлежности автора
* Соответствующие авторы
и Кафедра химической и биомолекулярной инженерии, Калифорнийский университет в Беркли, Беркли, Калифорния, США
Электронная почта: maboudia@berkeley. edu
edu
Аннотация
Углеродные суперконденсаторы обычно имеют низкую плотность энергии, но более длительный срок службы по сравнению с батареями. Функционализация поверхности может значительно увеличить накопление заряда за счет обратимых фарадеевских реакций на границе раздела электрод/электролит, явление, известное как псевдоемкость. Однако псевдоемкостные реакции, если они не являются полностью обратимыми, могут способствовать снижению производительности при циклировании. В этом письме мы описываем процедуру электрохимической активации пористого углерода, синтезированного посредством пиролиза фоторезиста , который дает высокую удельную емкость и плотность энергии ~ 250 Ф см -3 и 35 мВт ч см -3 . Мы также продемонстрировали, что выбор водного электролита оказывает значительное влияние как на общую емкость, так и на срок службы, путем сравнения электролитов KCl и H 2 SO 4 .