марки, какие лучше, маркировка, особенности постоянки
 Сварка постоянным током имеет больший спектр применения, нежели соединение с использование переменного напряжения. Это обусловлено несколькими неоспоримыми преимуществами данного вида сваривания. Поэтому электроды для сварки постоянным током являются более востребованными. Именно постоянные материалы мы рассмотрим в статье.
Сварка постоянным током имеет больший спектр применения, нежели соединение с использование переменного напряжения. Это обусловлено несколькими неоспоримыми преимуществами данного вида сваривания. Поэтому электроды для сварки постоянным током являются более востребованными. Именно постоянные материалы мы рассмотрим в статье.
Следует отметить, что не все оборудование имеет возможность давать постоянное напряжение. Если мастер сварочного дела располагает трансформатором без выпрямителя или генератором переменного тока, то необходимо использовать расходники для переменного тока.
Особенности сварки постоянным током
Сварочный процесс с применением постоянного напряжения имеет ряд отличительных свойств. Некоторые характеристики можно рассмотреть как достоинства, другие в качестве недостатков.
Плюсы:

- практически полное отсутствие разбрызгивания металла обеспечивает сокращение издержек электродов;
- постоянка делает работу сварщика проще;
- высокая производительность и эффективность труда;
- устойчивость и стабильность дуги даже при воздействии негативных влияний: порывы ветра, колебания напряжения и другие;
- качественный и аккуратный шов;
- возможность соединения изделий из тонкого металла;
- отсутствие непровариваемых участков.
Минусы:
- сваривание с применением постоянного тока осуществляется при помощи инверторных аппаратов. Данное
- “магнитное дутье” создает проблемы с нестабильной дугой в сложных местах (напр. углах).
Прямая или обратная полярность
Нужно знать сварщику! Соединение металлов постоянным током можно проводить двумя режимами: с прямой и обратной полярностью. Первый режим: к электроду подключается минус, а к металлическому изделию – плюс. При сваривании обратной полярности наоборот: к электроду- плюс, к заготовке – минус.
Сварочные работы прямой полярностью образуют на кончике электрода катодное пятно, обратной – анодное. В районе анодного пятна температура доходит до 3900°С, в районе катодного – до 3200°С.
Поэтому напряжение обратной полярности лучше применять при сваривании толстостенных изделий и в тех случаях, когда требуется высокая температура.
 Ток прямой полярности используется для работы со следующими материалами:
Ток прямой полярности используется для работы со следующими материалами:
- конструкции из тонколистовой стали;
- легкоплавкие металлы;
- чувствительные к перегреву стали: нержавеющие, легированные и высокоуглеродистые.
Особенности сварки при обратной полярности:
- большое разбрызгивание и высокий коэффициент проплавления обусловлены тем, что металл от материалов переносится в сварочную ванну большими каплями;
- электрическая дуга отличается нестабильностью;
- правильный нагрев изделия;
- некоторые сварочные материалы показывают увеличение коэффициента наплавки;
- сварочный шов имеет нестандартный состав материала: отсутствие углерода, большое количество кремния и марганца.
- меньший нагрев стержня позволяет специалисту использовать токи с более высоким значением.
Особенности соединения при обратной полярности:
- необходимость снижения потенциала тока для уменьшения температуры изделия;
- рекомендуется осуществлять сваривание прерывистым швом;
- очень тонкие детали свариваются с периодическим прерыванием дуги;
- при соединении внахлест, заготовки должны герметично прижиматься друг к другу. Несоблюдение данного условия может привести к прожиганию верхней детали.
- стыковочное соединение должно проводиться с минимальным зазором или, лучше всего, вообще без зазора;
- при сварки тонких изделий с неровными кромками следует укладывать под стык медную или стальную пластину. Подобный вспомогательный слой будет забирать часть тепла от сварочного процесса;
- можно провести отбортовку соединяемых кромок, угол – 90°.
Полезное видео
Посмотрите ролик, где наглядно разъясняется разница использования полярностей.
[ads-pc-2][ads-mob-2]
Маркировка электродов для постоянного тока
Различные типы сварочных материалов имеют собственную маркировку. Маркировка содержит основную информацию об электроде. Формат данных сведений включает 12 цифровых комбинаций, каждая из которых имеет собственное значение. Основной особенностью маркировок расходников для постоянного тока является цифра “0”, расположенная в конце записи. Именно она указывает, что определенная марка рассчитана только на постоянный ток.

Цифра “0” в строке “E 513 B20” обозначает, что данные электроды используются для сварки постоянным током обратной полярности.
Как выбрать
Как выбрать электроды постоянного тока. На рынке сварочных материалов представлено большое количество производителей и поставщиков электродов. Далее мы рассмотрим факторы, с помощью которых можно определить какие электроды лучше для постоянного тока.
При выборе расходников, в первую очередь, необходимо обращать внимание на бренд сварочных материалов. С положительной точки зрения себя зарекомендовали следующие торговые марки: ESAB, ЛЭЗ, Ресанта, Lincoln Electric, Kobelco. Узнать, какие самые популярные, можно, посмотрев результаты опроса в рейтинге.
Следующие составляющие определяются в соответствии с поставленной задачей.

Также необходимо учесть специфику сварки: бытовая, производственная или промышленная.
Нужно определить следующие параметры:
Важное значение играет покрытие сварочных материалов. Начинающим и неопытным мастерам лучше применять электроды с рутиловой обмазкой. Однако, такой тип покрытия не подойдет для соединения ответственных конструкций.
Ознакомившись с вышеперечисленными характеристиками, без особого труда можно определить какие лучше выбрать электроды для постоянного напряжения.
Лучшие марки
Рассмотрим лучшие марки электродов постоянного тока по мнению сварщиков.

Сварочные электроды «УОНИ-13/55» в упаковке.
1. Электроды УОНИ-13/55 являются одними из самых востребованных сварочных материалов для постоянного напряжения. Применяются для соединения ответственных деталей и конструкций из низколегированных и углеродистых сталей.
Достоинства: сварной шов обладает достаточной пластичностью и ударной вязкостью; покрытие электродов обеспечивает низкое содержание в металле шва газов и различных нежелательных примесей; проволока Св-08 или Св-08А, являющаяся базовым материалом для стержня, гарантирует долговечность шва; легкий поджиг дуги.
2. УОНИ-13/45 предназначены для сварки углеродистых и низколегированных сталей. Преимущества: стойкость сварного шва к образованию горячих и холодных трещин; пластичность и хорошая ударная вязкость соединения; высокая герметичность позволяет заваривать данными электродами емкости, эксплуатирующиеся под давлением; швы менее склонны к старению по сравнению со швами, выполненными материалами других марок.
3. ОЗЛ-6 – электроды, используемые для сварки жаропрочных сталей. Достоинства: шов не подвержен образованию пор и трещин, а также воздействию коррозии; металл шва обладает жаростойкостью; данная марка подходит для работы с металлами разных структур.
[ads-pc-3][ads-mob-3]4. ОЗС-12 применяются для сварки низколегированных и углеродистых сталей. Плюсы использования данной марки: сварочный процесс можно проводить во всех положениях; возможно сваривание кромок с небольшим содержанием ржавчины; сварной шов характеризуется прочностью и долговечностью; устойчивая дуга; во время работ практическим не выделяются токсичные вещества.
5. ЦЛ-11 предназначены для сваривания коррозионностойких и хромоникелевых сталей. Преимущества: сварное соединение отличается повышенной стойкостью к коррозии; малое разбрызгивание; устойчивая дуга; шлак отделяется на удовлетворительном уровне.
6. АНО-21 используются для работы с углеродистыми и низколегированными сталями. Данная марка пользуется особым спросом у профессионалов и у начинающих мастеров. Обусловлено это несколькими причинами: стабильность, мягкость и легкая зажигаемость дуги; малое разбрызгивание металла; металл шва имеет мелкочешуйчатую структуру.
7. LB-52U используются для сваривания углеродистых и низколегированных сталей. Достоинства: высокая производительность; стабильная дуга; минимальное разбрызгивание; сварка может проводится в любом пространственном положении; высокая стойкость к образованию трещин.

8. МР-3 для работы с ответственными элементами из углеродистых и низколегированных сталей. Преимущества: высокая стойкость шва к образованию горячих трещин и пор; стабильная и мощная сварочная дуга; разбрызгивание металла находится на минимальном уровне; шлаковая корка легко отделяется.
9. ОЗЧ-2 – электроды, предназначенные для сварки и наплавки чугуна. Плюсы: универсальность данной марки; простота использования; устойчивое горение дуги; низкий уровень разбрызгивания; сварной шов характеризуется пластичностью, которая препятствует появлению трещин; легкая отделяемость шлака.
Больше информации:
Марки электродов отобраны по полярностям и дано больше информации по сварочному току на этой странице:
Где купить электроды для постоянного тока.
всё, что вам нужно знать
Для чего необходима маркировка? Что означает цифра или буква в маркировке электродов? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.
Но сначала определение. Маркировка сварочных электродов — это набор цифр и букв, шифрующих информацию о различных характеристиках стержня. Каждой букве или цифре соответствует своя информация. Маркировка и зашифрованные в ней характеристики влияют на подбор комплектующих, будь то электроды для переменного тока или электроды для постоянного тока. Сами электроды делятся по многим признакам, о которых мы поговорим далее, и по ходу дела будем объяснять маркировку.
Содержание статьи
Тип и маркировка

Первый набор букв и цифр, который вы видите на упаковке электродов, обозначается тип стержня. На примере выше указана маркировка Э50А. Такие стержни подходят для сварки низколегированной и легированной прочной стали. Сама маркировка электродов для сварки состоит из следующих символов:
- Буква Э. Ею помечают электроды, предназначенные для ручной дуговой сварки.
- Цифра (в данном случае «50»). Это предел прочности, иногда пишется «50 кгс на квадратный миллиметр или /мм2».
- Буква А. Она обозначает, что шов пластичный и обладает повышенной ударной вязкостью.
Как видите, на данном этапе условное обозначение электродов для сварки очень простое, достаточно запомнить (или выписать на листок), что значит каждая буква и цифра.
Теперь поговорим о существующих типах электродов. Постарайтесь так же запомнить их или выписать, поскольку это облегчит вашу дальнейшую работу. Итак, для сварки низколегированной или углеродистой стали нам подойдут следующие типы стержней: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85, Э100, Э125, Э150. Не забывайте, что цифра после буквы «Э» обозначает предел прочности, чем сталь прочнее, тем выше должна быть цифра.
Если нужно сварить теплоустойчивую сталь, то подойдут следующие электроды: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для работы с высоколегированной сталью, обладающей особыми свойствами, производители предлагают более сорока типов электродов, но вот наиболее популярные из них: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ. Если нужно наплавить поверхностный слой, обладающий особыми свойствами, то используйте электроды Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ (также существует еще 38 типов).
Что ж, типов много, но это только начало. Помимо всего прочего, электроды делятся по другим признакам. Каким?
По марке

Следующий набор букв и цифр — это марка электрода (не путайте с понятием маркировка). Марка может быть установлена ГОСТом или запатентована производителем (как в случае с электродами ESAB и их маркой «ОК»). При этом стержню могут соответствовать сразу несколько марок. Это обширная тема, поэтому мы посвятили ей отдельную статью.
По диаметру

Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению

Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный. Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л». Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия

Следующее обозначение — толщина покрытия или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов

Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.

Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
По типу покрытия

Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» (рутиловое) и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
По пространственному положению

Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме вертикального, обозначается цифрой «2». Также есть цифра «1» (полностью универсальный), «3» (для работы горизонтально на вертикальной плоскости) и «4» (для нижних угловых соединений). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока

Иногда этой маркировки нет, но мы добавили ее в свой пример. Это цифра «0», она означает, что такими электродами можно работать только на постоянном токе, установив обратную полярность.
Особые маркировки

Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.
Пример расшифровки

Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности).
2: Марка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно. Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки электродов только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Вместо заключения
Теперь вы знаете, что обозначает в маркировке типов электродов буква и цифра. Новичкам маркировка электродов для сварки часто кажется чем-то запутанным и непонятным, но надеемся, что смогли подробно все объяснить. С маркировкой выбор электродов для ручной дуговой сварки значительно упрощается. Увидев одно лишь название вы сходу узнаете все характеристики электрода. Оставляйте свои комментарии и делитесь этой статьей в социальных сетях. Желаем удачи!
какие обозначения дают возможность сварки ручным дуговым способом, их расшифровка
 При сварке металлов, их совместимость с составом наплавляемых стержней определяют по маркировке электродов, которая в обязательном порядке наносится на упаковку. Чем точнее подобраны по элементам материалы, тем прочнее окажется соединение. Важно уметь правильно прочитать зашифрованную в буквенно-цифровых обозначениях информацию, в которой заложены сведения о назначении и химическом составе электродов и их покрытия.
При сварке металлов, их совместимость с составом наплавляемых стержней определяют по маркировке электродов, которая в обязательном порядке наносится на упаковку. Чем точнее подобраны по элементам материалы, тем прочнее окажется соединение. Важно уметь правильно прочитать зашифрованную в буквенно-цифровых обозначениях информацию, в которой заложены сведения о назначении и химическом составе электродов и их покрытия.
Способы сваривания металлов
Самый распространённый вариант соединения металлических деталей — это дуговая сварка, когда скрепление происходит за счёт плавления под воздействием высокой температуры электрической дуги. По типу применяемого оборудования, условиям проведения процесса, другим техническим признакам различают следующие разновидности способов:
 степень механизации производства дуговой сварки — ручная и автоматическая;
степень механизации производства дуговой сварки — ручная и автоматическая;- характер ограждения места стыковки: под флюс, в защитном газе, на открытом воздухе;
- род электрического тока — переменный или постоянный;
- оборудование: трансформаторы и сварочные инверторы;
- разновидность газа, применяемого для защиты;
- полярность — обратная или прямая;
- вид электродов для сварки: плавящиеся, несгорающие и другие.
 степень механизации производства дуговой сварки — ручная и автоматическая;
степень механизации производства дуговой сварки — ручная и автоматическая;Соединение посредством ручного дугового метода осуществляется стержнями разных типов и производится под флюсом, защитным газом. Особенность способа заключается в том, что сварщик по ходу работы отслеживает качество шва и имеет возможность изменить параметры: величину тока, длину дуги и другие составляющие факторы.
Виды стержней для ручной сварки
 Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди — в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди — в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Несгораемые электроды изготавливают из тугоплавких веществ — это уголь, графит или вольфрам. С их помощью разжигают и удерживают дугу, а наполнение шва металлом осуществляют ручной подачей в зону нагрева плавкого материала.
Множество вариантов исполнения покрытых электродов в различных сочетаниях веществ, взаимодействующих при сварке, обусловило появление нескольких классификаций, помогающих ориентироваться при выборе нужных композиций. По назначению различают:
- сплавы углеродистые и с небольшим количеством примесей;
- наплавочные электроды с особыми свойствами;
- стали повышенной прочности;
- материал с расширенным набором лигатур.
Другие параметры обозначают деление: по толщине слоя покрытия (тонкие, средние и толстые), роду тока (постоянный и переменный), составу обмазки (кислотный, основной, рутиловый) и пространственному расположению электрода. Сечение стержня и качество шва также имеют свою шифровку.
Обозначения электродов
Многочисленные марки электродов для ручной дуговой сварки регламентируются нормативным документом ГОСТ 9466–75 . Согласно этому нему на упаковку наносят сведения о 9 основных параметрах:
- Тип покрытых стержней для сварки высокопрочной стали — маркировка начинается на Э (электрод), а дальше цифры о предельных ударных нагрузках, которые заканчиваются символом А, означающим стойкость шва к воздействиям: Э42А указывает на допустимый удар 42 кг/мм2. Если соединяют термостойкие и высоколегированные стали, то после Э через чёрточку следуют символы химических элементов (М — молибден, А — азот, Ф — ванадий) и дозировки в промилле (‰). Цепь информации о составе следует в порядке убывания: Э-10ХЗМ1БФ.
- Марка электродов — полностью зависит от производителя, подобие фирменного знака.
- Диаметр проволоки под обмазкой изменяется в пределах 1,6―12,0 мм, но чаще применяется размер 3―5 мм и входит в обозначение конкретной цифрой после указания марки.
- Функция — изготовленные для работы с углеродистыми сталями прочностью до 60 кг/мм2 сварочные электроды: маркировка и назначение заключены в букве У; легированные конструкционные выше 60 кг/мм2 — Л; с низким коэффициентом теплопроводности — Т; в присутствии большой доли примесей — В, а наплавочные — Н.
- Толщина обмазки — по соотношению диаметров слоя покрытия и внутренней проволоки: тонкое — М (до 1,20), среднее — С (1,21―1,45), толстое — Д (1,46―1,80), особо толстое — Г (свыше 1,80).
- Группа качества шва — их три: 1, 2, 3. Большему номеру соответствуют повышенные требования по прочности и рабочей температуре.
- Вид обмазки: А — кислотное, Б — основное покрытие (фтористо-кальциевое), Ж — с повышенным содержанием железа, Р — рутиловое, Ц — целлюлозное и комбинированное — АЦ, БЦ, РЦ.
- Пространственное расположение шва: 1 — все, включая потолочный; 2 — кроме вертикального, направленного сверху; 3 — по отвесу и по уровню; 4 — горизонтальное нижнее.
- Напряжение холостого тока трансформатора и полярность постоянного сварочного тока: маркировка сварочных электродов и их расшифровка осуществляются по специальным таблицам, в которых индексы помечаются цифрами от 0 до 9.
 Тип покрытых стержней для сварки высокопрочной стали — маркировка начинается на Э (электрод), а дальше цифры о предельных ударных нагрузках, которые заканчиваются символом А, означающим стойкость шва к воздействиям: Э42А указывает на допустимый удар 42 кг/мм2. Если соединяют термостойкие и высоколегированные стали, то после Э через чёрточку следуют символы химических элементов (М — молибден, А — азот, Ф — ванадий) и дозировки в промилле (‰). Цепь информации о составе следует в порядке убывания: Э-10ХЗМ1БФ.
Тип покрытых стержней для сварки высокопрочной стали — маркировка начинается на Э (электрод), а дальше цифры о предельных ударных нагрузках, которые заканчиваются символом А, означающим стойкость шва к воздействиям: Э42А указывает на допустимый удар 42 кг/мм2. Если соединяют термостойкие и высоколегированные стали, то после Э через чёрточку следуют символы химических элементов (М — молибден, А — азот, Ф — ванадий) и дозировки в промилле (‰). Цепь информации о составе следует в порядке убывания: Э-10ХЗМ1БФ.Недостаточно просто ознакомиться с условными обозначениями, нанесёнными на упаковку — их надо прочитать. Для этого потребуется заглянуть в справочники.
Определение свойств изделия по шифру
Для лучшего запоминания следует наглядно провести расшифровку электродов по обозначению. Для примера можно взять изделие с таким кодом:
Э46-ЛЭЗМР-3С-Ø-УД
Е 43 1 (3)-РЦ13
Раскладка установления свойств по маркировке:
- тип электрода Э — известный символ, 46 — разрывная нагрузка сваренного шва, кг/мм2;
- марка: ЛЭЗ — Лосиноостровский электродный завод, МР-3С — собственно и есть марка изделия, установленная изготовителем;
- диаметр указывается цифрой или значком Ø, что говорит о наличии таблички с размерами или о надписи в печати;
- назначение электрода и мощность его покрытия: У — сваривать углеродистую и низколегированную стали; Д — обмазка толстая;
- индекс Е 43 1 (3) указывает характеристики обрабатываемых металлов, значение определяют по ГОСТу 9467−75;
- вид покрытия — Р (рутиловое), Ц — целлюлозное;
- положение электрода при сварке — 1, значит, любое; 3 — рекомендуемый сварочный ток, его можно узнать из таблицы.
 тип электрода Э — известный символ, 46 — разрывная нагрузка сваренного шва, кг/мм2;
тип электрода Э — известный символ, 46 — разрывная нагрузка сваренного шва, кг/мм2;Сегодня имеется большой выбор изделий для соединения любых металлов посредством электрической дуги. Пользуясь маркировкой, всегда можно подобрать именно тот электрод, который нужен.
Originally posted 2018-04-18 12:19:22.
Сварочные электроды: классификация, маркировка, популярные марки, правила хранения, рекомендации
Сварочные электроды следует делить по назначению, составу обмазки (её типу), методам использования (род применяемого сварочного тока). Принципы сварки стержнями, покрытыми обмазкой, основаны на их плавлении с использованием электрического тока. При этом материал покрытия одновременно превращается в смесь газов и защитный шлак, которые защищают зону сварки. Состав металла стержня зависит от состава свариваемых деталей: это может быть сталь, чугун, смесь меди или алюминия с другими (вспомогательными) элементами.
Классификация по назначению

Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.
Мнение эксперта
Левин Дмитрий Константинович
Не всегда электроды используют по прямому назначению. Пример: присадку для работы со сталью (и нержавейкой) применяют для сварки некоторых сплавов чугуна.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Пример маркировки

Производитель при определении буквенно-численной комбинации включает в неё данные:
- О составе металла.
- Особенности обмазки.
- Данные о диаметре электрода.
Пример: электроды марки Уони. На пачке видно надпись: Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10.
Для расшифровки слева направо проще всего указать информацию в столбик:
- Э42А — электрод для ручной дуговой сварки. Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
- УОНИ 13 — наименование марки. Первые буквы расшифровываются так: универсальная обмазка Научного-Исследовательского Института №13;
- 45 — предел прочности наплавки — 450 МПа;
- 3,0 — диаметр стержня без учёта слоя обмазки;
- У — говорит о том, что предназначены для сваривания углеродистых сталей, низколегированных конструкций;
- Д — тип покрытия: толстое;
- Е432 (5) — индекс говорит о характеристике шва, который должен получиться в идеале;
- 43 — минимальная прочность на разрыв: не меньше 430 МПа;
- 2 — относительное удлинение — от 24%;
- 5 — сварка возможна при температуре (минимум) до -40˚С; при этом обеспечивается значение ударной вязкости металла шва 34 Дж/кв. см;
- Б — покрытие по составу: основное;
- 1 — пространственное положение шва: любое.
- 0 — сварка допускается лишь дугой с постоянными характеристиками (DC) и прямой полярностью.
Норматив изначально разрабатывался ещё в 40-е годы XX века. Соответствие отечественных ГОСТов импортным регламентирующим документом можно установить по справочным ресурсам в интернете. Но те материалы, которые продаются в России, уже должны иметь сертификаты.
Вас может заинтересовать: Инверторные сварочные аппараты. Рейтинг моделей, как выбрать
Популярные марки
По ряду причин некоторые электроды стали популярны среди профессионалов и любителей.
Причины:
- Особое качество материалов.
- Малая стоимость за килограмм.
- Доступность в большинстве регионов.
Мнение эксперта
Левин Дмитрий Константинович
Но для получения качественных швов рекомендуется выбирать такие электроды, с помощью которых можно обеспечить надёжное соединение исходных материалов.
Уони-13/55

Электроды производятся рядом заводов России и стран СНГ. Предназначены для работы с малоуглеродистыми, низколегированными сталями, некоторыми марками чугуна.
В результате должен получиться шов с характеристиками:
- Предел прочности при растяжении — до 530 МПа.
- Относительное удлинение — до 24%.
- Предел текучести — 420 МПа.
Рекомендуемый ток для сварки:
| Диаметр, мм | 2 | 3 | 4 | 5 |
| Величина тока, А | 35-55 | 90-130 | 130-190 | 190-210 |
Мнение эксперта
Левин Дмитрий Константинович
Допускается сварка на постоянном токе обратной полярности.
МР-3С

Универсальные рутиловые электроды отличаются тем, что хорошо переносят металл даже на ржавые, сырые и грязные поверхности. Часто используются для работы с трубопроводами, ответственными строительными конструкциями.
Регламентирующий стандарт — ГОСТ-9466. Особенности готового шва:
- Очень вязок.
- Устойчив к образованию трещин.
- Толстый слой шлака надёжно прикрывает зону сварки.
Расчётные параметры швов после сварки:
- Предел прочности при растяжении — до 480 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 410 МПа.
Рекомендуемый ток для сварки разными диаметрами:
| Диаметр, мм | 2 | 2,5 | 3 | 4 | 5 |
| Величина тока, А | 30-70 | 50-90 | 70-130 | 140-200 | 160-260 |
Мнение эксперта
Левин Дмитрий Константинович
Работать МР-3С можно и на переменном, и на постоянном токе.
Lb-52U

Универсальные электроды японского производства компании Kobelco. Отличаются тем, что прошли международную сертификацию и аттестацию НАКС. Соответствуют ГОСТ 9467-75.
Потребительские особенности:
- Шлак надёжно защищает зону сварки, легко отбивается.
- Дуга хорошо горит даже при перепадах напряжения в сети.
- Вероятность образования трещин внутри швов — минимальна.
- Во время сварки наблюдается минимальное разбрызгивание металла.
Шов получается вязким и пластичным.
Характеристики:
- Предел прочности при растяжении — 530-546 МПа.
- Относительное удлинение — до 31-35%.
- Предел текучести — 441-455 МПа.
Рекомендуемый сварочный ток:
| Диаметр, мм | 2,6 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-130 | 130-180 |
Допускается работа на постоянном и переменном токе всеми способами, кроме сварки в вертикальном положении сверху вниз.
Требуется прокалить электроды до сварки — 140 градусов — в течение 60 минут.
АНО-4

Универсальные электроды с рутиловым покрытием для работы от источников переменного или постоянного тока. ГОСТы: 9466-75, 9467-75.
Можно сваривать между собой стали, при условии, что содержание углерода в них — не более 0,25%. Также допускается производить наплавки. Положения для сварки — любые, кроме сверху вниз.
Характеристики полученных швов:
- Предел прочности при растяжении — до 430 МПа.
- Относительное удлинение — до 20%.
- Предел текучести — 390 МПа.
Рекомендуемый ток:
| Диаметр, мм | 3 | 4 | 5 |
| Величина тока, А | 80-150 | 120-180 | 150-230 |
Электроды упаковываются либо в небольшие тубусы весом до 1,5 кг, либо в пачки 5 кг.
ESAB ОК 94.25

Электроды годятся для работы с рядом материалов:
- Пережжённый чугун.
- Оловянная бронза.
Допускается использовать для наплавки на стальные поверхности с целью получения коррозионностойких слоёв.
Характеристики полученных швов:
- Предел прочности при растяжении — до 330-390 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 235 МПа.
Рекомендуемый ток:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-125 | 125-170 |
Технологи рекомендуют нагревать детали перед сваркой до 300 градусов. Для контроля над температурным режимом можно использовать переносной пирометр или термокарандаши.
ESAB ОК AlMn1 (ОК 96.20)

Электроды для сварки алюминиевых сплавов без применения инертных газов. Состав стержня особый: Mn (марганец) — 1,00%, Si (кремний) — до 0,5%, Fe (железо) — до 0,7%, Al (алюминиевая основа) — всё остальное.
Сведения о качества получаемого соединения: при соблюдении технологии можно получить шов, не уступающий по прочности основному металлу.
Рекомендуемые параметры тока:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 50-90 | 70-110 | 90-130 |
Мнение эксперта
Левин Дмитрий Константинович
Поскольку алюминий мягкий, во время сварки нужно слегка вдавливать в сварочную ванну.
Распространённый диаметр электрода — 2,4 мм. Длина — 350 мм. Упакованы в герметичные пачки по 1-2 кг. Часто продаются поштучно.
Перед сваркой рекомендуется прокаливать электроды при температуре 110-140 градусов около 60 минут. А сами заготовки — до 150-300 градусов. Можно работать только на постоянном токе обратной полярности.
ESAB ОК 61.30

Электроды для работы с нержавеющими сталями, включая те, которые работают под температурными нагрузками.
Особенности материалов:
- Дуга легко зажигается. Малое количество брызг при работе.
- Варить можно в любом положении. Исключение: сверху вниз.
- Шлаковая корка легко отделяется.
Использовать электроды можно и на переменном токе, и на постоянном.
Характеристики шва:
- Предел прочности при растяжении — до 560 МПа.
- Относительное удлинение — до 43%.
- Предел текучести — 430 МПа.
Рекомендуется выставлять сварочный ток:
| Диаметр, мм | 1,6 | 2 | 2,5 | 3,2 | 4 | 5 |
| Величина тока, А | 35-50 | 45-65 | 60-90 | 80-120 | 120-170 | 150-240 |
Предварительная прокалка не нужна.
Аналоги ESAB ОК 61.30: KISWEL KST-308L (KISWEL, Южная Корея), AG E308L-16 (SUPERON, Индия), ОЗЛ-8 (Россия).
Правила хранения
А Вам приходилось пользоваться сварочным аппаратом?
Было дело!Не довелось
Основная проблема, с которой сталкиваются при хранении — высокая влажность воздуха. Обмазка электродов быстро впитывает в себя влагу, в результате работать таким присадочным материалом становится невозможно. Единственный способ исправить положение — прокалить сварочные электроды.
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
Влажные электроды могут стать причиной проявления пор на поверхности и внутри шва, также будет наблюдаться повышение разбрызгивания металла.
Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.
При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
Читайте также другие полезные статьи:
Видео-советы: какие электроды лучше выбрать для сварки
что обозначает, какой бывает, как правильно расшифровывается
Зачем нужно проводить маркировка электродов? Как расшифровать те числа и буквы, что и есть маркировкой электрода. Это самые распространенные вопросы по этому поводу.
В этих материалах мы хотим вам немного рассказать, как понимать те шифровки, что присутствуют на электродах. Вы сможете понять в чем нюанс маркировки и какие нужно иметь знания, чтобы правильно их понимать.
Но первым делом нужно понять, что такое эта маркировка. Маркировка электродов для сварки-это определенное количество и последовательность буквенных и цифровых знаков, они имеют в себе информацию про определенные особенности стержня электрода.
Любой знак несёт в себе определенную информацию.
Та информация, что размещена на электрода отвечают ряду характеристик, от которых и зависит выбор при покупке. Такая классификация электродов одинаковая для переменного и постоянного тока.
Конечно все электроды имеют разделение и оно происходит по большому количеству знаков, в ходе статьи мы постараемся рассказать вам нюансы маркировки.
Содержание статьиПоказать
Как обозначается вид в маркировке
Первые несколько номерных и буквенных знаков, что расположены на этикетке к электроду несут информацию про вид стержня. В примере, что вы можете видеть выше стоит шифровка Э-50-А.
Стоит знать, что электрод с таким стержни будет хорош для низколегированной или легированной крепкой стали. Шифровка электродов, чтобы сваривать, имеет в себе такие обозначения.
- Знак э. Таким знаком на электроде обозначают дуговой вид сварки. Номерной знак, в нашем примере это цифра 50. Такой рубеж выдержки, а если написано к примеру » 50 кГс на квадратный миллиметр».
- Буквенный знак A. Он несёт информацию про то, что соединение гибкое и у него высокая ударная вязкость. Думаю все эти обозначения очень лёгкие и их вам удастся просто не забыть и держать в голове. Вы просто можете записать это в тетрадь и прочитать несколько раз, и все легко запомнится, каждый буквенный и номерной знак.
Далее переведём нашу статьи на уже другие виды электродов. Надеемся вам удастся бес проблемно запомнить и следующие знаки, если вы не обладаете сильной памятью, то просто запишите в блокнот. Эти шпаргалки помогут вам на следующих этапах.
Приступим, для того чтобы сварить сталь с низколегированными и углеродистыми характеристиками вам станут необходимы электроды со стержнями Э-38, Э-150, Э- 42,Э-100, Э-46, Э- 85,Э-50, Э-70, Э-42А, Э-60, Э-46А, Э-55, Э-50.
Помните о том, что буквенный знак Э имеет в себе информацию про предел прочности, если сталь очень прочная, тогда значение этой буквы должно быть большое.
Когда вам предстоит работа со сталью, что стойкая к температурам, то следует использовать такие электроды. Э-10-Х-5МФ, Э09-М, Э10-ХЗ-М1 — БФ, Э09МХ, Э09-Х1МФ,Э05Х2М.
А если предстоит работа с металлами низколегированными, что имеют некоторые особенности про работе с ними, вам предлагают очень много разновидностей электродов, конечно есть и те, что приобрели наибольшую популярность, такие как: Э12Х13, Э12Х11НВМФ, Э06Х13Н, Э12Х11НМФ.
В том случае если нужно сделать ещё один шар по верху, нужно быть внимательным, ведь такое соединения имеет некоторые нюансы, так что рекомендовано применять электроды Э30Г2ХМ, Э10Г2, Э16Г2ХМ, Э12Г4, Э12Г4, Э15Г5, и это лишь самые популярные электроды, а кроме них существует ещё более сорока видов.
Мы смогли разобраться в видах, Но это лишь малая часть того, что нам нужно знать, существует ещё масса признаков для разделения и классификации электродов по большому количеству особенностей.
Разделение в зависимости от марки

Тот ряд букв, что вы встретите дальше не нужно путать с тем, что такое маркировка, ведь это марка электрода. Происхождение марки может быть разной, например установлена по ГОСТу, но также может быть придумана самим производителем электрода.
Такая ситуация с производителем электродов ESAB, которая выпускает марку ок. Как не странно, но для одного стержня может подходить сразу пару тройку производителей.
Это очень широкая тематика про которую стоит говорить отдельно
В зависимости от диаметра

Информация, что пишется далее-это диаметр самого стержня, единица его измерения обычно в миллиметрах. То какой диаметр вам необходим на прямую зависит от того, какой размер того металла, что подлежит сварке.
Если металл будет толстым, то вам пригодиться большой диаметр стержня. В приведенном нами примере маркировки -это значение ровняться пяти миллиметрам.
В зависимости от назначения
Конечно, разные электроды имеют разное назначение и один из разделений в зависимости от того металла с которым будет проводиться работа.
В приведенном нами примере маркировки этот показатель обозначает буквенный знак У, этот знак несёт информацию о том, что сварке подлежат низколегированные металлы предел прочности которых составляет от шестисот кГс на один миллиметр квадратный.
Но если сталь имеет более высокий предел прочности, то нужно применять электроды на которых маркировка с буквенным знаком Л. Если предстоит работа с металлом, что устойчив к высоким температурам, то ищите электроды с буквенным знаком Т.
А если при работе со сталью возникает много нюансов и они сложны в работе, то тогда пишется знак маркировки В. А если вы будете искать стержень, для того чтобы направить то на упаковке должно быть написано Н.
В зависимости от коэффициента толщины покрытия

Далее идёт параметр толщины напыления или ещё использует термин обмазки. В приведенном нами примере это буквенный знак Д-он обозначает большое покрытие.
Но ещё можно встретить и другие маркировки на сварочных электродах, такие как м-это тонкое или малое напыление, знак С обозначает средний уровень толщины, а знак Г имеет информацию про очень толстое напыление.
Исходя из групп индексов

Этот параметр в шифровке является одним из самых не понятных и запутанных для новичков. Там цифровые обозначения имеют сразу несколько показателей, так что можно понять частично, а не полностью.
Эти группы индексов всегда пишутся на этикетках электродов для сваривания металлов.
Они самые применяемые на тех электродах, что специализируются на высоколегированной стали, эти параметры должны немного прояснить картину для новичка.
Итак, приступим к разбору того примера что мы вам привели, приладим значение маркировки каждому знаку и все будет понятно.
В нашем примере число пять говорить про то на сколько данный шов будет устойчив в коррозиям. Далее у нас цифирный знак 1-это самая высокая температура, что гарантирует, то что шов будет прочный к высоким температурам.
Число четыре говорит про то, какая рабочая температура для данного шва.
А если то самое число четыре взято в скобки, то это говорит про, то какое количество ферритной фазы в этом соединении. Если каждое значение имеет максимальный показатель, тем больше будет цифра.
Смотрите ниже схема с описанием металлов и соединений для сваривания высоколегированной стали, прочитайте и постарайтесь запомнить что несёт в себе каждый знак.
Написание обозначений для тех электродов что поменяются при наплавке может быть немного другим, часто имеет две части, а обычные состоять из 4-5 цифр, про что мы уже писали.
Но если это электрод для наплавки, то к стандартному количеству обозначений маркировки прибавляется ещё одна группа из трёх знаков, их чаще всего пишут через тире и отделяют от основных чертой.
К примеру Е200/31-2. Число 31 говорит о том какая твердость стали, что нужно направить сверху. А число 2 к примеру говорит о том, что твердость стержня будет необходимо вне зависимости от влияния температуры.
А вот число один говорит про то, что твердость будет необходимой только после влияния градуса.
В зависимости от того, какое покрытие
Эти показатели пишутся в последнюю очередь при маркировке. Они, как и большинство всех показателей обозначаются с помощью буквенных знаков. Мы в своем примере использовали буквенный знак Б. Это говорит о том, что покрытие основное.
Но на самом деле таких покрытий очень много, есть целлюлозные обозначаться как Ц, рутиловые они имеют обозначение буквой Р, и кислотные обозначаться соответственно буквой К, также ест прочие, что обозначаться буквой П.
Также возможно и объединение букв маркировки к примеру ЦР, это говорит про то, что покрытие целлюлозно-рутиловое.
Ещё возможны варианты, что в состав может входить пыльца железа, тогда производитель добавляет в маркировку ещё букву Ж.
К примеру если вы видите маркировку с буквенными знаками ЖБ- это говорит о том, что покрытие основное и имеет в себе пыльцу порошка.
Исходя из размещения в пространстве

От этого зависит, то какой именно электрод вам нужно использовать если вы находитесь в том или ином положении.
В своем примере маркировки мы привели стержень, который подойдет для любых работ, но не подходит только для вертикального положения. Такой стержень обозначается цифирным знаком 2.
Конечно существует и цифра 1 – такой стержень является на все сто универсальным. Есть число 3- он вам пригодиться если вы будете работать в вертикальной или горизонтальной плоскости. И число 4- оно применимо для тех соединений углов, что находится снизу.
Все эти цифирные знаки маркировки полностью подходят под международные стандарты, так что маркировка будет одинаковой и на заграничных и на отечественных электродах.
В зависимости, от того какой сварочный ток
Это не обязательная маркировка, так что на многих электродах в можете не встретить её, но для правильности примера мы введи её в свой пример.
У нас это цифирный знак 0, он говорит о том, что вы сможете использовать такие электроды, только если ток будет постоянным. При этом полярность должна быть обратной.
Не стандартные маркировки

Вы наверняка обратили свое внимание, что мы нечего не сказали про букву Е, когда речь шла про группы индексов маркировки.
Так вот она говорит о том, что электрод плавиться и имеет покрытие. Это также маркировка, что является международной.
Пример того, как расшифровать маркировку

Для того, чтобы ничего не забыть ещё раз пройдемся по маркировке на примере АНО21
- Вид электрода (Э-46, этот вид идет при сварке низколегированной стали у которого не высокий придел прочности.
- Сама марка, как написано ранее АНО21
- Показатель диаметра равняется 2,5 миллиметра
- То куда можно применить, буквенный знак У говорит о том, что можно применять для стали углеродистой или низколегированной.
Конечно расшифровка не окончена-это будет вашим домашним заданием. Возьмите блокнот и так все распишите, шаг за шагом не спешите и хорошо все сверьте.
Конечно сначала расшифровка маркировки может казаться сложной и непостижимой, но это не так, вам стоит пару раз потренироваться и вы уже будете хорошо ориентироваться. Берите много разные пачек и тренируйтесь на них расписывая их в блокноте.
Итог
Вы прочитали нашу статью и уже знаете как работает маркировка. Конечно если вы только начинаете свой путь в этой сфере вам может казаться, что все сложно запутано и вам никогда в этом не разобраться.
Но мы очень старались, чтобы для вас все было предельно ясно.
А когда речь заходить про электроды для сварки дугой то там все ещё проще, об этом говорит только название, так что видите на прилавке и просто кладете в свою корзину.
Пиши свои комментарии и покажите нашу статью всем, кто интересуется этой темой. Спасибо за внимание.
Сварочные электроды для сварки постоянным током:марки,какие лучше
Сваривание постоянным током обеспечивает качественное и надежное соединение, которое обладает высокой крепостью. Чтобы его достичь, требуется использовать электроды для постоянного тока. Естественно, что на рынке попадаются и универсальные модели, которые подходят и для сварки переменным током, но есть и те, что работают только на одном роде. Постоянный ток дает ровный шов и легкость его образования. Он создает такие условия, при которых неровности пропадают, а металл в расплавленном состоянии практически не разбрызгивает капли. Стоит отметить, что такие дефекты присущи только при наличии полярности тока и когда осуществляется переход через ноль.

Электроды для сварки постоянным током
Здесь выдвигаются особые условия к качеству расходных материалов, так как в ином случае можно испортить не только шов, но и основной металл. Многие современные сварочные трансформаторы поддерживают оба режима, но все специалисты отмечают более высокую надежность. Внешне электроды для постоянного тока ни чем не отличаются от других, но при самом процессе соединения они будут проявлять огромную разницу в поведении. При их подборе режим тока будет более важным, чем состав. Они используются для особенно ответственных объектов, которые предназначены для эксплуатации в течение длительного времени.
Преимущества

- Качество шва здесь является более высоким;
- Отсутствует разбрызгивание, благодаря чему электроды для сварки постоянным током могут легко применять в любом пространственном положении;
- Широкий выбор моделей на рынке;
- Легкое проведение процесса сварки;
- Даже при отсутствии использования дополнительных материалов они дают крепкую связь.
Недостатки
- Ограниченный диапазон действия;
- Сложность подбора, в зависимости от условий работы.
Физико-химический состав
Зачастую электроды для сварки постоянным током имеют основное покрытие, но могут встречаться и другие варианты. Самыми распространенными элементами, которые входят в данный состав, являются магний, карбонаты, ферросплавы и плавиковый шпат.
Помимо этого в химическом составе встречаются еще и следующие элементы:
Углерод | Марганец | Кремний | Сера | Фосфор |
0,09 | 0,57 | 0,23 | 0,025 | 0,027 |
В некоторых случаях состав может меняться не только от марки, но и от размера, что влечет за собой изменение физических свойств наплавленного металла.
Технические характеристики
Каждый сварочный электрод постоянного тока, который принадлежит к той или иной марке, обладает своими характеристиками. Но данный тип в целом имеет свои повторяющиеся особенности. На примере технических характеристик сварочных электродов УОНИ 13 45 можно рассмотреть, какие свойства имеются у наплавленного металла.
Температура испытаний | Сопротивление разрыву временное, Н/мм в квадрате | Удлинение относительное, % | Вязкость ударная, Дж/см в квадрате |
+ 20 °С | 410 | 22 | 147 |
Производительность наплавки, г/мин | Относительный выход наплавленного материала, % | Количество электродов на 1 кг наплавленного шва, кг |
21 | 93 | 1,65 |
Марки электродов для сварки постоянным током
Здесь перечислены основные марки, которые пользуются популярностью на современном рынке:
- УОНИ-13 45. Во время выпуска проходит санитарно-эпидемиологическое заключение. Его используют для сталей с низким уровнем легирования и со средним содержанием углерода. Благодаря высокой герметичности ими заваривают емкости, работающие под давлением. Также сваривают толстые металлические изделия и заваривают дефекты, образованные после литья. Обладают основным покрытием.
- УОНИ-13 45. Его используют для сталей с низким уровнем легирования и со средним содержанием углерода. Благодаря высокой герметичности ими заваривают емкости, работающие под давление и строительные металлоконструкции. Обладают основным покрытием

Электроды для сварки постоянным током марки УОНИ-13 45
- ОЗС-12. Используются для соединения ответственных конструкций, произведенных из низкоуглеродистой стали. Пригодны для всех пространственных положений, за исключением вертикального.

Электроды для сварки постоянным током марки ОЗС-12
- ОЗС-4. Используется для сваривания низкоуглеродистых и углеродистых сталей. Имеет минимальные требования к чистоте поверхности и может варить даже заготовки с ржавчиной.

Электроды для сварки постоянным током марки ОЗС-4
- МР-3С. Для сварки низколегированных и углеродистых сталей. Наплавленный металл образует ровный вид соединения и очень легко ложится в процессе сварки.

Электроды для сварки постоянным током марки МР-3
Обозначение и маркировка
Маркировка электродов для сварки постоянным током обозначает род при помощи цифр. В самом конце полного названия марки стоит цифровое обозначение, и если там имеется «0», то эти электроды предназначаются исключительно для постоянного тока. К примеру, Э50А УОНИ 13 55 5,0УД Е514(4) Б 20, у которых как раз имеется «0» в конце, должны использоваться только для постоянного тока обратной полярности.
Выбор
Многих интересует вопрос, какие лучше электроды для сварки постоянным током. Это весьма актуальный вопрос, так как имеется огромное количество производителей и марок, а от качества расходного материала зависит эффективность работы. В первую очередь нужно обратить внимание на соответствие стандартам качества и наличие сертификатов. После этого следует выбирать материал по типу металла, из которого сделан стержень. Он должен быть максимально схож с тем, что придется сваривать. Ведь некоторые марки могут быть рассчитаны только на низколегированные стали. Так же может быть направленность на низкое и среднее содержание углерода. Данный тип преимущественно работает со сталями, так что подбор придется делать из узкого сегмента материалов.
После этого следует определиться с размерами. Диаметр электрода не стоит выбирать меньше, чем толщина заготовки, так как есть риск, что он не сможет проварить всю конструкцию целиком. Толщина должна совпадать с диаметром, или же электрод может толще, не более 1 мм. Это влияет на удобство сваривания, так как состав в выбранной марке уже не будет меняться.
«Важно!Все особенности выбора могут оказаться бесполезными, если не будет подобран правильный режим тока, под которым материал сможет раскрыть весь свой потенциал.»
Основные режимы и нюансы применения
Режимы во многом зависят от положения, в котором проводится сваривание. Ведь из-за земного притяжения расплавленный металл будет стекать вниз, так что при потолочном и вертикальном положении требуется уменьшить силу тока, чтобы все плавилось не так быстро.
Величина диаметра, мм | Положение | ||
Нижний шов | Вертикальный шов | Потолочный шов | |
2 | 40…80 | 40…70 | 40…70 |
2,5 | 70…90 | 60…80 | 60…80 |
3 | 100…130 | 90…120 | 90…120 |
4 | 160…190 | 130…160 | 130…160 |
5 | 180…240 | 160…210 | |
6 | 210…290 | ||
Какой ток для какого электрода: выбор, постоянный и переменный, сварочные электроды
 На этой странице вы найдете информацию по сварочным токам для разных марок электродов.
На этой странице вы найдете информацию по сварочным токам для разных марок электродов.
Ниже показаны обозначения токов, которые используются производителями электродов и использованы в нашем каталоге.
Внизу страницы даны подборки электродов по сварочным токам.
Как сварочный ток для электродов влияет на сварку
При осуществлении сварочного процесса необходимо правильно подбирать величину тока. Именно данный параметр в большей степени влияет на качество сварного шва.
Низкий показатель сварочного тока  может привести к нестабильности горения дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение.
может привести к нестабильности горения дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение.
Слишком высокая величина приведет к перегреву или прожогу в зоне сваривания, а также к интенсивному разбрызгиванию.
В целом на выбор показателей силы напряжения влияют несколько факторов:
Какой ток для какого электрода
Правильный выбор тока для сварки электродами является залогом комфортного рабочего процесса, качественного сварного шва и всего изделия в целом. Для каждой марки существует рекомендуемая величина силы напряжения. Данные сведения прописаны на упаковке сварочных материалов. С приблизительными цифрами вы можете ознакомиться далее.
Ток сварки для электрода 4 мм
 Распространенными являются стержни с диаметром 4 мм. Их востребованность обусловлена тем, что такие расходники подходят для работы с большими и мелкими швами. Сила напряжения при сваривании данным прутком лежит в границах от 110 до 200 А.
Распространенными являются стержни с диаметром 4 мм. Их востребованность обусловлена тем, что такие расходники подходят для работы с большими и мелкими швами. Сила напряжения при сваривании данным прутком лежит в границах от 110 до 200 А.
Ток сварки для электрода 3 мм
Сварочное напряжение для расходников диаметром 3 мм. должно находится в границах от 65 до 130 А. Перед осуществлением работ рекомендуется выставлять среднее значение – 80-90 А. Во время проведения сварочного процесса это поможет определить какой ток для сварки электродом 3мм. является оптимальным.
Ток сварки для электрода 2 мм
При 2 мм. потребуется напряжение от 30 до 80 А. Большой разброс в значениях зависит от металла и выбранного пространственного положения.
Важно! Следует помнить, что данные значения являются относительными. На практике сила тока зависит от марки. Каждая марка имеет собственные показатели, прописанные на упаковке. Поэтому для того, чтобы, например, выяснить какой нужен ток для электрода 4 мм., необходимо ознакомиться с рекомендациями производителей. Опытные сварщики могут полагаться на собственные знания и опыт и иметь некоторые предпочтения.
Полезное видео
Небольшой ролик, где практик-сварщик делится опытом выставления значения тока. Хороший совет эмпирически подбирать силу тока от большего к меньшему.
[ads-pc-2][ads-mob-2]
Чем отличаются электроды постоянного тока от переменного
Кратко разъяснить отличия электродов постоянного и переменного тока можно двумя утверждениями:
- Сварочные материалы, предназначенные для переменного тока, успешно применяются и для сварки с помощью постоянного тока. Поэтому специалисты часто называют такие электроды универсальными. Подробнее о них чуть далее.
- В то время как электроды для постоянного напряжения, как правило, не подойдут для сваривания переменным током.
Однако, следует помнить, что материалы второй группы гарантируют более качественное соединение. При выполнении ответственных работ данный факт выходит на первый план.
Что такое универсальные электроды
Универсальные сварочные материалы – это  электроды постоянного и переменного тока. То есть те расходники, которые одинаково эффективно работают и на переменном, и на постоянном напряжении. Данная категория сварочных материалов имеет несколько преимуществ:
электроды постоянного и переменного тока. То есть те расходники, которые одинаково эффективно работают и на переменном, и на постоянном напряжении. Данная категория сварочных материалов имеет несколько преимуществ:
- хорошая и стабильная дуга;
- повышенная производительность работ;
- достаточно высокая экономичность;
- низкий уровень разбрызгивания;
- хорошее отделение шлака;
- возможность сваривать неочищенную от загрязнений, окисленную, влажную и поврежденную коррозией поверхность;
- минимальные требования к оборудованию и сварщику.
Чем отличается постоянная сварка от переменной
Преимущества сварки на постоянном напряжении:
| Преимущества сваривания на переменном токе:
|
Недостатки:
| Недостатки:
|
Популярные марки электродов для переменного и постоянного тока

1. Электроды МР-3С являются наиболее востребованными материалами универсального типа. Преимущества: легкая воспламеняемость дуги как при первом, так и при последующих розжигах; рутиловая обмазка обеспечивает защиту шва от быстрого окисления и от вкраплений шлака; высокий уровень постоянства дуги.[ads-pc-3][ads-mob-3]
2. АНО-37 предназначены для сварочных и ремонтных работ конструкций из углеродистых и низколегированных сталей. Достоинства: малочувствительны к присутствию загрязнений и ржавчины; достаточно широкие зазоры хорошо закрываются расходниками данной марки; легкое зажигание дуги; шов прекрасно формируется даже на небольших величинах сварочного напряжения; хорошо подойдет для начинающего сварщика (даже новичок может сделать качественное изделие).
3. ОК 46.00 используются для конструкционных и углеродистых сталей. Плюсы: легкий поджиг; подходят для заваривания широких зазоров, нечувствительны к ржавым и загрязненным поверхностям; минимальное количество брызг; сварка производится во всех пространственных положениях.
4. Электроды ОЗС-4 применяются для работы с углеродистыми сталями. Преимущества: не восприимчивы к плохо очищенному от загрязнений, ржавчины и влаги металлу; легкая зажигаемость дуги; возможность осуществления сварки на повышенных режимах; изделия средних и больших толщин успешно свариваются данной маркой.
5. Одной из самых популярных импортных марок универсальных расходников является LB-52U. Востребованность сварочных материалов японского производства обусловлена несколькими причинами: высокий уровень производительности; минимальное разбрызгивание; отличные механические свойства; стабильность дуги сохраняется в режиме низкого и высокого напряжения.
6. АНО-4 используются для сварки ответственных конструкций из углеродистых сталей. Достоинства: допускается сваривание влажного, ржавого или плохо очищенного металла; легкое зажигание дуги и её стабильное горение; небольшая склонность к образованию пор; сварные швы отличаются высоким качеством; нечувствительны к изменению длины дуги.
[ads-pc-4][ads-mob-4]
Обозначения сварочного тока для электродов, напряжение и полярность

Переменный и постоянный ток, любая полярность

Переменный и постоянный ток, обратная полярность (плюс на электроде)

Переменный и постоянный ток, прямая полярность (минус на электроде)

Постоянный ток, обратная полярность (плюс на электроде)

Постоянный ток любой полярности
Подборки марок электродов по применяемым для сварки токам
Полярность постоянного и переменного тока для SMAW
Q: Я надеюсь, что вы могли бы пролить свет на тему, которая кажется популярной на форумах. Почему электроды 6011 не предназначены или не используются для корневых проходов и сварки труб в целом (кроме сварки труб переменным током)? У стержней 6010 лучшие механические или рабочие свойства, чем у стержней 6011? Я знаю, что для более прочных труб есть более прочные стержни XX10. Однако при растяжении 60 000 в чем преимущество 6010 перед 6011?
| A: E6010 и E6011 — это две классификации Американского сварочного общества (AWS) для электродов для дуговой сварки защищенных металлов (SMAW) (стержневые электроды).Эти два типа очень похожи. Оба электрода изготовлены из низкоуглеродистой стали (минимальный предел прочности на разрыв 60 тыс. Фунтов на квадратный дюйм) с покрытием на основе целлюлозы для универсальной сварки в различных областях. Они имеют аналогичные характеристики дуги или рабочие характеристики и механические свойства. Основное различие между ними заключается в рекомендуемой полярности сварки. Электроды E6010 предназначены только для постоянного тока (DC). При этом электроды E6011 могут использоваться как на переменном токе (AC), так и на постоянном. Более конкретно, электрод E6010 имеет покрытие типа натрия с высоким содержанием целлюлозы, а электрод E6011 имеет покрытие типа с высоким содержанием целлюлозы и калия.Последний помогает поддерживать зажигание дуги, поскольку мощность сварки меняется с положительной на отрицательную. Если говорить упрощенно, электрод E6011 похож на электрод E6010, предназначенный для работы с полярностью переменного тока. Ваш вопрос приводит к более общему обсуждению сварочной мощности постоянного и переменного тока. В большинстве случаев предпочтительной полярностью при сварке является постоянный ток. Независимо от полярности DC + (положительный или «обратный» электрод) или полярности DC- (отрицательный или «прямой» электрод), постоянный ток обеспечивает более плавную сварку, чем переменный ток.Рисунок 1 представляет собой график зависимости мощности сварки постоянным током от времени. Выходной сигнал постоянно находится на постоянном уровне тока. Все электроды могут работать от полярности постоянного тока. Для более ответственных сварочных работ, таких как сварка труб и / или сварка высокопрочных низколегированных сталей, полярность постоянного тока используется почти исключительно. |

Поэтому, возвращаясь к вашему вопросу, логично, что для более ответственного применения, такого как сварка труб, будут указаны только электроды E6010, а не электроды E6011.Обратите внимание, что для сварки штучной сваркой обычно используется полярность DC +. Он обеспечивает хороший профиль валика с более высоким уровнем проплавления. Полярность постоянного тока приводит к меньшему проникновению и более высокой скорости плавления электрода. Иногда его используют, например, на тонком листе металла, чтобы предотвратить прожог.
Однако возникающая дуга по-прежнему имеет тенденцию к более сильным колебаниям или дрожанию, чем при полярности постоянного тока. На рисунке 3 перечислены различные типы покрытий и токов в соответствии со спецификацией присадочного металла AWS A5.1 для электродов с покрытием из низкоуглеродистой стали.Обратите внимание на электроды, которые предназначены только для постоянного тока, и те, которые можно использовать как для постоянного, так и для переменного тока. Также обратите внимание, что полярности указаны в алфавитном порядке, а не по первичной и вторичной рекомендациям. | |

| В целом (и, по крайней мере, в Северной Америке) постоянный ток является предпочтительной полярностью для всех электродов.Однако есть несколько ситуаций, когда используется полярность переменного тока. Первая, наиболее частая ситуация — когда у вас нет выбора. Это потому, что вы используете источник питания только с выходом переменного тока. Это типично для недорогих сварочных аппаратов начального уровня, которые часто называют сварочными аппаратами «жужжащего типа». Некоторые распространенные электроды, используемые с этими небольшими сварочными аппаратами, включают E6011, E6013 и специальные типы «E7018 AC». Вторая ситуация, в которой следует использовать полярность переменного тока, заключается в устранении проблем с дугой.Это явление, при котором дуга блуждает или вырывается из соединения, и чаще встречается при использовании электродов большого диаметра при более высоких уровнях тока. Хотя есть и другие способы устранения проблем с дугой, которые можно использовать с полярностью постоянного тока, переключение на переменный ток часто оказывается эффективным решением. Обычные электроды, используемые на переменном токе при высоких уровнях тока, включают типы E6027 и E7024. |

Полярность постоянного и переменного тока для SMAW
Q: Я надеюсь, что вы могли бы пролить свет на тему, которая кажется популярной на форумах. Почему электроды 6011 не предназначены или не используются для корневых проходов и сварки труб в целом (кроме сварки труб переменным током)? У стержней 6010 лучшие механические или рабочие свойства, чем у стержней 6011? Я знаю, что для более прочных труб есть более прочные стержни XX10. Однако при растяжении 60 000 в чем преимущество 6010 перед 6011?
| A: E6010 и E6011 — это две классификации Американского сварочного общества (AWS) для электродов для дуговой сварки защищенных металлов (SMAW) (стержневые электроды).Эти два типа очень похожи. Оба электрода изготовлены из низкоуглеродистой стали (минимальный предел прочности на разрыв 60 тыс. Фунтов на квадратный дюйм) с покрытием на основе целлюлозы для универсальной сварки в различных областях. Они имеют аналогичные характеристики дуги или рабочие характеристики и механические свойства. Основное различие между ними заключается в рекомендуемой полярности сварки. Электроды E6010 предназначены только для постоянного тока (DC). При этом электроды E6011 могут использоваться как на переменном токе (AC), так и на постоянном. Более конкретно, электрод E6010 имеет покрытие типа натрия с высоким содержанием целлюлозы, а электрод E6011 имеет покрытие типа с высоким содержанием целлюлозы и калия.Последний помогает поддерживать зажигание дуги, поскольку мощность сварки меняется с положительной на отрицательную. Если говорить упрощенно, электрод E6011 похож на электрод E6010, предназначенный для работы с полярностью переменного тока. Ваш вопрос приводит к более общему обсуждению сварочной мощности постоянного и переменного тока. В большинстве случаев предпочтительной полярностью при сварке является постоянный ток. Независимо от полярности DC + (положительный или «обратный» электрод) или полярности DC- (отрицательный или «прямой» электрод), постоянный ток обеспечивает более плавную сварку, чем переменный ток.Рисунок 1 представляет собой график зависимости мощности сварки постоянным током от времени. Выходной сигнал постоянно находится на постоянном уровне тока. Все электроды могут работать от полярности постоянного тока. Для более ответственных сварочных работ, таких как сварка труб и / или сварка высокопрочных низколегированных сталей, полярность постоянного тока используется почти исключительно. |

Поэтому, возвращаясь к вашему вопросу, логично, что для более ответственного применения, такого как сварка труб, будут указаны только электроды E6010, а не электроды E6011.Обратите внимание, что для сварки штучной сваркой обычно используется полярность DC +. Он обеспечивает хороший профиль валика с более высоким уровнем проплавления. Полярность постоянного тока приводит к меньшему проникновению и более высокой скорости плавления электрода. Иногда его используют, например, на тонком листе металла, чтобы предотвратить прожог.
Однако возникающая дуга по-прежнему имеет тенденцию к более сильным колебаниям или дрожанию, чем при полярности постоянного тока. На рисунке 3 перечислены различные типы покрытий и токов в соответствии со спецификацией присадочного металла AWS A5.1 для электродов с покрытием из низкоуглеродистой стали.Обратите внимание на электроды, которые предназначены только для постоянного тока, и те, которые можно использовать как для постоянного, так и для переменного тока. Также обратите внимание, что полярности указаны в алфавитном порядке, а не по первичной и вторичной рекомендациям. | |

| В целом (и, по крайней мере, в Северной Америке) постоянный ток является предпочтительной полярностью для всех электродов.Однако есть несколько ситуаций, когда используется полярность переменного тока. Первая, наиболее частая ситуация — когда у вас нет выбора. Это потому, что вы используете источник питания только с выходом переменного тока. Это типично для недорогих сварочных аппаратов начального уровня, которые часто называют сварочными аппаратами «жужжащего типа». Некоторые распространенные электроды, используемые с этими небольшими сварочными аппаратами, включают E6011, E6013 и специальные типы «E7018 AC». Вторая ситуация, в которой следует использовать полярность переменного тока, заключается в устранении проблем с дугой.Это явление, при котором дуга блуждает или вырывается из соединения, и чаще встречается при использовании электродов большого диаметра при более высоких уровнях тока. Хотя есть и другие способы устранения проблем с дугой, которые можно использовать с полярностью постоянного тока, переключение на переменный ток часто оказывается эффективным решением. Обычные электроды, используемые на переменном токе при высоких уровнях тока, включают типы E6027 и E7024. |

Сварочные стержни для стержневой сварки
Недавно я стоял в своей мастерской и размышлял, какой сварочный стержень для сварки штангой лучше всего выбрать.

Сварочные стержни
Итак, я сделал поиск. И поскольку я нашел так много информации о сварочных электродах, я создал это резюме.
Ниже я покажу вам, что такое сварка штучной сваркой. Также вы узнаете, чем отличаются самые распространенные сварочные стержни.Кроме того, я объясню вам кодировку всех цифр в классификации AWS стержневых электродов и какой материал покрытия обеспечивает каждый электрод.
Кроме того, здесь вы можете начать свое исследование о том, какой тип сварочного стержня подходит для вашего применения.
Итак, давайте начнем с нашей первой главы, чтобы узнать, что такое сварка стержнем.
Что такое ручная сварка?
Сварочные электроды — это расходные сварочные стержни, используемые в сварочных проектах, а также аппараты для сварки металлов в процессе сварки стержнем.
Процесс электродной сварки также называется дуговой сваркой защищенного металла (SMAW).
Взгляните на изображение ниже, чтобы увидеть типичную установку для сварки штангой.
При сварке штучной сваркой у вас есть сварочный аппарат с кабелем электрода и кабелем заземления. Кабель электрода соединяет электрододержатель с машиной. Кабель заземления с зажимом заземления крепится к заготовке. Электрододержатель удерживает сварочный электрод.
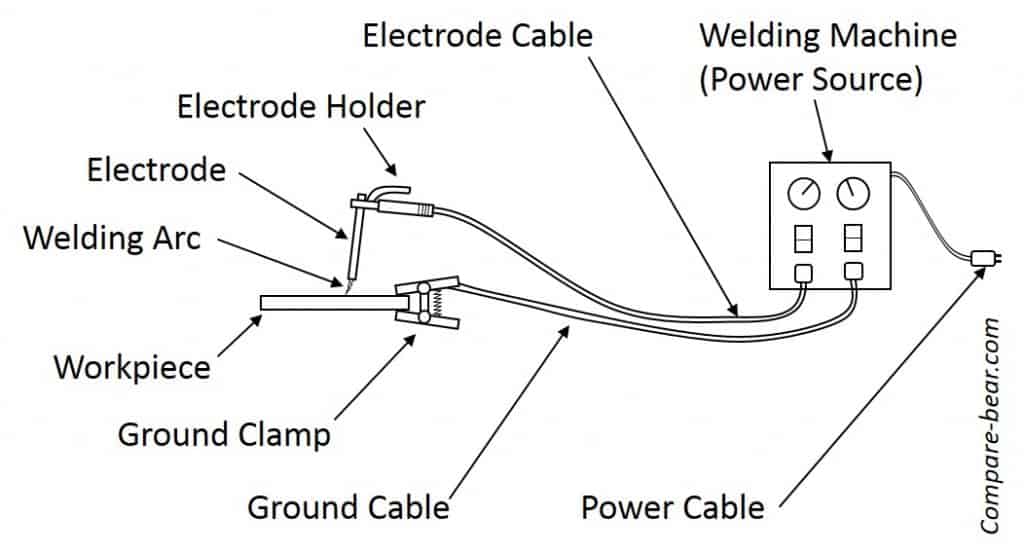
Установка для сварки штангой
назад в меню ↑Как работает электродная сварка?
После включения через сварочный стержень проходит электрический ток, который создает дугу.Во время сварки штангой сварочный электрод расходуется. Из-за тепла сварочной дуги металл разжижается и кладется поверх основного металла (= сварной шов).
Защитный газ от сварочного электрода помогает избежать окисления металла в сварочной ванне и делает процесс сварки более надежным.
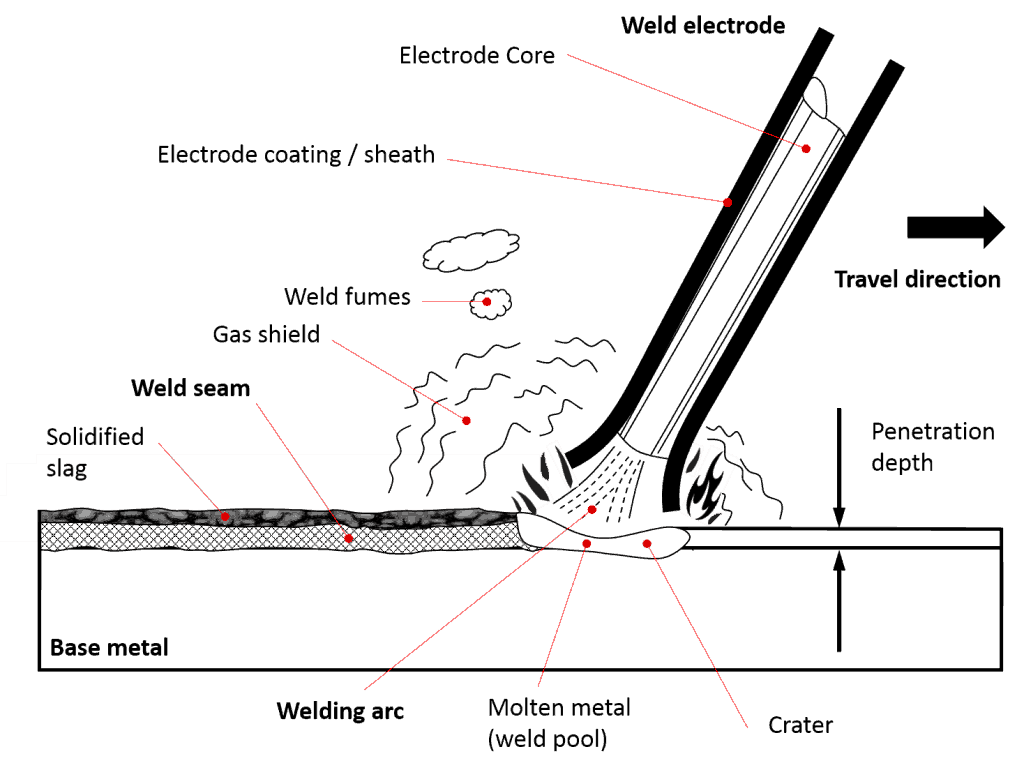
Сварка палкой сварочным стержнем
назад в меню ↑Отличия сварочных электродов
Сварочные электроды различаются следующими свойствами:
- Размер (диаметр и длина)
- Предел прочности на разрыв
- Состав основного материала
- Состав материала покрытия
- Положение при сварке
Размеры сварочного стержня
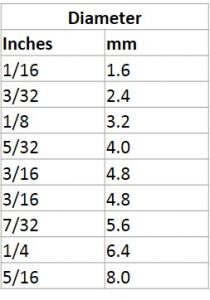
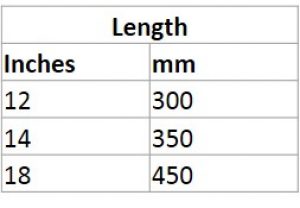
Типичные размеры стержней: 5/64, 1/16, 1/8, 3/32, 5/32, 3/16, 7/32, 1/4 и 5/16 дюйма.Чем толще стержень, тем выше должна быть ваша сила тока. Таким образом, если вам нужно сварить тонкие металлические листы, вы также должны предпочесть тонкие сварочные стержни. Длина обычно составляет от 12 дюймов до 18 дюймов.
Взгляните на следующие таблицы, чтобы увидеть типичные размеры диаметров и длин сварочных стержней в дюймах и мм.
-
- Типичные диаметры сварочных электродов
-
- Типичная длина сварочного электрода
Предел прочности
Предел прочности на разрыв, то есть способность выдерживать без разрушения, является одним из основных различий между каждым стержнем.
Обычно предел прочности на разрыв каждого стержня может составлять от 60 000 до 70 000 фунтов на дюйм. Кроме того, в зависимости от количества будут различаться покрытие стержня, сварочный ток и глубина проплавления сварного шва.
Материал сердечника сварочного стержня
Обычно сварочный стержень состоит из сердечника проволоки и дополнительного покрытия из флюса (покрытия). Например, для электродов, покрытых мягкой сталью, сердечник обычно состоит из низкоуглеродистой стали.
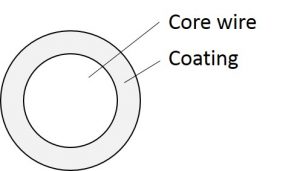
Поперечное сечение стержня
Покрытие сварочного электрода
Покрытие сварочного электрода выполняет 10 основных функций.Что делает покрытие сварочного стержня:
- Предотвращает окисление сварочного стержня
- Защищает расплавленный металл от кислорода и азота
- Стабилизирует дугу
- Формирует дуговую струю
- Регулирует скорость плавления
- Удаляет оксиды и загрязнения в сварочной ванне
- Влияет на механические свойства сварного шва (предел прочности / пластичность…).
- Влияет на положение при сварке (например, сварка над головой с использованием соединений титана)
- Обеспечивает шлак
- Изолирует сердечник провода (предотвращает короткое замыкание при сварке в узких отверстиях)
Положение при сварке
Многие из них могут занимать любую позицию и очень универсальны в зависимости от сварного шва.
Теперь взгляните на следующую главу, где я объясню вам различные типы сварочных стержней:
назад в меню ↑Классификация сварочных стержней
Согласно AWS Американского общества сварки типы сварочных стержней стандартизированы. Классификация штанг AWS состоит из буквы и четырех следующих за ней цифр. Например, взгляните на следующее изображение:
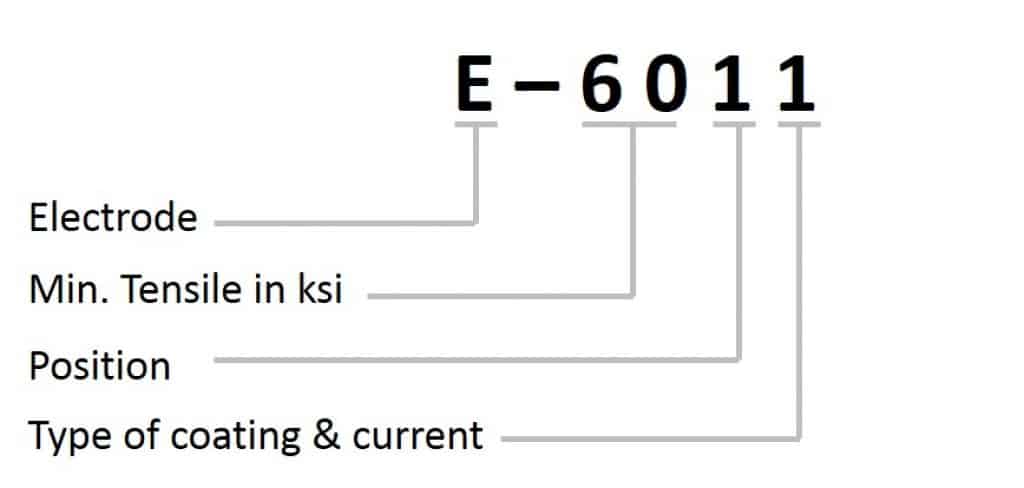
Классификация сварочного стержня
Если у вас электрод E6011, буква E соответствует электроду.1-я и 2-я цифры указывают на минимальную прочность на разрыв (какова прочность на разрыв?) Вашего электрода. В этом примере это будет 60 000 фунтов на квадратный дюйм. Третья цифра указывает на подходящие сварочные позиции. Четвертая и последняя цифра дает информацию о типе покрытия сварочного стержня и соответствующем сварочном токе (AC / DC, DC-, DC +)
Если вы возьмете наиболее распространенные сварочные стержни и расшифруете информацию о классификации, вы получите следующую таблицу классификационного списка, которая содержит тип покрытия, положение сварки и соответствующий сварочный ток:
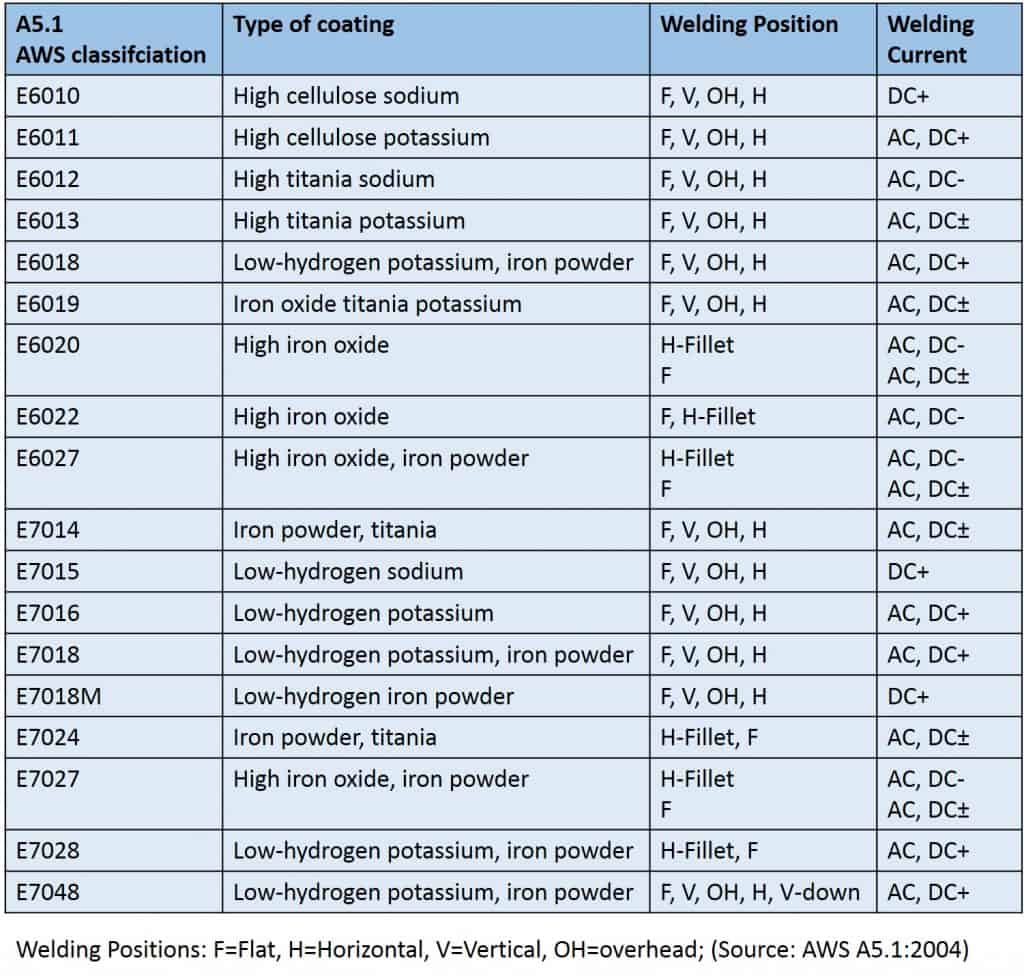
Таблица классификации электродов
DC + также называется DCEP (= положительный электрод постоянного тока), а DC- также называется DCEN (= отрицательный электрод постоянного тока), в то время как AC означает переменный ток.
Еще я хотел бы упомянуть, что влагостойкие электроды можно узнать по суффиксу «R».
назад в меню ↑Типовые типы сварочных стержней
 Ниже вы найдете подборку хорошо известных сварочных стержней и их типичные сценарии использования.
Ниже вы найдете подборку хорошо известных сварочных стержней и их типичные сценарии использования.
Перед тем, как выбрать подходящий электрод, необходимо определить тип используемой углеродистой стали:
- Низкоуглеродистая сталь: содержание углерода от 0,05 до 0,30% (= мягкая сталь)
- Среднеуглеродистая сталь: 0.3–0,8% углерода
- Высокоуглеродистая сталь: 0,8–2,0% углерода
Как правило, увеличение содержания углерода снижает свариваемость. Высокоуглеродистые стали требуют лучшей подготовки, например предварительного нагрева и последующего нагрева при сварке.
6010 сварочный стержень
Известный как один из наиболее распространенных сварочных стержней, сварочный стержень 6010 подходит для работы с грязным или корродированным металлом.
В частности, он может глубоко проникать почти в любой металл и имеет предел прочности на разрыв 60 000 фунтов на квадратный дюйм.
Более того, 6010 работает только на DCEP, что обеспечивает плавность хода. Немного отслаивается шлак, и шток легко ударяется. Сварочный настил, пронизывающий толщину металла в балку, является оптимальным выбором при использовании этого прутка. Если у вас нет кислородно-ацетиленовой установки, 6010 облегчит эту работу с помощью переносного резака. Электроды горят с очень высокой скоростью, что отлично подходит для сварки мостов и балок. Это дает 6010 преимущество перед другими удилищами.
Недостатки использования этого стержня включают то, что он может использоваться только с постоянным током + ток, так как он имеет покрытие из целлюлозы натрия.Более того, дуга может быть очень плотной, что затрудняет работу новичков, которые не знают, как контролировать такую дугу. Кроме того, если он промокнет, вам, возможно, придется купить новый, поскольку он будет поврежден.
В целом, 6010 — отличный выбор для создания великолепных сварных швов.

Сварочный стержень Forney 31610 E6010, 1/8 дюйма, 10 фунтов
- Сварочный стержень в любом положении с дугой копания, глубокое проплавление грязных, ржавых и окрашенных материалов
- Идеально подходит для соединений, требующих глубокого проплавления, таких как стыковые швы с квадратной кромкой, подходит для вертикальной и потолочной сварки легким шлаком.
в наличии
6011 сварочный стержень
Сварочный стержень 6011 — еще один распространенный стержень, который иногда ошибочно принимают за 6010, поскольку они близки по периметру.6011 — отличный выбор для повседневных сварочных работ, потому что он очень легко поражает и может использоваться для многих проектов, таких как сварка настилов. Сварочный пруток 6011 действительно имеет широкий спектр применения, включая мягкие стали, гальванизированные стали и некоторые низколегированные стали. Его прочность на разрыв составляет 60 000 фунтов на квадратный дюйм.
Более того, у него есть преимущество, если у вас есть машина только переменного тока, поскольку она работает на положительном электроде постоянного тока (DCEP). Этот стержень не работает от постоянного тока и имеет покрытие из целлюлозы натрия.
К недостаткамможно отнести то, что шлак труднее отколоть, и он менее плавно движется при корневых проходах на трубах. 6011 так же силен, как 6010, и может использоваться в нескольких положениях.
Сварочный стержень Forney 31210 E6011, 1/8 дюйма, 10 фунтов
- Продукт 10LB 1/8 6011 Сварной стержень
- Простота использования
- Сварка во всех положениях, универсальный стержень для глубокого проплавления и быстрого замораживания грязных, ржавых и окрашенных материалов
- Плавное смачивание и распространение дуги с хорошим разбрызгиванием, обеспечивающее быстрое наплавление и более плоский контур, обеспечивающий более высокую скорость перемещения ^ Требуется минимальная подготовка поверхности
в наличии
6013 сварочный стержень
Сварочный стержень 6013 действительно имеет широкий спектр применения, включая низкоуглеродистые и среднеуглеродистые стали, гальванизированные стали и некоторые низколегированные стали.

Сварка штангой
Обычно используется в сочетании с небольшими сварочными аппаратами начального уровня, сварочный стержень 6013 представляет собой универсальный стержень, способный выдерживать давление свыше 60 000 фунтов на квадратный дюйм.
Последние 2 цифры 13 обозначают покрытие на электроде с высоким содержанием диоксида титана и калия, которое, в свою очередь, легко совместимо с токами постоянного, постоянного и переменного тока. Сварочный стержень E-6013 иногда называют универсальным, поскольку он очень универсален. Это один из наиболее часто используемых стержней в сварочных школах.
Подходит для более тонких металлов, 6013 обеспечивает легкое и среднее проплавление, а шлак удаляется очень быстро. Удилища 6013, как правило, очень чистые и визуально привлекательные.
Обязательно используйте этот тип стержня только с чистыми металлическими листами, в отличие от стержней 6010 и 6011.
С другой стороны, аналогично другим удилищам: при контакте с водой они повреждаются.
7010 сварочный стержень
Разработанный для сварки трубопроводов, сварочный стержень 7010 представляет собой стержень с высоким содержанием целлюлозы, который очень универсален и может использоваться для многих положений.Лучше всего подходит для сварки вертикально вверх и вниз.
Кроме того, стержень 7010 создает глубокое проплавление, которое создает сварочную лужу, которая легко распространяется с быстрым затвердеванием.
Может использоваться с переменным или постоянным током и выдерживает давление 70 000 фунтов на квадратный дюйм. Он идеально подходит для работы с высоким давлением, например, для сварки углепластиковых трубопроводов.
7014 сварочный стержень
THe 7014 Сварочный пруток обычно рекомендуется для мягких и низколегированных сталей.Сварочный стержень 7014 с покрытием из железного порошка и диоксида титана используется для стеллажей, тяжелых листовых металлов, изготовления и общего обслуживания.
Отражают гладкие бусинки с рябью. Шлак легко удаляется молотком для шлака, часто самоподъемным. Шток 7014 обеспечивает давление 70 000 фунтов на квадратный дюйм. Это удилище подходит для всех позиций. Железный порошок, которым он покрыт, дает очень высокую скорость осаждения. Рекомендуемые токи включают DCEP, DCEN и AC.
Hobart 770465 7014 Рукоять, 1 / 8-10 фунтов
- Для высоких требований к отложению
- Предел прочности на разрыв 70,000 PSI
- Работает во всех положениях при полярности AC или DCEN (прямая) или DCEP (обратная)
- Размер упаковки предмета: 14.5 дюймов x 4,25 дюйма x 2,75 дюйма
в наличии
7018 сварочный стержень
Сварочный электрод 7018 используется для конструкционных сварных швов низко-, средне- или высокоуглеродистых сталей. Сварочный пруток 7018 позволяет создавать очень прочные пластичные сварные швы. Этот стержень, известный тем, что он намного более гладкий и легкий, чем стержни 6011 и 6010, является наиболее распространенным применением для сварки конструкций.
Известный как калийные стержни с низким содержанием водорода, он широко используется на заводах, торговых центрах, плотинах, мостах и других объектах с высокой структурой. Следует упомянуть корпуса судов, сосуды высокого давления, котлы и трубопроводы. Универсальность этого удилища проста, особенно из-за его прочности (70 000 фунтов на квадратный дюйм). Его можно использовать с постоянным током + и переменным током.
К недостаткам относится то, что их необходимо бережно хранить и любой ценой избегать контакта с водой.
Сварочный стержень Forney 30805 E7018, 1/8 дюйма, 5 фунтов
- Изделие: сварочный стержень 5LB 1/8 «7018
- Простота использования
- Сварка во всех положениях, стержень с низким содержанием водорода для общего применения на переменном токе, требующий небольшого проплавления, также может использоваться на DC +
- Предназначен для сварочной головки для сталей и проектов, связанных с трудно свариваемыми сталями, включая толстые секции и жесткие соединения с проблемами растрескивания
в наличии
7024 сварочный стержень
Сварочный пруток 7024 , который чаще всего используется в плоском и горизонтальном положениях, имеет хорошую свариваемость и отлично подходит для кораблей, железнодорожных вагонов, кузовов грузовиков и барж.
Этот стержень идеально подходит для проплавления швов с небольшой пористостью корня. С 7024 упростить укладку большого количества сварочного металла. Пруток обеспечивает гладкие сварные швы, и шлак легко удаляется. Они предназначены для использования с токами AC или DCEP / DCEN.
К недостаткамможно отнести большое тепловложение, и эти стержни подходят только для плоского и горизонтального положения.
назад в меню ↑Выбор правильного сварочного стержня — видеогид
Для более подробного объяснения взгляните на следующее видео, предоставленное Кевином Кароном:
назад в меню ↑
Как обращаться со сварочными электродами
Сварочные электроды нельзя гнуть
Некоторые сварщики или новички сгибают сварочные электроды, чтобы сократить их длину или улучшить положение при сварке.
Это очень неправильно, пожалуйста, не делайте этого.
При изгибе электрода повреждается покрытие. Это повредит вашим результатам сварки.
Как хранить сварочные стержни?
Как правило, большинство сварочных стержней чувствительны к влаге. Это означает, что стержневые электроды поглощают влагу из воздуха.
Электроды с низким содержанием водорода, которые поглощают влагу, могут привести к образованию водородных трещин.
Правильное хранение сварочных стержней имеет решающее значение для обеспечения качественных сварных швов.При сварке «мокрыми» электродами в сварном шве могут образоваться пористость и водородные трещины.
Если у вас штучный электрод с низким содержанием водорода, вы должны оставить его в оригинальной упаковке. После того, как упаковка была открыта, вы должны хранить ее в духовке при температуре от 250 до 300 ° F.
Влагостойкие электроды имеют в конце кода классификации AWS суффикс «R». Хотя даже влагостойкие электроды могут подвергаться воздействию окружающей среды только на срок до 9 часов.
Источник: https: // www.lincolnelectric.com/en-us/support/welding-how-to/pages/storing-electrodes-detail.aspx
Как повторно высушить стержневые электроды с низким содержанием водорода?
Некоторые электроды, подвергшиеся воздействию влаги, можно повторно высушить в специальной сушильной печи.
Как только эти электроды впитают влагу, вы должны повторно высушить их в своей стержневой печи. Для этого выньте электроды из банки и разложите их в духовке. Оставьте их как минимум на один час в духовке, чтобы электроды достигли необходимой температуры повторного высыхания.
В зависимости от типа электрода должны применяться разные параметры повторной сушки. Некоторые электроды необходимо предварительно высушить при более низких температурах перед окончательной сушкой, чтобы минимизировать растрескивание покрытия.
назад в меню ↑Сводка
Подводя итог, сварочные стержни можно использовать в нескольких проектах. Некоторые лучше подходят для простого проекта DIY с меньшей глубиной проникновения, а другие лучше подходят для высоких выходных токов для толстых стальных стержней. Правильный сварочный стержень сделает процесс сварки простым и плавным.Каждое указанное выше удилище имеет идеальное применение.
У вас есть еще какой-либо опыт, которым вы хотели бы поделиться здесь? Не стесняйтесь и оставьте небольшой комментарий ниже.
Кредиты изображений: Pixabay / byrev, 263509670 / Shutterstock, Pixabay / Skeeze, anarosadebastiani / Pixabay
.Рекомендации по вольфрамовым электродам
Вольфрам — редкий металлический элемент, используемый для производства электродов для газовой вольфрамовой дуговой сварки (GTAW). Процесс GTAW основан на твердости вольфрама и устойчивости к высоким температурам, которые переносят сварочный ток в дугу. У вольфрама самая высокая температура плавления из всех металлов — 3410 градусов по Цельсию.
Эти неплавящиеся электроды бывают разных размеров и длины и состоят либо из чистого вольфрама, либо из сплава вольфрама и других редкоземельных элементов и оксидов.Выбор электрода для GTAW зависит от типа и толщины основного материала, а также от того, выполняете ли вы сварку на переменном (AC) или постоянном (DC) токе. Какой из трех вариантов подготовки концов вы выберете: срезанный, заостренный или усеченный — также имеет решающее значение для оптимизации результатов и предотвращения загрязнения и переделки.
Каждый электрод имеет цветовую кодировку, чтобы не было путаницы с его типом. Цвет появляется на кончике электрода.
Чистый вольфрам (цветовой код: зеленый)
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99.50-процентный вольфрам, имеет самый высокий уровень расхода среди всех электродов и, как правило, дешевле, чем их легированные аналоги.
Эти электроды образуют чистый, скругленный кончик при нагревании и обеспечивают высокую стабильность дуги при сварке на переменном токе со сбалансированной волной. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке на переменном токе, особенно алюминия и магния. Его обычно не используют для сварки постоянным током, поскольку он не обеспечивает сильного зажигания дуги, характерного для торированных или церированных электродов.
Торированный (цветовой код: красный)
Торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат минимум 97,30% вольфрама и 1,70–2,20% тория и называются 2% -ным торием. В настоящее время они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий увеличивает качество электронной эмиссии электрода, что улучшает зажигание дуги и обеспечивает более высокую токонесущую способность. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкому уровню потребления и устраняет блуждание дуги для большей стабильности.По сравнению с другими электродами, торированные электроды осаждают меньше вольфрама в сварочной ванне, поэтому они вызывают меньшее загрязнение сварного шва.
Эти электроды используются в основном для специальной сварки на переменном токе (например, тонкого алюминия и материалов размером менее 0,060 дюйма) и сварки постоянным током с отрицательной или прямой полярностью на углеродистой стали, нержавеющей стали, никеле и титане.
Во время производства торий равномерно распределяется по электроду, что помогает вольфраму сохранять заостренную кромку — идеальную форму электрода для сварки тонкой стали — после шлифования.Примечание: торий радиоактивен; поэтому вы всегда должны следовать предупреждениям, инструкциям и паспорту безопасности материала (MSDS) производителя при его использовании.
Ceriated (Цветовой код: оранжевый)
Ceriated вольфрамовые электроды (классификация AWS EWCe-2) содержат минимум 97,30% вольфрама и 1,80–2,20% церия и называются 2% -ными. Эти электроды лучше всего подходят для сварки постоянным током при малых токах, но могут эффективно использоваться в процессах переменного тока.Благодаря отличному зажиганию дуги при низких значениях тока, церированный вольфрам стал популярным в таких областях, как изготовление орбитальных труб и труб, обработка тонкого листового металла и работы с небольшими и хрупкими деталями. Как и торий, его лучше всего использовать для сварки углеродистой стали, нержавеющей стали, никелевых сплавов и титана, а в некоторых случаях он может заменить 2-процентные торированные электроды. Церинованный вольфрам имеет несколько иные электрические характеристики, чем торий, но большинство сварщиков не заметят разницы.
Использование церированных электродов при более высоких значениях силы тока не рекомендуется, поскольку при более высоких значениях силы тока оксиды быстро переходят в тепло на наконечнике, удаляя содержание оксидов и сводя на нет преимущества процесса.
Лантаноат (цветовой код: золото)
Вольфрамовые электроды с лантаном (классификация AWS EWLa-1.5) содержат минимум 97,80% вольфрама и от 1,30% до 1,70% лантана, или лантана, и известны как 1,5% лантана. Эти электроды обладают отличным зажиганием дуги, низкой скоростью выгорания
, хорошей стабильностью дуги и превосходными характеристиками повторного зажигания — многие из тех же преимуществ, что и церированные электроды.Электроды с лантаном также обладают характеристиками проводимости 2-процентного торированного вольфрама. В некоторых случаях 1,5% лантана можно заменить 2% торированного без внесения значительных изменений в программу сварки.
Электроды из лантано-вольфрамового сплава идеальны, если вы хотите оптимизировать свои сварочные возможности. Они хорошо работают с отрицательными электродами переменного или постоянного тока с заостренным концом, или их можно скомпоновать для использования с источниками питания синусоидальной волны переменного тока. Лантановый вольфрам хорошо сохраняет заостренную острие, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников прямоугольной формы.
В отличие от торированного вольфрама, эти электроды подходят для сварки на переменном токе и, как и церированные электроды, позволяют зажигать и поддерживать дугу при более низких напряжениях. По сравнению с чистым вольфрамом добавление 1,5% лантаны увеличивает максимальную токонесущую способность примерно на 50% для данного размера электрода.
Цирконий (цветовой код: коричневый)
Циркониевые вольфрамовые электроды (классификация AWS EWZr-1) содержат не менее 99,10% вольфрама и 0.От 15 до 0,40 процента циркония. Циркониевый вольфрамовый электрод создает чрезвычайно стабильную дугу и устойчив к разбрызгиванию вольфрама. Он идеально подходит для сварки на переменном токе, поскольку сохраняет скругленный наконечник и обладает высокой устойчивостью к загрязнениям. Его токонесущая способность равна или больше, чем у торированного вольфрама. Ни при каких обстоятельствах не рекомендуется использовать диоксид циркония для сварки постоянным током.
Редкоземельные элементы (Цветовой код: серый)
Вольфрамовые электроды из редкоземельных элементов (классификация AWS EWG) содержат неуказанные добавки оксидов редкоземельных элементов или гибридные комбинации различных оксидов, но производители должны указывать каждую добавку и ее процентное содержание на пакет.В зависимости от добавок желаемые результаты могут включать стабильную дугу в процессах как переменного, так и постоянного тока, большую долговечность, чем у торированного вольфрама, возможность использовать электрод меньшего диаметра для той же работы, использование более высокого тока для электрода аналогичного размера. , и меньше выплевывания вольфрама.
Подготовка вольфрама — со стенками, заостренными или усеченными?
Следующим шагом после выбора типа электрода является выбор подготовки конца. Доступны три варианта: сгруппированный, заостренный и усеченный.
| Рисунок 1 Типичные диапазоны тока для электронов с защитой аргоном. |
Гофрированный наконечник обычно используется на электродах из чистого вольфрама и циркония и рекомендуется для использования с процессами переменного тока на синусоидальных и обычных машинах для GTAW с прямоугольной волной. Чтобы правильно закрепить конец вольфрама, просто примените силу переменного тока, рекомендованную для данного диаметра электрода (см. , рис. 1 ), и на конце электрода образуется шарик.Диаметр скругленного конца не должен превышать 1,5 диаметра электрода (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма). Большая сфера на конце электрода может снизить стабильность дуги. Он также может выпасть и загрязнить сварной шов.
| Рисунок 2 Подготовка вольфрама для отрицательной сварки электродом постоянного тока и переменного тока с использованием источников питания с формированием волны. |
Заостренный и / или усеченный наконечник (для чистого вольфрама, церированного, лантанового и торированного типов) следует использовать для инверторных сварочных процессов на переменном и постоянном токе.Для правильной шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифования вольфрама (для предотвращения загрязнения) и шлифовальный круг, сделанный из Borazon® или алмаза (чтобы противостоять твердости вольфрама). Примечание. Если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль; иметь соответствующую систему вентиляции на шлифовальной станции; и следуйте предупреждениям, инструкциям и MSDS производителя.
Заточите вольфрам прямо на круге, а не под углом 90 градусов (см. Рисунок 2 ), чтобы следы шлифования шли по длине электрода.Это уменьшает количество выступов на вольфраме, которые могут вызвать блуждание дуги или плавление в сварочной ванне, вызывая загрязнение.
Обычно необходимо отшлифовать конус на вольфраме на расстояние, не превышающее 2,5 диаметра электрода (например, для электрода 1/8 дюйма, отшлифуйте поверхность от 1/4 до 5/16 дюймов в длину). Шлифовка вольфрама до конуса облегчает переход дуги зажигания и создает более сфокусированную дугу для улучшения сварочных характеристик.
При сварке слабым током тонких материалов (от 0 до 0).005 до 0,040 дюйма), лучше всего измельчить вольфрам до острия. Заостренный наконечник позволяет сварочному току передавать сфокусированную дугу и помогает предотвратить деформацию тонких металлов, таких как алюминий. Использование остроконечного вольфрама для приложений с более высоким током не рекомендуется, поскольку более высокий ток может сдуть кончик вольфрама и вызвать загрязнение сварочной ванны.
Для приложений с более высоким током лучше всего шлифовать усеченный наконечник. Чтобы добиться этой формы, сначала отшлифуйте вольфрам до конуса, как описано ранее, а затем отшлифуйте 0.От 010 до 0,030 дюйма плоская земля на конце вольфрама. Эта плоская поверхность помогает предотвратить перенос вольфрама по дуге. Это также предотвращает образование шара.
Майк Сэммонс — менеджер по продажам и маркетингу в Weldcraft, 2741 N. Roemer Road, Appleton, WI 54911, 920-882-6811, факс 920-882-6844, [email protected], www.weldcraft.com.
.