Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Электросварка при помощи постоянного тока является одним из самых надежных способов соединения между собой различных материалов, обеспечивающим прочное долговечное соединение и аккуратный шов. Температура, возникающая в результате образования электрической дуги, во много раз превышает температуры плавления всех металлов, что и обеспечивает высокую прочность соединения, а отсутствие смены полярности тока и перехода через нуль предотвращает возникновение брызг и неровностей в процессе сваривания поверхностей. Как известно, неотъемлемой комплектующей оборудования для электросварки являются электроды для постоянного тока. Именно они подводят к свариваемым поверхностям электрический ток.
Электроды для сварки постоянным током – критерии выбораСовременные электроды для электродуговой сварки представлены на рынке в достаточно широком ассортименте. Тем не менее, при их выборе необходимо руководствоваться определенными критериями. Важнейшими из них, безусловно, являются соответствие продукции существующим стандартам качества, наличие сертификатов и необходимых разрешительных документов. Поскольку работа с постоянным током требует максимального обеспечения безопасности, выбор электродов для сварки должен осуществляться с внимательным учетом этого параметра. Рекомендуется отдавать предпочтение маркам, одобренным авторитетными и квалифицированными организациями, например, Центр Стандартизации и Метрологии, Речной и Морской регистр, Национальной Ассоциацией Контроля и Сварки.
Тем не менее, при их выборе необходимо руководствоваться определенными критериями. Важнейшими из них, безусловно, являются соответствие продукции существующим стандартам качества, наличие сертификатов и необходимых разрешительных документов. Поскольку работа с постоянным током требует максимального обеспечения безопасности, выбор электродов для сварки должен осуществляться с внимательным учетом этого параметра. Рекомендуется отдавать предпочтение маркам, одобренным авторитетными и квалифицированными организациями, например, Центр Стандартизации и Метрологии, Речной и Морской регистр, Национальной Ассоциацией Контроля и Сварки.
Среди наиболее часто используемых и зарекомендовавших себя как продукцию высокого качества можно выделить следующие марки электродов для сварки постоянным током: УОНИ 13/45, УОНИ 13/55, ОЗС-12, ОЗС-4, ОЗС-6, MP-3С, MP-3, AHO-4, AHO-6, AHO-21, ОЗЛ-6, ЦЛ-11, ОЗЧ-2, Т-590, LB-52U.
Любой вид работ требует внимательного подбора используемых комплектующих. Выбор оптимальной марки электродов для сварки постоянным током способен обеспечить качественный и долговечный результат.
Марки электродов для постоянного тока УОНИ 13/45, УОНИ 13/55, ОЗС-12, ОЗС-4, ОЗС-6, MP-3С, MP-3, AHO-4, AHO-6, AHO-21, ОЗЛ-6, ЦЛ-11, ОЗЧ-2, Т-590, LB-52U
Цены электродов для постоянного тока УОНИ 13/45, УОНИ 13/55, ОЗС-12, ОЗС-4, ОЗС-6, MP-3С, MP-3, AHO-4, AHO-6, AHO-21, ОЗЛ-6, ЦЛ-11, ОЗЧ-2, Т-590, LB-52U
Электроды для переменного тока
Постоянный ток часто используют как при домашней, так и во время профессиональной сварки.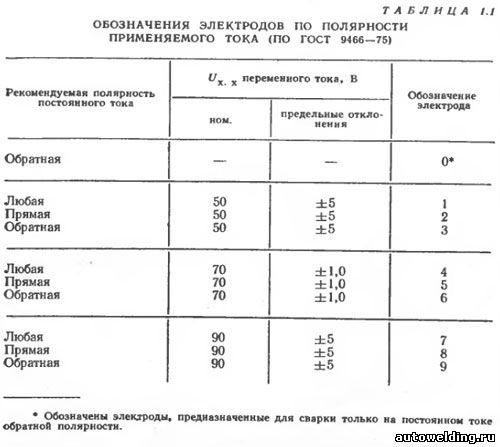
Даже новичок справится с получением качественных и прочных соединений.
Чтобы это стало возможным, нужно выбрать аппарат для сварки и электроды для постоянного тока.
Блок: 1/7 | Кол-во символов: 256
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-postoyannogo-toka
Особенности сварки постоянным током
Сварочный процесс с применением постоянного напряжения имеет ряд отличительных свойств. Некоторые характеристики можно рассмотреть как достоинства, другие в качестве недостатков.
Плюсы:
- практически полное отсутствие разбрызгивания металла обеспечивает сокращение издержек электродов;
- постоянка делает работу сварщика проще;
- высокая производительность и эффективность труда;
- устойчивость и стабильность дуги даже при воздействии негативных влияний: порывы ветра, колебания напряжения и другие;
- качественный и аккуратный шов;
- возможность соединения изделий из тонкого металла;
- отсутствие непровариваемых участков.


Минусы:
- сваривание с применением постоянного тока осуществляется при помощи инверторных аппаратов. Данное оснащение отличается высокой стоимостью;
- “магнитное дутье” создает проблемы с нестабильной дугой в сложных местах (напр. углах).
Прямая или обратная полярность
Нужно знать сварщику! Соединение металлов постоянным током можно проводить двумя режимами: с прямой и обратной полярностью. Первый режим: к электроду подключается минус, а к металлическому изделию – плюс. При сваривании обратной полярности наоборот: к электроду- плюс, к заготовке – минус.
Сварочные работы прямой полярностью образуют на кончике электрода катодное пятно, обратной – анодное. В районе анодного пятна температура доходит до 3900°С, в районе катодного – до 3200°С. Во время сваривания на обратной полярности тепло концентрируется на обрабатываемом изделии, из-за этого происходит углубление корня сварочного шва.
Поэтому напряжение обратной полярности лучше применять при сваривании толстостенных изделий и в тех случаях, когда требуется высокая температура.
Ток прямой полярности используется для работы со следующими материалами:
- конструкции из тонколистовой стали;
- легкоплавкие металлы;
- чувствительные к перегреву стали: нержавеющие, легированные и высокоуглеродистые.
Особенности сварки при обратной полярности:
- большое разбрызгивание и высокий коэффициент
- электрическая дуга отличается нестабильностью;
- правильный нагрев изделия;
- некоторые сварочные материалы показывают увеличение коэффициента наплавки;
- сварочный шов имеет нестандартный состав материала: отсутствие углерода, большое количество кремния и марганца.
- меньший нагрев стержня позволяет специалисту использовать токи с более высоким значением.

Особенности соединения при обратной полярности:
- необходимость снижения потенциала тока для уменьшения температуры изделия;
- рекомендуется осуществлять сваривание прерывистым швом;
- очень тонкие детали свариваются с периодическим прерыванием дуги;
- при соединении внахлест, заготовки должны герметично прижиматься друг к другу. Несоблюдение данного условия может привести к прожиганию верхней детали.
- стыковочное соединение должно проводиться с минимальным зазором или, лучше всего, вообще без зазора;
- при сварки тонких изделий с неровными кромками следует
- можно провести отбортовку соединяемых кромок, угол – 90°.

Полезное видео
Посмотрите ролик, где наглядно разъясняется разница использования полярностей.
Блок: 2/6 | Кол-во символов: 3284
Источник: https://WeldElec.com/info/elektrody-postoyannogo-toka/
Где и как используют сварочные электроды?
Сварочные электроды применяют как в домашнем строительстве, так и при возведении массовых промышленных объектов.
В обоих случаях, как правило, используют одинаковые виды этих расходников.
Приобретают их всегда под конкретный сварочник, с учетом условий эксплуатации, и технологических параметров.
В процессе сварки стержни плавятся, и расплавляют места соединения металлических элементов, следствием чего становится прочная молекулярная связь последних.
Посредством сварочных электродов можно выполнять:
- Соединение двух металлических частей. Это, в принципе, основное их назначение.
- Заваривание трещин.
- Резка металлических конструкций и отдельных элементов.
Также сварочные электроды нередко применяют для наплавки металла на различные детали, которые в процессе эксплуатации, подверглись износу, и утратили изначальные геометрические размеры.
Сварочными стержнями можно работать в различных положениях, в зависимости от их типа:
- Нижнее расположение сварочного соединения – используют в тех случаях, когда к соединению не предъявляется каких-либо особых требований. Считается самым производительным и оптимальным способом. Электрод располагается вертикально, а соединяемые поверхности – горизонтально.
- Горизонтальное расположение – горизонтальный шов, горизонтальное положение электрода, вертикальное положение свариваемых элементов.
- Вертикальное – вертикальный шов, вертикальное расположение свариваемых элементов, горизонтальное позиционирование электрода.
- Потолочное – вертикальное расположение электрода, горизонтальное размещение соединяемых элементов. Это самый трудновыполнимый вид шва, так как мастер выполняет сварку снизу, из-за чего расплав может стекать, минуя сварочную ванну.
Кроме прочего, существует сварка «в лодочку».
Тут свариваемые элементы располагаются по отношению друг к другу под углом.
Сварка производится преимущественно в нижнем положении, за счет чего повышается скорость работы.
Что касается позиционирования самого электрода, в процессе работы он может быть расположен под 90-градусным углом по отношению к шву, а также под 30 – 60 градусов в наклоне вперед или назад.
Блок: 2/8 | Кол-во символов: 2143
Источник: https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki
Недостатки
- Ограниченный диапазон действия;
- Сложность подбора, в зависимости от условий работы.
Физико-химический состав
Зачастую электроды для сварки постоянным током имеют основное покрытие, но могут встречаться и другие варианты. Самыми распространенными элементами, которые входят в данный состав, являются магний, карбонаты, ферросплавы и плавиковый шпат.
Самыми распространенными элементами, которые входят в данный состав, являются магний, карбонаты, ферросплавы и плавиковый шпат.
Помимо этого в химическом составе встречаются еще и следующие элементы:
Углерод | Марганец | Кремний | Сера | Фосфор |
0,09 | 0,57 | 0,23 | 0,025 | 0,027 |
В некоторых случаях состав может меняться не только от марки, но и от размера, что влечет за собой изменение физических свойств наплавленного металла.
Технические характеристики
Каждый сварочный электрод постоянного тока, который принадлежит к той или иной марке, обладает своими характеристиками. Но данный тип в целом имеет свои повторяющиеся особенности. На примере технических характеристик сварочных электродов УОНИ 13 45 можно рассмотреть, какие свойства имеются у наплавленного металла.
Температура испытаний | Сопротивление разрыву временное, Н/мм в квадрате | Удлинение относительное, % | Вязкость ударная, Дж/см в квадрате |
+ 20 °С | 410 | 147 |
Производительность наплавки, г/мин | Относительный выход наплавленного материала, % | Количество электродов на 1 кг наплавленного шва, кг |
1,65 |
Марки электродов для сварки постоянным током
Здесь перечислены основные марки, которые пользуются популярностью на современном рынке:
- УОНИ-13 45. Во время выпуска проходит санитарно-эпидемиологическое заключение. Его используют для сталей с низким уровнем легирования и со средним содержанием углерода. Благодаря высокой герметичности ими заваривают емкости, работающие под давлением. Также сваривают толстые металлические изделия и заваривают дефекты, образованные после литья. Обладают основным покрытием.
- УОНИ-13 45. Его используют для сталей с низким уровнем легирования и со средним содержанием углерода. Благодаря высокой герметичности ими заваривают емкости, работающие под давление и строительные металлоконструкции. Обладают основным покрытием
 Также сваривают толстые металлические изделия и заваривают дефекты, образованные после литья. Обладают основным покрытием.
Также сваривают толстые металлические изделия и заваривают дефекты, образованные после литья. Обладают основным покрытием.Электроды для сварки постоянным током марки УОНИ-13 45
- ОЗС-12. Используются для соединения ответственных конструкций, произведенных из низкоуглеродистой стали. Пригодны для всех пространственных положений, за исключением вертикального.
Электроды для сварки постоянным током марки ОЗС-12
- ОЗС-4. Используется для сваривания низкоуглеродистых и углеродистых сталей. Имеет минимальные требования к чистоте поверхности и может варить даже заготовки с ржавчиной.
Электроды для сварки постоянным током марки ОЗС-4
- МР-3С. Для сварки низколегированных и углеродистых сталей. Наплавленный металл образует ровный вид соединения и очень легко ложится в процессе сварки.
 Наплавленный металл образует ровный вид соединения и очень легко ложится в процессе сварки.
Наплавленный металл образует ровный вид соединения и очень легко ложится в процессе сварки.Электроды для сварки постоянным током марки МР-3
Обозначение и маркировка
Маркировка электродов для сварки постоянным током обозначает род при помощи цифр. В самом конце полного названия марки стоит цифровое обозначение, и если там имеется «0», то эти электроды предназначаются исключительно для постоянного тока. К примеру, Э50А УОНИ 13 55 5,0УД Е514(4) Б 20, у которых как раз имеется «0» в конце, должны использоваться только для постоянного тока обратной полярности.
Выбор
Многих интересует вопрос, какие лучше электроды для сварки постоянным током. Это весьма актуальный вопрос, так как имеется огромное количество производителей и марок, а от качества расходного материала зависит эффективность работы. В первую очередь нужно обратить внимание на соответствие стандартам качества и наличие сертификатов. После этого следует выбирать материал по типу металла, из которого сделан стержень. Он должен быть максимально схож с тем, что придется сваривать. Ведь некоторые марки могут быть рассчитаны только на низколегированные стали. Так же может быть направленность на низкое и среднее содержание углерода. Данный тип преимущественно работает со сталями, так что подбор придется делать из узкого сегмента материалов.
Он должен быть максимально схож с тем, что придется сваривать. Ведь некоторые марки могут быть рассчитаны только на низколегированные стали. Так же может быть направленность на низкое и среднее содержание углерода. Данный тип преимущественно работает со сталями, так что подбор придется делать из узкого сегмента материалов.
После этого следует определиться с размерами. Диаметр электрода не стоит выбирать меньше, чем толщина заготовки, так как есть риск, что он не сможет проварить всю конструкцию целиком. Толщина должна совпадать с диаметром, или же электрод может толще, не более 1 мм. Это влияет на удобство сваривания, так как состав в выбранной марке уже не будет меняться.
«Важно!Все особенности выбора могут оказаться бесполезными, если не будет подобран правильный режим тока, под которым материал сможет раскрыть весь свой потенциал.»
Основные режимы и нюансы применения
Режимы во многом зависят от положения, в котором проводится сваривание. Ведь из-за земного притяжения расплавленный металл будет стекать вниз, так что при потолочном и вертикальном положении требуется уменьшить силу тока, чтобы все плавилось не так быстро.
Ведь из-за земного притяжения расплавленный металл будет стекать вниз, так что при потолочном и вертикальном положении требуется уменьшить силу тока, чтобы все плавилось не так быстро.
Величина диаметра, мм | Положение | ||
Нижний шов | Вертикальный шов | Потолочный шов | |
40…80 | 40…70 | 40…70 | |
2,5 | 70…90 | 60…80 | 60…80 |
100…130 | 90…120 | 90…120 | |
160…190 | 130…160 | 130…160 | |
180…240 | 160…210 | ||
210…290 | |||
Блок: 3/3 | Кол-во символов: 4843
Источник: https://svarkaipayka.ru/material/elektrodyi/dlya-svarki-postoyannyim-tokom. html
html
Маркировка электродов для постоянного тока
Различные типы сварочных материалов имеют собственную маркировку. Маркировка содержит основную информацию об электроде. Формат данных сведений включает 12 цифровых комбинаций, каждая из которых имеет собственное значение. Основной особенностью маркировок расходников для постоянного тока является цифра “0”, расположенная в конце записи. Именно она указывает, что определенная марка рассчитана только на постоянный ток.
Цифра “0” в строке “E 513 B20” обозначает, что данные электроды используются для сварки постоянным током обратной полярности.
Блок: 3/6 | Кол-во символов: 589
Источник: https://WeldElec.com/info/elektrody-postoyannogo-toka/
Электроды для переменного тока
Электроды для переменного тока обладают интересной особенностью: они универсальны, то есть годятся для работы как с переменным, так и с постоянным напрпяжением. Сразу заметим, что электроды для постоянного тока такой универсальностью ни в коей мере не обладают.
Используются электроды переменного тока там, где в качестве сварочных аппаратов стоят трансформаторы и генераторы. Как и сами аппараты, эти электроды весьма востребованы, так как с этими методами можно работать только на «переменке».
И агрегаты, и расходные материалы значительно дешевле, чем сварочные технологии, основанные на использовании постоянного напряжения. Так что популярность и спрос на «переменку» не собирается снижаться.
Маркировки электродов для разных типов покрытий.
Преимущества электродов переменного тока:
- Использование расходников для переменке не требует выпрямителей в дополнение к трансформатору.
- Сварочная ванна не подвергается вредному действию азота и кислорода из воздуха.
- Универсальность такого рода расходников.
Недостатки переменных расходников:
- Самый главный минус – качество сварочных швов ниже, чем при использовании постоянного напряжения.
- Разбрызгивание металла во время сварки.
- Низкий уровень вязкость под ударом.
Четыре типа покрытия электродов:
- Кислое покрытие с маркировочной буквой А, имеющее в составе высокую долю кислорода. Это типичный «универсал», с такими расходниками можно работать и на постоянном токе.
- «Основное» покрытие с маркировкой буквой Б. Отличаются высоким потенциалом ионизации, из-за чего на переменном токе с ними лучше не работать.
- Рутиловое покрытие обычно наполовину состоит из специального рутилового концентрата, а он весьма лоялен к переменному току.
- Электроды из целлюлозы годятся для работы с постоянным током.
Из всех возможных вариантов покрытия самым популярным в работах с переменным током является рутиловое покрытие.
Блок: 3/5 | Кол-во символов: 2038
Источник: https://tutsvarka.ru/vidy/elektrody-dlya-peremennogo-toka
Характеристики
В последние 15 лет представлено много современных моделей универсальных механизмов. Они могут работать как при статичном, так и переменном токе. Такие варианты отлично подходят тем, для кого не играет большой роли высокое качество сварочных соединений.
Но для того, чтобы итоговый шов был крепким, необходимо приобретать специальные электроды, позволяющие работать с постоянным током. Если их применять, то можно избежать разбрызгивания металла и получить ровное соединение.
Когда покупаете электроды, не стоит на них экономить. Учитывайте, чтобы они были выполнены по Госстандарту. Также не выбирайте модели, чьих производителей вы не знаете. Работая с электродами низкого качества, вы рискуете получить неровную поверхность.
Это несмотря на то, что внешне такие электроды аналогичны высококачественным единицам. Но вы точно заметите разницу, когда начнёте сварочные работы.
Но вы точно заметите разницу, когда начнёте сварочные работы.
Когда вы работаете с постоянным током, то материал электрода не имеет такого значения, как его качество. Стоит убедиться заранее, что материал отвечает вашим рабочим требованиям. Только после этого можно начинать сварку.
Электроды, используемые для работы с постоянным током, обладают некоторыми преимуществами, если сравнивать их с универсальным материалом. Список некоторых из них ниже:
- широкий выбор диаметра;
- большое разнообразие покрытий;
- возможность работы новичкам без опыта;
- итоговое сварочное соединение хорошего качества без использования флюса.
Механизмы имеют некоторые недостатки:
- работа только с постоянным током;
- высокая стоимость деталей;
- необходимость учета всех характеристик материалов.
Чтобы разобраться в этом вопросе, посмотрите на таблицу, прикрепленную ниже.
В 4 случаях из 5 при изготовлении применяют карбонат, также ферросплавы и магний. Начинка аппарата отличается по типу производителя, и зависит от размера механизма.
Начинка аппарата отличается по типу производителя, и зависит от размера механизма.
Блок: 2/7 | Кол-во символов: 1841
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-postoyannogo-toka
Физико-химический состав
Здесь все просто. Большинство стержней для постоянки имеют основное покрытие. В составе может быть карбонат, магний, ферросплавы и прочие элементы. В таблице ниже приведены элементы, которые еще могут встречаться в составе. Кстати, состав может изменяться в зависимости от марки и диаметра электрода.
Блок: 4/9 | Кол-во символов: 327
Источник: http://home.nov.ru/osobennosti-i-primenenie-elektrodov-dlya-postoyannogo-toka/
Размеры и вес сварочных электродов
Диаметр – основная величина электрода.
Обычно этот параметр находится, как правило, в пределах 1,6 – 8 мм, но ГОСТами предусмотрены варианты на 10 и 12 мм.
В быту обычно используют 2,5-миллиметровые стержни.
На вес каждого стержня влияет материал изготовления, его длина (обычно это 250 – 450 мм, однако далеко не всегда), толщина покрывающего слоя, иные факторы.
Изделия упаковываются в пачки весом от 1 до 7 кг.
Блок: 4/8 | Кол-во символов: 449
Источник: https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki
Как выбрать
Ищите электроды исходя из материала, который применяют для его изготовления. Некоторые виды могут служить для работы с определенным видом конструкции.
Учитывайте этот момент. Многие стержни для работы с постоянным током производят для металлообработки стали.
Стоит проверять этот момент очень тщательно, потому что продукция может быть не лучшего качества.
Выберите для себя, какой диаметр должен быть у электрода. Также не забывайте о размерах металлоконструкции. Следуйте простому правилу: чем больше толщина детали, тем выше окружность стержня.
Если не обращать внимание на этот момент, тогда металл или не доварится, или изменит свою форму. Отклонение – не больше одного миллиметра.
Определить правильный режим работы машины – значит сделать половину дела. Даже если диаметр электрода для сваривания постоянным током и характеристики материала подобраны правильно, вы рискуете ошибиться с режимом тока. Тогда вся работа не будет иметь смысла.
Блок: 5/7 | Кол-во символов: 961
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-postoyannogo-toka
Материал и виды покрытия
Электродное покрытие по соотношению общего диаметра электрода к диаметру сердечника делится на следующие категории (коэффициент):
- Типа М – тонкое покрытие (до 1,2).
- С – среднее (до 1,45).
- Д – толстое (до 1,8).
- Г – особо толстое (свыше 1,8).
По составу также существует отдельная классификация:
- А – кислое.
- Б – основное.
- Ц – целлюлозное.
- Р – рутиловое.
- Две буквы (указанные выше, а также рутилово-железные с обозначением РЖ) – смешанный тип.
- П – прочие типы.

Приведенные буквы участвуют в маркировке.
ПРИМЕЧАНИЕ:
Предусмотрено дополнительное деление электродов на несколько групп, в зависимости от состояния обмазки, точности изготовления этих изделий.
Цвет
Вольфрамовые электроды отдельно имеют цветовую маркировку, указывающую на тип и процентный вес содержащегося в составе оксида:
- Торий – голубые (0,35 – 0,55%), желтые (0,8 – 1,2%), красные (1,7 – 2,2%), сиреневые (2,8 – 3,2%), оранжевые (3,8 – 4,2%).
- Цирконий – коричневые (0,15 – 0,5%) и белые (0,7 – 0,9%).
- Оксид лантана – черные (0,9 – 1,2%), золотые (1,4 – 1,6%), синие (1,8 – 2,2%).
- Оксид церия – серые, соответствующие 1,8 – 2,2%.
Сиреневым и бирюзовым цветами отмечаются смешанные оксиды, состоящие из редкоземельных элементов. Зеленые стержни производятся из чистого вольфрама.
Блок: 5/8 | Кол-во символов: 1267
Источник: https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki
Рейтинг электродов переменного тока
Типы электродов для сварки переменным и постоянным током.
Вид тока обозначается во всех маркировках расходников – это всегда последняя цифра. Главное – запомнить, что если в маркировке на последнем месте стоит 0, то электрод не годится для сварки переменным током.
- ОЗС – 12 с рутиловым покрытием. Самый распространенный вид электродов для сварки переменным током, с которым работают практически на всех аппаратах российского производства. Отлично варит детали из углеродистых сталей, приемлемы для соединений ответственных конструкций. Значительные преимущества данных электродов – возможность работать в любом положении в пространстве, отсутствие пор в шве, стойкая дуга, вполне приемлемая доза токсических газов, выделяемых во время процесса сварки.
- МР – 3 созданы для сварки низкоуглеродистых сталей. Преимущества похожи: отличная стойкая дуга, приемлемое разбрызгивание металла. Корка шлака очень легко отделяется. С этими расходниками можно варить даже ржавые, влажные и плохо очищенные заготовки.
- АНО – 4 также используются для углеродистых сталей. Отличная дуга, которая быстро и легко поджигается. Можно варить влажные и ржавые заготовки. Нет пор и трещин при образовании шва. Легкое отделение корки шлака. Практически не наблюдается разбрызгивания металла.
- МР – 3С отличаются своей высокой универсальностью: годятся и для низколегированных, и для углеродистых сталей. Дуга поджигается легко и мгновенно, шов защищен от шлака и окислов за счет рутилового покрытия. Швы выходят ровными и прочными, они выдерживают значительные нагрузки. Работать с ними можно в любом положении в пространстве.
- АНО – 6 используются для соединений деталей из низкоуглеродистых сталей. Не боятся ржавчину, окалину и грязь. Дуга стойкая и легко поджиигаемая, шов формируется правильно.
- ОЗС – 4 для углеродистых сталей, варить можно в любых пространственных положениях. Дуга поджигается легко. Можно варить на повышенных режимах металлические заготовки с кромками средней и большой толщины. Внимание! Не любит грязи на свариваемых поверхностях – перестают работать.
- АНО – 21 также предназначены для сталей с углеродными добавками и низколегированных сплавов. С ними очень просто обращаться, работать можно в каких угодно положениях, используются также совместно с инвертором и трансформатором полуавтоматического типа. Металл во время работы почти не разбрызгивается, легко отделяется шлак в виде корки. Дуга с отличными качествами – стабильная и мягкая.
- ОЗС – 6 предназначаются для углеродистых сталей. Отличаются высокой проходной скоростью, что дает высокую производительность труда со сварочным швом прекрасного качества. Способен сваривать окисленные поверхности.
 Отличная дуга, которая быстро и легко поджигается. Можно варить влажные и ржавые заготовки. Нет пор и трещин при образовании шва. Легкое отделение корки шлака. Практически не наблюдается разбрызгивания металла.
Отличная дуга, которая быстро и легко поджигается. Можно варить влажные и ржавые заготовки. Нет пор и трещин при образовании шва. Легкое отделение корки шлака. Практически не наблюдается разбрызгивания металла.
Блок: 4/5 | Кол-во символов: 2691
Источник: https://tutsvarka.ru/vidy/elektrody-dlya-peremennogo-toka
ГОСТ
Для покрытых стержней, посредством которых выполняется дуговая сварка, разработан ГОСТ 9466-75.
Кроме него существуют стандарты, распространяющиеся на электроды, исходя из их назначения.
Для примера, это ГОСТ 9467-75, ГОСТ 10052-75 и ГОСТ 1051-75.
Маркировка сварочных электродов
Маркировка электродов бывает простой, например, состоящей буквально из 3-х символов, и крайне сложной.
В качестве примера можно привести изделия Э50А и, например, Э42А, где:
- Первая бука Э буквально означает «электрод».
- Идущее следом число означает минимальное время сопротивления разрыву.
- Последующие буквы указывают на назначение изделия (А – допускается применение пластичного наплавляемого металла, имеющего повышенную вязкость, Н – изделия для наплавления на поверхности, У – для углеродистых сталей, Т – для теплоустойчивых легированных сталей).
Также в наплавке содержатся самые разные химические элементы, которые маркируются буквами Х, М, Б и Ф, что соответствует хрому, молибдену, ниобию и ванадию.
Касательно непосредственно сердечника, он маркируется следующим образом (последовательно):
- Св – буквенное обозначение сварочного типа проволоки.
- Число, указывающее на процентное содержание углерода.
- Буквы, в которых зашифрован код содержащихся легирующих веществ.
- Число, указывающее на процентное содержание легирующих веществ.

Блок: 6/8 | Кол-во символов: 1322
Источник: https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki
Выбор электродов
Многие начинающие сварщики часто спрашивают: «Какие электроды для сварки постоянным током лучше?». В этом вопросе уже кроется ошибка. Не бывает лучших или худших электродов, каждая марка имеет свои особенности и назначение. Мастер сам для себя решает, какие электроды предпочтительнее для выполнения его специфических задач. Но кое-что все же стоит учесть при выборе стержней.
Во-первых, посмотрите, из чего изготовлены выбранные вами электроды и для чего они предназначены. Некоторые марки могут быть рассчитаны на работу только с одним типом металла. Это нужно учитывать. Большинство стержней для постоянки изготавливаются для сварки сталей, так что придется потрудиться, чтобы узнать свойства детали и электрода. Не нужно варить низколегированную деталь электродом для углеродистой стали. Также не лишним будет запрос у продавца сертификатов качества. Некоторые магазины не стесняются торговать поддельной продукцией, качество которой оставляет желать лучшего.
Не нужно варить низколегированную деталь электродом для углеродистой стали. Также не лишним будет запрос у продавца сертификатов качества. Некоторые магазины не стесняются торговать поддельной продукцией, качество которой оставляет желать лучшего.
Во-вторых, определитесь с диаметром электрода и толщиной металла. Помните золотое правило: чем толще деталь, тем больше диаметр стержня. Если не следовать этой рекомендации, то металл либо не проварится, либо деформируется. Допустимы отклонения не более одного миллиметра.
Обратите внимание! 50% результата — это правильный выбор режима работы. Вы можете выбрать нужный диаметр и состав электрода, но установить ошибочный режим тока, и вся работа пойдет насмарку. Отнеситесь к этому серьезно.
Блок: 7/9 | Кол-во символов: 1478
Источник: http://home.nov.ru/osobennosti-i-primenenie-elektrodov-dlya-postoyannogo-toka/
Подведём итоги
После того, как вы примените эту информацию на практике, обязательно поделитесь с нами в комментариях. Успехов в работе!
Блок: 7/7 | Кол-во символов: 137
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-postoyannogo-toka
Что нужно знать о сварочных электродах?
На электродный стержень любые покрытия (если предполагается их наличие) наносятся окунанием (обмакиванием) или опрессовкой.
В первом случае проволочный пруток буквально окунают в специально подготовленный раствор.
Это фактически паста, которую готовят путем смешивания требуемых компонентов до образования сметанообразной консистенции.
На первом этапе перемешивается сухая смесь, после чего уже происходит добавление связующего вещества, например, жидкого стекла.
После обмакивания в эту пасту, стержень отправляют на сушку, а затем на упаковку.
Что касается опрессовки, паста наносится под давлением от 400 до 800 атмосфер.
Это более эффективный способ, позволяющий полностью сформировать до 600 готовых изделий в течение всего 1 минуты.
Сушка происходит при температуре 150 – 180 °С.
Перед упаковкой, что касается и первого метода нанесения покрытия, все электроды проходят обязательную проверку на качество.
Сварочные электроды, учитывая, что это расходники, обычно закупают с запасом, это часто приводит к их длительному хранению в складских помещениях.
К последним предъявляются два условия:
- Постоянная влажность, не превышающая 50%.
- Температура не ниже 14 °С. Другими словами, помещение должно быть отапливаемым в холодное время года. Причем и тут важна стабильность, так как перепады в отрицательную сторону дают повышение влажности воздуха.
Подобные условия хранения требуются для вин большой выдержки.
Срок годности сварочных электродов может быть неограничен.
Блок: 8/8 | Кол-во символов: 1509
Источник: https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki
Вместо заключения
Теперь вы знаете, какие электроды лучше для сварки с постоянным током. Обязательно испробуйте стержни на практике и расскажите о своем опыте в комментариях, это будет полезно для многих начинающих сварщиков. Также делитесь этой статьей в социальных сетях. Желаем удачи!
Блок: 9/9 | Кол-во символов: 287
Источник: http://home.nov.ru/osobennosti-i-primenenie-elektrodov-dlya-postoyannogo-toka/
Количество использованных доноров: 6
Информация по каждому донору:
- https://WeldElec.com/info/elektrody-postoyannogo-toka/: использовано 2 блоков из 6, кол-во символов 3873 (13%)
- https://prosvarku.info/elektrody/ehlektrody-dlya-postoyannogo-toka: использовано 4 блоков из 7, кол-во символов 3195 (11%)
- https://tutsvarka. ru/vidy/elektrody-dlya-peremennogo-toka: использовано 3 блоков из 5, кол-во символов 8321 (29%)
- https://svarkaipayka.ru/material/elektrodyi/dlya-svarki-postoyannyim-tokom.html: использовано 1 блоков из 3, кол-во символов 4843 (17%)
- http://home.nov.ru/osobennosti-i-primenenie-elektrodov-dlya-postoyannogo-toka/: использовано 3 блоков из 9, кол-во символов 2092 (7%)
- https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki: использовано 5 блоков из 8, кол-во символов 6690 (23%)
Электроды по нержавейке: маркировка и особенности сварки
На чтение 8 мин. Опубликовано
При изготовлении металлоконструкций, эксплуатируемых под открытым небом, используется нержавеющая сталь. Для соединения деталей используются болты, гайки или контактная сварка. От корректности подбора марки электродов по нержавейке зависит прочность стыка элементов конструкции.
Особенности сварочных электродов
При сварке нержавеющих сталей учитываются факторы:
- Пониженная теплопроводность нержавейки приводит к локальным перегревам. Для сокращения тепловых нагрузок необходимо уменьшение силы тока и напряжения. Одновременно из-за повышенного сопротивления происходит нагрев стержня сварочного электрода.
- Между сопрягаемыми деталями необходимо поддерживать зазор с увеличенной шириной, который заполняется металлом от расплавленного электрода. При нарушении технологии в теле шва образуются трещины, которые снижают прочность соединения.
Тело электрода изготовлено из тугоплавкого сплава на основе вольфрама, сверху нанесен слой флюса, который защищает сварной шов от негативного воздействия атмосферы. Возможно использование сварочных полуавтоматов, которые подают в линию стыка вольфрамовую проволоку.
В рабочую зону подводится инертный газ, обеспечивающий повышение прочности соединения. Примером является аргонодуговая сварка (АДС или ADS PC), обеспечивающая получение гладких швов без каверн или трещин.
Что лучше: переменный или постоянный ток
При использовании трансформаторов с выпрямителем сокращается разбрызгивание металла из зоны шва, что улучшает заполнение зазора. Дополнительным преимуществом является хороший внешний вид стыка и отсутствие в теле шва пустот и непроваренных участков. Качество соединения зависит от того, какие электроды для нержавейки выбраны для работы. Технология ограничивается высокой стоимостью оборудования, в котором требуется использование выпрямительных блоков, рассчитанных на большую силу тока.
Для бытового использования лучше подходит аппаратура переменного тока, которая отличается меньшей стоимостью и обеспечивает ускоренную сварку листов нержавеющей стали. Недостатком является пониженная стабильность горения дуги, оператору требуется выдерживать зазор между электродом и поверхностью соединяемых деталей.
Из-за разбрызгивания металла из зоны шва увеличивается расход электродов, в теле стыка возможны зоны непровара.

Электроды постоянного тока по нержавейке
При использовании постоянного тока применяются следующие марки электродов для сварки нержавеющей стали:
- ЦЛ-11;
- НЖ-13;
- ОЗЛ-17У;
- ЗИО-8.
Характеристики расходных материалов приведены в таблице.
| Параметр | ЦЛ-11 | НЖ-13 | ОЗЛ-17У | ЗИО-8 |
| Диаметр, мм | 3,0 | 2,5-5,0 | 3,0 и 4,0 | 3,0-5,0 |
| Длина, мм | 350 | 310-450 | 300 и 330 | 350-450 |
| Температура эксплуатации шва, °С | 450 | 350 | не регламентирована | не регламентирована |
ЦЛ-11
Изделия предназначены для ручной сварки аустенитных сталей, используемых в агрессивной среде с температурой нагрева до 450°С. Элементы могут использоваться в сварочных аппаратах с постоянным и переменным током. Для обеспечения качества шва необходимо прокаливание электродов на протяжении 1 часа при температуре от 350 до 370°С (для удаления повышенной влажности). В состав стержня входят молибден, хром, никель, ниобий и тантал, диаметр элемента с учетом слоя флюса составляет 3 мм.
Для обеспечения качества шва необходимо прокаливание электродов на протяжении 1 часа при температуре от 350 до 370°С (для удаления повышенной влажности). В состав стержня входят молибден, хром, никель, ниобий и тантал, диаметр элемента с учетом слоя флюса составляет 3 мм.
НЖ-13
Электроды, поставляемые под маркировкой НЖ-13, применяются при изготовлении емкостей для хранения или перевозки пищевых продуктов. В состав стержня входит хром и никель, предусмотрено введение молибдена. Перед началом работ производится прокалка элементов при температуре до 360°С. Промышленность поставляет электроды диаметром от 2,5 до 5,0 мм, которые рассчитаны на рабочий ток от 40 до 180 А. Допускается сварка в любом пространственном положении, шов сохраняет прочность при прогреве до 350°С без риска начала межкристаллитной коррозии.
ОЗЛ-17У
Расходные материалы стандарта ОЗЛ-17У предназначены для соединения листов стали 06ХН28МДТ и 03ХН28МДТ, имеющих толщину до 12 мм. При повышенной толщине необходима двойная разделка кромок. Полученные конструкции могут использоваться в агрессивных кислотных средах с примесью реагентов с содержанием фтора. Допускается сварка в вертикальном и горизонтальном положениях без риска нарушения равномерности шва, электроды разработаны специалистами московской компании «СпецЭлектрод».
Полученные конструкции могут использоваться в агрессивных кислотных средах с примесью реагентов с содержанием фтора. Допускается сварка в вертикальном и горизонтальном положениях без риска нарушения равномерности шва, электроды разработаны специалистами московской компании «СпецЭлектрод».
Элементы могут использоваться при изготовлении особо ответственных конструкций, образующиеся в теле шва кратеры удаляются шлифованием. Производители выпускают детали диаметром 3 и 4 мм, которые рассчитаны на максимальный ток до 130 и 160 А соответственно.
Стержень изготовлен из сплава с повышенным содержанием хрома и никеля (49,8% от общего состава), предусмотрено введение молибдена, меди и марганца. Сплав отличается пониженным содержанием углерода, серы и фосфора, негативно влияющих на прочность шва.
ЗИО-8
Электроды предназначены для соединения деталей, изготовленных из жаропрочных сталей 20Х23Н13 или 20Х23Н18 и аналогов. Допускается сварка легированных аустенитных сталей марок 08Х18Н10Т или 12Х18Н10Т и их аналогов. Электроды могут применяться для выполнения вертикальных или потолочных швов, расплавленный металл не вытекает из рабочей зоны. Производители предлагают элементы диаметром 3, 4 и 5 мм, которые поставляются в бумажной упаковке. Перед началом работ необходима прокалка деталей в печах на протяжении 1 часа при нагреве до 330°С.
Электроды могут применяться для выполнения вертикальных или потолочных швов, расплавленный металл не вытекает из рабочей зоны. Производители предлагают элементы диаметром 3, 4 и 5 мм, которые поставляются в бумажной упаковке. Перед началом работ необходима прокалка деталей в печах на протяжении 1 часа при нагреве до 330°С.
Полученные швы отличаются повышенной жаростойкостью и не подвержены межкристаллитной коррозии. В наплавляемом металле присутствует ферритная фаза (до 5% от общего объема). В состав сплава входят хром (до 23,9%), никель (до 12,6%) и марганец. Содержание вредных примесей (фосфора и серы) снижено до 0,020%. При сварке следует учитывать высокий процент выброса материала, для получения 1 кг наплавленного металла необходимо 1,6 кг электродов марки ЗИО-8.
Электроды переменного тока
Для оборудования переменного тока созданы электроды:
- ОЗЛ-14;
- ЦТ-50;
- ОЗЛ-14А;
- АНВ-36.
ОЗЛ-14
Изделия, разработанные компанией «СпецЭлектрод», предназначены для сварки деталей из хромо-никелевых сталей 08Х18Н10 или 08Х18Н10Т и аналогов. Сформированные швы не отличаются высокой устойчивостью к межкристаллитной коррозии, спецификация допускает использование для сварки переменного и постоянного тока. На внешней поверхности элементов нанесено рутиловое покрытие, предохраняющее расплавленный металл от воздействия атмосферных газов.
Сформированные швы не отличаются высокой устойчивостью к межкристаллитной коррозии, спецификация допускает использование для сварки переменного и постоянного тока. На внешней поверхности элементов нанесено рутиловое покрытие, предохраняющее расплавленный металл от воздействия атмосферных газов.
Производители выпускают стержни диаметром 3 или 4 мм, которые имеют длину 340 и 360 мм соответственно. Допустимый сварочный ток не превышает 90 А для 3 мм и 140 А для 4 мм изделий. Для удаления следов влаги из внешнего слоя флюса требуется прогрев в печи до температуры 200°С на протяжении 1 часа. Если стержни хранились в сухом помещении (в соответствии с рекомендациями изготовителя), то прокаливание перед применением не требуется.
ЦТ-50
Электроды предназначены для сварки переменным или постоянным током с обратной полярностью, внешняя часть покрыта рутиловым защитным слоем. Применяются для сварки высоколегированных нержавеющих сталей с увеличенной устойчивостью к воздействию кислот и соединений на основе фтора. Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.
Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.
Кромки соединяемых элементов предварительно зачищаются, сварка выполняется короткой дугой. В состав металлической части стержня входит до 22% хрома и 10% никеля, содержание фосфора и серы составляет 0,018 и 0,03% соответственно.
Электроды рассчитаны на промышленное применение, для сварки в бытовых или гаражных условиях не используются.
ОЗЛ-14А
Разработанные компанией «СпецЭлектрод» изделия ОЗЛ-14А рассчитаны на использование постоянного тока обратной полярности, но допускается применение переменного тока. Стержни применяются при сварке сталей 08Х18Н10Т, 06Х18Н11 и аналогов. Полученный шов отличается повышенной устойчивостью к возникновению межкристаллитной коррозии при нормальной температуре или при критическом прогреве. Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Стержни имеют диаметр от 3 до 5 мм при длине от 300 до 350 мм, допустимый ток от 40 А до 170 А (указывается на картонной упаковке, зависит от размеров изделия). Швы, выполненные с помощью электродов ОЗЛ-14А, не разрушаются при нагреве конструкции из нержавеющей стали до температуры 650°С. Перед сваркой рекомендуется прокалить стержни на протяжении 60 минут при нагреве до 320°С.
АНВ-36
Электроды марки АНВ-36 предназначены для сварки устойчивых к коррозии аустенитных сталей, которые эксплуатируются в среде без агрессивных веществ при температуре до 500°С. Швы отличаются повышенной хладостойкостью. В сплаве содержится до 20% хрома и до 12% никеля, присутствует молибден (до 3%) и вводится ниобий (от 0,7 до 1,3%). Допускается сварка в вертикальном направлении при любом направлении движения электрода.
Детали из нержавейки проходят предварительную механическую обработку, позволяющую зачистить сопрягаемые кромки. Для удаления следов влаги из обмазки необходимо прогреть стержни в электрической печи на протяжении 60 минут при нагреве до 200°С. Выпускаются электроды диаметром 3 или 4 мм (длина 300 и 400 мм).
Для удаления следов влаги из обмазки необходимо прогреть стержни в электрической печи на протяжении 60 минут при нагреве до 200°С. Выпускаются электроды диаметром 3 или 4 мм (длина 300 и 400 мм).
Лучшие электроды для сварки — как определиться
При подборе электродов для сварки легированных сталей, не подверженных коррозии, необходимо учитывать температуру эксплуатации и марку материала, из которого изготовлена конструкция. Одновременно следует узнать тип оборудования, которое используется для соединения деталей. На основе полученных данных приобретаются элементы для выполнения сварочных работ. На упаковке указывается марка и размеры деталей, а также приводится информация о типе полярности и стандарте напряжения, на которое рассчитан электрод.
Существуют комбинированные электроды, которые могут использоваться при постоянном или переменном сварочном токе. Примером таких деталей является ЛЭЗ 8 с рутиловым защитным покрытием. Элементы используются для соединения стальных листов, полученная конструкция не отличается высокой устойчивостью к межкристаллитной коррозии. В состав сплава для стержня входят хром и никель (до 31,5% от массы). При сварке не допускается движение по вертикали вниз, до 45% металла из стержня разбрызгивается или испаряется под воздействием высоких температур.
Маркировка электродов для сварки по нержавейке, чугуну
Работа с электродуговой сваркой сопряжена с постоянным подбором и заменой электродов, несмотря на всеобщее заблуждение, что выбор электрода – это наиболее простая часть всего процесса электросварки. Но на самом деле на сегодняшний день существует большое количество типов сварочных электродов, каждый из которых соответствует определенной марке. Маркировка электродов зависит от материала, из которого он произведен, и сферы его применения. На сегодняшний день можно подобрать изделия под абсолютно любые нужды, независимо от свариваемого металла, желаемых характеристик готового шва и других свойств.
На сегодняшний день можно подобрать изделия под абсолютно любые нужды, независимо от свариваемого металла, желаемых характеристик готового шва и других свойств.
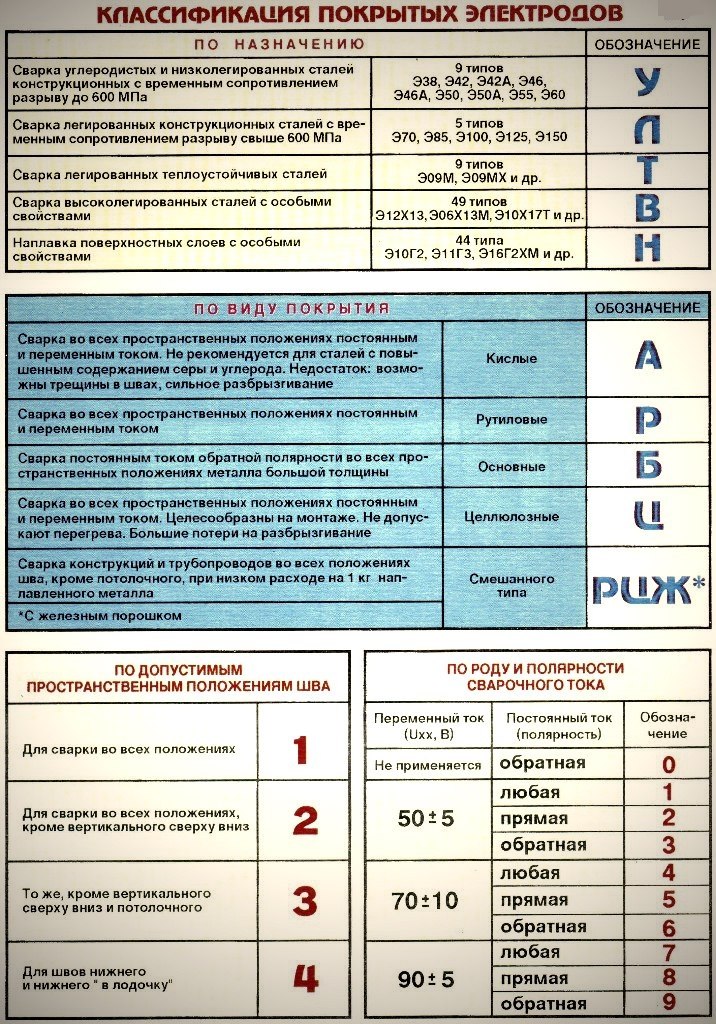
Классификация электродов по свариваемому материалу
На сегодняшний день существует множество типов, каждый из которых имеет определенную маркировку. Основные виды различают по типу свариваемого материала, и типу тока. В зависимости от типа тока выделяют условное обозначение электродов для постоянного тока и электродов для переменного тока.
В зависимости от типа свариваемого материала, можно выделить электроды для стали различного уровня легирования, чугуна и цветных металлов, таких как медь, алюминий и другие.
Электроды по чугуну имеют особую маркировку, так как чугун представляет собой сплав, который плохо поддается сварке, достаточно хрупок, тверд и непластичен.
При сварочных работах очень важно нанести правильный шов. Так как он, быстро остывая, создает на поверхности чугуна твердые, плохо обрабатываемые зоны, которые очень часто трескаются и крошатся из-за неправильной техники выполнения и неправильного подбора изделия.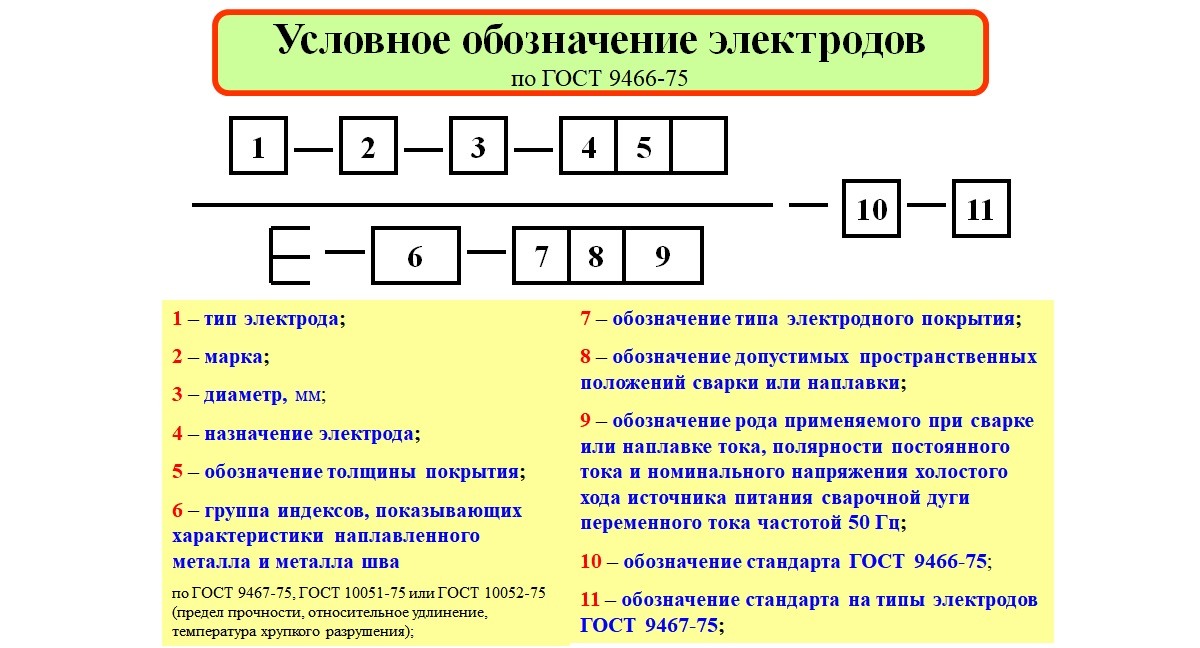
Следует отметить, что чугун очень легко плавится и переходит в жидкое состояние. При выполнении сварочных работ важно соблюдать соответствующий температурный режим, позволяющий создать качественный шов без физических изменений чугуна.
Также важно соблюдать точность сварки, чтобы не оставалось проваров, образованных при выделении газообразных веществ из сварочной ванны. При соблюдении вышеуказанных рекомендаций и правильном подборе электродов, вполне можно проводить качественный ремонт чугунных изделий.
Классификация сварочных электродов
Наиболее распространенными и универсальными являются ванадийсодержащие электроды. Они маркируются таким образом – ЦЧ-4. Ванадий, который содержится в покрытии, обладает особыми свойствами, которые позволяют ему связывать углерод и препятствовать возникновению твердых, хрупких участков, так называемых цементитов.
Перед использованием ЦЧ-4 нужно тщательно подготовить рабочую поверхность. Чугун нужно очистить от загрязнений, пыли и окислений. Сварочные работы нужно проводить медленно, плавными движениям, так чтобы чугун не перенагревался. После остывания, шов нужно обработать, делать это лучше с помощью электроинструмента, потому что он получается достаточно прочным, и вручную обработать его не получится. Пожалуй, это можно назвать единственным недостатком этого типа.
Сварочные работы нужно проводить медленно, плавными движениям, так чтобы чугун не перенагревался. После остывания, шов нужно обработать, делать это лучше с помощью электроинструмента, потому что он получается достаточно прочным, и вручную обработать его не получится. Пожалуй, это можно назвать единственным недостатком этого типа.
Если же при выполнении сварочных работ важно получить легко обрабатываемый шов, который можно без особых усилий очистить, разровнять и добиться желаемого вида, лучше использовать электроды, содержащие никель. Наиболее распространенными можно считать медно-никелевые, с маркировкой МНЧ-2. Получаемый с помощью них шов довольно прочный, при этом легко поддается обработке. На рынке существуют изделия от множества производителей, но лучше всего отдать предпочтение немецким.
Выполнение сварочных работ с МНЧ-2 следует проводить короткими движениями с одновременной проковкой с помощью молотка. Это позволит добиться повышенной прочности и препятствовать появлению трещин.

Следующий тип – железоникелевые электроды. Они применяются чаще всего для создания крупных швов при выполнении большого объема работ. При этом они сочетаются с МНЧ-2, с которыми можно выполнять совместную работу. Сначала наносят небольшое покрытие на кромки чугунных изделий с помощью медно-никелевых электродов, а затем проводят основную сварочную работу железно никелевыми.
Для упрощения работы был разработан особый тип, ОЗЧ-2, который отличается тем, что изделие выполнено на основе медного стержня. Их использование позволяет создать довольно качественный шов, но их применяют чаще в домашних условиях, так как для большого объема работ и получения высокой прочности соединений лучше использовать комбинацию двух типов электродов, указанных выше.
Никелевые электроды наиболее дорогостоящие, но они используются редко и обычно в промышленных условиях, там, где необходимо исправить дефекты ответственных изделий. Например, для ремонта двигателей или деталей, работающих при повышенных ударных нагрузках и износе, связанном с трением в процессе эксплуатации.
Особенности покрытий электродов
Маркировка электродов по нержавейке также зависит от типа используемых при их производстве материалов. Подбор необходимых электродов нужно выполнять строго исходя из типа свариваемой стали. При этом лучше проконсультироваться со специалистами, представляющими производителя изделий. Это важно, так как подбор марки напрямую влияет на качество сварочных работ и простоту их выполнения.
Покрытие сварочных электродов
Большинство электродов производится на железной основе, главное отличие заключается в покрытии. Среди покрытий можно выделить следующие:
- Рудно-кислое покрытие. Покрытие содержит обычно окислы марганца. При этом в состав покрытия дополнительно вводиться органическое вещество, необходимое для защиты сварочной зоны. Чаще всего для этих целей используют целлюлозу, крахмал или древесную муку. Органика во время нагрева разлагается, испаряясь, создает защитное облако в виде газа.
- Рутиловое покрытие. Производство электродов в данном случае сопровождается созданием покрытия из минерала – рутила, основой которого является двуокись титана. Данный тип покрытия схож по свойствам с предыдущим, но он более стабилен, что уменьшает количество брызг во время работы и позволяет создать более ровный шов. Также следует отметить, что такое покрытие выделяет меньше вредных газов, что позволяет сварщику работать в более комфортных и менее вредных условиях.
- Фтористо-кальциевое покрытие. Его основу составляют карбонат кальция и магния. Защитное газовое облако при использовании образуется из углекислого газа. В отличие от предыдущих типов, работу которыми можно выполнять при различном типе тока, электроды с таким покрытием можно использовать только для сварки постоянным током. Также следует отметить, что их чаще всего используют в промышленных условиях для ремонта ответственных стальных изделий и деталей.
- Органическое покрытие. Основой для покрытия в данном случае выступает какие-либо органические вещества, чаще всего оксид целлюлозы. Также в покрытия добавляют шлакообразующие вещества на основе титана, марганца или силикатов. Такие изделия можно использовать при работе со сварочными аппаратами переменного или постоянного тока. Работать с ними довольно легко, можно применять для выполнения швов в различном пространственном положении и различных типов стальных изделий. Поэтому они отлично подходят для ремонтных работ в домашних условиях.
 Данный тип покрытия схож по свойствам с предыдущим, но он более стабилен, что уменьшает количество брызг во время работы и позволяет создать более ровный шов. Также следует отметить, что такое покрытие выделяет меньше вредных газов, что позволяет сварщику работать в более комфортных и менее вредных условиях.
Данный тип покрытия схож по свойствам с предыдущим, но он более стабилен, что уменьшает количество брызг во время работы и позволяет создать более ровный шов. Также следует отметить, что такое покрытие выделяет меньше вредных газов, что позволяет сварщику работать в более комфортных и менее вредных условиях. Такие изделия можно использовать при работе со сварочными аппаратами переменного или постоянного тока. Работать с ними довольно легко, можно применять для выполнения швов в различном пространственном положении и различных типов стальных изделий. Поэтому они отлично подходят для ремонтных работ в домашних условиях.
Такие изделия можно использовать при работе со сварочными аппаратами переменного или постоянного тока. Работать с ними довольно легко, можно применять для выполнения швов в различном пространственном положении и различных типов стальных изделий. Поэтому они отлично подходят для ремонтных работ в домашних условиях.Виды покрытий электродов
Следует выделить особый тип электродов, применяющихся для работы с тугоплавкими сталями, предназначенными для эксплуатации при температуре до 600 градусов. При изготовлении электродов, предназначенных для сварки таких сталей, применяют специальные материалы для создания покрытия, способного качественно работать при высоких температурах. Чаще всего применяют рутиловое покрытие.
При работе с тугоплавкими сталями следует придерживаться нескольких рекомендаций, к которым можно отнести выбор электрода исходя из характеристик стали, а также предварительный подогрев рабочего места, и постобработка готового шва дополнительным нагревом.
Виды электродов по типу сварки
Маркировка сварочных электродов также зависит от типа сварки, для которой они предназначены. В первую очередь сварочные аппараты различаются в зависимости от типа используемого тока, будь он постоянным или переменным. Наиболее распространенным сварочным аппаратом является электродуговая сварка.
Среди электродов для ручной дуговой сварки выделяют металлические, основой которого является проволока, из какого-либо металла, со специальным покрытием, и неметаллические, которые являются неплавящимися электродами.
Другие разновидности электродов
Наиболее распространенными являются рутиловые электроды. Электроды с рутиловым покрытием предназначены для работы со стальными изделиями. Они наиболее распространенные и имеют ряд преимуществ, выделяющих их среди других типов. Главное преимущество – это выделение защитного газа, безвредного для здоровья сварщика. При этом газовое облако защищает рабочую область, позволяет сохранять мощное горение дуги, создавать качественный шов с отделением шлаков, а также минимизировать разбрызгивание во время работы.
При этом газовое облако защищает рабочую область, позволяет сохранять мощное горение дуги, создавать качественный шов с отделением шлаков, а также минимизировать разбрызгивание во время работы.
Сварочные электроды классифицируются не только исходя из назначения или типа покрытия, но и толщины. На сегодняшний день выделяют тонкие, средние, толстые и особо толстые. Такая классификация зависит не от толщины электрода, а от коэффициента, который рассчитывается ка отношение толщины покрытия к толщине основы, то есть стержня.
Тонкие соответствуют коэффициенту 1,2, средние – до 1,45, толстые – до 1,8, а особо толстые – от 1,8 и больше.
Принципы маркировки
Для того чтобы подбор электродов не вызывал больших трудностей, была разработана специальная маркировка, расшифровка которой позволяет узнать назначение и тип изделия. Расшифровка маркировки электродов для сварки может вызвать небольшое замешательство у новичка, но изучив основные ее принципы, можно научиться быстро разбираться в примудростях выбора сварочных материалов.
Расшифровка маркировки электродов для сварки может вызвать небольшое замешательство у новичка, но изучив основные ее принципы, можно научиться быстро разбираться в примудростях выбора сварочных материалов.
Маркировка электродов в зависимости от типа покрытия
Маркировка состоит из определенных букв и цифр, каждая из которых указывает на определенные свойства. На сегодняшний день такую маркировку проводят исходя из установленных правил, утвержденных ГОСТом, в котором подробно описаны принципы и правила обозначения различных типов электродов.
Скачать ГОСТ 9466-75
Любое название состоит из нескольких блоков:
- Тип. Обозначается буквой «Э», которая указывает на название изделия, то есть электрод. Далее следует цифра, обозначающая степень временного сопротивления разрыва.
- Марка. Это блок указывает на производителя и собственно марку изделия
- Диаметр. Указывает на толщину электрода.
- Сфера применения. Обозначает с каким типом сварочного аппарата изделие можно использовать, для соединения какого металла электрод подходи и какие у него особенности.

Расшифровка маркировки электродов
Сфера применения обозначается большой буквой, указывающей на тип свариваемого металла (У-углеродистые стали, Л-легированные стали, Т-теплоустойчивые стали, В-высоколегированные марки стали, Н-для формирования наплавки).
- Толщина покрывающего слоя. Обозначение этой характеристики также производят с помощью больших букв (М-тонкий слой, С-средний, Д-толстый, Г-особо толстый слой).
- Индекс. Он указывает на особые свойства свариваемого металла. Для расшифровки этого индекса нужно воспользоваться ГОСТом, где подробно описано каждое значение.
- Тип покрытия (А-кислое, Б-основное, Р-рутиловое, Ц-целлюлозное, П-прочие).
- Возможное положение выполнения сварочных работ в пространстве (1-любое положение, 2-любое, кроме вертикального, сверху вниз, 3-нельзя выполнять вертикальный и потолочный шов любого типа, 4 – только нижний шов).
- Показатель рекомендуемого типа тока, номинального значения и полярности.
- Указание ГОСТа, согласно которого проводилась маркировка.
- Указание сертификатов качества и нормативов, согласно которых изделия производилось.

Также маркировка может дополнительно дополняться другими значениями, указывающими на особые свойства электрода.
Электроды для переменного тока: особенности и выбор
Современный рынок предлагает множество типов электродов для выполнения различных сварочных работ. Многие из них разделяются по типу используемого тока, что очень удобно как для производителей, так и для мастеров. Поэтому большинство сварщиков используют электроды постоянного и переменного тока. В этой статье мы подробно расскажем, какие электроды лучше для сварки с использованием переменного тока и чем отличаются электроды постоянного тока от электродов переменного.
Содержание статьи
- Где используется переменный ток
- Достоинства и недостатки электродов для переменного тока
- Виды обмазок для электродов
- Лучшие модели
- Вместо заключения
Где используется переменный ток
Переменный ток, переменное напряжение или, как его часто называют, просто «переменка» широко используется и при любительской сварке в гараже, и при сборке сложных металлоконструкций на заводе. Аппараты с «переменкой» завоевали свою популярность благодаря демократичной цене и простоте эксплуатации. Поэтому многие начинающие и опытные сварщики имеют в своем арсенале хотя бы один сварочник с переменным напряжением.
Для работы сварщику необходим не только аппарат, но и расходные материалы, в частности электроды. У многих начинающих сварщиков возникает вопрос: «В чем отличия электродов для переменного и постоянного тока?». Отвечаем: электроды переменного тока от электродов постоянного отличаются тем, что вы можете без страха использовать их при сварке с любым током, а вот электроды для «постоянки» запрещено использовать для переменного напряжения. Поэтому электроды для переменного тока и качественной сварки можно назвать универсальными, что является большим преимуществом. Какие еще плюсы и минусы есть у такого типа электродов?
Достоинства и недостатки электродов для переменного тока
Говоря о достоинствах следует также упомянуть отличные защитные свойства таких электродов: они хорошо защищают сварочную ванну от негативного воздействия атмосферы. Также в работе с трансформатором не нужно использовать выпрямитель.
Также в работе с трансформатором не нужно использовать выпрямитель.
Но, несмотря на это, сварочные электроды переменного тока имеют свои недостатки. Они проигрывают материалам для постоянного напряжения в качестве получаемого шва, способствуют активному разбрызгиванию металла и слабо поглощают энергию от механических нагрузок, из-за чего менее долговечны.
Виды обмазок для электродов
На данный момент производители предлагают электроды с четырьмя видами обмазки (или покрытия):
- Кислое покрытие. В его состав в большом количестве входит железо и марганец, иногда к ним добавляют титан и кремнезем. Сами электроды маркируются буквой «А». Такое покрытие позволяет варить неочищенный металл, но при этом весьма токсично.
- Основной покрытие. Одно из самых популярных, имеет индекс «Б». Электродами с основным покрытием можно работать на переменном токе, но мы не рекомендуем это делать. Потенциал ионизации у основного покрытия крайне мал, а это важно при работе с переменным напряжением.
- Рутиловое покрытие. Наиболее подходящее и востребованное среди электродов для работы с переменкой. Процесс сварки быстрый и удобный, металл разбрызгивается меньше, а качество шва заметно лучше. Маркируются буквой «Р».
- Целлюлозное покрытие. Оно менее распространено из-за сильного разбрызгивания металла при работе с такими электродами, но в целом подходит и для переменки, и для постоянки. Имеет индекс «Ц/С».
Лучшие модели
Мы выбрали марки электродов, популярных у профессионалов и новичков. Конечно, это не все типы электродов, предлагаемых на рынке, но с них можно начать без страха испортить работу:
- ОЗС-12 с рутиловым покрытием. Эта марка широко используется при сварке особо важных металлических конструкций, когда требуется повышенное качество сварных швов. Дуга очень устойчивая, в шве не образуются поры, материал нетоксичен.
- МР-3. Наиболее популярный диаметр у этой марки — 3 мм. Используется для сварки стали с небольшим содержанием углерода. Швы так же получаются качественными и надежными, можно варить неочищенный металл.
- АНО-4. В большинстве случаев такие электроды используются в работе со сталью, в составе которой содержится большое количество углерода. Они легко зажигаются, не образуют трещин, шлак легко удаляется с поверхности детали, и, по сравнению с другими марками, металл почти не разбрызгивается.
- МР-3С с рутиловым покрытием. Так же, как и предыдущие электроды, применяются для работы со сталью с высоким содержанием углерода. Это самый распространенный тип электрода для работы с переменкой. Дуга легко воспламеняется и стабильно держится, шов не окисляется и получается относительно ровным, надежным и устойчивым к механическим нагрузкам. Можно варить в любом положении, что удобно в труднодоступных местах. Мы рекомендуем эту марку новичкам.
- АНО-6. По аналогии с МР-3 их так же используют для сварки стали с низким содержанием углерода. Можно без проблем варить по неочищенному металлу и в местах слабой коррозии, дуга горит ровно и стабильно, шов получается прочным и долговечным.
 Швы так же получаются качественными и надежными, можно варить неочищенный металл.
Швы так же получаются качественными и надежными, можно варить неочищенный металл.Вместо заключения
Теперь вы знаете, как выбрать электроды для сварки переменным током, чем отличаются электроды постоянного и электроды переменного тока, и какие электроды лучше для каждой отдельной задачи. Чтобы отличить качественные электроды от некачественных, достаточно выбрать популярного производителя (например, ESAB или Continent) и не стремиться за самой низкой ценой. Желаем удачи в работе!
В чем разница между сваркой переменным и постоянным током? – Всё для сварки
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC — это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC — постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином «полярность».
Электрические цепи имеют полюса — отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину — в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сваркиимеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
Например, используют:
- WP — вольфрамовые электроды для сварки на переменном токе;
- WL-20 и WL-15 — легированные вольфрамовые электроды для сварки на постоянном и переменном токах.
Для ММА сварки в основном использую покрытые плавящиеся электроды.
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.
- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
Цветовая маркировка вольфрамовых электродов, сварка TIG — EWM AG
| Маркировка | Вес оксида в % | Оксид | Цвет | В ассортименте |
| WP | — | — | зеленый |
да |
| WT 4 | 0,35-0,55 | Th | голубой | нет |
| WT 10 | 0,80-1,20 | Th | желтый | нет |
| WT 20 | 1,70-2,20 | Th | красный | нет |
| WT 30 | 2,80-3,20 | Th | сиреневый | нет |
| WT 40 | 3,80-4,20 | Th | оранжевый | нет |
| WZ 3 | 0,15-0,50 | Zr | коричневый | нет |
| WZ 8 | 0,70-0,90 | Zr | белый | нет |
| WL 10 | 0,90-1,20 | La | черный | по запросу |
| WL 15 | 1,40-1,60 | La | золотой |
да |
| WL 20 | 1,80-2,20 | La | темно-синий |
да |
| WC 20 | 1,80-2,20 | Ce | серый |
да |
| WR 2* | Смешанные оксиды | Редкоземельные элементы | бирюзовый |
да |
| E3® | Смешанные оксиды | Редкоземельные элементы | сиреневый |
да |
* WR 2 на данный момент еще не стандартизировано
Th: торий; Zr: цирконий; La: оксид лантана; Ce: оксид церия
ИДЕНТИФИКАЦИЯ ЭЛЕКТРОДАИдентификация электродов для дуговой сварки с использованием системы нумерации A. W.S (Американского сварочного общества) и производятся
в размерах от 1/16 до 5/16. Примером может служить идентифицированный сварочный стержень.
как электрод E6011 1/8 «. W.S (Американского сварочного общества) и производятся
в размерах от 1/16 до 5/16. Примером может служить идентифицированный сварочный стержень.
как электрод E6011 1/8 «.Размер электрода 1/8 дюйма диаметр Буква «E» означает дуговую сварку. электрод. Далее будет либо 4 или 5-значное число, выбитое на электроде. Первые два числа 4-значное число и первые 3 цифры 5-значного числа указывают минимальная прочность на разрыв (в тысячах фунтов на квадратный дюйм) сварного шва, который будет производить стержень, снятие напряжения. Примеры могли бы быть следующим: E60xx будет иметь растяжение сила 60 000 фунтов на квадратный дюйм E110XX будет 110 000 фунтов на квадратный дюйм Следующая цифра указывает положение, в котором можно использовать электрод.
Последние две цифры вместе,
указать тип покрытия на электроде и сварочный ток
электрод можно использовать с. ИСПОЛЬЗУЕМЫЕ ЭЛЕКТРОДЫ И ТОКИ
| ТЕКУЩИЕ ВИДЫSMAW выполняется с использованием Переменный или постоянный ток.Поскольку постоянный ток течет в одном направлении, постоянный ток может быть прямым постоянным током (отрицательный электрод) или обратным постоянным током (положительный электрод). При обратном постоянном токе (DC +, DCEP ИЛИ DCRP) проплавление шва будет глубоким.
Прямой постоянный ток (DC-, DCEN OR DCSP) сварной шов будет быстрее плавиться и
депозитная ставка. Сварной шов будет иметь средний провар. Переменный ток
(AC) меняет полярность 120 раз в секунду. При обратном постоянном токе (DC +, DCEP ИЛИ DCRP) проплавление шва будет глубоким.
Прямой постоянный ток (DC-, DCEN OR DCSP) сварной шов будет быстрее плавиться и
депозитная ставка. Сварной шов будет иметь средний провар. Переменный ток
(AC) меняет полярность 120 раз в секунду. | НЕКОТОРЫЕ ТИПЫ ЭЛЕКТРОДОВВ этом разделе будет кратко описано четыре электрода, которые обычно используются для сварки и ремонта из мягкой стали.Для сварки доступно много других электродов. из других металлов. Обратитесь к местному дилеру сварочного оборудования. для электрода, который следует использовать для свариваемого металла.E6010 — Этот электрод используется для сварки во всех положениях с использованием DCRP (DCEP). Он производит глубокий проникающий сварной шов и хорошо работает на грязных, ржавых или окрашенных металлах E6011 — Этот электрод
имеет те же характеристики, что и E6010, но может использоваться с переменным током и
Постоянные токи. E6013 — Этот электрод могут использоваться как с переменным, так и с постоянным током. Дает среднюю проникающую способность. сварка с превосходным внешним видом сварного шва. E7018 — Этот электрод известен как электрод с низким содержанием водорода и может использоваться с переменным или постоянным током. Покрытие на электроде имеет низкое содержание влаги, что снижает введение водорода в сварной шов. Электрод может производить сварные швы рентгеновского качества со средней проплавкой.(Обратите внимание, что этот электрод должны быть сухими. Храните этот стержень в закрытых контейнерах или в горячей коробке.) |
 Такие как DC прямой, (DC -) DC обратный
(DC +) или AC
Такие как DC прямой, (DC -) DC обратный
(DC +) или AC% PDF-1.5
%
217 0 объект
>
endobj
xref
217 83
0000000016 00000 н.
0000003340 00000 н. 0000003454 00000 н.
0000004117 00000 н.
0000004154 00000 п.
0000004202 00000 н.
0000004250 00000 н.
0000004364 00000 н.
0000004481 00000 н.
0000005775 00000 н.
0000006956 00000 н.
0000008189 00000 п.
0000009430 00000 н.
0000009566 00000 н.
0000010331 00000 п.
0000010748 00000 п.
0000011019 00000 п.
0000011619 00000 п.
0000011876 00000 п.
0000011903 00000 п.
0000012404 00000 п.
0000012844 00000 п.
0000014044 00000 п.
0000015470 00000 п.
0000016176 00000 п.
0000016288 00000 п.
0000016556 00000 п.
0000017073 00000 п.
0000018290 00000 п.
0000019394 00000 п.
0000022044 00000 п.
0000030708 00000 п.
0000037859 00000 п.
0000044679 00000 п.
0000044735 00000 п.
0000044781 00000 п.
0000044894 00000 н.
0000044964 00000 н.
0000045069 00000 п.
0000050900 00000 н.
0000051171 00000 п.
0000051568 00000 п.
0000052264 00000 п.
0000052943 00000 п.
0000089159 00000 п.
0000089198 00000 п.
0000126517 00000 н.
0000126556 00000 н.
0000131448 00000 н.
0000131487 00000 н.
0000003454 00000 н.
0000004117 00000 н.
0000004154 00000 п.
0000004202 00000 н.
0000004250 00000 н.
0000004364 00000 н.
0000004481 00000 н.
0000005775 00000 н.
0000006956 00000 н.
0000008189 00000 п.
0000009430 00000 н.
0000009566 00000 н.
0000010331 00000 п.
0000010748 00000 п.
0000011019 00000 п.
0000011619 00000 п.
0000011876 00000 п.
0000011903 00000 п.
0000012404 00000 п.
0000012844 00000 п.
0000014044 00000 п.
0000015470 00000 п.
0000016176 00000 п.
0000016288 00000 п.
0000016556 00000 п.
0000017073 00000 п.
0000018290 00000 п.
0000019394 00000 п.
0000022044 00000 п.
0000030708 00000 п.
0000037859 00000 п.
0000044679 00000 п.
0000044735 00000 п.
0000044781 00000 п.
0000044894 00000 н.
0000044964 00000 н.
0000045069 00000 п.
0000050900 00000 н.
0000051171 00000 п.
0000051568 00000 п.
0000052264 00000 п.
0000052943 00000 п.
0000089159 00000 п.
0000089198 00000 п.
0000126517 00000 н.
0000126556 00000 н.
0000131448 00000 н.
0000131487 00000 н. 0000131562 00000 н.
0000131593 00000 н.
0000131668 00000 н.
0000137332 00000 н.
0000137663 00000 н.
0000137729 00000 н.
0000137845 00000 н.
0000143509 00000 н.
0000144709 00000 н.
0000145094 00000 н.
0000145169 00000 н.
0000145200 00000 н.
0000145275 00000 п.
0000146525 00000 н.
0000146849 00000 н.
0000146915 00000 н.
0000147031 00000 н.
0000148281 00000 н.
0000148613 00000 н.
0000148991 00000 н.
0000166347 00000 н.
0000171722 00000 н.
0000253065 00000 н.
0000270198 00000 п.
0000287331 00000 н.
0000294180 00000 п.
0000313842 00000 н.
0000319412 00000 н.
0000323561 00000 н.
0000327710 00000 н.
0000334223 00000 п.
0000340811 00000 н.
0000001956 00000 н.
трейлер
] / Назад 765475 >>
startxref
0
%% EOF
299 0 объект
> поток
h ެ Vkh [e ~ $ ‘1’iZ «MeH & Xu] m] ڮ [s1: α? D? cL
q? wkMV $ y} \
0000131562 00000 н.
0000131593 00000 н.
0000131668 00000 н.
0000137332 00000 н.
0000137663 00000 н.
0000137729 00000 н.
0000137845 00000 н.
0000143509 00000 н.
0000144709 00000 н.
0000145094 00000 н.
0000145169 00000 н.
0000145200 00000 н.
0000145275 00000 п.
0000146525 00000 н.
0000146849 00000 н.
0000146915 00000 н.
0000147031 00000 н.
0000148281 00000 н.
0000148613 00000 н.
0000148991 00000 н.
0000166347 00000 н.
0000171722 00000 н.
0000253065 00000 н.
0000270198 00000 п.
0000287331 00000 н.
0000294180 00000 п.
0000313842 00000 н.
0000319412 00000 н.
0000323561 00000 н.
0000327710 00000 н.
0000334223 00000 п.
0000340811 00000 н.
0000001956 00000 н.
трейлер
] / Назад 765475 >>
startxref
0
%% EOF
299 0 объект
> поток
h ެ Vkh [e ~ $ ‘1’iZ «MeH & Xu] m] ڮ [s1: α? D? cL
q? wkMV $ y} \
Вольфрамовые электроды: Maine Welding Company
Вольфрамовые электроды
Неплавящиеся вольфрамовые электроды для GTAW (газовая вольфрамовая дуговая сварка) или TIG (вольфрамовая сварка в инертном газе) обычно бывают нескольких типов.
Типы вольфрамовых электродов и их типичное применение можно определить по маркированным цветным меткам на концах, как показано ниже.
- Чистый вольфрам: зеленый
- 2% Certified: серый
- 2% торированный: красный
- 2% циркония: коричневый
- 1,5% лантанирование: золото
- 2% лантанат: синий
Электроды из чистого вольфрама обычно используются при менее ответственных сварочных операциях, чем вольфрамовые электроды, которые легированы.Этот тип электрода используется для сварки на переменном токе, имеет относительно низкую допустимую нагрузку по току и низкую стойкость к загрязнениям.
Торированные вольфрамовые электроды (1 или 2% тория) превосходят электроды из чистого вольфрама из-за их более высокого выхода электронов, лучшего зажигания и стабильности дуги, высокой допустимой нагрузки по току, более длительного срока службы и большей устойчивости к загрязнениям. Электроды из 2% торированного вольфрама могут использоваться для сварки на переменном токе, но они лучше всего подходят для сварки GTAW с отрицательной полярностью (прямая полярность) на углеродистой и нержавеющей стали, никеле и титане.Операторам сварки следует учитывать, что электроды из 2% торированного вольфрама содержат низкий уровень радиоактивности. Поэтому они всегда должны следовать предупреждениям, инструкциям и паспорту безопасности материала (MSDS) производителя при их использовании.
Электроды из 2% торированного вольфрама могут использоваться для сварки на переменном токе, но они лучше всего подходят для сварки GTAW с отрицательной полярностью (прямая полярность) на углеродистой и нержавеющей стали, никеле и титане.Операторам сварки следует учитывать, что электроды из 2% торированного вольфрама содержат низкий уровень радиоактивности. Поэтому они всегда должны следовать предупреждениям, инструкциям и паспорту безопасности материала (MSDS) производителя при их использовании.
Электроды из вольфрама с лантаном содержат минимум 97,80% вольфрама и от 1,30% до 1,70% лантана или лантана, электроды из вольфрама с лантаном на 1,5 и 2% обеспечивают отличное зажигание дуги при низкой силе тока, обеспечивают длительный срок службы и стабильность электрода, а также низкая скорость выгорания.Они также противостоят износу наконечников. Считается, что электроды из вольфрама с 2% -ным содержанием лантана обладают превосходными характеристиками. Электроды из вольфрама с 2% -ным содержанием лантана часто используются в критических областях, например, в авиационной промышленности, и могут использоваться для замены электродов из 2% -ного торированного вольфрама. Оба электрода хорошо подходят для сварки углеродистой стали, нержавеющей стали, никелевых сплавов, титана и алюминия. Они хорошо работают с отрицательными электродами переменного или постоянного тока с заостренным концом, или они могут быть скомпонованы для использования с источниками питания синусоидальной волны переменного тока.В отличие от торированного вольфрама, лантанированные электроды подходят для сварки на переменном токе и, как и церированные электроды, позволяют зажигать и поддерживать дугу при более низких напряжениях. По сравнению с чистым вольфрамом добавление 1,5% лантаны увеличивает максимальную токонесущую способность примерно на 50% для данного размера электрода.
Электроды из церинового вольфрама содержат минимум 97,3% вольфрама и 1,8–2,2% церия, используются для настройки малых токов и имеют дугу с малым током.Эти электроды лучше всего подходят для сварки постоянным током при малых токах, но могут эффективно использоваться в процессах переменного тока.
Циркониевые вольфрамовые электроды содержат 0,7–0,9% циркония и известны своей способностью легко сбиваться в комок при работе с переменным током. Циркониевые электроды обычно находятся между электродами из чистого вольфрама и электродами из торированного вольфрама с точки зрения производительности. Однако есть некоторые признаки улучшения характеристик некоторых типов сварки с использованием переменного тока.
Более точное управление дугой можно получить, если электрод из легированного вольфрама притереть до точки (рис.5-33). Когда электроды не заземлены, они должны работать при максимальной плотности тока, чтобы получить приемлемую стабильность дуги. Острие вольфрамовых электродов трудно обслуживать, если в качестве источника питания используется стандартное оборудование постоянного тока, а запуск дуги касанием является стандартной практикой. Поддержание формы электрода и уменьшение количества включений вольфрама в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при пуске от касания.
Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при пуске от касания.
Угол конуса вольфрамового электрода напрямую влияет на стабильность дуги и профиль валика.
Для правильной шлифовки вольфрамовых электродов используйте шлифовальный круг, специально предназначенный для шлифования вольфрамовых электродов (во избежание загрязнения). Примечание: если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль, имеете соответствующую систему вентиляции на шлифовальной станции и соблюдаете предупреждения производителя, инструкции и паспорта безопасности материала.
Заточите вольфрамовый электрод прямо на шлифовальном круге, а не под углом 90 градусов, чтобы следы шлифования проходили по всей длине электрода. Это уменьшает количество выступов на вольфраме, которые могут вызвать блуждание дуги или плавление в сварочной ванне, вызывая загрязнение.
Как правило, вам нужно отшлифовать конус вольфрама на расстояние не более чем в 2,5 раза больше диаметра электрода (например, с помощью 1/8-дюймового. электрода вы должны отшлифовать поверхность от 1/4 до 5/16 дюйма. длинная). Шлифовка вольфрама до конуса облегчает переход дуги зажигания и создает более сфокусированную дугу для улучшения сварочных характеристик.
электрода вы должны отшлифовать поверхность от 1/4 до 5/16 дюйма. длинная). Шлифовка вольфрама до конуса облегчает переход дуги зажигания и создает более сфокусированную дугу для улучшения сварочных характеристик.
Вылет вольфрамового электрода за пределы газовой чашки определяется типом свариваемого соединения, а также степенью покрытия защитным газом. Например, удлинение за пределы газового стакана на 3,2 мм (1/8 дюйма) может использоваться для стыковых соединений из легкого материала, в то время как удлинение составляет приблизительно от 1/4 до 1/2 дюйма.(От 6,4 до 12,7 мм) может потребоваться для некоторых угловых швов. Вольфрамовый электрод горелки следует слегка наклонить, а присадочный металл следует добавлять осторожно, чтобы избежать контакта с вольфрамом. Это предотвратит загрязнение электрода. В случае загрязнения электрод необходимо снять, переточить и заменить в резаке.
| A | B |
|---|---|
| Дуговая сварка | Аппарат, вырабатывающий ток для сварки. |
| Arc | Разряд электричества через воздушное пространство. |
| Weldor | Сварщик |
| Электроды | Металлические сварочные стержни, покрытые флюсом и используемые с электросварщиком. |
| Дуговая сварка экранированного металла | Сварка с использованием электроэнергии в качестве источника тепла и стержней, покрытых флюсом, которые образуют газовый экран вокруг расплавленного металла до его затвердевания. |
| Шлак | Продукт, образующийся при горении стали в сочетании с кислородом. |
| Рабочий цикл | Доля времени, в течение которого двигатель может работать без перегрева. |
| Ампер | Измерение скорости протекания тока в проводнике. |
| Проводник | Любой материал, позволяющий электронам проходить через него. |
| Напряжение | Измерение электрического давления. |
| Мощность | Мера доступной энергии или работы, которую можно выполнить, используя один ампер при одном вольте. |
| Трансформатор | Устройство, преобразующее высокое напряжение силовых линий в 230 В для домашних и сельскохозяйственных установок. |
| Переменный ток | Ток, меняющий направление на обратное 60 раз в секунду. |
| Генератор | Устройство, вырабатывающее постоянный ток. |
| Постоянный ток | Ток, непрерывно протекающий в одном направлении. |
| Полярность | Относится к направлению электрического тока в сварочной цепи. |
| Прямая (отрицательная) Полярность | Постоянный ток течет в одном направлении. |
| Обратная (положительная) полярность | Постоянный ток течет в направлении, противоположном прямой полярности. |
| Держатель электрода | Подпружиненное устройство с изолированными ручками для захвата сварочных электродов. |
| Зажим заземления | Разъем, используемый для присоединения кабеля, провода или объекта к источнику заземления. |
| Отбойный молоток | Молоток с острой кромкой, используемый для удаления шлака со сварочного валика. |
| Национальная ассоциация производителей электрооборудования | Группа, разработавшая систему цветовой кодировки электродов. |
| Маркировка концов | цвет на конце электрода. |
| Точечная маркировка | Цвет на поверхности проволоки электрода. |
| Групповая маркировка | Маркировка на упаковке сварочных электродов, обозначающая тип электродов, находящихся в упаковке. |
| Американское общество сварщиков | Организация, поддерживающая обучение сварочным процессам и разработавшая систему цифровой классификации электродов. |
| Прочность на растяжение | Величина растяжения или растяжения, которую может выдержать сварной шов. |
| Угольная дуговая горелка | Устройство, которое удерживает две угольные стержни и создает пламя от энергии электросварочного аппарата. |
Переносная электродная печь DRYROD II, тип 1 120V AC / DC
На главную> Стержневые печи> Переносная электродная печь DRYROD II, тип 1, 120V AC / DCОписание продукта
Переносная электродная печь DRYROD IIСтержневой духовой шкаф Dryrod II типа 1, 120 В переменного / постоянного тока отличается прочным стальным корпусом и пружинными защелками, удерживающими изолированную крышку.Плотное порошковое покрытие — желтый безопасный, что обеспечивает хорошую видимость. Сделано в США!!!
- Основные элементы:
- Эта печь может одновременно стабилизировать до 10 фунтов / 5 кг электродов.
- Нагревательный элемент с проволочной оберткой обеспечивает равномерно распределенное постоянное тепло для 100% защиты электродов.
- Элеватор для прутков упрощает извлечение сварочных прутков из печи.

- Электрические характеристики:
- Предустановленная температура 300F.
- Модуль ввода питания легко подключает альтернативные комплекты шнуров.
- Доступны модели на 240 В, продаются отдельно.
- Духовки с дополнительным световым индикатором, показывающим состояние питания, доступны отдельно.
- Характеристики портативности:
- Транспортировка к месту работы выполняется быстро и эффективно, по цеху и в поле.
- Жесткая ручка выдерживает суровые ежедневные нагрузки.
- Технические характеристики:
- Емкость электрода: 10 фунтов (5 кг)
- Нагревательный элемент: 75 Вт Обмотка проволоки
- Напряжение: 120 В переменного / постоянного тока
- Средняя стабилизированная температура: 300 F (149 C)
- Термостат: Предустановка
- Изоляция: 1 1/2 дюйма (38 мм) Стекловолокно
- Размер камеры: Диаметр 2 7/8 дюйма x глубина 19 3/4 дюйма (7. 3 см диаметром x 50,2 см глубиной)
- Внешние размеры: (Ш x Г x В) 5 3/4 «x 7 1/4» x 23 «(18 x 23 x 50,2 см)
- Вес нетто: 10,5 фунтов (4,8 кг)
- Вес в упаковке: 12 фунтов (5,5 кг)
- Транспортные размеры: (Ш x Г x В) 8 дюймов x 7 дюймов x 24 дюйма (19 x 17,8 x 59,1 cn)
 3 см диаметром x 50,2 см глубиной)
3 см диаметром x 50,2 см глубиной)Возможны индивидуальные заказы. Объедините и сохраните!
сварка — Что означают цифры на стержневых электродах?
Это классификационные коды, наиболее распространенной в США системой нумерации Американского сварочного общества (AWS).Вы можете увидеть такие ярлыки, как AWSE6011 , E6011 или просто 6011 . Все эти значения означают одно и то же, некоторые просто предоставляют дополнительную информацию.
{AWS} E6011
Первая часть просто сообщает вам, какой стандарт используется. в этом примере это система нумерации Американского общества сварки. Это значение может отображаться на расходном материале, а может и не отображаться.
Это значение может отображаться на расходном материале, а может и не отображаться.
AWS {E} 6011
E в этом примере представляет собой расходный материал. E представляет собой электрод, что означает, что электрический ток вызывает осаждение присадочного материала. Это значение может отображаться на расходном материале, а может и не отображаться.
Типы расходных материалов
E — Электрод.
R — Шатун.
ER — Электрод или стержень.
EC — композитный электрод.
B — Пайка.
RB — электрод, стержень или оба.
RG — Кислород.
IN — Вставка.
EW — Вольфрамовый электрод.
F — Флюс.
AWSE {60} 11
Первые две (или 3) числовые цифры представляют предел прочности на разрыв материала наполнителя, измеренный в тысячах фунтов на квадратный дюйм. В этом примере это будет 60 000 фунтов на квадратный дюйм.
В этом примере это будет 60 000 фунтов на квадратный дюйм.
AWSE60 {1} 1
Следующая цифра обозначает положение, в котором могут использоваться расходные материалы.
1 — Все положения (плоское, горизонтальное скругление, вертикальное вверх, вертикальное вниз, сверху).
2 — Только плоское и горизонтальное скругление.
3 — Только квартира (устарело).
4 — Плоский, горизонтальный скругленный, вертикальный вниз, над головой.
AWSE601 {1}
Последняя числовая цифра говорит вам, какой материал покрытия и какие типы тока можно использовать.
0 — Натрий с высоким содержанием целлюлозы — (DC +)
1 — Калий с высоким содержанием целлюлозы — (AC, DC +, DC-)
2 — Натрий с высоким содержанием диоксида титана — (AC, DC-)
3 — Высокий Титания Калий — (AC, DC +, DC-)
4 — Железный порошок, диоксид титана — (AC, DC +, DC-)
5 — Натрий с низким содержанием водорода — (DC +)
6 — Калий с низким содержанием водорода — (AC, DC +)
7 — Железный порошок с высоким содержанием оксида железа — (AC, DC +, DC-)
8 — Калий с низким содержанием водорода, железный порошок — (AC, DC +, DC-)
{E} 308L-17
E здесь такая же, как и для углеродистой стали, см. Выше.
Выше.
E {308} L-17
Числовое значение здесь представляет присадочный металл, из которого изготовлен расходный материал, и будет представлять собой нержавеющую сталь определенного сорта. Обратите внимание, что присадочный материал не обязательно должен соответствовать свариваемому материалу.
E308 {L} -17
Этот символ может присутствовать или отсутствовать и указывает процентное содержание углерода в материале наполнителя. Если символ присутствует, это может быть L для низкого содержания углерода или H для высокого содержания углерода.
E308L- {17}
Цифры после тире обозначают материал покрытия и допустимый тип тока.
15 — Покрытие на основе извести — (DC +)
16 — Титан или рутил — (AC, DC +, DC-)
17 — Кремнезем, диоксид титана — (AC, DC-, DC +)
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок  flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок  flashcardmachine.com/images/preview_card_back.gif»>
Определение
flashcardmachine.com/images/preview_card_back.gif»>
Определение  flashcardmachine.com/images/preview_card_back.gif»>
Определение
flashcardmachine.com/images/preview_card_back.gif»>
Определение  flashcardmachine.com/images/preview_card_back.gif»>
Определение
flashcardmachine.com/images/preview_card_back.gif»>
Определение  flashcardmachine.com/images/preview_card_back.gif»>
Определение
flashcardmachine.com/images/preview_card_back.gif»>
Определение  flashcardmachine.com/images/preview_card_back.gif»>
Определение
flashcardmachine.com/images/preview_card_back.gif»>
Определение  flashcardmachine.com/images/preview_card_back.gif»>
Определение
flashcardmachine.com/images/preview_card_back.gif»>
Определение  flashcardmachine.com/images/preview_card_back.gif»>
Определение
flashcardmachine.com/images/preview_card_back.gif»>
Определение  flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок  gif»>
Определение
gif»>
Определение 