Электроды марки Э42А: технические характеристики, отличительные особенности
Перед началом проведения сварочного процесса необходимо выбрать нужные материалы, с помощью которых можно качественно выполнить работу. Основным материалом, без которого не может обойтись сварщик — электроды самые распространенные и доступные металлические и неметаллические стержни.
Для проведения конкретного вида работ необходимо иметь определенные электроды, они должны обладать необходимой электропроводностью.
Впервые электроды стали применяться в 1802 году и за это время они совершенствовались, их характеристики и виды покрытий улучшались, а значит, и качество работы становилось лучше. Применяемые для сварки электроды имеют свою классификацию и обозначения, делятся на конкретные марки.
Эта марка материала является одной из самых распространенных для выполнения сварочных работ. Она предназначена для дуговой сварки углеродистых (с содержанием 0,25% углерода) и низколегированных видов стали. С их помощью можно выполнять сварочные работы в различных пространственных положениях, что упрощает работу специалисту. Электроды функционируют от источника с постоянным или переменным током обратной полярности. Они имеют сертификат качества коэффициента наплавки, показали себя в работе очень положительно. Любой качественный электрод должен обеспечить во время сварки:
С их помощью можно выполнять сварочные работы в различных пространственных положениях, что упрощает работу специалисту. Электроды функционируют от источника с постоянным или переменным током обратной полярности. Они имеют сертификат качества коэффициента наплавки, показали себя в работе очень положительно. Любой качественный электрод должен обеспечить во время сварки:
- Сравнительно легкое зажигание дуги с устойчивым горением
- Расплавление на рабочем покрытии равномерное
- Ровное покрытие шва шлаком
- Шлак после сварочных работ должен легко удаляться
- Отсутствие на металлическом шве трещин, пор и непроваров.
Материал данной марки рекомендован для работ на высоте в монтажных условиях. Железный порошок, который содержится в поверхности катодов, значительно повышает уровень производительности сварочных процессов. В их составе содержится 60% массы покрытия, такие данные указаны в сертификатах. О высоком уровне качества электродов свидетельствуют отзывы специалистов-сварщиков, а также обычных потребителей, которым довелось с ними работать.
Технические характеристики марки Э42А
В обозначении электродов используется маркировка, буква «Э», что означает электрод. Указанные цифры указывают на минимальное временное сопротивление разрыву шва металла либо сварного соединения в кгс/мм2. Буква «А» — кислое покрытие, а это значит, что электроды с таким покрытием не склонны образовывать поры в процессе сварки металла, покрытого ржавчиной или окалиной, при удлинении дуги. Марка Э42А имеет свои технические характеристики:
- Коэффициент «наплавок» — 9 г/Ач
- Стержневая длина — до 45 см
- Диаметр — 4-6 мм
- Расход на 1 кг наплавленного металла — 1,6 кг
- Временное сопротивление разрыву — 420 МПа
- Относительное удлинение — 22%
- Вязкость ударная при температуре +20оС до -40оС — 150 Дж/см2
- Род тока электродов — постоянный обратной полярности
- Пространственное положение сварки — разные, кроме сверху вниз в вертикальной плоскости
- Почти не реагирует на изменение длины дуги, что в итоге дает высокое качество работы даже при нестабильном напряжении.

Наплавленный металл с химическим составом:
- Углерод — максимум 0,12%
- Марганец — 0,35-0,65%
- Кремний — 0,2- 0.3%
- Сера и фосфор — не более 0,03%.
Отличительные особенности и специфика применения
Данная марка электродов имеет свои отличительные особенности и специфику применения. Сварной шов получается достаточно прочным и даже немного пластичным, что позволяет ему выдерживать большие нагрузки (на излом). После образования поверхностного слоя шлака его можно легко удалить. Сварочный шов получается однородным и если соблюдать все правила технологии сварочных процессов, то в швах не образуются «микропустоты» в наплавляемой структуре.
С такими электродами легко работать, поэтому они часто применяются в выполнении сварочных работ в частных домах людьми, которые не владеют профессией сварщика и не имеют нужного опыта. Они обладают легким «зажиганием», во время работы наблюдается стабильность дуги и низкий расход материала.
У данного вида материала есть свои ограничения в использовании, например, сварка сверху вниз в вертикальной плоскости не ведется. Также для работы необходим источник питания — ток переменного или постоянного тока, но с обратной полярностью. В некоторых случаях, когда предъявляются к качеству шва особые требования, применяются унифицированные электроды данной марки.
 Такая марка имеет большой ассортимент, поскольку отличается материалом покрытия. Технические характеристики дают возможность проводить сварочные работы со ржавым и влажным металлом. Данный вид отлично сочетает хорошее качество с доступной ценой.
Такая марка имеет большой ассортимент, поскольку отличается материалом покрытия. Технические характеристики дают возможность проводить сварочные работы со ржавым и влажным металлом. Данный вид отлично сочетает хорошее качество с доступной ценой.Заключение
Электроды Э42А могут использоваться при выполнении любых видов монтажных или ремонтных работ, причем как опытными специалистами, так и начинающими сварщиками. По своей стоимости они немного выше, чем другие марки, за 1 килограмм изделий придется заплатить примерно 43 рубля.
- Автор: Фёдор Ильич Артёмов
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
технические характеристики – Расходники и комплектующие на Svarka.
 guru
guruЭлектроды Э42 разработаны и оптимизированы для сварки малолегированных углеродистых сплавов. Они рекомендованы для конструкций, к которым предъявляются повышенные требования по прочности и устойчивости к динамическим нагрузка, а также работающим в условиях низких температур. Электроды применяют также для сборки корпусов сосудов давления, толстолистовых заготовок, ремонтных работах при обнаружении дефектов литья.
Содержание
- 1 Расшифровка аббревиатуры и марки
- 2 Область применения
- 3 Химический состав
- 4 Технические характеристики
- 5 Диаметры
- 6 Особенности изделий
- 7 Металл шва или наплавка
- 8 Аналоги
- 9 Ограничения
- 10 Производители
- 11 Требования ГОСТ
Расшифровка аббревиатуры и марки
Расшифровка названия электрода Э42 и Э42А достаточно проста. В аббревиатуре зашифрована основная характеристика, выделяющая сварочный материал из прочих. Это прочность шовного материала, равная 420 Мпа. Э означает электрод для электродуговой сварки.
Э означает электрод для электродуговой сварки.
Популярными марками Э42 являются:
- ОЗС-42;
- ОЗС-12И/42;
- ОМА-2;
- Огонек;
- ОЗС-23.
Кроме того, широко известна среди профессионалов модифицированная версия: электроды Э42А марки УОНИ-13/45. Технические характеристики усовершенствованных электродов Э42А заметно превосходят базовую модель.
Область применения
Сварочные материалы серии Э42 используются при сборке ответственных изделий из углеродистых сплавов.
Применяют их также для монтажа труб с небольшой толщиной стенок для транспортировки жидкостей и гадов под малым и средним давлением.
Электроды Э 42 не требуют высокой квалификации от сварщика, поэтому их охотно используют не только профессионалы, но и начинающие мастера в автосервисе и домашних мастерских.
Доступная цена изделия только добавляет ему привлекательности.
Химический состав
Состав сварочной проволоки, являющейся основой изделия, кроме Fe, включает в себя:
С: 0. 08%, Mn: 0.7%, Si: 0.1%, S: не более 0.035%, P: не более 0.035%.
08%, Mn: 0.7%, Si: 0.1%, S: не более 0.035%, P: не более 0.035%.
Состав зафиксирован в ГОСТ, все производители, получившие и подтверждающие сертификат на выпуск электродов марки Э42, строго его придерживаются
Технические характеристики
В соответствии с требованиями ГОСТ 9466 и ГОСТ 9467, Э42 предназначены для работы как переменным, так и постоянным током. Обмазка бывает как на кислотной основе, так и на основе минерала рутила (диоксида титана). Кислые покрытия часто приводят к образованию множественных трещин. Для сплавов, характеризующихся как спокойные или полуспокойные, предпочтительно использование рутиловой обмазки.
При сгорании покрытия в пламени электродуги образуется облако защитного газа, вытесняющего из рабочей зоны воздух и предотвращающего контакт расплавленного металла с кислородом и азотом, а также с водяными парами. Кроме того, присадки, водящие в состав Э42, выступают в роли легирующих компонентов.
Изделия серии характеризуются следующими физико-механическими параметрами:
- временное сопротивление разрыву: 420 Мпа;
- ударная вязкость шовного материала при нормальной температуре: 150 Дж/см2;
- то же при -40С: 35 Дж/см2;
- температурный диапазон применения: -20+20оС;
- коэффициент наплавления: 1,6.

Параметры изделий серии делают их хорошим выбором при монтаже сложных технологических конструкций, предназначенных для работы при низких температурах, как для криогенной техники, так и для полярных транспортных средств и элементов инфраструктуры. Высокая прочность шовного материала открывает электродам широкий путь для использования при сварке ответственных высоконагруженных металлоконструкций в строительстве, машиностроении, оборонной отрасли.
Диаметры
Толщина электрода считается по диаметру сердечника из сварочной проволоки. Изделия серии Э42 выпускаются диаметром от 1,6 до 6 миллиметров. Это дает возможность подобрать подходящую толщину как для тонколистовых, так и для солидных конструкций различной пространственной конфигурации. Диаметр покрытия электрода серии э42 зависит от толщины стержня. Толщинам 1,6-3 мм соответствует привычная длина в 25-30 см, электроды диаметром 4 мм Э42, а также 6-миллиметровые, выпускаются как 30, так 45-сантиметровыми. Отгружаются изделия в пачках или в герметичных контейнерах.
Отгружаются изделия в пачках или в герметичных контейнерах.
Особенности изделий
Согласно техническим условиям, изделиями Э42 допустимо работать во всех сварочных положениях и направлениях, исключая вертикальное сверху вниз. Специальные добавки снижают текучесть расплава, удерживая его в границах сварочной ванны. Это дает технологам широкие возможности для проектирования и оптимизации процессов сварки.
Шовный материал, получающийся в результате работы электрода, характеризуется высокой однородностью структуры и минимальными пустотными дефектами. После сгорания обмазки образуется легкоудаляемая корка шлака.
Для Э42 характерны также легкий розжиг и высокая стабильность горения электродуги.
Шовному материалу свойственны высокая прочность и достаточная пластичность. Это увеличивает возможности конструкций противостоять как статическим, так и динамическим нагрузкам.
Для электродов характерны сниженные требования к подготовке поверхности и условиям работы. Сварке с достаточным качеством поддаются даже влажные заготовки со следами коррозии.
Сварке с достаточным качеством поддаются даже влажные заготовки со следами коррозии.
Металл шва или наплавка
В ходе наплавочной операции наносят слой металла, или присадочного материала, на поверхность заготовки. Причины выполнения наплавочных операций могут быть следующими:
- ремонт изношенного или поврежденного узла механизма;
- доведение геометрических размеров заготовки до заданных в проекте при установлении факта устранимого брака;
- создание металлического покрытия с целью улучшить такие физико-химические свойства основной детали, как прочность или устойчивость к коррозии;
При выполнении наплавочной операции электрод следует по заданной траектории над поверхностью основной детали. Металл расплавляется и, смешиваясь с металлом электрода, образует на поверхности детали сплошной наплавленный слой. Иногда наплавку проводят в несколько слоев, масса ее на особо крупных деталях может доходить до нескольких тонн.
По окончании наплавки деталь подвергается механической обработке для точного доведения геометрических размеров до заданных величин. Если требуется наплавка малых объемов, Э42 вполне способен заменить собой специализированные наплавочные электроды.
Если требуется наплавка малых объемов, Э42 вполне способен заменить собой специализированные наплавочные электроды.
Аналоги
У изделий серии Э42 существуют аналогичные по своим свойствам электроды, которые при определенных ограничениях можно использовать в качестве замены. Определяющим в вопросе подбора аналогов является химический состав сварочной проволоки, лежащей в основе изделия.
Стандарт допускает применение проволоки марок Св 08 и Св 08а. Практически, любой электрод на такой основе будет выдавать близкие физико-механические параметры шовного материала, высоковязкого и пластичного.
Следующие марки являются близкими функциональными аналогами Э42:
- Огонек, позволяет сваривать заготовки толщиной от 1 до 3 мм, допускается направление сверху вниз в вертикальном сварочном положении;
- АНО 6м, работает как на укороченной, так и на обычной длине дуги, снижено разбрызгивание металла;
- АНО-17
- ВСЦ-4 (м), адаптирован для сварки трубопроводов;
- ОЗС 23, приспособлены для соединения тонколистовых конструкций малого веса, не выделяет вредные вещества в атмосферу;
- ОМА 2, для работы на увеличенной длине дуги по вертикальным швам, для заготовок толщиной до 3 мм, со сниженной проплавляемостью.

[stextbox id=’info’]Полным функциональным аналогом Э42, даже превосходящим его по ряду параметров, считают электроды производства ESAB OK-4600, OK Pipeweld-6010.[/stextbox]
Ограничения
При всех положительных качествах изделия серии Э42 они физически не могут быть абсолютно универсальными электродами, подходящими для сварки чего угодно и где угодно. Они непригодны для работы в следующих условиях:
- сварка изделий из нержавеющей стали, для этого в составе проволоки не хватает хрома и никеля, обмазка также не сможет надежно изолировать сварочную ванну от азота, кислорода и водяных паров, шов будет слабым местом изделия;
- сварка в вертикальном сварочном положении в направлении сверху вниз, зазор между заготовками будет забиваться потеками расплава из сварочной ванны;
- сварка цветных металлов;
- соединение деталей из высоколегированных сплавов и чугуна.
Э42 хорошо делают то, для чего были разработаны. Попытки использовать их в нетипичных условиях успехом не увенчаются.
Производители
К ведущим производителям электродов серии относят следующие предприятия:
- Гранит.
- Патон.
- Вистек.
- Плазматик.
- MaxWeld.
Неплохо также зарекомендовала себя продукция московского «СпецЭлектрода» и Уральского электронного завода. Аналоги производства ESAB импортируют из Швеции.
Требования ГОСТ
ГОСТ 9467-75 определяет технические условия на производство, требования к химическому составу и физико-механическим свойствам электродов. В нем также регламентированы:
- процедуры контроля качества;
- приемка продукции;
- упаковка и отгрузка;
- порядок хранения.
Все заводы–изготовители, желающие поставлять на рынок электроды типа Э42 и Э42А, обязаны выполнять требования ГОСТ и проходить периодическую сертификацию в уполномоченных организациях. По специальной договоренности между производителем и поставщиком возможны отклонения от требований ГОСТ. В этом случае изделие выпускается принимается по техническим условиям, утвержденным обеими сторонами.
Электроды Э42: технические характеристики и аналоги
Сварка считается одним из самых надежных способов соединения стальных деталей. Существует несколько методов выполнения этой работы с использованием электродов разных марок.
Домашние мастера предпочитают применять технологию ручной дуговой сварки и электроды Э42. Судя по многочисленным отзывам потребителей, этот вид очень востребован. Информация о технических характеристиках электродов Э42 содержится в статье.
Введение
Электроды Э42 (ГОСТ 9466, 9467) представляют собой металлические стержни, снабженные специальным покрытием. При сварке они используются как вспомогательные присадочные материалы.
На современном рынке ассортимент данной продукции достаточно широк. Потребитель может приобрести электроды Э42 диаметром 1,6 мм, 2-3 мм и 4-6 мм. Стандартные размеры вспомогательных изделий варьируются в пределах 250-400 мм. Длина электродов Э42 диаметром 4 мм может достигать 450 мм.
Сокращение
Необходимую информацию о присадочном материале можно получить из его маркировки:
- Буква «Э» указывает на то, что данные электроды предназначены только для электродуговой сварки. Присадочный материал можно использовать как для ручного, так и для автоматического режима.
- Обозначение «42» указывает на то, что свариваемый материал имеет прочность 420 МПа.
Назначение
Электроды Э42 предназначены для работы с деталями из углеродистой стали. Продукция используется как домашними мастерами в домашних условиях, так и профессиональными сварщиками в ремонтных мастерских и на многих производствах для создания соединений с меньшей ответственностью. Сварочные работы можно проводить практически в любом пространственном положении. Исключением является вертикальная сварка сверху вниз. Это связано с тем, что расплав, производимый этими электродами, не выдерживает больших нагрузок. Поэтому нежелательно использовать электроды Э42 для соединения тех стальных деталей, на которые действует постоянный вес высокого давления.
Химический состав
При производстве электродов E42 используются следующие химические элементы:
- Углерод. Его содержание в наполнителе не превышает 0,12%.
- Марганец — 0,7%.
- Кремний — 0,3%.
- Сера — 0,03%.
- Фосфор 0,03%.
Технические характеристики
Электроды Э42 обладают следующими свойствами:
- Показатель временного сопротивления разрыву 420 МПа.
- «Наплавка» — 10 г/Ач.
- Размер стержня не более 400 мм. Электроды Э42 диаметром 4 мм и 6 мм могут иметь длину 450 мм.
- Сварку производят при температуре от -20 до +20 градусов.
- Расход: 1 кг вспомогательного материала на 1,6 кг наплавки.
- Шов имеет ударную вязкость 150 Дж/см. кв.м. при температуре +20 градусов. Вязкость при -40 градусах составляет 35 Дж/см. кв.м.
- Удлинение соединения не превышает 22%.
Характеристики продукта
- Электроды данного типа, несмотря на свои габаритные размеры, имеют неизменный химический состав, физические свойства и механические характеристики. Выполняя сварочные работы с одним и тем же материалом, мастер может использовать присадочный материал различной длины. На качество связи это не влияет.
- Судя по отзывам покупателей, шлаковая корка, образовавшаяся в результате кристаллизации шва, легко удаляется.
- При соблюдении всех правил технологии сварки соединение характеризуется однородностью: в нем отсутствуют микропоры и пустоты.
- Шов прочный и пластичный.
- Процесс сварки с использованием этих электродезисов достаточно прост. В процессе эксплуатации не происходит растекания горячего материала шва по поверхности и сильного разбрызгивания горячего металла. Поэтому электродами этого типа может пользоваться даже непрофессиональный сварщик.
- При использовании Е42 многими потребителями отмечается быстрое зажигание дуги, отличающееся стабильностью.
- С помощью электродов Е42 можно соединять ржавые и влажные металлы.
- Качество сварочных работ не зависит от длины дуги и падения напряжения. Источником может быть как переменный, так и постоянный ток. В последнем случае сварщики используют обратную полярность.
 Выполняя сварочные работы с одним и тем же материалом, мастер может использовать присадочный материал различной длины. На качество связи это не влияет.
Выполняя сварочные работы с одним и тем же материалом, мастер может использовать присадочный материал различной длины. На качество связи это не влияет. Источником может быть как переменный, так и постоянный ток. В последнем случае сварщики используют обратную полярность.
Источником может быть как переменный, так и постоянный ток. В последнем случае сварщики используют обратную полярность.Некоторых потребителей интересует вопрос, можно ли использовать электроды типа Э42 для соединения деталей из нержавеющей стали? По мнению опытных сварщиков, для качественной сварки изделий из нержавеющей стали необходимо использовать только те присадочные материалы, которые характеризуются пропорциональным содержанием хрома и никеля. Электроды типа Е42 в этом случае не подойдут. Образовавшийся шов будет иметь пониженные механические свойства и подвергнется коррозионным процессам. В результате такая сварка будет бессмысленной.
Аналоги электродов Э42
При необходимости данные изделия можно заменить аналогичными. Главное, чтобы химический состав свариваемой проволоки был близок к Е42 для новых электродов. Для сварочных проволок этих электродов предусмотрены марки Св-08 и Св-08А. С помощью Е42 можно комбинировать углеродистые и малоуглеродистые стали. Полученные соединения отличаются высокой вязкостью и пластичностью. Эти электроды применяются в основном в том случае, когда необходимо сформировать сварной шов с временным сопротивлением до 50 кг/мм. кв.м.
Полученные соединения отличаются высокой вязкостью и пластичностью. Эти электроды применяются в основном в том случае, когда необходимо сформировать сварной шов с временным сопротивлением до 50 кг/мм. кв.м.
Если требуются более высокие уровни наплавленного металла, сварщик должен использовать электроды другого типа. Присадочный материал АНО-6. Эти электроды имеют рутиловое покрытие. Их рабочие диаметры колеблются в пределах 4-6 мм. Используя эту марку, кромки стыкуемых стальных изделий можно не зачищать. Для работы предусмотрена короткая или средняя дуга. Сваривая угловые швы, мастер должен держать электрод под углом 50 градусов. Применение АНО-6 обеспечивает отсутствие микропор и трещин в швах. Также для Е42 можно подобрать и другие аналоги. Одним из них являются электроды Э42А. Предел прочности этих изделий составляет 412 МПа.
Также в зависимости от выполняемых задач сварщик может использовать следующие марки электродов типа Э42:
- «Огонь». С помощью этих электродов соединяют стальные изделия, толщина которых составляет от 1 до 3 мм. Кроме того, электроды «Огонек» можно использовать для сварки «сверху вниз».
- «АНО-6М». Сварочные работы выполняются за счет короткой или средней дуги. Опрыскивание сведено к минимуму.
- «АНО-17». Эти электроды предназначены для соединения толстых металлов. Их применение характеризуется образованием длинных швов.
- «ВКК-4». Эта марка используется для сварочных работ с трубопроводом.
- «ВКК-4М». С помощью этих продуктов обрабатываются стыки трубопроводов.
- «ОЗС-23». С их помощью можно выполнять сварочные работы в стальных конструкциях, имеющих небольшую толщину. Электроды малотоксичны.
- «ОМА-2». Сварщик использует удлиненную дугу. С помощью этих электродов можно сваривать отвесные металлические конструкции, толщина которых колеблется в пределах 0,8-3 мм. Этот наполнительный материал характеризуется низкой плавкостью. Сварочные работы с «ОМА-2» выполняются на оксидированной поверхности.
 С помощью этих электродов соединяют стальные изделия, толщина которых составляет от 1 до 3 мм. Кроме того, электроды «Огонек» можно использовать для сварки «сверху вниз».
С помощью этих электродов соединяют стальные изделия, толщина которых составляет от 1 до 3 мм. Кроме того, электроды «Огонек» можно использовать для сварки «сверху вниз».
Очень хорошими аналогами электродов типа Э42 являются шведские присадочные материалы ОК-4600, ОК-4332, ОК Pipeweld-6010.
Производители
В России эти электроды производятся на предприятии «СпецЭлектрод» в Москве и на Уральском электронном заводе. Электроды также импортируются из Швеции, США и Японии.
Наконец
Наполнитель типа Е42универсальные технические характеристики. Эти электроды очень популярны среди новичков и специалистов, выполняющих сварочные работы любой сложности.
Производное фуллерена с гибкой алкильной цепью для эффективных перовскитных солнечных элементов на основе олова , Ду З., Хе З. Гетерогенные 2D / 3D перовскитные солнечные элементы на основе галогенидов олова с сертифицированной эффективностью преобразования, превышающей 14% Adv. Матер. 2021;33:2102055. doi: 10.1002/adma.202102055. [PubMed] [CrossRef] [Google Scholar]
2. Ву Т., Лю С. , Луо С., Линь С., Цуй Д., Ван Ю., Сегава Х., Чжан Ю., Хань Л. Лид солнечные элементы на основе перовскита без олова. Джоуль. 2021; 5: 863–886. doi: 10.1016/j.joule.2021.03.001. [Перекрестная ссылка] [Академия Google]
, Луо С., Линь С., Цуй Д., Ван Ю., Сегава Х., Чжан Ю., Хань Л. Лид солнечные элементы на основе перовскита без олова. Джоуль. 2021; 5: 863–886. doi: 10.1016/j.joule.2021.03.001. [Перекрестная ссылка] [Академия Google]
3. Jiang X., Li H., Zhou Q., Wei Q., Wei M., Jiang L., Wang Z., Peng Z., Wang F., Zang Z., et al. Одностадийный синтез аддуктов SnI 2 ·(ДМСО) x для высокоэффективных солнечных батарей на основе олова и перовскита. Варенье. хим. соц. 2021;143:10970–10976. doi: 10.1021/jacs.1c03032. [PubMed] [CrossRef] [Google Scholar]
4. Stoumpos C.C., Malliakas C.D., Kanatzidis M.G. Полупроводниковые перовскиты йодида олова и свинца с органическими катионами: фазовые переходы, высокая подвижность и фотолюминесцентные свойства в ближней инфракрасной области. неорг. хим. 2013;52:9019–9038. doi: 10.1021/ic401215x. [PubMed] [CrossRef] [Google Scholar]
5. Zhou J., Hao M., Zhang Y., Ma X., Dong J., Lu F., Wang J., Wang N., Zhou Y. Chemo — термическое делегирование поверхности высокоэффективных солнечных элементов на основе олова и перовскита. Иметь значение. 2022 г.: 10.1016/j.matt.2021.12.013. [CrossRef] [Google Scholar]
Иметь значение. 2022 г.: 10.1016/j.matt.2021.12.013. [CrossRef] [Google Scholar]
6. Xu L., Feng X., Jia W., Lv W., Mei A., Zhou Y., Zhang Q., Chen R.-F., Huang W. Недавние Достижения в области перевернутых бессвинцовых солнечных элементов на основе перовскита и проблемы. Энергетическая среда. науч. 2021;14:4292–4317. doi: 10.1039/D1EE00890K. [CrossRef] [Google Scholar]
7. Цао Дж., Ян Ф. Недавний прогресс в области перовскитных солнечных элементов на основе олова. Энергетическая среда. науч. 2021; 14: 1286–1325. doi: 10.1039/D0EE04007J. [CrossRef] [Google Scholar]
8. Fang Y., Bi C., Wang D., Huang J. Функции фуллеренов в гибридных перовскитных солнечных элементах. ACS Energy Lett. 2017;2:782–794. doi: 10.1021/acsenergylett.6b00657. [CrossRef] [Google Scholar]
9. Дэн Л.-Л., Се С.-Ю., Гао Ф. Материалы на основе фуллеренов для фотоэлектрических применений: на пути к эффективным, безгистерезисным и стабильным перовскитным солнечным элементам. Доп. Электрон. Матер. 2018;4:1700435. doi: 10.1002/aelm.201700435. [Перекрестная ссылка] [Академия Google]
Матер. 2018;4:1700435. doi: 10.1002/aelm.201700435. [Перекрестная ссылка] [Академия Google]
10. Кастро Э., Мурильо Дж., Фернандес-Дельгадо О., Эчегойен Л. Прогресс в создании гибридных перовскитных солнечных элементов на основе фуллеренов. Дж. Матер. хим. C. 2018; 6: 2635–2651. doi: 10.1039/C7TC04302C. [CrossRef] [Google Scholar]
11. Паскуаль Дж., Дельгадо Дж.Л., Тена-Заэра Р. Физико-химические явления и применение в солнечных элементах пленок перовскита: фуллерена. Дж. Физ. хим. лат. 2018;9:2893–2902. doi: 10.1021/acs.jpclett.8b00968. [PubMed] [CrossRef] [Google Scholar]
12. Цзя Л., Чен М., Ян С. Функционализация фуллереновых материалов для применения в перовскитных солнечных элементах. Матер. хим. Фронт. 2020; 4: 2256–2282. дои: 10.1039/D0QM00295J. [CrossRef] [Google Scholar]
13. Ran C., Gao W., Li J., Xi J., Li L., Dai J., Yang Y., Gao X., Dong H., Jiao B. , и другие. Сопряженные органические катионы обеспечивают эффективное самовосстановление FASnI 3 солнечных элементов. Джоуль. 2019;3:3072–3087. doi: 10.1016/j.joule.2019.08.023. [CrossRef] [Google Scholar]
Джоуль. 2019;3:3072–3087. doi: 10.1016/j.joule.2019.08.023. [CrossRef] [Google Scholar]
14. Дай С.-М., Чжан С., Чен У.-Ю., Ли С., Тан З.А., Ли С., Дэн Л.-Л., Чжан С. -X., Линь М.-С., Син З. и др. Разработка рецептуры для оптимизации тройных акцепторов электронов на примере изомерного PC 71 BM в планарных перовскитных солнечных элементах. Дж. Матер. хим. А. 2016; 4:18776–18782. doi: 10.1039/C6TA07750A. [CrossRef] [Google Scholar]
15. Xing Z., Li S.-H., Xu P.-Y., Tian H.-R., Deng L.-L., Yao Y.-R., Чен Б.-В., Се Ф.-Ф., Ан М.-В., Юн Д.-К. и др. Кристаллографическое понимание фотоэлектрических свойств производных C 60 , применяемых в качестве материалов для переноса электронов в перовскитных солнечных элементах. хим. Рез. Подбородок. ун-т 2021; 38: 75–81. doi: 10.1007/s40242-021-1264-6. [Перекрестная ссылка] [Академия Google]
16. Tian C., Castro E., Wang T., Betancourt-Solis G., Rodriguez G., Echegoyen L. Повышение производительности и стабильности инвертированных плоских перовскитных солнечных элементов с использованием фуллеропирролидиновых слоев. Приложение ACS Матер. Интерфейсы. 2016;8:31426–31432. doi: 10.1021/acsami.6b10668. [PubMed] [CrossRef] [Google Scholar]
Приложение ACS Матер. Интерфейсы. 2016;8:31426–31432. doi: 10.1021/acsami.6b10668. [PubMed] [CrossRef] [Google Scholar]
17. Zhen J., Zhou W., Chen M., Li B., Jia L., Wang M., Yang S. Фуллереновая добавка, функционализированная пиридином, обеспечивающая координационные взаимодействия с CH 3 NH 3 PbI 3 перовскита для высокоэффективных солнечных элементов с объемным гетеропереходом. Дж. Матер. хим. А. 2019;7:2754–2763. doi: 10.1039/C8TA12206G. [CrossRef] [Google Scholar]
18. Li B., Zhen J., Wan Y., Lei X., Jia L., Wu X., Zeng H., Chen M., Wang G.-W., Ян С. Управление электронно-транспортными свойствами производных фуллеренов, функционализированных пиридином, в инвертированных перовскитных солнечных элементах: расположение азота имеет значение. Дж. Матер. хим. А. 2020; 8: 3872–3881. doi: 10.1039/C9TA12188A. [Перекрестная ссылка] [Академия Google]
19. Коллавини С., Коста И., Фёлькер С.Ф., Кабаньеро Г., Гранде Х.Дж., Тена-Заэра Р. , Дельгадо Дж.Л. Эффективные регулярные перовскитные солнечные элементы на основе исходного [70] фуллерена в качестве электронно-селективного контакта. Чемсущем. 2016;9:1263–1270. doi: 10.1002/cssc.201600051. [PubMed] [CrossRef] [Google Scholar]
, Дельгадо Дж.Л. Эффективные регулярные перовскитные солнечные элементы на основе исходного [70] фуллерена в качестве электронно-селективного контакта. Чемсущем. 2016;9:1263–1270. doi: 10.1002/cssc.201600051. [PubMed] [CrossRef] [Google Scholar]
20. Fernandez-Delgado O., Castro E., Ganivet C.R., Fosnacht K., Liu F., Mates T., Liu Y., Wu X., Echegoyen L. Изменение межфазных взаимодействий в BM-подобных электрон-транспортных соединениях PC 61 для перовскитных солнечных элементов. Приложение ACS Матер. Интерфейсы. 2019;11:34408–34415. doi: 10.1021/acsami.9b09018. [PubMed] [CrossRef] [Google Scholar]
21. Zhang F., Shi W., Luo J., Pellet N., Yi C., Li X., Zhao X., Dennis TJS, Li X., Wang С. и др. Изомерно-чистый Bis-PCBM-ассистированный кристаллический инжиниринг перовскитных солнечных элементов, демонстрирующий превосходную эффективность и стабильность. Доп. Матер. 2017;29:1606801. doi: 10.1002/adma.201606806. [PubMed] [CrossRef] [Google Scholar]
22. Лян Ю.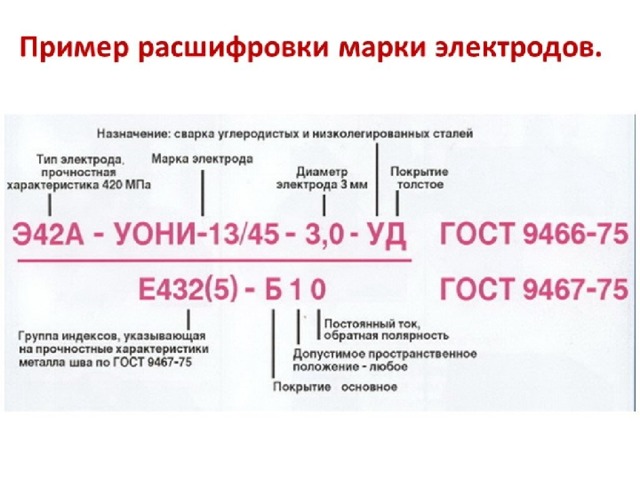 , Сун П., Тянь Х., Тянь С., Тянь В., Нан З., Цай Ю., Ян П., Сун С., Чен Дж. и др. Фуллерен-порфириновая диада, предотвращающая утечку свинца, для эффективных и стабильных перовскитных солнечных элементов. Доп. Функц. Матер. 2021:2110139. doi: 10.1002/adfm.202110139. [CrossRef] [Google Scholar]
, Сун П., Тянь Х., Тянь С., Тянь В., Нан З., Цай Ю., Ян П., Сун С., Чен Дж. и др. Фуллерен-порфириновая диада, предотвращающая утечку свинца, для эффективных и стабильных перовскитных солнечных элементов. Доп. Функц. Матер. 2021:2110139. doi: 10.1002/adfm.202110139. [CrossRef] [Google Scholar]
23. Ву Ю., Ян С., Чен В., Юэ Ю., Цай М., Се Ф., Би Э., Ислам А., Хан Л. Перовскитные солнечные элементы с Эффективность 18,21% и площадь более 1 см 2 изготовлены методом гетероперехода. Нац. Энергия. 2016;1:16148. doi: 10.1038/nenergy.2016.148. [CrossRef] [Google Scholar]
24. Чан С.-Х., Ву С.-Г. Солнечные элементы с объемным гетеропереходом перовскит-PCBM с высоким коэффициентом заполнения. Нац. Фотоника. 2016;10:196–200. doi: 10.1038/nphoton.2016.3. [Перекрестная ссылка] [Академия Google]
25. Tian C., Zhang S., Mei A., Rong Y., Hu Y., Du K., Duan M., Sheng Y., Jiang P., Xu G., et al. Многофункциональный бис-аддуктный фуллерен для эффективных печатных мезоскопических перовскитных солнечных элементов. Приложение ACS Матер. Интерфейсы. 2018;10:10835–10841. doi: 10.1021/acsami.7b18945. [PubMed] [CrossRef] [Google Scholar]
Приложение ACS Матер. Интерфейсы. 2018;10:10835–10841. doi: 10.1021/acsami.7b18945. [PubMed] [CrossRef] [Google Scholar]
26. Liu K., Chen S., Wu J., Zhang H., Qin M., Lu X., Tu Y., Meng Q., Zhan X. Fullerene производное закрепленное SnO 2 для высокопроизводительных перовскитных солнечных элементов. Энергетическая среда. науч. 2018;11:3463–3471. дои: 10.1039/C8EE02172D. [CrossRef] [Google Scholar]
27. Tian C., Lin K., Lu J., Feng W., Song P., Xie L., Wei Z. Межфазный мост с использованием цис-фуллеропирролидина для эффективного плоского перовскитного солнечного излучения. Ячейки с повышенной стабильностью. Малые методы. 2020;4:16. doi: 10.1002/smtd.201 6. [CrossRef] [Google Scholar]
28. Yu W., Sun X., Xiao M., Hou T., Liu X., Zheng B., Yu H., Zhang M., Huang Y., Hao X. Последние достижения в разработке интерфейса перовскитных солнечных элементов. Нано Рез. 2022;15:85–103. doi: 10.1007/s12274-021-3488-7. [Перекрестная ссылка] [Академия Google]
29.
30. Tian C., Betancourt-Solis G., Nan Z., Liu K., Lin K., Lu J., Xie L., Echegoyen L., Wei Z. , Эффективные и стабильные инвертированные перовскитные солнечные элементы, обеспечиваемые ингибированием самоагрегации фуллереновых соединений, переносящих электроны. науч. Бык. 2021;66:339–346. doi: 10.1016/j.scib.2020.08.041. [CrossRef] [Google Scholar]
31. Трошин П.А., Хоппе Х., Ренц Дж., Эггингер М., Майорова Ю.Ю., Горечев А.Е., Перегудов А.С., Любовская Р.Н., Гобш Г., Сарифцифци Н.С., и др. Взаимосвязь между растворимостью материала и фотогальваническими характеристиками при разработке новых производных фуллерена для солнечных элементов с объемным гетеропереходом. Доп. Функц. Матер. 2009; 19: 779–788. doi: 10.1002/adfm.200801189. [CrossRef] [Google Scholar]
Доп. Функц. Матер. 2009; 19: 779–788. doi: 10.1002/adfm.200801189. [CrossRef] [Google Scholar]
32. Tian C., Castro E., Betancourt-Solis G., Nan Z., Fernandez-Delgado O., Jankuru S., Echegoyen L. Производное фуллерена с разветвленной алкильной цепью проявляет улучшенное извлечение заряда и стабильность в перевернутых планарных перовскитовых солнечных элементах. Новый J. Chem. 2018;42:2896–2902. doi: 10.1039/C7NJ04978A. [CrossRef] [Google Scholar]
33. Паскуаль Дж., Насти Г., Алдамаси М.Х., Смит Дж.А., Флаткен М., Фунг Н., Ди Джироламо Д., Туррен-Круз С.-Х., Ли М. , Даллманн А. и др. Происхождение окисления Sn(ii) в перовскитах галогенидов олова. Матер. Доп. 2020;1:1066–1070. doi: 10.1039/D0MA00245C. [CrossRef] [Google Scholar]
34. Jiang X., Wang F., Wei Q., Li H., Shang Y., Zhou W., Wang C., Cheng P., Chen Q., Chen L. , и другие. Сверхвысокое напряжение холостого хода оловянно-перовскитных солнечных элементов благодаря конструкции слоя, переносящего электроны. Нац. коммун. 2020;11:1245. doi: 10.1038/s41467-020-15078-2. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
Нац. коммун. 2020;11:1245. doi: 10.1038/s41467-020-15078-2. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
35. Xing Z., Liu F., Li S.H., Chen Z.C., An M.W., Zheng S., Jen A.K.Y., Yang S. Многофункциональный молекулярный дизайн нового семейства фуллеропирролидиновых материалов для переноса электронов обеспечивает высокую производительность перовскитных солнечных элементов. Доп. Функц. Матер. 2021;31:2107695. doi: 10.1002/adfm.202107695. [CrossRef] [Google Scholar]
36. Xu G., Xue R., Chen W., Zhang J., Zhang M., Chen H., Cui C., Li H., Li Y., Li Y. Новая стратегия двухэтапного последовательного осаждения: включение гидрофильного фуллерена во второй прекурсор для высокопроизводительных p-i-n планарных перовскитных солнечных элементов. Доп. Энергия Матер. 2018;8:1703054. doi: 10.1002/aenm.201703054. [Перекрестная ссылка] [Академия Google]
37. Tian C., Kochiss K., Castro E., Betancourt-Solis G., Han H., Echegoyen L. Димерное производное фуллерена для эффективных перевернутых плоских перовскитовых солнечных элементов с повышенной стабильностью. Дж. Матер. хим. А. 2017;5:7326–7332. doi: 10.1039/C7TA00362E. [CrossRef] [Google Scholar]
Дж. Матер. хим. А. 2017;5:7326–7332. doi: 10.1039/C7TA00362E. [CrossRef] [Google Scholar]
38. Shao Y., Xiao Z., Bi C., Yuan Y., Huang J. Возникновение и устранение гистерезиса фототока пассивацией фуллеренов в CH 3 NH 3 PbI 3 планарных солнечных элемента с гетеропереходом. Нац. коммун. 2014;5:5784. doi: 10.1038/ncomms6784. [PubMed] [CrossRef] [Академия Google]
39. Xing Z., Li S.-H., Hui Y., Wu B.-S., Chen Z.-C., Yun D.-Q., Deng L.-L., Zhang M. -Л., Мао Б.-В., Се С.-Ю. и др. Звездообразный гексакис[ди(этоксикарбонил)метано]-C 60 с более высокой подвижностью электронов: неожиданный экстрактор электронов, сопряженный с фотогальваническими перовскитами. Нано Энергия. 2020;74:104859. doi: 10.1016/j.nanoen.2020.104859. [CrossRef] [Google Scholar]
40. Хоссейн М.К., Ахмед М.Х., Хан М.И., Миа М.С., Хоссейн С. Недавний прогресс в области применения оксидов редкоземельных элементов для датчиков, детекторов и электронных устройств: обзор.