Отличие электродов постоянного и переменного тока | ММА сварка для начинающих
- Чем отличаются электроды постоянного и переменного тока
Многие, даже те, кто умеет варить электросваркой, не знают, чем отличаются электроды постоянного и переменного тока. При внешнем осмотре разницу увидеть между ними не получится, однако на упаковке с электродами, четко указано, для какого тока (переменного или постоянного), они предназначены.
Первое и главное отличие электродов постоянного тока от переменного заключается в том, что при сварке на переменном токе, на электрод подается ток с определенной частотой, как правило, 50 герц. Однако, если вы будете варить электродами УОНИ, которые предназначены для сварки постоянным током, то они будут все время прилипать к металлу, а добиться стабильной дуги при сварке, навряд ли получится.
Раньше, когда инверторов не было, для сварки применялись исключительно трансформаторы, которые выдавали переменный ток. Поэтому все электроды выпускались именно для работы с переменным током. С появлением сварочных инверторов, все изменилось. Они, как раз и были созданы для преобразования и выпрямления переменного тока, в постоянный, что дало массу преимуществ для сварки.
Электроды для постоянного и переменного тока: в чем разница?При всем этом существует один нюанс, который связан вот с чем. Нет электродов, работающих исключительно от переменного тока. Простыми словами, электродами переменного тока можно варить и на постоянном токе, а вот наоборот, увы, не получится.
Чем отличаются электроды постоянного и переменного тока
На самом деле отличий достаточно много. Однако самое существенное из них, это обмазка электродов постоянного и переменного тока, она разная. Так, например, в электродах для сварки переменным током обмазка имеет такой состав, который позволяет при отсутствии тока, на доли секунд, не гаснуть электроду. В случае с электродами постоянного тока, дела обстоят несколько иначе.
Данные виды электродов отличаются не только своим покрытием, но и его химическим составом. Например, электроды АНО-6 и МР-3 имеют специальное рутиловое покрытие. Электроды ОЗС-12, АНО-21 и другие, имеют обычное. Более подробно о том, чем отличаются электроды УОНИ от МР-3 уже рассказывалось ранее, на сайте про сварку mmasvarka.ru.
Кроме того, из основных отличий электродов постоянного и переменного тока, следует выделить следующее:
- Переменный ток хорошо подходит для сварки толстых изделий из низкоуглеродистых сталей. Варить чугун, используя для этого медные электроды, возможно, только сварочным аппаратом постоянного тока.
- На сварочном инверторе постоянного тока, есть возможность изменить полярность, что даёт дополнительные преимущества. Сделать это при сварке переменным током, увы, нельзя. Также следует отметить и более стабильное горение дуги на постоянном токе, красивые и ровные сварочные швы, особенно при сварке тонкого металла.
- Электроды постоянного тока не будут работать на сварочном аппарате переменного тока, а наоборот, будут.
- На постоянном токе получится варить нержавеющими электродами, на переменном токе, нет.
- Сварочные инверторы имеют плавную регулировку постоянного тока, поэтому варить ими намного проще, даже тонкими электродами.
Как видно, сварочные аппараты переменного и постоянного тока, как и электроды к ним, имеют существенные различия.
В чем отличие электродов постоянного и переменного токаДля использования в домашних условиях или если нужно быстро освоить электросварку, сварочный инвертор куда лучше подходит для этих целей.
Характеристики электродов постоянного и переменного тока
23 10 2019
Сварочные работы с помощью ручной дуговой сварки переменным и постоянным током широко распространены во многих отраслях промышленности. Их проведение предполагает использование двух видов электродов — постоянного и переменного тока. Внешне эти элементы не отличаются, однако они имеют различные характеристики (материал покрытия, полярность и т. д.), в зависимости от которых следует осуществлять выбор. В нашей компании можно купить электроды по нержавейке, а также другие сварочные и зачистные материалы.
Их проведение предполагает использование двух видов электродов — постоянного и переменного тока. Внешне эти элементы не отличаются, однако они имеют различные характеристики (материал покрытия, полярность и т. д.), в зависимости от которых следует осуществлять выбор. В нашей компании можно купить электроды по нержавейке, а также другие сварочные и зачистные материалы.
Особенности электродов постоянного тока
Применение во время сварки электродов постоянного тока требует присутствия постоянного напряжения. Основными плюсами использования данных расходников являются:
- отсутствие разбрызгивания расплавленного металла;
- более высокая эффективность и производительность труда;
- формирование изящных, качественных швов во время сварочных работ;
- возможность выполнения действий с тонкими листами металла.
Для электродов постоянного тока лучше всего подходит целлюлозное и «основное» (Б) покрытие. Сваривание можно осуществлять двумя режимами: с прямой и обратной полярностью. Следует учитывать, что работы выполняются с использованием инверторных аппаратов. Это требует дополнительных расходов.
Характеристики электродов переменного тока
Такие элементы подходят для работы как с переменным, так и постоянным напряжением, что значительно облегчает выполнение задачи, поэтому их можно считать универсальными. Они способны осуществлять защиту сварочной ванны от негативных воздействий внешней среды. Кроме того, поскольку такие электроды не требуют использования выпрямителей, стоимость работ значительно уменьшается.
Расходники могут иметь следующие виды покрытия:
- кислое (А) — содержит в своем составе большое количество кислорода;
- «основное» (Б) — имеет малый потенциал ионизации, поэтому используется нечасто;
- рутиловое — состоит из рутилового концентрата, демонстрирует отличные эксплуатационные характеристики.
Среди недостатков изделий — невысокое качество швов и разбрызгивание металла во время сварки.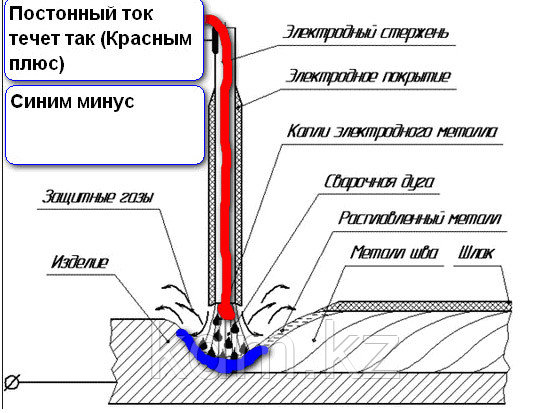
что это такое, особенности применения
На чтение 10 мин. Опубликовано
Сварка переменным током обходится дешево и применяется в случаях, когда к качеству шва предъявляют низкие требования. Некоторые электроды для такого вида работ не подходят.
Переменный ток применяют, когда товар может быть не самого высшего качества.Что такое переменный ток
Данный вид тока представляет собой организованное колебательное движение заряженных частиц. Причиной явления выступает электрическое напряжение, изменяющееся по синусоидальному закону. Электроток связан с ним прямой зависимостью: I=U/R. Значит, он постоянно меняется таким же образом.
Ток и напряжение этого вида характеризуются следующими параметрами:
- Мгновенным значением. Это сила тока i и напряжение u в текущий момент времени.
- Максимальной величиной. Это наибольшее отклонение от нулевого значения (Imax и Umax).
- Амплитудой. Это разница между наибольшими отклонениями.
- Частотой. Это число колебаний в единицу времени (f). Для сетевого тока показатель составляет 50 Гц (циклов в секунду).
- Периодом. Это длительность одного цикла колебаний в секундах (T). Величина связана с частотой: Т=1/f.
Тот факт, что электроток и напряжение постоянно меняются, сильно усложняет расчеты. Для их упрощения вводят т.н. действующее значение. Это постоянный ток (напряжение), эквивалентный данному переменному, т.е. вызывающий выделение такого же количества тепла в линейном проводнике.
Например, действующим значением является вольтаж 220 В в бытовой розетке. По факту, напряжение в ней постоянно меняется по синусоидальному закону от +311 до -311 В.
Что такое постоянный ток
Постоянным током называют упорядоченное движение заряженных частиц, отвечающее 2 условиям:
- направление не меняется;
- ампераж варьируется столь плавно, что индуктивные свойства цепи никак себя не проявляют.
 2)*R, где R – сопротивление проводника.
2)*R, где R – сопротивление проводника. - Создании магнитного поля. Его интенсивность возрастает, если проводник смотан в катушку.
- При заниженном токе – непровар.
- При завышенном – прожог металла, обширная сварочная ванна, деформация заготовок.
- Диаметру электрода. Чем толще расходник, тем выше ампераж.
- Материалу обмазки. Например, рутиловыми электродами варят на меньшем электротоке, чем основными.
- Трансформаторов. Наиболее простые, дешевые и надежные устройства. Дают на выходе переменное напряжение.
- Выпрямителей. Отличаются от предыдущих наличием диодного или тиристорного моста, преобразующего переменный электроток в постоянный. По сравнению с предыдущим вариантом имеют большие размеры и вес, сложнее устроены и стоят дороже.
- Инверторов. Дают на выходе постоянный электроток. Отличаются компактными размерами.
- Выпрямляет.
- Превращает в переменный с высокой частотой (60-80 кГц). Эту функцию выполняет специальный электронный узел с быстропереключающимися транзисторами, управляемый микросхемой.
- С помощью преобразователя понижает напряжение до рабочей величины.
- Опять выпрямляет.
- Горячий старт. Облегчает розжиг дуги путем кратковременного увеличения напряжения.
- Антизалипание. Сброс напряжения в ситуациях, когда расходник надолго коснулся заготовки (часто наблюдается при розжиге).
- Форсаж дуги. Состоит в кратковременном увеличении силы электротока в случае, когда есть риск затухания дуги. Чаще всего это происходит при замыкании электрода и заготовки каплей расплавленного металла.
- Стабилизация. Обеспечивает сохранение параметров режима сварки в условиях колебания напряжения на входе.
- Тугоплавким расходником в среде защитного газа. Используют горелку с вольфрамовым или графитовым электродом и соплом для нагнетания аргона. В зону сварки подают присадочный материал в виде проволоки. Возможна работа устройства без подачи газа. Тогда в качестве присадочного материала используют полую проволоку, заполненную флюсом. Тот при выгорании превращается в газ.
- Плавящимся электродом. Такие расходники снабжены собственным флюсом в виде покрытия (обмазки). Помимо защитных компонентов, оно содержит легкоионизируемые, улучшающие горение дуги.
- Для ручной сварки – аргонной и плавящимся электродом.
- Полуавтоматы. Предназначены для сварки тугоплавким расходником, присадочный материал подается механизированным способом.
- Автоматы. Работа ведется без участия человека в соответствии с заданными пользователем настройками. Агрегат оснащается тугоплавким электродом.
- плавящиеся;
- тугоплавкие.
- Образует защитный газ.
- Служит источником легирующих элементов.
- Поддерживает горение дуги за счет легкоионизируемых элементов. Для протекания электротока нужны свободные носители заряда. Присутствие в промежутке между расходником и заготовкой, помимо электронов, прочих ионов стабилизирует процесс.
- универсальные – работают на любом виде электричества;
- для сварки на постоянном напряжении.
- Кислые.
- Целлюлозные.
- Рутиловые.
- Основные (фтористо-кальциевые).
- ОЗС-4, ОЗС-6, ОЗС-12 (рутиловыми). Предназначены для сварки углеродистых сталей.
- МР-3. Созданы для соединения низкоуглеродистых сталей. Рекомендованы начинающим сварщикам. Обеспечивают высокое качество соединения даже при наличии на заготовках грязи, ржавчины и влаги. Разновидность МР-3С предназначена для высокоуглеродистых и низколегированных сталей.
- АНО-4, АНО-6, АНО-21. Первая марка создана для низкоуглеродистых сталей, средняя – для углеродистых, третья – для высокоуглеродистых и низколегированных.
- WP. Вольфрамовые расходники.
- WL-15 и WL-20. Легированные вольфрамовые расходники.
- УОНИ-13/55. Считаются лучшими для изготовления ответственных конструкций из углеродистой стали. При затухании дуги расплавленная обмазка сразу застывает на торце электрода, поэтому для повторного розжига его следует зачистить.
- ОЗЛ-8. Предназначены для сталей, легированных хромом и никелем. Используются при изготовлении узлов, испытывающих высокие нагрузки; создают прочный, устойчивый к окислению шов. Необходимо обеспечить плавное остывание металла, иначе возможно его растрескивание.
- Kobelco LB-52U (Япония). Созданы для изготовления ответственных конструкций из низкоуглеродистой стали. Часто применяются при отсутствии возможности выполнить двухстороннее обваривание, например при монтаже трубопроводов. Чувствительны к влажности обмазки, потому нуждаются в предварительной прокалке при температуре 300°С.
- ESAB OK 61.30 (Швеция). Электрод для нержавеющей стали.
- низкую стоимость;
- простую конструкцию;
- высокий КПД;
- надежность;
- большой ресурс.
- Низкое качество шва. Он получается широким и неровным из-за колебаний дуги.
- Большие потери металла из-за сильного разбрызгивания.
- Плохое горение дуги.
- Возможность варить только углеродистую сталь.
- К качеству предъявляются низкие требования.
- Необходимо большое тепловложение, например при строительстве судов.
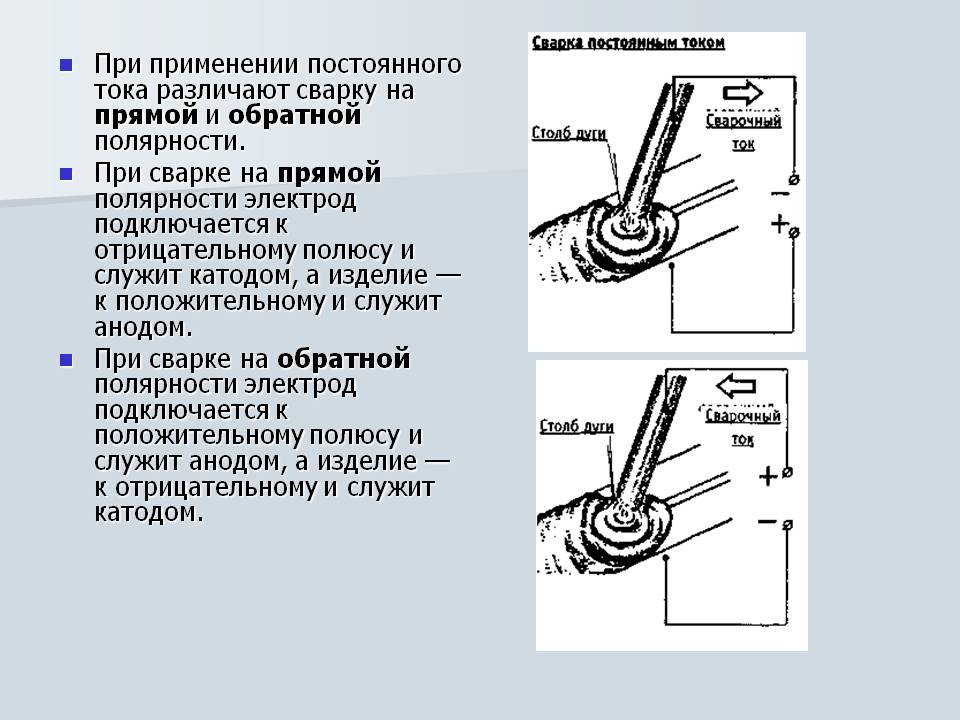
- С прямой полярностью. Отрицательный полюс (катод) подключается к электроду, положительный (анод) – к заготовке.
- С обратной полярностью. Анод подключают к расходнику, катод – к заготовке.
- Постоянным током прямой полярности.
- Переменным, если напряжение на холостом ходу источника составляет не менее 70 В.
- Для плавящихся расходников. Анодное пятно холоднее катодного. Поэтому для соединения тонкостенных заготовок используют прямую полярность (чтобы не прожечь их), для толстостенных – обратную (для более глубокого проплавления).
- Для тугоплавящихся расходников. Анодное пятно, наоборот, горячее катодного.
- простая конструкция;
- минимум поломок, большой рабочий ресурс;
- возможность регуляции силы сварного тока.
- низкий КПД;
- разбрызгивание металла при сварке;
- высокое качество сварных швов;
- высокий КПД;
- наличие возможности регулировать силу тока, защитный блок;
- сварка любых металлов, в т.ч. низколегированных и пр.
- Простая конструкция.
- Большой рабочий ресурс.
- Можно регулировать силу сварного тока.
- Отсутствие брызг расплавленного металла.
- Устойчивость дуги электрического тока.
- Хорошей и стабильной дугой, которая даже повторно легко зажигается.
- Объемной выработкой работы.
- Высокой рентабельностью.
- Небольшой степенью разбрызгивания.
- Хорошим отделением примесей.
- Возможностью доброкачественно сварить загрязненные, окисленные, ржавые и влажные материалы.
- Простейшими требованиями к устройству и работнику.
- Толстая плита вниз
- Быстрая заливка
- Сварка алюминия TIG с использованием высокой частоты AC
- TIG-сварки алюминия, поскольку ток поддерживает сварку при более высокой температуре.
- Ремонт оборудования, поскольку оборудование обычно имеет намагниченное поле, оно старше и может иметь ржавые участки, где есть опасения по поводу повышенного проникновения тепла, которое может возникнуть при сварке постоянным током.
- Шовная сварка в судостроении, поскольку параметры тока часто могут быть выше, чем при сварке постоянным током, и может быть получено более глубокое проплавление листового металла.
- Он обеспечивает более гладкий сварной шов и меньшее разбрызгивание благодаря постоянному линейному направлению тока.
- Он поддерживает постоянную и стабильную дугу, поэтому с ним проще обращаться и он надежнее переменного тока.
- Машины, использующие постоянный ток, обычно дешевле и проще в использовании.
- Сваривает более тонкие металлы лучше, чем переменный ток.
- Существует большая вероятность возникновения дуги.
- Постоянный ток не получают от электрических сетей, поэтому им нужен внутренний трансформатор для изменения тока с переменного на С для использования.Это делает использование этого метода более дорогим.
- Не подходит для сварки алюминия, потому что не может производить необходимое тепло высокой интенсивности.
- Правильный электрод, сварочное оборудование и процедуры;
- Свойства свариваемых материалов: магнитомагнитные vs.немагнитный;
- Правильная подготовка кромки — чем чище кромка, тем лучше сварной шов;
- Текущие настройки — постоянный или переменный ток;
- Скорость перемещения — угол электрода необходимо поддерживать по всей длине шва во время сварки.
- Сварка переменным током — это более простая сварочная система.Он в основном используется для дуговой сварки и пайки углем.
- Сварка с питанием от постоянного тока используется во многих других областях и имеет гораздо более высокую выходную мощность.
- Прямая полярность сварки
- Обратная полярность сварки
- Токовый электрод отрицательный (прямой)
- Токовый электрод положительный (прямой)
- Отлично подходит для использования с более тонкими материалами
- Делает дугу более гладкой
- Лучше при использовании вертикальной сварки
- Меньше простоев и меньше прилипаний
- Легко запускать
- Меньше брызг
- Не работает с высокоинтенсивным нагревом
- Более дорого
- Невозможно использовать с фиксированной дугой
- Высокая портативность
- Хорошо работает с алюминием
- Доступно
- Намагниченные материалы
- Рез не такой гладкий, как DC
- Создает больше брызг
- Вниз на толстых листах
- В судостроении
- TIG-сварка алюминия
- С низким содержанием водорода
- Дуговой бронзовый стержень
- Тяжелый алюминий
- Заклепки
- Листовой металл
- Вертикальный
- Накладной
- Чугун
- Повышенный нагрев основного металла способствует правильному проплавлению сварного шва . Процесс DCEN подходит для металлов с высокой температурой плавления, таких как нержавеющая сталь и титан, и подходит для сварки более толстых пластин благодаря своей повышенной проникающей способности.
- DCEN снижает скорость осаждения присадочного металла.
- DCEN не предлагает очистку от дуги, как DCEP , поэтому есть вероятность, что могут быть дефекты включения.
- Из-за более широкой зоны термического влияния и пониженной скорости наплавки DCEN не подходит для сварки более тонких пластин.
- DCEN имеет высокий уровень деформации и создает высокий уровень остаточного напряжения.
- Оксидная очистка основных металлов снижает дефекты включений
- Высокая производительность наплавки ускоряет сварку
- Снижение деформации и остаточных напряжений
- DCEP подходит для тонких металлических пластин и соединения металлов с низкой температурой плавления .
- Из-за концентрации тепла электрод горит быстрее.
- Если сварщик замедляет процесс сварки, существует высокий уровень усиления.
- DCEP не подходит для толстых листов для соединения металлов с высокой температурой плавления.
- Переменный ток поддерживает более высокие температуры во время сварки.
- Переменный ток очищает от оксидов аналогично DCEN.
- Обеспечивает более глубокое проплавление, чем DCEP.
- Обеспечивает устойчивую сварку намагниченных материалов.
- Переменный ток не поддерживает одинаково гладкую сварочную дугу, аналогичную DCEN и DCEP
- Сварка на переменном токе имеет более высокие уровни разбрызгивания
- Дуга может быть ненадежной и ее труднее контролировать
- Если ваш основной металл — магний или алюминий , то следует выбрать DCEP из-за его способности очищать оксиды.
- Если основным металлом является нержавеющая сталь, DCEN обеспечивает плавный поток и хорошее проникновение.
- Более толстые опорные плиты выигрывают от DCEN благодаря хорошему профилю борта и проникновению.
- Тонкие пластины лучше всего подходят для полярности DCEP из-за их высокой скорости наплавки и более мелкого проплавления, а также снижения вероятности прожога.
- Скорость наплавки. Скорость осаждения присадки увеличивается при использовании расходуемых электродов с полярностью DCEP.
- Проникновение сварного шва . Выбрав полярность DCEN, вы увеличите проплавление сварного шва.
- Арматура . Полярность DCEP увеличивает ширину сварного шва за счет увеличения глобулярного переноса металла.
- HAZ или зона теплового воздействия. Поскольку DCEN концентратов большой доли тепла в самой плите основания, ваша область ЗТВ становится шире.
- Очистка оксидов. DCEP — ваш лучший вариант при использовании пластин с грязью или дефектами на поверхности, выполняя действия по очистке от оксидов. Такая очищающая способность снижает вероятность появления дефектов включения.
- Из-за характера этого процесса сварка на переменном токе может без труда применяться для тяжелых материалов, таких как алюминий и быстрое заполнение.
- Доказано, что намагниченные материалы имеют тенденцию влиять на дугу, что чаще всего наблюдается в процессе сварки постоянным током.Но поскольку сварка на переменном токе часто меняет полярность, вероятность возникновения такой ситуации близка к нулю. Сварка на переменном токе
- позволяет без проблем выполнять сварку при более высоких температурах. Следовательно, вы можете легко выполнять сварку TIG сверхпрочных материалов. Сварка
- на переменном токе очень рентабельна, поскольку в трансформаторе нет движущихся частей, и она требует очень низких затрат на обслуживание.
- Сварка переменным током может быть подключена через любой терминал.
- Наконец, поскольку он отличается меньшим энергопотреблением при высоких температурах, сварка на переменном токе может быть выполнена при сварке с глубоким проплавлением и с меньшими затратами.
- Цветные металлы нельзя сваривать на переменном токе
- При сварке переменным током образуется больше брызг, чем при сварке постоянным током
- Дуга кажется довольно нестабильной при сварке на переменном токе
- С помощью сварки постоянным током можно сваривать большинство применений для сварки штучной сваркой, что неприемлемо для работы от сети переменного тока.
- Сварка постоянным током лучше всего подходит для легкой сварки более тонких материалов, которые являются довольно сложными при сварке переменным током
- При сварке постоянным током количество брызг намного меньше, что обеспечивает более чистый и гладкий сварной шов.
- Поскольку сварка выполняется при более низком напряжении, это обеспечивает безопасную работу всей задачи
- Эффективно сваривает как черные, так и цветные металлы
- Вы сможете наслаждаться стабильной дугой в течение всего процесса сварки.
- Сварка постоянным током лучше всего подходит для получения более высоких показателей наплавки, она более удобна в эксплуатации и надежна, чем сварка на переменном токе.
- Риск возникновения дуги больше при сварке постоянным током
- Инструменты, необходимые для подачи постоянного тока, намного дороже, чем сварка на переменном токе
- Из-за недостаточной интенсивности и тепла при сварке постоянным током нельзя правильно сваривать алюминий.
- Потребляемая мощность при сварке постоянным током довольно высока, что также указывает на более высокие затраты на техническое обслуживание.
Сварка основана на первом явлении. При движении электротока через воздушный промежуток образуется дуговой разряд, характеризующийся высокой температурой. Он вызывает плавление металла, вследствие чего кромки заготовок сливаются воедино.
Способность электротока создавать магнитное поле используют для понижения напряжения с помощью трансформатора. Он состоит из 2 не связанных между собой катушек. Первичная подключается к сети, и протекающий в ней электроток посредством переменного магнитного поля наводит ЭДС во вторичной. Коэффициент понижения напряжения зависит от соотношения числа витков в катушках.
Влияние сварочного тока на сварку
Согласно формуле Q=I²хR, тепловложение в процессе электросварки зависит от силы тока. Чем выше ее значение, тем глубже плавится металл.
Необходимо подобрать оптимальную величину, иначе возникают следующие дефекты:
В обоих случаях шов становится менее прочным.
Факторы, влияющие на выбор показателей
Величину сварочного тока выбирают по 2 критериям:
Диаметр расходника выбирают в зависимости от толщины заготовок.
Таблица влияния сварочного тока на различные показатели.Выбор тока для сварки материалов
Рекомендуемый диапазон приводится на упаковке с расходниками. Точное значение определяют опытным путем.
Электрод 4 мм
Такими расходниками варят заготовки толщиной 4-6 мм. Устанавливают силу электротока в пределах 120-200 А.
Электрод 3 мм
Расходники с такой толщиной используют для соединения деталей со стенкой в 3-4 мм. Оптимальные значения сварочного тока находятся в диапазоне 80-160 А.
Оптимальные значения сварочного тока находятся в диапазоне 80-160 А.
Электрод 2 мм
Тонким расходником варят сталь толщиной 2-3 мм. Выбирают ампераж между 40 и 80 А.
Сварочное оборудование переменного и постоянного тока
Работы по сварке производят с применением следующих аппаратов:
Инвертор преобразует сетевой ток в следующем порядке:
Повышение частоты электротока позволяет существенно уменьшить размеры и вес трансформатора. В результате сокращаются стоимость устройства и потери в нем.
Оснащение инвертора электроникой дает дополнительные преимущества в виде следующих функций:
Инверторы стоят дороже прочих видов, но удобство работы и высокое качество шва разницу в цене оправдывает.

Различают аппараты для следующих видов электросварки:
Аппараты для сварки плавящимися расходниками оснащены электрододержателем.
По назначению устройства делятся на виды:
Что такое электроды постоянного и переменного тока
Электродом называют отрезок металлической проволоки, предназначенный для подведения электричества к заготовке. Изделия делятся на 2 вида:
Изделия первого типа снабжены обмазкой. Она выполняет следующие функции:

Плавящиеся электроды делятся на виды:
Электроды сварочные.Тугоплавкие электроды тоже относятся к универсальным.
Отличия электродов постоянного и переменного тока
По виду обмазки расходники делятся на виды:
Первые 3 вида являются универсальными, четвертый – предназначен для сваривания только на постоянном напряжении. Основные и рутиловые электроды наиболее распространены.
Особенность сварки на переменном электротоке заключается в менее стабильном горении дуги. Она крайне чувствительна к числу свободных носителей заряда. В обмазке основного типа содержится фтор, выступающий деионизирующим элементом. Он затрудняет горение дуги, поэтому на переменном напряжении такие расходники работают плохо.
Преимущество фтористо-кальциевой обмазки состоит в отсутствии органики, что исключает насыщение металла водородом и обеспечивает ему хорошую защиту от окисления. В результате шов получается прочным и пластичным.
Необходимо обращать внимание и на характеристики сварочного аппарата. Для старта дуги на переменном токе некоторые электроды требуют повышенного напряжения холостого хода – 70 или 90 В против стандартных 50. Это особенно необходимо при повторном розжиге, когда расходник покрыт шлаком. У большинства трансформаторов напряжение холостого хода составляет 50 В. Есть модели с дополнительным выходом, генерирующим напряжение холостого хода в 70 (В). Они стоят дороже. Для инвертора этот показатель составляет 89-93 (В).
При выборе электродов следует учитывать тип сварочного аппарата.Марки электродов для переменного и постоянного тока
На переменном токе можно варить расходниками:
 Предназначены для сварки углеродистых сталей.
Предназначены для сварки углеродистых сталей.Следующими электродами варят только на постоянном электротоке:
Разница между сваркой переменным и постоянным током
Трансформаторы переменного тока имеют следующие преимущества:
Недостатки:

Сварку переменным током используют в следующих ситуациях:
Аппараты постоянного электротока сложнее, дороже. Они характеризуются относительно большими потерями мощности, но обеспечивают высокое качество соединения и стабильность дуги. Помимо углеродистой стали, ими можно варить нержавеющую, а также цветные металлы (используют соответствующие электроды).
В сварке на постоянном электротоке различают 2 способа подключения:
Обозначения сварочного тока для электродов
Маркировка расходников имеет вид дроби. Последняя цифра в знаменателе обозначает род тока. «0» расшифровывается как «только постоянный с обратной полярностью». Прочие цифры означают, что расходник является универсальным, т.е. может варить любым видом тока. При этом для постоянного зашифрована полярность, для переменного – минимально требуемое значение вольтажа холостого хода.
Данные сведены в таблицу:
| Рекомендуемая полярность постоянного электротока | Разность потенциалов холостого хода источника переменного электротока, В | Обозначение |
| Обратная | – | |
| Любая | 50±5 | 1 |
| Прямая | 2 | |
| Обратная | 3 | |
| Любая | 70±10 | 4 |
| Прямая | 5 | |
| Обратная | 6 | |
| Любая | 90±5 | 7 |
| Прямая | 8 | |
| Обратная | 9 |
Таким образом, цифра «5» в маркировке означает, что электродом можно варить:
Дополнительная информация
При сварке постоянным током наблюдается неравномерное распределение тепловой энергии между заготовкой и электродом:
Сварку тугоплавким электродом ведут только на прямой полярности, независимо от толщины заготовок. При обратном подключении, когда разряд бьет в расходник, он быстро засоряется.
Электроды плавящиеся постоянного тока | 5sklad.ru Строительные и отделочные материалы
Сварка постоянным током в последнее десятилетие сильно изменилась и стала доступной каждому, кто сумел приобрести сварочный инвертор. При сварке постоянным током можно использовать любые электроды переменного тока, подходящие для сварки имеющейся у вас марки стали. Но так же применяют специальные электроды, предназначенные исключительно для работы на постоянном токе. Недостатками сварки электродами переменного тока на постоянном считается более грубый шов, наличие брызг, перерасход электродов, отличие металла шва по плотности от основного металла деталей. Сварка, специально предназначенными для постоянного тока электродами, отличается аккуратным швом, хорошо отделяемой шлаковой коркой, отсутствием пустот и раковин в сварном шве, минимальным количеством брызг.
Плавящиеся электроды постоянного тока отличаются тем, что могут иметь различную полярность, которая определяется как прямая или обратная. При прямой полярности плюс от инвертора подается на массу деталей, а минус на электрод. При обратной полярности – все наоборот. Обычно полярность электродов для сварки постоянным током указывается на упаковке. Если нет упаковки, то полярность электрода можно проверить, попробовав зажечь его, и, сделав контрольный шов. Если при сварке будет образовываться слишком много брызг, то надо поменять полярность подключения. Количество брызг при этом должно уменьшиться на порядок. При различной полярности подключения возникает различный уровень нагрева электрода и свариваемых деталей. При прямой полярности больше нагревается электрод и металл с него переносится тонкими каплями, а при обратной полярности электрод нагревается меньше, а свариваемые детали больше и металл переносится крупными каплями, что ускоряет работу и облегчает её при сварке в сложных пространственных положениях.
При прямой полярности плюс от инвертора подается на массу деталей, а минус на электрод. При обратной полярности – все наоборот. Обычно полярность электродов для сварки постоянным током указывается на упаковке. Если нет упаковки, то полярность электрода можно проверить, попробовав зажечь его, и, сделав контрольный шов. Если при сварке будет образовываться слишком много брызг, то надо поменять полярность подключения. Количество брызг при этом должно уменьшиться на порядок. При различной полярности подключения возникает различный уровень нагрева электрода и свариваемых деталей. При прямой полярности больше нагревается электрод и металл с него переносится тонкими каплями, а при обратной полярности электрод нагревается меньше, а свариваемые детали больше и металл переносится крупными каплями, что ускоряет работу и облегчает её при сварке в сложных пространственных положениях.
Типичными марками электродов постоянного тока считаются следующие: УОНИ 13/45, УОНИ 13/55, ОЗЛ-6, ОЗЧ-2, LB-52U, Т-590 и другие. Диаметр плавящихся электродов постоянного тока лежит в диапазоне от 1мм до 5 мм. Положительными качествами электродов постоянного тока можно считать легкость поджига дуги, как при первом касании новым электродом, так и при повторном поджиге. Электроды постоянного тока практически не дают брызг, шов получается ровный. Шлаковые корки от большинства электродов постоянного тока хорошо отделяются от шва. Электроды постоянного тока можно использовать для наплавки металла в случае необходимости заварить сильно разошедшиеся детали и для обваривания корневых швов.
Недостатками плавящихся электродов постоянного тока считают невозможность их использования для сварки переменным током, высокая избирательность к составу стали у некоторых электродов. Например, электроды типа УОНИ плохо поджигаются на обычной стали марки Ст3 и других низкоуглеродистых сталях при прямой полярности подключения. Цена электродов постоянного тока тоже значительно выше, нежели электродов переменного тока.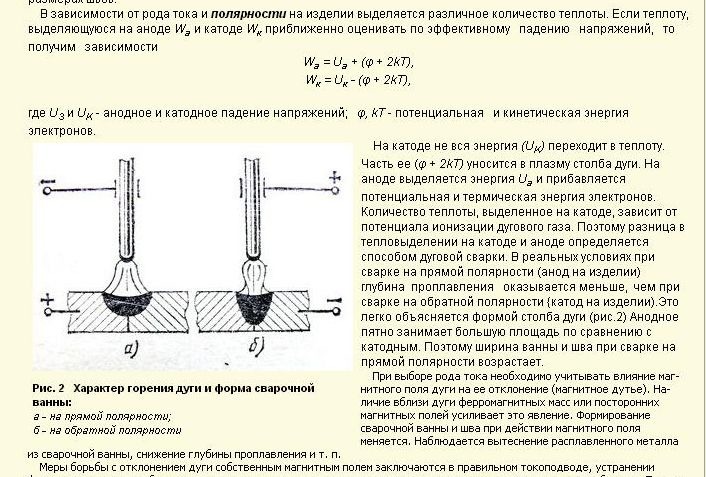
Сварочный инвертор постоянного тока или переменного?
При выборе сварки у покупателей возникает вопрос: купить инверторный сварочный аппарат постоянного тока или переменного? Оба типа инверторов имеют свои достоинства и недостатки, однако стоит отметить, что сегодня сварки переменного тока уходят в прошлое, их заменяют более совершенные сварочные аппараты токовыпрямительного или постоянного тока.
Какой аппарат выбрать?
Что выбрать — выпрямитель или трансформатор?
Трансформаторы — сварочные аппараты переменного тока, имеют следующие преимущества:
Как измерить силу тока сварочного инвертора?
Основная характеристика сварочных инверторов — сила тока, чем она выше, тем производительней будет аппарата. Стоимость сварки тоже напрямую зависит от этого показателя.
Для бытового использования достаточно инвертора с параметрами до 160 А, подключаемого к электросети 220 В. Если же в электросети присутствуют скачки напряжения, то рекомендуется приобретать полупрофессиональный аппарат с токовыми характеристиками 200 А.
 Измерить силу тока аппарата — несложно. Обычно данный показатель исправного инвертора соответствует заявленной производителем, но если есть сомнения в исправности аппарата, то показания можно измерить, используя цифровой милливольтметр или стрелочный микроамперметр. Однако учтите, что показания приборов зависят от длины сварочной дуги, диаметра электрода, правильности измерения.
Измерить силу тока аппарата — несложно. Обычно данный показатель исправного инвертора соответствует заявленной производителем, но если есть сомнения в исправности аппарата, то показания можно измерить, используя цифровой милливольтметр или стрелочный микроамперметр. Однако учтите, что показания приборов зависят от длины сварочной дуги, диаметра электрода, правильности измерения.Также немаловажным показателем является мощность сварочного аппарата. Как правило, она не указывается в паспорте, но зная максимально выдаваемую сваркой силу тока и другие параметры можно вычислить количество потребляемых кВт.
Например, рассчитаем, сколько киловатт потребляет ток в 160 ампер. Для этого можно воспользоваться формулой: Ватт = Ампер * Вольт или использовать специальную таблицу сварочных токов для инвертора:
Таблица сварочных токов для инвертора
Сервис Северные Стрелы —
Получение прочных неразрывных соединений различных металлов интересовало человечество с глубокой древности: уже тогда для создания таких соединений применялись пайка и кузнечная ковка. В современном понятии сварка – это процесс неразъемного соединения металлов под действием тепла — путем их нагрева или деформации (или совместного воздействия — и нагревом, и деформацией). Открытие в 1802 году российским профессором В.В. Петровым явления электрической дуги позволило ему предложить использовать электрический ток в процессе сварки металлов. В нынешнее время сварка возможна уже с применением не только электрического тока, но и использует лазер, ультразвук, трение и даже энергию взрывов. Такое многообразие процессов, задействованных для сварки, дали возможность применения различных сварочных аппаратов в строительных и монтажных работах, на кораблестроительных верфях, в машино- и самолетостроении, для медицины и электротехники…Современная сварка стала основным способом для формирования неразрывного соединения металлов, будь то конструирование микрочипа или монтаж нефтедобывающей морской платформы и космической орбитальной станции.
Наиболее часто в сварочном процессе используется переменный или постоянный ток, их применение находится в прямой зависимости от набора требований к качеству сварного шва и видов используемых в этой сварке металлов. Поэтому широчайшее распространение благодаря низкой цене, простоте устройства и долговечности в работе получили сварочные аппараты для сварки штучным покрытым электродом (такой режим сварочных работ называется ММА, что расшифровывают как «Manual Metal Arc», то есть — ручная электродуговая сварка плавящимся штучным покрытым электродом) . Сейчас такая сварка — наиболее распространенный ее вид, благодаря своей универсальности и доступности. Среди аппаратов для такой сварки принято различать: трансформаторы, выпрямители и инверторы.
Трансформаторы являются самыми доступными по цене и простыми сварочными устройствами. Их задача преобразовать переменный ток большого напряжения из электросети — в переменный ток меньшего напряжения, используемый для проведения процесса сварки. Однако, использование переменного тока делает электрическую дугу в сварочном процессе непостоянной и трудно поддерживаемой. Непостоянство электродуги, наличие ненужных шлаковых и газовых включений в сварочной ванне способно привести к низкому качеству сварочного шва и разбрызгиванию раскаленного металла. Поэтому, для качественной работы с таким аппаратом сварщик должен иметь высокую квалификацию. Использование для сварки переменного тока позволяет сваривать только черные металлы – различные марки стали, некоторые виды чугуна; в то же время именно применение переменного тока делает возможной стыковую и нахлестную сварку. Про сварочные трансформаторы в целом можно сказать, что они характерны своим существенным весом, значительным энергопотреблением и высокой чувствительностью к перепадам напряжения в сети.
Про сварочные трансформаторы в целом можно сказать, что они характерны своим существенным весом, значительным энергопотреблением и высокой чувствительностью к перепадам напряжения в сети.
Однако, негативное влияние переменного тока на качество сварочного процесса исчезает при применении сварочных выпрямителей. В этих аппаратах помимо уменьшения напряжения сетевого тока происходит еще и преобразование переменного тока в постоянный. Эта трансформация обеспечивается наличием системы из диодных полупроводников, способствующих преобразованию поступающего синусоидального переменного тока в линейный постоянный ток с пологопадающими внешними характеристиками. На сварочных выпрямителях стабильность электрической дуги уже позволяет выполнять достаточно качественный и герметичный шов, обеспечивает глубокий провар в области сварочного шва. В их работе значительно понижен уровень разбрызгивания горячего металла, и дуга обретает лучшую защиту, а сварное соединение получает качественные прочность и однородность. Затраты времени на сварку такими аппаратами резко сокращаются, поскольку отпадает необходимость дополнительной зачистки созданного сварного шва от капель металла с прилегающих ко шву поверхностей; в сварке постоянным током становится возможно использование всех видов электродов. Особенно важно и то, что применение постоянного тока обратной полярности дает возможность сваривать алюминиевые детали. Известно, что на поверхности алюминия, даже пребывающего в расплавленном состоянии, всегда присутствует пленка из оксидов, препятствующая образованию свободных атомарных связей в наружных слоях атомов и осложняющая этим сварку алюминиевых деталей. Разрушение такой оксидной пленки становится возможным только за счет движения заряженных частиц изнутри расплавленного материала: именно это освобождает связанные прежде атомарные связи для образования новых слоев молекулярной решетки — уже между соединяемыми алюминиевыми поверхностями. Так же в сварке выпрямители применяются для работы со всеми видами чугуна, нержавеющей и высоколегированной по маркам сталью, а еще с медью, с никелем, c титаном и их сплавами.
Сварочные инверторы являются одним из последних научных изобретений в области сварки. Они преобразуют переменный ток высокого напряжения с низкой частотой в переменный ток низкого напряжения высокой частоты, а затем и в постоянный ток низкого напряжения и низкой частоты. Малый вес, присущий этим сварочным аппаратам обеспечивает их операторам высокую мобильность; мощность, многофункциональность и автоматизация рабочих настроек у инверторов делают их оптимальным выбором как для начинающих, так и для высокопрофессиональных сварщиков.
Принципиальная схема устройства всех инверторов универсальна. Переменный сетевой ток проходит сетевой выпрямитель, где происходит его преобразование в постоянный. Затем, с помощью преобразователя частоты инверторного блока этот ток трансформируется в переменный ток, но уже с высокой частотой. Таким он поступает в высокочастотный трансформатор, где у него понижают напряжение, потом он проходит силовой выпрямитель и на выходе из аппарата становится постоянным током низкого напряжения и низкой частоты. Работа инверторного преобразователя частоты контролируется микропроцессорным управлением, а ток на выходе имеет очень гладкую кривую с минимальными колебаниями, что обуславливает высокую стабильность возникающей при работе с ним электрической дуги. Инверторные сварочные аппараты (за счет возможности точной регулировки характеристик такой электрической дуги) позволяют работать с тонким листовым металлом и оставлять аккуратный сварочный шов без разбрызгивания из него металла. Также сварочные инверторы удобны в применении тем, что они нечувствительны к перепадам сетевого напряжения и обладают высоким (более 90%) коэффициентом полезного действия, их работа характеризуется низким уровнем энергопотребления. Именно с применением инверторов работа сварщика обеспечена теперь функцией «anti-sticking» — антиприлипания электрода (за счет резкого падения напряжения на электроде при касании им свариваемой поверхности надежно препятствуют прилипанию электрода к металлу). Инверторы позволяют применить и функцию «hot start» — горячего старта, что означает автоматическое увеличение уровня сварочного тока при инициации дуги для ее надежного и легкого поджога (продолжительность периода такого увеличения и сила тока заранее регулируются сварщиком). Такой набор дополнительных функций дает теперь возможность качественно сваривать детали даже новичкам.
Инверторы позволяют применить и функцию «hot start» — горячего старта, что означает автоматическое увеличение уровня сварочного тока при инициации дуги для ее надежного и легкого поджога (продолжительность периода такого увеличения и сила тока заранее регулируются сварщиком). Такой набор дополнительных функций дает теперь возможность качественно сваривать детали даже новичкам.
Сфера применения инверторных технологий для сварки черных и цветных металлов очень широка, она предназначена для обеспечения соединений любой толщины, в различных пространственных положениях и любыми электродами.
Такая цель, как улучшение качества сварного шва и уменьшение затрат времени на выполнение сварочных операций, может быть достигнута и полуавтоматической сваркой в среде активного или инертного газа — так называемый сварочный режим MIG-MAG (полуавтоматическим этот процесс называется в связи с возможностью на таких сварочных аппаратах самостоятельной подачи электродной проволоки к электрической дуге). MIG-MAG сварка – это полуавтоматическая электродуговая сварка непрерывным плавящимся электродом в среде защитного инертного (MIG, Metal Inert Gas) или активного (MAG, Metal Active Gas) газа.
Любой полуавтоматический сварочный аппарат включает в себя источник тока, газовый баллон и горелку с кабелями. В зависимости от вида свариваемого материала для наполнения баллонов может применяться активный (углекислый газ, кислород, азот) или инертный (аргон, гелий) защитный газ, а чаще всего встречаются их смеси. Из баллона такой газ подается по несущим патрубкам в горелку, а из нее в зону электрической дуги: здесь его использование необходимо для защиты сварной ванны от воздействия газового состава воздуха, плюс — оно дополнительно стабилизирует дугу и способно добавлять полезные химические свойства металлу сварного шва. При таком использовании газов в зону сварки через горелку автоматически подается и непрерывная нить сварочной проволоки, выполняющая роль электрода.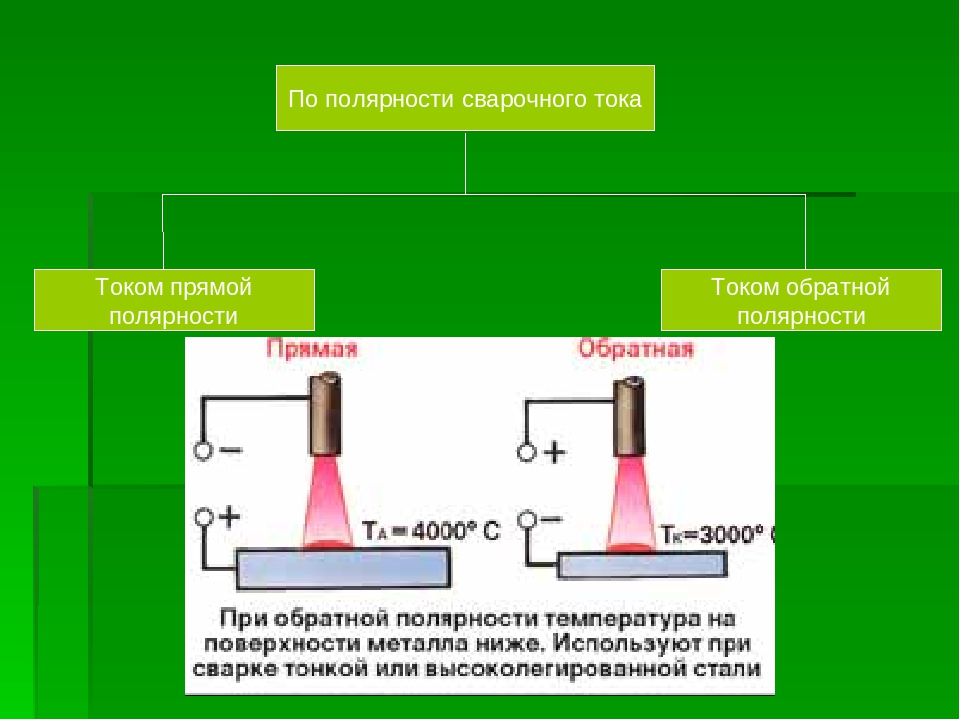 Так, подбирая определенные сочетания из разных газовых смесей и различных видов проволоки, возможно достигать нужных металлургических свойств формируемой сварной ванны. Существуют уже полуавтоматы и с возможностью сварки не только за счет обычной стальной проволоки, а работающие с самозащищенной порошковой сварочной проволокой. Она отличается наличием внешней металлической оболочки и сердечника из различного по химическому составу флюса. При сгорании такой проволоки формируется устойчивое газовое облако, защищающее сварную ванну от воздействия окружающего воздуха, а различные химические компоненты порошка с этой проволоки добавляют нужные химические свойства металлу сварного шва и стабилизируют горение электрической дуги. Некоторые современные полуавтоматические модели сварочников являются уже универсальными, то есть могут сваривать с использованием как газов, так и флюсовой проволоки. Регулировка и настройка внешних характеристик MIG-MAG сварки может проходить автоматически, с применением электронных систем, либо вручную самим оператором устройства. Сварочные аппараты MIG-MAG отличают большая производительность, возможность работы с любыми металлами (даже разнородными), с тонколистовым поверхностями металлов, а также деталями толщиной более 20 мм. Впрочем, имеются у режима MIG-MAG сварки и недостатки. К ним нужно отнести возможность использования только постоянного тока, а кроме того — высокие потери на угар металла и его разбрызгивание в процессе сварки.
Так, подбирая определенные сочетания из разных газовых смесей и различных видов проволоки, возможно достигать нужных металлургических свойств формируемой сварной ванны. Существуют уже полуавтоматы и с возможностью сварки не только за счет обычной стальной проволоки, а работающие с самозащищенной порошковой сварочной проволокой. Она отличается наличием внешней металлической оболочки и сердечника из различного по химическому составу флюса. При сгорании такой проволоки формируется устойчивое газовое облако, защищающее сварную ванну от воздействия окружающего воздуха, а различные химические компоненты порошка с этой проволоки добавляют нужные химические свойства металлу сварного шва и стабилизируют горение электрической дуги. Некоторые современные полуавтоматические модели сварочников являются уже универсальными, то есть могут сваривать с использованием как газов, так и флюсовой проволоки. Регулировка и настройка внешних характеристик MIG-MAG сварки может проходить автоматически, с применением электронных систем, либо вручную самим оператором устройства. Сварочные аппараты MIG-MAG отличают большая производительность, возможность работы с любыми металлами (даже разнородными), с тонколистовым поверхностями металлов, а также деталями толщиной более 20 мм. Впрочем, имеются у режима MIG-MAG сварки и недостатки. К ним нужно отнести возможность использования только постоянного тока, а кроме того — высокие потери на угар металла и его разбрызгивание в процессе сварки.
Еще одним видом профессиональной сварки является так называемая TIG сварка («Tungsten Inert Gas») то есть, — ручная электродуговая сварка неплавящимся (как правило, вольфрамовым или графитовым) электродом в среде защитного инертного газа (такого как аргон, гелий или их смеси). Такая сварка при высоком качестве формируемого шва характеризуется довольно низкой производительностью, а для ее использования в работе потребуются развитые профессиональные навыки. Сварочные установки и инверторы TIG позволяют выполнять сварку с очень высоким качеством сварного шва, потому они применяются при необходимости создания таких ответственных швов, которые должна отличать особенно большая надежность и внешняя эстетичность. В аппаратах для ведения такой сварки используются неплавящиеся вольфрамовые или графитовые электроды, установленные в горелке, к которой по кабелям и патрубкам подается постоянный или переменный ток и защитный инертный газ. В ходе сварки неплавящимся электродом не происходит капельного переноса электродного металла в сварную ванну, поэтому в такой сварке используют присадочные прутки в виде металлических лент или проволоки. Применяя различные по химическим свойствам присадки, становится возможным изменять и свойства металла сварного шва. Переменный ток в режиме TIG-сварки используется для соединения алюминия, меди и их сплавов, а постоянный ток в TIG-сварке применяют в работе с различными марками стали и чугуна.
Сварочные установки и инверторы TIG позволяют выполнять сварку с очень высоким качеством сварного шва, потому они применяются при необходимости создания таких ответственных швов, которые должна отличать особенно большая надежность и внешняя эстетичность. В аппаратах для ведения такой сварки используются неплавящиеся вольфрамовые или графитовые электроды, установленные в горелке, к которой по кабелям и патрубкам подается постоянный или переменный ток и защитный инертный газ. В ходе сварки неплавящимся электродом не происходит капельного переноса электродного металла в сварную ванну, поэтому в такой сварке используют присадочные прутки в виде металлических лент или проволоки. Применяя различные по химическим свойствам присадки, становится возможным изменять и свойства металла сварного шва. Переменный ток в режиме TIG-сварки используется для соединения алюминия, меди и их сплавов, а постоянный ток в TIG-сварке применяют в работе с различными марками стали и чугуна.
Аргоно-дуговая сварка с неплавящимся электродом является процессом сложным и требующим от ее оператора профессиональных навыков и знаний, потому новичкам выбор TIG-аппаратов для сварки не рекомендуется. Однако, надо отметить, что tig- инверторы сейчас уже обладают значительной компьютеризацией настроек для своей сварки и оснащены многими облегчающими ее проведение функциями.
Сфера успешного применения сварочных аппаратов TIG — это работа с легированной и нелегированной сталями, с листовой сталью, а также со всеми видами чугуна, с цветными металлами и их сплавами. Небольшая производительность TIG-сварки компенсируется малыми потерями металла и высоким качеством получаемого сварного шва.
Кроме процесса собственно сварки электрический ток используется и для так называемой плазменной резки — посредством испарения металла в области реза под действием направленного потока плазмы. Оборудование для резки металла с применением плазмы работает следующим образом: в нем к плазменной горелке подается ток для образования электрической дуги, плюс по патрубку с высокой скоростью направляется газ или воздух. Взаимодействие электрической дуги и этого газового потока вызывает усиленную ионизацию последнего до состояния плазмы, и разрез металла происходит за счет его плавления струей плазмы и последующего вымывания ионизированным потоком (испарения). Достоинства такой плазменной резки очевидны: задействование свойств плазмы позволяет производить резку любых металлов, она экономит затраты по времени, снимает необходимость трудоемкой дополнительной обработки деталей. Использование резки плазмой делает возможным сложный фигурный раскрой листового металла, резка деталей толщиной до 200 мм проходит с ней при отсутствии температурной деформации у краев. Единственным существенным недостатком плазменной резки можно считать наличие большого количества расходных материалов, как то — сопел, диффузоров, защитных направляющих и колпаков, срок службы у которых обычно получается при плазменной резке вдвое короче, чем у расходных материалов от ручной дуговой сварки.
Взаимодействие электрической дуги и этого газового потока вызывает усиленную ионизацию последнего до состояния плазмы, и разрез металла происходит за счет его плавления струей плазмы и последующего вымывания ионизированным потоком (испарения). Достоинства такой плазменной резки очевидны: задействование свойств плазмы позволяет производить резку любых металлов, она экономит затраты по времени, снимает необходимость трудоемкой дополнительной обработки деталей. Использование резки плазмой делает возможным сложный фигурный раскрой листового металла, резка деталей толщиной до 200 мм проходит с ней при отсутствии температурной деформации у краев. Единственным существенным недостатком плазменной резки можно считать наличие большого количества расходных материалов, как то — сопел, диффузоров, защитных направляющих и колпаков, срок службы у которых обычно получается при плазменной резке вдвое короче, чем у расходных материалов от ручной дуговой сварки.
Еще одной сферой применения электрического тока для обеспечения сварочного процесса нужно признать точечную сварку. Она применяется для локального соединения металлических деталей, так что аппараты точечной сварки (их обычно называют «споттеры») находят все более широкое применение и в автомобильной промышленности, и в крупных автосервисах, и в обычных гаражах. Споттер может иметь вид как компактных сварочных клещей так и являться крупногабаритной стационарной установкой. Процесс точечной сварки используется преимущественно для работы с листовым металлом. Принцип действия аппаратов точечной сварки основан на применении электрического тока для соединения металла под давлением. Здесь сварочные заготовки зажимаются внахлест между двумя медными электродами аппарата. Электрическая дуга проходит от одного электрода к другому сквозь свариваемый материал и вызывает локальное расплавление металла в обеих заготовках. Сварочный ток может достигать 9000 ампер, но имеет крайне короткий период воздействия. Кратковременное действие дуги быстро прекращается, а давление сварочных клещей все усиливается. За счет этого расплавленный металл кристаллизуется и формирует плотное соединение деталей. Для скрепления широкоформатных металлических листов в их центре может использоваться односторонний пистолет. При этом образуется два расположенных рядом сварных соединения. Точечная сварка отличается высокой производительностью, эстетичностью и прочностью соединения.
За счет этого расплавленный металл кристаллизуется и формирует плотное соединение деталей. Для скрепления широкоформатных металлических листов в их центре может использоваться односторонний пистолет. При этом образуется два расположенных рядом сварных соединения. Точечная сварка отличается высокой производительностью, эстетичностью и прочностью соединения.
Это многообразие видов современной сварки с применением электрического тока, обзор которых мы сделали темой данной статьи, позволяет проводить надежное соединение любых металлических деталей при правильном выборе типа сварки. Надеемся, что наша статья поможет Вам для себя легко и точно этот выбор осуществить.
Чем отличается сварка переменным и постоянным током
Сварка — это простой и надежный способ соединения неразъемного метала. Сварочные работы производятся с помощью специального оборудования, начиная от микроэлектроники и заканчивая тяжелой конструкцией.
На сегодняшний день сварка осуществляется с применением постоянного и переменного напряжения. В сварочных установках переменного тока основным элементом используют трансформатор любого сооружения. А в сварочных приборах с постоянной энергией потока применяются силовые выпрямительные блоки. Правильно выбранные электросварочные электроды — залог качественной работы.
Что такое переменный ток в сварке
Переменное напряжение получило свое название, так как поток электронов непрерывно меняет направление своего движения. Во время сварочного процесса с потреблением переменного тока дуга непрерывно «скачет». Происходит это из-за регулярного отклонения от оси сварочной дуги. Конечно, это сказывается на качестве получившегося шва. В итоге, рубец широкий, а в месте соединения образуются капельки металла. Если дуга погаснет, то возобновить зажигание можно с помощью повышения напряжения.
При всем этом оборудование для электросварки переменкой, имеет свои плюсы:

Трансформаторы, по-прежнему пользуются своей популярностью.
Сварка с применением постоянного тока
Сварочные аппараты на постоянке поддерживает 2 режима работы — процесс соединения с прямой и обратной полярностью. Пользуясь такими установками необходимо регулярно следить за их режимом работы, так как одни металлы схватываются на прямой, а другие на обратной полярности.
Наиболее широко применяется прямая полярность. Сварной кратер получается глубоким и узким. Подача тепла уменьшается, скорость прохода увеличивается. Применяется для нарезки металла, имеет стабильную дугу, в результате образуется качественное соединение. Используется во время работы со сталью, толщиной от 4 мм. Большинство материалов свариваются именно на прямой полярности.
Обратная полярность применяется для соединения тонких металлов средней толщины. Электросварочный шов не глубокий, но достаточно широкий. При этой полярности нельзя пользоваться электродами, которые чувствительны к перегреву.
Основными достоинствами сварки с постоянным напряжением является:
Отличия электродов постоянного тока и переменного
Электроды условно не различаются. Но постоянный поток энергии не подходит для соединения переменным током. Электросварочные материалы, которые рассчитаны для переменки, успешно применяются и для электросварки с помощью постоянного электричества. Образующиеся электроды эксперты называют универсальными.
Универсальные электроды характеризуются:
Особенностью универсальных электросварочных электродов является, возможность изготавливать соединение металлических изделий, даже если присутствует большое расстояние между частями металлов. Они отлично подходят для электросварки коротких швов и точечного прихвата.
Сравнивая сварку на постоянном и переменном напряжении, преимуществ больше у аппаратов с постоянным потоком энергии. Экономятся сварные материалы, так как разбрызгивание минимальное. Постоянку просто и легко использовать в работе, применяется для тонкостенных изделий. Воздействие погодных условий не влияет на устойчивость дуги, обеспечивая высокую производительность. Все участки на сооружении провариваются, в итоге специалист получает качественный и аккуратный рубец.
Устройство с переменкой обеспечивает хорошее качество соединения, простоту и удобство сварочного процесса. Оборудование, которое работает на данном виде напряжения стоит намного дешевле.
Основным различием переменного и постоянного электричества является то, что на электрод во время работы подается ток или переменно с частотой 50 Гц или постоянно. В конструкции сварочного аппарата постоянного потока есть выпрямители в виде диодов, которые выпрямляют электричество на выходе и создают знакопостоянное пульсирующее значение. Современные полупроводниковые выпрямители гарантируют высокую результативность и высокий показатель полезного действия. Следовательно, более качественная сварка получится с применением постоянного потока. Как показала практика, электроды переменки — прошлый век.
Сварочный ток — самый главный параметр, от которого зависит качественное соединение. Подбирать диаметр электрода необходимо с учетом толщины металла. И отталкиваясь от его диаметра, выставляется электричество. Эту информацию можно найти на упаковке. Точных и конкретных настроек напряжения нет — каждый мастер ориентируется на свои чувства и выставляет нужный параметр напряжения.
Эту информацию можно найти на упаковке. Точных и конкретных настроек напряжения нет — каждый мастер ориентируется на свои чувства и выставляет нужный параметр напряжения.
В специальных магазинах очень широкий выбор электродов для дуговой электросварки. Покупая, обращайте внимание на качество продукции и наличие лицензии.
5 основных различий между сваркой на переменном токе и на постоянном токе — новинка 2021 года
Дуговая сварка предполагает использование источника питания для создания электрической дуги между электродом и свариваемым материалом для плавления металлов в точке сварки.
Любой сварщик переменного и постоянного тока должен понимать, что источник питания может использовать либо постоянного тока (постоянный ток), либо переменного тока (переменного тока).
Тип используемого тока может иногда вызывать проблемы при сварке. Но в чем разница между сваркой на переменном и постоянном токе ? В этой статье мы все раскроем.
Сварщик переменного тока и постоянного тока — Факты
Любой электрический ток является либо постоянным (DC), либо переменным (AC) током. Если вы хотите узнать больше о сварке сердечника флюсом переменным и постоянным током, продолжайте читать.
AC DC — это термины, которые относятся к полярности электрического тока, который сварочный аппарат создает и пропускает через электрод.
Постоянный ток (DC) — это электричество, протекающее в постоянном направлении и / или обладающее напряжением постоянной полярности, положительной или отрицательной.Типичные блоки постоянного тока включают батареи и часто используются в устройствах низкого напряжения, таких как сотовые телефоны и пульты дистанционного управления.
При сварке отрицательный электрод (постоянный ток) или прямой ток обеспечивает более высокую скорость наплавки, поскольку происходит более быстрое плавление электрода.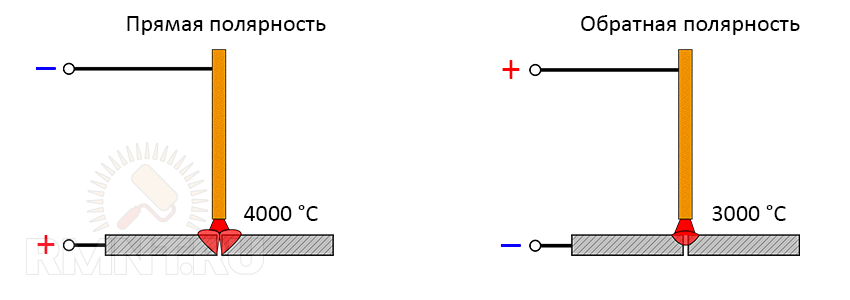 Положительный электрод (постоянный ток) приводит к более глубокому проникновению.
Положительный электрод (постоянный ток) приводит к более глубокому проникновению.
Переменный ток (AC) — это электричество, которое меняет направление назад и вперед, поэтому напряжение также периодически меняет направление, потому что ток меняет направление.
Типичный переменный ток — это то, что вы ожидаете увидеть от электрических розеток в доме, и часто используется в устройствах с более высоким напряжением, таких как бытовая техника.
Переменный ток меняет полярность 120 раз в секунду при токе 60 Гц. Обратная полярность (AC) приводит к более глубокому проникновению.
При сварке на переменном токе, поскольку ток и магнитное поле дуги меняют направление много раз в секунду, результирующее отклонение дуги отсутствует.
5 Основные различия между сваркой на переменном и постоянном токе
Вот основные различия между сваркой на переменном и постоянном токе:
1.
Размер— Сварочные аппараты на переменном токе на меньше , чем сварочные аппараты на постоянном токе
2.
Вес— Оборудование для сварки на переменном токе на легче на , чем большинство сварочных аппаратов на постоянном токе
3.
Выдувание дуги— Оборудование для сварки на переменном токе относительно простое в использовании , тогда как сварка на постоянном токе сложнее
4.
Voltage— AC Weld Machinery имеет на меньшее падение напряжения , что означает, что его можно использовать дальше, в то время как падение напряжения на машине постоянного тока больше, поэтому следует использовать на более близком расстоянии
5 .
Цена— Машины для сварки на переменном токе обычно стоят не очень дорого , тогда как сварочные аппараты на постоянном токе могут быть дорогими.
Применение сварки на переменном токе
Сварку на переменном токе можно использовать для сварки двух или более магнитных металлов.
Это невозможно сделать при сварке постоянным током. Сварка переменным током идеальна для следующих типов сварных швов:
Основным преимуществом использования сварки переменным током является то, что она позволяет сварщикам на переменном токе сварка намагниченных материалов.
В переменном токе ток меняет направление и на него не влияет магнетизм. Дуга остается стабильной и ее легче контролировать.
Сварка на переменном токе также является предпочтительным методом для:
Два самых больших недостатка сварки на переменном токе — это качество сварки. Это не так гладко, как сварка постоянным током, из-за постоянного изменения направления потока и, вероятно, будет больше брызг.
Применение сварки постоянным током
Сварка постоянным током лучше всего подходит для:
Как показывает опыт, постоянный ток предпочтительнее для сварки, потому что:

Основными недостатками использования сварки постоянным током являются:
Проблемы с дугой — сварка на переменном токе и сварка на постоянном токе
При сварке может быть много причин для разрушения сварного шва. Один из самых неприятных моментов — дуговая магнитная дуга.
Это происходит, когда магнитное поле присутствует в области, где готовится сварной шов для соединения двух металлических компонентов.
На качество сварного шва могут влиять магнитные помехи из-за взаимодействия магнитного поля сварочного тока с остаточным магнитным полем, присутствующим в металле.
Возмущение приводит к тому, что сварочная дуга отклоняется от пути сварки и ведет себя нестабильно.
Сварщик должен бороться с дугой, пытаясь поддерживать стабильный электрический ток, и качество работы обычно ухудшается. Дуговая дуга возникает только при сварке постоянным током. Эффективное решение проблемы — переключение с постоянного тока на переменный.
Общая прочность сварных швов
Общая прочность сварного шва может определяться многими факторами, такими как:

Прочный сварной шов может быть получен как при сварке на переменном токе, так и при сварке постоянным током (переменным током постоянного тока), если при сварке используются ток и полярность, соответствующие свариваемому материалу.
Это вопрос выбора подходящего для вашей работы.
Explainer Video
Заключение
Это конец дискуссии о переменном и постоянном токе. Надеюсь, у вас есть вся необходимая информация в дебатах о сварке на переменном токе и сварке на постоянном токе.
Для достижения надлежащего проплавления, равномерного загиба и хороших результатов сварки при сварке любым металлическим электродом необходимо использовать правильный ток и полярность.
Использование неправильного тока и полярности приводит к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, перегреву, отсутствию контроля дуги и быстрому горению электрода.
Обязательно изучите свои материалы и условия, чтобы выбрать сварку на переменном токе или сварку на постоянном токе для конкретной задачи!
Сравнение сварочных аппаратов переменного и постоянного тока
Эта статья поможет вам сравнить сварочные аппараты переменного и постоянного тока.
Сварочный аппарат переменного тока № для сравнения:1. Сварочный аппарат переменного тока дешевле, имеет небольшие размеры, легкий вес и простой в эксплуатации.
2. Техническое обслуживание А.C. Сварочный аппарат проще и экономичнее, так как в нем нет движущихся частей.
3. Вырабатываемое тепло одинаково на обоих полюсах, поэтому изменение полярности не требуется.
4. Сварочный аппарат переменного тока не подходит для сварки всех металлов, особенно цветных металлов и сплавов.
5. Не использовать неизолированный электрод. Можно использовать только специально разработанные электроды с покрытием.
6. Сварочный аппарат переменного тока не предназначен для сварки листового металла из-за трудности зажигания дуги.
7. Проблема возникновения дуги легко решается.
8. Падение напряжения переменного тока меньше, поэтому его можно использовать на больших расстояниях от источника питания.
9. Его можно использовать только при наличии источника переменного тока.
10. Меньше потребление электроэнергии на 1 кг наплавленного металла (от 3 до 4 кВтч).
11. Сварочный аппарат переменного тока имеет высокий КПД (от 0,8 до 0,85).
12. Сварочный аппарат переменного тока имеет более низкие эксплуатационные расходы.
13.Недостатком сварочного аппарата переменного тока является использование низкого коэффициента мощности на сварочной станции (от 0,3 до 0,4).
Номер сравнения Сварочный аппарат постоянного тока:1. Сварочный аппарат постоянного тока в два-три раза дороже, больше по размеру, тяжелее и сложнее.
2. Стоимость обслуживания выше из-за большого количества движущихся частей.
3. Тепло, выделяемое при работе и электроде, различается за счет изменения полярности.
4.Сварочный аппарат постоянного тока подходит для сварки всех типов металлов путем изменения полярности.
5. В сварочном аппарате постоянного тока можно использовать как покрытый, так и неизолированный электрод.
6. Применяется для всех видов работ, т.к. зажигание дуги сравнительно проще.
7. Удар дуги серьезен, и его трудно контролировать.
8. Падение напряжения относительно выше, его можно использовать только на небольшом расстоянии от источника питания.
9. Может использоваться где угодно с приводом от двигателя D.Генератор переменного тока или выпрямленный источник переменного тока.
10. Повышенное потребление электроэнергии на 1 кг наплавленного металла (от 6 до 10 кВтч).
11. КПД сварочного аппарата постоянного тока невысокий всего от 0,3 до 0,6.
12. Он имеет более высокие эксплуатационные расходы.
13. Двигатель для сварки на постоянном токе имеет преимущество высокого коэффициента мощности от 0,6 до 0,7.
Сваркапеременным током по сравнению с постоянным током | Какая разница?
Как партнер Amazon я зарабатываю на соответствующих покупках.
Сварка переменным током или сварка постоянным током, какой вариант более стабильный и какой из них следует выбрать?
С тех пор, как вы нашли эту статью, это вопрос, который вас интересует!
Сварка может быть очень сложной задачей для новичка, который только пытается приступить к работе, и существует множество различных вариантов и вопросов, которые могут показаться довольно сложными, если вам не все сложнее.
Нам действительно задали этот вопрос от читателя: «В чем разница между сваркой на переменном токе и сваркой на постоянном токе?»
Я (Гарри) часто могу ответить на подобные вопросы без Брайана, но мне пришлось получить от него подробное мнение, потому что оно содержит более тонкие нюансы, чем простой тот или иной ответ!
Простое и более короткое объяснение этого вопроса:
Продолжайте читать, чтобы узнать больше и получить более подробное объяснение различий между сваркой постоянным и переменным током.
Углубленное сравнение различий между сварочными аппаратами постоянного и переменного тока
Для соединения определенных материалов необходима сварка.
Для создания сварного шва между металлами существует электрический ток, который используется для нагрева металла до достаточно горячего состояния, чтобы он плавился вместе.
В результате создается прочная связь.
Как и любой другой электрический ток, здесь используются два полюса: отрицательный и положительный. Полярность создает разницу между этими двумя типами токов.
Чтобы полностью понять разницу между сваркой на постоянном токе и на переменном токе, вы должны сначала понять концепцию полярности (нет необходимости возвращаться к уроку физики в средней школе, но вы должны иметь хотя бы базовые знания, чтобы понять это. ).
Что такое полярность сварочной дуги и почему это так важно?
Объяснение полярности сварочной дуги:
Полярность существенно влияет на прочность сварного шва.
Между тем, положительный электрод, который также называют обратной полярностью, сначала вызывает проникновение, а затем вызывает отрицательную полярность электрода (резерв). Следовательно, обычно существует две формы полярности:
В дуговой сварке прямая и обратная полярность являются обычным термином.
Постоянный ток обычно является предпочтительной формой полярности сварки. Так в чем же разница между сварочным аппаратом постоянного и переменного тока?
Сварка постоянным током Обзор
Это надежный вариант для новичков, которые только начинают учиться сварке.
DC означает постоянный ток. В этом процессе заряд движется только в одном направлении и возвращает постоянную полярность. Как упоминалось ранее, сварка имеет в основном два типа соединения электродов. Они следующие:
Следовательно, прямой или отрицательный электрод (DCEN) — это более быстрый процесс, и оплавление электрода происходит довольно быстро.
Прямой ток производит меньше тепла, чем положительный электрод. Вот почему он широко используется на более тонких подложках.
Какой принцип работы используется при сварке постоянным током?
Электрод положительный с методом обратной полярности постоянного тока. Однако ток течет к электроду от его заготовки.
Преимущества сварки постоянным током
Сварка постоянным током Недостатки
Обзор сварки на переменном токе
Переменный ток означает переменный ток. Электрический заряд движется в определенном направлении 50% времени, а затем в противоположном направлении в течение другой половины потока.
Проще говоря, поток электронов продолжает менять направление и двигаться туда и обратно. Следовательно, он может менять полярность до 120 раз в секунду.
При сварке переменный ток должен быть вторым вариантом. Конечно, есть несколько случаев, когда сварка на переменном токе является предпочтительным вариантом. Например, есть некоторые недорогие машины начального уровня, которые работают только от сети переменного тока.
Ниже приведены некоторые преимущества и недостатки сварочного аппарата переменного тока.
Преимущества сварки на переменном токе
Недостатки сварки на переменном токе
Отчетливые контрасты Между сваркой на постоянном токе и сваркой на переменном токе
Между ними есть некоторые существенные различия, которые могут существенно повлиять на то, является ли сварка переменным или постоянным током лучшим вариантом для вас.
Во-первых, давайте обсудим размер.
AC — это небольшие машины. Это приводит к довольно небольшому весу.
DC, напротив, довольно тяжелый и крупнее.
Теперь поговорим о падении напряжения.
У сварочных аппаратов переменного тока падение напряжения меньше. Следовательно, можно использовать его на большие расстояния.
Напротив, падение напряжения постоянного тока выше и может использоваться только на коротких расстояниях.
Машины переменного тока довольно доступны по цене, в то время как машины постоянного тока имеют более высокие эксплуатационные расходы.При сварке на переменном токе на 1 кг наплавленного металла также расходуется меньше электроэнергии.
Применение и использование имеют большое значение между этими двумя типами сварки. Только пара машин может использоваться с источником питания переменного тока, который должен иметь низкий коэффициент мощности.
Типы сварки, использующие переменный ток
Типы сварки, которые используют DC
Сварка постоянным током, с другой стороны, может использоваться везде, где двигатель машины приводится в действие генератором постоянного тока или выпрямленным переменным током.
Таким образом, он более универсален и поддерживается много машин. Вот виды сварки, в которых используется постоянный ток:
Наконец, и не в последнюю очередь , Сварочные работы на переменном токе проще и экономичнее по сравнению с постоянным током.
Часто задаваемые вопросы
В чем разница между сваркой на переменном токе и сваркой на постоянном токе?
Сварка на переменном токе — это более простая сварочная система. Он в основном используется для дуговой сварки и пайки углем. Сварка постоянным током используется во многих других областях и имеет гораздо более высокую выходную мощность.
Он в основном используется для дуговой сварки и пайки углем. Сварка постоянным током используется во многих других областях и имеет гораздо более высокую выходную мощность.
Сварочные аппараты MIG являются переменным или постоянным током?
Почему постоянный ток предпочтительнее переменного тока?
Переменный ток часто предпочтительнее постоянного тока, поскольку легче поддерживать напряжение, а также изменять его при необходимости. Сварочные аппараты на переменном токе часто дешевле, чем их коллеги на постоянном токе, и их можно найти в более дешевых вариантах домашней сварки.
Постоянный ток опаснее переменного тока?
Переменный ток более опасен, чем постоянный ток, поскольку вызывает более сильные сокращения мышц.Однако и то, и другое может быть фатальным, если не проявить должного уважения или обучения.
Используете ли вы для сварки алюминия переменный или постоянный ток?
Сварка переменным током, если предпочтительно сварка алюминия.
Итак, какой вариант лучше всего в битве между сваркой на переменном токе и сваркой на постоянном токе?
Как видите, у них обоих есть определенные области, в которых каждая из них непобедима. Поэтому сварка постоянным или переменным током используется для решения различных задач.
Однако в большинстве случаев сварочный аппарат на постоянном токе будет более предпочтительным по сравнению со сваркой на переменном токе.Но есть определенные случаи, когда классический кондиционер будет лучшим вариантом.
Amazon и логотип Amazon являются товарными знаками Amazon.com, Inc или ее дочерних компаний.
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II 2.3.2 Власть Источники — AC и Источники питания постоянного тока используются при дуговой сварке вольфрамовым электродом в газе. Это устройства постоянного тока с падающей вольт-амперной кривой. Этот
тип власти
источник производит очень незначительные изменения тока дуги, когда длина дуги (напряжение)
разнообразен. Ссылаться
к Уроку I, разделу 1.9. 2.3.2.1
Выбор между сварочным аппаратом на переменном или постоянном токе
зависит от типа и толщины металла
под сварку. Между характеристиками дуги переменного и постоянного тока существуют явные различия,
и если выбран DC,
полярность также становится важным фактором. Эффекты полярности в
GTAW напрямую
противоположно эффектам полярности в SMAW, как описано в параграфах 2.2.2.3
через 2.2.2.5. В SMAW
распределение тепла между электродом и работой, которое
определяет проплавление и сварку
ширина бусинки контролируется в основном ингредиентами в
флюсовое покрытие на электроде. В
GTAW, где нет флюсового покрытия, распределение тепла между
электрод и работа контролируется
исключительно по полярности. Выбор правильной сварки
Текущий будет лучше понят
анализируя каждый тип в отдельности.В диаграмме на Рисунке 7 перечислены
текущие рекомендации.
РИСУНОК 7 Материал
& Толщина
DCEN DCEP
AC High
Freq. Аргон
Гелий Ar / He
Алюминий под
1/8 дюйма Более 1/8 дюйма
2 2
& 3 1
1 1
1 2
3 2
Магний под
1/16 «Более 1/16»
2 1
1 1
1 2
Углеродистая сталь под
1/8 дюйма Более 1/8 дюйма
1 1
1 1
2 3
Нержавеющая сталь
Менее 1/8 дюйма Более
1/8 «1
1 1
1 2
2 Медь
Менее 1/8 дюйма Более
1/8 «1
1 1
1 никель
Сплавы под
1/8 дюйма Более 1/8 дюйма
1 1
1 3
2 2
1 титан
Менее 1/8 дюйма Более
1/8 «1
1 2
2 1
СВАРОЧНЫЙ ТОК
ЗАЩИТНЫЙ ГАЗ
1.Предпочтительный
Выбор — ручная сварка 2.
Предпочтительный выбор — автоматическая сварка
3. Второй
Выбор — автоматическая сварка ТОК / ЗАЩИТА
ВЫБОР ГАЗА, ДУГОВАЯ СВАРКА Вольфрама
Этот
тип власти
источник производит очень незначительные изменения тока дуги, когда длина дуги (напряжение)
разнообразен. Ссылаться
к Уроку I, разделу 1.9. 2.3.2.1
Выбор между сварочным аппаратом на переменном или постоянном токе
зависит от типа и толщины металла
под сварку. Между характеристиками дуги переменного и постоянного тока существуют явные различия,
и если выбран DC,
полярность также становится важным фактором. Эффекты полярности в
GTAW напрямую
противоположно эффектам полярности в SMAW, как описано в параграфах 2.2.2.3
через 2.2.2.5. В SMAW
распределение тепла между электродом и работой, которое
определяет проплавление и сварку
ширина бусинки контролируется в основном ингредиентами в
флюсовое покрытие на электроде. В
GTAW, где нет флюсового покрытия, распределение тепла между
электрод и работа контролируется
исключительно по полярности. Выбор правильной сварки
Текущий будет лучше понят
анализируя каждый тип в отдельности.В диаграмме на Рисунке 7 перечислены
текущие рекомендации.
РИСУНОК 7 Материал
& Толщина
DCEN DCEP
AC High
Freq. Аргон
Гелий Ar / He
Алюминий под
1/8 дюйма Более 1/8 дюйма
2 2
& 3 1
1 1
1 2
3 2
Магний под
1/16 «Более 1/16»
2 1
1 1
1 2
Углеродистая сталь под
1/8 дюйма Более 1/8 дюйма
1 1
1 1
2 3
Нержавеющая сталь
Менее 1/8 дюйма Более
1/8 «1
1 1
1 2
2 Медь
Менее 1/8 дюйма Более
1/8 «1
1 1
1 никель
Сплавы под
1/8 дюйма Более 1/8 дюйма
1 1
1 3
2 2
1 титан
Менее 1/8 дюйма Более
1/8 «1
1 2
2 1
СВАРОЧНЫЙ ТОК
ЗАЩИТНЫЙ ГАЗ
1.Предпочтительный
Выбор — ручная сварка 2.
Предпочтительный выбор — автоматическая сварка
3. Второй
Выбор — автоматическая сварка ТОК / ЗАЩИТА
ВЫБОР ГАЗА, ДУГОВАЯ СВАРКА ВольфрамаAC vs.Сварка постоянным током — в чем разница? — HomeGearX
Качество и прочность получаемого сварного шва всегда будут сильно зависеть от используемого электрода и полярности, поэтому вам необходимо убедиться, что вы получите и то, и другое правильно.
Что касается полярности, вам придется выбирать между сварочными аппаратами постоянного и переменного тока. Хотя для опытных сварщиков эти два термина могут показаться очевидными и очевидными, многие потенциальные пользователи не понимают, что они собой представляют.
Оба типа по-прежнему достаточно хорошо справляются со сваркой, и если вы не знаете, какой из них выбрать или когда использовать какой, здесь мы поможем вам понять ключевые различия между переменным и постоянным током, а также объясним, что каждый из них может предложить, и их плюсы и минусы.
Обзор сварки на переменном токеСварка на переменном токе не относится к типу или технике сварки. Скорее, сварка на переменном токе используется для описания того, как ток будет течь от источника питания к сварочному аппарату.
Поскольку переменный ток означает «переменный ток», это означает, что при использовании этих сварочных аппаратов поток тока не будет однонаправленным, а будет постоянно меняться взад и вперед. При сварке на переменном токе полярность меняется примерно 120 раз в секунду.
И когда полярность изменится с положительной на отрицательную, на долю секунды вы получите 0 выходных сигналов, что означает, что дуга гаснет.Именно поэтому вы найдете специальные электроды, предназначенные для сварки на переменном токе.
Обратная полярность, которую вы получаете при сварке на переменном токе, обеспечивает более глубокое проплавление, а также делает эти сварочные аппараты идеальными для сварки намагниченных материалов и высокотемпературной сварки.
В целом, сварочные аппараты переменного тока обычно более доступны по цене, чем аппараты постоянного тока, и они будут дешевле в эксплуатации. Однако сварка на переменном токе все же не такая гладкая, как сварка на постоянном токе, и при сварке будет образовываться относительно больше брызг.
При сварке постоянным или постоянным током заряд все время движется в одном направлении и, следовательно, обеспечивается постоянная полярность, в отличие от переменного тока, где он постоянно меняется взад и вперед.
Этот прямой ток производит меньше тепла, что делает его более идеальным для использования на более тонких подложках. Кроме того, при сварке постоянным током происходит более быстрое плавление электрода, а полярность может быть как положительной, так и отрицательной.
При сварке постоянным током количество брызг меньше, что приводит к более высокому выходу продукта.Кроме того, вы получите гораздо более гладкий сварной шов, который эстетичнее, чем при сварке на переменном токе.
Многие пользователи оценят, что постоянный ток более надежен, чем переменный, и, следовательно, с ним легче работать даже начинающим домашним мастерам и менее опытным профессиональным сварщикам. А поскольку в типичном сварочном аппарате постоянного тока используются стержни как переменного, так и постоянного тока, он часто более универсален и удобен.
Однако, как и сварка на переменном токе, сварка на постоянном токе также имеет некоторые недостатки, такие как большая вероятность возникновения дугового разряда и то, что большинство аппаратов постоянного тока дороже в покупке и эксплуатации.Хуже всего то, что сварочные аппараты постоянного тока не созданы для портативности, поскольку они, как правило, больше и тяжелее.
Сварка переменным током и постоянным токомВыбор правильной полярности при сварке жизненно важен, так как это помогает обеспечить отличные результаты и избежать таких распространенных проблем, как неравномерное образование сварных швов, плохое проплавление и перегрев. И чтобы убедиться, что вы выбрали правильный вариант между переменным и постоянным током, вам необходимо понимать следующие различия между ними.
1. Типовые области применения
То, как вы собираетесь использовать сварочный аппарат, всегда является основным фактором, определяющим, какой тип лучше всего подойдет вам.Следовательно, вы должны понимать, для чего используется каждый из этих двух, и это несмотря на то, что для некоторых применений оба по-прежнему работают достаточно хорошо.
Сварка на переменном токе
На переменном токе можно выполнять сварку при относительно более высоких температурах, чем при постоянном токе, что делает его идеальным для сварки алюминия методом TIG, что является одним из его наиболее распространенных применений. Кроме того, поскольку алюминий имеет оксидную пленку на своей поверхности, когда переменный ток переключается на положительную полярность, он может помочь удалить это покрытие и очистить поверхность алюминия.
Помимо высокой температуры сварки, переменный ток обеспечивает более глубокий провар, что делает его идеальным для сварки листового металла в судостроении.В отличие от постоянного тока, он будет очень полезен для приложений, связанных со сваркой намагниченных металлов, например, при ремонте оборудования и других промышленных и строительных приложениях.
Сварка постоянным током
Постоянный ток обеспечивает большую гибкость, когда дело доходит до сварки, и будет полезен для более широкого спектра применений, чем сварочные аппараты переменного тока.
Однако постоянный ток в основном используется для сварки штангой. Это означает, что вы часто будете использовать его для сварки над головой и вертикальной сварки.Кроме того, поскольку он не обеспечивает очень высокие температуры, он отлично подходит для сварки более тонких металлических материалов.
Другие области применения при сварке постоянным током, в том числе сварка TIG нержавеющей стали, одинарная углеродистая пайка, а также при работе с сильными наплавленными швами.
2. Лучше всего для
Учитывая их типичные применения, указанные выше, теперь должно быть ясно, для кого каждый из этих сварочных аппаратов будет хорошо работать. Но с учетом сказанного, оба могут хорошо работать для разных типов пользователей, поскольку это в основном зависит от выполняемых задач.
Сварка на переменном токе
Поскольку переменный ток не всегда прост в использовании, он часто лучше всего подходит для профессионалов, особенно для тех, кто занимается судостроением, поскольку он обеспечивает более глубокое проплавление сварных швов.
Кроме того, поскольку эти сварочные аппараты могут работать с намагниченными металлами, они идеально подходят для профессионалов, занимающихся ремонтом оборудования. Но любые опытные домашние мастера, работающие с толстыми металлами и имеющие больший опыт работы со сварочными аппаратами, могут эффективно работать со сварочными аппаратами переменного тока.
Сварка постоянным током
Если вы только начинаете или не обладаете достаточными навыками и опытом в области сварки, вам будет лучше придерживаться сварки постоянным током, поскольку это облегчит вам жизнь.
Сварка постоянным током лучше всего подходит для любителей, новичков и обычных домашних мастеров, которым нужно только время от времени сваривать, и которые предпочитают что-то менее сложное, более простое в запуске и использовании.
Кроме того, сварка постоянным током сопряжена с меньшим риском, что делает ее еще лучше для менее опытных пользователей.
3. Универсальность
Инструменты могут быть довольно дорогими, тем более, что вам нужно купить несколько из них, поэтому всегда здорово получить что-то, что можно использовать для различных задач, поскольку это экономит вам деньги. стоимость покупки разных инструментов.
В целом сварочные аппараты постоянного тока более универсальны, чем сварочные аппараты переменного тока, что должно объяснить их постоянно растущую популярность. С помощью сварочных аппаратов постоянного тока вы можете делать практически все, что и со своими сварочными аппаратами переменного тока, но обратное неверно.
В то время как переменный ток лучше всего подходит для выполнения определенных типов сварных швов и для использования с определенным типом металла, постоянный ток является более универсальным сварочным аппаратом.
Еще лучше, постоянный ток будет хорошо работать для потолочных и вертикальных сварных швов, чего сварщики переменного тока могут с трудом достичь. И вы можете выбрать, использовать ли постоянный ток положительный или отрицательный, что еще больше увеличивает универсальность.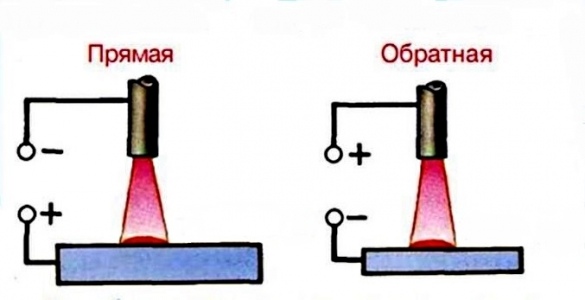
Но если вы ищете действительно универсальный сварочный аппарат, лучше всего будет выбрать один из тех современных типов, которые предназначены для работы как с переменным, так и постоянным током.
4. Дуговая дуга
Дуговая дуга — одна из наиболее распространенных проблем, с которыми сварщики сталкиваются при сварке, и она может задержать выполнение проектов и испортить сварной шов. Следовательно, вы должны помнить об этом, пытаясь решить, покупать ли сварочный аппарат постоянного или переменного тока.
Использование переменного тока часто является одним из лучших способов решить проблему дуги при сварке. Основные причины возникновения дуги при сварке включают магнетизм металла или ток дуги. Следовательно, с переменным током на переменном токе вы получите острую дугу даже при сварке намагниченных металлов.
Современные сварочные аппараты постоянного тока пытаются обеспечить более стабильную дугу, но они все еще не так эффективны, как сварочные аппараты постоянного тока.
Но также стоит отметить, что возникновение дуги может быть вызвано внешними факторами, такими как ветер. Следовательно, изменение рабочей среды там, где это возможно, также может помочь вам справиться с проблемой.
5. Размер и вес
Учитывая, что во многих случаях вам придется использовать инструменты в разных местах, вам также необходимо учитывать размер и вес при выборе между сваркой на переменном и постоянном токе.
Когда дело доходит до портативности, сварочные аппараты переменного тока несут преимущество, поскольку они часто намного меньше и легче аппаратов постоянного тока, что упрощает их транспортировку с одной рабочей площадки на другую.
Хотя сварочные аппараты постоянного тока могут быть достаточно портативными, учитывая, что многие модели также будут включать в себя колеса для мобильности, типичный сварочный аппарат будет больше и тяжелее, чем аналогичный сварочный аппарат переменного тока. Следовательно, если для вас важна портативность, лучше выбрать сварочных аппаратов переменного тока.
6. Стоимость
В настоящее время существует почти бесчисленное количество моделей сварочных аппаратов переменного и постоянного тока, и они будут разных размеров и с разными характеристиками.Это означает, что вы можете получить что-то практически на любой бюджет.
С учетом сказанного, сварочные аппараты на переменном токе обычно более доступны, чем аппараты на постоянном токе, поскольку они намного меньше по размеру и имеют более простую конструкцию. Кроме того, машины переменного тока более доступны, поскольку они используются в течение длительного времени, что еще больше снижает их цены.
Сварочные аппараты переменного и постоянного тока доступны в бюджетных моделях, которые будут стоить немногим более 100 долларов, но для получения высококачественных моделей вам потребуется не менее 300 долларов на переменный ток и более 400 долларов на постоянный ток.
Поскольку источник питания в большинстве мест основан на переменном токе, машины переменного тока также будут более доступными в эксплуатации по сравнению с машинами постоянного тока, которым может потребоваться комплект для преобразования для работы от источника переменного тока.
ЗаключениеСварка часто является частью работы большинства людей и больше не является прерогативой профессиональных сварщиков, так как вам может потребоваться сварка для ваших проектов по ремонту и благоустройству дома. Следовательно, вам необходимо знать, что лучше всего подходит для сварки на переменном и постоянном токе.
Эти два устройства идеально подходят для различных проектов, и если вы не уверены, какой из них вам понадобится, разумнее будет купить аппараты, которые поддерживают сварку как переменным, так и постоянным током. Эти машины могут быть более дорогими, но не ограничивают вас использованием одной полярности сварки, поэтому вы можете использовать их для большего количества работ.
Но если вам нужно выбирать между двумя, то DC будет более подходящим вариантом, если вы ищете хороший универсальный и универсальный сварочный аппарат. AC идеально подходит, если вы много работаете с алюминием и намагниченными материалами или для большинства ваших проектов требуется более глубокое проплавление сварных швов.
Объяснение полярности для сварки штангой
Полярность вашей цепи важна для определения качества сварки и влияет на управление сварочной дугой. Выбор неправильной полярности может вызвать недостаточное проплавление, большое количество брызг и неправильную форму хлеба, поэтому сварщики должны убедиться, что они знают правильную полярность при выполнении сварного шва.
Полярность — это электрическая цепь, возникающая между положительным и отрицательным полюсами сварщика, когда они включают сварочный аппарат.Сварочные полярности включают положительную полярность электрода или DCEP и DCEN или отрицательную полярность электрода. Постоянный или постоянный ток течет в одном направлении, в то время как переменный или переменный ток течет в виде синусоидальных колебаний с переменной полярностью.
Хотя эти термины могут показаться техническими, они довольно просты, если вы поймете их работу и функции. Каждая полярность соответствует определенному стилю металла и каждому процессу сварки , поэтому важно владеть основами для получения качественных сварных швов.Если вы хотите понять, как работает полярность в процессе сварки, читайте дальше.
Как переменный и постоянный ток влияют на процесс сварки?
Сварочные швы на переменном и постоянном токе используют разные токи для образования электрической дуги. И переменный, и постоянный ток создают дугу между электродом и металлической заготовкой и обеспечивают тепло, необходимое для плавления металлов . Источник питания переменного или постоянного тока обеспечивает полярность тока, протекающего через электрод и влияющего на сварной шов.
Постоянный ток течет только в одном направлении, а обеспечивает постоянную полярность, будь то отрицательная или положительная . Переменный ток изменяет направление потока в высокоскоростном чередовании и, таким образом, может рассматриваться как поток переменного тока.
DC в основном используется при дуговой сварке защищенным металлическим электродом , потому что он обеспечивает более прямое зажигание дуги и обеспечивает более стабильные характеристики дуги. Постоянный ток снижает вероятность разбрызгивания и помогает при сварке вертикально вверх и над головой.
Некоторые говорят, что AC обычно используется для сварки алюминия , но я думаю, что это больше относится к сварке TIG, когда переменный ток помогает удалить оксид с поверхности металла.
В случае сварки штангой переменный ток часто используется для сварки намагниченных поверхностей или когда ваш аппарат не поддерживает постоянный ток .
В процессе сварки существует три вида полярности, каждый из которых имеет свои ограничения и преимущества, а именно:
Отрицательная полярность электрода постоянного тока (DCEN)
Когда электрод подключается к отрицательному выводу, а опорные пластины подключаются к положительному, это называется Отрицательный электрод постоянного тока (или прямая полярность .) Электроны текут от электрода к пластинам основания, а тепло концентрируется в пластине основания.
Поскольку много тепла сосредоточена на опорной плите (примерно 2 / 3rds), а не в самом электроде, скорость осаждения в электрода уменьшается , что делает более гладкой и стабильной сварной шов. Однако DCEN может быть подвержен дефектам включения, если сварщики неправильно очистят основной металл.
Однако, как указывает название «прямая полярность», — это предпочтительная полярность при сварке штучной сваркой .В некоторых случаях невозможно использовать DCEN — например, когда вы используете стержни 7018, предназначенные только для DCEP. All-position 7018 также может использоваться с переменным током, но никогда с настройками DCEN.
Преимущества DCEN
DCEN Недостатки
Положительная полярность электрода постоянного тока (DCEP)
DCEP или обратная полярность возникает, когда электрод подключен к положительному выводу, а опорная пластина подсоединена к отрицательному. Электрический ток движется от опорной пластины к электроду. Большая часть тепла сосредоточена в самом электроде (2/3). Эта концентрация тепла возникает из-за того, что электроны пластины ударяют об электрод с высокой скоростью, выделяя повышенное тепло на кончике электрода.
Поскольку наконечник электрода имеет высокую концентрацию тепла, увеличивается скорость осаждения, соответственно, уменьшая проникновение и слияние в опорной плите. Преимущество обратной полярности заключается в очистке оксидов и удалении масел и пыли с металлических поверхностей основной пластины.
Преимущества DCEP
Недостатки DCEP
Полярность переменного или переменного тока
Поскольку полярность переменного тока меняет направление электронов в цепи вперед и назад, иногда до 120 раз в секунду, c постоянно перемещается с отрицательного на положительный .Каждый раз, когда полярность меняется, сила тока достигает доли секунды, что приводит к дуге, которая может блуждать (или гаснуть).
Несмотря на то, что полярность переменного тока имеет преимущества как DCEN, так и DCEP, важно использовать правильные электроды для использования переменного тока. Электроды переменного тока имеют специальное покрытие, поддерживающее зажигание дуги; однако дуга по-прежнему будет демонстрировать более сильные колебания и заикания, чем при полярности постоянного тока.
Полярность переменного тока особенно полезна в случаях возникновения дуги из-за магнетизма основного металла .Переменный ток обеспечивает более устойчивую дугу при сварке магнитных деталей или неустойчивой дуге в ветреную погоду.
Преимущества полярности переменного тока
Недостатки полярности переменного тока
Как вы? Выбрать правильную полярность?
Как полярность влияет на характеристики дуговой сварки?
Полярность является важным фактором создания сварного шва хорошего качества.Полярность зависит от ваших наполнителей, типа электрода, а также от выбранных основных металлов. Полярность сварного шва влияет на такие параметры, как:
Часто задаваемые вопросы
Какая полярность используется для 7018? Вы можете легко определить, для какого сварочного стержня подходит сам код.
Первые два числа представляют собой фунты на квадратный дюйм, которые может выдержать полученный сварной шов, поэтому умножение 70 на 1000 дает вам 70000 фунтов давления на квадратный дюйм
Третье число указывает вам положение, в котором может использоваться стержень:
1-означает все положения
2-плоский / горизонтальный
3-верхний или вертикально вверх или вниз.
Последнее число, 8, означает, что это порошок калия и железа с низким содержанием водорода и подходит для AC, DCEP и DCEN.
Таким образом, сварочный стержень 7018 может использоваться в DCEP для более тонких листов и DCEN для более толстых сварочных листов.
Хотя сварка алюминия палкой не является предпочтительным способом, потому что действительно сложно уложить соответствующие валики, это можно сделать с помощью DCEP.
Когда использовать настройки переменного тока на сварочном аппарате?Обычно сварщики используют полярность переменного тока, когда металлы, с которыми они работают, намагничены. Переменный ток также полезен, когда сварщики ищут более красивые валики с немного меньшим проваром, чем обеспечивает DCEN.
Заключение
Понимание полярности в процессе сварки необходимо для овладения искусством правильной сварки .У каждой полярности есть свои преимущества и недостатки, и, в конечном итоге, правильный выбор зависит от того, какой материал вы используете для наполнителей, и от типа вашей машины. После правильной полярности вы обнаружите, что ваши сварные швы значительно улучшатся.
Сварка переменным током и постоянным током: применение, преимущества и недостатки
Для каждого сварщика очень важно знать разницу между сваркой на переменном и постоянном токе. Каждый профессиональный сварщик знает, насколько важно использовать соответствующие настройки мощности для определенного типа материала, чтобы получить первоклассный безупречный результат.
Если вы будете знать об этом сверхурочно, это не только поможет вам стать эффективным сварщиком, но и будет периодически развивать в себе интуитивную мудрость, с помощью которой вы можете заранее определять соответствующие параметры мощности, проводя множество экспериментов.
Теперь давайте подробно рассмотрим определение, применение, преимущества и недостатки сварки переменным и постоянным током:
Темы, затронутые в этой статье
Сварка на переменном токеТермин «переменный ток» относится к переменному току, что означает, что ток переключает свое положение 120 раз в секунду с полярностью между отрицательным постоянным током и положительным постоянным током.Одним из главных преимуществ использования сварки на переменном токе является нулевой коэффициент отклонения, а также способность эффективно сваривать черные и магнитные материалы.
Области применения сварки на переменном токе Сваркапеременным током, по-видимому, является одним из часто используемых процессов для работы всех видов высоковольтных электрических устройств, таких как бытовые приборы и оборудование.
Но, с другой стороны, трансформатор, необходимый для питания переменного тока, довольно недорог и требует меньших затрат на обслуживание.В целом, это идеальный источник питания для всех видов черных и магнитных материалов.
Все мы знаем, что сваривать толстые листовые металлы без особых усилий довольно сложно. Но с помощью сварки на переменном токе вы можете удобно сваривать их в нижнем или горизонтальном положении.
Еще одна распространенная область, в которой используется сварка на переменном токе, — это чрезмерно быстрое заполнение. Это в основном выполняется с помощью электрода быстрого заполнения, который имеет более высокую скорость осаждения.
Теперь вы, возможно, знаете, что для сварки алюминия требуется сравнительно более высокая температура.Кроме того, для сварки алюминия необходимо использовать процесс сварки TIG. Поскольку сварка на переменном токе является лучшим источником питания для сварки большинства материалов для сварки TIG, изделия, полностью изготовленные из алюминия, производятся с использованием сварки на переменном токе.
Наконец, одна из важнейших областей, в которых выполняется сварка на переменном токе, — это чрезмерный ремонт машинного оборудования. Сейчас это общепринято, что машины и оборудование содержат намагниченное поле. Кроме того, их использование в течение длительного периода потенциально может привести к появлению ржавчины на их теле.
В этом случае, если вы собираетесь сваривать их с использованием постоянного тока, они могут быть повреждены из-за сильного нагрева и более глубокого проплавления. Для ремонта этих инструментов в основном используется сварочная мощность переменного тока.
Преимущества сварки на переменном токеТеперь, когда мы знаем, что полярность в секунду очень высока при сварке на переменном токе, а ток часто меняет свое положение, это также делает нас неспособными сваривать любыми видами электродов, кроме только покрытых.
Хотя при сварке на переменном токе вероятность возникновения дугового разряда очень низкая, она обычно используется в редких случаях и в качестве вторичного источника питания для большинства сварочных процессов.
Сварка постоянным токомТермин «постоянный ток» означает постоянный ток, что означает, что электроны всегда движутся в постоянном направлении. Полярность при сварке постоянным током также постоянна, что может быть выражено в отрицательной или положительной форме. Одной из основных особенностей отрицательного постоянного тока является его более высокая скорость осаждения, тогда как положительный постоянный ток в основном используется для обеспечения более глубокого проникновения.
Области применения сварки постоянным токомВ целом, сварка постоянным током является наиболее часто используемым источником питания при сварке из-за разнообразия материалов. С помощью постоянного тока можно сваривать практически любые материалы.
Возможно, вы уже знаете, что сварка на переменном токе работает только с черными металлами. Но со сваркой постоянным током у вас будет возможность использовать ее для любого из них, в том числе для цветных металлов.
Еще одна удобная функция сварки постоянным током — это возможность сваривать материалы вертикально.Таким образом, вы можете сварить на потолке.
Как правило, сварка на постоянном токе дает самый гладкий сварной шов, чем при сварке на переменном токе, и вероятность появления брызг из-за постоянного источника питания очень мала.
С помощью сварки постоянным током выполняются все виды сварки штучной сваркой. Кроме того, вы можете легко выполнять сварку TIG нержавеющей стали, используя источник постоянного тока.
Сваркана постоянном токе лучше всего подходит для обеспечения более высоких скоростей наплавки, а также имеет твердую наплавку с одноуглеродистой пайкой.
Сваркапостоянным током также используется для легкого соединения более тонких материалов.
Преимущества сварки постоянным токомСварка постоянным током — самый популярный и предпочтительный способ электроснабжения большинства сварщиков. Поскольку вы всегда получаете максимально гладкий сварной шов и позволяет сваривать любой материал, источник постоянного тока может быть вашим лучшим источником для выполнения большинства сварочных работ.
Сварка переменным и постоянным током: видео сравнения
Заключительные словаСпасибо, что прочитали весь пост.