Как сварить алюминий алюминиевым электродом
Практически каждый сварщик. независимо от своего опыта, когда-нибудь сталкивался со свариванием алюминия. Для этого используются специальные электроды, которые имеют в своей основе алюминиевый стержень. У многих людей возникают трудности с тем, что им сложно правильно производить сваривание алюминия.
Для того, чтобы у Вас не возникало никаких трудностей, лучше всего использовать электроды Unitor ALUMIN-351N, которые предназначены специально для сварки алюминия. С его помощью можно сваривать алюминиевые листы, трубы, крышки, поршни и многое другое.
Главное условие сваривания алюминиевых изделий этими электродами является толщина металла не менее 2 миллиметров. Если Вы собираетесь производить сваривание алюминия толщиной более 3 миллиметров, то Вам нужно обязательно сделать V-образную канавку под углом 60 градусов. В этом случае воздушный зазор должен быть не менее 1 и не более 3 миллиметров.
При сваривании алюминиевого изделия используйте постоянный ток положительной полярности. Если же Вы собираетесь производить сваривание литых или крупных деталей, то обязательно разогрейте их до температуры около 300 градусов. Непосредственно в самом процессе сваривания, электрод должен находиться под небольшим углом наклона или вертикально. Конец электрода должен перемещаться по направлению сварочного шва.
Самым предпочтительным положением сваривания электродами Unitor ALUMIN-351N является нижнее положение. Сварочная дуга должна быть короткой, а сварка как можно быстрее. Когда Вы оборвали сварочную дугу, то очистите поверхность металла от шлаковой корки и продолжайте сваривание. Следующий валик сварки должен перекрывать предыдущий примерно на 1 сантиметр. Завершающий шов должен быть зачищен и промыт водой. Алюминиевые электроды Unitor ALUMIN-351N нужно хранить в сухом помещении, потому что они сильно легко поглощают влагу.
Завершающий шов должен быть зачищен и промыт водой. Алюминиевые электроды Unitor ALUMIN-351N нужно хранить в сухом помещении, потому что они сильно легко поглощают влагу.
Как видите, производить сваривание алюминия не очень сложно. В отличие от свари чугуна, алюминий — это мягкий металл, который не лопается при резком понижении температуры, но в то же время и очень легок как в работе, так в своем весу. Простота сваривания алюминия показывает, что для того, что бы правильно ее производить, Вам нужно использовать только электроды Unitor ALUMIN-351N, которые позволяют сварить нужное Вам изделие не только быстро, но и качественно.
Также для сваривания алюминия не требуется каких-то особенных навыков сваривания, потому что по сравнению со свариванием чугуна — алюминий сварить очень просто. Главное — это следовать рекомендациям профессиональных сварщиков. Помимо рекомендаций, которые Вам нужно применять, будьте аккуратны в обращении с металлом.
К примеру, алюминий можно быстро расплавить и испортить материал, а, например чугун, можно перегреть или слишком быстро остудить. Как в первом, так и во втором случае Вы можете испортить свое изделие. Итак, чтобы сварочный процесс происходил быстро, а главное качественно — будьте внимательными и слушайте советы профессионалов.
Как в первом, так и во втором случае Вы можете испортить свое изделие. Итак, чтобы сварочный процесс происходил быстро, а главное качественно — будьте внимательными и слушайте советы профессионалов.
Сварка алюминия аппаратом MMA
Сварка алюминия аппаратом MMA.
Электрод: ESAB OK 96.40
Диаметр электрода: 3 мм.
Толщина алюминиевых пластин: 3 мм. и более.
Сварочный инвертор ручной дуговой сварки: Сварог ARC 205 J96.
Может ли сварочный инвертор ручной дуговой сварки сваривать алюминий?
- Да, может. Если выполнить ряд обязательных действий, перед тем как приступить к сварке. Для начала нужно прокалить электроды. Температуру и время прокалки можно прочитать на пачке электродов, обычно это 150 С и 4 часа.
- Изделие перед сваркой нужно хорошо зачистить корщеткой.
-
Чем толще изделие из алюминия, тем лучше проварится.
 Минимальная толщина – 3 мм. Безусловно, можно сваривать изделия и меньших толщин, но это уже сварка профессионалов. Чем толще изделие – тем проще и качественней получится шов.
Минимальная толщина – 3 мм. Безусловно, можно сваривать изделия и меньших толщин, но это уже сварка профессионалов. Чем толще изделие – тем проще и качественней получится шов. - Почти все электроды по алюминию имеют обмазку из хлористого калия и хлористого натрия. Во время сварки вы почувствуете резкий и неприятный запах. Если вы планируете сваривать изделия долго – подумайте о вашем здоровье и используйте специальную маску с фильтром.
- Электроды очень не любят влагу. Они быстро ее впитывают из воздуха, так что хранить электроды нужно в сухом месте и чтобы испарить влагу – необходима прокалка электродов. Если электрод будет сырым – будет мало толку и много иск и дыма.
- Электрод очень быстро плавится (горит). По этому необходимо вести электрод очень быстро. Если вести медленно – скорей всего прогорит заготовка. Алюминий очень легкоплавкий металл и быстро нагревается.
-
Желательно зажечь электрод и израсходовать его полностью, проварив при этом как можно больше площадь свариваемых изделий. Если вы остановитесь, а потом продолжите — велика вероятность того, что алюминий немного остыл и новое продолжение шва будет по качеству отличаться от прошлого, в результате чего может образоваться провисание (прогорание) изделия.
- Во время сварки алюминия нужно давить на электрод несколько сильней, чем при сварке стали. И главное помнить, что вести электрод нужно быстро, не задерживаясь долго на одном месте.
- В конце сварочного шва не отрывайте электрод от изделия, а вернитесь на 1-2 см назад. Иначе может образоваться негерметичный кратер.
- Шлак можно отбить молотком, а лучше смыть теплой водой, а затем хорошо пройтись по шву корщеткой. Если этого не сделать, то обмазка электрода из хлора и натрия при контакте с окружающей средой (воздух/вода) может выделять соли, которые пагубно повлияют на сварочный шов.
 Если вы остановитесь, а потом продолжите — велика вероятность того, что алюминий немного остыл и новое продолжение шва будет по качеству отличаться от прошлого, в результате чего может образоваться провисание (прогорание) изделия.
Если вы остановитесь, а потом продолжите — велика вероятность того, что алюминий немного остыл и новое продолжение шва будет по качеству отличаться от прошлого, в результате чего может образоваться провисание (прогорание) изделия.Несколько фотографий и пояснений.
Видео:
Как варить аргонодуговой сваркой? →← Советы по сварке алюминия полуавтоматомматериалы для сварки и их применение
Сплавы алюминия находят широкое применение в промышленности в виде отливок, листов, а также профилей сложной формы.
Сплавы алюминия можно разделить на две группы:
- деформируемые, которые в свою очередь могут быть неупрочняемыми (сплавы алюминия с марганцем и магнием) и упрочняемые термообработкой (дюралюмины).
- литейные, используются для деталей со сложной конфигурацией.
Для сварки алюминия используются следующие виды сварки:
- ручная дуговая сварка угольными и штучными электродами;
- дуговая сварка в защитных газах неплавящимися электродами — аргонодуговая сварка – позволяет получить наилучшее качество сварного соединения. Однако требует высокой квалификации сварщика;
- полуавтоматическая дуговая сварка в защитных газах сварочной проволокой;
- газоплазменная и контактная;
- дуговая сварка под флюсом.

Практически при всех вышеуказанных способах сварки используется присадочная проволока или прутки. Наша компания предлагает для сварки алюминия следующие виды проволоки и прутков — ER5183 (AlMg5,5Mn), ER4043 (AlSi5) аналог Св-АК5 и ER5356 (AlMg5) аналог Св-AMr5, для аргонодуговой сварки вольфрамовые (неплавящиеся) электроды марок WP, WL15, WL20, WC20, WZ8, для ручной дуговой сварки – угольные электроды марки CARBON.
Главная проблема при сварке алюминия – это образование на поверхности алюминия или его сплавов оксидной пленки, затрудняющей плавление металла из-за ее тугоплавкости (температура плавления — 2050⁰С), а так же высокая теплопроводность алюминия – из-за чего сложно прогреть место сварки.
Далее давайте рассмотрим более подробно виды сварки, которые применяются для сварки алюминия и материалы для нее применяются:
- aргонодуговая сварка неплавящимся электродом на переменном токе – оптимальный вариант сварки алюминия, в том числе тонколистового. Этот способ обеспечивает минимальную деформацию свариваемой конструкции и высокое качество шва. Но этот вид сварки требует высокой квалификации сварщика. Ручная сварка в защитных газах напоминает газопламенную сварку. Ванна из жидкого металла образуется под неподвижным электродом, затем в нее подают присадочный пруток до его расплавления и заполнения ванны. После чего присадку отводят и электрод быстро перемещают по направлению сварки на нерасплавленные кромки. Далее снова разводят сварочную ванну и процесс повторяют. При вертикальных и горизонтальных сварочных работах необходимо отслеживать объем расплавленного металла и вовремя подавать присадочный материал для охлаждения металла ванны и предотвращения его вытекания. Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;
- полуавтоматическая и автоматическая сварка алюминия отличается от ручной, автоматической подачей присадочной проволоки в зону сварки. В данном случае функцию электрода берета на себя сварочная проволока;
- газопламенная сварка алюминия производится кислородно-ацетиленовым пламенем при соотношении 02/С2Н2 = 1,1…1,2. Чтобы защитить алюминий от окисления во время данного вида сварки применяют флюсы на основе хлоридов и фторидов натрия, калия и лития. По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака.
 Этот способ обеспечивает минимальную деформацию свариваемой конструкции и высокое качество шва. Но этот вид сварки требует высокой квалификации сварщика. Ручная сварка в защитных газах напоминает газопламенную сварку. Ванна из жидкого металла образуется под неподвижным электродом, затем в нее подают присадочный пруток до его расплавления и заполнения ванны. После чего присадку отводят и электрод быстро перемещают по направлению сварки на нерасплавленные кромки. Далее снова разводят сварочную ванну и процесс повторяют. При вертикальных и горизонтальных сварочных работах необходимо отслеживать объем расплавленного металла и вовремя подавать присадочный материал для охлаждения металла ванны и предотвращения его вытекания. Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин.
Этот способ обеспечивает минимальную деформацию свариваемой конструкции и высокое качество шва. Но этот вид сварки требует высокой квалификации сварщика. Ручная сварка в защитных газах напоминает газопламенную сварку. Ванна из жидкого металла образуется под неподвижным электродом, затем в нее подают присадочный пруток до его расплавления и заполнения ванны. После чего присадку отводят и электрод быстро перемещают по направлению сварки на нерасплавленные кромки. Далее снова разводят сварочную ванну и процесс повторяют. При вертикальных и горизонтальных сварочных работах необходимо отслеживать объем расплавленного металла и вовремя подавать присадочный материал для охлаждения металла ванны и предотвращения его вытекания. Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;
Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;Учитывая вышеизложенные особенности при сварке алюминия, не последнюю роль играет выбор качественных сварочных материалов. Наша компания предлагает сварочные материалы для сварки алюминия отличного качества, поставляемые под брендом GWC, приобрести которые можно в розницу в нашем интернет-магазине и оптом отправив запрос менеджерам.
Наша компания предлагает сварочные материалы для сварки алюминия отличного качества, поставляемые под брендом GWC, приобрести которые можно в розницу в нашем интернет-магазине и оптом отправив запрос менеджерам.
Сварка алюминия электродом | Сварка своими руками
Алюминиевые сплавы широко применяют в различных отраслях промышленности не случайно. Они имеют ряд характеристик, которые необходимы для создания различных конструкций (трубопроводы, цистерны) и деталей в машиностроении (например,автодетали), в авиации, судостроении, в военной промышленности. Достоинства алюминия это:
• Он легкий – снижается вес изделия;
• При этом обладает высокой прочностью и плотностью
• Не говоря уже о антикоррозионных свойствах, которые очень высокие, он слабо подвержен ржавению.
Чистый алюминий применяют крайне редко, чаще всего в пищевой и электротехнической промышленности.
В качестве основного метода сварки алюминиевых сплавов применяют TIG (аргонная сварка), однако в случае проведения ремонтных или разовых работ в быту, в гараже или в условиях небольшой мастерской допускается ММА (ручная сварка электродом с обмазкой).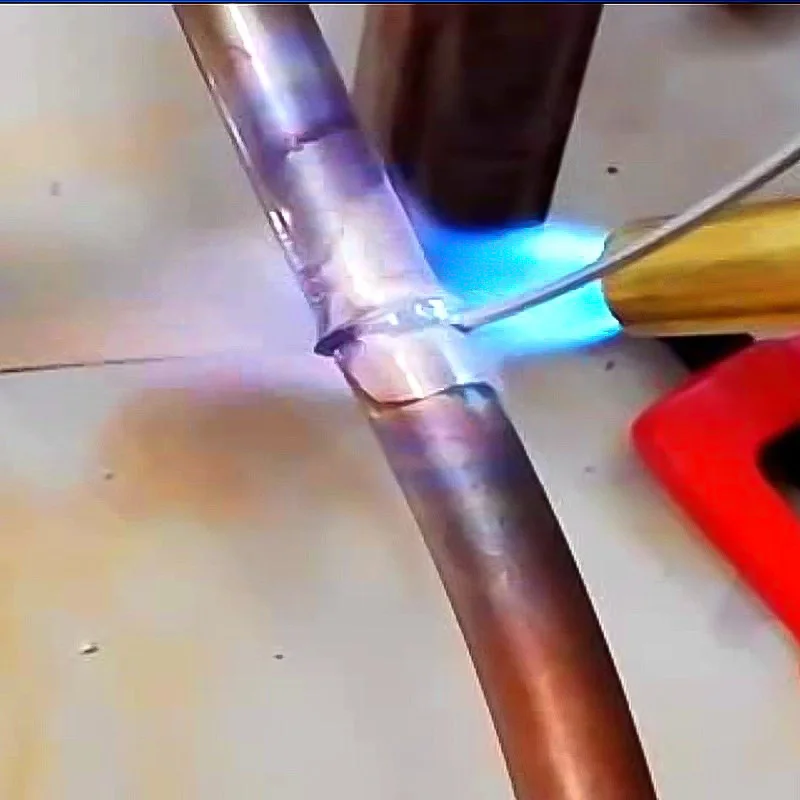
В зависимости от типа легирующих компонентов и их процентного содержания в алюминиевых сплавах, различается их свариваемость. Как правило, великолепно свариваются сплавы системы «Al-Mn» и «Al-Mg» с содержанием магния до 6%. Дюралюмины типа Д16, АК6 сваривают, но не стоит такие сварные швы подвергать нагрузкам.
Технология сварки алюминия электродом штучным
Оборудование: источник питания постоянного тока – инвертор (только ток DC!).
Материалы: электрод UNITOR ALUMIN-351N, считается хорошим, можно другую марку, пишите в комментариях или в ВК.
Инструменты: шлакоотбойный молоток, щетка с металлической щетиной.
Средства защиты: маска, краги, защитная одежда. По поводу последнего СИЗ, при сварке в домашних условиях (она обычно имеет малую интенсивность), не стоит особенно заморачиваться. Достаточно, чтобы не было открытых участков тела (часто забывают застегнуть воротник на пуговицы) и одежда должна быть изготовлена из материалов природного происхождения, ни в коем случае не из синтетических! Читайте статью «Выбор средств защиты сварщика: спецодежда, краги и обувь. Требования, ГОСТ»
Требования, ГОСТ»
Подготовка соединения
Для деталей толщиной более 5 мм следует выполнить разделку, а также оставлять технологический зазор (смотрите таблицу).
Возможный инструментарий: кромкорез, ручная фреза или болгарка.
Просушка
Эту операцию обязательно нужно выполнять перед сваркой. Дело в том, что оксидная пленка содержит влагу, которую следует удалить путем нагрева поверхностей газовой горелкой. Вы увидите визуально, как влага испаряется с металла. Применение просушки снижает риск пористости. Известно, что поры могут возникнуть вследствие наводораживания сварочной ванны из-за влаги.
Обмазка электродов гигроскопична (может существенно «насосать» воды с воздуха, особенно в сырых помещениях), поэтому их обязательно нужно прокалить при температуре 150 оС в течение 2 часов.
Подогрев
Кромки деталей рекомендуется обезжиривать ацетоном или растворителем. Так как сплавы на основе алюминия обладают высокой теплопроводностью, рекомендуется предварительный прогрев кромок соединения до температуры 150 – 300 оС газовой горелкой.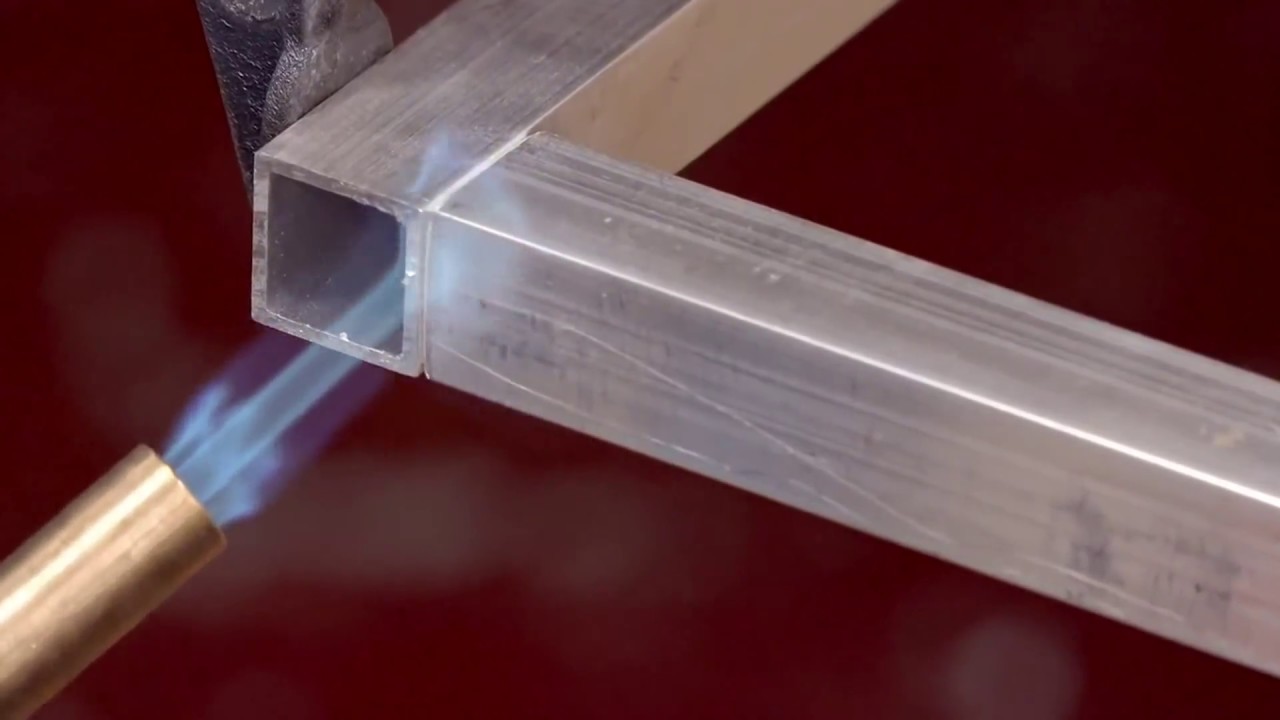 Если речь идет о сварке крупных алюминиевых деталей, например, больших корпусов, их обязательно нужно подогревать в печи или прогревать горелками кромки с немедленной сваркой. Контроль температуры можно осуществлять пирометром. Затем зачищают кромки нагретых деталей и околошовную зону металлической щеткой. Применение абразивного инструмента для зачистки недопустимо так как твердые включения могут попасть в поверхность алюминия, который достаточно мягкий.
Если речь идет о сварке крупных алюминиевых деталей, например, больших корпусов, их обязательно нужно подогревать в печи или прогревать горелками кромки с немедленной сваркой. Контроль температуры можно осуществлять пирометром. Затем зачищают кромки нагретых деталей и околошовную зону металлической щеткой. Применение абразивного инструмента для зачистки недопустимо так как твердые включения могут попасть в поверхность алюминия, который достаточно мягкий.
Сварка
При большой толщине деталей сварка выполняется в два и более проходов.
Сварку необходимо выполнять под прямым углом 90 градусов к детали короткой дугой.
Помните, что необходимо установить на вашем аппарате обратную полярность (+на электрод), это якобы сказывается на разрушении оксидной пленки.
Источник: Инженерный Сварочный Сервис
Можно ли сваривать алюминий со сталью?
Можно ли сваривать алюминий со сталью?
В. Можно ли сваривать алюминий со сталью с использованием дуговой сварки стальным плавящимся или вольфрамовым электродом в среде инертного газа (GMAW и GTAW)?
О. В то время как алюминий сравнительно легко скрепляется с большинством металлов адгезивным соединением или механическими способами, для дуговой сварки алюминия с другими металлами, такими как сталь, необходимы особые технологии. При непосредственном приваривании к алюминию методом дуговой сварки таких металлов, как сталь, медь, магний и титан, образуются очень хрупкие интерметаллические соединения. Чтобы избежать формирования таких хрупких составов, были разработаны специальные средства, позволяющие изолировать второй металл от расплавленного алюминия во время дуговой сварки. Два самых распространенных метода дугового сваривания алюминия со сталью — использование биметаллических переходных вставок и покрытие разнородным материалом перед сваркой.
В то время как алюминий сравнительно легко скрепляется с большинством металлов адгезивным соединением или механическими способами, для дуговой сварки алюминия с другими металлами, такими как сталь, необходимы особые технологии. При непосредственном приваривании к алюминию методом дуговой сварки таких металлов, как сталь, медь, магний и титан, образуются очень хрупкие интерметаллические соединения. Чтобы избежать формирования таких хрупких составов, были разработаны специальные средства, позволяющие изолировать второй металл от расплавленного алюминия во время дуговой сварки. Два самых распространенных метода дугового сваривания алюминия со сталью — использование биметаллических переходных вставок и покрытие разнородным материалом перед сваркой.
Биметаллические переходные вставки. В продаже доступны биметаллические переходные материалы для сваривания алюминия с такими металлами, как сталь, нержавеющая сталь и медь. Такие вставки представляют собой элементы из алюминия, к которому уже прикреплен другой материал. Для скрепления этих разнородных материалов в биметаллическую переходную вставку обычно используются такие методы, как прокатка, сварка взрывом, трением, оплавлением или давлением с подогревом, но не дуговая сварка. Для дуговой сварки переходных вставок из стали и алюминия можно использовать обычные технологии, такие как GMAW и GTAW. Стальная сторона вставки приваривается к стали, а алюминиевая — к алюминию. При сварке следует избегать перегрева вставок, так как это может привести к образованию хрупкого интерметаллического соединения на стыке стали и алюминия внутри вставки. Рекомендуется начинать со сварки алюминия с алюминием. Это позволяет увеличить отвод тепла при сварке стали со сталью и тем самым избежать перегрева на участке соприкосновения стали с алюминием. Сварка с использованием биметаллических переходных вставок — распространенный метод скрепления алюминия и стали, который часто применяется для обеспечения сварных соединений высокого качества в строительной отрасли. Эта технология используется для приваривания алюминиевых палубных рубок к стальным палубам на судах, в трубных решетках теплообменников, состоящих из алюминиевых труб и решеток из обычной и нержавеющей стали, а также для формирования сварных швов между алюминиевыми и стальными трубами с использованием дуговой сварки.
Для скрепления этих разнородных материалов в биметаллическую переходную вставку обычно используются такие методы, как прокатка, сварка взрывом, трением, оплавлением или давлением с подогревом, но не дуговая сварка. Для дуговой сварки переходных вставок из стали и алюминия можно использовать обычные технологии, такие как GMAW и GTAW. Стальная сторона вставки приваривается к стали, а алюминиевая — к алюминию. При сварке следует избегать перегрева вставок, так как это может привести к образованию хрупкого интерметаллического соединения на стыке стали и алюминия внутри вставки. Рекомендуется начинать со сварки алюминия с алюминием. Это позволяет увеличить отвод тепла при сварке стали со сталью и тем самым избежать перегрева на участке соприкосновения стали с алюминием. Сварка с использованием биметаллических переходных вставок — распространенный метод скрепления алюминия и стали, который часто применяется для обеспечения сварных соединений высокого качества в строительной отрасли. Эта технология используется для приваривания алюминиевых палубных рубок к стальным палубам на судах, в трубных решетках теплообменников, состоящих из алюминиевых труб и решеток из обычной и нержавеющей стали, а также для формирования сварных швов между алюминиевыми и стальными трубами с использованием дуговой сварки.
Покрытие разнородными материалами перед сваркой. Чтобы упростить дуговую сварку стали с алюминием, на сталь можно нанести покрытие. Одним из вариантов является нанесение покрытия из алюминия. Для этого иногда применяется метод покрытия погружением (в расплав алюминия) или пайка алюминия на стальную поверхность. После нанесения покрытия стальной элемент можно приваривать к алюминиевому методом дуговой сварки (при этом необходимо избегать соприкосновения дуги со сталью). При такой технологии сварки используются особые приемы, которые помогают направить дугу на алюминиевый элемент и позволяют расплавленному алюминию из зоны сварки стечь на стальной элемент с алюминиевым покрытием. Еще один метод соединения алюминия со сталью предполагает покрытие стальной поверхности серебряным припоем. После этого выполняется сварка соединения с использованием алюминиевого присадочного сплава (при этом необходимо избегать прожигания слоя из серебряного припоя). Методы сварки на основе покрытия обычно не применяются в случаях, если необходимо обеспечить высокую механическую прочность соединения. Они используются только для герметизации.
Они используются только для герметизации.
Сложности сварки алюминия в домашних условиях инвертором, электродом и полуавтоматом: процесс и нюансы
Многим домашним умельцам, кто имеет сварочную технику и работает на ней, рано или поздно приходится столкнуться с необходимостью сварки деталей из алюминия и его сплавов. Алюминий лёгкий и мягкий металл, серебристо-белого цвета, на воздухе очень быстро покрывающийся тонкой и прочной плёнкой.
Температура плавления алюминия всего 660°C, что почти в три раза меньше температуры плавления стали, но окись алюминия плавится при температуре более 2000°C, поэтому сварка алюминия в домашних условиях связана с некоторыми сложностями. Перед тем как приступить к сварке алюминия рекомендуется ознакомиться с теоретическим материалом.
Чем и как сваривают алюминий
Для сварки алюминия применяют разные технологии, основная задача которых исключить контакт очищенной алюминиевой поверхности с кислородом воздуха, чтобы не допустить образование окисной плёнки.
Алюминий можно сваривать следующими способами:
Аргонно-дуговая сварка
При первом способе используется молибденовый (TIG) или вольфрамовый (WIG) неплавящийся электрод и присадочный материал. Обычно он изготовляется из алюминия высокой степени чистоты. Сварочные работы производятся в среде какого-либо газа, который подаётся в зону сварки из баллона. Для этой сварки используется специальная горелка.
MIG/MAG это обозначение промышленной сварки с применением сварочных полуавтоматов, где присадочная проволока непрерывно подаётся в зону сварки специальным устройством. От контакта с воздухом точку соприкосновения электрода и свариваемых деталей предохраняет поток газа под давлением. Технология MIG подразумевает применение нейтральной газовой среды, а при сварке MAG применяются активные газы, такие как азот или углекислый газ. Конструкция сварочных устройств, при этом, остаётся одинаковой.
В бытовых условиях наибольшее распространение получила ручная сварка (MMA) с применением электродов со специальным покрытием. Поскольку при таких работах газ не используется, перед сваркой осуществляется растворение окисной плёнки специальными жидкостями, которые удаляют плёнку и препятствуют её образованию. Сварка алюминия электродом в домашних условиях, чаще всего производится с использованием аппарата инверторного типа.
Поскольку при таких работах газ не используется, перед сваркой осуществляется растворение окисной плёнки специальными жидкостями, которые удаляют плёнку и препятствуют её образованию. Сварка алюминия электродом в домашних условиях, чаще всего производится с использованием аппарата инверторного типа.
Что требуется для сварки алюминия и сплавов
В зависимости от вида сварки, в этом процессе используются дополнительные принадлежности:
- Особые электроды;
- Ёмкости с газом;
- Осцилляторы.
Для сварочных работ по алюминию и его сплавам применяются электроды, марка которых зависит от вида сварки. Для аргонно-дуговой сварки применяется газ в баллонах под определённым давлением и специальная горелка. Чаще всего применяются горелки РГА-150 на ток до 150 ампер и электроды с диаметром до 3,0 мм и РГА-400, которая рассчитана на ток до 400 ампер. В этой горелке можно использовать электроды диаметром 4,0-6,0 мм. Сопло горелки выполнено из жаропрочной керамики, в центре которого располагается неплавящийся электрод.
В этой горелке можно использовать электроды диаметром 4,0-6,0 мм. Сопло горелки выполнено из жаропрочной керамики, в центре которого располагается неплавящийся электрод.
Часто при сварке цветных металлов и, в частности, алюминия, применяется осциллятор. Это устройство позволяющее облегчить поджог сварочной дуги. Осциллятор преобразует ток низкого напряжения промышленной частоты в высоковольтные импульсы с частотой 200-500 кГц.
Электроды для сварки алюминия
При электродуговой сварке с применением нейтрального защитного газа, используются вольфрамовые электроды. Благодаря высокой температуре плавления, они практически не разрушаются в процессе работы. Вольфрамовые стержни имеют цветовую метку и разные характеристики:
- WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;
- WZ-8 (белая метка), представляют собой композитные электроды с оксидом циркония. Они отличаются высокой стабильностью дуги и применяются для сварки алюминия, магния и лёгких сплавов на переменном токе;
- WL-20 (синяя метка) и WL-15 (золотистая метка) могут работать на постоянном и переменном токе. Добавление 2 % оксида лантана позволяет увеличить сварочный ток.
 Они отличаются высокой стабильностью дуги и применяются для сварки алюминия, магния и лёгких сплавов на переменном токе;
Они отличаются высокой стабильностью дуги и применяются для сварки алюминия, магния и лёгких сплавов на переменном токе;В бытовых условиях для сварки алюминия без газовой среды, чаще всего применяются сварочные инверторы и специальные электроды:
- ОЗАНА-1,2;
- ОЗА-1,2;
- ESAB 96.10, ESAB 96.50;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ZELLER 480.
- ESAB 96.10, ОЗАНА-1 и ОЗА-1, применяются для соединения деталей из чистого алюминия и некоторых сплавов. Варить следует на постоянном токе, который подаётся в обратной полярности, то есть «+» инвертора подаётся на электрод, а «–» на свариваемые детали, которые в процессе работы, при необходимости, можно подогреть.
- Электроды ОЗАНА-2, ОЗА-2 и ESAB 96. 50 применяются для сплавов алюминия с кремнием. Самым распространённым таким сплавом является силумин.
- Электроды Capilla ALU 60/12 Si и Aluminil Si12 имеют специальное покрытие. Их можно использовать для сваривания изделий из большинства сплавов. Это соединения с кремнием, магнием и медью. Если свариваемый металл имеет толщину более 15 мм, его необходимо подогреть до 150-250 С.
- Электроды EAL 4047 обычно применяются для сварки деталей из сплавов и практически не используются для чистого алюминия.
- Электроды ZELLER 480 находят широкое применение в предприятиях автосервиса. С их помощью выполняется не только сварка, но и наплавка алюминия и любых его сплавов. Электроды этой марки применяются для ремонта блоков двигателей внутреннего сгорания.
 50 применяются для сплавов алюминия с кремнием. Самым распространённым таким сплавом является силумин.
50 применяются для сплавов алюминия с кремнием. Самым распространённым таким сплавом является силумин.Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
Сварка алюминия и деталей выполняется в газовой зоне с помощью присадочного металла. При зажигании дуги нужно следить, чтобы электрод не коснулся свариваемых деталей и присадочного материала, поэтому полезно использовать осциллятор. Присадка движется перед горелкой строго по линии шва, перпендикулярные движения горелкой по шву не допускаются.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Угол наклона горелки к свариваемому металлу должен составлять 70-80°, а присадочный пруток следует подавать так, чтобы между ним и горелкой был угол 90°. Подача аргона должна продолжаться не менее 15 секунд после завершения сварки. Это способствует хорошей кристаллизации металла и уменьшает возможность возникновения раковин и трещин.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.
Сварка алюминия и сплавов производится на короткой дуге. Электрод следует держать строго перпендикулярно свариваемым поверхностям. Сваривать следует в один проход, не допуская разрыва дуги по линии шва. Не допускаются перемещения электрода в поперечном направлении. После каждого прохода необходимо удалять шлак.
Для получения более надёжного шва, при толщине металла свыше 4 мм его края следует обработать. Для этого снимается фаска под углом до 60°. В отельных случаях требуется прогрев свариваемых деталей до температуры 200-400°С. Перед началом сварочных работ электроды с покрытием следует прокалить в печи для удаления влаги. В бытовых условиях это можно сделать в обычной духовке.
В бытовых условиях это можно сделать в обычной духовке.
Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
Сварка алюминия. Технология и материалы
Сварка алюминия – это очень трудоемкий процесс. Алюминий и его сплавы относятся к трудно свариваемым материалам ввиду своих специфических свойств.
Теплопроводность алюминия составляет 236 Вт/(м*град) при комнатной температуре, что значительно выше значений теплопроводности углеродистых сталей – 50-90 Вт/(м*град) и нержавеющих сталей 30-45 Вт/(м*град), соответственно, для сваривания алюминия требуется ток выше, чем для стали. Высокая текучесть сварочной ванны требует повышенного контроля и применения специальных приспособлений для отвода тепла из зоны сварки. Сварочный шов имеет большую усадку и деформируется при остывании. На прочность сварного шва оказывает негативное влияние водород, который выделяется из алюминия при нагреве и, проникая в металл образует поры.
Содержание:
- Подготовка алюминия к сварке.
- Сварка алюминия штучными электродами.
- Сварка алюминия плавящимся электродом в среде защитных газов.
- Сварка алюминия вольфрамовыми электродами в среде защитных газов.
- Другие промышленные методы сварки алюминия.
- Рекомендации по сварке алюминия и дюралюминия в домашних условиях.
Подготовка алюминия к сварке
Чистый алюминий в промышленности и в быту применяется редко. В основном, применяются сплавы алюминия, которые, для повышения качественных характеристик подвергают анодированию (анодному оксидированию). В результате на поверхности алюминиевого изделия образуется тонкая оксидная пленка, которая имеет температуру плавления примерно в три раза выше температуры плавления основного сплава. Удаление оксидной пленки перед сваркой обязательно.
Подготовка алюминиевых деталей к сварке в домашних условиях происходит следующим образом: кромка деталей очищается от загрязнений, и обрабатывается шкуркой или напильником. Если толщина свариваемых поверхностей более 4 мм требуется их доводка для формирования конусных (или иной формы) кромок. После механической обработки свариваемые поверхности обезжиривают ацетоном или уайт-спиритом.
Если толщина свариваемых поверхностей более 4 мм требуется их доводка для формирования конусных (или иной формы) кромок. После механической обработки свариваемые поверхности обезжиривают ацетоном или уайт-спиритом.
Сварка алюминия штучными электродами
Данный метод сварки алюминиевых деталей применяется только в условиях гаражной мастерской и не применим для сварки ответственных конструкций. Электроды имеют маркировку — ММА. К особенностям данного способа сварки алюминия можно отнести:
- Сварка только постоянным током обратной полярности.
- Минимальная толщина кромок свариваемых деталей – 4 мм.
- Процесс сварки должен проходить непрерывно, т. к. повторный розжиг электрода может быть затруднен из-за образования изолирующей шлаковой пленки.
- Сила тока сварки не менее 100 ампер, исходя из соотношения – на 1 мм толщины кромки требуется ток силой 25 ампер.
- Требуется предварительный нагрев свариваемых поверхностей до 3000С, толстые заготовки требуют прогрева до 4000С.
- Обязательна очистка сварного шва от шлака, в противном случае возможно образование участков коррозии.

Сварка алюминия штучными покрытыми электродами низкокачественный и не технологичный процесс, добиться качественной сварки, даже при соблюдении вышеуказанных условий практически невозможно. Выделение водорода ведет к образованию пор и снижению прочности сварного шва. Сварную ванну сложно контролировать, процесс сварки сопровождается разбрызгиванием металла, шлак плохо отделяется и приводит к образованию участков коррозии.
Сварка алюминия плавящимся электродом в среде защитных газов
Сварка плавящимися электродами может проводится в среде защитных газов в автоматическом или полуавтоматическом режиме. Основным преимуществом данного способа является высокая производительность, а также, благодаря высокой концентрации источника тепла, глубокое проплавление алюминиевой конструкции, что позволяет сваривать толстостенные конструкции (например, нахлыстовые соединения тавровых конструкций). Для предотвращения образования пор в сварных швах, а также устранение возможного «непровара» конструкции в начале сварки используют способ импульсно-дуговой сварки плавящимся электродом в среде защитных газов. С использованием импульсного режима сваривают алюминиевые поверхности небольшой толщины, при этом варить можно в любом пространственном положении, практически без разбрызгивания. Качество сварного шва и его прочностные характеристики сопоставимы со сварными соединениями, полученными при использовании метода сварки неплавящимися электродами в среде защитных газов.
Для предотвращения образования пор в сварных швах, а также устранение возможного «непровара» конструкции в начале сварки используют способ импульсно-дуговой сварки плавящимся электродом в среде защитных газов. С использованием импульсного режима сваривают алюминиевые поверхности небольшой толщины, при этом варить можно в любом пространственном положении, практически без разбрызгивания. Качество сварного шва и его прочностные характеристики сопоставимы со сварными соединениями, полученными при использовании метода сварки неплавящимися электродами в среде защитных газов.
Сварка алюминия вольфрамовым электродом в среде защитных газов
Данный метод сварки алюминия является более технологичным и используется для сваривания ответственных конструкций. Принцип метода заключается в использовании неплавящегося вольфрамового электрода диаметром от 1,6 мм до 5 мм и специальной присадочной проволоки диаметром от 1,6 до 4 мм. В процессе сварки проволока подается к кромке металла, за ней движется электрод. Сварка проходит в среде защитного газа — аргона или гелия. К особенностям данного метода относят:
Сварка проходит в среде защитного газа — аргона или гелия. К особенностям данного метода относят:
- Использование источника переменного тока, длина дуги не более 2,5 мм, прямой угол между электродом и проволокой.
- Необходим отвод тепла от зоны сварки – кромка свариваемой детали должна соприкасаться с металлическим листом, с площадью, достаточной для отвода тепла.
- Сварка может проводится без использования присадочной проволоки, путем расплавления кромок основного металла.
Сварку неплавящимся электродом в среде защитных газов можно проводить вручную, при этом подачу присадочной проволоки в зону сварки выполняет сварщик, как и перемещение сварочной горелки. Ручной способ требует от сварщика высокого уровня мастерства – необходимо контролировать движение горелки, которое осуществляется только в продольном направлении и перемещение проволоки, которое, для равномерного заполнения ванны должно быть возвратно-поступательным. Кроме перемещения горелки и проволоки сварщик должен контролировать длину дуги (до 2,5 мм), угол между плоскостью сварного соединения и электродом (в пределах 800) и прямой угол между проволокой и электродом. При полуавтоматическом способе сварщик перемещает только горелку, а проволока подается автоматически. При автоматической сварке процесс полностью автоматизирован.
При полуавтоматическом способе сварщик перемещает только горелку, а проволока подается автоматически. При автоматической сварке процесс полностью автоматизирован.
Сварка алюминия вольфрамовыми электродами в среде защитных газов является универсальным методом с высокими показателями качества сварного соединения, которое обусловлено низким насыщением металла газом (водородом). Сварка может проводится во всех пространственных положениях, возможно сваривание тонких листов алюминия и кромок средней толщины.
Другие промышленные методы сварки алюминия
Одним из промышленных, полностью автоматизированных способов сварки является сварка плазменной дугой алюминия на переменном токе. В сравнении с обычными методами сварки данный метод является более производительным и менее энергозатратным.
Существует метод микроплазменной сварки тонких алюминиевых листов, в качестве плазмообразующего газа, в данном случае используют аргон, защитным газом является гелий. Микроплазменная сварка позволяет сваривать тонкие листы (0,05-0,8 мм) алюминия без риска прожогов или провисания металла шва. Микроплазменная (аргоновая сварка) может проводится вручную или автоматически, использование присадочной проволоки не обязательно, возможно соединение листов путем расплавления основного металла.
Микроплазменная (аргоновая сварка) может проводится вручную или автоматически, использование присадочной проволоки не обязательно, возможно соединение листов путем расплавления основного металла.
Рекомендации по сварке алюминия и дюралюминия в домашних условиях
Как указывалось выше, особенности сварки алюминия и его сплавов обусловлены специфическими свойствами самого металла – прежде всего это повышенная, по сравнению с углеродистыми и нержавеющими сталями, теплопроводность, а также наличие на поверхности алюминия окисной пленки с высокой теплостойкостью.
- Алюминий требует тщательной подготовки перед сваркой, необходимо провести максимально тщательную очистку сварных кромок от посторонних включений, механическим способом удалить окисную пленку и обезжирить поверхности.
- При использовании сварочной проволоки необходимо учитывать, что температура ее плавления значительно ниже стальной, она более мягкая и пластичная. Скорость подачи проволоки для сварки алюминия в зону сварки выше, чем для стальной, а расширение при плавлении больше.
- При сварке алюминия с использованием инвертора рекомендуем выбирать электроды марок ОЗАНА, ОЗА, ОЗР. Как и другие электроды, электроды для сварки алюминия перед использованием необходимо прокалить. Значение сварочного тока ниже, чем при сварке стали. Рекомендуется обеспечить отвод тепла от зоны сварки.
- По окончании сварки необходимо тщательно удалить шлак механическим способом, в противном случае антикоррозионные свойства алюминия будут снижены.

В остальном, процесс сваривания алюминия мало отличается от процессов сварочных работ с углеродистыми и нержавеющими сталями, и вполне реализуем в домашних или условиях, или в условиях гаражной мастерской.
Вернуться к списку статей
Могу ли я сваривать алюминий с помощью сварочного аппарата?
Из-за того, насколько грязным и, откровенно говоря, некрасивым может быть процесс сварки алюминия с помощью стержневой сварки, многие люди просто пришли к выводу, что это невозможно. Это далеко не так, хотя практика требует опыта, осторожности и терпения.
Могу ли я сваривать алюминий сварочным аппаратом? Да, сваривать алюминий можно аппаратом для ручной сварки. Так как это может быть беспорядочно, лучшие методы:
Существует множество факторов, которые следует учитывать при выборе сварки штангой для алюминиевых заготовок.Вы должны учитывать толщину металла и знать, как подготовить деталь к сварке для начала.
Без соответствующих мер предосторожности вы можете настроиться на провал. Ниже приведены некоторые из наиболее важных деталей, которые следует учитывать при использовании метода сварки штангой.
Лучшие методы сварки алюминия палкой
Лучшим методом для максимального контроля процесса сварки алюминия является TIG на переменном токе (вольфрамовый инертный газ) с использованием смеси гелия или аргона.Это самый чистый и медленный метод, гарантирующий, что после него останется очень мало беспорядка (что делает его идеальным кандидатом для сварки тонкого алюминия, особенно).
DC (постоянный ток) Сварка TIG также приемлема для алюминиевых заготовок.
Однако, этот метод больше рекомендуется для более толстых заготовок из-за большей глубины проникновения . Используйте газообразный гелий, если вы решили использовать метод сварки TIG на постоянном токе.
Недавно я написал подробную статью о Stick Welding: Ultimate SMAW Guide, взгляните на нее.
У вас действительно есть возможность использовать аргон и флюс при использовании этой техники для алюминия, но есть небольшая вероятность, что у вас будет положительный опыт с:
- Видимость во время сварки.
- Подготовка сварочного оборудования и заготовки.
- Очистка рабочего пространства / заготовки.
В-третьих, это сварка MIG (металл в инертном газе). Это значительно быстрее, чем TIG, но с некоторыми компромиссами.У вас будет ограниченная степень контроля над процессом, поскольку основной металл не расплавится без добавления присадочного металла.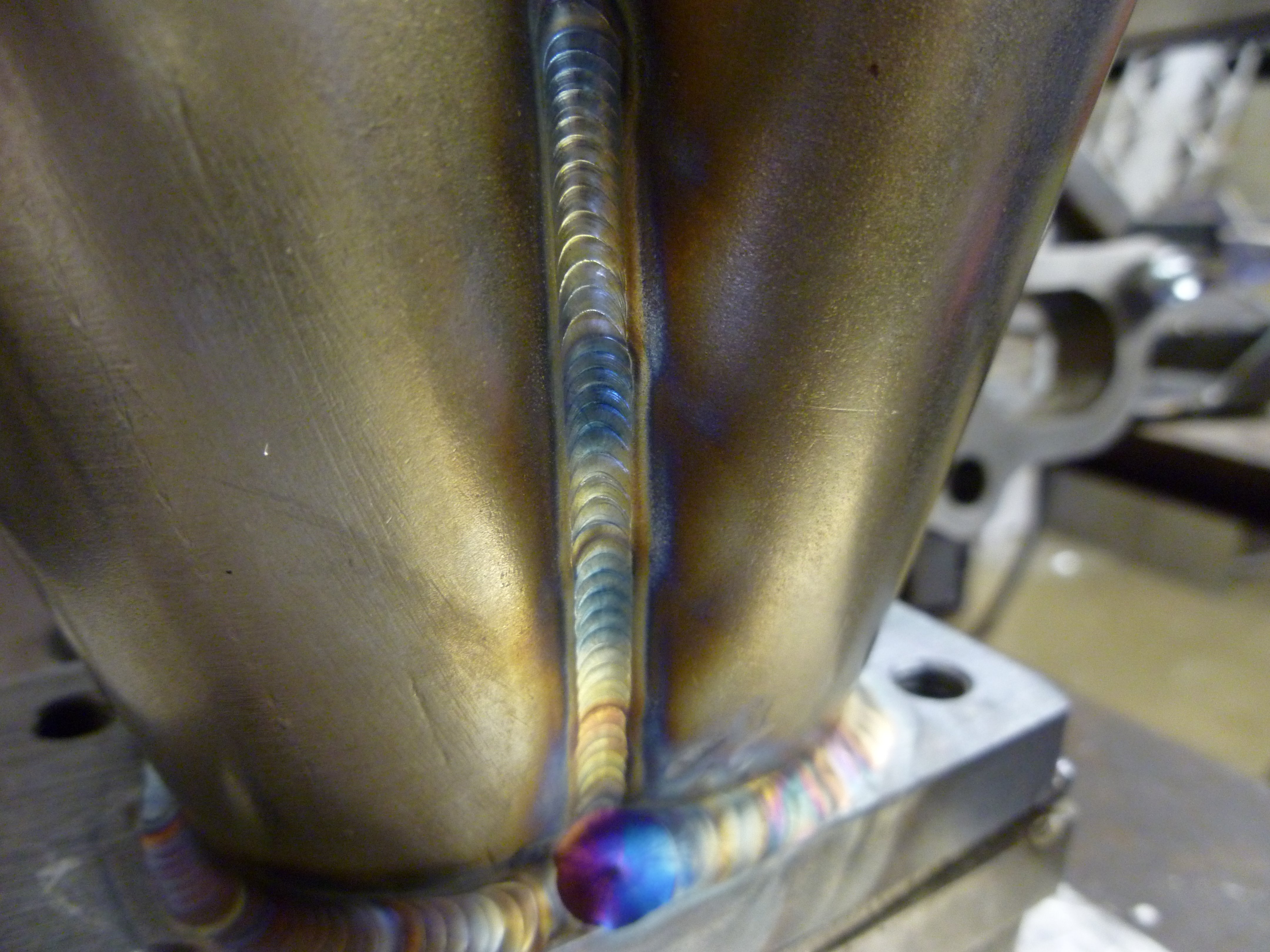
Тем не менее, для процесса не потребуется ни пушпульного пистолета, ни катушки, если следующие элементы правильно отрегулированы:
- Настройки сварки. Эти настройки включают в себя:
- Прямолинейность кабеля MIG
- Натяжение приводного ролика
Алюминий можно сваривать клеем, и, возможно, к удивлению многих, это можно сделать даже с помощью стержня постоянного тока сварщик (работает лучше, чем можно было ожидать!).
Что нужно знать о сварке палкой алюминия
Алюминиевый стержень имеет обратную полярность DCEP (положительный электрод постоянного тока). Прежде чем начать, имейте в виду, что при использовании алюминиевой палочки вы заметите, что флюс имеет тенденцию к разбрызгиванию.
В начале остывания он будет иметь «грязный» вид. Не пугайтесь, если вы впервые наблюдаете что-то подобное — это вполне нормально для этого процесса.
Конечно, различные типы ремонтных сплавов будут вести себя по-разному, и у вас может не быть такого опыта с типами клюшек, которые вы используете.
Естественно, такая степень вариации в первую очередь связана с составом флюса. Тем не менее, полезно знать риски и причуды процесса заранее.
К счастью, есть шаги, которые можно предпринять, чтобы сделать процесс более плавным. >> Посмотрите видео ниже
- Перед началом сварки вы можете убедиться, что сварной шов будет немного чище, путем прямого нагрева алюминия с помощью горелки с пламенем науглероживания.
- Примечание: Преднамеренное применение такого экстремального тепла приводит к образованию сажи на поверхности заготовки.
- Примечание: Преднамеренное применение такого экстремального тепла приводит к образованию сажи на поверхности заготовки.
- Снова переключить на нейтральное пламя.
- Верните концентрированное тепло алюминию.
- Когда сажа очищается, заготовка достигает 400 ֯ F.

Такой предварительный нагрев позволит сварке протекать более плавно. Вы также должны помнить следующее:
- Алюминий отводит тепло в четыре раза быстрее, чем углеродистая сталь.
- Алюминий имеет оксидный слой, который можно удалить проволочной щеткой из нержавеющей стали для достижения наилучших результатов.
- Многие люди используют шлифовальный круг, предназначенный для обработки углеродистой стали, на алюминиевых заготовках и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для загибания оксидного слоя в металл. Это также происходит при использовании бусинки с высокоскоростной проволочной круговой щеткой. К лучшим способам удаления этого слоя относятся:
- Опиливание металла с небольшим усилием шлифования
- Многие люди используют шлифовальный круг, предназначенный для обработки углеродистой стали, на алюминиевых заготовках и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для загибания оксидного слоя в металл. Это также происходит при использовании бусинки с высокоскоростной проволочной круговой щеткой. К лучшим способам удаления этого слоя относятся:
Как работает сварка палкой
При сварке алюминия помните, что для работы рекомендуется положение под углом, направленным прямо к желаемому месту (а не под углом вверх, вниз или под другим углом).
Недавно я написал подробную статью о Stick Welding: Ultimate SMAW Guide, взгляните на нее.
Вам также необходимо выполнять сварку на относительно высокой скорости движения. Сварной шов также требует короткой дуги, так что имейте это в виду при работе. Вот еще несколько важных деталей, которые следует знать о сварке штангой:
- Что происходит при сварке стержнем: При сварке электродом ток проходит через стержень к заготовке.Заготовку можно рассматривать как отрицательный электрод, а стержень — как положительный электрод. Когда стержень отводится от заготовки, образуется дуга. Чем ближе к заготовке вы держите палочку, тем короче будет дуга.
- Как электрод и флюс работают вместе: По мере того, как стержень расходуется в процессе сварки, металл плавится на металле. Флюс защищает расплавленный металл в процессе сварки, защищая его от атмосферных газов.
- Как работает дуга для сварки деталей: Дуга, возникающая в результате электрического соединения между электродом и заготовкой, нагревает каждый компонент, в результате чего металл электрода достигает плазмоподобного состояния. Когда лужа расплавленного металла вытягивается вдоль линии сварки, верхняя и нижняя пластины уплотняются вместе.
 Когда лужа расплавленного металла вытягивается вдоль линии сварки, верхняя и нижняя пластины уплотняются вместе.
Когда лужа расплавленного металла вытягивается вдоль линии сварки, верхняя и нижняя пластины уплотняются вместе.Поэтому сварка штучной сваркой работает и с алюминиевыми деталями. Хотя химия работает точно так же, по общему признанию, процесс отличается прежде всего из-за его беспорядка и тенденции давать неэстетичный сварной шов.
(Это также причина, по которой вы должны выбирать электроды, специально предназначенные для сварки алюминия, иначе вы можете получить нечеткие результаты. 4043 Стержни электродов настоятельно рекомендуются.)
Процесс сварки алюминия штангой в целом очень похож на сварку других металлов, но во время работы следует учитывать вышеуказанные факторы. Перед тем как начать, вам нужно будет немного обнажить электрод, чтобы сделать процесс более аккуратным.
Для этого вам придется поцарапать кончиком палки твердую поверхность, чтобы на нее прилегала часть электрода (особенно при использовании алюминиевого электрода).
Дополнительная литература: Нужен катушечный пистолет для сварки алюминия?
Что нужно помнить о сварке стержнем
Во время сварки держите электрод как можно ближе к заготовке, чтобы стержень не замерз (не застревает в охлаждающей лужице металла).
Чтобы этого не происходило, вы должны просто перемещать стержень, не смещая его слишком близко к заготовке и не замедляя слишком сильно при сварке.
(Вот почему для этого типа сварки рекомендуется высокая скорость хода.)
Это может занять некоторое время, так как сварка штучной сваркой, также известная как «дуговая сварка металлического экрана» или SMAW, известна.
Это второе имя является более показательным в этой кривой обучения, поскольку оно дает сварщику полный контроль над электродом. Хотя сваривать алюминий можно, но это, конечно, не лучший вариант.
Помните о преимуществах и недостатках этого метода.
| Плюсы | Минусы |
|---|---|
| Оборудование для ручной сварки относительно дорогое, хотя и не требуется защитный газ, так что это финансовый компромисс. | Очень грязно для алюминиевых деталей. |
| Этот метод по-прежнему хорошо работает с окрашенными или ржавыми металлическими деталями. | Флюс имеет свойство разбрызгиваться, и для получения чистого шва требуется большой опыт. |
| Условия работы гибкие из-за отсутствия защитного газа. | Трудно сделать с тонкими заготовками |
Если вас интересуют сварочные приспособления или инструменты, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные принадлежности, которые мы любим и используем (NO CRAP)
Рекомендуемая литература
Можно ли сваривать алюминий без газа? Является ли это возможным?
Может ли плазменный резак резать алюминий? | Полное руководство — 2020
Руководство по сварке алюминия: советы и методы
Алюминий — легкий, мягкий, низкопрочный металл, который легко лить, ковать, обрабатывать, формовать и сваривать.
Если он не легирован специальными элементами, он подходит только для низкотемпературных применений.
Алюминий легко соединяется сваркой, пайкой и пайкой.
Во многих случаях алюминий соединяют с другими металлами с помощью обычного оборудования и технологий. Однако иногда может потребоваться специальное оборудование или методы.
Сплав, конфигурация соединения, требуемая прочность, внешний вид и стоимость — факторы, определяющие выбор процесса.У каждого процесса есть определенные преимущества и ограничения.
Цвет
Алюминий имеет цвет от светло-серого до серебристого, очень яркий при полировке и тусклый при окислении.
Характеристики
Излом в алюминиевых профилях показывает гладкую яркую структуру. Алюминий не дает искр при испытании на искру и не показывает красный цвет до плавления. На расплавленной поверхности мгновенно образуется тяжелая пленка белого оксида.
Алюминий имеет небольшой вес и сохраняет хорошую пластичность при отрицательных температурах. Он также обладает высокой устойчивостью к коррозии, хорошей электрической и теплопроводностью, а также высокой отражательной способностью как для тепла, так и для света.
Он также обладает высокой устойчивостью к коррозии, хорошей электрической и теплопроводностью, а также высокой отражательной способностью как для тепла, так и для света.
Чистый алюминий плавится при 1220ºF (660ºC), тогда как алюминиевые сплавы имеют приблизительный диапазон плавления от 900 до 1220ºF (482-660ºC). При нагревании до диапазона сварки или пайки цвет алюминия не меняется.
Сочетание легкости и высокой прочности делает алюминий вторым по популярности свариваемым металлом.
Однопроводная сварка алюминия MIGАлюминий против сварки стали
Одна из причин, по которой алюминий отличается от стали при сварке, заключается в том, что он не приобретает цвета по мере приближения к температуре плавления до тех пор, пока не поднимется выше точки плавления, после чего он станет тускло-красным.
При пайке алюминия горелкой используется флюс. Флюс будет плавиться по мере приближения температуры основного металла к требуемой. Сначала высыхает флюс и плавится, когда основной металл достигает правильной рабочей температуры.
При сварке горелкой в кислородно-ацетиленовой или кислородно-водородной среде поверхность основного металла сначала плавится и приобретает характерный влажный и блестящий вид. (Это помогает узнать, когда достигаются температуры сварки.) При сварке газовой вольфрамовой дугой или газовой металлической дугой цвет не так важен, потому что сварка завершается до того, как прилегающая область плавится.
Наполнитель расплавленного алюминия
Правильно добавлен алюминиевый наполнитель в расплавленную сварочную ваннуСварочные свойства и сплавы
Алюминий и алюминиевые сплавы удовлетворительно свариваются металлической дугой, угольной дугой и другими процессами дуговой сварки. Чистый алюминий можно сплавить со многими другими металлами для получения широкого диапазона физических и механических свойств.
Способы, с помощью которых легирующие элементы упрочняют алюминий, используются в качестве основы для классификации сплавов на две категории: нетермообрабатываемые и термически обрабатываемые. Деформируемые сплавы в виде листов и пластин, труб, прессованных и катаных профилей, а также поковок имеют одинаковые характеристики соединения независимо от формы.
Деформируемые сплавы в виде листов и пластин, труб, прессованных и катаных профилей, а также поковок имеют одинаковые характеристики соединения независимо от формы.
Алюминиевые сплавы также производятся в виде отливок в виде песка, постоянной формы или литья под давлением. Практически одинаковые методы сварки, пайки или пайки используются как для литого, так и для кованого металла.
Литье под давлением не нашли широкого применения там, где требуется сварная конструкция. Однако они были приклеены и в некоторой степени припаяны.Последние разработки в области вакуумного литья под давлением улучшили качество отливок до такой степени, что их можно удовлетворительно сваривать для некоторых применений.
Основным преимуществом использования процессов дуговой сварки является то, что дуга обеспечивает высококонцентрированную зону нагрева.
По этой причине предотвращается чрезмерное расширение и деформация металла.
Алюминий обладает рядом свойств, которые отличают сварку от сварки сталей. Это: покрытие поверхности оксидом алюминия; высокая теплопроводность; высокий коэффициент теплового расширения; низкая температура плавления; и отсутствие изменения цвета при приближении температуры к точке плавления.
Это: покрытие поверхности оксидом алюминия; высокая теплопроводность; высокий коэффициент теплового расширения; низкая температура плавления; и отсутствие изменения цвета при приближении температуры к точке плавления.
Нормальные металлургические факторы, применимые к другим металлам, применимы и к алюминию.
Алюминий — это активный металл, который реагирует с кислородом воздуха, образуя твердую тонкую пленку оксида алюминия на поверхности.
Температура плавления оксида алюминия составляет приблизительно 3600 ° F (1982 ° C), что почти в три раза выше точки плавления чистого алюминия (1220 ° F (660 ° C)).Кроме того, эта пленка оксида алюминия поглощает влагу из воздуха, особенно когда она становится толще.
Влага является источником водорода, который вызывает пористость алюминиевых сварных швов. Водород также может поступать из масла, краски и грязи в зоне сварного шва. Это также происходит из-за оксидов и посторонних материалов на электроде или присадочной проволоке, а также из основного металла. Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород не выделяется во время затвердевания. При высокой скорости охлаждения свободный водород остается в сварном шве и вызывает пористость. Пористость в зависимости от количества снижает прочность и пластичность сварного шва.
Сварочные стержни
Алюминий для сварки палочкой (алюминиевые сварочные стержни) доступны с толщиной примерно 1/8 дюйма стали. Это отличный выбор для ремонта резервуаров и трубопроводов в полевых условиях. Также хороший выбор при работе в ветреную погоду.Это не для точной работы.
Обратной стороной использования алюминиевых сварочных стержней является необходимость значительного количества практики. Также существует проблема с потоком. флюс сильно горит и его трудно удалить. Он также прожигает краску.
Есть превосходные альтернативы алюминиевым сварочным стержням, такие как сварка с подачей проволоки.
Нумерация из алюминиевого сплава
Разработано много алюминиевых сплавов. Важно знать, какой сплав будет свариваться. Система четырехзначных чисел была разработана Aluminium Association, Inc., для обозначения различных типов деформируемых алюминиевых сплавов.
Эта система групп сплавов выглядит следующим образом:
- 1XXX серия . Это глинозем с чистотой 99% или выше, которые используются в основном в электрической и химической промышленности.
- 2XXX серии . Медь является основным сплавом в этой группе, который обеспечивает чрезвычайно высокую прочность при правильной термообработке. Эти сплавы не обладают такой хорошей коррозионной стойкостью и часто плакируются чистым алюминием или алюминием из специальных сплавов.Эти сплавы используются в авиастроении.
- 3ХХХ серия . Марганец является основным легирующим элементом в этой группе, который не поддается термической обработке. Содержание марганца ограничено примерно 1,5%. Эти сплавы обладают средней прочностью и легко обрабатываются.
- 4XXX серии . Кремний является основным легирующим элементом в этой группе. Его можно добавлять в достаточных количествах, чтобы существенно снизить температуру плавления, и он используется для пайки сплавов и сварочных электродов.Большинство сплавов этой группы не поддаются термической обработке.
- 5XXX серии . Магний является основным легирующим элементом этой группы, представляющей собой сплавы средней прочности. Они обладают хорошими сварочными характеристиками и хорошей устойчивостью к коррозии, но объем холодных работ следует ограничивать.
- 6XXX серия . Сплавы этой группы содержат кремний и магний, что делает их пригодными для термической обработки. Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью.
- 7XXX серия . Цинк является основным легирующим элементом в этой группе. Магний также входит в состав большинства этих сплавов. Вместе они образуют термически обрабатываемый сплав очень высокой прочности, который используется для изготовления корпусов самолетов.
 Содержание марганца ограничено примерно 1,5%. Эти сплавы обладают средней прочностью и легко обрабатываются.
Содержание марганца ограничено примерно 1,5%. Эти сплавы обладают средней прочностью и легко обрабатываются. Магний также входит в состав большинства этих сплавов. Вместе они образуют термически обрабатываемый сплав очень высокой прочности, который используется для изготовления корпусов самолетов.
Магний также входит в состав большинства этих сплавов. Вместе они образуют термически обрабатываемый сплав очень высокой прочности, который используется для изготовления корпусов самолетов.Очистка
Поскольку алюминий имеет большое сродство к кислороду, на его поверхности всегда присутствует пленка оксида. Эта пленка должна быть удалена перед любой попыткой сварить, припаять или припаять материал. Также необходимо предотвратить его образование во время процедуры соединения.
При подготовке алюминия к сварке, пайке или пайке соскоблите эту пленку острым инструментом, проволочной щеткой, наждачной бумагой или аналогичными средствами. Использование инертных газов или большое количество флюса предотвращает образование оксидов в процессе соединения.
Алюминий и алюминиевые сплавы нельзя чистить каустической содой или чистящими средствами с pH выше 10, поскольку они могут вступать в химическую реакцию.
Пленку оксида алюминия необходимо удалить перед сваркой. Если его не удалить полностью, мелкие частицы нерасплавленного оксида будут задерживаться в сварочной ванне и вызовут снижение пластичности, отсутствие плавления и, возможно, растрескивание сварного шва.
Если его не удалить полностью, мелкие частицы нерасплавленного оксида будут задерживаться в сварочной ванне и вызовут снижение пластичности, отсутствие плавления и, возможно, растрескивание сварного шва.
Оксид алюминия можно удалить механическим, химическим или электрическим способом. Механическое удаление включает соскоб острым инструментом, наждачной бумагой, проволочной щеткой (нержавеющая сталь), опиливание или любой другой механический метод.
Химическое удаление можно выполнить двумя способами. Один из них заключается в использовании чистящих растворов, травильных или нетравильных. Типы без заедания следует использовать только при запуске с относительно чистыми деталями и вместе с другими очистителями на основе растворителей.Для лучшей очистки рекомендуются растворы для травления, но их следует использовать с осторожностью.
При использовании окунания настоятельно рекомендуется горячее и холодное ополаскивание. Растворы типа травления — щелочные растворы. Время нахождения в растворе необходимо контролировать, чтобы не произошло слишком сильного травления.
Химическая очистка
Химическая очистка включает использование сварочных флюсов. Флюсы используются для газовой сварки, пайки и пайки. Покрытие покрытых алюминиевых электродов также сохраняет флюсы для очистки основного металла.Всякий раз, когда используется очистка травлением или очистка флюсом, флюс и щелочные травильные материалы должны быть полностью удалены из области сварки, чтобы избежать коррозии в будущем.
Электрическая система удаления оксидов
В системе удаления оксидов электричества используется катодная бомбардировка. Катодная бомбардировка происходит во время полупериода сварки вольфрамовым электродом на переменном токе, когда электрод является положительным (обратная полярность).
Это электрическое явление, при котором оксидное покрытие стирается, чтобы получить чистую поверхность.Это одна из причин, почему дуговая сварка вольфрамовым электродом на переменном токе так популярна для сварки алюминия.
Поскольку алюминий настолько активен химически, оксидная пленка немедленно начинает преобразовываться. Время налипания не очень быстрое, но сварные швы следует выполнять после очистки алюминия в течение не менее 8 часов для качественной сварки. Если наступит более длительный период времени, качество сварного шва снизится.
Теплопроводность
Алюминий обладает высокой теплопроводностью и низкой температурой плавления.В зависимости от сплава, он проводит тепло в три-пять раз быстрее, чем сталь.
Алюминий необходимо нагреть больше, даже если температура плавления алюминия вдвое меньше, чем у стали. Из-за высокой теплопроводности для сварки более толстых участков часто используется предварительный нагрев. Если температура слишком высока или период времени слишком большой, прочность сварного соединения как в термообработанных, так и в закаленных сплавах может снизиться.
Предварительный нагрев алюминия не должен превышать 400ºF (204ºC), и детали не должны выдерживаться при этой температуре дольше, чем необходимо.Из-за высокой теплопроводности в процедурах следует использовать высокоскоростные сварочные процессы с большим тепловложением. И газовая вольфрамовая дуга, и газовая дуга с металлической дугой удовлетворяют этому требованию.
Высокая теплопроводность алюминия может быть полезной, поскольку сварной шов будет очень быстро затвердевать, если тепло отводится от сварного шва очень быстро. Наряду с поверхностным натяжением это помогает удерживать металл шва в нужном положении и делает практичную сварку вольфрамовой дугой и дуговой сваркой металлическим электродом в любом положении.
Тепловое расширение алюминия вдвое больше, чем у стали. Кроме того, алюминиевые сварные швы уменьшаются в объеме примерно на 6 процентов при затвердевании из расплавленного состояния. Это изменение размера может вызвать деформацию и растрескивание.
Сварка алюминиевых листов
При сварке алюминиевых листов из-за сложности управления дугой стыковые и угловые швы трудно производить на листах толщиной менее 1/8 дюйма (3,2 мм). При сварке пластины тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородноацетиленовым процессом.
Этот сварной шов может быть пористым и непригодным для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Настройки тока и полярности
Настройки тока и полярности зависят от типа электродов каждого производителя. Используемая полярность должна быть определена путем испытания соединений, которые необходимо выполнить.
Подготовка кромки пластины
В целом конструкция сварных соединений алюминия вполне соответствует конструкции сварных соединений.Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При использовании алюминиевых листов меньшей толщины предпочтительнее использовать меньшее расстояние между канавками, когда разбавление сварного шва не имеет значения.
Управляющим фактором является совместная подготовка. Специально разработанная V-образная канавка отлично подходит там, где сварка может быть выполнена только с одной стороны и где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения и должна применяться ко всем материалам размером более 1/8 дюйма.(3,2 мм) толщиной.
Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Превосходный контроль проплавления и получение прочных корневых швов. Эта подготовка кромки может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением при перегреве и горизонтальной сварке. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Сварка алюминия MIG
Полностью автоматическая однопроволочная сварка MIGГазовая дуговая сварка (MIG) (GMAW)
Этот быстрый, адаптируемый процесс используется с постоянным током обратной полярности и инертным газом для сварки алюминиевых сплавов большой толщины в любом положении, от 1/016 дюйма (1,6 мм) до нескольких дюймов. TM 5-3431-211-15 описывает работу типичного сварочного аппарата MIG.
Защитный газ
Необходимо принять меры для обеспечения максимальной эффективности газовой защиты.Для сварки алюминия используются аргон, гелий или смесь этих газов. Аргон дает более плавную и стабильную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон.
Напряжение дуги выше у гелия, и данное изменение длины дуги приводит к большему изменению напряжения дуги. Профиль валика и характер проплавления алюминиевых швов, выполненных аргоном и гелием, различаются. У аргона профиль шарика уже и выпуклее, чем у гелия.Схема проникновения показывает глубокий центральный разрез.
Гелий дает более плоский и широкий валик и более широкий рисунок проникновения под валиком. Смесь примерно 75 процентов гелия и 25 процентов аргона обеспечивает преимущества обоих защитных газов без нежелательных характеристик ни одного из них.
Схема проникновения и контур валика показывают характеристики обоих газов. Стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более важен при сварке алюминия в инертном защитном газе.Рекомендуется передний угол хода 30 °.
Наконечник электродной проволоки должен быть больше алюминия. В Таблице 7-21 приведены технологические схемы сварки алюминия дуговой газовой сваркой.
Сварка алюминия GMAW
Алюминиевый шов, выполненный методом GMAW. Сварщик «укладывает валик» из расплавленного металла, который становится швом без шлака.Техника для сварки алюминия
Проволока электрода должна быть чистой. Дуга зажигается, когда электродная проволока выступает примерно на 1/2 дюйма.(12,7 мм) от чашки.
Часто используется метод зажигания дуги примерно на 1,0 дюйма (25,4 мм) перед началом сварки, а затем быстрое подведение дуги к начальной точке сварки, изменение направления движения и продолжение обычной сварки. В качестве альтернативы дуга может быть зажжена за пределами сварной канавки на начальном выступе.
При окончании или прекращении сварки аналогичная практика может сопровождаться изменением направления сварки на противоположное и одновременным увеличением скорости сварки для уменьшения ширины ванны расплава до разрыва дуги.Это помогает предотвратить появление кратеров и трещин. Вкладки стока обычно используются.
Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя угол переда от 70 до 85 градусов относительно работы.
Обычно предпочтительнее использовать струны из бисера. Следует следить за тем, чтобы угол переда не изменялся или не увеличивался по мере приближения к концу сварного шва. Скорость движения дуги контролирует размер валика.
При сварке алюминия этим процессом важно поддерживать высокую скорость хода.При сварке одинаковой толщины угол между электродом и рабочим углом должен быть одинаковым с обеих сторон сварного шва.
При сварке в горизонтальном положении наилучшие результаты достигаются, если направить пистолет немного вверх. При сварке толстых листов с тонкими пластинами полезно направлять дугу в сторону более тяжелого участка.
Небольшой угол обратной стороны иногда бывает полезным при сварке тонких секций с толстыми. Для корневого прохода стыка обычно требуется короткая дуга, чтобы обеспечить желаемое проплавление.При последующих проходах можно использовать дугу немного большей длины и более высокое напряжение дуги.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано для обеспечения эффективной подачи проволоки. Используйте вкладыши нейлонового типа в кабельных сборках. Для алюминиевой проволоки и размера электродной проволоки необходимо выбрать соответствующие приводные ролики.
Продеть алюминиевую проволоку чрезвычайно малого диаметра через длинные кабельные сборки пистолета сложнее, чем стальную проволоку. По этой причине для электродных проволок малого диаметра используются катушки-пистолеты или недавно разработанные пистолеты, которые содержат линейный двигатель подачи.
Требуются горелки с водяным охлаждением, за исключением слаботочной сварки. Для сварки алюминия используются как источник питания постоянного тока (CC) с согласованным механизмом подачи проволоки с измерением напряжения, так и источник питания постоянного напряжения (CV) с механизмом подачи проволоки постоянной скорости. Кроме того, механизм подачи проволоки с постоянной скоростью иногда используется с источником питания постоянного тока.
В целом, система CV предпочтительнее при сварке тонких материалов и использовании электродной проволоки любого диаметра. Это обеспечивает лучший запуск и регулировку дуги.Система CC предпочтительна при сварке толстого материала с использованием электродной проволоки большего диаметра.
Качество сварки с этой системой кажется лучше. Источник постоянного тока с умеренным падением напряжения от 15 до 20 вольт на 100 ампер и механизм подачи проволоки с постоянной скоростью обеспечивают наиболее стабильную подводимую мощность к сварному шву и высочайшее качество сварки.
Конструкция сварного соединения алюминия
Кромки могут быть подготовлены к сварке распиловкой, механической обработкой, круговым строганием, фрезерованием или дуговой резкой.
Полностью автоматическая однопроволочная сварка алюминия MIG
Пример сварки алюминия: присадочная проволока: AA 5183 (AlMg4,5Mn) 2,4 мм Основной материал: AA 5356 (AlMg5) Размеры: 500 x 150 x 15 мм (предварительный нагрев не допускается) Защитный газ: Ar70 / He30 Скорость сварки: 60/40 см / мин Положение сварки: 1 G Двухслойный второй слой> осциллирующийГазовая вольфрамо-дуговая сварка (GTAW)
Меры предосторожности
Процесс газовой вольфрамовой дуговой сварки (TIG) используется для сварки более тонких профилей алюминия и алюминиевых сплавов.При использовании этого процесса следует упомянуть несколько мер предосторожности.
- Переменный ток рекомендуется для универсальных работ, так как он обеспечивает половину цикла очищающего действия. В Таблице 7-22 представлены графики процедуры сварки для использования процесса на разной толщине для получения различных сварных швов. Сварка переменным током, обычно с высокой частотой, широко используется как в ручном, так и в автоматическом режиме. Необходимо строго соблюдать процедуры, и особое внимание следует уделять типу вольфрамового электрода, размеру сварочного сопла, типу газа и расходу газа.При ручной сварке длина дуги должна быть небольшой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла. Вольфрамовый электрод следует содержать в чистоте. Если он случайно коснулся расплавленного металла, его необходимо исправить.
- Сварка алюминия Следует использовать источники сварочного тока, предназначенные для дуговой сварки вольфрамовым электродом в среде газа. Новое оборудование обеспечивает программирование, предварительную и продувку защитного газа, а также пульсирование.
- Сварка алюминия Для автоматической или машинной сварки можно использовать отрицательный электрод постоянного тока (прямая полярность). Очистка должна быть чрезвычайно эффективной, так как катодная бомбардировка не помогает. Когда используется отрицательный электрод постоянного тока, можно получить чрезвычайно глубокое проникновение и высокие скорости. В Таблице 7-23 приведены графики процедуры сварки для отрицательной сварки электродом постоянного тока.
- В качестве защитных газов для сварки алюминия используются аргон, гелий или их смесь. Аргон используется с меньшим расходом.Гелий увеличивает проникновение, но требуется более высокая скорость потока. При использовании присадочной проволоки она должна быть чистой. Оксид, не удаленный с присадочной проволоки, может содержать влагу, которая создает полярность в наплавленном шве.
Ручная сварка алюминия MIG
Ручная сварочная горелка с «квазиподобной» геометрией стыка Диаметр проволоки: AA 5183 (1,6 мм) Основной материал: AA 6061 (AlMgSi) Толщина: 15 ммСварка на переменном токе
Характеристики процесса
Сварка алюминия методом газовой вольфрамо-дуговой сварки на переменном токе дает эффект очистки от оксидов.
В качестве защитного газа используется аргон. Лучшие результаты достигаются при сварке алюминия переменным током с использованием оборудования, предназначенного для создания сбалансированной волны или равного тока в обоих направлениях.
Дисбаланс приведет к потере мощности и снижению очищающего действия дуги. Характеристики стабильной дуги — это отсутствие щелчков или трещин, плавное зажигание дуги и притяжение добавленного присадочного металла к сварочной ванне, а не склонность к отталкиванию.Стабильная дуга приводит к меньшему количеству включений вольфрама.
Ручная сварка алюминия MIG
Техника для сварки алюминия
Для ручной сварки алюминия переменным током электрододержатель удерживается в одной руке, а присадочный стержень, если он используется, — в другой. Начальная дуга зажигается на пусковом блоке для нагрева электрода.
Затем дуга прерывается и снова зажигается в суставе. Этот метод снижает тенденцию к появлению включений вольфрама в начале сварки. Дуга сохраняется в начальной точке до тех пор, пока металл не станет жидким и не образуется сварочная ванна.
Создание и поддержание подходящей сварочной ванны очень важно, и сварка не должна проводиться перед лужей.
Если требуется присадочный металл, его можно добавить к передней или передней кромке бассейна, но с одной стороны от центральной линии. Обе руки двигаются в унисон с легкими движениями вперед и назад вдоль сустава. Вольфрамовый электрод не должен касаться присадочного стержня.
Горячий конец присадочного стержня не должен выниматься из аргонового экрана.Необходимо поддерживать короткую длину дуги, чтобы обеспечить достаточное проплавление и избежать подрезов, чрезмерной ширины сварного шва и, как следствие, потери контроля проплавления и контура сварного шва.
Одно правило — использовать длину дуги, приблизительно равную диаметру вольфрамового электрода. При разрыве дуги в кратере сварного шва могут возникнуть усадочные трещины, что приведет к дефектному сварному шву.
Этот дефект можно предотвратить, постепенно увеличивая длину дуги при добавлении присадочного металла в кратер.Затем быстро разорвите и повторно зажгите дугу несколько раз, добавляя в кратер дополнительный присадочный металл, или используйте педаль для уменьшения тока в конце шва. Прихватывание перед сваркой помогает контролировать деформацию.
Прихваточные швы должны быть достаточного размера и прочности, а на концах перед сваркой должны быть вырезаны сколы или сужаться.
Конструкция сварного шва
Конструкции соединений применимы к процессу газовой вольфрамо-дуговой сварки с небольшими исключениями.Неопытным сварщикам, которые не могут поддерживать очень короткую дугу, может потребоваться более широкая подготовка кромок, прилегающий угол или расстояние между стыками.
Соединения можно сплавить этим способом без добавления присадочного металла, если сплав основного металла также является удовлетворительным присадочным сплавом. Кромочные и угловые сварные швы выполняются быстро без добавления присадочного металла и имеют хороший внешний вид, но при этом очень важно их точное прилегание.
Постоянный ток прямой полярности
Характеристики процесса
Этот процесс с использованием гелиевых и торированных вольфрамовых электродов полезен для многих автоматических сварочных операций, особенно при сварке тяжелых профилей.Поскольку склонность к нагреванию электрода меньше, для заданного сварочного тока можно использовать электроды меньшего размера. Это будет способствовать сохранению узкого сварного шва.
Использование постоянного тока прямой полярности (dcsp) обеспечивает больший подвод тепла, чем при использовании переменного тока. В сварочной ванне, которая, следовательно, глубже и уже, образуется больше тепла.
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода.Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует позаботиться о том, чтобы дуга зажглась в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве, а также для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги.
Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы устранить трещины кратера. Размер галтели можно регулировать, варьируя размер присадочной проволоки. DCSP приспособлен для ремонтных работ. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного DCSP концентрированное тепло дуги дает отличное закрепление корня.Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, меняя размер присадочной проволоки и скорость перемещения.
Сварка прямоугольным переменным током (TIG)
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода. Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует позаботиться о том, чтобы дуга зажглась в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве, а также для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.
Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги. Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы устранить трещины кратера.
Размер скругления можно регулировать, варьируя размер присадочной проволоки. DCSP приспособлен для ремонтных работ. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного DCSP концентрированное тепло дуги дает отличное закрепление корня. Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, меняя размер присадочной проволоки и скорость перемещения.
Экранированная сварка металло-дуговой сваркой
В процессе дуговой сварки металлическим электродом с защитным покрытием используется электрод с покрытием из твердого флюса или экструдированного флюса.Покрытие электродов аналогично покрытию обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак.
При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, непостоянного управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удален должным образом.
Экранированная углеродно-дуговая сварка
Для соединения алюминия можно использовать процесс дуговой сварки в среде защитного угля.Для этого требуется флюс, и он позволяет производить сварные швы такого же внешнего вида, прочности и структуры, как и сварные швы, полученные с помощью ацетиленовой или кислородно-водородной сварки. Сварка в среде защитного угля производится как вручную, так и автоматически.
Угольная дуга используется в качестве источника тепла, а присадочный металл подается от отдельного присадочного стержня. После сварки необходимо удалить флюс; в противном случае возникнет сильная коррозия.
Ручная дуговая сварка в среде защитного угля обычно ограничивается толщиной менее 3/8 дюйма.(9,5 мм), выполненный тем же способом, что и при ручной дуговой сварке других материалов. Подготовка стыков аналогична той, что используется при газовой сварке. Используется стержень, покрытый флюсом.
Сварка на атомарном водороде
Этот процесс сварки заключается в поддержании дуги между двумя вольфрамовыми электродами в атмосфере газообразного водорода.
Процесс может быть ручным или автоматическим с процедурами и методами, близкими к тем, которые используются при кислородно-ацетиленовой сварке.
Поскольку водородный экран, окружающий основной металл, исключает кислород, для объединения или удаления оксида алюминия требуется меньшее количество флюса.Увеличивается видимость, меньше флюсовых включений, наплавляется очень прочный металл.
Сварка шпилек
Приварка алюминиевых шпилек может быть выполнена с помощью обычного оборудования для дуговой сварки шпилек с использованием методов разряда конденсатора или разрядки конденсатора тянутой дугой.
Для приваривания алюминиевых шпилек диаметром от 3/16 до 3/4 дюйма (от 4,7 до 19,0 мм) можно использовать обычный процесс дуговой сварки шпилек.
К сварочному пистолету для приварки алюминиевых шпилек добавлен специальный адаптер для контроля защитных газов высокой чистоты, используемых во время сварочного цикла.Дополнительный вспомогательный элемент управления для контроля врезания шпильки по завершении цикла сварки существенно повышает качество сварки и снижает потери от разбрызгивания.
Используется обратная полярность: электрод-пистолет положительный, а деталь — отрицательный. Небольшой цилиндрический или конусообразный выступ на конце алюминиевой шпильки инициирует дугу и помогает установить большую длину дуги, необходимую для сварки алюминия.
Процессы
Процессы приварки шпилек неэкранированного конденсатора или разрядки конденсатора протянутой дугой используются с алюминиевыми шпильками от 1/16 до 1/4 дюйма.(От 1,6 до 6,4 мм) диаметром.
Конденсаторная сварка использует низковольтную электростатическую накопительную систему, в которой энергия сварки накапливается при низком напряжении в конденсаторах с высокой емкостью в качестве источника питания. В процессе приварки шпильки конденсаторного разряда небольшой наконечник или выступ на конце шпильки используется для зажигания дуги.
В процессе приварки шпильки разрядом конденсатора протянутой дугой используется шпилька с заостренным или слегка закругленным концом. Для зажигания дуги не требуется зубчатый наконечник или выступ на конце шпильки.В обоих случаях цикл сварки аналогичен обычному процессу приварки шпилек. Однако использование выступа на основании шпильки обеспечивает наиболее стабильную сварку.
Короткое время горения дуги в процессе разряда конденсатора ограничивает плавление, что приводит к неглубокому проникновению в заготовку. Минимальная толщина алюминиевой заготовки, которая считается практичной, составляет 0,032 дюйма (0,800 мм).
Электронно-лучевая сварка
Электронно-лучевая сварка — это процесс соединения плавлением, в котором заготовка бомбардируется плотным потоком высокоскоростных электронов, и практически вся кинетическая энергия электронов при ударе преобразуется в тепло.
Электронно-лучевая сварка обычно проводится в вакуумированной камере. Размер камеры является ограничивающим фактором для размера сварного изделия. Обычные дуговые и газовые нагреватели плавятся немного больше, чем поверхность. Дальнейшее проникновение происходит исключительно за счет отвода тепла во всех направлениях от этого пятна расплавленной поверхности. Зона слияния расширяется по мере необходимости.
Электронный луч способен к такому интенсивному локальному нагреву, что почти мгновенно испаряет отверстие по всей толщине стыка.Стенки этого отверстия расплавляются, и по мере того, как отверстие перемещается по стыку, плавится больше металла на продвигающейся стороне отверстия. Он имеет дефекты вокруг отверстия отверстия и затвердевает вдоль задней стороны отверстия, чтобы сделать сварной шов.
Интенсивность луча можно уменьшить, чтобы обеспечить частичное проникновение с такой же узкой конфигурацией. Электронно-лучевая сварка обычно применяется для краевых, стыковых, угловых, сквозных и точечных сварных швов. Присадочный металл используется редко, кроме наплавки.
Сварка сопротивлением
Способы контактной сварки алюминия (точечная, шовная и оплавленная) важны при производстве алюминиевых сплавов. Эти процессы особенно полезны при соединении высокопрочных термически обрабатываемых сплавов, которые трудно соединить сваркой плавлением, но которые можно соединить методом контактной сварки практически без потери прочности.
Естественное оксидное покрытие алюминия имеет довольно высокое и неустойчивое электрическое сопротивление.Для получения точечных или сварных швов максимальной прочности и однородности обычно необходимо уменьшить это оксидное покрытие перед сваркой.
Сварка Точечная сварка
Сварные швы с одинаково высокой прочностью и хорошим внешним видом зависят от стабильно низкого поверхностного сопротивления между рабочими местами. В большинстве случаев перед точечной или шовной сваркой алюминия необходимы некоторые операции по очистке.
Подготовка поверхности к сварке обычно состоит из удаления жира, масла, грязи или идентификационной маркировки, а также уменьшения и улучшения консистенции оксидной пленки на поверхности алюминия.Удовлетворительное качество точечной сварки в процессе эксплуатации в значительной степени зависит от конструкции соединения.
Точечные сварные швы всегда должны выдерживать сдвиговые нагрузки. Однако, когда можно ожидать растяжения или комбинированных нагрузок, следует провести специальные испытания для определения фактической прочности соединения при эксплуатационной нагрузке. Прочность точечной сварки при прямом растяжении может варьироваться от 20 до 90 процентов прочности на сдвиг.
Сварка швов
Шовная сварка алюминия и его сплавов очень похожа на точечную сварку, за исключением того, что электроды заменены колесами.
Места, оставленные аппаратом для сварки швов, могут перекрываться для образования газонепроницаемого или непроницаемого для жидкости соединения. Регулируя синхронизацию, машина для шовной сварки может производить точечную сварку с равномерным интервалом, равную по качеству той, которая производится на обычной машине для точечной сварки, и с большей скоростью. Эта процедура называется точечной сваркой или прерывистым швом.
Сварка алюминия оплавлением
Все алюминиевые сплавы можно соединять оплавлением. Этот процесс особенно подходит для выполнения стыковых или угловых соединений между двумя частями одинакового поперечного сечения.Он был адаптирован для соединения алюминия с медью в виде стержней и трубок. Соединения, полученные таким образом, выходят из строя за пределами области сварки при приложении растягивающих нагрузок.
Газовая сварка алюминия
Газовая сварка алюминия выполняется с использованием пламени как ацетилена, так и водорода. В любом случае требуется абсолютно нейтральное пламя. Флюс используется как присадочный стержень. Этот процесс также не слишком популярен из-за низкого тепловложения и необходимости удаления флюса.
Электрошлаковая сварка
Электрошлаковая сварка используется для соединения чистого алюминия, но не подходит для сварки алюминиевых сплавов.Сварка под флюсом используется в некоторых странах, где нет инертного газа.
Другие процессы
Большинство процессов сварки в твердом состоянии, включая сварку трением, ультразвуковую сварку и холодную сварку, используются для алюминия. Алюминий также можно соединять пайкой и пайкой. Пайка может выполняться большинством методов пайки. Используется наполнитель из сплава с высоким содержанием кремния.
Для дополнительного чтения
Газовая сварка алюминия
Пайка алюминия
Подробнее о сварке алюминия методом TIG
Дуговая сварка алюминия: как приклеивать алюминий: Maine Welding Company
Когда — это rc, сваривающий алюминий с использованием процесса дуговой сварки в экранированной среде (SMAW), используется электрод с покрытием из флюса с сильным окунанием или экструдированием с обратной полярностью постоянного тока (DCRP).Покрытие электродов аналогично покрытию обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак. При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удален должным образом.
Алюминиевый лист для дуговой сварки. Из-за сложности управления дугой, стыковые и угловые сварные швы трудно производить на пластинах менее 1/8 дюйма.(3,2 мм) толщиной. При сварке пластины тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородноацетиленовым процессом. Этот сварной шов может быть пористым и не подходить для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Дуговая сварка алюминия: настройки тока и полярности . Настройки тока и полярности зависят от типа электродов каждого производителя.Используемая полярность должна быть определена путем испытания соединений, которые необходимо выполнить.
Дуговая сварка алюминия: подготовка кромок листа . В целом конструкция сварных соединений алюминия вполне соответствует конструкции сварных соединений. Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При использовании алюминиевых листов меньшей толщины предпочтительнее использовать меньшее расстояние между канавками, когда разбавление сварного шва не имеет значения.Управляющий фактор — совместная подготовка. Специально разработанная V-образная канавка, подходящая для алюминия, показана на A, рис. 7-11. Этот тип соединения отлично подходит там, где сварка может быть выполнена только с одной стороны и где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения, и ее следует наносить на весь материал толщиной более 1/8 дюйма (3,2 мм). Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.Получены превосходный контроль проплавления и качественные корневые швы. Эта подготовка кромки может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением при перегреве и горизонтальной сварке. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Часто задаваемые вопросы по сварке алюминия
Вот некоторые из наиболее часто задаваемых вопросов по сварке алюминия и ответы на них от эксперта:- Почему мой алюминиевый сварной шов намного слабее основного материала?
- Какой тип защитного газа следует использовать для сварки алюминия?
- Какой электрод лучше всего подходит для алюминия для сварки TIG?
- Какую степень предварительного нагрева следует использовать при сварке алюминия?
- Как правильно снимать напряжение при сварке алюминия?
- Как отличить разные алюминиевые сплавы?
- Как сварить TIG два алюминия разной толщины?
- Как сварить 7075?
1.Почему мой алюминиевый сварной шов намного слабее основного материала?
В сталях сварной шов может быть такой же прочной, как у основного материала, но это не относится к алюминию. Практически во всех случаях сварной шов будет слабее основного материала.
Чтобы лучше понять, почему это происходит, давайте рассмотрим две классификации алюминиевых сплавов: термически обрабатываемые и нетермообрабатываемые. Последняя категория упрочняется только холодной обработкой, которая вызывает физические изменения металла.Чем больше сплав подвергается холодной обработке, тем прочнее он становится.
Но, когда вы свариваете сплав, который был подвергнут холодной обработке, вы локально отжигаете материал вокруг сварного шва, чтобы он вернулся к своему отпущенному (или отожженному) состоянию 0 и стал «мягким». Следовательно, из нетермообрабатываемых сплавов единственный раз, когда вы можете сделать сварной шов такой же прочной, как основной материал, — это когда вы начинаете с 0 отпущенного материала.
В случае термообрабатываемых алюминиевых сплавов на последнем этапе термообработки металл нагревается примерно до 400 ° F.Но при сварке материал вокруг сварного шва становится намного горячее, чем 400 ° F, поэтому материал имеет тенденцию терять некоторые из своих механических свойств. Следовательно, если оператор не выполняет термообработку после сварки, область вокруг сварного шва станет значительно слабее, чем остальной алюминий — на целых 30-40 процентов. Если оператор действительно выполняет термообработку после сварки, свойства термически обрабатываемого алюминиевого сплава могут быть улучшены.
Ниже приводится руководство относительно того, какие серии алюминиевых сплавов поддаются термообработке, а какие нет:
Термообрабатываемые серии: 2000, 6000, 7000.
Без термической обработки: 1000, 3000, 4000, 5000.
2. Какой защитный газ следует использовать для сварки алюминия?
Как для сварки TIG (газовая вольфрамовая дуговая сварка или GTAW), так и для сварки MIG (газовая дуговая сварка металла или GMAW) используйте чистый аргон для алюминиевых материалов толщиной до ½ дюйма. Толщиной более ½ дюйма операторы могут добавить где-то от 25 до 75 процентов гелия, чтобы сделать дугу более горячей и увеличить проплавление шва.Лучше всего подходит аргон, потому что он обеспечивает большее очищающее действие для дуги, чем гелий, а также дешевле, чем гелий.
Ни в коем случае не используйте защитный газ, содержащий кислород или двуокись углерода, так как это окислит алюминий.
3. Какой электрод лучше всего подходит для сварки TIG алюминия?
Для большинства материалов, включая сталь, рекомендуется двухпроцентный торированный вольфрамовый электрод, но поскольку алюминий сваривается переменным током, а не постоянным током, электрические характеристики другие, а количество энергии, подаваемой на вольфрамовый электрод, выше при сварке на переменном токе.По этим причинам для сварки алюминия рекомендуется использовать чистый вольфрам или циркониевый вольфрам.
Кроме того, диаметр электрода для сварки на переменном токе должен быть значительно больше, чем при использовании постоянного тока. Рекомендуется начинать с электрода диаметром 1/8 дюйма и при необходимости настраивать его. Циркониевый вольфрам может пропускать больший ток, чем электроды из чистого вольфрама. Еще один полезный совет для сварки на переменном токе — использовать тупой наконечник — дуга имеет тенденцию блуждать вокруг заостренный кончик.
4.Какую степень предварительного нагрева следует использовать при сварке алюминия?
Хотя небольшой предварительный нагрев — это хорошо, слишком большой предварительный нагрев может ухудшить механические свойства алюминия.
Как обсуждалось ранее, последняя термообработка для термообрабатываемых сплавов составляет 400 ° F, поэтому, если оператор предварительно нагревает алюминий до 350 ° F и поддерживает температуру в этом диапазоне во время сварки, механические свойства алюминия изменяются.
Для нетермообрабатываемых сплавов, таких как серия 5000, если оператор поддерживает температуру даже в диапазоне 200 ° F — он или она может сделать материал чувствительным к коррозионному растрескиванию под напряжением.В большинстве случаев допустим некоторый предварительный нагрев, чтобы высушить влагу с детали, но предварительный нагрев должен быть ограничен.
Многие неопытные сварщики алюминия используют предварительный нагрев как опору. Поскольку оборудование для сварки алюминия должно работать с большей мощностью, многие считают, что предварительный нагрев помогает устранить ограничения оборудования, но это не так. Алюминий имеет низкую температуру плавления — 1200 ° F по сравнению с 2600 ° F — 2700 ° F для стали. Из-за такой низкой температуры плавления многие операторы думают, что для сварки алюминия им нужно только легкое оборудование.Но теплопроводность алюминия в пять раз больше, чем у стали, а это означает, что тепло рассеивается очень быстро. Следовательно, сварочные токи и напряжения при сварке алюминия выше, чем при сварке стали, поэтому операторам действительно требуется более тяжелое оборудование для алюминия.
5. Как правильно снимать напряжение при сварке алюминиевых швов?
При сварке оператор создает остаточные напряжения вокруг сварного шва, поскольку расплавленный материал сжимается по мере затвердевания.Кроме того, когда оператор берет эту сварную конструкцию и начинает удалять материал путем механической обработки, она имеет тенденцию искажаться и создавать нестабильность размеров. Чтобы избежать этого в алюминии, операторы снимают напряжение, нагревая материал до такой степени, чтобы атомы алюминия могли двигаться.
Для стали температура снятия напряжения составляет приблизительно от 1050 ° F до 1100 ° F, но для алюминия надлежащая температура снятия напряжения составляет 650 ° F. Это означает, что для эффективного снятия напряжения на алюминии после сварки необходимо материал придется нагреть до температуры, при которой будут потеряны механические свойства.По этой причине снятие напряжений после сварки не рекомендуется для алюминия.
6. Как отличить разные алюминиевые сплавы?
Существует довольно много различных алюминиевых сплавов, и для правильной и безопасной сварки вы должны знать, какой сплав используется для сварки. Если вы этого не сделаете, вы можете следовать этим общим рекомендациям:
Экструзии, как правило, представляют собой сплавы серии 6000
Отливки чаще всего представляют собой комбинацию алюминиево-кремниевого литья — некоторые из них пригодны для сварки, другие — нет.
Если вы хотите быть точным, купите набор для проверки сплава, который поможет вам определить точный состав вашего сплава.
7. Как сварить TIG два алюминия разной толщины?
Когда оператор имеет две разные толщины, он или она должны установить параметры так, чтобы они были достаточно высокими для сварки TIG самой толстой детали. При сварке отдавайте предпочтение стыку и прикладывайте больше тепла к более толстой детали.
8. Как сварить 7075?
Большинство алюминиевых сплавов поддаются сварке, но есть и другие сплавы, в том числе алюминий 7075.Причина, по которой 7075 выделен в этом примере, заключается в том, что это один из самых прочных алюминиевых сплавов. Когда дизайнеры и сварщики ищут алюминиевый сплав для использования, многие начинают с просмотра таблицы, в которой перечислены все алюминиевые сплавы и их сильные стороны. Но эти новички не понимают, что некоторые из высокопрочных алюминиевых сплавов поддаются сварке, особенно сплавы серий 7000 и 2000, и их нельзя использовать.
Единственное исключение из правила никогда не использовать 7075 для сварки — это промышленность литья под давлением.В этой отрасли промышленности ремонтируют штампы сваркой 7075, но его никогда нельзя использовать для строительных работ.
Вот несколько простых рекомендаций, которым следует следовать при выборе алюминиевых сплавов:
Сплав серии | Основные легирующие элементы |
1000 серий | Чистый алюминий |
2000 серии | Алюминий и медь.(Высокопрочный алюминий, используемый в аэрокосмической промышленности) |
3000 серии | Алюминий и марганец. (Сплавы низкой и средней прочности, примерами изделий, в которых используются эти сплавы, являются банки для напитков и охлаждающие трубки) |
4000 серии | Алюминий и кремний. (Большинство сплавов этой серии являются присадочными материалами для сварки или пайки) |
5000 серии | Алюминий и магний.(Эти сплавы используются в основном для конструкционных работ в листовом или листовом металле — все сплавы серии 5000 пригодны для сварки) |
6000 серии | Алюминий, магний и кремний. (Эти сплавы поддаются термообработке и обычно используются для штамповки листов и пластин — все они свариваются, но могут иметь трещины. Никогда не пытайтесь сваривать эти сплавы без использования присадочного металла) |
7000 серии | Алюминий и цинк.(Это высокопрочные аэрокосмические сплавы, в которые могут быть добавлены другие легирующие элементы) |
Lincoln предлагает, чтобы если вам нужно спроектировать что-то из высокопрочного алюминия, обратите внимание на высокомагниевый сплав серии 5000 вместо серии 2000 или 7000. Сплавы серии 5000 поддаются сварке и дают наилучшие результаты.
Заключение
Lincoln Electric предлагает полный спектр решений для алюминия от источников питания, таких как Power Wave® 455M, которые специально разработаны для работы с оптимальными характеристиками дуги на алюминии, до механизмов подачи проволоки, таких как двухтактная система Cobramatic®, для оптимизации подачи мягкой алюминиевой проволоки к алюминиевой проволоке премиум-класса SuperGlaze®, изготовленной с постоянным химическим составом для стабильной работы.Помимо продукции, Lincoln гордится тем, что является экспертом по сварке алюминия, и с ней можно связаться по телефону 1-888-935-3877 или по электронной почте, чтобы ответить на ваши вопросы.
ПОЛИТИКА ПОМОЩИ КЛИЕНТАМ
Компания Lincoln Electric занимается производством и продажей высококачественного сварочного оборудования, расходных материалов и режущего оборудования. Наша задача — удовлетворить потребности наших клиентов и превзойти их ожидания. Иногда покупатели могут обращаться к Lincoln Electric за советом или информацией об использовании ими наших продуктов.Мы отвечаем нашим клиентам, основываясь на самой лучшей информации, которой мы располагали на тот момент. Lincoln Electric не может гарантировать или гарантировать такой совет и не несет никакой ответственности в отношении такой информации или советов. Мы категорически отказываемся от каких-либо гарантий любого рода, включая любые гарантии пригодности для конкретных целей клиента, в отношении такой информации или советов. С практической точки зрения мы также не можем нести ответственность за обновление или исправление любой такой информации или совета после того, как они были предоставлены, а также предоставление информации или советов не создает, не расширяет или не изменяет никаких гарантий в отношении продажи наших продукты.
Lincoln Electric — ответственный производитель, но выбор и использование конкретных продуктов, продаваемых Lincoln Electric, находится под исключительным контролем и остается исключительной ответственностью клиента. Многие переменные, не зависящие от Lincoln Electric, влияют на результаты, полученные при применении этих методов производства и требований к обслуживанию.
Краткая история сварки алюминия
Краткая история сварки алюминия
В: Какова история сварки алюминия? Сварка Heliarc по-прежнему жизнеспособна для сварки алюминия? Почему мы не часто встречаем в промышленности газовую сварку или сварку алюминия стержневым электродом? В ходе своей попытки ответить на эти вопросы я также постараюсь уточнить некоторые используемые термины и определения.
A: В ходе своей попытки ответить на эти вопросы я также постараюсь уточнить некоторые используемые термины и определения.
- Сварка Heliarc — это старое традиционное название процесса газовой вольфрамовой дуговой сварки (GTAW), которое иногда используется до сих пор. Этот же процесс сварки часто называют, особенно в Европе, процессом сварки вольфрамовым электродом в среде инертного газа (TIG).
Процесс GTAW довольно часто является приемлемым вариантом для сварки алюминия.Он был разработан в 1944 году (см. Рис. 1) и до сих пор широко используется для успешной сварки алюминиевых сплавов. Некоторые из самых качественных сварных швов, используемых в критических областях, например, сварные швы с полным проплавлением труб в резервуарах с криогенным давлением, почти исключительно выполняются с помощью этого процесса сварки. Переменный ток (AC) используется для большинства приложений, но питание постоянного тока (DC) используется для некоторых специализированных приложений. Процесс GTAW был разработан раньше, чем процесс газовой дуговой сварки (GMAW), и какое-то время использовался для сварки алюминия всех толщин металла и типов соединений.С тех пор процесс GTAW был заменен процессом газовой дуговой сварки (GMAW) для многих применений при сварке алюминия, в первую очередь из-за повышенной скорости процесса GMAW для сварки более толстых секций. Однако GTAW по-прежнему занимает важное место в отрасли сварки алюминия. GTAW с переменным током (AC) и чистым аргоном в качестве защитного газа в настоящее время чаще всего используется для сварки алюминия более тонких толщин (до дюйма), а также в тех случаях, когда эстетика является наиболее важной. Переменный ток (AC) — самый популярный метод дуговой сварки алюминия вольфрамовым электродом.Уравновешенная дуга переменного тока обеспечивает очищающее действие для большинства применений и равномерно распределяет тепло дуги между электродом и основным материалом. Источники питания GTAW для сварки на переменном токе, которые позволяют регулировать баланс между полярностями, позволяют пользователю выбирать либо улучшенную очистку дуги, либо большую проникающую способность. Для более специализированных применений мы можем найти GTAW, используемую в режиме отрицательного электрода постоянного тока (DCEN). Этот метод обеспечивает концентрацию дуги около 80% тепла на основном материале и около 20% на электроде.Это приводит к относительно глубокому и узкому провару сварного шва и к очень незначительной очистке дуги во время сварочной операции, если она вообще отсутствует. Этот метод сварки, обычно используемый с чистым гелием в качестве защитного газа, позволяет сваривать материалы гораздо большей толщины (до 1 дюйма) и чаще всего используется при автоматической сварке швов. Третий режим GTAW — это положительный электрод постоянного тока (DCEP). С помощью этого метода, мы имеем около 20% тепла, генерируемого на базовой пластине и 80% на электроде.Мы обеспечиваем отличное очищающее действие, но очень неглубокое проникновение. Это, вероятно, наименее используемый метод GTAW.
- Газовая сварка — это нестандартный термин для процесса газовой сварки в кислородном топливе (OFW) . Это был один из первых способов сварки алюминия. На рис. 2 показана водяная фляга армии США. Сваренная методом OFW и датированная 1918 годом, эта столовая, вероятно, использовалась во время «Великой войны» (1-я мировая война) и была сварена примерно за 25 лет до разработки процессов сварки в инертном газе (GTAW и GMAW).
Газовая сварка на кислородном топливе — это процесс газовой сварки. Коалесценция достигается за счет использования тепла пламени кислородно-топливного газа и, в случае алюминия, активного флюса для удаления оксида и защиты сварочной ванны. Раньше с помощью этого процесса сваривались очень толстые стыки, но чаще всего они применялись для листового металла. Одна из проблем этого процесса сварки заключается в том, что используемый во время процесса флюс гигроскопичен, что означает, что он поглощает влагу из окружающей атмосферы.Во влажном состоянии флюс вызывает коррозию алюминия. Поэтому после сварки флюс необходимо удалить, чтобы минимизировать вероятность коррозии. Поскольку может быть трудно быть уверенным в том, что все следы флюса были удалены, часто приходилось заканчивать операцию окунанием в кислоту, чтобы нейтрализовать любые остатки флюса. Другие недостатки использования этого процесса для сварки алюминия заключаются в том, что механическая прочность обычно ниже, а зоны термического влияния шире, чем при дуговой сварке. Сварка практична только в плоском и вертикальном положениях, и деформации могут быть очень значительными.Большинство проблем вызвано коррозионным флюсом и чрезмерным тепловложением, связанным с этим процессом. Процесс кислородно-газовой сварки широко использовался для сварки алюминия до разработки процесса сварки в инертном газе, но сегодня имеет ограниченное применение.
- Сварка стержневым электродом — это нестандартный термин для дуговой сварки защищенного металла (SMAW)
До разработки процесса сварки в инертном газе (GTAW и GMAW) дуговая сварка алюминия в основном ограничивалась дуговым процессом с использованием экранированного металла (SMAW), который иногда называют ручным процессом сварки металлической дугой (MMA).В этом процессе сварки используется сварочный электрод с флюсовым покрытием. Электроды представляют собой прямые отрезки алюминиевого стержня, покрытые флюсом. Флюс растворяет оксид алюминия как на основном сплаве, так и на стержне во время сварки, что необходимо для того, чтобы произошло коалесценция. Некоторые из компонентов флюса испаряются в дуге с образованием защитных газов, которые помогают стабилизировать дугу и защищают ее и сварочную ванну от окружающей атмосферы. Одной из основных проблем этого процесса сварки была коррозия, вызванная захватом флюса, особенно в угловых сварных швах, где флюс мог задерживаться за сварным швом и вызывать коррозию с обратной стороны шва.Другая проблема заключалась в том, что сварные швы в результате этого процесса склонны к большой пористости. Нет электродов для основных сплавов с высоким содержанием магния, и электроды, оказавшись на воздухе, начинают поглощать влагу в флюс, что в конечном итоге приводит к коррозии алюминиевого сердечника и возникновению проблем с чрезмерной пористостью. Вскоре выяснилось, что этот процесс не подходит для сварки алюминия. Действующие правила и стандарты сварки алюминиевых конструкций не признают этот процесс сварки подходящим для производственных сварочных работ.
Заключение:
Без сомнения, прорыв в использовании алюминия как сварного конструкционного материала произошел с появлением в 1940-х годах процессов сварки в инертном газе. С введением процесса сварки, в котором для защиты расплавленного алюминия во время сварки используется инертный газ, стало возможным выполнять высококачественные и высокопрочные сварные швы на высоких скоростях и во всех положениях без воздействия коррозионных флюсов.
Рис 1.1944-1994 — реклама, посвященная 50-летию Heliarc (торговая марка, используемая для процесса сварки GTAW / TIG, который иногда используется до сих пор). Важный прорыв в использовании алюминия как конструкционного сварного материала.
Рис. 2. Эта водяная фляга армии США, сваренная с помощью процесса OFW, датируется 1918 годом, примерно за 25 лет до разработки процессов сварки в среде защитного газа GMAW / MIG и GTAW / TIG.
How to Ball Tungsten for Aluminium Welding
Понимание сварки со всеми ее терминологиями и методами — тяжелая работа. Часто новички не могут понять, почему и как все делается. Одна из таких проблем — это шарик из вольфрама. Почему перед сваркой нужно шарить вольфрам? Обычный вольфрам тоже не работает?
Алюминий сложнее сваривать. Сварщикам часто легче работать со сталью или стальными сплавами, потому что алюминий нагревается при более высоких температурах.Для сварки алюминия обычно используется TIG. Иногда сварщик может использовать MIG и для сварки алюминия.
Для сварки вольфрамовым электродом в среде инертного газа (TIG) требуется неплавящийся вольфрамовый электрод. Он использует тепло, выделяемое электрической дугой между вольфрамовым электродом и металлической заготовкой. Для зажигания дуги традиционно использовался заостренный вольфрамовый электрод, но теперь мы знаем, что баллонный вольфрам дает лучшие результаты. Прокатка вольфрама для сварки алюминия требует от сварщика выполнения ряда действий.Хотя шарик из вольфрама — не единственный метод, который гарантирует лучшие результаты сварки, он является одним из основных, наряду со сварочной техникой, защитной проволокой и инертным газом, используемым при сварке алюминия.
Каковы уникальные проблемы сварки алюминия?
Сварщики часто обнаруживают, что сваривать алюминий сложнее, чем обычную сталь, и для этого требуются некоторые специальные настройки и приспособления. Так что же делает сварку алюминия такой сложной задачей? Основное различие между алюминием и сталью заключается в теплопроводности и пористости этих двух материалов.
Теплопроводность
Алюминий намного лучше проводит тепло, чем большинство металлов. Хотя это делает алюминий чрезвычайно полезным для других применений, при сварке это огромное неудобство. Более холодные части металла продолжают отводить тепло от сварочной ванны и могут сделать сварной шов более слабым и менее проникающим. Чтобы решить эту проблему, для сварки алюминия требуются значительно более высокие температуры, чем для сварки стали.
Пористость
В жидкой форме алюминий поглощает водород.Но когда он начинает затвердевать, он не может удерживать водород в той же форме. Таким образом, водород приводит к образованию пузырьков в алюминии, что приводит к проблемам с пористостью. Хотя водород не способен вызывать трещины в сварных швах алюминия, происходит горячее растрескивание. Иногда смесь аргона и гелия в качестве защитного газа помогает снизить образование пузырьков водорода и, таким образом, уменьшает пористость.
По этим причинам сварка алюминия требует большей концентрации, большей техники и большего контроля температуры.
Почему вольфрам используется при сварке?
Вольфрам — предпочтительный металл, который используется при сварке, поскольку это металл с температурой плавления среди всех чистых металлов. Вольфрам плавится при очень высокой температуре — 3422 ° C (6192 ° F). При сварке вольфрам должен быть неплавящимся. Таким образом, вольфрам используется для изготовления электродов, поскольку он выдерживает высокие температуры и не выгорает во время процесса. Следует ожидать некоторой эрозии, которая называется «выгоранием», но в целом вольфрам лучше других металлов, когда дело касается сварки алюминия.
Традиционно использовался только чистый вольфрам, но сейчас существует множество сплавов вольфрама, одобренных Международной организацией по стандартизации и Американским обществом сварки, которые обладают более высокими качествами, чем обычный вольфрам.
Что такое шарик из вольфрама?
Вольфрамовые шарики просто делают заостренные края вольфрамовых электродов более мягкими и округлыми. При работе с электродами из чистого вольфрама считается необходимым наложение шариков.
Почему вольфрам забит?
Говорят, что вольфрам со связками работает лучше и создает лучшую дугу, чем острые заостренные вольфрамовые электроды.Когда для изготовления электродов использовался только чистый вольфрам, считалось необходимым для оптимальной работы электродов скручивать электроды, но сегодня ответ меняется.
Поскольку на рынок поступает так много различных вольфрамовых сплавов, и все они одобрены Американским сварочным обществом, ответ на вопрос «Требуется ли шарик вольфрама для сварки алюминия?» изменилось. Если вы выберете вольфрамовые сплавы для изготовления электродов, которые вы будете использовать при сварке алюминия, вам совсем не нужно их свертывать.Некоторые из распространенных одобренных сплавов включают:
Серый вольфрам
Оксид церия (или оксид церия) в качестве легирующего агента улучшает стабильность дуги и имеет дополнительное преимущество в том, что он не радиоактивен!
Вольфрам с лантаном
Сплав оксида лантана (или лантана) также улучшает стабильность дуги и характеристики, а также не является радиоактивным.
Торированный вольфрам
Оксид тория (или тория) дает отличные характеристики дуги и отлично подходит для общего использования.Хотя с ним лучше всего работать, он радиоактивен и может представлять больший риск для здоровья, чем любые другие.
Цирконий вольфрам
Вольфрамовые электроды, содержащие оксид циркония (или диоксид циркония), улучшают стабильность дуги, а также увеличивают срок службы электродов, поэтому вам не нужно постоянно менять электроды.
Как крепится вольфрам для сварки алюминия?
Если вы работаете с чистым вольфрамом и вам нужно скруглить вольфрам для сварки алюминия, вот что вам нужно сделать.Надевайте защитную одежду и приступайте к работе. Не зацикливайтесь на том, чтобы сделать идеальный мяч на кончике; просто убедитесь, что вольфрам имеет округлую форму.
- Заточите одну сторону электрода из чистого вольфрама до острого кончика с помощью настольного шлифовального станка.
- Отложите заточенный электрод на 10 минут, дайте ему остыть.
- Заострите другой край электрода до точки, точно такой же, как и другой конец.
- Поместите вольфрамовый электрод в горелку TIG.
- Заземление сварочного аппарата TIG должно быть подключено к токопроводящей рабочей поверхности, а сверху должен быть помещен кусок алюминия.
- Поместите острый конец электрода на расстоянии 1/8 дюйма от алюминиевого лома. Теперь запустим сварщика. Дайте сварочному аппарату поработать 2–3 минуты, пока на кончике электрода не появится шарик размером 1/3 диаметра вольфрамового электрода.
- Снова дайте электроду отдохнуть. После того, как он остынет, вы можете использовать его для сварки алюминия.
Вот и все — полное пошаговое руководство по сварке вольфрама шариками для сварки алюминия.Однако сварщики больше даже не рекомендуют чистый вольфрам, так что избавьте себя от проблем и выберите лучшую альтернативу, которая не потребует от вас в первую очередь шариков.
Связанные вопросы
Какой инертный газ лучше всего использовать при сварке алюминия?
Идеальным выбором в качестве защитного газа при дуговой сварке алюминия является 100% чистый аргон. Чистый газообразный аргон и чистый газообразный гелий — два лучших варианта для использования во всех видах сварочных работ.
Опасно ли шариковое вольфрам?
Некоторые вольфрамовые сплавы радиоактивны и могут представлять опасность для здоровья, но в остальном налипание вольфрамового электрода не более опасно, чем сама сварка.Заточка торированного вольфрама может привести к образованию радиоактивной пыли, которая при попадании внутрь может быть очень опасной.
Можно ли использовать заостренный вольфрамовый электрод?
Да, можно, и традиционно заостренный электрод использовался часто, но лучше скручивать вольфрам, чтобы повысить стабильность дуги и улучшить характеристики.
Вольфрам какого типа следует использовать для сварки?
Вы можете выбрать из нескольких типов вольфрама:
- Редкоземельная смесь
- Торированный
- 2% лантанат
- Сертифицированный
- 0.8% циркония
Подобные сообщения:
Алюминий (Алюминий) | Электроды и сплавы
Алюминиевые стержневые электроды с флюсовым покрытием
Как ведущий мировой производитель электродов для дуговой сварки алюминия с покрытием из экструзионного флюса, Selectrode Industries специализируется на производстве электродов для всех кремниевых подшипников, а также электродов на основе марганца и чистого алюминия. Наша рецептура флюса известна своей наилучшей влагостойкостью в сочетании с необычайно хорошими характеристиками переноса дуги.Удаление шлака чрезвычайно простое, а наплавленный слой намного более плотный, чем у других продуктов. Уникальной особенностью нашего состава флюса является то, что его также можно использовать в качестве припоя для горелки.
И без того превосходный срок годности нашего электрода значительно увеличивается, когда клиенты заказывают упаковку в нашей собственной цельной алюминиевой, бесшовной банке со съемным кольцом. Эта банка была разработана нами, чтобы гарантировать устойчивость нашего продукта к поглощению влаги, особенно при хранении в условиях очень высокой влажности.Эта концепция упаковки означает герметичное запечатывание с точки зрения защиты продукта.
Как настоящий производитель этих электродов, Selectrode Industries может предложить индивидуальные цвета флюса с достаточно низкими минимальными требованиями к производственной партии. В настоящее время мы обычно производим эти электроды следующих цветов: белый, синий, зеленый и желтый. Белый и синий являются стандартными товарами на складе, а желтый и зеленый требуют минимальных производственных затрат всего 500 фунтов. (225 кг.) Кроме того, мы будем развлекаться разработкой других новых цветовых вариантов по запросу клиентов.
Дополнительные уникальные алюминиевые соединительные сплавы
Наш очень широкий ассортимент алюминиевых сварочных электродов дополняется припоями для горелки, включая единственный в своем роде алюминиевый припой с флюсовым покрытием и уникальную группу низкотемпературных припоев для соединения алюминия с самим собой, а также соединения алюминия с медью, сталью, нержавеющей сталью. и т.д. Selectrode производит полный спектр дополнительных флюсов, особенно подходящих для каждого из этих припоев и припоев.
Алюминиевые сплавы Mig и Tig
Специализация на производстве больших объемов алюминиевых сплавов позволяет нам предлагать чрезвычайно конкурентоспособные цены на очень широкий спектр сплавов Mig и Tig. В настоящее время мы можем поставить следующие марки алюминия: 1100, 4043, 4047, 4943, 5183, 5356, 5554, 6056 и 6088. Доступные диаметры: 030 дюймов (0,8 мм), 035 дюймов (0,9 мм), 3/64 дюйма (1,2 мм), 1/16 дюйма (1,6 мм), 5/64 дюйма (2,0 мм), 3/32 дюйма (2,4 мм), 1/8 дюйма (3,2 мм), 5/32 дюйма ( 4,0 мм) и 3/16 дюйма (4.8 мм). Вес катушки: 1 фунт (0,5 кг), 3 фунта. (1,4 кг) и 15 фунтов. (7кг.)
Выберите номер продукта из списка ниже, чтобы просмотреть технические описания или паспорт безопасности для этого продукта.
СохранитьСохранить
СохранитьСохранить
СохранитьСохранить
СохранитьСохранить
СохранитьСохранить
.