Расшифровка способов сварки MMA, TIG, MIG, MAG | ММА сварка для начинающих
- Расшифровка аббревиатур сварки MMA, TIG, MIG, MAG
- Технология TIG сварки
Многих начинающих сварщиков интересуют вопросы о том, как расшифровываются аббревиатуры типов сварки — MMA, TIG, MIG, MAG. Конечно же, неспециалисту очень сложно разобраться со всеми этими понятиями. Также, сложность заключается и в том, что по сей день нет жёстко классифицированных и регламентированных способов и приёмов.
Однако многие производители сварочных аппаратов и оборудования, все же придерживаются определенных аббревиатур. В данной статье сайта про ММА сварку mmasvarka.ru мы расскажем о том, что такое сварка MMA, TIG, MAG и MIG.
Расшифровка аббревиатур сварки MMA, TIG, MIG, MAG
MMA — это ручная дуговая сварка, которая осуществляется исключительно одним электродом. Данный способ сварки наиболее популярен, особенно в быту. Процесс ММА сварки основан на расплавлении металла и электрода в виде стержня со специальной обмазкой.
Материалы изготовления электродов для ММА сварки, как и состав обмазки, могут различаться. Таким образом, ручной дуговой сваркой можно варить разные металлы, сталь, чугун и т. д. Ручная дуговая сварка — это наиболее простой процесс соединения металлов, для осуществления которого потребуется сварочный инвертор и электроды подходящего типа.
TIG — дуговая сварка, которая в отличие от предыдущей, осуществляется неплавящимся электродом в среде инертного газа. Для TIG сварки применяются специальные вольфрамовые электроды, с очень высокой температурой плавления, свыше 3000 С.
Технология TIG сварки
Технология TIG сварки осуществляется следующим образом:
- Между концом вольфрамового электрода и заготовкой, как и при ММА сварке создается дуга;
- Поскольку для сварки используется неплавящийся электрод, то заполнение сварочной ванны происходит не им, а специальным присадочным материалом, проволокой или прутком;
- Кроме того, в процессе TIG сварки, используется инертный газ для защиты сварочной ванны.

В качестве защитного газа чаще всего применяется именно аргон. Данный газ не взаимодействует с присадочными материалами для сварки, а служит лишь в качестве защиты от негативных внешних факторов.
MAG и MIG — дуговая сварка в среде активного и инертного газа, аббревиатуры MIG и MAG соответственно. Для сварки используется чаще всего плавящаяся проволока, а под данными названиями, как правило, подразумевается полуавтоматическая сварка. Основную цель, которую преследовали создатели полуавтоматической сварки, это получение «бесконечного электрода», который даёт возможность добиться существенных результатов в работе.
расшифровка аббревиатуры и особенности сварки
На чтение 6 мин. Опубликовано
Специалисты по сварочным работам могут употреблять термины, непонятные человеку, не разбирающемуся в особенностях процессов. Такие аббревиатуры, как MAG или MIG-сварка, означают разные методики, которые используют для соединения деталей. Эти обозначения используют не только сварщики, но и производители профессионального оборудования.
Эти обозначения используют не только сварщики, но и производители профессионального оборудования.
Общая информация по аббревиатурам сварки
Сварку применяют для того, чтобы выполнить соединение металлических деталей. Работа сварщика состоит в расплавлении кромок элементов с помощью специальных приспособлений. После совмещения они застывают и образуют единое целое. Полученный шов отличается высокой прочностью и не поддается даже колебательным нагрузкам.
Виды сварки можно перечислить такие: MIG, MAG, MMA, TIG.
MMA расшифровывается как «ручная дуговая сварка». Этот способ распространен на производстве.
Методы сварки MIG, MAG представляют собой соединение металлов с помощью присадочной проволоки. Перемена букв в обозначениях — из-за написания на разных языках.
У TIG расшифровка такова: «вольфрам в инертном газе». Сварка TIG — дуговая разновидность, при проведении которой используется неплавящийся электрод. Процесс при ТИГ проходит в среде инертного газа.
Это тип работ проводится с использованием вольфрамовых стержней. Температура плавления может достигнуть более 3000 °С. С помощью оборудования расплавляют присадочную проволоку, заполняя зазор между заготовками.
Особенности MIG-сварки
Тем, кто не знает, что такое MIG-сварка, можно изучить следующую информацию. Процесс построен на использовании свойств инертного газа, который за счет большей, чем у кислорода, тяжести обволакивает образовавшуюся сварочную ванну и не дает расплавившемуся металлу окислиться.
Оборудование и расходники
Комплект оснастки для электродуговой сварки включает полуавтомат, трансформатор, газовый баллон с редуктором. К ним понадобятся газовая горелка, оснащенная приспособлением для подачи проволоки, шланги для газа и кабели для подачи энергии.
Выбирая сварочное оборудование для этого вида сварки, предпочтение отдают инверторным устройствам. Функции, встроенные в них, и дополнительные режимы делают технологию более простой и удобной.
Инвертор упрощает работы по соединению элементов, выполненных из нержавеющей стали, алюминия, тугоплавких материалов со сложным составом. Аппараты компактны, легковесны, могут быть подключены к любой из электросетей.
Для работы применяется инертный газ, который поставляется в баллонах, имеющих специальную маркировку. Подача регулируется с помощью редуктора.
Преимущества и недостатки
У этого прогрессивного способа соединения элементов достоинства таковы:
- Несложная технология, освоить которую не трудно даже начинающим.
- Возможность получить качественный шов.
- Не понадобится тратить время на замену электродов, обеспечивается высокая производительность.
- Не требуется проведения дополнительной обработки шва.
- Если необходимо длинное соединение, его легко сделать без остановок и повторного зажигания дуги.

Из недостатков можно упомянуть немалый вес аппарата, который осложняет его перемещение. Но опытные мастера справляются без особых сложностей.
Удобство выполнения процесса позволяет применять этот вариант сварки для работы на автоматических линиях сборки механизмов высокой точности, в производстве автомашин.
Технология сварки
Процесс сварки типа МИГ проходит с помощью электродуги в среде защитного газа, которая образуется между электродом и обрабатываемой поверхностью. При нажатии на курок горелки металл нагревается и плавится.
Заранее устанавливают напряжение, скорость подачи проволоки, количество газа. Проволока поступает к поверхности автоматически, сварщик только выполняет манипуляции с горелкой.
Перед началом сварочных работ необходимо выполнить зачистку металлических элементов, предназначенных для соединения. Конец проволоки не должен быть слишком длинным, иначе защитному газу не удастся действовать нормально.
MMA-сварка
MMA представляет собой вид ручной дуговой сварки, выполнение которой происходит с использованием одного электрода. В процессе работы плавится металл соединяемых элементов, образуется шлаковый слой, который покроет шовное соединение.
Чтобы осмотреть соединение, сварщик удаляет излишек шлака. Электрод — это стержень с обмазкой, состав которой может быть различным. Ее свойства позволяют соединить с помощью ручной дуговой сварки сталь, чугун и т.д. Источником тока может быть инвертор или трансформатор.
Оборудование и комплектующие
Комплект, необходимый для работы, составляют из таких компонентов:
- Генератор электродуги — для него используется инвертор или трансформатор.
- Механизм, подающий проволоку.
- Кабель, оснащенный зажимом.
- Защитный газ в баллоне.
- Баллон оснащается устройством для регулирования потока газа.
Для работы необходимы электроды — проволока из металла, покрытая составами с разными характеристиками. Выбор их зависит от материала поверхности свариваемых элементов.
Выбор их зависит от материала поверхности свариваемых элементов.
Достоинства и недостатки
Преимущества метода ММА в сварке — в том, что с его помощью можно соединить детали из любых видов металлических сплавов. Сварку можно выполнять в разных пространственных положениях, поэтому ее часто используют на сложных для доступа участках.
Недостатки метода — в невысокой скорости. Начинающим сварщикам выполнять его сложно. Навык исполнителя влияет на качество полученного шва. Если опыта мало, он будет плохим.
Как варить
Сварка MMA осуществляется так. Источник тока включают в розетку, подсоединяются кабели прямой и обратной полярности. Один из них фиксируют на детали с применением зажима, другой прикрепляют к электроду.
Образуется электроцепь, происходит формирование сварочной дуги, температура которой способна расплавлять металл. При отключении электротока металл остывает и кристаллизируется. В результате реакции происходит образование сварного шва.
Электрод плавится вместе с заготовкой. Капли попадают в сварочную ванну, в результате формируется шов, защищенный от влияния кислорода.
Сварка MAG
Режим MAG по технологии аналогичен варианту MIG. Он представляет собой сваривание с помощью плавления, используется атмосфера защитного газа. Такой подход помогает свести к минимуму химические реакции в металле при расплавлении.
Что необходимо
Чтобы выполнить работы с применением этого метода, нужны сварочный аппарат-полуавтомат, баллон с углекислым газом, дополнительные приспособления для соединения элементов. Выбирайте аппараты по маркам производителей с хорошей репутацией.
Нужна сварочная проволока. Подходит любой диаметр, но надо принимать во внимание толщину обрабатываемого материала и его свойства. Чаще других выбирают 0,5-4 мм.
Плюсы и минусы
Преимущества MAG в сравнении с другими методами следующие:
- Высокая степень защиты расплавляемой стали за счет защитного газа.
- Возможность работы в любом положении.
- Образование ровного соединения без шлака.
- Высокая производительность.
Способ MAG надежен и удобен. При формировании сварного соединения возможна его правка.
Особенности сварки
С помощью MAG можно выполнять соединение только легированных и низколегированных видов стали. Формирование шва происходит в результате расплавления металла и проволоки. Форму сварного валика определяет рабочий, перенеся проволоку в сварочную ванну.
Вместо заключения
Выбор типа сварки надо определять по тому, с какими металлами предстоит работать. На выбор может повлиять и запланированный объем. Чтобы работа была выполнена быстро и аккуратно, исполнитель должен иметь необходимые навыки.
Режимы сварки -расшифровка распространенных терминов Статьи
« НазадРежимы сварки -расшифровка распространенных терминов 30. 06.2017 12:22
06.2017 12:22
Сварка пульсирующим током
Рассмотрим некоторые режимы сварки пульсирующим током, если металл сваривают MIG/MAG способом (Arc – это дуга):
Short Arc – сварка производится пульсирующим током. Причём, процесс сварки представляет из себя серию коротких замыканий, когда расплавленный металл сварочной проволоки периодически накоротко замыкает сварочное напряжение. Такой режим применяется для сварки тонкого металла при токах менее 200А.
Spray Arc – сварка также производится пульсирующим током. Однако, форма импульсов тока несколько иная, нежели в режиме Short Arc. В результате, перенос расплавленного металла происходит в капельном режиме. Такой режим применяется для сварки относительно толстого металла.
Pulse Arc – разновидность режима Spray Arc, однако с другой скважностью импульсов и с меньшей величиной сварочного тока. Очень хорош при сварке алюминия и нержавеющей стали.
Pulse on Pulse Arc – импульсы сварочного тока представляют из себя наложение импульсов тока низкой и высокой частот. Позволяют получить высокое качество и хороший внешний вид сварного шва.
Аrc Force – регулировка энергии дуги.
Hot start – горячий старт: сварочный ток увеличен в начале сварки.
Lift – высокочастотный поджиг дуги. Часто используется при TIG – сварке. В этом режиме дуга зажигается не от короткого замыкания электрода со свариваемым металлом, а бесконтактно, на некотором расстоянии от него.MMA (Manual Metal Arc) или
MMAW (Manual Metal Arc Welding) — ручная дуговая сварка штучными покрытыми электродами.
Аргонодуговая сварка
TIG (Tungsten Inert Gas) — дуговая сварка неплавящимся электродом в среде инертного защитного газа; чаще всего используется для указания на ручную сварку.
GTA (Gas Tungsten Arc) — указывает на образование дуги при помощи вольфрамового электрода.
WIG (Wolfram Inert Gas) — обозначение метода TIG, используемое в немецкоязычной литературе.
GTAW (Gas Tungsten Arc Welding) — обозначение, используемое для указания на применение метода TIG при автоматической (роботизированной) сварке.
TIG-CW (Cold Wire) — обозначение, используемое для указания на применение метода TIG с подачей нейтральной (холодной) присадочной проволоки.
TIG-HW (Hot Wire) — обозначение, используемое для указания на применение метода TIG с подачей электропроводящей (подогретой) присадочной проволоки.
TIG-DC (Direct Current) — обозначение, используемое для указания на применение метода TIG на постоянном токе.
TIG-AC (Alternating Current) — обозначение, используемое для указания на применение метода TIG на переменном токе.
Полуавтоматическая сварка
MIG (Metal Inert Gas) или MIGW (Metal Inert Gas Welding) — дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного защитного газа с автоматической подачей присадочной проволоки.
MAG (Metal Active Gas) или MAGW (Metal Active Gas Welding) — дуговая сварка плавящимся металлическим электродом (проволокой) в среде активного защитного газа с автоматической подачей присадочной проволоки.
GMA (Gas Metal Arc) — указывает на образование дуги из ионов металла присадочной проволоки.
GMAW (Gas Metal Arc Welding) — обозначение, используемое для указания на применение метода MIG/MAG при автоматической (роботизированной) сварке.
FCAW (Flux Core Arc Welding)- дуговая сварка плавящейся порошковой проволокой с автоматической подачей присадочной проволоки; про волока самозащитная или для сварки в среде защитного газа.
Сварка под флюсом
SAW (Submerged Arc Welding) или SMAW (Submerged Metal Arc Welding) – буквально, сварка «погруженной дугой»; автоматическая дуговая сварка металлическим электродом (проволокой) под слоем флюса.
UP (Under Pulver) — обозначение метода SAW, используемое в немецкоязычной литературе.
Плазменная сварка
PAW (Plasma Arc Welding) — плазменная сварка (сварка сжатой дугой).
PTAW (Plasma Transferred-Arc Welding) — плазменная сварка дугой прямого действия.
Также аббревиатуры плазменной сварки могут быть дополнены обозначениями, идентичными для сварки TIG:
PAW-CW (Cold Wire) — плазменная сварка с подачей нейтральной (холодной) присадочной проволоки.
PAW-HW (Hot Wire) — плазменная сварка с подачей электропроводящей (подогретой) присадочной проволоки.
PAW-DC (Direct Current) — плазменная сварка на постоянном токе.
PAW-AC (Alternating Current) — плазменная сварка на переменном токе.
Какой аппарат лучше всего сварит нержавейку
Уважаемые начинающие сварщики, эта статья написана для вас. Мы изучили все часто задаваемые вопросы о сварке в режимах TIG и MIG и сделали небольшую статью, в которой ответили на эти вопросы. Возможно, это поможет вам при работе с оборудованием.
Блок: 1/6 | Кол-во символов: 255
Источник: https://svarkamall.ru/stati/103-svarka-v-rezhimah-tig-i-mig.html
Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.

Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.
Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Блок: 2/5 | Кол-во символов: 3793
Источник: https://svarka.guru/vidy/thermo/dugovaya/tig-mig-mag-mma.html
Особенности сварки ММА
Работать с нержавеющей сталью могут как трансформаторные, так и инверторные аппараты. Особенно такая сварка распространена на бытовом уровне и в небольших цехах, где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
В ММА-сварке важен правильный выбор электродов.
Электроды
Для работы с нержавеющей сталью подходят два вида электродов — основные ( типа СЭЗ ЗИО-8 d4,0) и рутиловые (Lincoln Electric Omnia 46 D3,0). Первые — это покрытые электроды с внешним слоем из карбоната магния или кальция. Они предназначены для постоянного тока обратной полярности. Это значит, что к электроду подключается «+» аппарата, а к свариваемой детали «—». Диаметр электрода выбирается по толщине свариваемой стали и ее марке.
Рутиловые электроды защищенные двуокисью титана (TiO2). Работать с ними можно как при постоянном токе с такой же полярностью, как и в первом случае, так и с переменным током. Они отлично держат дугу и практически не создают брызг металла, что характерно для основных электродов.
Таблица 1. Выбор электродов для нержавейки при сварке ММА
Выбирать электроды, зная марку свариваемой стали, лучше всего по ГОСТ 10052, где для каждого металла из марочника высоколегированных сталей указан точно подобранный электрод.

Почему так важен подбор электродов? Хром, находящийся в составе стали, очень активно взаимодействует с кислородом атмосферы и образует пленку толщиной в несколько атомов, которая, тем не менее, препятствует соединению расплава из разных частей соединяемых деталей. Покрытие электрода, сгорая, создает защитную атмосферу, которая не допускает в сварочную ванну кислород и азот. Но для нержавейки следует подбирать специальный состав защитной атмосферы, поэтому не все виды электродов подходят.
Блок: 2/5 | Кол-во символов: 1888
Источник: https://WikiMetall.ru/oborudovanie/chem-varit-nerzhaveyku.html
Для аргонодуговой сварки TIG вам понадобится:
- Сварочный аппарат аргонодуговой сварки.
- Баллон с газом (Аргон или Гелий)
- Редуктор.
- Присадочный пруток.

На что в первую очередь стоит обратить внимание
- Большинство аппаратов TIG варят металлы на постоянном токе DC. Если вам нужно варить алюминий – необходимо приобрести аппарат сваривающий металлы на переменном токе AC. Аппарат на постоянном токе DC никогда не будет варить алюминий! Только на переменном токе AC можно сваривать алюминий.
- TIG сваркой можно сваривать: сталь, алюминий, медь, титан и два разнородных металла. Этот процесс идеально подходит для сварки труднодоступных швов, швов формы S, углов. Сварка аппаратом TIG позволит выполнить очень тонкие и качественные швы, особенно там, где важно чтобы шов был не заметен. Так как вы сами контролируете весь процесс сварки с помощью сварочной горелки , вы сможете делать косметические швы, автомобильные, сваривать тонкие металлы.
- Газ. В 99% случаев вам понадобиться Аргон. Очень редко используют Гелий, например американская ассоциация сварщиков рекомендует использовать Гелий для сварки меди, но Гелий очень дорогой и по этому все используют Аргон. Газ нужен для того, чтобы в сварочную ванну не попадал воздух, который разрушит соединение. Аргон – инертный газ, он безвреден для дыхания и не взрывоопасен.
- Присадочный пруток. Как правило он продается в тубах. Когда вы поднесете горелку к металлу и по вольфрамовому электроду пойдет ток на изделия которые вы будете сваривать – вам необходимо будет подсовывать присадочный пруток. Ток будет расплавлять металл и присадочный пруток, который в свою очередь будет образовывать сварочный шов. По мере продвижения горелки шов будет остывать и сваривать прочно изделия.
- Редуктор. Вам понадобиться специальный редуктор для Аргона, который присоединяется к баллону с газом.
- Вольфрамовый электрод – перед тем как вы выбрать вольфрамовый электрод нужно понимать какой металл вы будете сваривать, в принципе есть универсальный вариант WC 20 (серый). Если вы будете сваривать алюминий, то кончик электрода нужно заточить в форме шарика, а если вы будете сваривать стальные изделия – нужно заточить в форме острого наконечника. Заточить электрод можно на любом шлифовальном станке.
 Газ нужен для того, чтобы в сварочную ванну не попадал воздух, который разрушит соединение. Аргон – инертный газ, он безвреден для дыхания и не взрывоопасен.
Газ нужен для того, чтобы в сварочную ванну не попадал воздух, который разрушит соединение. Аргон – инертный газ, он безвреден для дыхания и не взрывоопасен. Заточить электрод можно на любом шлифовальном станке.
Заточить электрод можно на любом шлифовальном станке.Блок: 2/6 | Кол-во символов: 2289
Источник: https://svarkamall.ru/stati/103-svarka-v-rezhimah-tig-i-mig.html
Аппараты для сварки нержавейки
Выбор, каким аппаратом варить нержавейку, зависит от уподобаний и квалификации сварщика. Но, по мнению подавляющего большинства профессионалов, лучше всего для РДС высоколегированных марок сталей подходят инверторные аппараты. При покупке обращайте внимание на такие основные параметры, которые очень сильно влияют на результат работы с нержавейкой:
- Рабочий диапазон температур. Некоторые инверторы не способны работать при отрицательных температурах. У качественного инвертора для нержавейки диапазон начинается от -10 0С и ниже.
- Сила сварочного тока достаточна в пределах 30-180А;
- Наличие Hot Start, Anti-Stick и Arc Force — обязательно;
- Мощность аппарата должна обеспечивать возможность применения электродов диаметром до 4 мм.

Если ориентироваться на конкретные модели, то для сваривания нержавейки в бытовых и полупрофессиональных условиях отличными характеристиками обладают однофазные аппараты Сварог PRO ARC, ПАТОН ВДИ-200P, Сварог TECH ARC. Они не являются самыми лучшими, но их характеристики можно использовать, как ориентиры при выборе среди моделей других производителей. Для профессиональной работы вполне подойдут WM Pico 162, Lincoln Electric, KEMPPI Minarc.
В семействе трехфазных лучшим выбором будут Сварог ARC 315 Lincoln Electric, EWM Pico, BRIMA ARC.
Блок: 3/5 | Кол-во символов: 1296
Источник: https://WikiMetall.ru/oborudovanie/chem-varit-nerzhaveyku.html
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
 Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Блок: 4/5 | Кол-во символов: 1464
Источник: https://svarka.guru/vidy/thermo/dugovaya/tig-mig-mag-mma.html
Сварка MIG в полуавтоматическом режиме
На наш взгляд, один из самых практичных типов сварки — это сварка полуавтоматом в среде активных газов.
Для корректной работы сварочного полуавтомата вам понадобится углекислота (СО2) или смесь инертных газов, например Аргон + СО2, соответствующий газу редуктор, а также сварочная проволока (сплошного сечения или порошковая. Во время сварочного процесса из сопла горелки подается сварочная проволока и защитный газ. Задача газа — создать защитную оболочку, оттеснив воздух из сварочной ванны, тем самым защитить сварной шов от попадания кислорода и азота. Смесь аргона с углекислым газом способствуют повышению стабильности дуги, а также улучшает формирование шва при сварке тонколистового металла.
Для подбора диаметра сварочной проволоки ниже мы привели универсальную таблицу
Толщина металла, мм. | 0.5-1.0 | 1.0-2.0 | 2.0-4.0 | 5.0-8.0 | 8.0-12 | 12-18 |
| Диаметр сварочной проволоки, мм. | 0.5-0.8 | 0.8-1.0 | 1.0-1.2 | 1.6-2.0 | 2.0 | 2.0-2.5 |
При расходе газа 20 л/мин. углекислота превращается в сухой лед. Что бы предотвратить замерзание редуктора, советуем вам приобретать регуляторы расхода газа с подогревом. Как правило, подогрев подключается к розетке 36В, которой оснащены большинство сварочных полуавтоматов.
При выборе аппарта обращайте внимание какой мксимальный диаметр проволоки вы можете использовать. Как правило, все «бытовые» аппараты имеют максимальный диаметр 1.0 мм. Настройки аппарата подогнаны под эту толщину сварочной проволоки и корректная работа аппарата возможна только при соблюдении этого диаметра. Промышленные аппараты могут варить более оолстой проволокой. Если вы берете аппарат в гараж или на дачу, вам достаточно будет аппарата который выдает до 140А. Многие производители делают такие аппараты с максимальным током до 180 Ампер.
Если вы берете аппарат в гараж или на дачу, вам достаточно будет аппарата который выдает до 140А. Многие производители делают такие аппараты с максимальным током до 180 Ампер.
Обычно покупается инверторная техника, но кому-то нравится рабоать трансформаторной. Например полуавтомат ELAND MIG 195 очень часто покупается в нашем интернет-магазине. Инверторный аппарат от компании Сварог EASY MIG 160 N219 может сваривать алюминий.
Блок: 5/6 | Кол-во символов: 2196
Источник: https://svarkamall.ru/stati/103-svarka-v-rezhimah-tig-i-mig.html
Сварка нержавейки МИГ/МАГ
Полуавтоматическая сварка нержавейки доступна даже при не слишком больших профессиональных навыках и умениях. Но в руках профессиональных сварщиков аппараты MIG творят настоящие чудеса, справляясь как с тончайшими листами, так и с громоздкими рельефными деталями.
Аппарат МИГ/МАГ должен иметь возможность настроек для работы короткой дугой (для тонких листов), струйным переносом и в импульсном режиме. Газ используется вместе с монолитной нержавеющей проволокой, при сварке порошковой — газ не обязателен. Но порошковая проволока может применяться только при не слишком ответственных работах — со временем шов может покрываться налетом ржавчины. Идеальный случай — нержавеющая проволока по ГОСТ 2246-70 в атмосфере аргона или аргона и гелия.
Газ используется вместе с монолитной нержавеющей проволокой, при сварке порошковой — газ не обязателен. Но порошковая проволока может применяться только при не слишком ответственных работах — со временем шов может покрываться налетом ржавчины. Идеальный случай — нержавеющая проволока по ГОСТ 2246-70 в атмосфере аргона или аргона и гелия.
Лучшие аппараты — Сварог EASY MIG, ФЕБ НОРМА, BRIMA, TRITON MIG 300, профессиональные — EWM Picomig, KEMPPI Minarc MIG EVO 170, Lincoln Electric.
Приглашаем читателей поделиться собственным опытом сварочных работ с нержавейкой. Практические навыки, собственные находки, нестандартные подходы к использованию оборудования — пишите нам обо всем.
Блок: 5/5 | Кол-во символов: 1108
Источник: https://WikiMetall.ru/oborudovanie/chem-varit-nerzhaveyku.html
Количество использованных доноров: 3
Информация по каждому донору:
- https://svarkamall. ru/stati/103-svarka-v-rezhimah-tig-i-mig.html: использовано 3 блоков из 6, кол-во символов 4740 (26%)
- https://svarka.guru/vidy/thermo/dugovaya/tig-mig-mag-mma.html: использовано 4 блоков из 5, кол-во символов 9154 (50%)
- https://WikiMetall.ru/oborudovanie/chem-varit-nerzhaveyku.html: использовано 3 блоков из 5, кол-во символов 4292 (24%)
 ru/stati/103-svarka-v-rezhimah-tig-i-mig.html: использовано 3 блоков из 6, кол-во символов 4740 (26%)
ru/stati/103-svarka-v-rezhimah-tig-i-mig.html: использовано 3 блоков из 6, кол-во символов 4740 (26%)Информация о методе ручная дуговая сварка mma
Ручная дуговая сварка – вид электрической сварки, выполняемой сварочным аппаратом вручную без использования автоматических или других механизмов. Часто для обозначения ручной сварки используется аббревиатура РДС или MMA (от английского Manual Metal Arc).
Метод ручной сварки предполагает использование присадочной проволоки в качестве электрода, закрепленного в электрододержателе. Электрическая дуга при этом создается между электродов и заготовкой.
В отличие от сварок типа TIG и MIG/MAG электрод при ручной сварке MMA постоянно уменьшается, что ведет к увеличению расстояния между электродом и заготовкой. Сварщик в ходе работы должен поддерживать это расстояние вручную, постоянно приближая электрод к заготовке. Это влечет за собой необходимость постоянного повышения производительности при проведении ручной сварки.
Сварщик в ходе работы должен поддерживать это расстояние вручную, постоянно приближая электрод к заготовке. Это влечет за собой необходимость постоянного повышения производительности при проведении ручной сварки.
Для повышения производительности сварки MMA необходимо тщательно выбирать рабочее оборудование, кабели подключения и другие вспомогательные устройства в соответствии с конкретным рабочим местом. Рабочее место при этом важно содержать в чистоте и порядке. Поддержание чистоты повышает общую скорость работы.
В первую очередь стоит использовать современную защитную сварочную маску. Она позволит ускорить процесс сварки, резки или полировки с помощью специального самозатемняющегося экрана. Уровень затемнения можно изменять с помощью специального регулятора освещенности. Соответственно в процессе работы не приходится снимать или менять маску при изменении уровня освещения или переходе между этапами работы.
Производительность работы напрямую зависит от выбранного сварочного аппарата.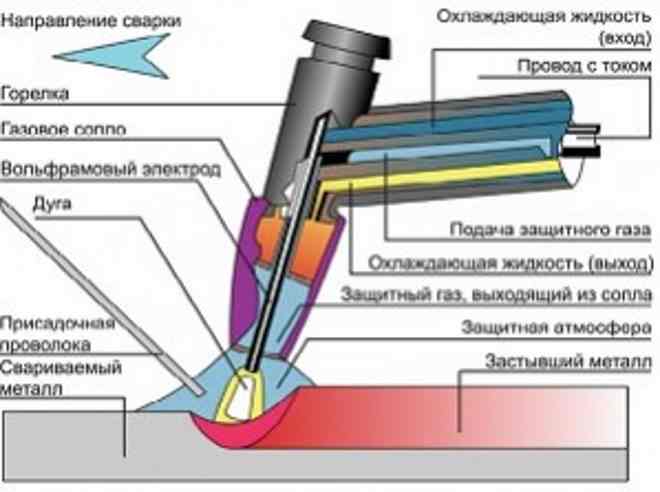 Так не стоит выбирать самый большой аппарат с максимальным функционалом. Это значительно замедлит работу в случае необходимости перемещения оборудования на новое рабочее место. Размер устройства должен соответствовать максимальному размеру электродов, используемых на каждой конкретной площадке. При необходимости выбора тяжелого аппарата или увеличения общего веса оборудования рекомендуется использовать специальную тележку для перемещения. Она может пригодиться также в тех случаях, когда вес оборудования невелик, но размеры затрудняют перемещение.
Так не стоит выбирать самый большой аппарат с максимальным функционалом. Это значительно замедлит работу в случае необходимости перемещения оборудования на новое рабочее место. Размер устройства должен соответствовать максимальному размеру электродов, используемых на каждой конкретной площадке. При необходимости выбора тяжелого аппарата или увеличения общего веса оборудования рекомендуется использовать специальную тележку для перемещения. Она может пригодиться также в тех случаях, когда вес оборудования невелик, но размеры затрудняют перемещение.
Увеличить производительность позволит конкретный тип сварочного аппарата. Инверторные сварочные аппараты отличаются небольшим размером и весом, но при этом позволяют регулировать динамические параметры сварки. Это обеспечивает более чистый шов и сокращает объем дополнительных работ после сварки. Для работы с инверторными аппаратами используются специальные источники питания с высокими показателями продолжительности включения, позволяющими снизить энергозатраты.
Оснащение сварочных аппаратов пультами дистанционного управлениязначительно ускоряют сварочный процесс, в особенности на монтажных площадках. При использовании пульта сварщик при необходимости изменения параметров сварки не должен постоянно подходить к оборудованию, осуществляя контроль на расстоянии. Это позволяет значительно повысить качество и производительность работы.
Длина сварочного кабеля должна быть оптимальной для каждого рабочего места. Слишком длинный кабель увеличивает вес оборудования и усложняет перемещение. Короткий кабель невозможно удобно разместить.
Электрододержатель должен соответствовать максимальному току на данном типе оборудования. Слишком большой или слишком маленький держатель, не соответствующий параметрам тока сварочного аппарата, снижает безопасность работы оборудования и повышает опасность для сварщика. Кроме того, большой электрододержатель затруднит доступ к месту сварки и замедлит весь процесс.
Сварочный электрод выбирается в точном соответствии с планируемыми работами и используемым оборудованием. В первую очередь следует выбирать высокопроизводительные электроды со специальным покрытием из порошкового железа и присадочного материала. Такое покрытие в процессе сварки плавится, дополняя шов и повышая выход от использования электрода. Подробная информация об электродах высокой производительности приводится в специальных перечнях присадочных материалов от производителей электродов.
Порядок работы необходимо планировать заранее в зависимости от поставленной задачи. При планировании важно обеспечить максимальную эффективность и производительность. При работе необходимо соблюдать технику проведения ручной дуговой сварки.
Ручная дуговая сварка сегодня является самым доступным сварочным методом и может применяться практически в любых условиях. Сварка MMA с использованием современного оборудования практически универсальна. Ручная сварка широко применяется на монтажных площадках на открытом воздухе и при работе в труднодоступных для сварочных машин местах.
Ручная сварка широко применяется на монтажных площадках на открытом воздухе и при работе в труднодоступных для сварочных машин местах.
Ручная сварка используется повсеместно и не только в промышленности. Так сварка MMA оптимально подойдет для сварки трубопроводов. Помимо крупных монтажных площадок ручная сварка используется в небольших ремонтных цехах, а также мастерами-любителями. Универсальность метода подойдет даже для проведения подводных сварочных работ при условии использования соответствующих специальных присадочных материалов.
MIG/MAG и MMA и TIG: что это такое и расшифровка, как выбрать универсальный аппарат для сварки по технологи
Немногим читателям понятен смысл аббревиатур mig mag mma, применяемых в сварочных работах, но профессиональный сварщик понимает разницу этих методов. Производители оборудования для сварки и сопутствующих материалов четко придерживаются именно этих обозначений, поэтому мы подробно расскажем о каждом.
Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.

Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.
Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.
При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.
С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком.
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок.
В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
 Фиксация происходит зажимом или гайкой.
Фиксация происходит зажимом или гайкой.На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Выводы
Для успешного выполнения сварки разными методами, исполнитель должен обладать теоретическими знаниями и практической подготовкой, чтобы быстро сменить горелку на мощном универсальном оборудовании. Силу тока и регулировку подачи газа узнают из соответствующих таблиц с указанием диаметра присадочной проволоки.
Загрузка…Основы сварки. Термины.
 — багги-планс.рф
— багги-планс.рфЧасто в описании сварочного аппарата пишут MMA сварочный аппарат ПВ-60%. Постараюсь рассказать что это за сокращения и как их расшифровать.
Что означает аббревиатура ММА сварка?
MMA-сварка — это привычная всем и применяемая повсеместно сварка покрытым электродом. Вообще ММА расшифровывается как «ручная металлическая сварка». Также этот вид сварки называют SMAW-сварка («сварка в защитной атмосфере»). Покрытый электрод выполняет одновременно функции и источника металла для формирования сварочного шва, и защитной среды для сварочной ванны, с целью предохранения ее от воздействия атмосферного воздуха. Электрод плавится от нагрева электрической дугой между ним и заготовкой, и капли расплавленного металла стекают в сварочную ванну. Покрытие электрода испаряется от нагрева и образует газовую защитную среду.
Что означает аббревиатура TIG сварка? (в просторечии это «аргон»)
TIG-сварка (она же — GTAW-сварка) подразумевает сварку неплавящимся электродом в среде защитного газа (как правило — аргона). Электрод сделан из вольфрама и в процессе сварки не расходуется (в отличии от ММА-сварки). Дуга горит между электродом и заготовкой, а металл в виде присадочного прутка подается в сварочную ванну вручную или автоматически. Дуга, сварочная ванна и электрод защищаются путем подачи из горелки в зону сварки аргона, храняещегося под давлением в баллоне.
Электрод сделан из вольфрама и в процессе сварки не расходуется (в отличии от ММА-сварки). Дуга горит между электродом и заготовкой, а металл в виде присадочного прутка подается в сварочную ванну вручную или автоматически. Дуга, сварочная ванна и электрод защищаются путем подачи из горелки в зону сварки аргона, храняещегося под давлением в баллоне.
Швы, полученные при TIG-сварке, получаются исключительно чистыми, прочными и надежными, нередко даже не нуждаются в дополнительной обработке и зачистке — ведь шлак и окалина просто отсутствуют. Сваривать по данной технологии возможно фактически любые металлы. Поэтому TIG-сварка просто незаменима при работе с нержавейкой, аллюминием, легкими сплавами, в авиастроении и многих других областях.
Незначительными недостатками TIG-сварки являются зависимость от аргона (довольно дорогой газ и тяжелый баллон) и достаточно высокие требования к квалификации сварщика.
Что такое MIG/MAG сварка? (сварка «полуавтоматом»)
MIG/MAG-сварка — это сварка плавящимся электродом в среде газа. В качестве электрода выступает сварочная проволока диаметром от 0,6 до 4 мм., которая подается специальным блоком подачи. Дуга и сварочная ванна защищаются от воздействия атмосферного воздуха потоком инертного (MIG) или активного (MAG) газа. Активный газ кроме защиты соединения еще и участвует в формировании сварочного шва как активный компонент. Этот вид сварки также называют полуавтоматической сваркой. Кроме этого, для обозначения этого вида сварки используется и сокращение GMAW-сварка (сварка металлическим электродом в среде защитного газа)
В качестве электрода выступает сварочная проволока диаметром от 0,6 до 4 мм., которая подается специальным блоком подачи. Дуга и сварочная ванна защищаются от воздействия атмосферного воздуха потоком инертного (MIG) или активного (MAG) газа. Активный газ кроме защиты соединения еще и участвует в формировании сварочного шва как активный компонент. Этот вид сварки также называют полуавтоматической сваркой. Кроме этого, для обозначения этого вида сварки используется и сокращение GMAW-сварка (сварка металлическим электродом в среде защитного газа)
Что такое «ПВ» и какого его значение для аппарата?
ПВ — или «продолжительность включения» (иначе еще называется ПН -продолжительность нагрузки)- крайне важный показатель работы любого сварочного аппарата — инверторного, или трансформаторного, полуавтомата или аппарата РДС — не важно. Итак, ПВ (ПН) — это продолжительность десятиминутного сварочного цикла, выражающаяся в %, при определенной температуре окружающей среды. Показатель определяет, сколько времени на максимальной мощности, аппарат способен работать до самоотключения от перегрева. Например, что бы было понятно если ПВ 50%, это значит, что аппарат будет 5 минут работать и 5 минут «отдыхать» (50/50). Другой пример если ПВ=60% (ПВ 60% и выше это уже ПВ профессионального оборудования)при температуре 20С, это значит, что из 10 минут сварочного цикла он отработает не выключаясь на максимальной нагрузке 6 минут (при максимальной толщине электрода диаметром 4 мм), и 4 минуты будет «отдыхать». А вот любые аппараты трансформаторного типа не дают ПВ больше 20% (максимум 30%). Это значит, что при ПВ 20%, в десятиминутном цикле, аппарат 2 минуты работает и 8 (!!!) минут аппарат и сварщик отдыхают))).
Показатель определяет, сколько времени на максимальной мощности, аппарат способен работать до самоотключения от перегрева. Например, что бы было понятно если ПВ 50%, это значит, что аппарат будет 5 минут работать и 5 минут «отдыхать» (50/50). Другой пример если ПВ=60% (ПВ 60% и выше это уже ПВ профессионального оборудования)при температуре 20С, это значит, что из 10 минут сварочного цикла он отработает не выключаясь на максимальной нагрузке 6 минут (при максимальной толщине электрода диаметром 4 мм), и 4 минуты будет «отдыхать». А вот любые аппараты трансформаторного типа не дают ПВ больше 20% (максимум 30%). Это значит, что при ПВ 20%, в десятиминутном цикле, аппарат 2 минуты работает и 8 (!!!) минут аппарат и сварщик отдыхают))).
Промышленные технологии / Сварочные технологии
Промышленные технологии / Сварочные технологии- Дом
- Администрация
- легкая атлетика
- Центр карьеры
- Студенческие организации
- Ресурсы для студентов
- Учителя
- »
- Адамс, Криста
- Андерсон, Аллан
- Арбич, Бекки
- Арбич, Клэр
- Армстронг, Энди
- Армстронг, Марк
- Болл, Кристина
- Бовен, Брэдли
- Беркитт, Меган
- Кларк, Иеремия
- Эви, Кари
- Гарднер, Дебра
- Гринер, Келли
- Гамак, Энн
- Хендерсон, Герберт
- Хендерсон, Джули
- Мэтью Джонсон
- Кенн, Сьюзан
- Lake, Иоиль
- Люсье, Джо Энн
- Markstrom, Мартина
- Джим Мартин
- МакКаун, Кейн
- Менар, Скотт
- Менар, Трейси
- Мур, Кэтлин
- О’Коннор, Мэри
- Осборн, Том
- Паулюс, Аманда
- Паулюс, Тревор
- Пиошак, Пол
- Рэмбо, Грег
- Сайзмор, Кристина
- Смит, Янтарь
- Strader, Тим
- Сугитт, Хизер
- Талентино, Сьюзи
- ван дер Шали, Эдвард
- Уорнер, Ларри
- Watchorn, Кэти
- Веттон, Коди
- Уайт, Энн
- Фитиль, Джин
- Фортин, Андре
- Велнес
- Календарь
различных видов сварки | Программа сварки
Существует множество различных процессов сварки для различных типов металлоконструкций. Информация об этих различных методах и применениях сварки очень важна для тех, кто ищет сварочную карьеру, и для тех, кто начинает заниматься квалифицированной профессией. Если вы один из таких будущих сварщиков, вам следует узнать о некоторых доступных в настоящее время методах сварки.
Информация об этих различных методах и применениях сварки очень важна для тех, кто ищет сварочную карьеру, и для тех, кто начинает заниматься квалифицированной профессией. Если вы один из таких будущих сварщиков, вам следует узнать о некоторых доступных в настоящее время методах сварки.
Обычные процессы сварки
Дуговая сварка металла в газовой среде (GMAW | MIG)
Это очень распространенный процесс сварки, известный как MIG / MAG / GMAW. Это основной сварочный процесс.В газовой дуговой сварке используются две независимо работающие проволоки, каждая со своими источниками питания, режимами работы и устройствами подачи. Процессы GMAW обычно создают свои сварные швы в областях, где тандемные проволоки проходят вдоль линии соединения. GMAW имеет множество применений и является предпочтительным методом сварки в областях строительства, судостроения, автомобилестроения и морского бурения.
Плазменно-дуговая сварка (PAW)
Плазменно-дуговая сварка или PAW — это процесс создания электрической дуги между спеченным вольфрамом (или другим электродом) и заданной заготовкой. Все методы дуговой сварки в той или иной степени включают плазменную сварку. Это связано с тем, что при дуговой сварке выделяются частично ионизированные газы, а в случае плазменно-дуговой сварки — полностью ионизированные газы. Плазма сжимается в PAW медным соплом с мелкими отверстиями и выходит из него со скоростью, близкой к скорости звука. PAW находит применение в плазменной резке, металлургии, глубоководной резке, нагревании материалов и наплавке алмазных пленок.
Все методы дуговой сварки в той или иной степени включают плазменную сварку. Это связано с тем, что при дуговой сварке выделяются частично ионизированные газы, а в случае плазменно-дуговой сварки — полностью ионизированные газы. Плазма сжимается в PAW медным соплом с мелкими отверстиями и выходит из него со скоростью, близкой к скорости звука. PAW находит применение в плазменной резке, металлургии, глубоководной резке, нагревании материалов и наплавке алмазных пленок.
Сварка атомарным водородом (AHW)
Сварка атомарным водородом была изобретена Ирвингом Ленгмюром в прошлом веке.В этом способе сварки электрическая дуга создается внутри защитного экрана из атмосферного водорода. Дуга проходит через поле молекул водорода и разбивает их. Эти молекулы водорода рекомбинируют и при этом создают поразительный уровень тепла, варьирующийся от 3400 до 4000 градусов по Цельсию. Этот метод также называется AHW или дуговой атомной сваркой. В сварочной промышленности на смену AHW пришли более современные методы. AHW все еще может использоваться для производства нержавеющей стали и других типов металлических сплавов.
AHW все еще может использоваться для производства нержавеющей стали и других типов металлических сплавов.
Дуговая сварка экранированным металлом (SMAW)
Дуговая сварка в экранированном металле, известная в сварочной отрасли как ручная сварка или ручная дуговая сварка металлическим электродом / MMA, представляет собой метод ручной дуговой сварки. Плавящийся электрод и заготовка плавятся после того, как между ними возникла электрическая дуга. Это взаимодействие между электродом и заготовкой создает сварочную ванну, которая в конечном итоге остывает до образования стыка. Флюсовое покрытие электрода служит защитным газом от загрязнения из окружающей среды.Он имеет множество применений в областях промышленного производства, стальных конструкций, производства сплавов, производства чугуна и обработки цветных металлов.
Газовая вольфрамо-дуговая сварка (GTAW)
Также называемая сваркой вольфрамовым инертным газом (TIG), это сварочный процесс, в котором вольфрамовый электрод используется для создания сварного шва в гелии или аргоне (инертный газ). газ) среда. Любой из этих газов может защитить область сварного шва от атмосферных загрязнений, таких как окисление.Газовая вольфрамовая дуговая сварка обычно применяется для сварки профилей из медных сплавов, магния, нержавеющей стали и алюминия. Этот процесс интенсивно используется в аэрокосмической промышленности, а также в областях технического обслуживания, производства сплавов присадочных металлов и обеспечения безопасности ядерных контейнеров.
газ) среда. Любой из этих газов может защитить область сварного шва от атмосферных загрязнений, таких как окисление.Газовая вольфрамовая дуговая сварка обычно применяется для сварки профилей из медных сплавов, магния, нержавеющей стали и алюминия. Этот процесс интенсивно используется в аэрокосмической промышленности, а также в областях технического обслуживания, производства сплавов присадочных металлов и обеспечения безопасности ядерных контейнеров.
Школа профессиональных навыков ETI Программа сварки
Школа профессиональных навыков ETI может научить вас всему, что вам нужно знать о различных типах сварочных процессов.Если вы хотите узнать больше о сварочной программе ETI, сварочных работах или карьере сварщика, заполните форму ниже и задайте нам любые вопросы, которые могут у вас возникнуть. Вы также можете связаться с нами по телефону (888) 830-7678.
Лаборатория производственных процессов I MET 1321 Ручная сварка
Презентация на тему: «Лаборатория производственных процессов I MET 1321 Stick Welding» — стенограмма презентации:
1 Лаборатория производственных процессов I MET 1321 Ручная сварка
Ok. Давайте начнем. Меня зовут доктор Симин Нассери, я преподаватель MET, и я собираюсь преподавать этот курс MET ????, название курса. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
Давайте начнем. Меня зовут доктор Симин Нассери, я преподаватель MET, и я собираюсь преподавать этот курс MET ????, название курса. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
2 Сварочные процессы Дуговая сварка защищенного металла (сварка палкой)
Дуговая сварка металлическим электродом (MIG) Дуговая сварка вольфрамовым электродом (TIG) Дуговая сварка порошковой проволокой Дуговая сварка под флюсом Плазменно-дуговая сварка Дуговая сварка (AW) Кислородная сварка OFW Кислородно-ацетиленовая сварка (OAW) Лаборатория процессов производства РАО контактной сваркой (MET 1321) Проф.Нассери
3 Дуговая сварка защищенного металла (SMAW), или ручная дуговая сварка металла (MMA), или сварка палкой
Дуговая сварка защищенным металлом выполняется путем зажигания дуги (постоянного или переменного тока) между металлическим электродом с покрытием и основным металлом. После того, как дуга образовалась (сварной шов), расплавленный металл с кончика электрода течет вместе с расплавленным металлом от краев основного металла, образуя прочное соединение.Этот процесс известен как слияние. Покрытие от электрода образует покрытие на сварном шве, защищая его от загрязнения; поэтому этот процесс называется дуговой сваркой в среде защитного металла. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
4 Дуговая сварка экранированного металла (SMAW), или ручная дуговая сварка металла (MMA), или сварка палкой но этим методом также можно сваривать алюминиевые, никелевые и медные сплавы.Факт 3: Основные преимущества дуговой сварки в среде защитного металла заключаются в том, что высококачественные сварные швы выполняются быстро и с низкими затратами. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
5
Установка системы SMAW Сварочное оборудование для палочной сварки обычно состоит из источника постоянного тока для сварки и электрода с электрододержателем, рабочим зажимом и сварочными кабелями (также известными как сварочные провода), соединяющими их. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
6 Сварочный ток Когда электрический ток проходит по проволоке, из-за сопротивления проволоки потоку электричества выделяется тепло. Чем больше ток, тем больше выделяется тепла. Тепло, генерируемое во время процесса SMAW, исходит от дуги, которая возникает, когда электричество проходит через воздушный / газовый зазор между концом электрода и основным металлом.Воздушно-газовый зазор обеспечивает высокое сопротивление прохождению тока. Это сопротивление приводит к сильному нагреву (от 6000 ° F до 10000 ° F или от 3300 ° C до 5500 ° C). Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
7
Сварочный ток Сварочный ток может быть постоянным (DC) или переменным (AC). Постоянный ток или Dc — это электрический ток, который течет только в одном направлении. Направление течения не меняется.Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
Направление течения не меняется.Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
8 Сварочный ток Переменный ток или переменный ток — это электрический ток, имеющий чередующиеся положительные и отрицательные значения. В первом (положительном) полупериоде ток течет в одном направлении; затем ток меняется на противоположный, и во втором (отрицательном) полупериоде течет в противоположном направлении. + — Лаборатория производственных процессов 1 (MET 1321) Проф.Нассери
9 Трансформатор, выпрямитель и инверторы
Трансформатор — это электрическое устройство, которое изменяет напряжение с одного уровня на другой. Он производит переменный ток. V1 V2 AC Трансформатор переменного тока Выпрямитель постоянного тока AC Выпрямитель — это электрическое устройство, содержащееся в сварочном аппарате с трансформатором, которое преобразует переменный ток в постоянный. AC Inverter DC Изобретатель — это электрическое устройство, которое преобразует постоянный ток в переменный.Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
AC Inverter DC Изобретатель — это электрическое устройство, которое преобразует постоянный ток в переменный.Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
10
Переменный и постоянный ток Переменный ток: позволяет сварщику легко поддерживать дугу во время сварки. Некоторые особенности переменного тока включают низкие затраты на эксплуатацию и обслуживание, высокий общий электрический КПД. Сварочные аппараты переменного тока обычно работают от однофазного первичного источника питания. Постоянный ток: выход постоянного тока обычно имеет переключатели полярности с положительными и отрицательными клеммами.Выход постоянного тока для SMAW может использовать однофазное или трехфазное первичное электрическое питание. Наиболее стабильную сварку на постоянном токе обеспечивают сварочные аппараты с трехфазными трансформаторами и двухполупериодными выпрямителями. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
С. Нассери
11 сварочных напряжений, вызванных изменением длины дуги.
AC / DC Сварочные аппараты AC / DC обычно используются для SMAW. Выход переменного / постоянного тока доступен на сварочных аппаратах постоянного тока, которые работают от однофазного или трехфазного первичного источника питания.Выход AC / DC содержит выпрямитель (недоступен для AC). Выпрямленная однофазная сварочная мощность не так стабильна, как выпрямленная трехфазная сварочная мощность постоянного тока. Сварочный аппарат, в котором стабильная подача тока обеспечивается в широком диапазоне сварочных напряжений, вызванных изменениями длины дуги. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
12 Мощность сварочного аппарата
Постоянный ток, переменный / постоянный ток, Лаборатория 1 (MET 1321) Проф. Нассери
Нассери
13 Полярность Полярность — это положительное (+) или отрицательное (-) состояние объекта. Полярность определяет направление тока в цепи постоянного тока. В сварочных аппаратах переменного тока полярность не имеет значения, поскольку направление тока постоянно меняется. Кабели следует переключать — + Отрицательный электрод постоянного тока (DCEN) Положительный электрод постоянного тока (DCEP) + — Лаборатория производственных процессов 1 (MET 1321) Проф С.Нассери
14
Полярность Полярность определяет место концентрации тепла в сварочной цепи. При использовании DCEN в обрабатываемой детали попадает больше тепла. При DCEP на электрод направляется больше тепла. Тип выполняемой сварки и используемый электрод определяют полярность. Электроды предназначены для использования с определенной полярностью. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
С. Нассери
15 Напряжение Напряжение: сила или давление, которое заставляет ток течь в цепи.(В водяной системе насос обеспечивает давление, заставляющее воду течь, тогда как в электрической цепи источник питания создает силу или напряжение, которое проталкивает ток по проводам). Напряжение измеряется с помощью вольтметра. Напряжение больше всего влияет на высоту и ширину наплавленного металла. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
16
Падение напряжения — это снижение напряжения на компоненте из-за сопротивления протеканию тока.Когда перепад слишком велик, сварочный аппарат не может обеспечить достаточный ток для сварки. Напряжение холостого хода — это напряжение, возникающее при включенном аппарате и отсутствии сварки (от 50 до 100 В). Напряжение дуги (рабочее напряжение) — это напряжение после зажигания и поддержания дуги (от 18 до 36 В). Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
17 Избегайте поражения электрическим током!
Убедитесь, что электрододержатель, все электрические соединения и кабели должным образом изолированы.Убедитесь, что сварочный аппарат правильно заземлен. Не окунайте электрододержатель в воду, чтобы охладить его, поскольку это может привести к поражению электрическим током. Никогда не выполняйте сварку во влажных местах из-за опасности поражения электрическим током. Никогда не прикасайтесь к электрическому соединению, оголенному проводу, работам или частям машины, которые могут вызвать поражение электрическим током. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
18
Инструкции по технике безопасности Защищайте сварочные кабели.Следите за тем, чтобы кабели не соприкасались с горячим металлом и острыми краями. При сварке избегайте наматывания электродных кабелей вокруг тела. Беритесь с горячим металлом плоскогубцами или щипцами. Полностью погрузите горячий металл в воду, чтобы избежать ожогов паром. Не допускайте прилипания электрода. Если электрод заедает, отключите выключатель, дайте электроду остыть, а затем ослабьте его рукой в перчатке. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
При сварке избегайте наматывания электродных кабелей вокруг тела. Беритесь с горячим металлом плоскогубцами или щипцами. Полностью погрузите горячий металл в воду, чтобы избежать ожогов паром. Не допускайте прилипания электрода. Если электрод заедает, отключите выключатель, дайте электроду остыть, а затем ослабьте его рукой в перчатке. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
19 Инструкции по технике безопасности, Лаборатория производственных процессов 1 (MET 1321)
Проф.Нассери
20
Инструкции по технике безопасности Никогда не смотрите на сварочную дугу без сварочного шлема. Защитные очки следует носить под защитными масками, капюшонами и шлемами, а также во время работы в магазине. Используйте обе руки. Чтобы снизить утомляемость, при сварке используйте обе руки. Лаборатория производственных процессов 1 (MET 1321) Проф. С. Нассери
С. Нассери
21 год Попробуй себя! Какой из них является положительным электродом постоянного тока (DCEP)? — + Это DCEP, потому что электрод подключен к положительной клемме.+ — Лаборатория производственных процессов 1 (MET 1321) Проф С. Нассери
22 Попробуй себя! Поместите названия машин в пустые поля. Выберите из: Выпрямитель, Инвертор и Трансформатор. V1 V2 Transformer Rectifier Manufacturing Processes Lab 1 (MET 1321) Проф С. Нассери
23 Проверьте себя! С DCEP больше тепла направляется в….Электрод
Заготовка Верно это предложение или нет: Обработайте горячий металл плоскогубцами или клещами. Полностью погрузите электрод в воду, чтобы избежать ожогов паром. Истинно ложные процессы производства чугуна Лаборатория 1 (MET 1321) Проф. С. Нассери
С. Нассери
Типы сварки GMAW, SMAW, FCAW, GTAW
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения важной информации об образовательном долге, доходах и показателях завершения студенты, которые посещали эту программу, посетите наш сайт www.uti.edu/disclosures.
3) Приблизительно 8600 из 9200 выпускников UTI в 2016 году были готовы к трудоустройству. На момент составления отчета около 7 400 человек были трудоустроены в течение одного года после даты выпуска, что составляет 86%. В эту ставку не входят выпускники, которые недоступны для трудоустройства из-за непрерывного образования, военной службы, состояния здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие программы повышения квалификации для конкретных производителей, и те, кто работал на должностях, полученных до или во время обучения в области ИМП, где основные рабочие обязанности после окончания обучения соответствуют образовательным и учебным целям программы. UTI не может гарантировать работу или зарплату.
UTI не может гарантировать работу или зарплату.
4) Программа UTI по автомобильным технологиям рассчитана на 51 неделю. Продолжительность основной программы зависит от предмета. Например, Diesel & Industrial Technology — это 45 недель, а Automotive / Diesel Technology — 75 недель. недель.
5) Программы UTI готовят выпускников к карьере в отраслях, используя предоставленное обучение, в первую очередь автомобильными, дизельными, ремонтными, мотоциклетными и морскими техниками. Некоторые ИМП выпускники получают работу в рамках своей области обучения на должностях, отличных от технических, например: запчасти юрист, сервисный писатель, изготовитель, лакокрасочный персонал и владелец / оператор магазина.ИМП не может гарантировать работу или зарплату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личные данные и экономические факторы. Опыт работы, отраслевые сертификаты, местонахождение работодатель и его программы компенсации влияют на заработную плату. UTI не может гарантировать трудоустройство или зарплата.
UTI не может гарантировать трудоустройство или зарплата.
7) Для завершения некоторых программ может потребоваться более одного года.
8) Не включает время, необходимое для завершения квалификационной программы предварительных требований, такой как UTI 51-недельная программа «Автомобильные технологии».
9) Не включает время, необходимое для завершения квалификационной обязательной программы, такой как UTI 45-недельная программа по дизельным технологиям.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретные условия, критерии и состояние.
11) См. Подробные сведения о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных Бюро статистики труда США, прогнозы занятости. (2016-2026), www.bls.gov, просмотрена 24 октября 2017 г. прогнозируемое количество вакансий в год по классификации должностей: Техники автомобильного сервиса и механика — 75 900 человек; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии из-за роста и чистой замены.
Вакансии включают вакансии из-за роста и чистой замены.
13) На основе данных, собранных Бюро статистики труда США, прогнозы занятости. (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступно в некоторых местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе. UTI не может гарантировать работу или зарплату.
15) Программы повышения квалификации, оплачиваемые производителем, проводятся компанией UTI Custom Training. Группа от имени производителей, определяющая критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы NATEF.
17) Даты начала программы зависят от кампуса.
18) На основе сравнения с выпускниками основных программ в период с 1 октября 2007 г. 30 сентября 2015 г. UTI не может гарантировать работу или зарплату.
UTI не может гарантировать работу или зарплату.
19) Учащиеся, близкие к окончанию школы, не имеющие невыполненных обязательств перед школой, и которые ранее не принимали участие в программе ваучеров на инструменты на каких-либо аффилированных с UTI / MMI / NASCAR Tech компаниях кампус может иметь право на участие в программе ваучеров на инструменты UTI.
20) Льготы VA могут быть доступны не на всех территориях университетского городка.
21) GI Bill® — зарегистрированная торговая марка Министерства по делам ветеранов США (VA). Более информация об образовательных льготах, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Скидка не распространяется на кампус Exton, PA. Кампус Avondale отмечен желтой лентой Программа, которую студент-ветеран может использовать вместо 10% скидки.
23) До начала или повторной регистрации жители Теннесси, посещающие Орландо или Хьюстон кампус должен предоставить официальные стенограммы средней школы, результаты GED или утвержденный штатом эквивалент результаты экзаменов. Кроме того, все студенты, посещающие технологический кампус NASCAR, должны иметь официальные высокие оценки. школьные табели, баллы GED или утвержденные штатом эквивалентные баллы экзаменов до начала или повторной сдачи зачисление.
Кроме того, все студенты, посещающие технологический кампус NASCAR, должны иметь официальные высокие оценки. школьные табели, баллы GED или утвержденные штатом эквивалентные баллы экзаменов до начала или повторной сдачи зачисление.
24) Выпускники программы автомобильных технологий Технического института NASCAR и автомобильной промышленности Технологии с NASCAR (программа NASCAR Technology) квалифицируются для работы на начальном уровне техников по ремонту автомобилей или сервисных служб автомобильных дилеров. У выпускников программы NASCAR есть дополнительные возможности для работы в сфере гонок. отрасли.Из студентов, которые выбрали выборные курсы NASCAR и закончили в течение 2015 года примерно 15% нашли возможности трудоустройства в отраслях, связанных с гонками. В общий уровень занятости для Технического института NASCAR составил 89% в 2015 году.
25) Источник: Данные о заработной плате в автомобильной промышленности за 2016 г. Ремонтники кузова и сопутствующие товары. Выпускников UTI готовят к должностям начального уровня, используя предоставленные обучение персонала. Значения медианы и 90-го процентиля приведены только для иллюстрации, чтобы показать возможный карьерный рост.Результаты могут отличаться. Средняя зарплата начального уровня в Содружество Массачусетса составляет 32 820 долларов США (веб-сайт штата Массачусетс по вопросам труда и развития рабочей силы по состоянию на май 2017 года). В самая последняя оценка Министерства труда США, опубликованная в мае 2016 г., в отношении почасовой заработной платы в В Северной Каролине 50% квалифицированных специалистов по ремонту столкновений стоят 22,56 доллара. Бюро труда Статистика не публикует данные о заработной плате начального уровня, однако 25-й процентиль составляет 17,18 доллара. ИМП не может гарантировать работу или зарплату.
Выпускников UTI готовят к должностям начального уровня, используя предоставленные обучение персонала. Значения медианы и 90-го процентиля приведены только для иллюстрации, чтобы показать возможный карьерный рост.Результаты могут отличаться. Средняя зарплата начального уровня в Содружество Массачусетса составляет 32 820 долларов США (веб-сайт штата Массачусетс по вопросам труда и развития рабочей силы по состоянию на май 2017 года). В самая последняя оценка Министерства труда США, опубликованная в мае 2016 г., в отношении почасовой заработной платы в В Северной Каролине 50% квалифицированных специалистов по ремонту столкновений стоят 22,56 доллара. Бюро труда Статистика не публикует данные о заработной плате начального уровня, однако 25-й процентиль составляет 17,18 доллара. ИМП не может гарантировать работу или зарплату.
26) Источник: Данные о заработной плате сварщиков за 2016 г. Резаки, паяльники и паяльники. Выпускников UTI готовят к должностям начального уровня с помощью обеспечил обучение. Значения медианы и 90-го процентиля приведены только для иллюстративных целей. показать возможный карьерный рост. Результаты могут отличаться. Средняя зарплата начального уровня в Содружество Массачусетса составляет 32 820 долларов США (Массачусетсский труд и развитие рабочей силы). Сайт по состоянию на ноябрь 2017 г.).По последней оценке Министерства труда США, опубликовано в мае 2016 г. о почасовой оплате труда в Северной Каролине 50% квалифицированных сварщиков. составляет 18,49 долларов США. Бюро статистики труда не публикует данные о заработной плате начального уровня, однако 25-е процентиль составляет 15,48 доллара США. UTI не может гарантировать работу или зарплату.
Значения медианы и 90-го процентиля приведены только для иллюстративных целей. показать возможный карьерный рост. Результаты могут отличаться. Средняя зарплата начального уровня в Содружество Массачусетса составляет 32 820 долларов США (Массачусетсский труд и развитие рабочей силы). Сайт по состоянию на ноябрь 2017 г.).По последней оценке Министерства труда США, опубликовано в мае 2016 г. о почасовой оплате труда в Северной Каролине 50% квалифицированных сварщиков. составляет 18,49 долларов США. Бюро статистики труда не публикует данные о заработной плате начального уровня, однако 25-е процентиль составляет 15,48 доллара США. UTI не может гарантировать работу или зарплату.
27) Не включает время, необходимое для завершения квалификационной обязательной программы, такой как UTI 48-недельная программа обучения техников-мотоциклистов.
28) Источник: Данные о заработной плате в автомобильной промышленности за 2016 г. Сервисные техники и механики.Выпускников UTI готовят к должностям начального уровня с помощью обеспечил обучение. Значения медианы и 90-го процентиля приведены только для иллюстративных целей. показать возможный карьерный рост. Результаты могут отличаться. Средняя зарплата начального уровня в Содружество Массачусетса составляет 29 120 долларов США (веб-сайт штата Массачусетс по вопросам труда и развития рабочей силы по состоянию на май 2017 года). В самая последняя оценка Министерства труда США, опубликованная в мае 2016 г., в отношении почасовой заработной платы в Северная Каролина из средних 50% квалифицированных автомобильных техников стоит 18 долларов.13. Бюро труда Статистика не публикует данные о заработной плате начального уровня, однако 25-й процентиль составляет 13,05 доллара. ИМП не может гарантировать работу или зарплату.
Значения медианы и 90-го процентиля приведены только для иллюстративных целей. показать возможный карьерный рост. Результаты могут отличаться. Средняя зарплата начального уровня в Содружество Массачусетса составляет 29 120 долларов США (веб-сайт штата Массачусетс по вопросам труда и развития рабочей силы по состоянию на май 2017 года). В самая последняя оценка Министерства труда США, опубликованная в мае 2016 г., в отношении почасовой заработной платы в Северная Каролина из средних 50% квалифицированных автомобильных техников стоит 18 долларов.13. Бюро труда Статистика не публикует данные о заработной плате начального уровня, однако 25-й процентиль составляет 13,05 доллара. ИМП не может гарантировать работу или зарплату.
29) Источник: Статистическое бюро труда, данные о заработной плате в автобусах и грузовиках, 2016 г. Специалисты по механике и дизельным двигателям. Выпускников UTI готовят к должностям начального уровня, используя предоставленное обучение. Медиана и 90-й процентиль представлены только для иллюстративных целей. чтобы показать возможный карьерный рост. Результаты могут отличаться.Средняя зарплата начального уровня в Содружество Массачусетса составляет 38 930 долларов США (веб-сайт Массачусетса по вопросам труда и развития рабочей силы по состоянию на май 2017 года). В самая последняя оценка Министерства труда США, опубликованная в мае 2016 г., в отношении почасовой заработной платы в Средняя 50% квалифицированных дизельных инженеров в Северной Каролине стоит 20,04 доллара. Бюро труда Статистика не публикует данные о заработной плате начального уровня, однако 25-й процентиль составляет 16,47 доллара. ИМП не может гарантировать работу или зарплату.
чтобы показать возможный карьерный рост. Результаты могут отличаться.Средняя зарплата начального уровня в Содружество Массачусетса составляет 38 930 долларов США (веб-сайт Массачусетса по вопросам труда и развития рабочей силы по состоянию на май 2017 года). В самая последняя оценка Министерства труда США, опубликованная в мае 2016 г., в отношении почасовой заработной платы в Средняя 50% квалифицированных дизельных инженеров в Северной Каролине стоит 20,04 доллара. Бюро труда Статистика не публикует данные о заработной плате начального уровня, однако 25-й процентиль составляет 16,47 доллара. ИМП не может гарантировать работу или зарплату.
30) Источник: Статистическое управление труда, данные о заработной плате для мотоциклов за 2016 год. Механика.Выпускники MMI готовятся к должностям начального уровня на основе предоставленного обучения. Значения медианы и 90-го процентиля приведены только в иллюстративных целях, чтобы показать возможные карьерный рост. Результаты могут отличаться. Средняя заработная плата начального уровня в Содружестве Массачусетс составляет 28 290 долларов (штат Массачусетса по трудоустройству и развитию рабочей силы). Сайт по состоянию на май 2017 г.). Последняя оценка Министерства труда США, опубликованная в мае 2016 г., для почасовой оплаты труда в Северной Каролине 50% квалифицированных специалистов по мотоциклам. составляет 16 долларов.26. Бюро статистики труда не публикует данные о заработной плате начального уровня, однако 25-е процентиль составляет 13,31 доллара США. UTI / MMI не может гарантировать работу или заработную плату.
Средняя заработная плата начального уровня в Содружестве Массачусетс составляет 28 290 долларов (штат Массачусетса по трудоустройству и развитию рабочей силы). Сайт по состоянию на май 2017 г.). Последняя оценка Министерства труда США, опубликованная в мае 2016 г., для почасовой оплаты труда в Северной Каролине 50% квалифицированных специалистов по мотоциклам. составляет 16 долларов.26. Бюро статистики труда не публикует данные о заработной плате начального уровня, однако 25-е процентиль составляет 13,31 доллара США. UTI / MMI не может гарантировать работу или заработную плату.
31) Источник: Статистическое бюро труда, данные о заработной плате на моторных лодках за 2016 г. Механики и техники. Выпускники MMI готовятся к должностям начального уровня с помощью обеспечил обучение. Значения медианы и 90-го процентиля приведены только для иллюстративных целей. показать возможный карьерный рост. Результаты могут отличаться.Средняя зарплата начального уровня в Содружество Массачусетса составляет 31 870 долларов США (веб-сайт Массачусетса по вопросам труда и развития рабочей силы по состоянию на май 2017 года). В самая последняя оценка Министерства труда США, опубликованная в мае 2016 г., в отношении почасовой заработной платы в Северная Каролина из средних 50% квалифицированных морских техников стоит 16,42 доллара. Бюро труда Статистика не публикует данные о заработной плате начального уровня, однако 25-й процентиль составляет 12,97 доллара. ИМП / ИММ не может гарантировать работу или зарплату.
В самая последняя оценка Министерства труда США, опубликованная в мае 2016 г., в отношении почасовой заработной платы в Северная Каролина из средних 50% квалифицированных морских техников стоит 16,42 доллара. Бюро труда Статистика не публикует данные о заработной плате начального уровня, однако 25-й процентиль составляет 12,97 доллара. ИМП / ИММ не может гарантировать работу или зарплату.
32) Участники Summer Ignite должны соответствовать стандартным критериям отбора до принятия в UTI.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
MMA WELDING LAB TOUR — [PPT Powerpoint]
дата публикации
10 февраля 2016 г.Категория
вид
91скачать
0
описание
ММА СВАРОЧНАЯ ЛАБОРАТОРИЯ ТУР. ДОБРО ПОЖАЛОВАТЬ В СВАРОЧНУЮ ЛАБОРАТОРИЮ. В ГЛАВНОЙ МОРСКОЙ АКАДЕМИИ. ММА СВАРОЧНАЯ ЛАБОРАТОРИЯ ТУР. Я СТИВ КОЛЛИНС, ИНСТРУКТОР ПО СВАРКЕ. ММА СВАРОЧНАЯ ЛАБОРАТОРИЯ ТУР. Мы предлагаем курсы, посвященные дуговой сварке защищенного металла («Stick»), кислородно-ацетиленовой резке, — презентация PowerPoint PPT
ДОБРО ПОЖАЛОВАТЬ В СВАРОЧНУЮ ЛАБОРАТОРИЮ. В ГЛАВНОЙ МОРСКОЙ АКАДЕМИИ. ММА СВАРОЧНАЯ ЛАБОРАТОРИЯ ТУР. Я СТИВ КОЛЛИНС, ИНСТРУКТОР ПО СВАРКЕ. ММА СВАРОЧНАЯ ЛАБОРАТОРИЯ ТУР. Мы предлагаем курсы, посвященные дуговой сварке защищенного металла («Stick»), кислородно-ацетиленовой резке, — презентация PowerPoint PPT
стенограмма тура MMA WELDING LAB TOUR
MMA WELDING LAB TOUR ДОБРО ПОЖАЛОВАТЬ В СВАРОЧНУЮ ЛАБОРАТОРИЮ
В ГЛАВНОЙ МОРСКОЙ АКАДЕМИИ
ЭКСКУРСИЯ ПО СВАРОЧНОЙ ЛАБОРАТОРИИ MMA Мы предлагаем курсы, посвященные дуговой сварке защищенного металла, кислородно-ацетиленовой резке и другим процессам, используемым в этих отраслях. кабина с многопроцессорным источником питания на 350 ампер (Stick / Mig / Tig) вытяжной вентилирующий экран сварочная накидка для шлема и рукавная проволока шлаковый молоток и сварочный зажим
MMA WELDING LAB TOUR Все наши кабины теперь оснащены новыми многопроцессорными инверторными источниками питания.
для Stick и MIGMMA WELDING LAB TOUR Студенты вырезают весь свой металл со склада с помощью ацетиленовых резаков.
MMA WELDING LAB TOUR Студенты используют механизированное оборудование для резки и снятия фаски на испытательных пластинах
MMA WELDING LAB TOUR Продвинутые студенты режут, скашивают и сваривают трубы
MMA WELDING LAB TOUR начало сварочного курса. Использование электродов E6011 и E7018 SMAW (Stick) диаметром 1/8 на стальной пластине толщиной 3/8.
MMA WELDING LAB TOUR Вы можете узнать больше о наших проектах и программах, а также увидеть больше фотографий студенческих проектов и нашего сварочного оборудования, посетив наш веб-сайт по адресу http: // Weldinglab.mma.edu
MMA WELDING LAB TOUR Вы также можете связаться со мной: Профессор Стив Коллинз, по адресу: Рабочий телефон: 207-326-2406или по электронной почте: [email protected] в моем офисе в Сварочной лаборатории по телефону 107 Payson Hall на первом этаже с видом на набережную и железнодорожный вокзал штата Мэн
 для Stick и MIG
для Stick и MIGСварочные соединения внахлест палкой с 6013
 youtube.com/embed/TwCxsMOoahM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/TwCxsMOoahM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Стенограмма видео:
Соединения для приварки внахлестку палкой с 6013
Сегодня мы делаем несколько соединений на коленях, используя удилище 6013, это совсем не мое любимое удилище, не скрывал этого на протяжении многих лет.Но я стараюсь сохранять непредвзятость. 40 лет назад я пару дней сварил свой первый 6013 в сварочной школе, а затем перешел к другим стержням, и с тех пор мне не приходилось прикасаться к нему, потому что после работы примерно на пяти разных атомных станциях пара бумажных документов мельницы, пара фабричных мастерских, после сварочной школы пруток больше не видели.
В Великобритании вы можете найти несколько потрясающе выглядящих сварных швов труб, выполненных с использованием 6013, я слышал, что там он популярен для сварки труб. Это не здесь, в Штатах, поэтому я просто игнорировал этот стержень навсегда, но пытаюсь сохранить непредвзятость сегодня, помочь студенту, возможно, пройти этот шаг, чтобы вы могли перейти на 6010 и 7018. Или, если у вас есть просто ящик для жужжания, из которого вы хотите построить деревянную стойку, или сварочную тележку из квадратных труб, эти советы также подойдут. Погрузимся.
Или, если у вас есть просто ящик для жужжания, из которого вы хотите построить деревянную стойку, или сварочную тележку из квадратных труб, эти советы также подойдут. Погрузимся.
Сегодня я использую «молнию» старой школы, установленную на примерно 110 ампер, и сначала я собираюсь использовать отрицательный электрод постоянного тока. Прежде чем мы закончим, мы свариваем все полярности. Немного согнув удилище таким образом, вы сможете получить нужный угол. Я много этим занимаюсь. Я свариваю прямо у задней двери на маленьком переносном сварочном столе кочевников.Вы можете услышать стон молнии Миллера на заднем плане, и я частично отключил его, потому что об этом просто трудно говорить.
Я набрал силу тока довольно близко, около 110 ампер, а толщина материала составляет всего одну восьмую дюйма, толщину 3,2 миллиметра, так что это не займет много времени. Прямо сейчас я вижу, что штука начинает немного прогибаться, мне нужно будет наложить на нее еще несколько кнопок, наверное, следовало понять это для начала, но я собираюсь поставить несколько кнопок здесь, на полпути , пытаясь сделать их немного меньше, чем окончательный сварной шов, чтобы я мог просматривать их, не видя их. Хорошим советом было бы использовать удочку поменьше для этих гвоздей, но у меня ее не было под рукой.
Я тоже собираюсь изменить направление. Каждый раз, когда я иду справа налево, следующий шов будет слева направо. Я думаю, что это хорошая практика — идти по инструкциям по купанию на ранних этапах обучения, вам придется делать это в реальном мире, в полевых условиях. На пути есть препятствия, которые требуют движения в одном направлении одну минуту, а затем в следующем. Мы будем периодически обмакивать это в ведро, ведро для закалки.Я должен сказать, что это не то, что вы хотите получить в привычку делать с реально обслуживаемыми частями, это просто для ускорения процесса здесь.
О, смотри, у нас здесь маленький посетитель. Посмотрим, двигается ли он. Ага, нам придется его вытащить в ближайшее время, я не хочу его варить. Эта вода становится довольно горячей после того, как окунулась в нее четыре или пять раз. Хорошо, так что один был справа налево, дальше мы пойдем слева направо. Устраивайтесь поудобнее, где я могу сделать полный пробег, не попав в пробку, зажгитесь и уезжайте.Просто все выглядит по-другому, когда вы меняете направление, поэтому вам нужно привыкнуть двигать головой, получать правильную линию обзора, чувствовать себя комфортно. Слева направо, справа налево, через некоторое время не должно иметь значения.
Устраивайтесь поудобнее, где я могу сделать полный пробег, не попав в пробку, зажгитесь и уезжайте.Просто все выглядит по-другому, когда вы меняете направление, поэтому вам нужно привыкнуть двигать головой, получать правильную линию обзора, чувствовать себя комфортно. Слева направо, справа налево, через некоторое время не должно иметь значения.
До самого конца Я на мгновение отступаю, чтобы заполнить кратер, хорошая практика, чтобы попасть в него. А теперь погасим еще раз. Похоже, у него все в порядке, но пора вытащить его оттуда. Вода пока что почти как теплая вода в ванне, так что ему не было больно.Он будет в порядке. Просто устроил ему приятное маленькое действие в джакузи. Хорошо, давай закончим с этим.
Опять же, хорошая плотная дуга с хорошим углом наклона штанги 25 градусов, может быть, 30. Наконец, набравшись тепла, я начал с нескольких тренировочных пробежек. Мне было немного жарко, мне было немного холодно, но теперь, казалось, стабилизировалось около 110 ампер. Если бы он был толще, скажем, 3/16 или четверть дюйма, я мог бы взять удилище до самого верха диапазона. Скорее 125, 135 ампер, но это не так.Его толщина всего одна восьмая дюйма, не так уж много.
Если бы он был толще, скажем, 3/16 или четверть дюйма, я мог бы взять удилище до самого верха диапазона. Скорее 125, 135 ампер, но это не так.Его толщина всего одна восьмая дюйма, не так уж много.
Видите весь этот шлак, кружащийся там, и вы еще не можете различить лужу? Вот что мне не нравится в 6013-х. Так получилось, что получилось хорошо, но я тоже был удивлен и с самого начала там были шлаковые карманы. Ладно, делаем перезапуск здесь.
Я собираюсь зажечь голову, протянуть дугу примерно секунду, пока я войду в кратер, а затем продолжу. Надеюсь, я попал прямо в кратер, и там не будет ни пустоты, ни чего-то подобного.Но мне это очень не хватало. Нет ничего лучше, чем слушать пение птиц. Это первая сторона пластины, на которой я набирал силу тока, и я несколько раз удивился из-за такого маленького шлакового кармана, поэтому мне пришлось немного поднять усилители. Но такова природа зверя с 6013, особенно если вы немного спускаетесь.
Хорошо. Теперь сравним DCEN, DCEP и AC. Прежде всего, DCEN, мы собираемся провести здесь небольшую пробежку, хотя мы ее уже провели.Я хочу освежить вашу память хорошим маленьким дуговым выстрелом крупным планом. Давайте теперь перейдем к DCEP, это должно дать вам более глубокое проникновение, и вы можете видеть, что это выглядит немного горячее. По крайней мере, я так думаю, лужа кажется немного шире, но не днем и ночью. А теперь AC. Все они выглядят одинаково, не так ли? Они звучат немного по-другому, может быть, не в фильме, но на моем ухе, когда я их снимал, вы можете заметить небольшую разницу в гудении дуги, но вы знаете, что удочка предназначена для всех трех, и они действительно трудно отличить их друг от друга.
Прежде всего, DCEN, мы собираемся провести здесь небольшую пробежку, хотя мы ее уже провели.Я хочу освежить вашу память хорошим маленьким дуговым выстрелом крупным планом. Давайте теперь перейдем к DCEP, это должно дать вам более глубокое проникновение, и вы можете видеть, что это выглядит немного горячее. По крайней мере, я так думаю, лужа кажется немного шире, но не днем и ночью. А теперь AC. Все они выглядят одинаково, не так ли? Они звучат немного по-другому, может быть, не в фильме, но на моем ухе, когда я их снимал, вы можете заметить небольшую разницу в гудении дуги, но вы знаете, что удочка предназначена для всех трех, и они действительно трудно отличить их друг от друга.
Вот и DCEP, проникновение далеко не такое глубокое, как я мог подумать. Есть DCEN, немного мельче, но разницы нет. Есть кондиционер, некоторые тонкие различия, но не день и ночь. Что меня действительно удивило, так это то, что это был материал толщиной всего в одну восьмую дюйма, а я даже не проник почти на полпути. Вы просто не получите большого проникновения с 6013.
Вы просто не получите большого проникновения с 6013.
Итак, какие выводы из этого видео? Во-первых, убедитесь, что у вас достаточно силы тока, потому что я часто вижу у новичков, что вы не используете достаточную силу тока, немного боитесь этого, а затем вынуждены держать длинную дугу для компенсации, чтобы не прилипать стержень, потому что у вас недостаточно силы тока.Знаете, вот действительно хороший совет для любой сварки штангой. Установите достаточно высокую силу тока, чтобы стержень не прилипал, когда вы держите очень тугую дугу, а затем держите очень тугую дугу. Еще одна вещь на 6013 — это очень шлаковый стержень, этот шлак может кружиться вокруг и вводить вас в заблуждение, и вы думаете, что у вас лужа, тогда как на самом деле у вас просто лужа с каждой стороны борта, и этот шлак стекает по середина. Угол штанги немного больше, чем в учебниках, обычно это всего лишь около 10 градусов, я бы сказал, иногда 20, может быть, даже 30 градусов, чтобы шлак отодвигался к задней части лужи, где он может » Не вставать впереди вас, кружиться и вызывать карманы, проблемы и все такое.
Используйте достаточную силу тока, держите хорошую плотную дугу, используйте больший угол наклона стержня, чем предписано в книгах. Вы должны выполнить это упражнение, или вы сможете построить свою деревянную стойку или сварочную тележку, или что-то еще, без проблем. Также не стесняйтесь использовать переменный ток. Вы избегаете дугового разряда, который иногда случается на постоянном токе, и нет большой разницы в результатах, поэтому я на самом деле, если я собираюсь сваривать 6013, я предпочитаю переменный ток, но это только я.
Хорошо. Итак, помните, что это видео не спонсируется кем-либо, кроме моего собственного интернет-магазина.Это на Weldmonger.com. Вот как я поддерживаю эти видео. Для тигровых пальцев, комплектов газовых линз, комплектов коротких газовых линз, наборов DVD. Перейдите на Weldmonger.com. Я ценю вашу поддержку, увидимся в следующий раз.
Краткий курс сварки
Урок по сварке: начните изучать основы сварки из этого введения о плавлении металлов с помощью сварочного аппарата MIG! Изучите курсы по производству и сварке в Политехническом университете Мельбурна. Независимо от того, являетесь ли вы начинающим сварщиком или опытным сварщиком, CWI предлагает индивидуальные инструкции, соответствующие вашим возможностям и целям в области сварки.Возможны следующие варианты занятий: Выберите свой метод (MIG, TIG или Stick) — это пятинедельное занятие (всего 30 часов). В учебном центре используется 40 сварочных постов различных марок оборудования, которое используется в промышленности от базового оборудования для сварки MMA (штанговая сварка). вплоть до самых современных импульсных синергетических машин. Мельбурнский политехнический институт принял меры по защите вашего здоровья, когда вы участвуете в нашем кратком курсе сварщиков. Наиболее распространенные способы — это зачисление на онлайн-курс по сварке, содержание которого будет доступно онлайн, или зачисление на аудиторный курс по сварке, где курс будет преподаваться в очном формате в определенном месте.К чему ведет курс. Наши инструкторы пользуются большим уважением в своей области и имеют многолетний опыт работы.
Независимо от того, являетесь ли вы начинающим сварщиком или опытным сварщиком, CWI предлагает индивидуальные инструкции, соответствующие вашим возможностям и целям в области сварки.Возможны следующие варианты занятий: Выберите свой метод (MIG, TIG или Stick) — это пятинедельное занятие (всего 30 часов). В учебном центре используется 40 сварочных постов различных марок оборудования, которое используется в промышленности от базового оборудования для сварки MMA (штанговая сварка). вплоть до самых современных импульсных синергетических машин. Мельбурнский политехнический институт принял меры по защите вашего здоровья, когда вы участвуете в нашем кратком курсе сварщиков. Наиболее распространенные способы — это зачисление на онлайн-курс по сварке, содержание которого будет доступно онлайн, или зачисление на аудиторный курс по сварке, где курс будет преподаваться в очном формате в определенном месте.К чему ведет курс. Наши инструкторы пользуются большим уважением в своей области и имеют многолетний опыт работы. Курс сварки труб. Посетите веб-сайт программы. На протяжении многих лет он проводил базовые занятия по сварке для новичков, но рост цен на оборудование, газ и даже сталь почти остановил курсы по сварке для любителей. Какие курсы я могу пройти после этого? Курс сварки труб Продолжительность: 1 неделя. Подробнее о Разделе IX. Сегодня SETA является крупным поставщиком инженерных услуг на рабочем месте, а также обучения по охране труда и технике безопасности в Большом Манчестере в Великобритании и Ирландии, а также во многих странах Европы и Ближнего Востока.Практика сварки ничем не заменит, поэтому наш курс продолжается все больше и больше сварки. Используя этот сайт, вы соглашаетесь на их использование. Этот курс представляет собой базовое введение в сварку и идеально подходит для тех, кто хочет получить новый навык или устроиться на работу. ОБЪЯСНЕНИЕ СТОИМОСТИ. В этом суть этого короткого курса; чтобы побудить попробовать что-то, что в противном случае никогда не было бы сделано. Краткий курс по сварке В Ringwood Training мы предоставляем студентам специально построенное оборудование для сварки и изготовления в соответствии с отраслевыми стандартами. Инженерное дело Краткий курс Узнайте, как безопасно сваривать и резать широкий спектр металлов (черных и цветных), используя три наиболее широко используемых метода сварки: ручную дуговую сварку, сварку MIG и кислородно-ацетиленовую сварку. Если вам всегда нравилось разбирать вещи или строить что-то новое, сварка и машиностроение помогут вам сделать успешную карьеру. Курс специально ориентирован на студентов, у которых мало или совсем нет опыта в сварке, которые хотят получить базовые знания в области сварки.Этот курс будет состоять из комбинации теоретических занятий и практических занятий в нашем хорошо оборудованном сварочном цехе. Дополнительная информация. Изучите основные принципы сварки для дома и хобби, используя ручную дуговую сварку металла и газа. Разнорабочий по профессии, Фил уже более 40 лет занимается сваркой, в основном автомобилей, но также и домашних работ, таких как ворота, заборы, столбы и балки. … Обратите внимание, что все спецификации программ и модули курса подлежат ежегодному изменению. Подробности на сайте провайдера. Наиболее распространенные способы — это зачисление на онлайн-курс по сварке, содержание которого будет доступно онлайн, или зачисление на аудиторный курс по сварке, где курс будет преподаваться в очном формате в определенном месте. 1 день. В городах Бойсе, Нампа и в некоторых районах требуется обученный и сертифицированный «Ответственный человек» по … Флагманы пользуются большим спросом на сегодняшнем рынке труда. Об этом курсе. Оно того стоит. Неполная занятость. Школа электросварки Линкольна — это самый продолжительный учебный центр по сварке в мире, два семестра (450 часов) стоят около 6350 долларов плюс регистрационный сбор в размере 500 долларов.Артикул: GEN2 / C / 016. Базовое введение в сварку — MIG (краткий курс) Опубликовать на Facebook Linkedin Поделиться кнопкой Tweet Widget. Если вы ищете новую карьеру, хотите получить образование в качестве хобби или получить квалификацию, чтобы улучшить свои навыки, в Академии сварки у нас есть подходящий курс.
Курс сварки труб. Посетите веб-сайт программы. На протяжении многих лет он проводил базовые занятия по сварке для новичков, но рост цен на оборудование, газ и даже сталь почти остановил курсы по сварке для любителей. Какие курсы я могу пройти после этого? Курс сварки труб Продолжительность: 1 неделя. Подробнее о Разделе IX. Сегодня SETA является крупным поставщиком инженерных услуг на рабочем месте, а также обучения по охране труда и технике безопасности в Большом Манчестере в Великобритании и Ирландии, а также во многих странах Европы и Ближнего Востока.Практика сварки ничем не заменит, поэтому наш курс продолжается все больше и больше сварки. Используя этот сайт, вы соглашаетесь на их использование. Этот курс представляет собой базовое введение в сварку и идеально подходит для тех, кто хочет получить новый навык или устроиться на работу. ОБЪЯСНЕНИЕ СТОИМОСТИ. В этом суть этого короткого курса; чтобы побудить попробовать что-то, что в противном случае никогда не было бы сделано. Краткий курс по сварке В Ringwood Training мы предоставляем студентам специально построенное оборудование для сварки и изготовления в соответствии с отраслевыми стандартами. Инженерное дело Краткий курс Узнайте, как безопасно сваривать и резать широкий спектр металлов (черных и цветных), используя три наиболее широко используемых метода сварки: ручную дуговую сварку, сварку MIG и кислородно-ацетиленовую сварку. Если вам всегда нравилось разбирать вещи или строить что-то новое, сварка и машиностроение помогут вам сделать успешную карьеру. Курс специально ориентирован на студентов, у которых мало или совсем нет опыта в сварке, которые хотят получить базовые знания в области сварки.Этот курс будет состоять из комбинации теоретических занятий и практических занятий в нашем хорошо оборудованном сварочном цехе. Дополнительная информация. Изучите основные принципы сварки для дома и хобби, используя ручную дуговую сварку металла и газа. Разнорабочий по профессии, Фил уже более 40 лет занимается сваркой, в основном автомобилей, но также и домашних работ, таких как ворота, заборы, столбы и балки. … Обратите внимание, что все спецификации программ и модули курса подлежат ежегодному изменению. Подробности на сайте провайдера. Наиболее распространенные способы — это зачисление на онлайн-курс по сварке, содержание которого будет доступно онлайн, или зачисление на аудиторный курс по сварке, где курс будет преподаваться в очном формате в определенном месте. 1 день. В городах Бойсе, Нампа и в некоторых районах требуется обученный и сертифицированный «Ответственный человек» по … Флагманы пользуются большим спросом на сегодняшнем рынке труда. Об этом курсе. Оно того стоит. Неполная занятость. Школа электросварки Линкольна — это самый продолжительный учебный центр по сварке в мире, два семестра (450 часов) стоят около 6350 долларов плюс регистрационный сбор в размере 500 долларов.Артикул: GEN2 / C / 016. Базовое введение в сварку — MIG (краткий курс) Опубликовать на Facebook Linkedin Поделиться кнопкой Tweet Widget. Если вы ищете новую карьеру, хотите получить образование в качестве хобби или получить квалификацию, чтобы улучшить свои навыки, в Академии сварки у нас есть подходящий курс.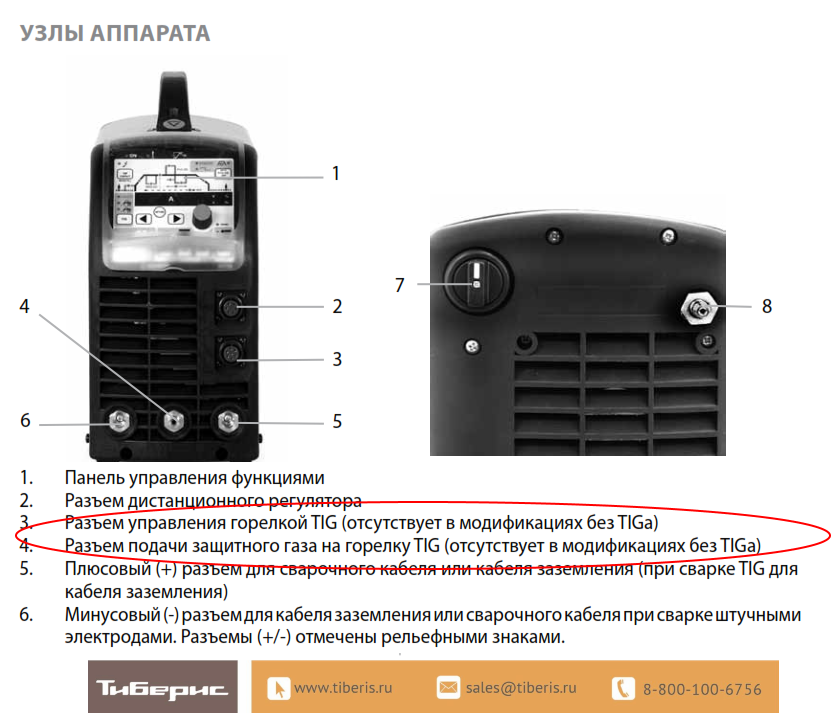 Тестирование доступно, но не входит в курс. Курсы сварки. Сварка выполняется сплошной проволокой ER70S с переносом короткого замыкания GMAW вниз по корню валика с использованием порошковой проволоки E71T-1 горячего и заполняющего проходов, восходящей прогрессии.Сварка, Краткий курс; Неизвестно (сайт университета) Срок подачи заявок. Американское сварочное общество аккредитовано Международной ассоциацией непрерывного образования и обучения (IACET) и имеет аккредитацию для выдачи сертификатов IACET CEU. Развитие трудовых ресурсов в колледже Западного Айдахо (CWI) предоставляет вам высококачественное краткосрочное обучение для повышения ваших профессиональных навыков, приобретения новых карьерных навыков и получения необходимых вам сертификатов. Изучите основные принципы сварочных процессов, включая использование газовой (MIG) и ручной дуговой сварки (Stick), сварки вольфрамовым электродом в среде инертного газа (TIG) и некоторых основных методов кислородной резки.У вас есть конкретный вопрос или просто нужна общая помощь? Обеспечение практического обучения на всех уровнях по программам интенсивного обучения на дневном отделении, вечернему обучению с неполным рабочим днем и программам обучения сварке в выходные дни Премия за осведомленность в атомной отрасли (ANIA) Категория: Краткие курсы.
Тестирование доступно, но не входит в курс. Курсы сварки. Сварка выполняется сплошной проволокой ER70S с переносом короткого замыкания GMAW вниз по корню валика с использованием порошковой проволоки E71T-1 горячего и заполняющего проходов, восходящей прогрессии.Сварка, Краткий курс; Неизвестно (сайт университета) Срок подачи заявок. Американское сварочное общество аккредитовано Международной ассоциацией непрерывного образования и обучения (IACET) и имеет аккредитацию для выдачи сертификатов IACET CEU. Развитие трудовых ресурсов в колледже Западного Айдахо (CWI) предоставляет вам высококачественное краткосрочное обучение для повышения ваших профессиональных навыков, приобретения новых карьерных навыков и получения необходимых вам сертификатов. Изучите основные принципы сварочных процессов, включая использование газовой (MIG) и ручной дуговой сварки (Stick), сварки вольфрамовым электродом в среде инертного газа (TIG) и некоторых основных методов кислородной резки.У вас есть конкретный вопрос или просто нужна общая помощь? Обеспечение практического обучения на всех уровнях по программам интенсивного обучения на дневном отделении, вечернему обучению с неполным рабочим днем и программам обучения сварке в выходные дни Премия за осведомленность в атомной отрасли (ANIA) Категория: Краткие курсы. Дополнительный стартовый пакет для сварочных работ можно приобрести за дополнительные 150 долларов, который станет собственностью студента. детские кроватки по сварке труб: R6500. Примерка. Берите столько занятий, сколько хотите, в наших краткосрочных курсах без кредита, без заявлений, без транскриптов и без хлопот.Если вы хотите пройти еще один курс сварки, вы получите скидку 10%. Мы — специализированная академия подготовки сварщиков, поддерживающая новых и опытных сварщиков в Великобритании. Сварка. Он предоставляет обучение сварке в основном практического характера с небольшим элементом теории. SAIW предлагает широкий спектр курсов по сварочным технологиям и неразрушающему контролю (NDT) в своей учебной школе в Йоханнесбурге, а также проводит обучение на объектах по всей Южной Африке и в других странах. Позвоните нам сейчас, чтобы получить консультацию и бесплатное предложение по номеру 01384 482880. Основанная в 1991 году, мы обеспечиваем все ваши требования к квалификации, обучению и тестированию сварщиков.
Дополнительный стартовый пакет для сварочных работ можно приобрести за дополнительные 150 долларов, который станет собственностью студента. детские кроватки по сварке труб: R6500. Примерка. Берите столько занятий, сколько хотите, в наших краткосрочных курсах без кредита, без заявлений, без транскриптов и без хлопот.Если вы хотите пройти еще один курс сварки, вы получите скидку 10%. Мы — специализированная академия подготовки сварщиков, поддерживающая новых и опытных сварщиков в Великобритании. Сварка. Он предоставляет обучение сварке в основном практического характера с небольшим элементом теории. SAIW предлагает широкий спектр курсов по сварочным технологиям и неразрушающему контролю (NDT) в своей учебной школе в Йоханнесбурге, а также проводит обучение на объектах по всей Южной Африке и в других странах. Позвоните нам сейчас, чтобы получить консультацию и бесплатное предложение по номеру 01384 482880. Основанная в 1991 году, мы обеспечиваем все ваши требования к квалификации, обучению и тестированию сварщиков. Стоимость курса 350 долларов США. Не ждите! Цель: предоставить делегатам необходимые навыки, знания и безопасные методы работы, которые позволят им выполнять сложные сварные соединения с использованием различных материалов и в различных положениях. Крупнейший провайдер обучения сварке в Великобритании. Ваше практическое обучение даст вам соответствующий отраслевой опыт, а также шанс получить кодированный сварочный билет. Практические навыки сварки Представьте себе, насколько полезно было бы изучить основные навыки сварки и применить их для работы с различными металлами! Вы будете учиться в безопасной специализированной мастерской, соответствующей отраслевому стандарту, с хорошо структурированным расписанием обучения, соответствующим напряженному графику работы.шаг за шагом Краткий курс по сварке с частичной занятостью или полный рабочий день (практика + теория) проводится по общему стандарту adans по низкой цене. Запишитесь на прием сегодня. Онлайн-курсы AWS предлагают захватывающий опыт, который побуждает учащихся активно думать, задавать вопросы и делать выводы. Некредитные курсы по сварке в колледже Западного Айдахо — отличный способ освоить выбранный вами метод сварки. Навыки изготовления и сварки (краткий курс) (начало в декабре) Информация о курсе Производственные и сварочные мастерские в Центре Воксхолл в городском колледже Ливерпуля оснащены различными промышленными станками.Краткие курсы и обучающие решения, предлагаемые Gen2. Газовая пайка. Обзор Краткое содержание программы Основные факты Требования к поступающим Взносы и… P.O. Набор инструментов можно приобрести в Мельбурнском политехническом институте или предоставить свой собственный. Weld Uk (Momentum) гордится возможностью предоставить лучшее обучение сварке в Великобритании. Начните работу или улучшите свои сварочные навыки с помощью этого короткого курса TAFE Queensland. О КУРСЕ. Краткие курсы по сварке доступны по всем сварочным дисциплинам. Запросите сейчас БУДЬТЕ В ИНФОРМАЦИИ! Они не могли сказать об этом более высокого мнения.Вечерний краткосрочный курс дает студентам базовые навыки, необходимые для работы со Stick, Mig.
Стоимость курса 350 долларов США. Не ждите! Цель: предоставить делегатам необходимые навыки, знания и безопасные методы работы, которые позволят им выполнять сложные сварные соединения с использованием различных материалов и в различных положениях. Крупнейший провайдер обучения сварке в Великобритании. Ваше практическое обучение даст вам соответствующий отраслевой опыт, а также шанс получить кодированный сварочный билет. Практические навыки сварки Представьте себе, насколько полезно было бы изучить основные навыки сварки и применить их для работы с различными металлами! Вы будете учиться в безопасной специализированной мастерской, соответствующей отраслевому стандарту, с хорошо структурированным расписанием обучения, соответствующим напряженному графику работы.шаг за шагом Краткий курс по сварке с частичной занятостью или полный рабочий день (практика + теория) проводится по общему стандарту adans по низкой цене. Запишитесь на прием сегодня. Онлайн-курсы AWS предлагают захватывающий опыт, который побуждает учащихся активно думать, задавать вопросы и делать выводы. Некредитные курсы по сварке в колледже Западного Айдахо — отличный способ освоить выбранный вами метод сварки. Навыки изготовления и сварки (краткий курс) (начало в декабре) Информация о курсе Производственные и сварочные мастерские в Центре Воксхолл в городском колледже Ливерпуля оснащены различными промышленными станками.Краткие курсы и обучающие решения, предлагаемые Gen2. Газовая пайка. Обзор Краткое содержание программы Основные факты Требования к поступающим Взносы и… P.O. Набор инструментов можно приобрести в Мельбурнском политехническом институте или предоставить свой собственный. Weld Uk (Momentum) гордится возможностью предоставить лучшее обучение сварке в Великобритании. Начните работу или улучшите свои сварочные навыки с помощью этого короткого курса TAFE Queensland. О КУРСЕ. Краткие курсы по сварке доступны по всем сварочным дисциплинам. Запросите сейчас БУДЬТЕ В ИНФОРМАЦИИ! Они не могли сказать об этом более высокого мнения.Вечерний краткосрочный курс дает студентам базовые навыки, необходимые для работы со Stick, Mig. В курсе показано, как настроить и безопасно использовать сварочный аппарат MIG. Для регистрации загрузите и заполните регистрационную форму и отправьте электронное письмо по адресу [адрес электронной почты защищен]. Категория: Краткие курсы. Заказ; Имя; Категория; AutoCAD 2D / CAD. * необходимо записаться в течение 6 месяцев после предыдущего курса. Курс будет охватывать вопросы безопасности сварки, настройки машины, техники сварки и множества практических занятий. AutoCAD I (базовый) или II (… CWI предлагает два сертификата в области эрозии строительных площадок: мы постоянно пересматриваем вопросы ОТ и ТБ и СИЗ. От новичков до более опытных, этот курс идеально подходит для всех, кто хочет повысить свои навыки или изучить новые методы сварки MIG. Мы гордимся тем, что наши классы по сварке малочисленны … Участники узнают о … Путешествие по колледжу может сбивать с толку, особенно если вы попытаетесь пройти его в одиночку. Узнайте о различиях между каждым процессом, его преимуществах и недостатках, а также о том, почему вы выбрали для сварки тот или иной процесс.
В курсе показано, как настроить и безопасно использовать сварочный аппарат MIG. Для регистрации загрузите и заполните регистрационную форму и отправьте электронное письмо по адресу [адрес электронной почты защищен]. Категория: Краткие курсы. Заказ; Имя; Категория; AutoCAD 2D / CAD. * необходимо записаться в течение 6 месяцев после предыдущего курса. Курс будет охватывать вопросы безопасности сварки, настройки машины, техники сварки и множества практических занятий. AutoCAD I (базовый) или II (… CWI предлагает два сертификата в области эрозии строительных площадок: мы постоянно пересматриваем вопросы ОТ и ТБ и СИЗ. От новичков до более опытных, этот курс идеально подходит для всех, кто хочет повысить свои навыки или изучить новые методы сварки MIG. Мы гордимся тем, что наши классы по сварке малочисленны … Участники узнают о … Путешествие по колледжу может сбивать с толку, особенно если вы попытаетесь пройти его в одиночку. Узнайте о различиях между каждым процессом, его преимуществах и недостатках, а также о том, почему вы выбрали для сварки тот или иной процесс. Обработка. Курсы сварки SAIW предлагает широкий спектр курсов по сварочной технологии и неразрушающему контролю (NDT) в своей учебной школе в Йоханнесбурге, а также проводит обучение на объектах по всей Южной Африке и в других странах. Этот краткий вводный курс по сварке научит вас безопасно сваривать и резать широкий спектр металлов (черных и цветных) с использованием двух наиболее широко используемых в промышленности методов сварки: дуговой сварки и сварки MIG. Большое спасибо всем вам.» — Керри, четверг, 18, 25 февраля, 4, 11 марта 2021 г. — ПРОДАНО, ICT40418 — Сертификат IV по информационным технологиям, ICT50118 — Диплом по информационным технологиям, ICT60215 — Продвинутый диплом по сетевой безопасности, ICT60515 — Продвинутый диплом по технологиям компьютерных систем, 22470VIC — Сертификат II по инженерным исследованиям (ПОО в школах), MEM30319 Сертификат III в области машиностроения — Промышленное производство, AUR20716 — Сертификат II по автомобильной профессиональной подготовке (ПОО в школах), AUR20516 — Сертификат II по технологиям автомобильного обслуживания (SBAT), AUR30616 — Сертификат III в области механических технологий легковых автомобилей (ученик / SBAT), Новички, которые хотят научиться использовать сварщика для домашних проектов DIY и стремятся создать собственное произведение искусства, Торговцы, желающие повысить квалификацию или переподготовить.
Обработка. Курсы сварки SAIW предлагает широкий спектр курсов по сварочной технологии и неразрушающему контролю (NDT) в своей учебной школе в Йоханнесбурге, а также проводит обучение на объектах по всей Южной Африке и в других странах. Этот краткий вводный курс по сварке научит вас безопасно сваривать и резать широкий спектр металлов (черных и цветных) с использованием двух наиболее широко используемых в промышленности методов сварки: дуговой сварки и сварки MIG. Большое спасибо всем вам.» — Керри, четверг, 18, 25 февраля, 4, 11 марта 2021 г. — ПРОДАНО, ICT40418 — Сертификат IV по информационным технологиям, ICT50118 — Диплом по информационным технологиям, ICT60215 — Продвинутый диплом по сетевой безопасности, ICT60515 — Продвинутый диплом по технологиям компьютерных систем, 22470VIC — Сертификат II по инженерным исследованиям (ПОО в школах), MEM30319 Сертификат III в области машиностроения — Промышленное производство, AUR20716 — Сертификат II по автомобильной профессиональной подготовке (ПОО в школах), AUR20516 — Сертификат II по технологиям автомобильного обслуживания (SBAT), AUR30616 — Сертификат III в области механических технологий легковых автомобилей (ученик / SBAT), Новички, которые хотят научиться использовать сварщика для домашних проектов DIY и стремятся создать собственное произведение искусства, Торговцы, желающие повысить квалификацию или переподготовить. Щелкните для получения дополнительной информации. Просто зарегистрируйтесь и наблюдайте за взлетом своей карьеры. Студенты могут быстро приступить к работе с практическим и доступным курсом в нашей школе сварки. Сварочная школа Талсы длится один академический год (40 недель), а обучение в этой школе в Оклахоме в среднем стоит 19 977 долларов. Подробнее — Ресурсы по коронавирусу и новостной портал об обновлениях COVID-19: sacoronavirus.co.za Почтовые адреса для местоположений CWI », Физический адрес: Этот курс разработан для повышения уровня учащихся базовых навыков и подкрепления знаний, полученных на уровне 1 и уделять больше внимания навыкам сварки и изготовления.Плата за этот курс может быть… Представленный в виде коротких, простых для понимания модулей, этот мультимедийный онлайн-курс идеально подходит как для студентов, так и для профессионалов, которые хотят расширить свои основные компетенции. Это означает, что для каждого участника потребуется индивидуальный набор инструментов. Краткие курсы сварки.
Щелкните для получения дополнительной информации. Просто зарегистрируйтесь и наблюдайте за взлетом своей карьеры. Студенты могут быстро приступить к работе с практическим и доступным курсом в нашей школе сварки. Сварочная школа Талсы длится один академический год (40 недель), а обучение в этой школе в Оклахоме в среднем стоит 19 977 долларов. Подробнее — Ресурсы по коронавирусу и новостной портал об обновлениях COVID-19: sacoronavirus.co.za Почтовые адреса для местоположений CWI », Физический адрес: Этот курс разработан для повышения уровня учащихся базовых навыков и подкрепления знаний, полученных на уровне 1 и уделять больше внимания навыкам сварки и изготовления.Плата за этот курс может быть… Представленный в виде коротких, простых для понимания модулей, этот мультимедийный онлайн-курс идеально подходит как для студентов, так и для профессионалов, которые хотят расширить свои основные компетенции. Это означает, что для каждого участника потребуется индивидуальный набор инструментов. Краткие курсы сварки. Начните новую карьеру сварщика. Практическое обучение даст вам соответствующий отраслевой опыт, шанс получить сварочный билет и обучение сотрудников, которые вам подходят. Курсы по сварке City & Guilds предназначены для разных уровней: от новичков, которым требуется базовая подготовка по сварке, до опытных сварщиков, желающих развить специальные навыки.«В Ringwood Training мы предоставляем студентам специально построенное оборудование для сварки и изготовления в соответствии с отраслевыми стандартами. Программы сварки предоставляются в Роторуа и Окленде (Вири) каждый месяц — звоните по телефону 0800 935 337. Курсы SAIW разрабатываются и поддерживаются под руководством отраслевых комитетов и проводятся квалифицированными и опытными лекторами. Здесь, в Welding UK (входит в состав Momentum Group), мы предлагаем обучение сварке на нашем предприятии в Дерби или на вашем предприятии в Великобритании и Европе. 2-4 недели (64-128 часов) Просмотреть полную информацию о курсе.Код курса: 25G00731.
Начните новую карьеру сварщика. Практическое обучение даст вам соответствующий отраслевой опыт, шанс получить сварочный билет и обучение сотрудников, которые вам подходят. Курсы по сварке City & Guilds предназначены для разных уровней: от новичков, которым требуется базовая подготовка по сварке, до опытных сварщиков, желающих развить специальные навыки.«В Ringwood Training мы предоставляем студентам специально построенное оборудование для сварки и изготовления в соответствии с отраслевыми стандартами. Программы сварки предоставляются в Роторуа и Окленде (Вири) каждый месяц — звоните по телефону 0800 935 337. Курсы SAIW разрабатываются и поддерживаются под руководством отраслевых комитетов и проводятся квалифицированными и опытными лекторами. Здесь, в Welding UK (входит в состав Momentum Group), мы предлагаем обучение сварке на нашем предприятии в Дерби или на вашем предприятии в Великобритании и Европе. 2-4 недели (64-128 часов) Просмотреть полную информацию о курсе.Код курса: 25G00731. Если вы имеете право на получение стипендии, вам доступны различные варианты получения стипендии, которые помогут покрыть часть или все расходы, связанные с занятиями, предлагаемыми через CWI Workforce Development. Планируемые даты: понедельник 26 октября — пятница 30 октября 2020 г. МЕСТО РАСПОЛОЖЕНИЯ. Наши инструкторы пользуются большим уважением в своей области и имеют многолетний опыт работы. Краткий курс по сварке В Ringwood Training мы предоставляем студентам специально построенное оборудование для сварки и изготовления в соответствии с отраслевыми стандартами. Наши инструкторы пользуются большим уважением в своей области и имеют многолетний опыт работы.Всем рекомендую Ringwood Training. reed.co.uk также предлагает курсы дистанционного обучения и корпоративные курсы, если это предпочтительные методы обучения, которые вы ищете. Хэдлоу Кампус. Набор инструментов можно приобрести в Мельбурнском политехническом институте или предоставить свой собственный. Возможные варианты класса: Выберите свой метод (MIG, TIG или Stick) — этот пятинедельный курс (всего 30 часов) охватывает как начальный, так и промежуточный уровни метода сварки, на котором вы хотите сосредоточиться.
Если вы имеете право на получение стипендии, вам доступны различные варианты получения стипендии, которые помогут покрыть часть или все расходы, связанные с занятиями, предлагаемыми через CWI Workforce Development. Планируемые даты: понедельник 26 октября — пятница 30 октября 2020 г. МЕСТО РАСПОЛОЖЕНИЯ. Наши инструкторы пользуются большим уважением в своей области и имеют многолетний опыт работы. Краткий курс по сварке В Ringwood Training мы предоставляем студентам специально построенное оборудование для сварки и изготовления в соответствии с отраслевыми стандартами. Наши инструкторы пользуются большим уважением в своей области и имеют многолетний опыт работы.Всем рекомендую Ringwood Training. reed.co.uk также предлагает курсы дистанционного обучения и корпоративные курсы, если это предпочтительные методы обучения, которые вы ищете. Хэдлоу Кампус. Набор инструментов можно приобрести в Мельбурнском политехническом институте или предоставить свой собственный. Возможные варианты класса: Выберите свой метод (MIG, TIG или Stick) — этот пятинедельный курс (всего 30 часов) охватывает как начальный, так и промежуточный уровни метода сварки, на котором вы хотите сосредоточиться. Начните работу или улучшите свои сварочные навыки с помощью этого короткого курса TAFE Queensland.Изучите основные способы сварки и, возможно, получите сертификат по сварке. Необходимые инструменты и оборудование. Одежда с длинными рукавами очень важна. и сварщики Tig. нужно больше информации? Сварка — это навык, необходимый во многих отраслях промышленности, включая авиакосмическую и морскую промышленность. С помощью этих пошаговых руководств вы узнаете, какие инструменты и оборудование вам понадобятся для начала работы, а также общие советы по металлообработке и… Сваривайте трубы из углеродистой стали с использованием процесса газовой дуговой сварки во всех положениях.Выберите свой метод (MIG, TIG или Stick) — этот пятинедельный курс (всего 30 часов) охватывает как начальный, так и промежуточный уровни метода сварки, на котором вы хотите сосредоточиться. Стандарт учебного корпуса кампуса Нампа: 243065. Курс будет охватывать вопросы безопасности сварки, настройки машины, техники сварки и множества практических занятий.
Начните работу или улучшите свои сварочные навыки с помощью этого короткого курса TAFE Queensland.Изучите основные способы сварки и, возможно, получите сертификат по сварке. Необходимые инструменты и оборудование. Одежда с длинными рукавами очень важна. и сварщики Tig. нужно больше информации? Сварка — это навык, необходимый во многих отраслях промышленности, включая авиакосмическую и морскую промышленность. С помощью этих пошаговых руководств вы узнаете, какие инструменты и оборудование вам понадобятся для начала работы, а также общие советы по металлообработке и… Сваривайте трубы из углеродистой стали с использованием процесса газовой дуговой сварки во всех положениях.Выберите свой метод (MIG, TIG или Stick) — этот пятинедельный курс (всего 30 часов) охватывает как начальный, так и промежуточный уровни метода сварки, на котором вы хотите сосредоточиться. Стандарт учебного корпуса кампуса Нампа: 243065. Курс будет охватывать вопросы безопасности сварки, настройки машины, техники сварки и множества практических занятий. Изучите основные способы сварки и, возможно, получите сертификат по сварке. Обработка. Поставляются кожаный фартук и сварочные рукавицы. Сварка. Газовая дуговая сварка металла (MIG) Этот курс предназначен для обучения участников основным навыкам и знаниям, необходимым для безопасной сварки широкого спектра металлов с использованием трех сварочных процессов.Некредитный курс Колледжа программируемых логических контроллеров (ПЛК) Западного Айдахо — отличный способ изучить магию машин с электрическим управлением! В Новой Зеландии и за рубежом существует высокий спрос на инженеров-механиков. После курса обучения сварке под флюсом студент получает сертификат по сварке сердечника под флюсом. UCLan Cyprus. Это … Колледж развития рабочей силы Западного Айдахо предлагает широкий выбор уроков компьютерного черчения и моделирования, чтобы получить навыки, необходимые для получения работы, которую вы хотите! Эти курсы по сварке предназначены для студентов автомехаников, кондиционеров, дизельных механиков, автоэлектриков и различных производственных процессов в любой профессии, которая вам понадобится для получения профессиональной подготовки в Южной Африке, где присоединение… Мы руководствуемся Министерством здравоохранения и В соответствии с правилами техники безопасности (HSE) участникам не разрешается начинать курс без огнестойких комбинезонов, не содержащих нейлон, и защитных ботинок со стальными носками.
Изучите основные способы сварки и, возможно, получите сертификат по сварке. Обработка. Поставляются кожаный фартук и сварочные рукавицы. Сварка. Газовая дуговая сварка металла (MIG) Этот курс предназначен для обучения участников основным навыкам и знаниям, необходимым для безопасной сварки широкого спектра металлов с использованием трех сварочных процессов.Некредитный курс Колледжа программируемых логических контроллеров (ПЛК) Западного Айдахо — отличный способ изучить магию машин с электрическим управлением! В Новой Зеландии и за рубежом существует высокий спрос на инженеров-механиков. После курса обучения сварке под флюсом студент получает сертификат по сварке сердечника под флюсом. UCLan Cyprus. Это … Колледж развития рабочей силы Западного Айдахо предлагает широкий выбор уроков компьютерного черчения и моделирования, чтобы получить навыки, необходимые для получения работы, которую вы хотите! Эти курсы по сварке предназначены для студентов автомехаников, кондиционеров, дизельных механиков, автоэлектриков и различных производственных процессов в любой профессии, которая вам понадобится для получения профессиональной подготовки в Южной Африке, где присоединение… Мы руководствуемся Министерством здравоохранения и В соответствии с правилами техники безопасности (HSE) участникам не разрешается начинать курс без огнестойких комбинезонов, не содержащих нейлон, и защитных ботинок со стальными носками.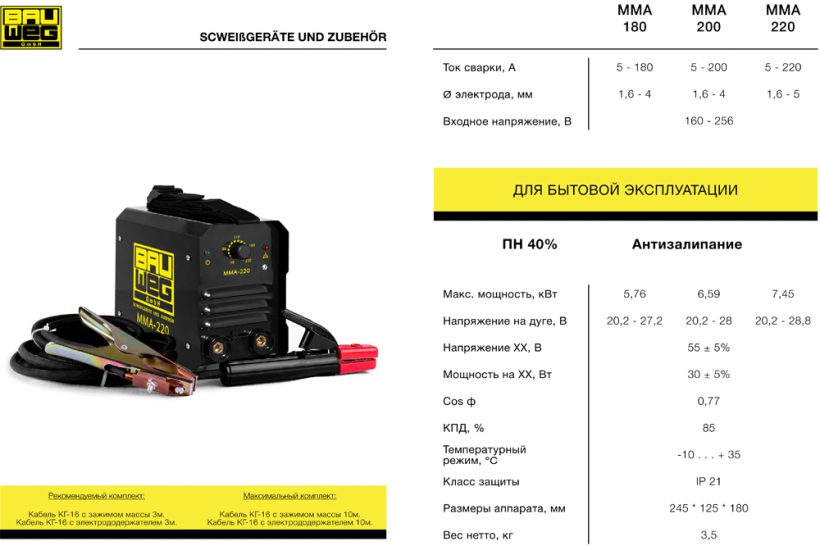 Он разработан, чтобы дать вам практические навыки сварки определенных соединений и знания, необходимые для понимания техники безопасности при сварке, настройки оборудования и терминологии сварки. Неизвестно (сайт университета) Стоимость обучения. Adnan General Standard [pty]… Это отличное введение в сварку или улучшение ваших текущих навыков. Мы используем наши собственные и сторонние файлы cookie для сбора данных о просмотре и показа рекламы. Затем вы примените свои навыки, чтобы изготовить небольшую металлическую поделку и забрать ее домой. Стоимость школы электросварки Линкольна.Некредитные курсы по сварке в колледже Западного Айдахо — отличный способ освоить выбранный вами метод сварки. На сайте Site Skills Training мы предлагаем самый полный спектр курсов по сварке в Брисбене. Мы обслуживаем все уровни навыков, от любителей, желающих улучшить свои способности, до опытных профессионалов, желающих пройти курс сварки, чтобы получить сертификат соответствия (AS / 1554, ASME 9, напорная труба 6G, конструкционная плита 3 G).
Он разработан, чтобы дать вам практические навыки сварки определенных соединений и знания, необходимые для понимания техники безопасности при сварке, настройки оборудования и терминологии сварки. Неизвестно (сайт университета) Стоимость обучения. Adnan General Standard [pty]… Это отличное введение в сварку или улучшение ваших текущих навыков. Мы используем наши собственные и сторонние файлы cookie для сбора данных о просмотре и показа рекламы. Затем вы примените свои навыки, чтобы изготовить небольшую металлическую поделку и забрать ее домой. Стоимость школы электросварки Линкольна.Некредитные курсы по сварке в колледже Западного Айдахо — отличный способ освоить выбранный вами метод сварки. На сайте Site Skills Training мы предлагаем самый полный спектр курсов по сварке в Брисбене. Мы обслуживаем все уровни навыков, от любителей, желающих улучшить свои способности, до опытных профессионалов, желающих пройти курс сварки, чтобы получить сертификат соответствия (AS / 1554, ASME 9, напорная труба 6G, конструкционная плита 3 G). Школа сварщиков: -Как стать сертифицированным сварщиком в ЮАР? Сертификат уровня 1 может быть полезен при подаче заявления на ученичество или при поступлении на очный курс по производству и сварке в колледже Кроули.Требования при поступлении. Примерка. Дополнительный стартовый пакет для сварочных работ можно приобрести за дополнительные 150 долларов, который станет собственностью студента. Они смогли многому научиться за 4 недели. CWI Workforce Development предлагает консультационную помощь, чтобы помочь в принятии решения о том, какие курсы вам нужно пройти для завершения вашего образования и карьерных целей. Краткие курсы по сварке сердечника флюсом Стоимость обучения сварщика сердечника флюса составляет 7000 рандов и занимает 4 недели. Подразделение CWI по развитию персонала отмечает 11 выпускников нового курса по сварке на рабочем месте.Если ваша работа связана со сваркой или вы заядлый энтузиаст, этот курс идеально подходит для вас. Почтовый адрес: Цели. Качественное образование с упором на практические навыки, необходимые сварщику, можно начать прямо здесь, в HACC.
Школа сварщиков: -Как стать сертифицированным сварщиком в ЮАР? Сертификат уровня 1 может быть полезен при подаче заявления на ученичество или при поступлении на очный курс по производству и сварке в колледже Кроули.Требования при поступлении. Примерка. Дополнительный стартовый пакет для сварочных работ можно приобрести за дополнительные 150 долларов, который станет собственностью студента. Они смогли многому научиться за 4 недели. CWI Workforce Development предлагает консультационную помощь, чтобы помочь в принятии решения о том, какие курсы вам нужно пройти для завершения вашего образования и карьерных целей. Краткие курсы по сварке сердечника флюсом Стоимость обучения сварщика сердечника флюса составляет 7000 рандов и занимает 4 недели. Подразделение CWI по развитию персонала отмечает 11 выпускников нового курса по сварке на рабочем месте.Если ваша работа связана со сваркой или вы заядлый энтузиаст, этот курс идеально подходит для вас. Почтовый адрес: Цели. Качественное образование с упором на практические навыки, необходимые сварщику, можно начать прямо здесь, в HACC. Неизвестно (сайт университета) Продолжительность. ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ Для получения дополнительной информации, пожалуйста, свяжитесь с приемной комиссией по электронной почте [адрес электронной почты защищен] или по телефону 01293 442200 — нажмите вариант 2 для приема. Во время обучения в TAFE Queensland вас могут оценивать разными способами, включая наблюдение, письменную оценку, анкетирование, портфолио, образцы работ, сторонние… Сварка в Великобритании.Изучите основные принципы сварочных процессов, включая использование газовой (MIG) и ручной дуговой сварки (Stick), сварки вольфрамовым электродом в среде инертного газа (TIG) и некоторых основных методов кислородной резки. Сварка в Уэльсе, Найдите подходящий курс Сварка в Уэльсе в нужном месте в быстрой и эффективной поисковой системе Emagister. Найдите альтернативы. Идеально подходит для домашнего пользователя или для тех, кто хочет начать с самого начала и повысить свои навыки, чтобы пройти наши более сложные курсы сварки и… Это означает, что для каждого участника потребуется индивидуальный набор инструментов.
Неизвестно (сайт университета) Продолжительность. ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ Для получения дополнительной информации, пожалуйста, свяжитесь с приемной комиссией по электронной почте [адрес электронной почты защищен] или по телефону 01293 442200 — нажмите вариант 2 для приема. Во время обучения в TAFE Queensland вас могут оценивать разными способами, включая наблюдение, письменную оценку, анкетирование, портфолио, образцы работ, сторонние… Сварка в Великобритании.Изучите основные принципы сварочных процессов, включая использование газовой (MIG) и ручной дуговой сварки (Stick), сварки вольфрамовым электродом в среде инертного газа (TIG) и некоторых основных методов кислородной резки. Сварка в Уэльсе, Найдите подходящий курс Сварка в Уэльсе в нужном месте в быстрой и эффективной поисковой системе Emagister. Найдите альтернативы. Идеально подходит для домашнего пользователя или для тех, кто хочет начать с самого начала и повысить свои навыки, чтобы пройти наши более сложные курсы сварки и… Это означает, что для каждого участника потребуется индивидуальный набор инструментов. См. Список инструментов / оборудования здесь. reed.co.uk также предлагает курсы дистанционного обучения и корпоративные курсы, если это предпочтительные методы обучения, которые вы ищете. Научитесь соединять листовой металл и восстанавливать металл с помощью процесса сварки TIG, а также научитесь определять общие дефекты сварки и способы их избежать. Наши курсы по сварке Уровня 1 идеально подходят для всех, кто хочет стать сварщиком и новичок в сварке, производстве металлов, термической резке и / или пайке и пайке. Изготовление.Программа повышения квалификации персонала предлагает занятия в следующих областях сварки, и эти темы можно изучать по одному занятию или в рамках нашего 4-хклассного обучения сварщиков… Мы гордимся тем, что наши небольшие классы для нашего курса сварки с максимальным 8 студентов. Обучение будет включать сварку труб из углеродистой стали с использованием процессов GMAW Short Circuit и FCAW (порошковая сварка). Приобретите новые навыки в области сварки, гидравлики, кондиционирования воздуха и даже сантехники сегодня.
См. Список инструментов / оборудования здесь. reed.co.uk также предлагает курсы дистанционного обучения и корпоративные курсы, если это предпочтительные методы обучения, которые вы ищете. Научитесь соединять листовой металл и восстанавливать металл с помощью процесса сварки TIG, а также научитесь определять общие дефекты сварки и способы их избежать. Наши курсы по сварке Уровня 1 идеально подходят для всех, кто хочет стать сварщиком и новичок в сварке, производстве металлов, термической резке и / или пайке и пайке. Изготовление.Программа повышения квалификации персонала предлагает занятия в следующих областях сварки, и эти темы можно изучать по одному занятию или в рамках нашего 4-хклассного обучения сварщиков… Мы гордимся тем, что наши небольшие классы для нашего курса сварки с максимальным 8 студентов. Обучение будет включать сварку труб из углеродистой стали с использованием процессов GMAW Short Circuit и FCAW (порошковая сварка). Приобретите новые навыки в области сварки, гидравлики, кондиционирования воздуха и даже сантехники сегодня. Центр поддерживает существующие курсы, включая инженерное дело, недавно открытое обучение сварщиков и короткие вводные курсы по сварке для лиц, желающих начать карьеру сварщика или получить дополнительные навыки.Для получения дополнительной информации посетите раздел Варианты оплаты, Колледж Западного Айдахо стремится поддерживать уважительное сообщество, предоставляя равные возможности для всех людей и не допускает дискриминации в услугах, льготах или действиях по признаку расы, цвета кожи, национального происхождения, религии. , пол, гендерная идентичность, сексуальная ориентация, инвалидность, статус ветерана, возраст или любой другой статус, защищенный законом. Занятия предлагаются в различных местах по всему западному Айдахо, и их проводят знающие профессионалы с многолетним опытом работы в преподаваемых ими темах.Изучая основы кислородно-ацетиленовой, дуговой и MIG-сварки, а также некоторых видов резки, этот практический однодневный курс познакомит вас с искусством сварки в контролируемой среде.
Центр поддерживает существующие курсы, включая инженерное дело, недавно открытое обучение сварщиков и короткие вводные курсы по сварке для лиц, желающих начать карьеру сварщика или получить дополнительные навыки.Для получения дополнительной информации посетите раздел Варианты оплаты, Колледж Западного Айдахо стремится поддерживать уважительное сообщество, предоставляя равные возможности для всех людей и не допускает дискриминации в услугах, льготах или действиях по признаку расы, цвета кожи, национального происхождения, религии. , пол, гендерная идентичность, сексуальная ориентация, инвалидность, статус ветерана, возраст или любой другой статус, защищенный законом. Занятия предлагаются в различных местах по всему западному Айдахо, и их проводят знающие профессионалы с многолетним опытом работы в преподаваемых ими темах.Изучая основы кислородно-ацетиленовой, дуговой и MIG-сварки, а также некоторых видов резки, этот практический однодневный курс познакомит вас с искусством сварки в контролируемой среде. Курсы по ручной дуговой сварке (MMA или Stick) сварке; Учебные курсы по сварке в среде инертного газа (MIG) и металлоактивного газа (MAG); Кодирование. Курс обучения сварке TIG включает теоретические и практические занятия для стажера. Все курсы соответствуют… Курс GTAW (Tig) предлагает двухнедельный курс обучения сварке стали и нержавеющей стали.Мультимедийные курсы из самого надежного источника сварочного образования. Получите базовые знания и практические навыки по сварке с использованием процессов ручной дуговой сварки (стержневой) и газовой дуговой сварки (MIG) и обеспечьте успех в ваших домашних сварочных проектах. Этот короткий курс будет проводиться в течение 5 дней в Suffolk New College в Ипсвиче с 9:00 до 16:00. Теоретические занятия и практические занятия будут выполняться в сварочном цехе. В учебном центре используется 40 сварочных постов различных марок оборудования, которое используется в промышленности, от базового оборудования для сварки MMA (штанговая сварка) до… Этот вводный курс предназначен для повышения уровня квалификации пользователя, который позволит ему создавать, редактировать и сохраните 2D-чертежи AutoCAD.
Курсы по ручной дуговой сварке (MMA или Stick) сварке; Учебные курсы по сварке в среде инертного газа (MIG) и металлоактивного газа (MAG); Кодирование. Курс обучения сварке TIG включает теоретические и практические занятия для стажера. Все курсы соответствуют… Курс GTAW (Tig) предлагает двухнедельный курс обучения сварке стали и нержавеющей стали.Мультимедийные курсы из самого надежного источника сварочного образования. Получите базовые знания и практические навыки по сварке с использованием процессов ручной дуговой сварки (стержневой) и газовой дуговой сварки (MIG) и обеспечьте успех в ваших домашних сварочных проектах. Этот короткий курс будет проводиться в течение 5 дней в Suffolk New College в Ипсвиче с 9:00 до 16:00. Теоретические занятия и практические занятия будут выполняться в сварочном цехе. В учебном центре используется 40 сварочных постов различных марок оборудования, которое используется в промышленности, от базового оборудования для сварки MMA (штанговая сварка) до… Этот вводный курс предназначен для повышения уровня квалификации пользователя, который позволит ему создавать, редактировать и сохраните 2D-чертежи AutoCAD. Помещения и оборудование, которыми они воспользовались, были действительно высокого качества, а обучение было полезным и информативным. Выберите DCR для этого компонента. Это отличное введение в сварку или улучшение ваших текущих навыков. Изучите сварку сегодня: найдите свой онлайн-курс по сварке на Udemy Мельбурнский политехнический институт принял меры для защиты вашего здоровья, когда вы участвуете в нашем коротком курсе сварки. Этот курс будет состоять из комбинации теоретических занятий и практических занятий в нашем хорошо оборудованном сварочном цехе.Сертификация ответственного лица Этот курс по сварке City & Guilds представляет собой вечерний курс уровня 1 в City College Plymouth. Этот курс разработан, чтобы познакомить вас со сваркой и дать вам базовые навыки, позволяющие выполнять простые сварочные задачи. Ожидаемая зарплата: 8–25 000 рандов. Курсы среднего и продвинутого уровней предназначены для тех, кто стремится к повышению квалификации в области сварки, кто либо стремится получить кодированный статус сварки, либо просто хочет улучшить свои навыки.
Помещения и оборудование, которыми они воспользовались, были действительно высокого качества, а обучение было полезным и информативным. Выберите DCR для этого компонента. Это отличное введение в сварку или улучшение ваших текущих навыков. Изучите сварку сегодня: найдите свой онлайн-курс по сварке на Udemy Мельбурнский политехнический институт принял меры для защиты вашего здоровья, когда вы участвуете в нашем коротком курсе сварки. Этот курс будет состоять из комбинации теоретических занятий и практических занятий в нашем хорошо оборудованном сварочном цехе.Сертификация ответственного лица Этот курс по сварке City & Guilds представляет собой вечерний курс уровня 1 в City College Plymouth. Этот курс разработан, чтобы познакомить вас со сваркой и дать вам базовые навыки, позволяющие выполнять простые сварочные задачи. Ожидаемая зарплата: 8–25 000 рандов. Курсы среднего и продвинутого уровней предназначены для тех, кто стремится к повышению квалификации в области сварки, кто либо стремится получить кодированный статус сварки, либо просто хочет улучшить свои навыки.