Виды дисков для болгарки, абразивные шлифовальные и отрезные круги по металлу
Углошлифовальные машины (УШМ) широко используются не только в промышленности, но и в быту. На современном строительном рынке представлены самые различные виды дисков для болгарки.
Настоящему профессионалу необходимо разбираться в них очень хорошо. Это позволит правильно подобрать нужный вид круга в зависимости от обрабатываемого материала.
Основные виды абразивных кругов для болгарки
Согласно популярной классификации, основанной на различии материала и конструкции, диски для болгарки делят на:
- Абразивные круги. Практика показывает, что они хорошо зарекомендовали себя при обработке самых различных поверхностей. В свою очередь, такие диски бывают отрезными и шлифовальными.
- Круги для резки по дереву. Использовать их в быту без достаточного опыта работы специалисты не рекомендуют. Такой диск может легко застрять в деревянном массиве, вызвав серьезные травмы.

- Алмазные диски. Их выбор в строительной индустрии сейчас достаточно велик. Круги используются для работы практически с любыми материалами: бетоном, камнем, кирпичом и т. д. Они бывают сплошными и сегментированными (последние снабжены продольными пропилами). Они отличаются большей производительностью благодаря эффективному отхождению обрезков материала при распиле. Также они хорошо охлаждаются, поэтому с ними можно долго работать непрерывно.

Какие отрезные и шлифовальные круги лучше?
Сегодня в продаже представлены самые различные типы дисков для УШМ. Растеряться в таком многообразии довольно просто. Разобраться, какие отрезные круги для болгарки лучше, поможет знание определенных тонкостей. К ним относятся:
- выбор круга, предназначенного именно для конкретного материала;
- максимально допустимая частота оборотов диска, от которой зависит его режим работы;
- соответствие размеров круга, которые указывают производители, предельному диаметру вала УШМ.

Категорически нельзя ставить круг диаметром 230 мм на болгарку, рассчитанную на диски 125 мм. Это приводит к значительному увеличению линейной скорости движения кромки углошлифовальной машины. В худшем случае на высоких скоростях круг просто разлетится, что создает травмоопасную ситуацию. Также он рассчитан на большую мощность электроинструмента, чем маленькие болгарки. Кроме того, установка большего, чем нужно, диска потребует снятия защитного кожуха.
Если вы подыскиваете круг на большую болгарку или маленькую УШМ, определить нужный размер не составит труда. Все диски, независимо от типа, имеют стандартный диаметр: 230, 180, 150, 125 и 115 мм. При этом посадочный размер, соответствующий диаметру вала болгарки, остается одинаковым. Его значение равно 22,2 мм.
Также важный показатель – максимальная скорость вращения. Ее нормативные значения обычно составляют 6600, 8500, 10200, 12200, 13300 оборотов в минуту. Превышать это значение скорости нельзя, иначе произойдет разрыв круга.
Что предлагает стандартный завод по выпуску абразивных кругов?
Виды абразивных кругов отличаются друг от друга по основным параметрам: толщине и структуре. Толщина отрезных дисков часто не превышает 3 мм. В то же время шлифовальные модели значительно массивнее. Поскольку обработка такими кругами длится дольше и происходит интенсивнее, их армируют в 3 слоя. Отрезные диски являются преимущественно двухслойными.
Для простых операций используются обычные абразивные диски плоской формы. При шлифовке труднодоступных мест пригодятся круги в форме тарелки со скрытой фиксирующей гайкой.
Чтобы определить, подходит ли круг, следует обратить внимание на его маркировку. Впереди могут стоять буквенные обозначения А, AS или С. Так завод абразивных кругов обозначает соответственно корунд, электрокорунд или карбид кремния. Маркировка отрезных кругов С – самые прочные и используются для работ по камню или граниту.
За буквенным обозначением следует основной параметр, которым характеризуется структура шлифовального круга. Это размер зерна, от величины которого зависит скорость обработки материала. Чем он больше, тем быстрее обрабатывается заготовка. Однако при работе с крупнозернистыми кругами качество реза, полировки или шлифовки ухудшается.
Это размер зерна, от величины которого зависит скорость обработки материала. Чем он больше, тем быстрее обрабатывается заготовка. Однако при работе с крупнозернистыми кругами качество реза, полировки или шлифовки ухудшается.
Последняя буква в обозначении диска обозначает твердость связки основы круга. Чем она ближе к началу латинского алфавита, тем больше степень мягкости связки. Для мягких материалов желательно использовать мягкие связки.
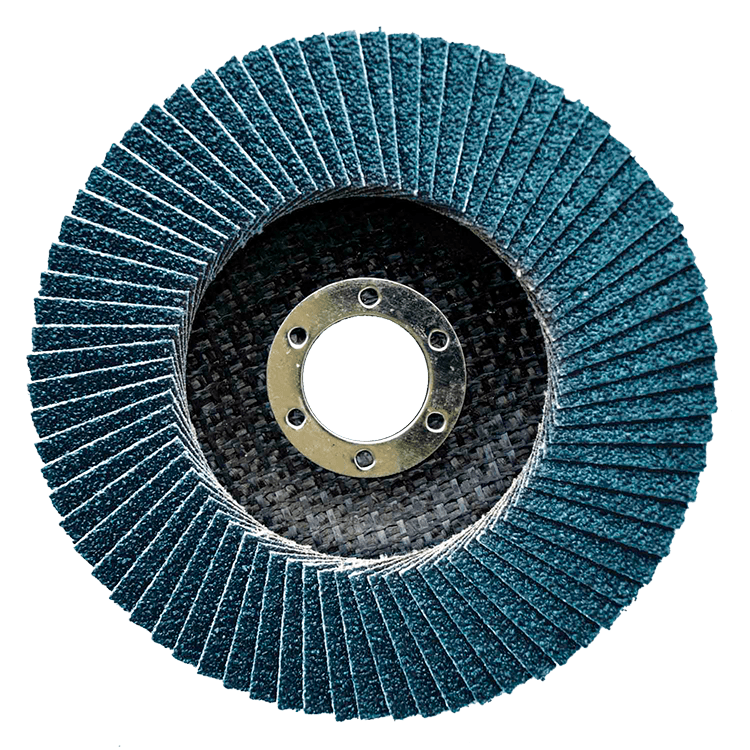
Кроме этого, компании-производители используют и цветовые обозначения для различия дисков. Синий цвет диска говорит о том, что его используют для работ по металлу. Зеленый диск разработан для резки или шлифования камня. Круги также различаются материалом внутреннего посадочного кольца. У отрезных изделий оно изготовлено из более твердого материала, чем у шлифовальных или полировочных дисков.
В особую категорию абразивных кругов выделяются заточные диски. Они используются для грубой обработки металлов: зачистки швов после сварки и заточки режущего инструмента.
Виды дисков по дереву для болгарки: основные особенности
По большому счету такой круг абсолютно аналогичен полотну циркулярной пилы. Они бывают различных диаметров и геометрической формы. Размер зубьев также варьируется у разных моделей. Наиболее безопасны диски, кромка которых включает цепь от бензопилы. Если зубья такого круга заклинивает, он продолжает вращаться на холостом ходу. Это сводит к минимуму риск травмы.
Модели с зубьями, скошенными под разным углом, универсальны. Их можно использовать для обработки любого древесного массива. Прямые зубья эффективно справляются с обработкой мягкой древесины и древесины хвойных пород. Трапециевидные зубья позволяют легко резать дерево средней плотности.
Большинство кругов по дереву снабжено выемками скругленной формы, направленными к валу. Их глубина составляет примерно 20 мм, а в некоторых случаях их заполняют медью. Стандартная толщина данных дисков равна 2 мм.
Их глубина составляет примерно 20 мм, а в некоторых случаях их заполняют медью. Стандартная толщина данных дисков равна 2 мм.
При работе с диском по дереву рекомендуется обязательно оснастить болгарку упорной ручкой и защитным кожухом. Все работы следует проводить в защитной одежде и специальных очках. Последние предотвращают повреждение глаз деревянной стружкой.
Распространенные виды алмазных дисков для болгарки
Это одни из самых распространенных сменных элементов для углошлифовальных машин. Заметная цветовая маркировка позволяет легко подобрать необходимый круг. Зеленый диск предназначен для гранита, желтый – для кафеля и гипса, а синий – для мрамора и бетона. Оранжевые круги применяются для штукатурки и кирпича, а серые – для керамической плитки и черепицы.
Основа алмазных дисков выполнена из железа, на которое нанесено алмазное покрытие. Диск для сухой резки по-другому еще называется сегментированным. Это объясняется тем, что их кромка выглядит «рваной» благодаря прорезям. Сегменты располагаются на равном состоянии друг от друга, что гарантирует отличное охлаждение диска. Таким диском рекомендуется пилить непрерывно не более 2 минут во избежание разрушения.
Сегменты располагаются на равном состоянии друг от друга, что гарантирует отличное охлаждение диска. Таким диском рекомендуется пилить непрерывно не более 2 минут во избежание разрушения.
Круги для влажной резки прекрасно справляются с нарезанием керамогранита или керамической плитки. При эксплуатации их преимущественно устанавливают на специальных электростанках с непрерывной подачей воды. Существуют и комбинированные круги для сухой и влажной резки – так называемые «турбо». Они полностью универсальны и прекрасно справляются с обработкой камня, кирпича, бетона, плитки. Такие круги отлично охлаждаются за счет волнообразной формы диска.
Особый вариант алмазного диска – обдирочный круг. Он предназначен для удаления верхнего слоя с каменных и бетонных, но не металлических поверхностей.
Также алмазные круги делятся на профессиональные и бытовые. Важно правильно работать с ними: не пилить металл и не оставлять включенными непрерывно надолго. Если диск перестает резать, алмазы «вскрывают», сделав несколько резов по кирпичу.
Профессионалы по достоинству оценят диски от украинского производителя – ООО «ТПК«УКРАБРАЗИВ». Они прекрасно подходят для резки и шлифования металла, высоколегированных сталей, камня, дерева.
Ассортимент абразивних кругов, выпускаемый заводом:
Линейка дисков STANDART – ТМ «SPRUT-A»:
- — диски отрезные по металлу;
- — диски отрезные по стали, нержавеющей стали;
- — диски отрезные по камню:
- — круги шлифовальные лепестковые для работы по металлу, дереву, пластику;
- — круги шлифовальные лепестковые для работы по стали, нержавеющей стали.
Линейка дисков PROFESSIONAL – ТМ «ТИТАН АБРАЗИВ»:
- — диски отрезные по металлу;
- — диски отрезные по стали, нержавеющей стали;
- — диски отрезные по камню:
- — круги шлифовальные лепестковые для работы по металлу, дереву, пластику;
- — круги шлифовальные лепестковые для работы по стали, нержавеющей стали;
- — круги шлифовальные лепестковые для работы по металлу, дереву PREMIUM.

классификация по видам и типам
Шлифовальные круги широко распространены не только в сфере профессионального употребления. Их часто используют для домашних работ. Эти инструменты отличаются размерами, формой и особенностями зернистости. Но при всем многообразии назначение у них одно: сглаживать неровности и шероховатости.
Какие бывают шлифовальные круги?
Если на заготовке осталось какое-то количество материала, то убрать его с поверхности детали можно при помощи шлифовальных кругов. Тем же способом выполняется заточка, и сглаживаются любые зазубрины.
Все шлифовальные круги отличаются как по внешнему виду, так и по способу изготовления. Однако данный инструмент любой марки, независимо от размера, способен улучшить технические и эксплуатационные свойства изделия.
Кроме того, после шлифовки улучшается внешний вид обрабатываемой поверхности. Например, декоративные зеркала, хрустальные люстры и фарфоровая посуда обрабатываются малогабаритными шлифовальными приборами, в результате чего изделия приобретают шелковистую гладкость.
В отдельных случаях специалисты используют шлифовальный инструмент нестандартной конфигурации. Специфическая зернистость и форма круга применяются для особо сложных профессиональных задач. Например, для комплектации станков на производствах.
Виды шлифовальных кругов
Классификация шлифовальных кругов определяется ГОСТом Р 52781–2007.
В нем обозначается:
- материал изготовления;
- сфера применения;
- технические требования.
Однако главным значением являются условия эксплуатации.
Формы шлифовальных кругов
И у профессионалов, и в бытовом использовании популярна классификация по вариантам применения кругов.
По назначению и особенностям использования различаются такие виды шлифовальных кругов:
- Самозацепляемые. Способ крепления — на липучке. Отличаются прочным сцеплением со шлифовальной машинкой.
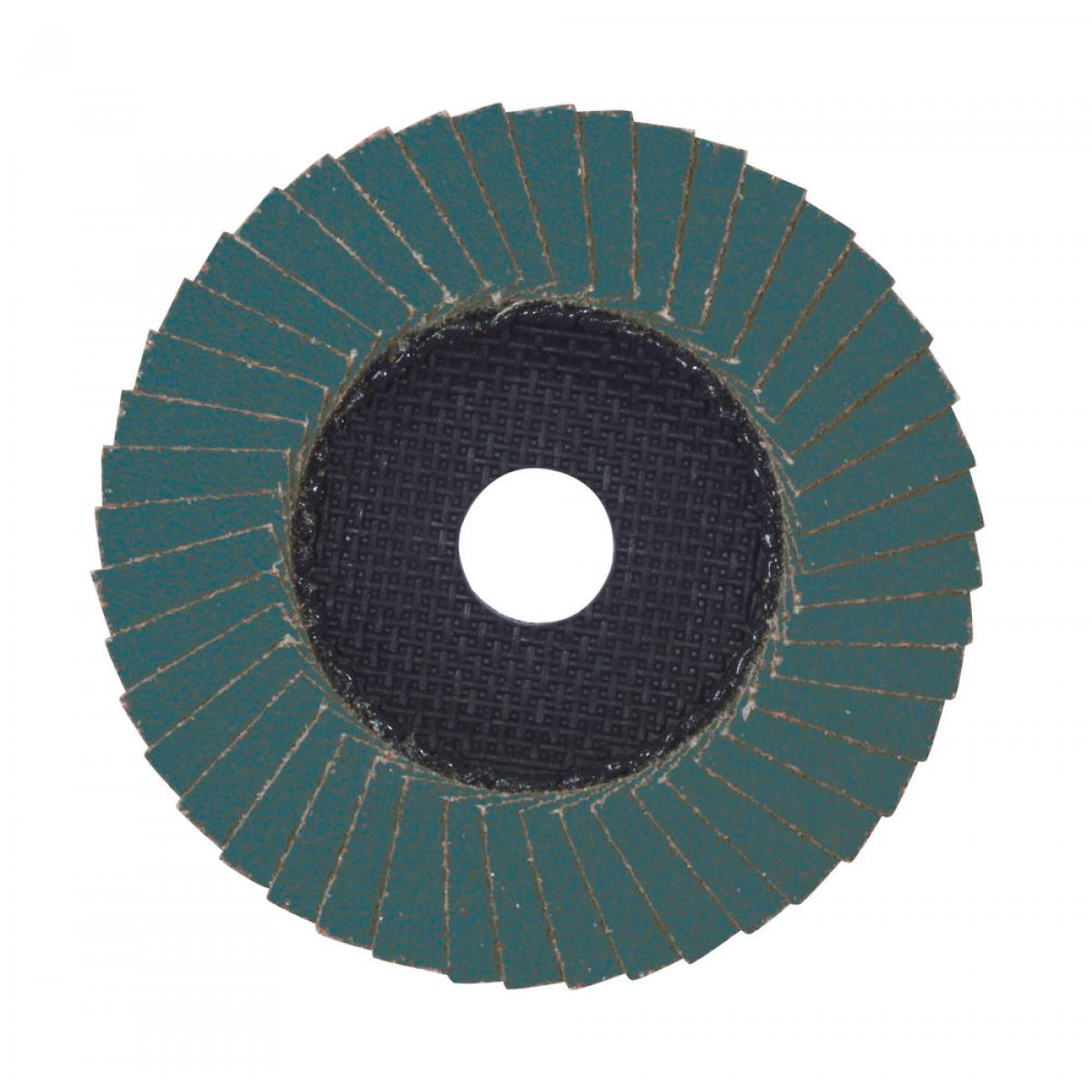
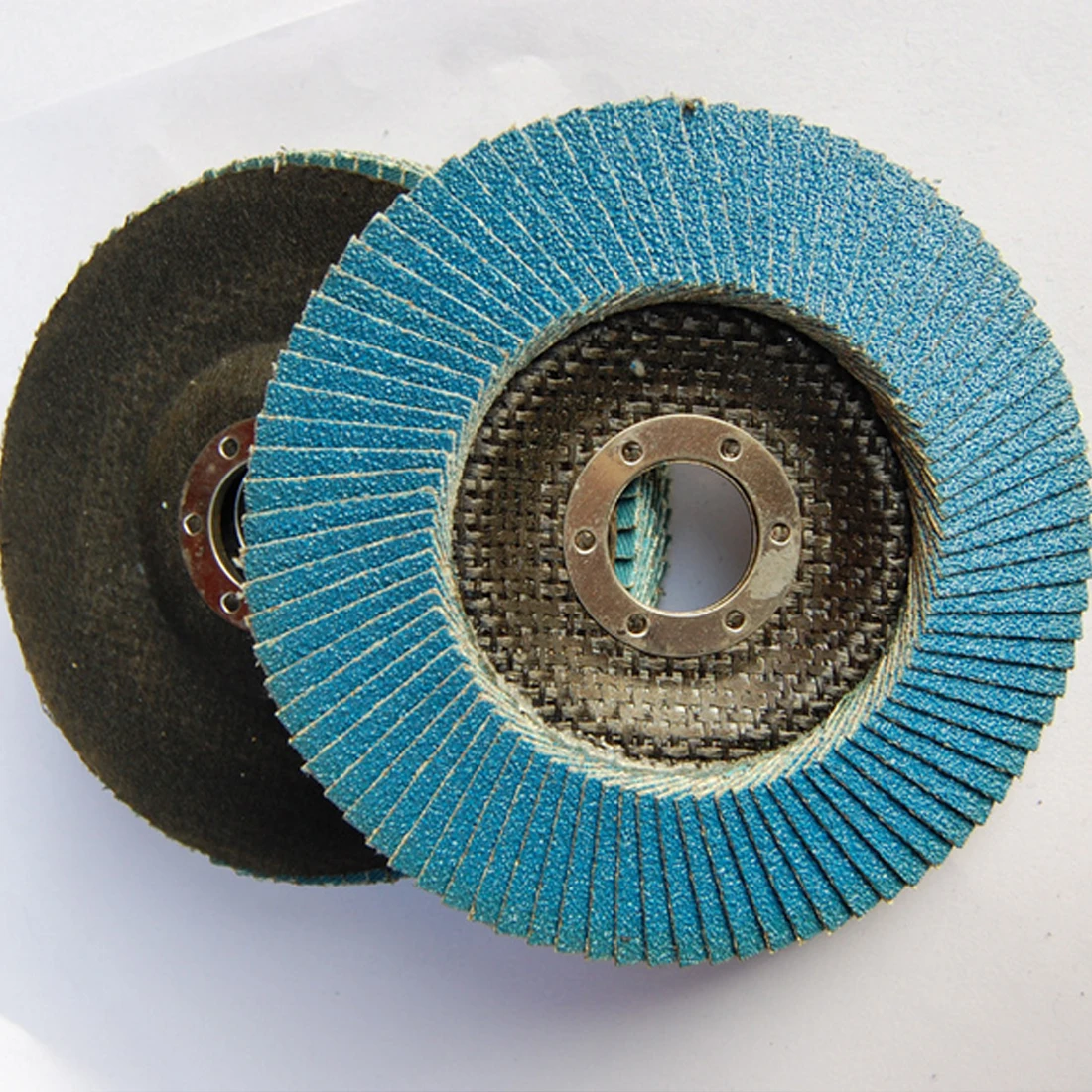
- Лепестковые. Шлифовальные круги лепесткового типа характеризуются полным отсутствием вторичных заусенцев. Они отлично адаптируются во время использования к любой поверхности из-за веерной ориентации лепестков.
- Фибровые. Требуется опорная тарелка заданного сечения для сцепления со шлифовальной машиной. Используются для зачистки любых материалов (от древесины до стали).
- Алмазные. Используются при финишной обработке материала.
- Диски по металлу. Подлежат тщательному анализу (тестированию) на прочность, поскольку требуются для итоговой работы со швом после сварных работ.

Связки: разновидности и классификация
Виды связок шлифовальных кругов определяются областью использования. Специалисты подразделяют их на органические и неорганические.
Типы шлифовальных кругов по видам связок:
- Бакелитовые. Требуются для финишной отделки. Подходят для заточки и плоского шлифования. Связка характеризуется высоким полирующим воздействием, но она не устойчива к агрессивной химической среде.
- Керамическая. Одна из самых огнеупорных. Для инструмента этого вида свойственна высочайшая химическая устойчивость, а также способность сохранять профиль кромки. Однако при этом связка имеет малый коэффициент сопротивления к механическому воздействию. В частности, ее надо беречь от изгибающих нагрузок.
- Магнезиальная и силикатная. Характеризуются особой чувствительностью к охлаждающим жидкостям. Наделены малым коэффициентом прочности, но выделяют меньше тепла во время эксплуатации.
- Вулканитовая. Нужна для работы с особо сложными фигурными поверхностями, а также при профильном шлифовании. Имеет в структуре каучук и серу, поэтому область применения весьма специфична. Структура данных шлифовальных кругов очень плотная, что провоцирует повышенную теплоотдачу в процессе шлифовки. Без периодических перерывов в работе размягчается, и процесс резания становится уже не столь качественным. При строгом соблюдении технологических норм эксплуатации гарантирует идеально ровную поверхность, поэтому ее используют при финишной шлифовке фигурных поверхностей со сложной геометрией.
- Металлическая. Требуется для шлифовки особенно твердых сплавов.
 Связка характеризуется высоким полирующим воздействием, но она не устойчива к агрессивной химической среде.
Связка характеризуется высоким полирующим воздействием, но она не устойчива к агрессивной химической среде. При строгом соблюдении технологических норм эксплуатации гарантирует идеально ровную поверхность, поэтому ее используют при финишной шлифовке фигурных поверхностей со сложной геометрией.
При строгом соблюдении технологических норм эксплуатации гарантирует идеально ровную поверхность, поэтому ее используют при финишной шлифовке фигурных поверхностей со сложной геометрией.Сводная таблица
Именно от типа связки шлифовальных кругов зависит твердость инструмента и его прочность.
Диски на болгарку
Каждый, кто вплотную соприкасался со шлифовкой или резанием, знает, какие бывают шлифовальные круги для болгарки.
На рынке они представлены в большом разнообразии:
- Абразивные круги. Предназначены для шлифовальных работ и быстрого разрезания.
- Диски с алмазным напылением. Инструмент актуален для строительных работ. Без труда разделяют на фрагменты не только камень или бетон, но и металл. На рынке встречаются варианты сплошные и сегментированные.
- Пильные диски. Похожи на пилу, но в процессе их изготовления используется более мощный сплав. Самый востребованный диск из этой серии из карбида вольфрама.
 Похожи на пилу, но в процессе их изготовления используется более мощный сплав. Самый востребованный диск из этой серии из карбида вольфрама.
Похожи на пилу, но в процессе их изготовления используется более мощный сплав. Самый востребованный диск из этой серии из карбида вольфрама.Все разновидности шлифовальных кругов на болгарку имеют стандартный диаметр. Например, самая малогабаритная модель имеет размер 115 мм. Для частного использования наибольшее распространение получили диски размером 125 мм.
Следует помнить, что маркировка при выборе дисков на болгарку имеет большое значение. Этот инструмент обладает большой мощностью и скоростью. Малейшее несоответствие подбора наждачного диска с размером установленного вала может спровоцировать травмоопасные ситуации. Только правильный подбор оборудования обеспечит эффективное выполнение требуемой задачи.
Какие существуют диски для болгарки по металлу
Диски для болгарки: какие бывают виды, размеры, как правильно поменять
Угловая шлифовальная машина (УШМ), в простонародье называемая “болгарка”, широко применяется на стройке и в быту при ремонте. С ее помощью можно выполнять множество различных технологических процессов.
С ее помощью можно выполнять множество различных технологических процессов.
Чтобы правильно подобрать инструмент для выполнения определенного вида работ, необходимо ознакомится с тем, какие бывают диски и насадки для УШМ.
Инструмент для данного устройства выбирается по размеру и по назначению.
Типовые размеры дисков
При выборе диска для болгарки необходимо проследить, чтобы внешний диаметр насадки не превышал максимально допустимые значения, разрешенные для вашей угловой шлифовальной машины. К примеру, если болгарка рассчитана на использование круга с максимальным диаметром 125 мм, то на нее нельзя устанавливать круг на 230 мм. И этому существует несколько объяснений:
- будет превышена линейная скорость режущей кромки, что чревато разрушением абразивного круга и нанесением травм пользователю;
- у маленькой болгарки не хватит мощности, чтобы работать с большим инструментом;
- установка насадки, превышающей допустимые размеры, требует снятия защитного кожуха, а это уже нарушение правил безопасности.

Диски для УШМ имеют стандартные размеры: 115, 125, 150, 180 и 230 мм. В современных болгарках посадочный диаметр (диаметр вала, на который устанавливается инструмент) практически одинаков и равняется 22,2 мм. Если у вас “завалялась” болгарка устаревшей модели, то потребуется применять переходники — кольца разных диаметров.
Все абразивные круги любых размеров имеют специальную маркировку, из которой можно узнать следующую информацию: диаметр диска и его толщина, диаметр посадочного места, максимальная скорость вращения, а также для обработки каких материалов он предназначен.
Назначение дисков и насадок
Круги для болгарки различаются по назначению на:
- отрезные;
- обдирочные
- шлифовальные;
- заточные.
Отрезные диски
Самой частой задачей, выполняемой с помощью болгарки, является резка различных материалов. От того, какой материал необходимо будет разрезать, зависит и выбор материала инструмента.
- Резка металла. Отрезной диск по металлу изготавливается из кристаллического глинозёма корунда, а также из синтетического корунда, называемого электрокорундом. Основной цвет кругов для резки металлов – синий.
- Резка камня и бетона. Для резки камня следует выбрать диск из другого абразивного материала – карбида кремния. Данный абразив с легкостью режет белый кирпич (силикатный) и шифер. Но чтобы разрезать красный кирпич, некоторые виды бетона или керамическую плитку, данный материал круга не подойдет. Диски для камня выпускаются зеленого цвета.
- Резка керамической плитки, красного кирпича, керамогранита и бетона. Для этих целей уже используют алмазный диск.
Изготавливается данная насадка из металла, на режущую кромку наносится абразивная масса с алмазной крошкой. На рисунке выше представлен сегментированный пильный круг, предназначенный для сухой резки материала. Цельнометаллические диски при работе требуют водяного охлаждения.
- Резка дерева. Хотя в продаже и имеются пильные круги по дереву, которые ничем не отличаются от дисков для циркульной пилы, лучше отказаться от их использования в целях безопасности. При работе таким инструментом пользователь часто получает тяжелые травмы из-за заклинивания, отскакивания, случайного соскальзывания инструмента и т.д.
 Отрезной диск по металлу изготавливается из кристаллического глинозёма корунда, а также из синтетического корунда, называемого электрокорундом. Основной цвет кругов для резки металлов – синий.
Отрезной диск по металлу изготавливается из кристаллического глинозёма корунда, а также из синтетического корунда, называемого электрокорундом. Основной цвет кругов для резки металлов – синий. При работе таким инструментом пользователь часто получает тяжелые травмы из-за заклинивания, отскакивания, случайного соскальзывания инструмента и т.д.
При работе таким инструментом пользователь часто получает тяжелые травмы из-за заклинивания, отскакивания, случайного соскальзывания инструмента и т.д.Поэтому, если вы все же собираетесь использовать пильный диск по дереву, то следует придерживаться мер безопасности. На болгарке должен быть установлен защитный кожух и рукоятка, пользователь обязан одеть защитную маску или очки. Кроме того, нельзя резать данным инструментом материалы, не предназначенные для него.
Обдирочные
Если требуется снять слой краски или другого нанесения, а также ржавчину с какой-либо поверхности, применяются корщетки. Они бывают дисковые или в виде чаши со встроенной металлической проволокой.
Проволока в данных насадках может быть витой либо распущенной. Толщина ее также может быть разной. Чем толще проволока, тем для более грубой обдирки применяется обдирочный диск или чашеобразная насадка, и наоборот.
Шлифовальные
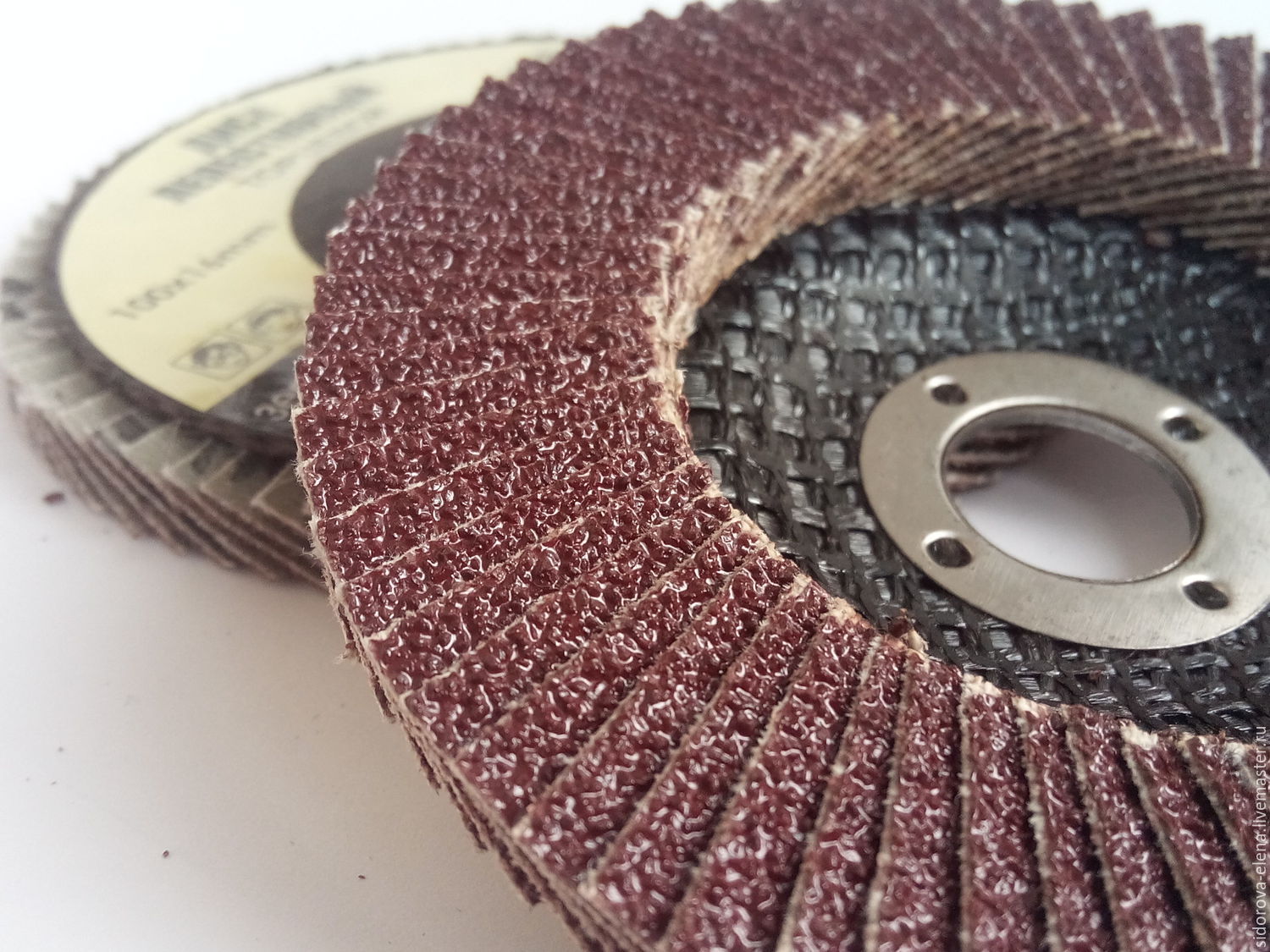
Для шлифовки и полировки различных поверхностей (металла, дерева, пластика и других) применяются шлифовальные диски и насадки. Часто для шлифовки применяется шлифовальный круг лепесткового типа. Состоит он из множества “лепестков”, сделанных из наждачной бумаги. Зернистость наждачной бумаги можно выбирать, исходя из требуемого вида обработки (чистовой или черновой).,
Часто для шлифовки применяется шлифовальный круг лепесткового типа. Состоит он из множества “лепестков”, сделанных из наждачной бумаги. Зернистость наждачной бумаги можно выбирать, исходя из требуемого вида обработки (чистовой или черновой).,
Также наждачка может крепиться к насадке с помощью липучки. Такой инструмент навинчивается на шпиндель УШМ.
Для полировки поверхностей выпускаются специальные круги и насадки, выглядящие как подушки из войлока либо как диски из ткани.
Заточные
Чтобы заточить инструмент, обычно применяются точильные станки (точила). Но если у вас нет последнего, но есть болгарка, то для нее можно приобрести заточной (шлифовальный) круг, которым можно легко заточить практически любой режущий инструмент.
Как правильно поменять диск на болгарке
Поскольку круги для болгарки являются расходным материалом, то рано или поздно их приходится менять.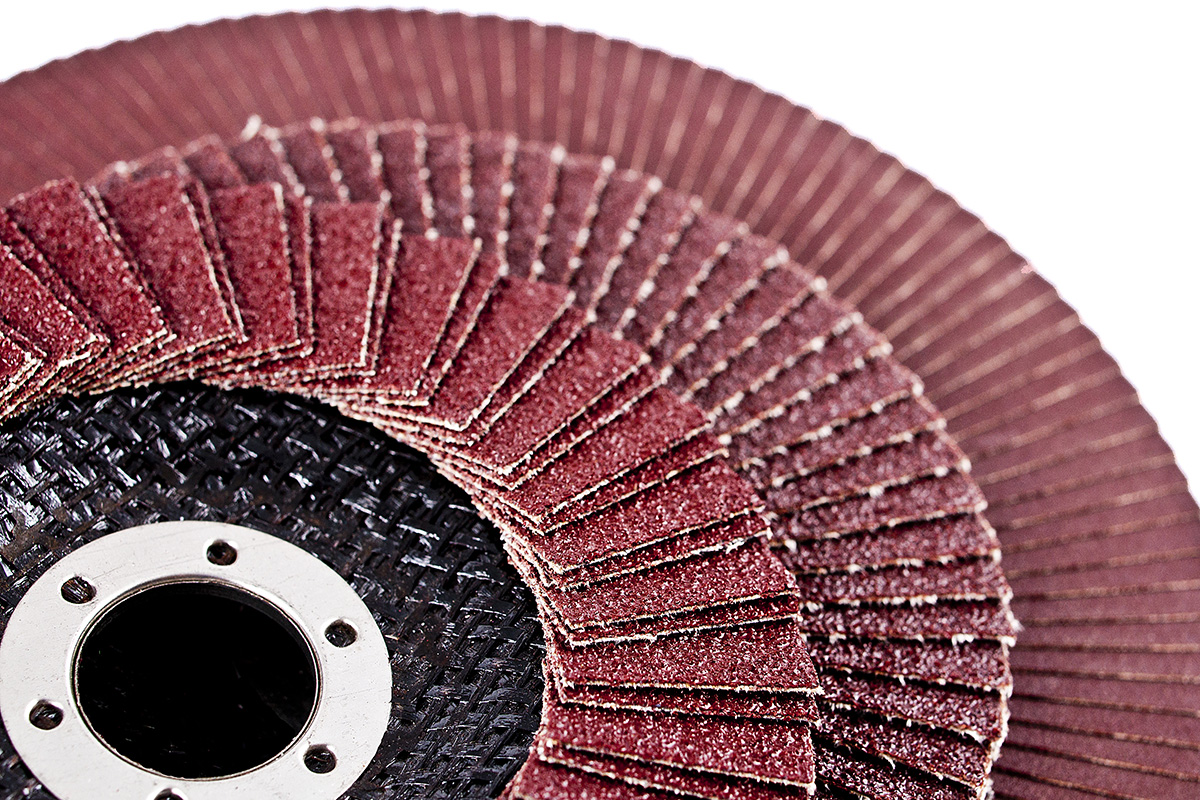 Крепятся они на шпинделе УШМ при помощи прижимного фланца (гайки) с резьбой М14. Чтобы его открутить, в комплектации к болгарке должен идти специальный рожковый ключ, имеющий штыри с одной стороны.
Крепятся они на шпинделе УШМ при помощи прижимного фланца (гайки) с резьбой М14. Чтобы его открутить, в комплектации к болгарке должен идти специальный рожковый ключ, имеющий штыри с одной стороны.
Итак, чтобы заменить инструмент на болгарке, выполните следующие действия.
- Обесточьте аппарат, выдернув вилку из розетки.
- Зафиксируйте шпиндель УШМ с помощью кнопки, расположенной на передней части корпуса. При нажатии кнопки стопор входит в отверстие диска, установленного в редукторе, чем и фиксирует шпиндель в неподвижном положении.
- Вставьте штыри ключа в отверстия на прижимном фланце.
- Удерживая фиксатор одной рукой, другой рукой проверните ключ влево (против часовой стрелки), пока гайка не сорвется с места. Далее ее можно открутить без ключа и снять с вала.
В данном случае шпиндель УШМ вращается по часовой стрелке. Но в какую сторону откручивать гайку, если у вашего аппарата вращение вала происходит против часовой стрелки? Запомните: прижимной фланец всегда следует откручивать в прямо противоположном вращению вала направлении.
- Теперь можно сменить инструмент, предварительно сняв старый.
Если вы заметили, что внутри кожуха скопилась грязь, то следует снять нижний фланец и с помощью стальной щетки удалить загрязнения со всех поверхностей.
- Далее, следует установить нижний фланец на место. Поставить его нужно правильно, обязательно совместив проточки на шпинделе и фланце.
- Положите сверху нижнего фланца прокладку. Ставить ее не обязательно, но желательно, поскольку она обеспечит легкое откручивание прижимной гайки в дальнейшем, если потребуется поменять инструмент.
- Установите новый инструмент. Иногда владельцы УШМ задаются вопросом: какой стороной ставить круг? Ответ прост: диск ставится стороной с нанесенной маркировкой наружу.
- Положите на абразивный круг прокладку. Если к вашей болгарке в комплекте не шли прокладки, то их можно приобрести в специализированном магазине, либо самостоятельно вырезать из тонкой жести или картона.
- От руки накрутите фланец на вал. Закручивать гайку следует до тех пор, пока вы не сможете больше проворачивать ее без ключа. После этого, зажав стопор, затяните данную гайку уже с помощью ключа, но не более, чем на четверть оборота, иначе диск начнет деформироваться.

 Закручивать гайку следует до тех пор, пока вы не сможете больше проворачивать ее без ключа. После этого, зажав стопор, затяните данную гайку уже с помощью ключа, но не более, чем на четверть оборота, иначе диск начнет деформироваться.
Закручивать гайку следует до тех пор, пока вы не сможете больше проворачивать ее без ключа. После этого, зажав стопор, затяните данную гайку уже с помощью ключа, но не более, чем на четверть оборота, иначе диск начнет деформироваться.После проведения вышеописанных действий замена инструмента считается завешенной.
Методы раскручивания, если диск заклинило
Что делать, если прижимной фланец заклинило? Эта неприятность, когда закусило гайку, часто происходит, если во время работы с толстыми и прочными материалами инструмент заклинило в заготовке. При этом абразивный круг часто ломается, а продолжающий вращаться шпиндель туго затягивает прижимной фланец. Чтобы раскрутить болгарку, если зажало диск, существует несколько способов.
С помощью газового ключа
Данный способ считается не совсем безопасным, поскольку можно сломать стопор, хотя в большинстве случаев, открутить гайку удаётся. Чтобы не сломать фиксатор шпинделя, не прилагайте к газовому ключу больших усилий. Конструкция фиксатора рассчитана на усилие, прилагаемое стандартным ключом.
Конструкция фиксатора рассчитана на усилие, прилагаемое стандартным ключом.
Открутить чрезмерно зажатый фланец можно с помощью 2-х газовых ключей. Для этого обломайте торчащие концы абразивного круга плоскогубцами, чтобы можно было добраться первым газовым ключом к нижнему фланцу. Далее, зажмите оба фланца ключами и поворачивайте их в противоположных направлениях (с учетом того, какая резьба на шпинделе — правая или левая).
Разборка редуктора
В случае, когда фиксатор сломан, чтобы снять инструмент с угловой шлифмашины, придется разбирать редуктор. Отломайте с помощью плоскогубцев края оставшегося абразивного круга, чтобы можно было подобраться к болтам, удерживающим крышку редуктора.
После этого открутите крепеж и откройте редуктор. Крышка извлечется вместе с валом-шестерней.
Далее, этот вал следует зажать в тиски, предварительно проложив между стальными губками алюминиевые прокладки, и с помощью газового ключа открутить фланец (не забудьте определить направление откручивания).
Нагрев гайки
Гайку можно нагреть при помощи газовой горелки, строительного фена или паяльной лампы. Нагретый фланец обычно получается открутить стандартным ключом для болгарки.
Стачивание заклинившего круга
Если после применение первых 3-х способов гайка не откручивается, то оставшийся абразивный круг между фланцами можно сточить. Чтобы сделать это, выполните следующее.
- По максимуму уберите плоскогубцами остатки круга по краям гайки.
- Зажмите в тиски кусок листового железа такой толщины, как и сам диск, включите болгарку и сточите остатки круга о торец листового железа.
Но применение неподвижного абразивного круга требует большой аккуратности, ведь при стачивании остатков инструмента можно повредить геометрию фланца. Если это случится, придется торцевать гайку.
Использование проникающей смазки
Обильно полейте место соединения фланца с валом жидкостью WD-40. Она имеет свойство проникать в межрезьбовые пространства и мелкие щели. После нанесения жидкости подождите около 5 мин и попробуйте открутить крепеж стандартным ключом.
После нанесения жидкости подождите около 5 мин и попробуйте открутить крепеж стандартным ключом.
С применением перфоратора
Некоторые владельцы болгарок в ситуации, когда заклинило прижимную гайку, устанавливают в перфоратор насадку “зубило” или “отбойный молоток”, вставляют ее в отверстие фланца под углом и включают режим отбойного молотка без вращения. Соответственно, кнопка стопора должна быть нажата. Достаточно всего пары несильных нажатий перфоратором (чтобы не сломать фиксатор вала), и гайка начнет проворачиваться.
Разрезать прижимной фланец ножовкой
Данный способ можно назвать радикальным, поскольку придется покупать новый крепеж, и применяется он, если гайка не откручивается никакими другими методами. Чтобы распилить фланец, зажмите кнопку стопора, чтобы вал не вращался, и, применяя ножовку по металлу, разрежьте крепежную гайку.
Источник: http://Tehnika.expert/dlya-remonta/bolgarka/kakie-diski-byvayut-i-kak-pomenyat.html
Какие бывают диски для болгарки? Классификация, краткий обзор
Угловая шлифовальная машина (УШМ, болгарка) – инструмент, с помощью которого возможно исполнение нескольких видов работ. В каждом случае требуется использование дополнительных приспособлений – специальные диски и насадки. Какой именно круг выбрать в конкретном случае?
В каждом случае требуется использование дополнительных приспособлений – специальные диски и насадки. Какой именно круг выбрать в конкретном случае?
Размеры дисков, предназначенных для болгарки, могут быть разными. Каждый из них имеет определенные диаметры – внутренний и внешний. Внутренний увязан с посадочным размером УШМ. У бытовых шлифмашин он одинаков – 22,2 мм.
От внешнего диаметра круга зависит глубина реза или площадь шлифуемой поверхности. Диск большего размера дает более глубокий рез. Диаметры внешние дисков для болгарки: 115, 125, 150, 180, 230. Круги имеют различную толщину.
При выборе нужно отдавать предпочтение тем, что толще. Тонкий диск быстрее износится.
Виды дисков
Какие бывают диски для болгарки? Круги к угловой шлифовальной машине классифицируют по следующим параметрам:
- вид работы;
- материал, из которого изготовлен круг;
- форма;
- размеры.
Существуют специальные круги – по дереву, металлу, бетону, искусственному и натуральному камню и т. д. О том, к какому материалу подходит насадка, говорит маркировка. Каждый вид может подходить для нескольких видов обрабатываемых поверхностей.
д. О том, к какому материалу подходит насадка, говорит маркировка. Каждый вид может подходить для нескольких видов обрабатываемых поверхностей.
Например, диск для работ по камню для болгарки режет бетон, кирпич, керамику, тротуарную плитку и т. п. Но резать или шлифовать кругом по дереву металл или насадкой по черновой стали нержавеющую невозможно.
УШМ обрабатывают, в том числе, асфальт, пластмассу, стекло, стекловолокно. При необходимости можно найти специальные диски для угловой шлифовальной машины (болгарки) по керамограниту, граниту, железобетону, мрамору, керамике, плитке, кирпичу, пластику.
При желании сэкономить предпочтительно поискать универсальный круг, который обрабатывает сразу несколько видов материалов.
Классификация по виду работ
По виду выполняемых работ круги к УШМ бывают:
- Отрезные. Они предназначены для выполнения разрезов, черновых распилов и т. п. Отрезной диск обладает режущим краем, который представляет собой сплошную окружность или разделен на сегменты.
- Пильные. Режущая кромка имеет зубья. Для подрезки многих видов изделий из древесины и ее заменителей используется болгарка. Чтобы выполнить работу, нужен пильный диск. Эта разновидность кругов предназначена для выполнения ровного, чистого реза массивной доски, фанеры, паркета, гипсокартона. Подходит он и для ламината, ДВП, ДСП (в том числе ламинированного), а также выборки пазов в газосиликате.
- Обдирочные (шлифовальные круги). Такие насадки удаляют с обрабатываемой поверхности старый слой краски, лака, грунтовки, осуществляют шлифовку.
- Зачистные. Это разновидность обдирочных. К ним относят дисковые металлические щетки. Ими можно удалить ржавчину и другие стойкие загрязнения.
- Лепестковые круги. Их тоже относят к зачистным. Круг лепестковый применяют при обработке изделий из металла, дерева, пластмассы, зачистки сварных швов и заусенцев, снятия ржавчины и т. п. Лепестковый диск для болгарки состоит из пластин, закрепленных внахлест по окружности, по принципу лепестков цветка. Разновидности: торцевые, пакетные, с оправкой. Лепестковый торцевой круг на болгарку предназначен для обработки под углом или обычной плоской. Есть два его подвида — прямой и конусный. Прямой диск лепестковый нужен при шлифовке на большой площади. Конусный круг лепестковый подходит при отделке швов, стыков и т. п. Пакетный диск лепестковый (складчатый) тоже пригоден для работ на большой площади. Зачистные круги с оправкой для болгарки применяют при работе с полостями. Они помогают достичь наибольшей точности обработки.
- Для нарезки швов. Их применяют при выполнении швов в бетоне, асфальте и т. п. С такими насадками шлифмашина пригодна и для этой работы.
- Полировальные. Такие круги применяют для окончательной полировки поверхностей. К ним относят полировальные сменные войлочные и фетровые насадки для болгарки с липучкой, а также наждачный круг.

 Разновидности: торцевые, пакетные, с оправкой. Лепестковый торцевой круг на болгарку предназначен для обработки под углом или обычной плоской. Есть два его подвида — прямой и конусный. Прямой диск лепестковый нужен при шлифовке на большой площади. Конусный круг лепестковый подходит при отделке швов, стыков и т. п. Пакетный диск лепестковый (складчатый) тоже пригоден для работ на большой площади. Зачистные круги с оправкой для болгарки применяют при работе с полостями. Они помогают достичь наибольшей точности обработки.
Разновидности: торцевые, пакетные, с оправкой. Лепестковый торцевой круг на болгарку предназначен для обработки под углом или обычной плоской. Есть два его подвида — прямой и конусный. Прямой диск лепестковый нужен при шлифовке на большой площади. Конусный круг лепестковый подходит при отделке швов, стыков и т. п. Пакетный диск лепестковый (складчатый) тоже пригоден для работ на большой площади. Зачистные круги с оправкой для болгарки применяют при работе с полостями. Они помогают достичь наибольшей точности обработки.Классификация по материалу
Диски к УШМ изготавливают из нескольких разных материалов. Каждый из них имеет свои особенности. Виды кругов для угловых шлифовальных машин:
Виды кругов для угловых шлифовальных машин:
- Алмазный. Их изготавливают из стали, на которую наносят алмазное напыление. Этот вид насадок режет и шлифует любой металл, бетон, искусственный и натуральный камень (в том числе гранит и мрамор), керамику, стекло. Пильный алмазный диск для болгарки обеспечивает наиболее тонкий разрез. Пилить нужно маленькими резами. Новая разновидность алмазных насадок – полировальные круги на гибкой основе («черепашки»). Их поверхность имеет рифленую структуру в виде черепашьего панциря (отсюда название). Гибкие алмазные диски крепят на основу – насадку из твердой резины с липучкой.
- Твердосплавный. Круги этого вида тоже изготавливают из металла. Они имеют по краям припой из высокоуглеродистых молибденовых сталей с добавками хрома и никеля. Их используют в основном при резке металлов, реже для дерева. Болгарка пригодна для работы со многими металлами. Есть диски твердосплавные, специально предназначенные для тонкой, высокоуглеродистой, нержавеющей стали, алюминия.
- Абразивный. Основой является плотная водостойкая латексная бумага с армирующей сеткой или фибра. На нее наносят слой абразивного материала – частиц оксида алюминия, карбида кремния, карбида вольфрама или корунда. Связкой для абразива является смола или полимер. Шлифовальный фибровый диск на болгарку используют в комплекте с опорной тарелкой из пластика или резины. Она служит упором и охлаждает абразив. Абразивные круги применяют как отрезные, зачистные или обдирочные. Фибровый круг пригоден для работ по дереву и бетону, обработки цветных и черных металлов. Абразивом служат цирконат или оксид алюминия, керамическое зерно. Фибровый круг идеально подходит для грубого удаления старой краски со стен, фасадов и других поверхностей.
- Зачистной из металлической проволоки. Дисковые щетки из этого материала используют для удаления ржавчины и других видов стойкого налета.

К дискам для болгарки можно условно отнести опорные тарелки. Их называют также опорными или тарельчатыми дисками. Тарелки изготавливают из пластика или резины. Их используют в сочетании с некоторыми шлифовальными, полировальными, зачистными абразивными насадками, наждачными кругами. Необходимость использования опорного диска нужно уточнить при покупке того или иного круга для УШМ.
Тарелки изготавливают из пластика или резины. Их используют в сочетании с некоторыми шлифовальными, полировальными, зачистными абразивными насадками, наждачными кругами. Необходимость использования опорного диска нужно уточнить при покупке того или иного круга для УШМ.
Дополнительные параметры
У шлифовальных дисков болгарок важную роль играет зернистость. Чем ее значение выше, тем мельче размер абразивных частиц, а значит, тоньше шлифовка:
- 40–80 – предварительная обработка;
- 100–120 – выравнивание;
- 180–240 – заключительная шлифовка.
Зернистость алмазных полировальных кругов на гибкой основе: 50, 100, 200, 400, 600, 800, 1000, 1500, 2000 и 3000 (самое мелкое зерно). О зернистости говорит маркировка на обороте.
https://www.youtube.com/watch?v=yC3YtGd0qa8
Отрезные алмазные диски бывают четырех видов:
- Сплошные («Корона»). Они предназначены для выполнения только мокрого реза. Режущая кромка непрерывна. Этот вид кругов обеспечивает более быстрое выполнение работы, делает ровные срезы без сколов.
- Сегментные. Диски сегментированные имеют на режущем крае равномерно расположенные прорези, направленные к центру. Они делят диск на равные части – сегменты. Сегментные круги используют при выполнении сухих резов.
- Комбинированные («Турбо»). Кромка диска имеет зубчатую форму, состоящую из наклонных канавок. Этот вид дисков универсален, подходит для сухих и мокрых резов.
- Турбосегментные. Их кромка тоже зубчатая, но разделена на сегменты, как у сегментированного диска. Подходят при сухой резке. Особая форма повышает производительность.

В продаже можно найти круги к УШМ с фланцем. Фланец надежно и быстро крепит круг, повышает жесткость, снижает вибрацию, повышает точность обработки, расширяет возможности инструмента, позволяет обрабатывать «мертвые зоны», плоские углы.
Заключение
Огромный выбор кругов разного назначения к угловой шлифовальной машине позволяет выполнять этим инструментом множество задач.
Из предлагаемого производителями ассортимента нужно лишь выбрать подходящие диаметр диска, материал, форму.
При этом нужно помнить, что высокая стоимость связана с более высокой прочностью круга, а значит, увеличением срока службы инструмента иногда в несколько раз.
Источник: http://pro-instrument.com/ruchnoj/diski-dlya-bolgarki.html
Разновидности и правила выбора отрезных алмазных дисков для УШМ
Алмазные отрезные диски, или как их еще называют, алмазные круги, имеют ряд преимуществ по сравнению с обычными абразивными аналогами. Они имеют значительно большие показатели по ресурсу, точности реза и производительности. Далее мы рассмотрим, как выбрать алмазный диск для болгарки, какие разновидности дисков существуют и в чем их преимущество.
Круги с алмазными режущими кромками для безводной резки впервые были созданы в конструкторских бюро японской компании Sankyo Diamond Tools, структурном подразделении корпорации Hitachi.
Множество технологий использовалось впервые, поэтому круги были недостаточно надежными и быстро выходили из строя. Например, алмазы и режущая часть крепились к стальному основанию при помощи высокотемпературной пайки.
В процессе работы, при возникновении большой силы трения, металл нагревался, припой расплавлялся и рабочая часть попросту отваливалась.
При водяном охлаждении такие круги работали более-менее сносно, но при сухом трении ресурс их был небольшой.
Дело в том, что алмаз не режет материал, а истирает его в пыль, большие силы трения сопровождаются быстрым нагревом — тепло не успевает отводиться по телу круга, кроме того, несмотря на наличие специальных прорезей, круг деформируется при нагревании. Изменения формы незначительны и не угрожают разрушением, но на прочность соединения оказывают отрицательное влияние.
Инженеры Sankyo Diamond предложили и другие решения — спекание рабочей части и основания под большим давлением. Такое соединение более прочное и выдерживает значительно большие температуры. Таким образом, удалось создать стойкие к нагреву и деформации сегментированные и сплошные диски. Технология используется до сих пор.
Второе решение — сварка лазером на молекулярном уровне. По такой технологии производятся только круги сегментированного вида. По прочности и надежности диски обоих видов практически одинаковы, хотя многие профессионалы считают, что изготовленные методом лазерной сварки лучше.
Принцип работы отрезного алмазного диска
Большинство алмазных дисков используются на угловых шлифовальных машинах с частотой оборотов до 12000 об/мин. Максимальное количество оборотов, которое могут выдержать лучшие круги составляет 13900 об/мин, но инструментов, способных их развить при резке не слишком много.
С обрабатываемой поверхностью контактирует только сам алмаз — он выступает над поверхностью обода и при вращении истирает материал в мелкую пыль. Многослойная структура режущей кромки обеспечивает постоянную готовность диска к работе — истиравшиеся или вылетевшие из гнезда алмазы заменяются другими, которые находятся в более низком слое обода.
Избыток тепла отводится по корпусу диска, но, все же, он нагревается до достаточно высоких температур, что требует соблюдения определенных правил техники безопасности при сухой резке.

Долговечность круга и эффективность его применения зависят от размеров алмазов. Крупные обеспечивают эффективность работы, но быстро изнашиваются, мелкие режут очень точно, но медленнее, срок их службы на 25 – 30% дольше, чем у инструмента с крупными фракциями кристаллов.
Конструкция отрезных алмазных дисков
Конструктивно алмазный диск представляет собой стальной круг с режущей частью и прорезями по всей площади, которые способствуют отводу тепла и снижают деформационные напряжения. Алмазы вкраплены по всему ободу диска.
Они вставляются в обод из сплавов никеля, цинка, кобальта и олова.
При линейной скорости движения до 80 м/с и громадных силах трения, крепление должно быть исключительно прочным, что достигается использованием специальных технологий.
Для обеспечения удержания режущей части при больших нагрузках они могут закрепляться при помощи лазерной сварки, спекания, гальваническим способом или пайкой. Пайка используется только в дисках для резки машинами с водяным охлаждением.
В зависимости от способа закрепления алмаза, определяется назначение диска. Закрепленные гальваническим способом алмазы предназначены для работы с мягкими видами природного камня, обработанные лазерной сваркой и спеканием, особенно сегментные — для всех видов твердых материалов сухим и «мокрым» способом.
Отверстия и прорези расположены строго симметрично, также уравновешена масса алмазов по диаметрально противоположным направлениям. Это исключает вибрации и «биения» диска и обеспечивает равномерность резки.
Но использовать круги для сухой резки можно только для выполнения прямолинейного реза — при криволинейной траектории диск может не только потерять алмазы, но и разрушиться.
Этот вид инструментов очень чувствительный к боковым нагрузкам.
1. Демпфигующие прорези. 2. Режущий слой. 3. Посадочное отверстие. 4. Стальной диск.
4. Стальной диск.
Разновидности алмазных дисков
Алмазные отрезные диски имеют определенные различия по конструкции и технологии изготовления.
Виды алмазных дисков по строению
По строению диски для сухой резки подразделяются на:
- сплошные;
- сегментированные;
- турбо;
- турбосегментированные.
Сплошные алмазные диски. Оснащены сплошной режущей лентой, идущей по окружности, в которую вкраплены искусственные алмазы в несколько рядов. Для резки керамики и других материалов, где точность реза является основным параметром, предпочтительнее круги со сплошной кромкой.
Сегментированные алмазные диски.
Сегментированные разделены радиальными прорезями на несколько рабочих участков одинакового размера, они более стойкие к механическим и температурным нагрузкам и применяются чаще, чем сплошные, хотя и стоят несколько дороже. Они более производительны, чем сплошные, но рез после них не такой точный. Лучше всего их применять для грубого реза бетонных конструкций.
Лучше всего их применять для грубого реза бетонных конструкций.
Алмазные диски турбо. Турбодиски отличаются наличием косой (и не только) насечки по боковым сторонам обода.
Она несколько увеличивает механическую прочность круга и значительно усиливает интенсивность отвода тепла, что позволяет ускорить резку от 50 до 100%.
Как и сегментные диски, «турбо» пригодны для быстрой резки любых минеральных материалов широкого диапазона твердости — от песчаника до бетона и гранита.
Алмазные диски турбосегментированные. Еще более производительны круги, разделенные на сегменты с боковой насечкой «турбо». Они отличаются высокой производительностью и универсальностью.
Различие дисков по расположению алмазов
Искусственные алмазы закреплены в рабочем ободе в определенном порядке. Есть круги с равномерным их распределением, когда в любой из выбранных единиц длины или сегменте находится одинаковое количество кристаллов.
Но есть и круги, в которых алмазы расставлены с определенным периодом (так называемые сэндвичные). Они более производительны, обеспечивая меньшее усилие на инструмент, более эффективное охлаждение и равномерное распределение усилия.
Они более производительны, обеспечивая меньшее усилие на инструмент, более эффективное охлаждение и равномерное распределение усилия.
Алмазные диски для сухой и мокрой резки
По способу резки алмазные диски подразделяются на круги для сухой и мокрой резки.
Первые обеспечивают точный рез и более «чистые» в работе, но требуют применения устройств по отсосу пыли — при резке образуются очень мелкие частицы твердых материалов, которые раздражают глаза и дыхательные пути.
Круги с водяным охлаждением работают при постоянном притоке жидкости, которая связывает и смывает пыль, но не всегда их можно использовать. Это связано с некоторой громоздкостью гидросистемы и образованием потеков.
Круги для сухой резки можно использовать в машинах с водяным охлаждением, но диски для «мокрой» резки без охлаждения использовать нельзя — они перегреваются и быстро разрушаются.
Как подобрать алмазный диск для болгарки
При подборе алмазного диска необходимо обращать внимание на тип материала, для которого предназначен диск, на его размер, посадочный диаметр и скорость вращения диска.
Материал, с которым предстоит работать
Большинство алмазных кругов предназначены для работы с неметаллическими материалами. Чаще всего они применяются для резки бетона, керамики, стекла, кирпича и асфальта.
Но существует ряд дисков, созданных для резки металлов различной твердости. При покупке следует помнить, что разные виды алмазных дисков предназначены для работы с различными материалами.
Есть диски, предназначенные для работы с бетоном, керамической плиткой, мрамором, гранитом, песчаником, камнем и асфальтом.
Существует определенное правило выбора диска — для мягких материалов выбираются круги с твердой обвязкой алмазов, а для твердых — с мягкой. Это определяется степенью износа искусственных алмазов, находящихся на ободе круга.
При резке твердых материалов они истираются быстрее и следующие выходят на их место из достаточно мягкой режущей полосы. Мягкие же материалы на алмаз влияют мало, он должен находиться на своем месте максимально долго, что и обеспечивает твердое вещество, в которое вкраплен минерал.
Кроме того, для разных кругов используются различные искусственные алмазы.
Промышленным способом производится два вида алмазов:
- Монокристаллические, представляющие собой одну пространственную структуру правильной формы;
- Поликристаллические, состоящие из нескольких прочно связанных между собой монокристаллов меньшего размера.
Первые очень прочные и используются для резки твердых материалов и металлов, вторые могут разрушаться при контакте с ними, поэтому используются на более дешевых инструментах, предназначенных для сравнительно мягких материалов.
Размеры алмазных дисков
От размеров диска зависит максимальная глубина реза и, в некоторых случаях, скорость работы.
Основные диаметры — 115, 125, 180 и 230 мм, что соответствует абразивным кругам для УШМ наиболее распространенных марок. В продаже можно встретить и алмазные диски диаметром 150, 300 и более миллиметров.
В продаже можно встретить и алмазные диски диаметром 150, 300 и более миллиметров.
Большие диаметры устанавливаются на мощные режущие машины — бензорезы, отрезные станки стационарного типа и т.д.
Наиболее распространенные посадочные отверстия дисков могут быть — 22,2 мм или 25,4 мм. Покупайте диск только того размера, для которого предназначен ваш инструмент.
Скорость вращения диска
Также на дисках указывается максимальная скорость вращения и линейная скорость. Если возможности вашего инструмента превышают характеристики диска, то ставить его нельзя — центробежные силы попросту разорвут его.
Проблемы, возникающие в процессе работы и способы решения
1. Как уже упоминалось, алмазные диски предназначены исключительно для прямолинейных резов. Скорость реза и силу подачи необходимо регулировать таким образом, чтобы рабочая зона не перегревалась. При температуре обода выше 700 0С искусственные алмазы графитизируются и утрачивают значительный процент прочности.
Увеличить ресурс диска можно простым способом — периодически извлекать его из реза, не выключая мотора УШМ. Набегающий поток воздуха охлаждает диск и снимает термические напряжения между центральной частью и рабочей зоной.
Еще один способ увеличить срок службы диска — не выполнять за один проход слишком глубокого реза. Лучше последовательно пройти по одной траектории несколько раз. Это незначительно увеличит время работы, но ресурс инструмента станет вдвое больше.
2. Одной из главных проблем, которые встречаются в работе, является быстрое изнашивание рабочей зоны.
В первую очередь это связано с неправильным выбором инструмента, слишком большой скоростью подачи (прижима) или с состоянием привода УШМ.
Если в нем возникают биения, то срок жизни диска резко сокращается, в некоторых случаях, при особенно больших амплитудах колебаний, он может разрушиться, что очень опасно.
Если изнашивается боковая сторона диска ниже режущей кромки, значит, нарушена вертикальность подачи или возник дефект привода, создающий боковое биение.
3. При быстром затуплении сегментов необходимо заменить диск — он не подходит для данного материала. Если же диск выбран правильно, но все равно наблюдается такая картина — необходимо чаще охлаждать диск. Он перегревается вследствие слишком сильной нагрузки. Такие же причины приводят и к изменению цвета основания диска — появляется синеватый отлив на стальном круге.
4. Если на диске появились трещины — немедленно замените его. Растрескивается диск при несоответствии материалу или слишком интенсивной работе. Часто эти дефекты появляются после заклинивания в резу, или перекосе при работе. Чтобы избежать неприятностей, осматривайте диск перед работой и периодически во время работы, останавливая инструмент.
5. Не допускается работа с алмазным диском, если УШМ или иной инструмент неисправен — возникают боковые и радиальные биения, неравномерное вращения, не контролированное увеличение или снижение скорости вращения. В этом случае инструмент необходимо сдать в ремонт или купить новый.
Чтобы увеличить ресурс алмазного диска, необходимо выполнить ряд простых правил:
- использовать круги большого диаметра, таким образом, снижается нагрузка на кристаллы;
- УШМ или иной инструмент необходимо выбирать как можно мощнее, это обеспечивает стабильность оборотов;
- правильно выбирать диск в соответствии с материалом;
- не превышать допустимых оборотов.
При работе с алмазными дисками обязательно используются перчатки, очки и респираторы.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/420-almaznye-diski-dlya-bolgarki-kak-vybrat-vidy.html
Какие бывают диски для болгарки
Выбирая диск для болгарки (углошлифовальной машинки), в первую очередь необходимо придерживаться установленного для конкретной модели диаметра.
В статье расскажем о том:
И это действительно очень важный момент, поскольку нередко, для того чтобы увеличить глубину реза или площадь обрабатываемой поверхности, некоторые “умельцы” снимают защитный кожух и устанавливают круг превосходящих размеров.
Во-первых, из-за этого сам инструмент гораздо быстрее выходит из строя (разбивается редуктор), а во-вторых, случаются достаточно тяжелые травмы. Дело в том, что каждый диск для болгарки имеет ограничения по максимальным оборотам или, другими словами, по скорости вращения.
Чем шире диаметр круга, тем обороты должны быть меньше. Именно поэтому большие диски на высоких оборотах очень часто попросту разрываются, а учитывая то, что при этом отсутствует защитный кожух, последствия могут быть самыми плачевными.
Какие бывают диски для болгарки в диаметре
Всего существует 5 основных модификаций:
- ∅ 115 мм
- ∅ 125 мм
- ∅ 150 мм
- ∅ 180 мм
- ∅ 230 мм
Наиболее популярными считаются болгарки, а соответственно и диски ∅ 125 и 230 мм. В быту чаще всего используются небольшие модели, тогда как в профессиональной работе применяется более мощный и производительный инструмент.
Как выбрать диск на болгарку для работы с различными материалами
Универсальность болгарки заключается в том, что ею можно не только резать практически любые материалы, но и шлифовать всевозможные поверхности или проводить заточку инструмента. Главное – правильно подобрать диск. Так какие бывают диски для болгарки? Основные группы выглядят следующим образом:
- отрезные
- зачистные (заточные)
- шлифовальные (обдирочные)
В свою очередь, в каждой группе существует несколько разновидностей. Отрезные диски бывают абразивными, алмазными и по дереву. Первые, как правило, предназначены для резки металла, хотя существуют и абразивные круги по бетону.
Различаются они используемыми в производстве компонентами, а покупатель может их отличить по цвету на информационной наклейке (для металла – синий, для бетона – зеленый), по надписи (металл – «Steel», бетон – «Concrete») или по схематическому изображению конкретного материала.
Алмазные отрезные круги предназначены исключительно для камня, бетона или керамических изделий. Наиболее частый вопрос, возникающий у домашних мастеров, каким диском резать плитку болгаркой? Вообще, для этих целей рекомендуются круги со сплошным напылением без сегментирования, канавок и прорезей, так как они оставляют минимум сколов на эмали.
Однако применяют их совместно с водяным охлаждением, то есть, на специальных электрических плиткорезах с непрерывной подачей воды.
В бытовых целях можно пользоваться сегментированными дисками, которые также подходят для красного и силикатного кирпича, брусчатки, бетона, тротуарной плитки и т.д.
Не рекомендуется беспрерывно работать любыми алмазными кругами более 2-х минут, так как, несмотря на охлаждающие бороздки, вырезы и канавки по всей окружности, при сухом резе они очень быстро нагреваются.
Еще один частый вопрос, чем разрезать толстую резину или автомобильную покрышку? Болгаркой можно выполнить и эту операцию, например, алмазным диском. Но делать это нужно на открытом воздухе, так как при нагреве, резина выделяет едкий запах и может даже дымить.
Но делать это нужно на открытом воздухе, так как при нагреве, резина выделяет едкий запах и может даже дымить.
Нужно быть очень аккуратным в случае с покрышками, так как в середине ската имеется металлический корт. Алмаз его, безусловно, разрежет, но при этом могут отскакивать мелкие частички металла. Кроме того, резина очень часто зажимает диск, поэтому нужно разжимать кромки в процессе резки.
Для разрезания древесины существуют специальные диски-пилы. Это самая опасная разновидность кругов, поскольку даже при малейшем контакте с руками или пальцами они оставляют тяжелые травмы. Их рекомендуется использовать только при условии стационарного крепления болгарки к верстаку.
Если такой возможности нет, работать нужно максимально аккуратно, ни в коем случае не снимать защитный кожух, не надавливать на инструмент, не делать никаких резких движений, обязательно одевать маску и плотно облегающие пальцы печатки. Лучше выбирать диски на болгарку для дерева с мелким зубом, так как такие круги реже провоцируют эффект обратного удара.
Что такое заточные и шлифовальные круги для болгарки?
Заточные абразивные диски бывают двух видов: плоские и чашеобразные. В первом случае круги практически ничем не отличаются от обрезных аналогов. Разница заключается лишь в их толщине, которая составляет как минимум 5 мм и более.
Чашеобразные разновидности более удобны в работе, так как позволяют за один проход охватить больше обрабатываемой поверхности. Используют такие диски для болгарки в целях зачистки сварных швов или заточки режущего инструмента.
Шлифовальные или обдирочные круги бывают четырех видов:
- Лепестковые (наждачные) диски для болгарки в основном используются при снятии старой краски или лака, шлифовки деревянных поверхностей.
- Для того чтобы очистить поверхность от стойкого загрязнения или ржавчины, применяются специальные проволочные насадки.
- Для полировки камня предназначены алмазные чашеобразные модификации.
- Для полировки металла идеально подходят тарельчатые насадки из резины или пластика, к которым прикрепляется сменный наждак или абразивная сетка.

Какой стороной ставить диск на болгарку?
На этот вопрос ответить проще всего. Плоский круг ставится маркировкой наружу. Чашеобразные модификации можно поставить только в единственном положении, так что здесь ошибка исключается.
Кстати профессионалы утверждают, что нет никакой разницы, какой стороной ставить диск на болгарку. Их убеждение основано на том, что на кругах, даже профессиональных, отсутствует стрелочка-указатель, в какую сторону должно происходить вращение. Следовательно, установка может осуществляться любой стороной.
Видео:
(10
Источник: http://rmnt.net/kakie-byvayut-diski-dlya-bolgarki-kakim-krugom-rezat/29818
Диски для болгарки: как выбрать шлифовальный круг, какие бывают
Даже самый мощный современный инструмент бесполезен без дополнительных сменных элементов. Поэтому для квалифицированного выполнения работ важно знать, какие бывают диски для болгарки. Именно эти детали делают инструмент многофункциональным.
Поэтому для квалифицированного выполнения работ важно знать, какие бывают диски для болгарки. Именно эти детали делают инструмент многофункциональным.
С помощью болгарки проводят операции разрезания, шлифования, заточки, полирования, обдирания. Однако производители предлагают такой богатый ассортимент, что в нем легко запутаться. Разобраться, как выбрать круг для болгарки, поможет информация об их классификации. Она приведена в нормативных документах.
Какие отрезные круги по металлу, камню и дереву лучше?
Болгарку (углошлифовальную машину или УШМ) чаще всего используют как раз для отрезных работ. Для получения хорошего результата следует определиться, какие отрезные круги по металлу лучше.
Необходимо тщательно проводить подбор данных деталей и для резки по кирпичу, древесине, шиферу.
Однако преимущественно эти детали углошлифовальных машин применяются для разрезания металлических листов или труб, других изделий из металла.
Выбрать отрезные круги для болгарки по металлу, размеры которых варьируются, можно так:
- диски маленького диаметра 115 и 125 мм – подходят для болгарок небольшого размера;
- диски среднего диаметра 150 и 180 мм – подходят для болгарок стандартных размеров;
- диски большого диаметра 230 мм – подходят для очень мощных, профессиональных болгарок (мощность 1500 кВт и выше).
Внутренний диаметр диска для всех перечисленных выше категорий одинаков и составляет 22,2 мм. Толщина кругов также различается и составляет 1–3,0 мм.
Большие диаметры дисков для болгарки предполагают и большую толщину и соответственно наоборот. Эта зависимость обусловлена как скоростью вращения круга, так и нагрузкой на него.
Не стоит резать толстый лист металла тонким диском. В результате в процессе работы его может просто разорвать.
Различные диски применяются для различных видов металла. Для резки кузовной стали или алюминия окажется вполне достаточной толщина 1–1,6 мм. А для толстых металлических швеллеров следует выбирать данный параметр от 2,5 мм. Средний расход кругов отрезных на тонну металла (диаметр 115 мм) составляет 73–171 шт.
Алмазные диски для болгарки используют для резки по камню, а также шиферу, бетону, кирпичу. Не проблема для них и керамическая плитка, брусчатка, керамогранит. Они представляют собой стальные круги с посадочным отверстием и специальным напылением на кромке. Основа напыления – алмазные зерна размером 0,2–0,8 мм.
Основа напыления – алмазные зерна размером 0,2–0,8 мм.
Обычные круги по камню без алмазного напыления стоят существенно дешевле. Однако с резкой бетона или плитки они уже не справятся из-за отсутствия режущей кромки. Алмазные круги делят на следующие типы:
- Для сухой резки. Круг по всему периметру разделен на небольшие фрагменты – поперечные углубления с зубьями. Это позволяет быстрее и более существенно охладить его. Алмазные зубья изготавливают отдельно, после чего припаивают к полотну диска. Для этого используют лазерную сварку и серебряный припой. Важно помнить, что работать таким диском непрерывно нельзя более 2 минут. Он разработан специально для разрезания кирпича, брусчатки, бетона.
- Для влажной резки. Его назначение – резка керамической плитки и керамогранита. Он имеет сплошную структуру, а перед разрезанием материал необходимо смочить водой. Характерные особенности круга – уплощенная боковая кромка и добавки кобальта и бронзы. Изделия с примесью бронзы хорошо подходят для разрезания гипсокартона, черепицы, керамической плитки. А вот кобальтовая добавка поможет справиться с кварцитом, гранитом, лабрадоритом.
- Комбинированный. Данный круг сочетает в себе характеристики первых двух и считается универсальным.
 А вот кобальтовая добавка поможет справиться с кварцитом, гранитом, лабрадоритом.
А вот кобальтовая добавка поможет справиться с кварцитом, гранитом, лабрадоритом.Посадочный размер (внутренний диаметр) для всех алмазных дисков равен 22 мм. Круги для влажной резки часто устанавливают на плиткорезах – электростанках с подачей воды. В этом случае диаметр может достигать 25,4 мм.
Приобрести нужный алмазный диск для углошлифовальной машины очень просто. Изделия маркируются в зависимости от того, какой материал им лучше разрезать.
| Маркировка алмазного круга | Материал |
| Синий | Мрамор, бетон |
| Серый | Керамика |
| Зеленый | Гранит |
| Желтый | Гипс, кафельная плитка |
| Оранжевый | Кирпич, штукатурка |
Диски для болгарки по дереву считаются наиболее опасными. При работе с ними лучше использовать круги с мелкими зубцами. Также не рекомендуется ни при каких обстоятельствах снимать с них защитный кожух.
Также не рекомендуется ни при каких обстоятельствах снимать с них защитный кожух.
Сильная подача при работе может привести к серьезным травмам. Поэтому от установки таких дисков на УШМ большого размера лучше отказаться.
Наиболее подходящий вариант – сочетать их с приспособлением для стационарного крепления углошлифовальной машины.
Размеры кругов по дереву совпадают с таковыми по металлу. При их выборе стоит учесть следующие особенности:
Важно максимально правильно определить размер диска. Он зависит от глубины пропила древесины и ее фактуры.
Особое значение имеют характеристики зубьев диска: их количество, форма и частота размещения. Модели с зубьями, скошенными под разным углом, «заточены» под любые виды дерева. Для разрезания мягкой древесины хвойных пород лучше приобрести круги с прямыми зубьями. С древесностружечными плитами средней плотности хорошо справляются трапециевидные зубья.
С древесностружечными плитами средней плотности хорошо справляются трапециевидные зубья.
Предпочтительно, чтобы оптимальная толщина круга по дереву была не менее 2 мм.
Как выбрать качественный шлифовальный круг?
На рынке сейчас представлено множество кругов для болгарки, предназначенных для шлифования и полировки поверхностей.
Наиболее популярны губчатые, войлочные, матерчатые диски и диски со сменной наждачной бумагой. Шлифовальный и полировочный материал фиксируют на основе с помощью клея или липучки.
Шлифовально-полировочные круги имеют различную конструкцию и бывают твердыми, подвижными и лепестковыми. Выбор изделия определяется требуемой степенью гладкости поверхности. Для придания идеальной ровности древесине в конце обработки преимущественно применяют лепестковые круги. Они бывают фланцевыми и шпиндельными.
Неопытных мастеров часто интересует, как выбрать шлифовальный круг оптимальным образом. Такие диски имеют различную степень зернистости в зависимости от специфики абразивного материала.

Мелкозернистый материал хорошо зарекомендовал себя в полировке дерева. Круги средней зернистости часто используются для удаления верхнего слоя древесины.
Крупнозернистые диски – отличный выбор для удаления старой краски.
Размер зерна обязательно указывается на изделии. Чем он больше, тем быстрее будет происходить обработка. Однако стоит помнить, что качество резания или шлифовки у крупнозернистых кругов хуже. Также компании-производители указывают и твердость связки дисковой основы. При обработке мягких материалов рекомендуется применять мягкую связку.
Для обдирания металлических и каменных поверхностей разработаны специальные диски для болгарки – витые шарошки. Они выполнены в виде стальных чашек, по периметру которых закреплены проволочные щетки. Диаметр проволоки бывает различным и определяется грубостью обработки поверхности.
Размеры и другие параметры абразивных кругов
Абразивные круги, размеры которых совпадают с таковыми для других дисков, весьма распространены. Они создаются как для отрезания материала (толщина изделий не превышает 3 мм), так и для шлифования (толщина изделий от 4 до 10 мм).
Они создаются как для отрезания материала (толщина изделий не превышает 3 мм), так и для шлифования (толщина изделий от 4 до 10 мм).
Армирование отрезных кругов обычно осуществляется в 2 слоя, а шлифовальных – в 3 слоя. Также в первом случае внутреннее посадочное кольцо диска изготавливается из жесткого металла.
Для шлифовальных абразивных кругов вполне допустимо использовать более мягкую шайбу.
Абразивные диски имеют плоскую или изогнутую форму. Модели в форме тарелки подходят для обработки труднодоступных мест. В процессе шлифования пользоваться ими намного легче благодаря скрытой фиксирующей гайке.
Завод ООО «ТВК «УКРАБРАЗИВ» серийно производит отрезные диски для угловых шлифмашин диаметром от 115 до 230 мм и толщинами от 1 до 3 мм. А так же отрезные диски, применяемые на стационарных шлифовальных машинах диаметром от 300 до 400 мм. и толщинами от 3 до 4 мм.
Так же в ассортименте завода присутствуют отрезные диски по высоко-легированным сталям диаметром от 125 до 230 мм и толщинами от 1 до 1,6 мм. И отрезные диски по камню диаметром от 125 до 180 мм и толщиной 2,5мм.
И отрезные диски по камню диаметром от 125 до 180 мм и толщиной 2,5мм.
Что касается шлифовальных дисков, то завод выпускает шлифовальные диски на бакелитовой основе прямого и тарельчатого профиля диаметром от 125 до 230 мм. Толщиной 6 мм. А так же диски шлифовальные лепестковые диаметром 125, 150, 180 мм. С применением шлифовальной шкурки на основе корунда нормального (качество STANDART и PREMIUM) и корунда циркония. Зерно корунда 36, 40, 60, 80, 100, 120.
Производимые заводом расходные инструменты ТМ SPRUT-A и ТИТАН АБРАЗИВ для болгарки, использующихся в быту и промышленности, отличаются высоким качеством. Поэтому покупателю остается только купить изделие, оптимально подходящее для его целей.
Источник: http://UkrAbraziv.com.ua/novosti/30-diski-dlya-bolgarki-kakie-byvayut-kakie-luchshe-kak-vybrat-ikh-vidy
Насадки для болгарки. Виды и особенности. Применение
При грамотном применении угловой шлифовальной машины, это устройство становится универсальным инструментом, которому поддается обработка любого материала. В этом деле главным фактором является правильно подобрать насадки для болгарки.
В этом деле главным фактором является правильно подобрать насадки для болгарки.
С помощью болгарки можно выполнять множество различных операций, применяя разные диски и насадки: обдирать, точить, полировать, а также выполнять другие виды работ, где можно использовать вращательное движение инструмента.
Виды насадокСуществует множество различных приспособлений и насадок, используемых при работе с угловой шлифовальной машиной. Рассмотрим их основные виды, особенности конструкции и применение.
Отрезные дискиЭто наиболее распространенные насадки, которых выпускается много видов. С помощью них можно обработать любой материал. Популярными из них стали диски по металлу, камню, дереву.
- Отрезные диски по металлу различаются по диаметру и толщине. По диаметру в торговой сети можно найти диски диаметром 115 – 230 мм. Толщина дисков колеблется от 1 до 3,2 мм, в зависимости от диаметра. Эти размеры также зависят от скорости вращения и прилагаемой к ним нагрузке.

- Диски для обработки камня отличаются от других видов только абразивными материалами, из которых они изготавливаются. Остальные параметры аналогичны.
- Диски по дереву. Применение таких дисков очень опасно, если работать неаккуратно, то можно получить травму. Такие диски по сути дела являются пилами. Запрещается снимать с болгарки защитный кожух. Лучше применять диск для пиления древесины с мелким зубом, и не использовать большую подачу. Оптимальным вариантом использования такой насадки для болгарки является применение специальных приспособлений для стационарной фиксации болгарки.
- Алмазный диск является универсальным, так как им можно отрезать любой материал. Большую популярность такие насадки получили в работах по резке кафеля, камня, бетона и гранита. Для каждого материала можно подобрать свой вид диска. Некоторые модели имеют режущую кромку с прорезями, а другие сплошные, а также они бывают с мелким или крупным алмазным напылением, в зависимости от назначения. Например, диски для резки камня сплошные, а для резки бетона с поперечными прорезями и мелким напылением.
 Например, диски для резки камня сплошные, а для резки бетона с поперечными прорезями и мелким напылением.
Например, диски для резки камня сплошные, а для резки бетона с поперечными прорезями и мелким напылением.По внешнему виду трудно определить, для чего предназначен диск, поэтому при покупке необходимо ознакомиться с характеристиками диска, обозначенными на упаковке.
Полировальные и шлифовальныеСуществует много видов таких кругов. Они могут быть матерчатыми, губчатыми, войлочными и со сменной шлифшкуркой.
Для работы с ними необходимо применять специальные пасты с мелким абразивом, а также различные жидкости. Для зачистки и грубой шлифовки используются мелкоабразивные круги. Применение дисков для шлифовки дает возможность довести поверхность любого материала до нужной шероховатости. Такие насадки для болгарки используются для полировки кузова автомобиля.
Обдирочные и заточные насадки для болгаркиЭти диски можно разделить на следующие виды:
- Витые шарошки.
- Заточные абразивные.
- Обдирочные алмазные.

- Заточные диски служат для заточки режущего инструмента, зачистки сварных швов. Чаще всего такие насадки используются на маломощных болгарках, так как ими удобнее работать с такими дисками. Заточные диски отличаются от отрезных моделей по форме и толщине.
В средней части диска имеется углубление, позволяющее осуществлять заточку плоской поверхностью диска. Его толщина обычно не менее 5 мм.
- Обдирочные алмазные диски по конструкции похожи на заточные круги. Отличие заключается в том, что алмазный диск работает только своей периферийной частью, на которой имеются режущие кромки.
А также алмазный обдирочный диск не подходит для обработки металлов. Он служит для обдирки каменных, бетонных и других аналогичных материалов. Для обдирки застывшего цементного раствора, алмазный диск подойдет как нельзя лучше.
Насадки для болгарки намного повышают функциональность шлифовальной машины.
Болгарки широко используются в строительстве и многих других областях. А совместно с различными насадками они становятся универсальным оборудованием.
Насадки для шлифовки древесиныШлифовальную машину можно использовать для шлифовки деревянной поверхности, вырезки деревьев. Для этого применяют специальные виды насадок для определенных видов работ. Перед началом обработки поверхности ее необходимо разметить.
После шлифовки на поверхности остаются круги от диска. Это заметно после покрытия поверхности лаком или краской. В этом заключается особенность работы болгаркой. Поэтому дополнительно необходимо пройтись по поверхности шлифовальной шкуркой вручную. Работать по дереву болгаркой нужно аккуратно, не прилагая больших усилий, не использовать тонкие круги, правильно выполнять их крепление.
Чтобы сделать правильный выбор насадки для болгарки, рассмотрим их специфику использования и разные модификации.
Приспособления для грубой обработкиВ эту категорию входят два вида насадок.
Диск-рубанок может полностью заменить ручной рубанок
Для выполнения грубой обработки бревен при строительстве дома, обработки столбов для ограждения такая насадка будет незаменимым помощником.
Особенностями его использования является:
- Разрешается применение только с шлифовальной машиной, оснащенной второй дополнительной рукояткой. В целях безопасности болгарку необходимо держать только двумя руками.
- Допускается снимать защитный кожух, так как корпус насадки цельнолитой, и вероятность ее разрушения очень мала. Однако требуется защита от летящих щепок: рукавицы, очки, одежда.
Обдирочный диск предназначен для удаления коры дерева и грубой обработки заготовки
При наличии определенных навыков в массиве дерева таким диском можно выполнить выборку. При возведении сруба из бревен шлифовальная машина с обдирочной насадкой является хорошей альтернативой обычному топору.
Также обдирочным диском можно распилить доску, но при этом ширина реза будет большой, и образуется больше опилок.
Таких насадок существует два вида: диски и фрезы.
Диски производятся разных исполнений. Их отличием является размер зернистости абразивного материала
Такие абразивные диски подобны структуре поверхности ручного рашпиля, с отличием в быстродействии обработки. При наличии сноровки и приобретенных навыков такие диски применяют для чистовой обработки древесины.
Фрезы по дереву выпускаются в большом ассортименте. Они отличаются размерами, расположением и формой зубьев
Фрезы предназначены для:
- Выборки различных пазов.
- Вырезания чаш.
- Черновое выравнивание кромок.
- Пиление небольших заготовок из древесины.
Особенности использования фрез:
- Запрещается снимать защитный кожух при работе с фрезой.
- Разрешается использовать фрезу только для работ, указанных в инструкции к ней, с рекомендуемой скоростью вращения, и другими указаниями.
Основным назначением болгарки изначально является шлифование, о чем говорит ее правильное название – угловая шлифовальная машина. Поэтому шлифовка древесины, как операция, для болгарки подходит как нельзя лучше. Рассмотрим основные насадки для болгарки, с помощью которых выполняется шлифовка дерева.
Поэтому шлифовка древесины, как операция, для болгарки подходит как нельзя лучше. Рассмотрим основные насадки для болгарки, с помощью которых выполняется шлифовка дерева.
Кордовые щетки применяются в основном для первичной шлифовки дерева, когда необходимо сравнять неровности поверхности.
Название торцевых дисков говорит о их назначении. Ими обрабатывают торцы деревянных деталей. Торцевые диски особенно подходят для обработки угловых распилов.
Лепестковые насадки применяются в определенной последовательности операций обработки. Поэтому их необходимо иметь несколько штук, отдельную насадку для каждой операции. Шлифование начинают грубым диском, далее размер абразива уменьшается, и устанавливают насадки с более мелким зерном абразива.
Шлифовальные круги являются универсальным приспособлением к шлифовальной машине. Одного круга хватает для выполнения всех этапов шлифовки.
Такой круг изготовлен из металлической основы, на которую фиксируются круги с разной зернистостью абразива. Круги по мере изнашивания можно легко менять на другие, они являются расходными элементами.
Круги по мере изнашивания можно легко менять на другие, они являются расходными элементами.
Основа насадки может работать длительное время.
Назначение:
- Зачистка поверхности перед окраской.
- Обработка торцов и кромок.
- Циклевание паркетных полов.
- Шлифование деревянных поверхностей.
Для полировки древесины применяются круги, диски и щетки. Их рабочие части изготавливают из мелкой шлифовальной шкурки, войлока, губки и других материалов.
Рекомендации по применению насадок- Запрещается применять диски от циркулярной пилы с болгаркой при подгонке деталей перед шлифовкой, так как болгарка является высокоскоростным инструментом. В таком режиме работы зубья пилы не выдерживают длительной эксплуатации и разрушаются, разлетаясь в стороны с большой скоростью. Это нарушает технику безопасности.
- Некоторые пилы от циркулярки имеют большой размер, поэтому мастера снимают защитный кожух, что также очень опасно.
- Частые смены режима способствуют перегреву электродвигателя шлифовальной машины, поэтому следует делать перерывы в работе для ее охлаждения.
- Ввиду рыхлой структуры дерева диск пилы может заклинить.
Поэтому есть вероятность того, что болгарка вырвется из рук, что может привести к травмам человека.

Обработка древесины болгаркой проводится только в виде грубой обработки, шлифования, и других поверхностных работ. А для распила и раскроя листовых материалов лучше применять специально предназначенные для этого инструменты.
Похожие темы:
Источник: https://electrosam.ru/glavnaja/jelektrooborudovanie/ustrojstva/nasadki-dlia-bolgarki/
Главные характеристики отрезных кругов по металлу и требования по качеству.
ТИПЫ ОТРЕЗНЫХ КРУГОВ ПО МЕТАЛЛУ, МАРКИРОВКА, СОСТАВ
главная информация про отрезные круги по металлу.
Отрезные круги для ручных УШМ бывают двух типов — тип 41 и тип 42. Первые — плоские, вторые —с утопленной втулкой (их порой называют чашечными). Вторые — удобнее в случаях, когда надо отрезать заподлицо со стеной торчащий из нее арматурный прут, такой чашечный круг позволяет сделать рез практически параллельно стене. Наиболее популярными как в предложении производителей, так и у потребителей.являются отрезные круги по металлу 41 типа.
Первые — плоские, вторые —с утопленной втулкой (их порой называют чашечными). Вторые — удобнее в случаях, когда надо отрезать заподлицо со стеной торчащий из нее арматурный прут, такой чашечный круг позволяет сделать рез практически параллельно стене. Наиболее популярными как в предложении производителей, так и у потребителей.являются отрезные круги по металлу 41 типа.
Про маркировки. На самом отрезном круге как правило, указывают размеры круга, его срок годности на стальном внутреннем кольце (или дату производства), максимальные эксплуатационные обороты и спецификацию. Кроме того, указываются размерные параметры круга — внешний диаметр, толщина круга и посадочный диаметр (он, как правило, равен 22,23мм). Внешний диаметр фактически указывает на класс (тип) болгарки, для которой предназначен данный круг – 115, 125, 150, 180, 230 мм и др. При выборе отрезного круга в первую очередьнеобходимо определить — специализацию круга (абразивную отрезную «расходку» выпускают для резки не только металлу (черный металл и сталь), но и по нержавейке, камню и даже в универсальном варианте). Также указывают размеры круга, его срок годности, максимальные эксплуатационные обороты и маркировку. Обычно маркировка отрезного круга для УШМ выглядит примерно так: A54SBF или другие варианты 14A63h45-39БУ. Первый символ — тип абразивного зерна (А — нормальный электрокорунд, AS — белый электрокорунд), цифра — размер зерна, S — твердость (по европейской схеме обозначений, в России может использоваться маркировка Т1, Т2 и т. д.), В — бакелитовая связка, F — наличие упрочняющих элементов (стеклосетки). Про маркировку и ее расшифровку можно написать отдельную статью, некоторые производители, например Луга или Исма достаточно подробно описывают на своих сайтах все подробности, причем указывая всю информацию для конкретных типов кругов.
Также указывают размеры круга, его срок годности, максимальные эксплуатационные обороты и маркировку. Обычно маркировка отрезного круга для УШМ выглядит примерно так: A54SBF или другие варианты 14A63h45-39БУ. Первый символ — тип абразивного зерна (А — нормальный электрокорунд, AS — белый электрокорунд), цифра — размер зерна, S — твердость (по европейской схеме обозначений, в России может использоваться маркировка Т1, Т2 и т. д.), В — бакелитовая связка, F — наличие упрочняющих элементов (стеклосетки). Про маркировку и ее расшифровку можно написать отдельную статью, некоторые производители, например Луга или Исма достаточно подробно описывают на своих сайтах все подробности, причем указывая всю информацию для конкретных типов кругов.
Отрезные круги для УШМ всегда изготавливают на бакелитовой связке и всегда с упрочняющими элементами, причем сеток должно быть как минимум две, если речь идет об отрезных кругах. Для шлифовальных кругов применяют три сетки. Нормальный электрокорунд (окись алюминия) идет на круги для резки черных металлов. Круги с белым электрокорундом — окисью алюминия, но без железа, серы и хлора в составе, даже в виде примесей предназначены для резки нержавейки. Процент содержания оксида алюминия в нем доходит до 99%. Белый электрокорунд не дает такого прижога, как нормальный, именно потому его используют для производства кругов для резки нержавейки. Для нержавеющей стали прижог недопустим — при перегреве выгорают легирующие добавки и нержавеющая сталь превращается в обычную, а по месту реза может начаться процесс коррозии. Это важно учитывать при выборе отрезного круга и внимательно читать информацию на упаковке. Обратное применение, то есть использование универсальных кругов STELL + INOX, или с маркировкой только INOX для черных металлов допускается. Обычно, при резке такими кругами черных металлов увеличивается величина резания одним кругом, но падает скорость резания. Кроме того, обычно они дороже по стоимости.
Круги с белым электрокорундом — окисью алюминия, но без железа, серы и хлора в составе, даже в виде примесей предназначены для резки нержавейки. Процент содержания оксида алюминия в нем доходит до 99%. Белый электрокорунд не дает такого прижога, как нормальный, именно потому его используют для производства кругов для резки нержавейки. Для нержавеющей стали прижог недопустим — при перегреве выгорают легирующие добавки и нержавеющая сталь превращается в обычную, а по месту реза может начаться процесс коррозии. Это важно учитывать при выборе отрезного круга и внимательно читать информацию на упаковке. Обратное применение, то есть использование универсальных кругов STELL + INOX, или с маркировкой только INOX для черных металлов допускается. Обычно, при резке такими кругами черных металлов увеличивается величина резания одним кругом, но падает скорость резания. Кроме того, обычно они дороже по стоимости.
Встречается так же циркониевый электрокорунд, у него самое твердое зерно среди всех корундовых материалов. На его основе делают круги для резки и шлифовки рельс, а также для грубой обдирки. У них очень крупное зерно, да и сами круги очень твердые — это повышает их ресурс.
На его основе делают круги для резки и шлифовки рельс, а также для грубой обдирки. У них очень крупное зерно, да и сами круги очень твердые — это повышает их ресурс.
Про размер зерна — у каждого производителя свой состав и рецептура. В зависимости от размера фракции производители подбирают оптимальный состав разных компонентов. Именно составом химических элементов, их процентовкой и если переборщить с твердостью, круг окажется неэффективен, будет не резать, а гореть.
Твердость задается не только рецептурой, но и давлением прессования.
Помимо собственно абразива и бакелитовой связки, в состав круга входят различные наполнители. Их состав у всех свой и, понятное дело, не афишируется. Третий важный элемент, входящий в состав кругов, — стеклосетка. Она придает необходимую прочность — без нее (точнее, без них — как уже было сказано, их должно быть две) круг неминуемо разлетится на части. Сетка также препятствует разрыву при боковых нагрузках, которых при работе УШМ не избежать. Это ведь не станок, и когда держишь инструмент в руках, всегда будут небольшие отклонения в ту или иную сторону, приводящие к изгибу круга. Он должен выдерживать такие деформации, и должную прочность ему придает именно сетка.
Это ведь не станок, и когда держишь инструмент в руках, всегда будут небольшие отклонения в ту или иную сторону, приводящие к изгибу круга. Он должен выдерживать такие деформации, и должную прочность ему придает именно сетка.
Чем толще сетка, тем прочнее, но тем меньше в круге абразива, соответственно ниже его эффективность. Производитель вынужден искать оптимальное соотношение, подбирая толщину и прочность сетки, чтобы круг обладал и хорошей производительностью, и достаточной прочностью.
Чем тоньше диск, тем легче резка. Более толстый круг испытывает большее сопротивление материала, а значит, резка потребует большего усилия. Тонкие же круги режут значительно легче, быстрее и аккуратнее. Они меньше нагревают материал, но и интенсивнее стачиваются. Такие диски— идеальный вариант для маломощных УШМ или аккумуляторных моделей, которые потратят меньше энергии на один рез. Стандартная толщина для диска диаметром 125 мм— 2-2,5 мм. Тонкий вариант для диска того же диаметра — 1-1,2 мм. Бытует мнение, что тонкие отрезные диски по металлу легко сломать на ходу, поэтому многие побаиваются их покупать. На самом деле бояться не стоит, ведь внутри круга, независимо от толщины, есть минимум две армирующих сетки, в любом случае, использование защитного кожуха и индивидуальных средств безопасности обязательно. Тем не менее, необходимо внимательно осмотреть отрезной круг перед использованием, не допускается использование отрезных кругов с любыми механических повреждениями (сколами, трещинами, заметным отклонением размеров).
Бытует мнение, что тонкие отрезные диски по металлу легко сломать на ходу, поэтому многие побаиваются их покупать. На самом деле бояться не стоит, ведь внутри круга, независимо от толщины, есть минимум две армирующих сетки, в любом случае, использование защитного кожуха и индивидуальных средств безопасности обязательно. Тем не менее, необходимо внимательно осмотреть отрезной круг перед использованием, не допускается использование отрезных кругов с любыми механических повреждениями (сколами, трещинами, заметным отклонением размеров).
Отрезные, обдирочные или шлифовальные.
Отрезные круги как правило применяют только для резки, отрезки различных металлических конструкций. Если необходимо в первую очередь зачищать небольшие плоские поверхности, нужно использовать обдирочные или шлифовальные круги по металлу. Это тип выделяется отдельно — ТИП 27. Их достаточно легко отличить не вооруженным глазом — их толщина 6 мм.
Круги по металлу, специализированные по типу материала (по нержавейке, чугуну и др. ), универсальные.
), универсальные.
Прежде всего, при выборе, необходимо как минимум задуматься, какой металл придется обрабатывать. На каждом отрезном круге указан тип материала, для которого он предназначен. Про отрезные круги по камню, мы уже почти не вспоминаем, так как для профессионального или постоянного использования применяются алмазные круги. Тем не менее, обрабатывая металл, следует уделить внимание при выборе. Наилучшим решением является применение специализированных отрезных кругов по металлу. Наиболее применяемыми являются круги по металлу или стали. Этими кругами рекомендуется резать большонство сортов стали, но важно помнить, что не рекомендуется их использовать для резки нержевеющих сталей. При сипользования отрезного круга, на которром написано ПО МЕТАЛЛУ или ПО СТАЛИ, ваша нержавейка после отрезки — увы заржавеет.
Имеются специальные круги по металлу по чугуну, цветным металлам и др. Именно специализированные круги наилучшим образом обеспечат качественную работу как с точки зрения параметров получаемого изделия, так и не изменяет его характеристик. Например, все специальные круги предназначенные для нержавеющих сталей содержат указанием INOX или ПО НЕРЖАВЕЙКЕ.
Например, все специальные круги предназначенные для нержавеющих сталей содержат указанием INOX или ПО НЕРЖАВЕЙКЕ.
Сейчас предлагают и универсальные отрезнвые круги по металлу, то есть с указанием для всех типов металлов, включая нержавейку, цветные металлы и другие.
ТРЕБОВАНИЯ КАЧЕСТВА И БЕЗОПАСНОСТИ ОТРЕЗНОГО КРУГА
Линейная скорость вращения круга составляет 80 м/с (на краю) – указана на каждом отрезном круге. Требования по безопасности гласят, что необходимо работать с УШМ только с защитным кожухом и индивидуальными средствами безопасности.
Для отрезных кругов для УШМ минимально допустимая скорость разрушения должна быть не менее 150 м/с. То есть необходим почти двукратный запас прочности по сравнению с рабочей скоростью. Существенный вклад в эту прочность, помимо связки, вносит армирующая сетка.
Абразивные круги как потенциально опасная продукция подлежат обязательной сертификации.
какие отрезные круги лучше? тест отрезных кругов по металлу — статья
Круги отрезные по металлу для болгарки: виды, характеристики, какой выбрать
Круг обрезной используется для механической обработки изделий из различных металлов.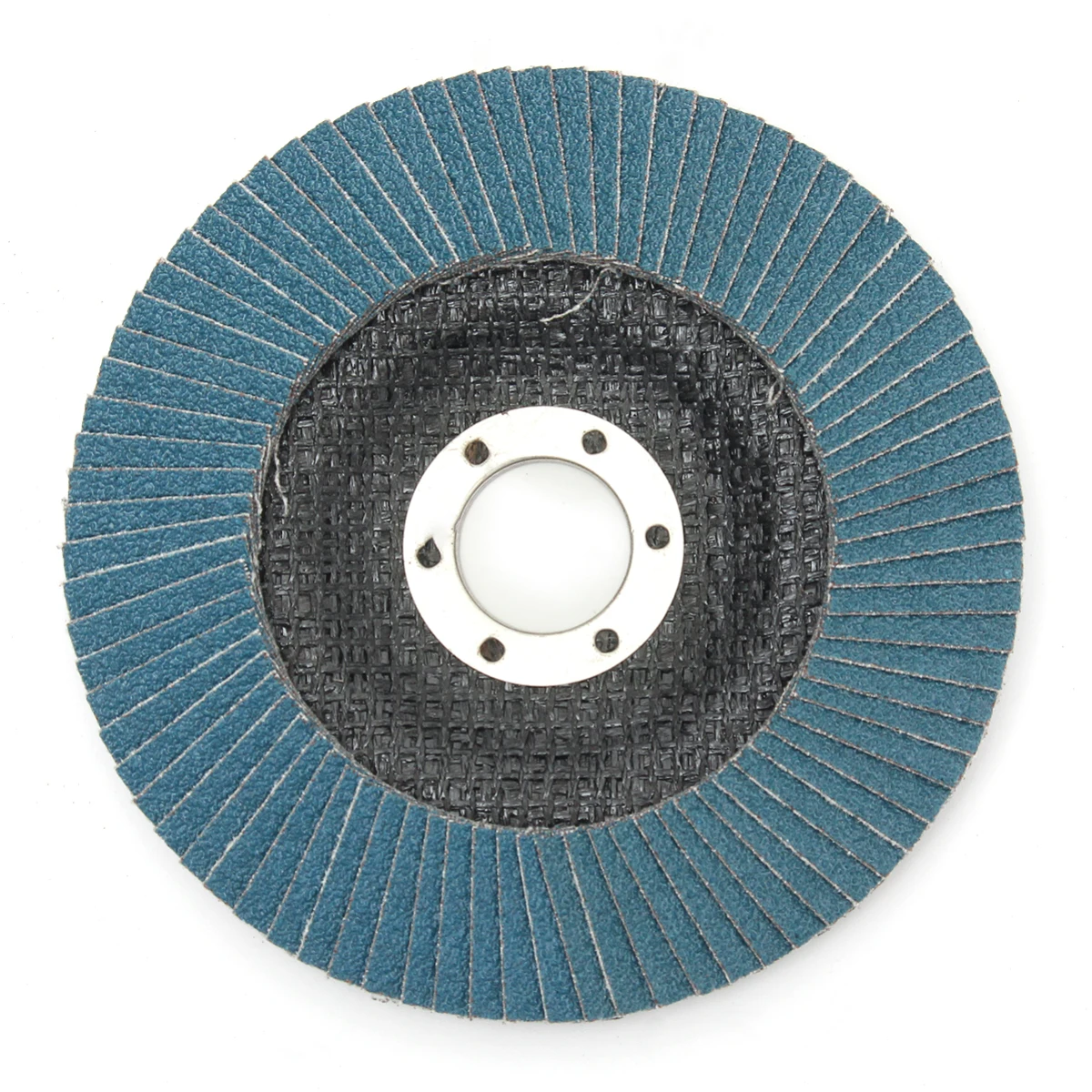 Это может быть древесина, металл, камень, пластик и многое другое. В зависимости от используемого оборудования может производиться такая обработка, как:
Это может быть древесина, металл, камень, пластик и многое другое. В зависимости от используемого оборудования может производиться такая обработка, как:
- нарезка,
- зачистка среза,
- шлифовка.
При помощи круга отрезного по металлу можно обрабатывать широкий ассортимент изделий из стали, алюминия, чугуна, разнообразных черных и цветных металлов.
В качестве инструмента для нарезки используется УШМ — угловая шлифовальная машина (болгарка). Благодаря возможности менять отрезные и шлифовальные круги болгаркой можно выполнять широкий спектр обработок.
Принципиально отрезные круги бывают двух типов:
- Плоские (41).
- Чашечные (42).
В большинстве случаев вам подойдет отрезной круг типа 41. 42-й понадобится тогда, когда надо что-либо отрезать вровень с поверхностью.
Ассортимент обрезного круга: как разобраться с обозначениями и маркировкой
Если вы решите ознакомиться с ассортиментом обрезных дисков, то увидите, что они имеют не только числовую, но и цветовую маркировку. Как выбрать подходящий круг? Обрезной круг для стали маркируется синим, для камня и дерева — зеленым. Но сегодня выпускаются и универсальные обрезные диски, подходящие для обработки разных материалов.
Как выбрать подходящий круг? Обрезной круг для стали маркируется синим, для камня и дерева — зеленым. Но сегодня выпускаются и универсальные обрезные диски, подходящие для обработки разных материалов.
Размер обрезного круга выбирается в зависимости от спецификации конкретной болгарки. Тут важны три параметра:
- Диаметр (наружный размер). Круги выпускаются в девяти типоразмерах — под УШМ разных производителей.
- Посадочное место (внутренний диаметр). Круги выпускаются в четырех типоразмерах. Самый распространенный вариант внутреннего диаметра — 32 мм.
- Скорость вращения. Может обозначаться цветом: желтым, красным и зеленым. Они соответствуют скоростям 63, 80 и 100 м/с.
Что касается толщины обрезного круга для металла, то этот параметр выбирается не только исходя из особенностей болгарки, но и с учетом выполняемый задач. Обычно чем тоньше диск, тем ровнее получается срез. Но износ у тонких обрезных кругов сильный. Поэтому если надо сделать как можно больше распилов одним диском и качество среза не является приоритетным, можно выбрать круг пошире.
Еще один важный параметр для обрезного круга — вид и фракция абразива. Самыми долговечными считаются круги для металла с алмазной крошкой. Но среди универсальных дисков и отрезных кругов для работы с более мягкими материалами можно найти с электрокорундовым, боразоновым и кремниевым абразивом.
Широкий выбор обрезных и шлифовальных кругов в странах СНГ предлагает производитель из Минска https://veles-maks.by.
Вам будет интересно:
Пикап из Теслы 3 своими руками
Дробилка для кукурузы: быстрое отделение зерна от початков
Тракторы John Deere оснащаются «полевой лабораторией» для внесения удобрений
Бульдозер гусеничный: как выбрать надежную технику
Какие бывают трактора: фото, классификация и виды
Самое интересное о спецтехнике читайте в разделе «Новости спецтехники»!
Что такое шлифовальные круги на металлической связке и какие преимущества они дают? — Continental Diamond Tool
Широко применяемый при производстве алмазных шлифовальных кругов, металлические связки производятся с использованием трех различных процессов: холодного прессования, полугорячого прессования и горячего прессования.
Режим холодного прессования включает прессование переходного слоя (без ромбов) и рабочего слоя (с ромбами) выбранных алмазных частей для формирования его на корпусе шлифовального круга.Затем этим сегментам позволяют соединяться с корпусом шлифовального круга через прорези или зубья. Наконец, шлифовальные круги для холодного прессования помещают в печи для спекания, где они спекаются без пресса.
Режим полугорячого прессования улучшает режим холодного прессования, дополняя процесс спекания. Во время спекания шлифовальных кругов в печи применяются подходящие формы и добавляется давление от минимального до умеренного. Однако любое приложенное давление значительно ниже, чем величина давления, применяемого в режиме горячего прессования.
Режим горячего прессования выполняет прямое спекание алмазных частиц в формах при заданных уровнях давления в индукционных установках. Затем алмазные сегменты прикрепляются к шлифовальному кругу с помощью высокочастотной лазерной сварки, высокочастотной сварки или мозаичных методов механической сварки.
Шлифовальные круги с металлической связкой производятся, когда на круге спекаются порошковые металлы или соединения, содержащие кубический нитрид бора или алмаз, в результате чего получаются исключительно прочные инструменты, сохраняющие форму при строгом использовании.Кроме того, металлическое соединение продлевает срок службы шлифовальных кругов за счет уменьшения необходимости в повторной правке и продолжает работать дольше, чем суперабразивы рыночных марок.
Преимущества использования шлифовальных кругов на металлической связке
Поскольку шлифовальные круги на металлической связке спечены с порошком кобальта, меди, мельницы, серебра или олова, они отлично работают на различных поверхностях (стекло, огнеупоры, керамика, кремний, полупроводники и кварц).
Шлифовальные круги на металлической связке, используемые для резки инструмента, шлифования стекла, шлифования керамики или фигурной резки, обеспечивают максимально длительное и высочайшее качество обслуживания до того, как потребуется какое-либо обслуживание.
Металлическая связка дает возможность выполнять превосходное прерывистое резание, сохраняя при этом исходные размеры инструмента даже во время самых энергичных шлифовальных операций, включая бесцентровую, цилиндрическую, медленную подачу, удаление заусенцев и отрезку.
Хотя полимерные связки используются чаще, чем керамические или гальванические связки, эти связки не обладают твердостью или удерживающими свойствами, присущими шлифовальным кругам с металлической связкой.

Бесцентровые шлифовальные машины, являясь одними из наиболее часто используемых станков на производственных предприятиях, требующих шлифования, особенно выигрывают от шлифовальных кругов с металлической связкой из-за медленного и точного метода удаления материала, который требуется от этих станков.Кроме того, для суперабразивных бесцентровых шлифовальных машин требуются мощные круги, такие как шлифовальные круги на металлической связке, которые могут эффективно вносить заданные изменения в продукцию, снижая при этом проблемы контроля качества, которые могут возникнуть при использовании менее качественных кругов.
Continental Diamond Tool Corporation производит продукцию на металлической связке с момента ее основания в 1973 году. Если вы ищете специальный круг для металлической связки, свяжитесь с нашей опытной командой инженеров по продукции сегодня.
Руководство по абразивным кругам
Отрезаете ли вы застывший болт, готовитесь к сварке или хотите создать красивый узор на листе из нержавеющей стали, абразивные круги — незаменимый инструмент для любого сварщика или производителя металла.IMS предлагает огромный выбор абразивных металлических кругов всех размеров, стилей и разновидностей для резки, шлифования и отделки металла.
Абразивные круги похожи на наждачную бумагу. Они сделаны из измельченных абразивных зерен, скрепленных связующим веществом, например смолой, которое также приклеивает их к стекловолоконной основе в форме колеса. Когда круг вращается на шлифовальном станке, он истирает металлическую поверхность, в результате чего острые края зерен либо отламываются, оставляя более острые края, либо изнашиваются. Постепенно изношенные зерна вытягиваются из связующего, обнажая более острые зерна позади них.
Постепенно изношенные зерна вытягиваются из связующего, обнажая более острые зерна позади них.
Это руководство поможет вам выбрать правильный абразивный круг, включая лучший выбор типа и размера зерна, а также связующего материала для вашего применения.
Четыре основных типа зерен, используемых в абразивных кругах по металлу, включают оксид алюминия, оксид циркония, карбид кремния и керамический оксид алюминия:
- Зерна оксида алюминия прочные и износостойкие, что делает этот тип абразивного круга хорошим выбором для шлифования таких металлов, как сталь, нержавеющая сталь и другие черные металлы.
- Зерна оксида циркония из оксида алюминия также могут использоваться для шлифования стали и стальных сплавов. Он стоит дороже, но служит дольше, чем оксид алюминия. Цирконий очень термостойкий и обычно используется для обработки и шлифования под высоким давлением, потому что давление заставляет зерна быстро разрушаться, обнажая более острые края.
- Зерна карбида кремния очень острые, но легко ломаются под высоким давлением. Их можно использовать для шлифования более мягких или слабых металлов, таких как медь или чугун, или неметаллов, таких как цемент или камень.
- Керамический оксид алюминия — это новый тип абразива с микрозернистой структурой, которая распадается на более мелкие кусочки, что обеспечивает более длительный срок службы и высокую скорость резки. Этот тип абразива хорошо работает в широком диапазоне применений, от литья алюминия до титановых сплавов.

Различные типы зерен также можно смешивать, чтобы создать оптимальную формулу для конкретных металлов и областей применения.
Размер зерна , который отражает размер зерен, указан на этикетке колеса.Чем больше размер зерна, тем меньше зерна. Как и в случае с наждачной бумагой, крупные или крупные зерна удаляют с металла более крупные стружки, что приводит к более шероховатой поверхности. Чем меньше зернистость, тем мельче отделка. Кроме того, более крупное зерно больше подходит для более мягких материалов, таких как низкоуглеродистая сталь, а более мелкое зерно следует использовать для более твердых сплавов.
Кроме того, более крупное зерно больше подходит для более мягких материалов, таких как низкоуглеродистая сталь, а более мелкое зерно следует использовать для более твердых сплавов.
Связующие материалы классифицируются по их способности удерживать зерна. Чем прочнее связующее, тем дольше держатся зерна, даже если они потускнели.Это означает, что более слабое связующее является лучшим выбором для резки прочных, вязких металлов, для которых требуются острые, как бритва, абразивные зерна. Многие абразивные круги, используемые для стандартной обработки металлов, используют связующее на основе смолы.
IMS предлагает широкий ассортимент абразивных материалов, в том числе:
- Круги для резки металла — используются с угловой шлифовальной машиной для быстрого и чистого реза стали, нержавеющей стали и других металлов.
- Шлифовальные диски — удаляют краску, ржавчину, ржавчину, следы с поверхности и неровные края для создания гладкой поверхности.
- Настольные шлифовальные круги — используются с настольными или настольными шлифовальными станками для удаления металла, придания формы, заточки или удаления заусенцев.
- Лепестковые диски — плоские круглые абразивные диски, состоящие из нескольких перекрывающихся «лоскутов» на тканевой основе, соединенных в центре. Используется со шлифовальным кругом для растушевки или отделки сварной поверхности и подготовки ее к грунтованию или окраске.
- Лепестковые колеса — похожи на закрылки, но закрылки расположены вокруг центральной ступицы в трехмерной форме шины.Используется для создания гладкой поверхности изогнутого металла.
- Проволочные круги — подготовьте сварочные поверхности, удалив брызги и излишки присадочного материала, не удаляя основной металл.
- Наконечники на хвостовике — вращающиеся абразивные наконечники различных форм и материалов позволяют быстро и без труда снимать, смешивать и полировать.
- Твердосплавные борфрезы — используются в шлифовальном станке или станке с ЧПУ. Эти ротационные напильники из карбида вольфрама с поднятыми диагональными зубьями используются для резки, обработки, шлифования и удаления заусенцев.

 Эти ротационные напильники из карбида вольфрама с поднятыми диагональными зубьями используются для резки, обработки, шлифования и удаления заусенцев.
Эти ротационные напильники из карбида вольфрама с поднятыми диагональными зубьями используются для резки, обработки, шлифования и удаления заусенцев.За дополнительной информацией об абразивных кругах по металлу обращайтесь в IMS. Шлифовальные круги с CBN
, насадки для шлифовальных машин, алмазный шлифовальный круг Norton
Суперабразивы, такие как cBN (нитрид углерода, бора) и алмазы, являются предпочтительными абразивными покрытиями производителей металлов по ряду причин. Когда дело доходит до выбора правильных шлифовальных кругов для задач заточки, удаления заусенцев и чистовой обработки, может возникнуть некоторая путаница со всеми различными типами абразивных материалов и связующих веществ, используемых для изготовления этих кругов.Мы надеемся пролить свет на эту тему. Будучи ведущим дистрибьютором Norton Abrasives на протяжении многих лет, мы узнали, какие клиенты заказывают больше всего и почему. Возможно, вам пригодится этот опыт.
Один слой частиц кубического нитрида бора, прикрепленный к металлическому диску, может шлифовать большинство самых твердых металлов, включая стали с твердостью выше 45Rc и никелевые сплавы, с которыми работает большинство механиков. Если вы добавите еще несколько слоев зерна cBN к стандартным шлифовальным кругам cBN, которые мы продаем от таких производителей, как Norton Abrasives и Engis Abrasives, вы получите продукт, рассчитанный на длительный срок службы даже при высоких скоростях.Зерно cBN имеет тенденцию оставаться прохладным во время использования и не реагирует на сталь, как другие абразивные материалы. Шлифовальные круги из оксида алюминия и карбида кремния также имеют тенденцию оставлять частицы пыли, которые могут оставаться на металлических инструментах во время процесса заточки. Шлифовальные круги cBN не образуют песка, которая может затупить ваши биты. Концентрация песка больше связана с удалением материала. Чем выше концентрация зерна cBN, тем точнее полировка. Более крупная (меньшая) концентрация песка, больше возможностей удаления материала.
Если вы добавите еще несколько слоев зерна cBN к стандартным шлифовальным кругам cBN, которые мы продаем от таких производителей, как Norton Abrasives и Engis Abrasives, вы получите продукт, рассчитанный на длительный срок службы даже при высоких скоростях.Зерно cBN имеет тенденцию оставаться прохладным во время использования и не реагирует на сталь, как другие абразивные материалы. Шлифовальные круги из оксида алюминия и карбида кремния также имеют тенденцию оставлять частицы пыли, которые могут оставаться на металлических инструментах во время процесса заточки. Шлифовальные круги cBN не образуют песка, которая может затупить ваши биты. Концентрация песка больше связана с удалением материала. Чем выше концентрация зерна cBN, тем точнее полировка. Более крупная (меньшая) концентрация песка, больше возможностей удаления материала.
Алмазные шлифовальные круги
Промышленные алмазы на самом деле встречаются чаще, чем вы думаете. Синтетическим путем производится почти 5 миллиардов каратов. Поскольку эти типы бриллиантов имеют неправильную форму и содержат эстетические недостатки в своей чистоте, они не используются в ювелирных изделиях. Но они по-прежнему очень ценны из-за их чрезвычайной твердости и поэтому отлично подходят для их применения в металлообработке. Алмазные шлифовальные круги обычно используются для обработки твердых сплавов и цветных металлов, таких как алюминий, медь и цинк.И драгоценные металлы, такие как золото и серебро. Эти круги чаще используются с более высокой (более мелкой) концентрацией зерна для различных отделочных работ.
Поскольку эти типы бриллиантов имеют неправильную форму и содержат эстетические недостатки в своей чистоте, они не используются в ювелирных изделиях. Но они по-прежнему очень ценны из-за их чрезвычайной твердости и поэтому отлично подходят для их применения в металлообработке. Алмазные шлифовальные круги обычно используются для обработки твердых сплавов и цветных металлов, таких как алюминий, медь и цинк.И драгоценные металлы, такие как золото и серебро. Эти круги чаще используются с более высокой (более мелкой) концентрацией зерна для различных отделочных работ.
Смоляные связки и керамические связки
Клейкая связь на шлифовальном круге не только удерживает абразивные материалы на месте, но также действует как амортизатор и продлевает срок службы шлифовального круга. Связка на основе органической смолы, вероятно, является наиболее распространенным материалом для изготовления шлифовальных кругов cBD. Это небольшая уступка, поэтому она подходит для задач, требующих высоких скоростей и вибрации, таких как обработка твердых металлов или когда вы делаете резку в металлических деталях.
Керамическая связка часто используется для приклеивания алмаза к абразивному кругу. Перегретая глина и флюс создают очень прочную гребенчатую связь. Полировка и заточка инструмента часто требуют использования алмазного шлифовального круга на керамической связке.
Приставки для шлифовальных машин от Norton
Практически у каждого производственного мастера есть под рукой переносная шлифовальная машина для штамповки, чтобы сгладить неровности, которые продолжают появляться. Мы продаем тонны патронных валков, спиральных валков, насадок и твердосплавных насадок для этих удобных инструментов.Ваш отдел обслуживания клиентов Flood Supply знает этот каталог насадок для шлифовальных машин внутри и снаружи. Поработав с вами пару месяцев, мы узнаем, какие насадки вы используете чаще всего, и независимо от того, являетесь ли вы магазином Quantum или Gemini. Позвоните нам по телефону: (215) 357-7746 или отправьте нам письмо по электронной почте, используя форму на этой странице.
Выберите правильный шлифовальный круг для вашего проекта — оптовые поставки для сельского хозяйства и магазина
Выбор нужного шлифовального или отрезного круга зависит от материалов, с которыми вы будете работать: металл, камень, бетон и т. Д.
ШЛИФОВАНИЕ
Шлифовальные круги из оксида алюминия чаще всего используются для обработки металлов. Существуют также абразивы из оксида циркония, оксида алюминия и оксида циркония.
Циркониевый оксид алюминия — это сверхпрочный материал, который не раскалывается, поэтому вам не нужно так часто менять колеса. Этот абразив может стоить дороже других, но прослужит дольше.
Шлифовальные круги из оксида алюминия могут использоваться для обработки черных металлов, чугуна, стали и цветных металлов.Циркониевый оксид алюминия подходит для стали, железа и бронзы.
Pearl Abrasive Company предлагает MAX-A-O, композит на основе оксида алюминия. По словам Троя Мартина, торгового представителя PaulB Hardware в Лититце, где они продают широкий выбор шлифовальных и отрезных кругов, говорят, что он измельчает более холодно, чем стандартный шлифовальный круг, и дробится на более мелкие части.
При шлифовании нержавеющей стали шлифовальный круг должен быть чистым. Любой загрязнитель заржавеет, прежде чем вы начнете его шлифовать, поэтому вам придется начать с нового круга или шлифовать только нержавеющую сталь с помощью круга.Никогда не смешивайте колеса при работе с нержавеющей сталью, предостерегает Мартин.
SRT (технология синтетических смол, представленная Pearl Abrasive Company) или круги на связке из смолы особенно подходят для шлифования нержавеющей стали. SRT Pearl содержит менее 0,1% элементов железа, серы или хлора в абразивном материале.
При работе с цветными металлами лучше всего подходят абразивные материалы из карбида кремния. Эти шлифовальные круги обладают антинагрузочными свойствами, предотвращающими прилипание алюминия (более мягкого металла).
Алмазный чашечный круг лучше всего подходит для профессиональных каменных работ. В качестве недорогой альтернативы можно использовать круг из карбида кремния, хотя он может быть не таким эффективным.
Самыми распространенными размерами шлифовальных кругов являются от 4 1/2 до 7 дюймов, но у PaulB есть 4 дюйма, 6 дюймов, 9 дюймов и 5 дюймов. Шлифовальные круги обычно продаются без ступиц. Если шайба и гайка, поставляемые с кофемолкой, отсутствуют, вам нужно будет купить замену или колеса со ступицей.
РЕЗКА
Тонкий отрезной круг CGW Quickie Cut — популярный отрезной круг, по словам Кентона Бухера, покупателя PaulB LLC, специализирующегося на шлифовальных и отрезных кругах.Этот тип режет агрессивно и быстро и бывает типа 1 (плоский) и типа 27 (утопленный). Используйте тип 27 для пропила заподлицо, когда требуется утопленная гайка.
Кентон говорит, что отрасль движется к кругам 3-в-1, которые одновременно выполняют резку, шлифование и чистовую обработку.
Лепестковые диски используются для шлифования и бывают размером от 4 ½ до 7 дюймов.Чем выше усилитель кофемолки, тем толще круг.
Керамические откидные диски, как правило, служат дольше, говорит Кентон, и более агрессивны. Есть новые возможности обрезки, которые позволяют отшлифовать диски до пластика, чтобы открыть новый набор бумаги.
Для удаления краски и ржавчины используйте пористый круг. Для других целей выберите проволочное колесо (плоское, узловатое, чашеобразное или гофрированное).
Круги маркируются не только по типу абразива, но и по зернистости и степени помола.
Размер зерна варьируется от 16 до более 100: чем меньше число, тем крупнее зерно. Для подготовки поверхности выбирайте между мелким, мелким и средним зерном. Для завершения сварочных работ выбирайте сверхмелкую зернистость.
Марка вашего колеса обозначается буквами A-Z. Ваша самая сложная оценка находится в конце алфавита.
Имейте в виду, что у производителей шлифовальных кругов нет стандартного набора. Каждый использует свой собственный метод идентификации.
Каждый использует свой собственный метод идентификации.
Сотрудники PaulB Wholesale будут рады помочь вам выбрать, какое колесо лучше всего подходит для вашего проекта.Станьте оптовым клиентом PaulB!
Проволочные щетки, шлифовальные круги и лепестковые диски, о боже!
Следование передовым методикам продлит срок службы продукта, обеспечит вашу безопасность и повысит производительность и эффективность.
Исключение всех включений и загрязняющих веществ является критически важным при подготовке поверхности материала к сварке, а также во время очистки между проходом и после сварки. Удаление как можно меньшего количества материала между проходами сварки экономит время и деньги, поскольку любой удаленный материал в конечном итоге необходимо будет заменить самым дорогим расходным материалом — присадочным металлом.Удаление слишком большого количества основного материала во время предварительной подготовки поверхности также может повлиять на проплавление сварного шва, влияя на прочность и целостность готового сварного шва.
По этим причинам всегда выбирайте лучшие инструменты для подготовки поверхности и очистки для работы. Правильное решение обеспечивает эффективную и эффективную работу и позволяет тратить больше времени на сварку и меньше времени на чистку и ремонт.
Стандартные инструменты для сварки
Для подготовки поверхности и очистки при сварке используются три общих категории инструментов:
- Абразивы / шлифовальные круги на связке
- Абразивные материалы с покрытием / лепестковые диски
- Проволочные щетки и круги
Что вы выбирать следует в зависимости от требований приложения и, конечно же, ваших личных предпочтений.
Абразивные изделия и проволочные щетки различаются по своим характеристикам и назначению. Абразивные средства предназначены для удаления основного материала, а проволочные щетки — нет. Когда подготовка поверхности или очистка сварных швов требует удаления шлака или прокатной окалины, обычно рекомендуется использовать проволочную щетку. Обратите внимание, что толстая прокатная окалина иногда может оказаться слишком большой даже для самой агрессивной металлической щетки. В этих случаях выберите абразивный продукт. Абразивные материалы специально разработаны для таких применений, как снятие припуска, снятие фаски, снятие фаски, а также шлифование и смешивание сварных швов.И наоборот, если применение требует сохранения основного материала во время подготовки поверхности и очистки сварных швов, проволочная щетка по-прежнему будет вашим лучшим выбором. Вот как работают эти продукты.
Обратите внимание, что толстая прокатная окалина иногда может оказаться слишком большой даже для самой агрессивной металлической щетки. В этих случаях выберите абразивный продукт. Абразивные материалы специально разработаны для таких применений, как снятие припуска, снятие фаски, снятие фаски, а также шлифование и смешивание сварных швов.И наоборот, если применение требует сохранения основного материала во время подготовки поверхности и очистки сварных швов, проволочная щетка по-прежнему будет вашим лучшим выбором. Вот как работают эти продукты.
Абразивы / шлифовальные круги на связке. Комбинация типа зерна, размера зерна и связующих веществ (смол и добавок наполнителей) определяет эффективность каждого из них. Связанные абразивные материалы, как правило, более агрессивны и быстрее удаляют материал, требуя квалифицированного оператора, который знает, как предотвратить повреждение, зарезы и подрезы.Круги состоят из абразивных зерен, включая оксид алюминия, карбид кремния, оксид циркония, оксид алюминия и комбинации этих зерен. Смолистый (органический) связующий агент смешивается с абразивными зернами. Наконец, эта смесь формуется и комбинируется со слоями армирования из стекловолокна для обеспечения долговечности и прочности.
Смолистый (органический) связующий агент смешивается с абразивными зернами. Наконец, эта смесь формуется и комбинируется со слоями армирования из стекловолокна для обеспечения долговечности и прочности.
Круги из оксида алюминия (АО) являются наиболее популярными и подходят для многих универсальных применений. Продукты, изготовленные из комбинации керамики и оксида циркония, стоят дороже, но обычно обеспечивают более длительный срок службы и удаление материала.Они являются хорошим выбором для таких материалов, как бронированная сталь, конструкционная сталь, чугун и сплавы INCONEL ® .
Абразивные диски с покрытием / лепестковые диски. Эти изделия изготовлены с использованием того же типа зерна, что и абразивные материалы на связке. Абразивные материалы с покрытием связывают абразивные зерна с тканевой подложкой, которая чаще всего представляет собой основу из хлопка, полиэстера или смеси, а не твердый шлифовальный круг, который можно найти на связанном абразивном материале. Эту абразивную ткань можно разрезать на более мелкие лоскуты и наслоить радиально, чтобы сформировать лоскутный диск.Именно эта многослойная конструкция придает лепестковым дискам более мягкое и удобное ощущение.
Эту абразивную ткань можно разрезать на более мелкие лоскуты и наслоить радиально, чтобы сформировать лоскутный диск.Именно эта многослойная конструкция придает лепестковым дискам более мягкое и удобное ощущение.
Заслонки спроектированы и расположены таким образом, чтобы они изнашивались по мере истощения зерен, открывая под ними новые, свежие и острые зерна. Лепестковые диски часто более удобны в использовании и предлагают агрессивное режущее и шлифовальное действие шлифовального круга; однако они также позволяют выполнять смешанные и отделочные работы, что важно, когда материал необходимо покрасить, загрунтовать или покрасить порошковой краской.
Проволочные щетки и колеса. Это основной выбор для очистки сварных швов, когда необходимо удалить брызги и другие загрязнения перед финишной обработкой или следующим проходом сварки. Помните, кончики проволочных щеток выполняют свою работу, как крошечные молотки, ударяя по рабочей поверхности и подготавливая ее. Применение надлежащего давления имеет решающее значение для работы силовой щетки, поскольку чрезмерное давление сгибает и изгибает проволоку, не позволяя наконечникам работать. Это может привести к преждевременному обрыву проволоки и резко сократить срок службы щеток.
Применение надлежащего давления имеет решающее значение для работы силовой щетки, поскольку чрезмерное давление сгибает и изгибает проволоку, не позволяя наконечникам работать. Это может привести к преждевременному обрыву проволоки и резко сократить срок службы щеток.
Правильные инструменты для подготовки поверхности и очистки обеспечивают эффективную и эффективную работу и позволяют тратить больше времени на сварку и меньше — на очистку и ремонт.
Мощные щетки обеспечивают скорость и эффективность, необходимые для быстрого и эффективного выполнения работ по очистке и подготовке поверхности. Когда вы удаляете покрытие с поверхности, например эпоксидную смолу, краску или резину, абразивные материалы с покрытием имеют тенденцию к нагрузке — другими словами, удаляемый материал скапливается между зернами и накапливается, что снижает их способность работать.Способность механической щетки к «самоочистке» делает ее лучшим выбором для этих целей.
При выборе механической щетки у вас есть несколько стилей узлов, размеров проволоки и вариантов длины обрезки. Изменяя одну или несколько из этих характеристик, вы можете точно настроить производительность кисти для конкретного приложения. Например, у щеток со стрингерами узлы более узкие, скрученные от основания к кончику, что делает их более подходящими для проникновения в более узкие пространства, такие как углы, галтели и корневые швы.Щетки для скручивания кабеля также скручены до кончиков, но имеют более широкий профиль, который может быстро покрыть большую площадь поверхности для проходов заполнения. Стандартные поворотные щетки расширяются на конце, обеспечивая еще большую площадь основания, а также дополнительную гибкость.
Щетки из гофрированной проволоки обеспечивают меньшую агрессивность и большую прилегаемость, что делает их отличным выбором для удаления краски и ржавчины, а также удаления заусенцев. Щетки из гофрированной проволоки также оставляют устойчивую поверхность «апельсиновой корки», поэтому они являются хорошим выбором для подготовки поверхности и приклеивания краски.
Колесные щетки предназначены для работы перпендикулярно рабочей поверхности и лучше всего подходят для небольших и узких поверхностей. Чашечные щетки идеально подходят для покрытия больших и широких поверхностей из-за их способности очищать большую площадь за один проход.
Правильный выбор для вас
При выборе продукта для подготовки поверхности и очистки сварных швов учитывайте основной материал. В общем, выбирайте щетку из углеродистой стали для очистки углеродистой и мягкой стали и щетку из нержавеющей стали для нержавеющей, алюминиевой и экзотических металлов.Также доступны щетки из меди и латуни для предотвращения искры, когда это необходимо.
Затем рассмотрим требования к завершению приложения. Есть ли необходимость в удалении основного материала, или материал готовится и очищается для отделки или покрытия? Для очистки сварных швов обычно лучшим выбором является узловая щетка — стрингер или тросик. Выбирая мощную щетку, начните с выбора наименее агрессивного варианта работы.
Для шлифовального материала с покрытием или связки оксид алюминия является наиболее экономичным вариантом для шлифования общего назначения.Более твердые и прочные зерна, такие как оксид циркония и керамика, сохраняют резкость и устойчивы к нагреванию, что делает их гораздо лучшим выбором для более агрессивных шлифовальных работ.
Наконец, рассмотрите размер и ориентацию очищаемого материала. Для очистки заполняющего прохода сварного шва требуется совсем другой инструмент, чем для очистки большой плоской поверхности. Например, чашечная щетка имеет значительно большую площадь основания и, следовательно, может покрывать большую площадь.
Лучшие практики для максимальной производительности
Чтобы добиться безопасных и оптимальных характеристик любой проволоки или абразивных материалов, подумайте о S.ГОРШОК.
S — скорость и размер. Выберите продукт подходящего размера для инструмента и используйте рекомендованное производителем ограждение. Убедитесь, что максимальная безопасная частота вращения, отмеченная на проволоке или абразивном круге, больше или равна максимальной рабочей частоте вращения инструмента. При выборе высокопроизводительных керамических абразивов обращайте внимание на скорость инструмента. Инструменты с меньшей мощностью не могут поддерживать требуемую скорость и, следовательно, не обеспечивают всех преимуществ этих высокопроизводительных и дорогих продуктов.
Убедитесь, что максимальная безопасная частота вращения, отмеченная на проволоке или абразивном круге, больше или равна максимальной рабочей частоте вращения инструмента. При выборе высокопроизводительных керамических абразивов обращайте внимание на скорость инструмента. Инструменты с меньшей мощностью не могут поддерживать требуемую скорость и, следовательно, не обеспечивают всех преимуществ этих высокопроизводительных и дорогих продуктов.
Знание доступных вариантов продукта и понимание их предполагаемого использования важные составляющие достижения наилучших результатов при использовании абразивов и проволочных щеток.
P — Давление. При работе с проволочными щетками не нужно нажимать сильнее, потому что концы должны делать работу. Чрезмерное давление на щетку предотвращает удары кончиков о поверхность, поэтому стороны проволоки начинают «протирать» поверхность. Это снижает эффективность очистки и увеличивает потери проволоки из-за напряжения. Если электрическая щетка работает не так, как ожидалось, подумайте о смене узла, увеличении калибра проволоки или сокращении длины обрезки. Распространенной жалобой на проволочные щетки является потеря проволоки, а основной причиной во многих случаях является неправильное использование или чрезмерное давление.
Если электрическая щетка работает не так, как ожидалось, подумайте о смене узла, увеличении калибра проволоки или сокращении длины обрезки. Распространенной жалобой на проволочные щетки является потеря проволоки, а основной причиной во многих случаях является неправильное использование или чрезмерное давление.
Когда вы используете абразив, увеличение давления снижает скорость инструмента и значительно увеличивает трение и нагрев. Тепло и давление — враги любого абразивного продукта. Используйте равномерное давление и движение, чтобы свести к минимуму изменение цвета при нагревании и максимизировать производительность.
O — Ориентация. Колесные щетки предназначены для использования перпендикулярно рабочей поверхности. Это позволяет расположить концы проволоки для оптимальной работы и снизить поперечное напряжение проволоки, предотвращая потерю проволоки, снижение производительности и короткий срок службы щеток. Абразивные отрезные круги на связке также предназначены для использования перпендикулярно (под углом 90 градусов) к рабочей поверхности для обеспечения наилучшей производительности и долговечности.
Шлифовальные круги и лепестковые диски предназначены для работы при обычно от 5 до 35 градусов.При выборе лепесткового диска выберите тип 27 для чистовой обработки и приложений, требующих меньших углов шлифования — от 5 до 15 градусов. Выберите тип 29 для более агрессивного шлифования под большим углом — от 15 до 35 градусов.
T — Время. Все продукты предназначены для перемещения по рабочей поверхности. Когда вы используете абразивный продукт, не задерживайтесь на одном месте, так как это приведет к появлению точечной коррозии, выемки, повышенному нагреву и ухудшению качества поверхности.
Знание имеющихся у вас продуктов и понимание их предполагаемого использования являются важными составляющими для получения наилучших результатов от абразивных материалов и проволочных щеток.Всегда следуйте передовым методам, чтобы продлить срок службы продукта, повысить безопасность оператора и повысить производительность и эффективность. Это поможет вам быстрее выполнять работу, сэкономив время и деньги и увеличив чистую прибыль.
Независимо от инструмента, проверяйте абразивную или проволочную щетку каждый раз при использовании на предмет повреждений или износа. При необходимости замените.
Покупка лучших кругов для настольных шлифовальных машин
При поиске идеальных кругов для настольных шлифовальных машин в вашем распоряжении широкий выбор вариантов.Сходить в магазин товаров для дома и попытаться определить все самостоятельно может оказаться дорогостоящим и ненужным хлопотом, когда в вашем распоряжении есть Интернет! В этом руководстве мы рассмотрим некоторые из лучших вариантов настольных шлифовальных кругов на рынке. Мы рассмотрим плюсы и минусы, а также цену каждого колеса. Включить!
* Примечание. На мобильных устройствах прокрутите вправо, чтобы увидеть всю таблицу.
Наши главные рекомендации
Мы собрали 4 круга настольного точильного станка, из которых, как мы полагаем, вы найдете лучшее.Они различаются по цене, качеству и материалу, поэтому наверняка один из них будет соответствовать вашим потребностям.
Рассмотрим следующее:
POWERTEC 15505 Шлифовальный круг из белого оксида алюминия, 8 дюймов на 1 дюйм, оправка 5/8 дюйма, зерно 120
15505 от POWERTEC — это мощный шлифовальный круг из белого оксида алюминия с заточкой поверхность, на которую можно положиться. Абразив на поверхности 115505 разработан так, что он стирается, обеспечивая свежесть и гладкость шлифовки. Помимо прочной конструкции из белого алюминия, этот круг настольного точильного станка подходит для большинства настольных шлифовальных машин, что делает его универсальным выбором.Это колесо — идеальный выбор для любых работ со сталью.
Покупатели этого колеса в основном хвалили его, хваля его способность оставлять гладкую и идеальную поверхность как стальных, так и деревянных инструментов. Слово «хорошо» кажется покупателям синонимом, поскольку отделка их проектов получается гладкой и чистой, что делает его отличным инструментом для точной заточки. Это, пожалуй, самая большая сила этого конкретного круга настольного точильного станка.
С другой стороны, некоторые из наиболее недовольных покупателей POWERTEC 15505 заявляют, что долговечность самого колеса вызывает сомнения.Некоторые покупатели сообщили о том, что их колеса были сколоты или повреждены прямо из коробки. Несколько покупателей сообщили, что их колеса ломались после одного использования, в то время как другой сетовал на отсутствие очевидного обслуживания клиентов при замене колеса.
Если рассматривать ценовую категорию, настольный шлифовальный круг POWERTEC 15505 стоит около 20 долларов, что является средней ценой для круга такого калибра. Это заслуживает внимания при рассмотрении стальных или деревянных работ, требующих чистовой отделки. Подробнее здесь >>
DEWALT DW4904 Колесная щетка с гофрированной проволокой
Колесная щетка с гофрированной проволокой DeWalt DW4904 — это угольная щетка, которая понравится тем любителям, которые ценят надежность и баланс, когда речь идет о производительности их настольных шлифовальных кругов. DW4904 имеет гофрированный провод, который обещает быстро устранить недостатки в ваших проектах. Этот шлифовальный круг идеально подходит для удаления кусочков ржавчины, окалины и краски с поверхностей из различных материалов.
DW4904 имеет гофрированный провод, который обещает быстро устранить недостатки в ваших проектах. Этот шлифовальный круг идеально подходит для удаления кусочков ржавчины, окалины и краски с поверхностей из различных материалов.
Покупатели этого колеса в подавляющем большинстве хвалили его, уделяя особое внимание выдающемуся качеству продукта, особенно если учесть его низкую цену. Все положительные отзывы демонстрируют производительность DeWalt, что соответствует обещаниям на их странице в магазине.Многие другие описывают шлифовальный круг как поддерживающий идеальный баланс на шлифовальном станке, что бывает редко, когда речь идет о круге, который предлагается по более низкой цене.
Что касается отрицательных отзывов, некоторые покупатели сообщили, что колебания колеса внутри большей были очень сильными. Один клиент сообщил, что вибрация была настолько сильной и быстрой, что лампа рядом с его рабочим столом погасла из-за тряски. Один покупатель сообщил, что спецификации размеров на странице продукта были неправильными, что сильно его разочаровало.
Пожалуй, самым большим достоинством колесной щетки DeWalt DW4904 с гофрированной проволокой является ее доступность, поскольку она является самой дешевой на последней по цене 11,99 долларов. Для тех, кто ищет дешевую цену при неизменно высоком качестве, DW4904 может быть для вас. Подробнее здесь >>
Norton Premium White Alundum Настольный и постаментный шлифовальный круг, тип 01, с круглым отверстием, оксид алюминия
Для тех, кто ищет более качественный и индивидуальный опыт в своем настольном шлифовальном круге, Norton поможет вам! Их линейка шлифовальных кругов отличается высоким качеством, с широким выбором размеров, типов зерен, скоростей и размеров деталей.Тип 01 может похвастаться 9 различными разновидностями круга, что делает его выбором для тех, кто любит разбираться в технических характеристиках шлифовальных кругов.
Отзывы о линейке Norton Type 01 варьируются, что кажется ожидаемым, учитывая разнообразие доступных размеров и форм. Самый положительный обзор в Интернете хвалит необходимость добавления втулки Raptor R3X, чтобы сделать колесо идеальным и идеальным. Другие положительные отзывы хвалят универсальность продукта, но при этом предостерегают от проведения исследований, чтобы убедиться, что у вас колесо правильного размера.Некоторые положительные рецензенты, случайно купившие адаптер не того размера, легко смогли приобрести адаптеры через службу поддержки клиентов Norton.
Другие положительные отзывы хвалят универсальность продукта, но при этом предостерегают от проведения исследований, чтобы убедиться, что у вас колесо правильного размера.Некоторые положительные рецензенты, случайно купившие адаптер не того размера, легко смогли приобрести адаптеры через службу поддержки клиентов Norton.
С другой стороны, покупатели сообщили о нестабильности и ощущении дисбаланса, когда колесо было прикреплено к их настольному шлифовальному станку. Один пользователь предупредил, чтобы он прислушивался к отзывам, поскольку он этого не сделал, и обнаружил, что его колесо опасно, когда оно качается. В нескольких обзорах среднего уровня также описывалась проблема с материалами, которые слегка вылетали из колеса при первом использовании.Эти пользователи сообщили, что это происходит только при первых нескольких применениях.
Что касается цены, вы обнаружите, что серия Norton Type 01 может варьироваться в зависимости от размера и скорости, которые вам нужны. Самое дешевое предложение продается по цене 21,99 доллара, а более дорогие высококачественные модели продаются по цене 58,99 доллара.
2 PC 8 «X 5/8» Полировальные круги для настольной шлифовальной машины из мягкого хлопка
Мягкие хлопковые круги PC 8 «X 5/8» — уникальный выбор для хобби-энтузиаста, который хочет получить чистую полировку или полировку. поверхность той работы, над которой они могут работать.Эти колеса идеально подходят для придания металлу непревзойденного блеска. Они бывают по цене, при которой вы получаете два колеса, которые подходят для отверстия диаметром ⅝ на 8-дюймовой шлифовальной машине. Это может быть то, что вам нужно, если вы хотите аккуратно полировать с помощью хлопка, который может очень хорошо смотреться на некоторых металлах, таких как латунь и сталь.
Рецензенты продукта ПК в большинстве своем положительно оценивают толщину двойного хлопка, обеспечивающую гладкую и блестящую поверхность. Другие рецензенты были довольны применимостью колес к их небольшим проектам, считая их идеальным выбором, которого не было в хозяйственном магазине по соседству.Применимые проекты варьировались от полировки колес грузовиков до восстановления качества медных музыкальных инструментов. Рецензенты высоко оценили все эти варианты использования.
Рецензенты высоко оценили все эти варианты использования.
О дисках для полировки хлопка было сказано не так много негативных отзывов, возможно, из-за их специфического использования. Из нескольких негативных отзывов один покупатель сообщил, что во время использования буфера отлетают клочки ваты. Несколько клиентов сообщили, что получили только одно из двух обещанных ватных дисков, хотя неясно, обращались ли они в службу поддержки клиентов или нет.
2 колеса хлопкоочистительной машины размером 8 дюймов x дюйма из 2 ПК очень доступны, учитывая, что вы получаете два колеса одинакового качества за 12,75 доллара. Это отличное предложение, идеально подходящее для вашего личного проекта по полировке. Подробнее здесь >>
Заключение о покупке
Иногда бывает сложно определить лучший шлифовальный круг для вашей мастерской. По правде говоря, выбор лучшего шлифовального круга полностью зависит от того, что требуется для вашего личного проекта, и от того, готовы ли вы заплатить более высокую цену, чтобы получить прочное колесо точного размера. Тем не менее, важно доверять отзывам потребителей, купивших проект. Вы бы не хотели оказаться в бедственном положении из-за смещения настольного шлифовального станка или аварии в мастерской из-за дешевого качества шлифовального круга.
Тем не менее, важно доверять отзывам потребителей, купивших проект. Вы бы не хотели оказаться в бедственном положении из-за смещения настольного шлифовального станка или аварии в мастерской из-за дешевого качества шлифовального круга.
Лучшее соотношение цены и качества / Лучшее качество в этом списке?
Если вы пытаетесь определить, какое из этих шлифовальных кругов для настольных станков является лучшим, DeWalt DW4904 — лучшее, что вам нужно. Благодаря невысокой цене и постоянно сообщаемым сведениям о долговечности и эффективности вы можете быть уверены, что это высококачественное вложение с вашей стороны.
Что такое настольный шлифовальный круг?
Настольный шлифовальный станок относится к классу настольных шлифовальных устройств, которые используются для привода абразивных кругов. Настольный шлифовальный станок состоит из станины, предназначенной для удержания обрабатываемой детали, и используется для ручного шлифования режущих инструментов, а также для грубого шлифования. Это зависит от марки и связки шлифовального круга.
Это зависит от марки и связки шлифовального круга.
Как работает шлифовальный круг?
Шлифовальный станок работает, удаляя материал за счет истирания с обрабатываемой детали в процессе резки, которая может выделять много тепла.Охлаждающая жидкость используется для охлаждения детали при повышении температуры.
Материал заготовки
Большинство кругов настольных шлифовальных станков относятся к кругу со стекловидной связкой. Эти колеса лучше всего справляются с той задачей, для которой они предназначены, хотя они по-прежнему снижают риск образования трещин. Для шлифования более мягких металлов, таких как алюминий, нельзя использовать круги, предназначенные для обработки твердых металлов, таких как сталь. Эти мягкие металлы застревают в порах круга, которые позже расширяются из-за выделяемого тепла при шлифовании.Это может привести к смещению деталей шлифовального круга и травме.
Скорость вращения колес
На бумажной промокательной бумаге колес напечатаны максимальные значения числа оборотов в минуту. Тогда частота вращения шлифовального станка должна быть либо ниже, либо равной максимальной скорости работы, которая указана как максимальная на бирке на круге шлифовального станка, чтобы ее нельзя было превышать. Если шлифовальный круг слишком быстро набирает обороты, он может взорваться, что опасно, поскольку оно может убить или травмировать оператора так же, как выстрел.
Тогда частота вращения шлифовального станка должна быть либо ниже, либо равной максимальной скорости работы, которая указана как максимальная на бирке на круге шлифовального станка, чтобы ее нельзя было превышать. Если шлифовальный круг слишком быстро набирает обороты, он может взорваться, что опасно, поскольку оно может убить или травмировать оператора так же, как выстрел.
Сменный искрогаситель и опора для инструмента
Опора для инструмента должна быть очень плотной и также установлена на расстоянии 3–2 миллиметра от шлифовального круга. Это необходимо для предотвращения скольжения заготовки между опорой для инструмента и колесом. Искрогасители используются для улавливания случайных искр.
Шлифование происходит, когда заготовка находится на опоре инструмента для предотвращения внезапных пробуксовок, когда колесо на мгновение захватывает работу, а затем вырывает колеса из руки оператора или тянет руку к колесу.
Стороны круга и периферия
Настольный шлифовальный станок, круги которого предназначены для периферийного шлифования, категорически запрещается использовать на настольном шлифовальном станке для бокового шлифования. Самая большая угроза при использовании периферийного устройства в качестве борта — это взрыв колеса. Некоторые фрезы и шлифовальные машины имеют чашеобразные диски, которые могут выполнять шлифовку сторон.
Самая большая угроза при использовании периферийного устройства в качестве борта — это взрыв колеса. Некоторые фрезы и шлифовальные машины имеют чашеобразные диски, которые могут выполнять шлифовку сторон.
Охлаждающие жидкости
При шлифовании металла на шлифовальном круге, приводимом в движение силой, заготовка быстро нагревается. Многие настольные шлифовальные машины не имеют охлаждающей жидкости, так как они сухие, но тогда требуется часто погружать обрабатываемую деталь в поддон с водой, чтобы она остыла, чтобы сохранить свое состояние или обжечь руку оператора.Кастрюли с водой для легкого доступа и безопасности установлены под кофемолкой. Для деталей с высоким или средним содержанием углерода требуется частое погружение в воду, поскольку они уже закалены и закалены, чтобы избежать сильного нагрева, за которым следует закалка, что приводит к разрушению уже существующей термической обработки.
Шлифовальные машины, используемые для заточки ножей, являются мокрыми, так что на днище колеса имеется охлаждающая жидкость. Вы также можете установить трубку в верхней части колеса для подачи охлаждающей жидкости в потоке.Такие шлифовальные машины относятся к классу настольных шлифовальных машин.
Вы также можете установить трубку в верхней части колеса для подачи охлаждающей жидкости в потоке.Такие шлифовальные машины относятся к классу настольных шлифовальных машин.
Защита колес
Защита колес используется для захвата фрагментов взорвавшегося колеса, чтобы они не повредили окружающую среду или не убили людей. Это объясняет, почему шлифовальные машины без защиты не допускаются.
Почему следует тщательно выбирать круги для настольных шлифовальных машин
Типы кругов для настольных шлифовальных машин:
Прямое колесо
Это наиболее распространенный тип колес. Этот стиль используется только для периферии и, следовательно, создает слегка вогнутую поверхность.Прямые колеса обычно используются для бесцентровых, поверхностных и цилиндрических операций. Эти типы колес различаются по ширине, диаметру и размеру поверхности в зависимости от класса работы, на котором они используются, и мощности машины.
Алмазный круг
Это шлифовальные круги, оснащенные промышленными алмазами, прикрепленными по периферии. Используется для шлифования очень твердых материалов, таких как бетон, драгоценные камни или твердосплавные наконечники.
Диск для блюдца
Используется для заточки спиральных сверл и фрез.Обычно в местах, где нет машин, в таких местах используются тарелочные колеса для обслуживания лезвий пил.
Коническое колесо
Это прямое колесо, которое сужается наружу, направляя его к центру колеса. В отличие от прямых колес, их конструкция более прочна, чтобы выдерживать большие боковые нагрузки. Используется для шлифования преимущественно зубьев шестерен, резьбы
Круглый шлифовальный круг
Это шлифовальные круги с самой мелкой чашкой. Тонкость круга позволяет шлифовать щели и пазы.Используется для шлифования кондукторов и фрез.
Отрезные круги
Также называются отрезными кругами. Это самозатачивающиеся колеса малой ширины, снабженные радиальными волокнами для усиления. Часто используется в строительстве для резки арматуры.
На что обращать внимание при выборе колес
Размеры
Колеса обычно имеют размер 5 на 18 дюймов.
Зернистость
Зернистость входит в состав абразивных материалов на шлифовальных кругах, имеющих зернистость и зернистость.Зерна — это те, которые режут металл, в то время как крупы отвечают за удерживание зерен во время резки. Структура колес определяется расстоянием между зерном и зерном. Выбор колеса зависит от того, как колесо будет взаимодействовать с заготовкой. Идеальный выбор должен оставаться острым с меньшим затуплением, поскольку он создает другие точки резки, когда он становится затупленным.
СОВЕТ: Инструмент для простой правки шлифовального круга
Материал крепления круга, который включает;
Керамическая связка
Керамическая связка круга основана на стекле и достигается путем стеклования полевым шпатом и глиной.
Резина
Резиновая связка колеса настольного точильного станка изготовлена из синтетического каучука или натурального каучука.
Resinoid
Смола для шлифовальных кругов на основе смолы. Смола производится из дистиллятов нефти или растений.
СОВЕТ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ: Простой способ проверить круг шлифовального станка перед использованием.
Заключение
Настольные шлифовальные машинымогут быть идеальным вариантом для стандартного оборудования, используемого в механических цехах, а также в центрах изготовления металла, поскольку они являются ручными и простыми в обращении.
Прочный футляр для шлифования гибридными кругами на металлической связке
Как видно в Cutting Tool EngineeringАлана Рихтера, редактора
Скачать PDF
Один из двух двухдисковых шлифовальных машин Stahli DLM 705, которые Aggressive Grinding Service использует для шлифования твердосплавных дисков с помощью гибридных дисков ATI с металлической связкой и искусственной пористостью.
По словам президента / исполнительного директора Лестера Саттона, с момента своего основания в 1988 году компания Aggressive Grinding Service Inc. взяла на себя обязательство постоянно совершенствоваться, чтобы выполнить свою миссию по быстрой поставке высококачественных карбидных и керамических деталей.В рамках этого процесса усовершенствования компания из Латроба, штат Пенсильвания, недавно начала испытания и оценку шлифовальных кругов с гибридной металлической связкой и индуцированной пористостью от Abrasive Technology Inc.
.«Хотя мы, конечно, не новички в использовании этого типа связки в других отделах, мы сделали переход на наш отдел плоского шлифования, особенно на наши двухдисковые шлифовальные машины», — сказал менеджер по проектированию и качеству Рэнди Лехнер.
В цехе есть две двухдисковые шлифовальные машины Stahli DLM 705, обе с диаметром круга 28 дюймов и шестиступенчатой компоновкой.Саттон объяснил, что двухдисковый шлифовальный станок одновременно шлифует верх и низ заготовок. Заготовки удерживаются в круглом приспособлении, которое вращается с приводным кольцом в центре станка, поэтому детали движутся по кругу изнутри наружу и вокруг шлифовальных кругов. «Это что-то вроде спирографа», — сказал он. «Мы находим, что во многих случаях двухдисковое шлифование происходит от 10 до 30 раз быстрее, чем плоское шлифование».
Заготовки удерживаются в круглом приспособлении, которое вращается с приводным кольцом в центре станка, поэтому детали движутся по кругу изнутри наружу и вокруг шлифовальных кругов. «Это что-то вроде спирографа», — сказал он. «Мы находим, что во многих случаях двухдисковое шлифование происходит от 10 до 30 раз быстрее, чем плоское шлифование».
По словам Лехнера, компания Aggressive Grinding Service измельчает диаметр 2 дюйма.твердосплавные диски, с шестью держателями, удерживающими три части, всего 18 на загрузку. В качестве охлаждающей жидкости используется синтетическая смазочно-охлаждающая жидкость SintoGrind TTS-US, применяемая при давлении 40 фунтов на квадратный дюйм и очищенная с помощью системы фильтрации One Micron от Transor Filter.
Беспроводные цифровые микрометры отправляют сигнал точки данных в реальном времени, зарегистрированный системой MeasurLink®, в базу данных SPC, которая затем отображается на потолочных экранах, размещенных по всему магазину.
Компания удаляет 0,040 ″ с деталей.Ранее здесь использовались круговые сегментные диски ATI на полимерной связке со следующими параметрами:
- 15-минутный цикл
- Скорость подачи 0,0027 дюймов в минуту;
- 0,153 куб. Дюйм / мин. MRR;
- 325 об / мин для верхнего и нижнего колеса
- 20 об / мин для центрирующего кольца
- Давление от 400 до 900 фунтов (регулируется скоростью подачи)
На этой операции правка колес производилась один раз на 234 детали.
После перехода на круговые сегменты, гибридные диски с металлической связкой и индуцированной пористостью ATI, цех добился следующего:
- 12-минутный цикл
- 0.0034 скорость подачи изображения в минуту
- 0,192 куб. Дюйм / мин. MRR;
- 325 об / мин для верхнего и нижнего колеса
- 20 об / мин для центрирующего кольца
- Давление от 250 до 600 фунтов (регулируется скоростью подачи)
В этой операции правка круга выполняется только в конце заказа из 600 деталей.