Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
- Предназначение рейсмусового станка
- Конструкция рейсмусового станка
- Принцип работы рейсмусового станка
- Изготовление рейсмусового станка
- Наладка рейсмусового станка
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.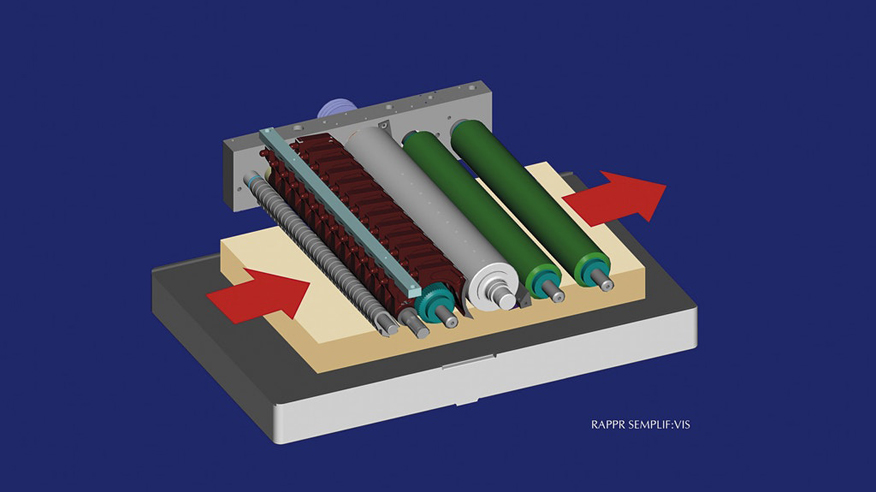
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.


Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки.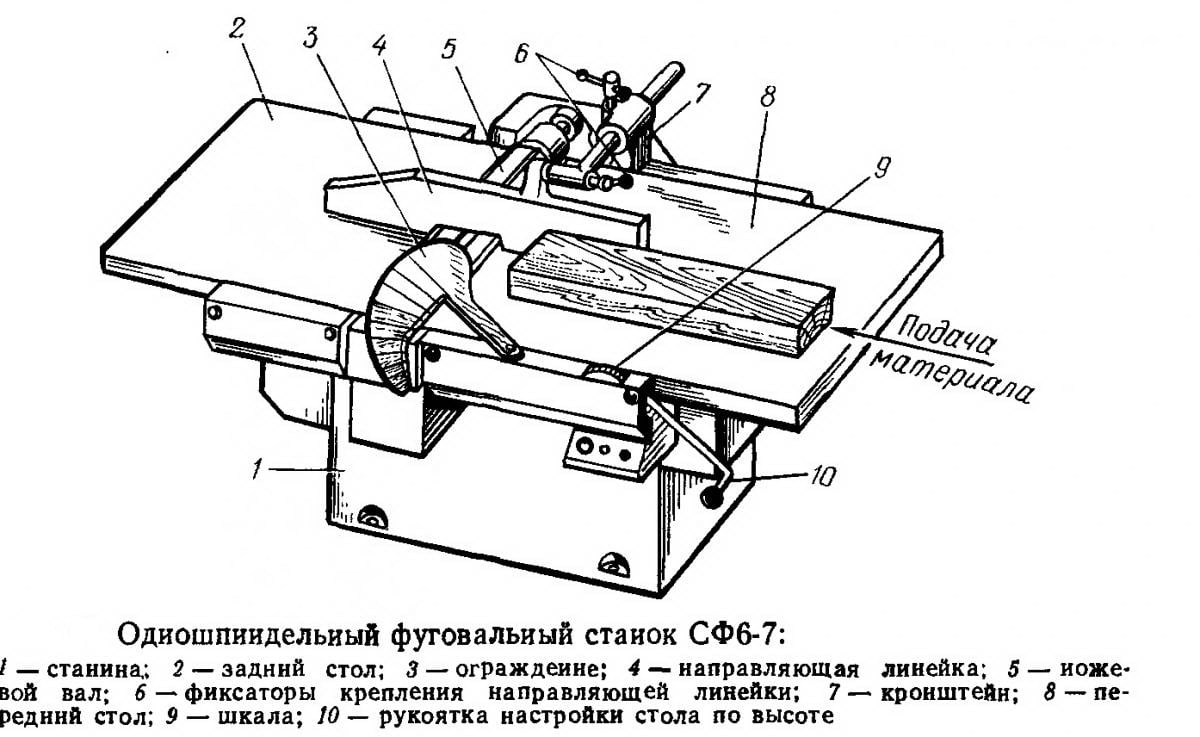
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 — 1250 миллиметров, толщина — 5 — 160 миллиметров, диаметр ножевого вала 100 — 165 миллиметров, имеется на валу 2 — 4 ножа. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 — 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
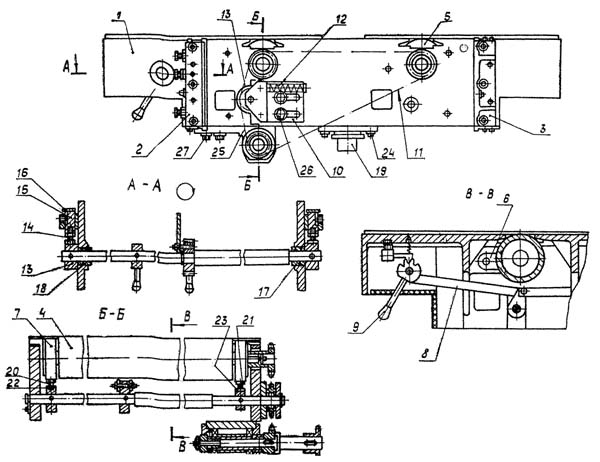
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой — для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах.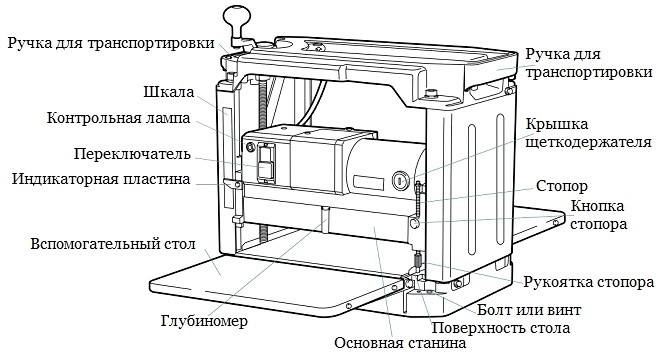 Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
 Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности..jpg) Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
- Предназначение рейсмусового станка
- Конструкция рейсмусового станка
- Принцип работы рейсмусового станка
- Изготовление рейсмусового станка
- Наладка рейсмусового станка
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2—3 миллиметра ниже поверхности материала, что подается на ножи.
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 — 1250 миллиметров, толщина — 5 — 160 миллиметров, диаметр ножевого вала 100 — 165 миллиметров, имеется на валу 2 — 4 ножа. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 — 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой — для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
- Предназначение рейсмусового станка
- Конструкция рейсмусового станка
- Принцип работы рейсмусового станка
- Изготовление рейсмусового станка
- Наладка рейсмусового станка
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2—3 миллиметра ниже поверхности материала, что подается на ножи.
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 — 1250 миллиметров, толщина — 5 — 160 миллиметров, диаметр ножевого вала 100 — 165 миллиметров, имеется на валу 2 — 4 ножа. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 — 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой — для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Содержание:
- Предназначение рейсмусового станка
- Конструкция рейсмусового станка
- Принцип работы рейсмусового станка
- Изготовление рейсмусового станка
- Наладка рейсмусового станка
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 — 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2—0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2—3 миллиметра ниже поверхности материала, что подается на ножи.
Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2—3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 — 1250 миллиметров, толщина — 5 — 160 миллиметров, диаметр ножевого вала 100 — 165 миллиметров, имеется на валу 2 — 4 ножа. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 — 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой — для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.
До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1—0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.
Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
назначение конструкции, сооружение своими руками и наладка рейсмуса
Рейсмусовые станки часто используют во время выполнения строительных работ. По сути, такое оборудование представляет собой усовершенствованный вариант карандаша и линейки. При желании рейсмус можно сделать своими руками из обычного электрорубанка. Для этого достаточно иметь базовые навыки и немного терпения.Назначение рейсмуса
Рейсмусовый станок представляет собой инструмент, позволяющий выполнять точные линии практически на любых поверхностях. При этом удастся избежать большинства ошибок, которые наблюдаются при применении линейки и карандаша. Даже если сделать рейсмусовый станок своими руками из подручных материалов, получится избежать неровных или обрывистых линий. Точность инструмента составит 100%, ведь здесь предусмотрено очень острое лезвие.
Рейсмус действительно актуален во время масштабного строительства, ведь он позволяет обрабатывать своими руками огромное количество досок разной ширины. Стоит отметить, что у современных станков смена ножа осуществляется более просто, а значит, удастся снимать стружку определенных размеров. Этому способствует и наличие контроля глубины нарезки.
Важно учитывать тот факт, что древесину нужно предварительно обработать на фуговальном станке. Если же планируется работа с полимерами, утеплителями и пластиком, то подойдут только те рейсмусы, у которых подающие вальцы покрыты слоем резины.
Подобное оборудование незаменимо в плотницком деле и мебельной промышленности. Однако стоит помнить, что при условии сооружения рейсмусового станка своими руками вряд ли удастся обработать тонкие заготовки, ведь качество поверхности может ухудшиться из-за возникающей вибрации.
Подготовка к изготовлению станка
Перед сооружением станка из электрорубанка стоит определиться с размерами деталей, которые впоследствии будут подвергаться обработке. Это поможет выбрать необходимую ширину корпуса устройства, габариты всех направляющих, а также длину шпильки.При разработке чертежа следует убедиться в наличии всех основных составляющих:
- фиксаторы;
- штанга;
- лезвие, то есть шпилька;
- колодки.
Особое внимание стоит уделить расположению шпильки, поскольку именно она отвечает за движения электрорубанка. Соответственно, устанавливать этот элемент в центральной части корпуса не стоит. Чтобы обеспечить прочную фиксацию и удобство применения станка, важно поставить шпильку между двумя ручками. Помимо этого, стоит убедиться в подвижности данной детали. Достаточно расположить подшипник качения вверху, а ближе к середине приварить гайку. Подобная фиксация позволит точно отрегулировать высоту шпильки.
Чтобы изготовить конструкцию из электрорубанка своими руками, стоит подготовить деревянные бруски, выполняющие функцию направляющих, и листы фанеры. Особое внимание важно уделить проектированию нижней плоскости. Добиться ровных линий можно лишь при условии, что обрабатываемое изделие передвигается параллельно острым лезвиям.
Создание устройства своими руками
Изготовление конструкции из электрорубанка выполняется в строгой последовательности с учетом заранее подготовленного чертежа:
- Сначала электрорубанок фиксируют на бруске, а затем зажимают при помощи струбцин и оставляют зазор, размеры которого должны соответствовать толщине заготовки.
- Для надежного крепления стоит взять 4 струбцины. 2 элемента держат основание, а еще 2 – сам электрорубанок.
- Между основным элементом и нижней поверхностью устанавливают небольшой промежуток, поворачивая шпильку.
- После выставления нужной высоты агрегат подключают к сети и начинают обработку деревянных изделий.
Если выполнить все действия правильно, то рейсмус позволит получить в итоге идеально ровную поверхность. При этом важно очень аккуратно давить на заготовку, иначе устройство может выйти из строя.
Наладка готового станка
Перед началом обработки заготовок следует наладить рейсмус своими руками, ведь при наличии даже незначительно неточности возможны дефекты обработки и даже снижение производительности оборудования. Чтобы избежать этого, следует всегда заниматься наладкой и избегать распространенных ошибок:
- Если на рабочем столе будет перекос, то поверхность после обработки не будет гладкой.
- В случае когда валик расположен слишком низком, возможно образование поперечных вмятин.
- Особое внимание следует уделить размещению нижних валиков. Если они будут находиться чуть выше, возникнет вибрация, в результате которой строгание получится недостаточно гладким.
- Важно убедиться в том, что задняя колодка не оказывает давления на обрабатываемую заготовку. В противном случае сила подачи снизится, а ножи продолжат работать. Соответственно, на обрабатываемой поверхности останется небольшой желобок. Стоит отметить, что подобный дефект появляется даже при короткой остановке агрегата.
- Если в процессе обработки стружка будет сыпаться на задний валик, появятся вмятины. Также возможна задержка детали. К таким дефектам чаще всего приводит неправильная установка накидного козырька.
Рейсмус по праву считается одним из наиболее распространенных инструментов, которые задействуются в деревообрабатывающей сфере. Выполнить такой станок можно самостоятельно из обычного электрорубанка. Несмотря на простоту конструкции, агрегат поможет сделать обработку деталей очень точной и удобной.
Оцените статью: Поделитесь с друзьями!СР-8 Станок рейсмусовый (рейсмус). Паспорт, схемы, описание, характеристики
Сведения о производителе рейсмусового станка
СР-8Производителем рейсмусового деревообрабатывающего станка СР-8 является Ставропольский Станкостроительный завод Красный Металлист, — который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
СР-8 (СР 8-2) Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР 8-2 стал дальнейшим развитием своего предшественника рейсмуса СР 8-1.
Станки СР4-1 (400 мм), СР6-10 (630 мм), СР8-2 (800 мм) — новый, последний модельный ряд рейсмусовых станков, выпущенных заводом «Красный Металлист», которые пришли на смену модельному ряду рейсмусов СР3-6 (300 мм), СР6-9 (630 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-8 (СР 8-2) предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 250 мм поверхностей плоских заготовок шириной до 800 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-8 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-8 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки — механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка — УХЛ4.2, категория условий хранения — 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР-8-2:
- Станок имеет сварную станину из стальных листов, что зачительно облегчило его конструкцию;
- Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
- Станок имеет четыре приводных вальца, что значительно улучшает тяговую способность механизма подачи. Узел подачи заготовки также работает от отдельного двигателя;
- Стол оборудован приводными поддерживающими вальцами для повышения надежности подачи при перемещении заготовки;
- Скорость подачи можно выбирать дискретно из 2 значений на пульте станка 8 и 16 м/мин;
- Передний подающий валец выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
- Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
- Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
- Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
- Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
- Электроблокировка, исключающая возможность включения станка при открытом ограждении.
СР-8 Общий вид рейсмусового станка
Фото рейсмусового станка СР 8-2
Схема кинематическая и расположения подшипников рейсмусового станка СР-8
Кинематическая cхема рейсмусового станка СР 8-2
Кинематические цепи станка осуществляют следующие движения:
- Вращение ножевого вала
- Вращение подающих вальцов
- Механическое и ручное перемещение стола вверх-вниз
- Ручной зажим стола
Ввиду простоты кинематической схемы ее описание не приводится.
Расположение составных частей и органов управления рейсмусовым станком СР-8
Расположение составных частей станка СР-8-2. Рис. 3
Расположение органов управления станком СР-8-2. Рис. 4
Расположение органов управления станком СР-8-2. Рис. 5
Расположение органов управления станком СР-8-2. Рис. 6
Расположение составных частей рейсмусового станка СР-8-2
- Кожух звукопоглощающий — Рис. 6 поз. 73 — СР8—2.01.00.010
- Станина — Рис. 3 поз. 14 — СР8—2.01.10.000
- Привод перемещения стола — Рис. 5 поз. 26, 28 — СР 6-10.01.060
- Стол — Рис. 6 поз. 71 — СР8—2.01.12.000
- Валец подающий передний — Рис. 6 поз. 65 — СР8—2.01.13.000
- Прижимы — Рис. 6 поз. 66, 67 — СР8—2.01.14.000
- Вал ножевой — Рис. 6 поз. 72 — СР8—2.01.15.000
- Валец подающий задний — Рис. 6 поз. 70 — СР8—2.01.15.010
- Привод подачи — Рис. 5 поз. 24 — СР 6-10.06.000
- Электрооборудование — Рис. 3 поз. 13 — СР8—2.01.80.000
Расположение органов управления рейсмусовым станком СР-8-2
- Кнопка «Стоп> общая
- Кнопка «Пуск» ножевого вала
- Кнопка «Пуск» привода подачи
- Переключатель частоты вращения электродвигателя привода подачи
- Световой указатель наличия напряжения
- Кнопка «Вверх» перемещения стола
- Кнопка «Вниз» перемещения стола
- Сигнализация блокировок
- Рукоятка механического зажима стола
- Рукоятка перемещения вальцов стола
- Маховичок ручного перемещения стола
- Кнопка «Стоп> общая
- Запирающее устройство вводного автомата
- Вводный автомат
Общая компановка рейсмусового станка СР-8. Описание основных сборочных единиц
Станина станка СР-8
Станина 14 (см. Рис. 3—6) станка представляет собой жесткую сварную коробку.
Внутри станины, в центральной нише передней части станка, установлен привод подачи 24 (см. Рис. 5). В задней части центральной ниши станины расположен привод ножевого вала.
Электродвигатель ножевого вала (фланцевого исполнения) крепится к плите 25 (см. Рис. 5), перемещающейся по пазам для натяжки ремней.
В левой нише станины размещены электрошкаф станка и механизм перемещения стола. В правой нише размещены цепная передача привода подачи и клиноременная передача привода ножевого вала.
В верхней части станины крепятся: на разъемных опорах ножевой вал с задним вальцом; прижимы, передний валец с пультом управления и звукопоглощающий кожух. Сзади к звукопоглощающему кожуху крепится эксгаустерная воронка.
На станине станка установлено запирающее устройство вводного автомата (см. Рис. 4), состоящие из корпуса 20, винта 21, прокладки 22, планки 23. К запирающему устройству прилагается специальный ключ 19.
Для запирания вводного автомата необходимо ключом 19 отпустить винт 21, освободить планку 23 и переместить ее вправо, расположив над рукояткой 18 вводного автомата, после чего зафиксировать планку, затянув винт.
Стол рейсмусового станка СР-8
Стол рейсмусового станка СР-8-2. Рис. 7
Стол 1 чугунный прямоугольной формы с направляющими 2, 3. В столе расположены два гладких приводных вальца 4, 5.
Вальцы смонтированы на подшипниках качения, расположенных в качающихся кронштейнах 6, 7. Выставка вальцев по высоте относительно рабочей поверхности стола производится рычажно-эксцентриковым механизмом 8, поворотом рукоятки 9.
В столе расположен механизм натяжения 10 цепи 11, привода вальцов стола. Натяжение цепи производится с помощью пружины 12, прижимающей к цепи звездочку 13.
Фиксация стола в заданном положении производится поворотом рукоятки 10 (см. Рис. 3), через эксцентрики 13 (см. Рис. 7), винт 14, шток 15, направляющую 16.
Механизм перемещения стола (см. Рис. 5)
Механизм перемещения стола состоит из электродвигателя 26, клиноременной передачи 27, червячного редуктора 28, цепной передачи 29, винтов перемещения.
Ручное перемещение стола осуществляется маховичком 30, который необходимо нажать в осевом направлении, осуществив зацепление шкива с полумуфтой 32 и только затем вращать маховичок, перемещая стол, при этом конечный выключатель 33 отключит электродвигатель механического перемещения стола. После снятия осевой нагрузки с рукоятки маховичка пружина 31 возвращает полумуфту и маховичок в исходное положение.
Механизм резания и задний подающий валец рейсмусового станка СР-8
Механизм резания и задний подающий валец рейсмусового станка СР-8-2. Рис. 8
Механизм резания станка состоит из ножевого вала и привода ножевого вала. Корпус ножевого вала 1 (рис. 8) цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которых устанавливаются прямые ножи 2.
Крепление ножей производится клиньями 3 и винтами 4. Выставка ножей осуществляется винтами 5 и гайками 6.
Корпус ножевого вала монтируется на шарикоподшипниках 7, размещенных в разъемных опорах 8, 9.
Опоры ножевого вала крепятся к станине.
Вращение ножевого вала осуществляется от электродвигателя клиноременной передачей.
Заточка ножей. Стойкость ножей без переточки составляет 3 — 4 часа работы согласно ГОСТ 6567—76.
Правильно заточенные ножи должны обеспечивать шероховатость обработанной поверхности не более Кг 100 мкм. При превышении шероховатости поверхности выше указанной величины ножи необходимо переточить. В процессе многократных переточек происходит стачивание ножей. Допускается работать ножами шириной не менее 20 мм.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-8
Прижимы рейсмусового станка СР-8-2. Рис. 9
К прижимным элементам станка относятся передний и задний прижимы. Передний прижим служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения сколов.
По конструкции передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций 1. Давление каждой секции осуществляется пружиной 2 через шарик, которые размещены в общей оси 3. Каждая секция прижима имеет возможность качаться на оси 4. Секции смонтированы с осями на двух щеках 5.
Задний прижим 6 выполнен в виде сплошной балки, смонтирован на двух щеках 7 и имеет возможность поворачиваться на фланцах, ножевого вала относительно его оси.
Поддерживающие вальцы 4, 5 (см. рис. 7) стола при обработке заготовок из древесины устанавливают выше рабочей поверхности стола на 0,1—0,4 мм. Меньшее значение соответствует обработке заготовок из твердых пород древесины, большее — для обработки заготовок из мягких пород древесины.
Установка вальцов по высоте относительно рабочей поверхности стола производится рукояткой 9.
Механизм подачи рейсмусового станка СР-8
Валец подающий передний рейсмусового станка СР-8-2. Рис. 10
Механизм подачи станка — четырехвальцовый, который состоит из двух верхних и двух нижних подающих вальцов.
Верхние подающие вальцы собраны на отдельных опорах и состоят из переднего рифельного 65 (см. Рис. 6) и заднего гладкого 70 вальцов. Нижние подающие вальцы — гладкие и установлены в столе.
Валец 1 (см. Рис. 10) подающий передний в станке СР 6-10 — цельный рифельный, а в станке СР 8—2.01—секционный (рис. 10а). Он установлен на двух шарикоподшипниках 2, размещенных в качающихся кронштейнах 5 и 6.
Оси качения кронштейнов через втулки 7 и 8 закреплены в опорах 3 и 4.
По требованию заказчика станок СР 6-10 может быть изготовлен с секционным рифельным валом.
Валец подающий передний рейсмусового станка СР-8-2. Рис. 10а
На валу 2 (рис. 10а) имеются продольные прорези-канавки, в которых размещаются упорные планки секционных колец 1. Центрование кольца 1 относительно оси вала 2 осуществляют резиновые втулки 7.
Прижимается валец к обрабатываемой заготовке при помощи пружины через тяги.
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.
Валец подающий передний рейсмусового станка СР-8-2. Рис. 11
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.
Привод подачи рейсмусового станка СР-8
Привод подачи рейсмусового станка СР-8-2. Рис. 12
Привод подачи (см. Рис. 12)
Привод подачи состоит из двигателя 1, соединительной муфты 2 и редуктора 3, смонтированных на плите 4.
Установка необходимой скорости подачи производится поворотом переключателя на пульте управления станком на желаемую скорость.
Принадлежности к станку
В комплект поставки станка входят:
Комплект инструмента и принадлежностей (ключи, отвертка, шприц штоковый) и приспособления
Приспособление контрольное для установки режущих кромок ножей
Приспособление контрольное рейсмусового станка СР-8. Рис. 13
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см.рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Приспособление контрольное рейсмусового станка СР-8
Приспособление контрольное рейсмусового станка СР-8
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Электрооборудование станка рейсмусового одностороннего СР-8
Схема электрическая принципиальная рейсмусового станка СР 6-10 и СР8-2.01 Рис. 15
Схема электрическая принципиальная СР-8. Смотреть в увеличенном масштабе
Электрооборудование станка СР 6 Рис. 15 содержит:
- М1 — асинхронный электродвигатель с короткозамкнутым ротором — привод ножевого вала;
- М2 — асинхронный двухскоростной электродвигатель с короткозамкнутым ротором — привод подачи;
- МЗ — асинхронный электродвигатель с короткозамкнутым ротором — привод перемещения стола;
- Конечные выключатели — контролирующие положение боковых дверей, эксгаустерной воронки и крайние положения стола;
- Пульт — пусковая и защитная аппаратура, расположенная на пульте и в нише станины.
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
В данном руководстве приводятся (см.табл. 6):
Пульт управления размещен в верхней части облицовки станка, а электрошкаф в нише станины.
Для включения станка в электрошкафе установлен вводный выключатель Q1, привод которого выведен наружу.
Отверстие для ввода питающих проводов выполнено внизу, на боковой стенке электрошкафа.
Ввод должен быть осуществлен проводом марки ПВЗ сечением 2,5 мм² черного цвета для силовых цепей и зелено-желтого цвета — для заземления, для СР8-2.01. – сечением 4 мм².
Описание работы электросхемы (см. Рис.16)
Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателей Q1 и Q2, после чего закрыть дверь электрошкафа.
Включением вводного выключателя Q1 подается питание на силовые цепи, управления и цепи сигнализации. На пульте управления должна загореться сигнальная лампа Н1.
Включением привода ножевого вала осуществляется кнопкой S6, при этом включается магнитный пускатель К3, замыкая свои контакты в цепи питания электродвигателя ножевого вала М1.
Привод подачи включается кнопкой S8, расположенной на пульте управления, при включенном приводе ножевого вала. При этом включается магнитный пускатель К6, замыкая свои контакты в цепи питания электродвигателя М2.
При включении в работу ножевого вала и привода подачи на пульте управления загораются соответствующие им сигнальные лампы НЗ, Н4 и Н5.
Принципиальной схемой станка предусмотрено 2 скорости подачи.
Изменение скорости подачи производится переключателем 59, переключением скоростей двухскоростного электродвигателя М2.
Отключение электродвигателей М1 и М2 осуществляется нажатием кнопок 51, расположенной на пульте управления, или 52, расположенной в правой нише задней части станка.
Для остановки привода ножевого вала используется электродинамическое торможение, интенсивность торможения задается регулировочным резистором блока управления, а время торможения не должно превышать 15с (регулируется пневмоприставкой пускателя K4).
Для регулирования блока электродинамического торможения привода ножевого вала необходимо:
- выдержку времени пневмоприставки пускателя К4 выставить равной 15с;
- движок переменного резистора блока управления А установить в среднее положение;
Для увеличения интенсивности торможения движок резистора поворачивают по часовой стрелке, для уменьшения — против часовой стрелки.
Рассмотрим работу схемы при электродинамическом торможении привода ножевого вала М1. При отключении привода ножевого вала кнопками S1 или S2 отключается пускатель К3 и контактом (16, 17) включает пускатель К5.
Пускатель К5 замыкает свои контакты в силовой цепи электродинамического торможения, подавая питание на блок торможения А, контакт (2, 16) пневмоприставки пускателя К4 размыкается через t=15с, достаточное для полной остановки привода ножевого вала.
Регулировка считается выполненной правильно, если при нажатии на одну из кнопок «Общий стоп» электродвигатель привода ножевого вала вращается 15сек, и сразу же после полной остановки электродвигателя происходит отключение тормозного контактора.
Привод перемещения стола М3 включается при отключенном приводе ножевого вала в толчковом режиме кнопками S11 и S13, расположенными на пульте управления. Ограничение хода стола осуществляется конечными выключателями S10 и S12.
В соответствии с техническими характеристиками электродвигатели серии АИР, установленные на станке, допускают не более 10 циклов включения — отключения в час.
С холодного состояния электродвигатель можно включить — отключить с электродинамическим торможением и сразу же повторить цикл включения — отключения. Последующие циклы включения — отключения можно повторить с интервалом не менее 5—6 мин, но не более 10 циклов в час.
СР-8 Станок деревообрабатывающий рейсмусовый. Видеоролик
Технические характеристики рейсмусового станка СР-8
| Наименование параметра | СР-6-9 | СР-6-10 | СР-8-2 |
|---|---|---|---|
| Основные параметры | |||
| Максимальная ширина строгания, мм | 630 | 630 | 800 |
| Диапазон толщины обрабатываемых заготовок, мм | 5..200 | 5..250 | 5..250 |
| Скорость механической подачи заготовки, м/мин | 8-24 | 8; 16 | 8; 16 |
| Минимальная длина обрабатываемой заготовки, мм | 400 | 450 | 450 |
| Наибольшая толщина снимаемого слоя за один проход, мм | 5 | 8 | 8 |
| Частота вращения строгального вала (на холостом ходу), об/мин. | 4570 | 4570 | 4570 |
| Количество строгальных ножей на строгальном валу | 4 | 4 | 4 |
| Диаметр строгального вала, мм | 125 | 128 | 128 |
| Размер ножа: Длина, ширина, толщина, мм | |||
| Длина рейсмусового стола, мм | |||
| Номинальный диаметр присоединительного патрубка эксгаустерной воронки, мм | 180 | ||
| Максимальная разность толщины одновременно подаваемого материала, мм | 4 | 4 | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 3 | 3 |
| Электродвигатель привода ножевого вала, кВт | 7,5 | 5,5 | 11,0 |
| Электродвигатель привода подачи, кВт | 1,1 | 1/ 1,7 | 1/ 1,7 |
| Электродвигатель привода перемещения стола, кВт | — | 0,37 | 0,37 |
| Суммарная мощность всех эл. двигателей станка, кВт | 8,6 | 13,07 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 1130 х 1360 х 1260 | 1120 х 1315 х 1340 | 1120 х 1480 х 1340 |
| Масса станка, кг | 1680 | 1440 | 1600 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
Купить каталог — Купить справочник — Купить базу данных: Прайс-лист информационных изданий
Стол для рейсмуса своими руками чертежи
Мало кого в детстве оставляло равнодушным первое посещение столярной мастерской. Непередаваемый запах свежей древесной стружки, чистота и гладкость только что простроганной доски, пушистость опилок – это место, где с помощью рейсмусового станка происходило волшебное превращение нескольких корявых досок с колючей поверхностью от торчащих волокон в изящную табуретку.
Результатом работы рейсмуса являлся идеально ровный пиломатериал, который годился для изготовления многого такого интересного и красивого.
Конструкция и разновидности рейсмусовых станков
Конечно, рейсмусовый станок был не единственным в той мастерской. А многие из этих мастерских и вовсе не могли похвастаться такой роскошью. Но циркулярная пила, зачастую собранная на одном валу с барабаном фуговального станка, почти всегда имелась. И тогда несложное приспособление, позволяющее контролировать равномерность прижима заготовки к поверхности рабочего стола, приближало фуговальный станок по своему функционалу к рейсмусовому, что в умелых руках обеспечивало почти одинаковый результат, хотя и несколько белее затратный и по работе, и по времени.
Мы так подробно здесь об этом рассказываем, чтобы была понятнее основная тема статьи – изготовление рейсмусового (рейсмусного) станка своими руками. Ведь главная его задача: прострогать погонажный деревянный материал с одинаковой толщиной. А несколько последовательных операций строгания на фуговальном станке с таким прижимным приспособлением, этот результат обеспечит.
Но, чем же оснащен настоящий рейсмус?
Рейсмусовый станок имеет:
- рабочий стол;
- рабочий вал (1 или 2), два – для одновременной обработки двух поверхностей заготовки или один – для обработки заготовки с одной стороны;
- валки для прижима и протяжки заготовки (пару сверху или две – сверху и снизу), с электрическим или ручным приводом;
- систему регулировки высоты стола;
- систему защиты от обратного хода заготовки.
В варианте доработки фуговального станка, часть из перечисленных систем отсутствует. Но также, промышленно выпускаются станки двойного назначения – фуговально-рейсмусовые.
В них под рабочим столом для фугования располагается регулируемый по высоте рабочий стол рейсмуса. Обработка заготовки осуществляется тем же барабаном с ножами, что и фугование. При этом обрабатывается только верхняя ее часть. Во время работы станка в качестве рейсмусового, верхняя часть станка закрывается защитной накладкой, во избежание получения травмы.
Иногда вместо барабана с ножами устанавливается широкая фреза.
Принципиальная схема работы рейсмусового станка
Для чего делать рейсмусовый станок своими руками?
Схема работы большинству домашних мастеров должна быть понятна и без визуализации, но для простоты понимания задач по самостоятельному изготовлению рейсмуса – лишней не будет.
Мотиваций для самостоятельного изготовления любого оборудования – две:
- стремление к самореализации;
- стремление к экономии.
Все остальные – вытекают из перечисленных. А сэкономить можно много чего:
- в первую очередь – деньги за счет упразднения вспомогательных функций, без которых в условиях домашней мастерской вполне можно обойтись;
- во вторую – электроэнергию за счет уменьшения числа электроприводов;
- в третью – место в мастерской за счет оптимизации и подгонки размеров.
Если говорить о полноценном рейсмусовом станке то, исходя из объемного чертежа, расположенного ниже, его составляющие можно свести к следующему списку:
- электропривод от электромотора мощностью 1,5 – 2,5 кВт на двухножевой барабан, вращающийся со скоростью 5 – 10 тыс.об/мин;
- ручная цепная регулировка уровня рабочего стола;
- ручная цепная спаренная подача заготовки двумя протяжными прижимными валиками.
Но концепцию своего рейсмуса принимаете вы сами. Рассмотрим 3 подхода к реализации идеи самостоятельного изготовления рейсмусового станка.
Высокотехнологичный метод изготовления рейсмусового станка
Автор этого самодельного рейсмусового станка решил не экономить на технологическом оснащении создаваемого оборудования и максимально электрифицировать все процессы.
Здесь 3 самостоятельных электропривода, которые:
- приводят в действие режущий барабан,
- являются протяжно-прижимными валиками,
- регулируют положение рабочего стола.
Крутящий момент на барабан передается при помощи клиноременной передачи, а в двух оставшихся вариантах – цепной. Причем, равномерность прижима валиков регулируется взаимосвязанными подпружиненными промежуточными звездочками, хотя на наш взгляд, такая система не позволит все-таки избежать некоторого временного прослабления цепи в момент схода заготовки с подающего валика.
Натяжка цепи привода регулировки высоты рабочего стола осуществляется двумя жестко закрепляемыми звездочками.
Подобный подход, очевидно, может быть оправдан наличием у вас гибкого минипроизводства с большим числом операций перенастройки оборудования. Хотя и здесь некоторые схемы можно было бы упростить. К примеру – вот так:
Такой станок не получится дешевым, а обилие достаточно сложных узлов будет требовать постоянного технического обслуживания. Но, видимо, это именно тот случай, когда на первом плане оказалось именно стремление к самореализации, ведь за аналогичные деньги вполне можно было бы найти б/у рейсмусовый станок и, слегка подремонтировав его, обеспечить решение тех же задач.
Рейсмусовый станок из электрорубанка выполненый своими руками
Именно такой подход к решению большинства заданий для рейсмуса, которые возникают в условиях домашней мастерской, нам кажется наиболее интересным.
В первую очередь, этот интерес базируется на минимальных доработках уже существующего инструмента для выполнения работы дорогостоящего оборудования с практически тем же результатом.
Установив электрорубанок на платформу с изменяющейся высотой, мы получаем почти тот же рейсмус. Правда, в нем регулируется не положение рабочего стола, а положение рабочего инструмента по отношению к обрабатываемой заготовке, но суть процесса от этого не меняется. Роль стола здесь выполняет ровная мощная доска с ограничителями ширины по бокам. Они же служат местом крепления основного узла. Но прежде поговорим именно о нем.
На рубанке заднюю опорную пластину мы поменяем на самодельную из ОСП или фанеры, толщиной, обеспечивающей одинаковый уровень с передней пластиной, регулирующей необходимый зазор (1 – 3 мм) для снятия стружки. Ширина ее должна соответствовать ширине нашего импровизированного рабочего стола.
По бокам этой пластины прикручиваются рейки для крепления ножек, высоту которых диктует исключительно здравый смысл. Очевидно что, исходя из стандартной ширины ножей рубанка в 82 мм, толщина обрабатываемых заготовок не должна быть больше 100 мм, поэтому расстояние между осями креплений ножек можно взять равным 110 – 120 мм. Соответственно, их общая длина будет колебаться от 140 до 160 мм при ширине от 35 мм и толщине не менее 10 мм. Крепление ножек осуществляется строго на одинаковом расстоянии от края бруска.
Рейсмусовые станки по дереву являются разновидностью строгально-фуговальных, и предназначены для точного изготовления «в размер» досок с определённым поперечным сечением. В отличие от строгального деревообрабатывающего оборудования такие агрегаты оснащаются устройствами прижима и подачи, а также могут одновременно обрабатывать несколько заготовок. Универсальность современных рейсмусовых станков повышается, если в комплект инструмента входят не только плоские, но и фигурные ножи.
Классификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин -1 , ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Устройство и принцип действия
Типовой рейсмусовый станок по дереву может успешно заменить две единицы оборудования: механический приводной фуганок и строгальный станок (поперечный – для коротких изделий, или продольный – для длинных).
Самодельный рейсмусовый станок
Наиболее простая схема рейсмусового станка (с односторонней подачей исходного материала) включает в себя следующие узлы:
- Приводной электродвигатель.
- Передачу. Она может быть стандартной клиноременной, зубчатой, с вариатором, а также со сменными шкивами (последний вариант отличается минимальными значениями передаваемой мощности, а потому применяется лишь в маломощном оборудовании).
- Ножевой вал. Может иметь несколько инструментов с разной конфигурацией. Особо удачными считаются спиральные ножи, которые при своей работе издают минимальный шум.
- узел верхнего направления, который, в свою очередь, состоит из пары вальцев – переднего и заднего. Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;
- узла прижима, который предотвращает заклинивание стружки и возможное трещинообразование материала. Конструктивно прижим можно сделать в виде когтевых захватов, внедряющихся в древесину, а можно и в виде массивного металлического элемента, снабжённого подпружиненными зубьями;
- узла нижнего направления, облегчающего подачу заготовки в рабочее пространство;
- стола с приспособлениями для регулировки технологических зазоров между вальцами верхнего и нижнего прижимов;
- станины, на которой располагаются все остальные элементы рабочей схемы станка.
Принцип работы рейсмусового станка
Агрегаты с устройством двухсторонней подачи отличаются тем, что снабжаются дополнительным узлом выдвижения ножевого вала. В связи с этим заменить инструмент для его переустановки с одного типоразмера на другой (либо с целью последующей заточки) значительно легче.
Устройство рейсмусового станка
Работает рейсмусовый станок так. Крутящий момент от электродвигателя через передачи сообщается ножевому валу. Подлежащая обработке доска заводится в зазор и прижимается вначале к нижним, а потом – к верхним прижимным вальцам. При этом заготовка захватывается рифлёным валком, и подаётся к инструменту. Перед врезанием полуфабрикат зажимается между верхним и нижним направляющим устройством, что обеспечивает надёжную фиксацию материала при его обработке. Прижимное устройство обеспечивает своевременный отвод стружки из-под вращающегося инструмента. В момент схода заготовки с заднего направляющего вальца, в передний задаётся следующее изделие, после чего процесс повторяется.
Самодельный станок-рейсмус в собственной мастерской: выбор параметров
На рынке имеется значительное количество разнообразных моделей рассматриваемого оборудования, как от отечественных производителей (Корвет, Энкор, Красный Металлист и пр.) так и импортного производства. В последних вариантах преобладают сомнительные китайские бренды, которые не отличаются надёжностью в работе, а, кроме того, часто имеют заниженные, против паспортных, параметры. В таких случаях, а также, если предлагаемые станки не вписываются в имеющиеся размеры площади, есть смысл изготовить рейсмус своими руками.
Сразу стоит отметить, что ряд узлов и деталей лучше приобретать, нежели попытаться сделать своими руками. Это, в первую очередь, касается самого ножевого вала вместе с подшипниками крепления: самодельные варианты не будут отличаться необходимой точностью сопряжения, в результате чего деталь будет сильно перегреваться при нагрузке.
При выборе схемы станка руководствуются имеющимися чертежами (можно найти в Интернете), но перед этим стоит уточнить ряд элементов устройства. Например, если в одном агрегате есть необходимость совместить фуганок и рейсмус, то целесообразно сделать оборудование с двухсторонним приводом. Тогда с одной стороны устройства можно производить предварительное прострагивание заготовки, а с другой стороны – вести окончательную обработку дерева «в размер».
Также надо определиться с наибольшей длиной ножевого вала: самодельный станок с валом более 500 мм может потерять жёсткость при работе на твёрдых сортах дерева: груши, граба, дуба. В результате по поверхности доски могут пойти волнообразные гребни высотой до 1 мм, что потребует дальнейшей обработки полуфабриката. Посадочные размеры и диаметр необходимо сделать такими, чтобы на самодельном оборудовании можно было получать плинтусные, багетные профили, а также другие декоративные элементы из дерева.
При выборе конструкции следует в полной мере предусмотреть и меры безопасности при последующей эксплуатации агрегата. Самодельный рейсмусовый станок Станки своими руками должен иметь надёжное ограждение рабочей зоны стола, а также исключать вероятность обратного хода доски при чрезмерной величине зазора, а также её разрушение во время обработки.
Анализируя имеющиеся чертежи самодельных устройств, стоит иметь в виду, что наличие в столе двух нижних прижимов снизит усилие задачи доски в рабочее пространство, поскольку заготовка будет перемещаться по гладкой поверхности валка, а не по столу.
Производство и сборка
Изготовление станка начинают со станины. Для этих целей целесообразно использовать трубчатый стальной прокат с поперечным сечением не менее 60×40 мм: труба отличается повышенной жёсткостью и моментом сопротивления, что положительно скажется на точности операций, производимых на самодельном агрегате. Элементы конструкции соединяют сваркой. Её можно заменить сборным вариантом, но он менее предпочтителен — сборка стола и станины с применением уголка и соединительных шпилек диаметром от М30 вынудит часто проверять их затяжку.
Для подающих роликов можно использовать валки от старой стиральной машины: их обрезиненная поверхность вполне справится с поставленными задачами. Вальцы растачивают под диаметр имеющихся подшипников, учитывая требуемое значение диапазона регулировки. В самодельных рейсмусовых станках этот процесс можно сделать и вручную, вращением рукоятки.
Для изготовления стола самодельного агрегата подойдёт широкая шлифованная доска из лиственницы или дуба. Древесина хорошо гасит возникающие вибрации, но для повышения антикоррозионных показателей, и с точки зрения пожарной безопасности её стоит пропитать огнестойкими составами или креозотом. Соединение стола со станиной может быть болтовым.
3d модель самодельного рейсмуса
При выборе двигателя следует соотнести максимально необходимый крутящий момент с потребностями обработки. Как правило, достаточно электродвигателя мощностью 5…6 кВт, с числом оборотов до 3500…4000 в минуту.
Для обеспечения безопасности самодельный станок должен быть ограждён съёмным кожухом. Его можно сделать из тонколистовой стали (толщиной 0,6…0,8 мм).
Необходимые комплектующие – подшипники, ножи, шкивы, крепёжные изделия — подбираются в соответствии со спецификацией к чертежам самодельного рейсмус- станка.
При сборке самодельного станка необходимо:
- обеспечить максимальную ровность поверхности стола;
- отбалансировать все вращающиеся части в статическом и динамическом режимах;
- предусмотреть удобную регулировку положения стола;
- проверить надёжность устройства ограждения подвижных элементов.
Самодельный рейсмусовый станок проверяется на холостом ходу. Если все узлы работают верно, проверяют агрегат на рабочем режиме, после чего окрашивают все неподвижные части атмосферостойкой краской.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Выполнив универсальный в использовании рейсмус своими руками, можно будет существенно упростить обработку пиломатериалов, сэкономив на покупке профессионального инструмента. Рейсмусы используются для строгания пиломатериалов и придания поверхностям идеальной ровной формы. Самодельные станки отличаются универсальностью в использовании, позволяя гарантировать качественную обработку пиломатериалов и придание им необходимой формы.
Описание инструмента
Рейсмусы — это станки для обработки древесины, которые позволяют осуществлять строгание выравнивание поверхности пиломатериалов с выполнением досок заданной толщины. Такая обработка древесины выполняется при использовании пиломатериалов в строительстве и изготовлении из них различных конструкций. Строгальное оборудование востребовано на рынке и пользуется популярностью у обычных домовладельцев, которые самостоятельно занимаются строительством на даче и в собственном доме.
Самостоятельно изготовленные рейсмусы отличаются простотой конструкции, что позволяет выполнить их, используя в качестве основы электрорубанок, болгарки и другой аналогичный электроинструмент. Необходимо лишь позаботиться о наличии соответствующей схемы, придерживаться которой следует при выполнении самодельного оборудования.
Преимущества самодельных станков
Фуговальный станок своими руками отличается универсальностью использования. Функциональных возможностей такого оборудования будет достаточно для качественной обработки древесины. На самодельных станках можно не только строгать пиломатериалы, но и выполнять финишную обработку досок, придавая им необходимую толщину и идеально ровную поверхность.
К преимуществам изготовленных своими руками рейсмусов можно отнести следующее:
- Простота устройства рейсмусового станка по дереву.
- Функциональность и универсальность использования.
- Доступная стоимость используемых компонентов.
- Возможность последующей модернизаций.
- Надежность и ремонтопригодность техники.
Для изготовления самодельного рейсмуса своими руками можно использовать электрорубанок, на основе которого выполняется станок, позволяющий осуществлять качественную обработку древесины, в том числе строгание, обработку кромок и снятие фаски. Необходимо лишь подобрать качественный проект изготовления самодельного рейсмуса, что и станет залогом выполнения надежного и универсального в использовании оборудования.
Изготовление рейсмуса своими руками
В интернете можно найти различные схемы исполнения самодельных фуганков, которые отличаются функциональностью и простотой в изготовлении. В последующем следует придерживаться имеющейся на руках схемы, подбирая соответствующие компоненты и правильно собирая станок, функционал которого будет полностью отвечать требованиям домовладельцев.
Необходимые материалы
Существует множество вариантов изготовления самодельных строгальных станков, которые будут отличаться своей основой. Проще всего такой инструмент выполнить на основе электрорубанка или электролобзика.
Для выполнения рейсмуса потребуется следующее:
- Электрорубанок.
- Отвертки и ключи.
- Линейка и уголок.
- Шуруповёрт.
- Приводные звездочки.
- Велосипедная цепь.
- Брусья и планки из дерева.
- Лист фанеры толщиной 15 миллиметров.
- Длинные резьбовые винты.
Фанера и брус потребуются для изготовления основы станка и ручного стола, на который в последующем будет крепиться электрорубанок и другие элементы, отвечающие за функционал и безопасность использования оборудования.
Необходимо использовать качественную древесину, которую дополнительно рекомендуется обработать пропитками от гниения.
Пошаговая инструкция
Изготовление рейсмуса не представляет сложности, поэтому с выполнением такого оборудования справится практически каждый.
Необходимо будет выполнить следующую работу:
- Лист фанеры толщиной 15 миллиметров обрезается прямоугольником с шириной в 400 миллиметров и длиной в 500 миллиметров.
- В середине прямоугольника выполняют крепление-подставку, к которой в последующем будет крепиться электрорубанок. Подставка под рейсмус делается из куска фанеры и с тыльной стороны к основе крепится шурупами, что позволит гарантировать прочность и надёжность выполненного своими руками станка.
- Выполняется платформа под электрорубанок. В платформе выполняют проём, который по своим размерам идентичен форме электрорубанка. Используемый электроприбор крепится к платформе шурупами и зажимами.
- На основе платформы монтируется приводной механизм, который отвечает за подъем и опускание платформы с рейсмусом. В углах основы крепятся винты, имеющие крупную резьбу. В последующем на установленных винтах крепятся четыре звёздочки.
- Из фанеры выполняются небольшие подставки, на которые устанавливается платформа с верхней частью рейсмуса. Подставки крепятся к платформе шурупами или аналогичным крепежом. Необходимо продумать грамотное расположение кабеля от электрорубанка, который должен находиться на небольшом удалении от рабочей пилы рейсмуса.
- Фиксируют ручку, которая предназначается для регулировки расположение платформы. Проще всего зафиксировать ручку на длинный винт с крупной резьбой или закрепить её сразу несколькими саморезами.
- На заключительном этапе работы устанавливается индикатор и мерная планка.
- С помощью мерной планки можно будет измерить толщину обрабатываемых пиломатериалов. Её можно выполнить из небольшого куска пластмассовой или деревянной линейки. Индикатор можно сделать из указки или жестяной полоски.
Это самая простая конструкция рейсмуса, выполнить которую можно в домашних условиях. В сети можно найти различные чертежи рейсмуса из электрорубанка своими руками, которые будут отличаться своим функционалом и способом изготовления.
В последующем можно модернизировать выполненную базовую конструкцию станка, добавив дополнительные инструменты, что расширяет функциональные возможности оборудования.
Безопасное в использовании оборудование
Выполняя любой деревообрабатывающий самодельный станок, необходимо позаботиться о безопасности работы на оборудовании. Фреза по возможности должна быть закрыта защитными приспособлениями, а работа на станке, где рабочий режущий элемент не имеет какой-либо защиты, запрещается. Большинство самодельных схем изготовления рейсмуса имеют качественную защиту электрорубанка, что позволяет исключить травмы при работе с таким оборудованием.
- Работая с самодельным инструментом, необходимо использовать защитные очки и рабочие перчатки. В особенности последние потребуются при работе с грубыми плотными заготовками, когда отмечается биение самодельного рейсмуса из электрорубанка при обработке материала.
- Используемые шпильки не должны иметь трещин, дефектов и повреждений. При обнаружении трещин и повреждений следует заменить дефектные части станка.
При соблюдении простейших мер безопасности работа на рейсмусе не будет представлять какой-либо сложности, а сам станок прослужит в течение многих лет. на самодельных станках можно будет выполнять качественную обработку древесины, сэкономив на приобретении промышленных фрезеров.
Правила работы на фрезерах
Знание правил работы на рейсмусе позволит повысить качество обработки пиломатериалов, избавив домовладельца от каких-либо сложностей с эксплуатацией сделанного им инструмента.
Правила работы следующие:
- Шпильку станка устанавливают в правильное положение.
- В зависимости от размеров обрабатываемых деталей задают ход рейсмуса, для чего фиксируют направляющий брусок.
- Станок слегка наклоняют, что открывает режущую часть шпильки, закладывают внутрь обрабатываемый пиломатериал, после чего инструмент натягивают на себя, это позволяет режущей головке снять тонкий слой древесины.
- Раз за разом выполняют поступательные движения головкой рейсмуса, снимая слой древесины с обрабатываемых пиломатериалов, добиваясь их идеально ровной поверхности.
Правильно собранный рейсмусный фрезер на основе электрорубанка по функциональным возможностям, эффективности и производительности не будет уступать дорогому заводскому оборудованию. Потребуется лишь отыскать в интернете качественную схему изготовления рейсмуса и в последующем следовать чертежам, собирая электрический станок. Проще всего такой инструмент выполнить на основе электрического рубанка, который монтируется на фанерной основе. Простейшей рейсмус, изготовленный самостоятельно, будет отличаться функциональностью в использовании, гарантируя качественную обработку древесины.
Строгальный станок: определение, детали, работа и работа
Определение строгального станка:
Рубанок — это станок, используемый для получения точных плоских поверхностей и прорезей. Он похож на формовочный станок, но по размеру строгальный станок больше. Пазы для заготовок перемещаются здесь из одной точки в другую для работы, тогда как в формовочном станке пазы для заготовок находились в неподвижном положении.
Инструмент, который мы здесь используем, представляет собой одноточечный режущий инструмент, о котором я подробно рассказал.Ознакомьтесь с этими статьями.
Рубанок изобрел генерал Бентам изобрел строгальный станок. Это один из важнейших станков в производственном процессе.
Детали строгального станка:Планировщик состоит из следующих частей:
- Кровать
- Колонна
- Overarm поддерживает
- Стол
- Поперечина
- Рабочий стол
- Головка инструмента
- Вертикальная инструментальная головка
- Редуктор подачи
- Привод настольный
Кровать:
Станина — это жесткая часть машины, на которой переносятся все части.Это очень большой по размеру и тяжелый.
Колонна / корпус:
Корпуса называются колоннами или стойками и представляют собой жесткие коробчатые вертикальные конструкции, размещенные с каждой стороны кровати и прикрепленные к ней. Здесь же прикреплены шкив и шестерня.
Стол:
Поддерживает работу и совершает возвратно-поступательные движения вместе с направляющими кровати. Стол изготовлен из высококачественного чугуна. Здесь детали верхней поверхности стола очень мелкие и точные, потому что здесь мы фиксируем заготовку для работы планировщика.
Поперечная рейка:
К поперечине прикреплены держатели инструмента, где мы можем зафиксировать инструмент для работы. Он соединяет два корпуса, а также обеспечивает поддержку корпуса.
Инструментальная головка:
Здесь фиксируются инструменты (одноточечный режущий инструмент).
Также читают:
Принцип работы- Принцип работы строгального станка такой же, как и у формовочного станка, который представляет собой механизм быстрого возврата.
- При движении заготовки вперед завершаются ходы вперед, а при движении назад завершается обратный ход. При движении вперед материал режется, а при движении назад материал не режется.
- Здесь головка инструмента находится в неподвижном положении, а заготовка подвижна.
- В секции головки инструмента закрепляем одноточечный режущий инструмент, а на рабочем столе закрепляем здесь заготовку.
- Мы подаем мощность, рабочий стол движется вперед и с помощью режущего инструмента режет материал и снова возвращается назад, что называется обратным ходом.
- До тех пор, пока вы не измените его, вращение будет идти вперед и назад.
Для лучшего объяснения того, как работает планировщик. Посмотреть видео:
Работа строгального станка:
- Здесь выполняется операция по удалению материала, как мы делаем в формовочной машине, но главное в формовочной машине есть только одна секция резки, а в машине Planner есть несколько секций резки, которые обеспечивают большую чистоту поверхности и быстрая работа для получения результата на ровной поверхности.
Здесь мы выполняем две операции
- Вертикальный плоский и
- Горизонтальное планирование плоской поверхности.
Вертикальная плоская работа:
- Когда мы выполняем вертикальную плоскую операцию на строгальном станке, заготовка планируется путем регулировки седла по горизонтали вдоль поперечной направляющей до тех пор, пока инструмент не окажется в положении, обеспечивающем требуемую глубину резания. Вертикальные салазки регулируются перпендикулярно столу строгального станка, а фартук поворачивается в таком направлении, чтобы инструмент отходил от обработанной поверхности во время обратного хода.
Горизонтально плоско Эксплуатация:
- Когда мы выполняем горизонтальную операцию на строгальном станке, заготовка совершает возвратно-поступательное движение вместе со столом, а инструмент подается крест-накрест для выполнения операции.
Также читают:
Типы строгальных станков:Это общие типы строгальных станков:
- Рубанок со стандартным или двойным корпусом
- открытая сторона
- Фуговальный станок
- Фуговальный станок с разделенным столом и
- Кромко-строгальный станок
Строгальный станок со стандартным или двойным корпусом:
- Этот строгальный станок является наиболее широко используемым в мастерских.
- Это машина старого типа.
Открытая сторона:
- Этот станок предназначен для обработки широкой заготовки.
Фуговальный станок:
- Жесткая конструкция. В этом случае стол неподвижен, а колонна, несущая поперечную направляющую, совершает возвратно-поступательное движение по массивным горизонтальным направляющим, установленным с обеих сторон стола. Фуговальный станок
- подходит для обработки очень больших работ, которые не могут быть поддержаны на стандартном строгальном станке.
Фуговальный станок с разделенным столом:
- Строгальный станок с разделенным столом имеет два стола на станине, которые могут перемещаться по отдельности или вместе, а также при необходимости соединяться вместе.
- Используется для непрерывного массового производства.
- Тип конструкции значительно экономит время простоя при настройке работы. Установка большого количества одинаковых деталей на столе строгального станка занимает довольно много времени.
- Для настройки может потребоваться столько времени, сколько потребуется для обработки.
Вот преимущества строгального станка:
- Обеспечивает лучшую чистоту поверхности.
- Низкие эксплуатационные расходы.
- Хорошая точность
- Одновременно используются 2 или 3 инструмента (одноточечный режущий инструмент), что очень хорошо для быстрой работы.
- Здесь также главное преимущество состоит в том, что мы можем использовать только один инструмент за раз.
Вот некоторые недостатки Planner Machine:
- Цена высокая.
- Только один инструмент Используется одноточечный режущий инструмент.
- Квалифицированный рабочий (должен знать оборудование), необходимый для работы на станке
- Энергопотребление больше.
Ниже приведены преимущества Planner Machine:
- Использование этой машины для создания хорошей ровной поверхности.
- Строгальный станок может удалить большое количество материала с заготовки за один раз с хорошей точностью, потому что здесь используется несколько инструментов.
- Увеличенное количество прорезей.
- Также используется для резки под углом.
Глоссарий Рубанок
Глоссарий РубанокСиловой рубанок
Электрорубанок выполняет две основные функции. разгладить и придать толщине. Электрорубанок сглаживает верхнюю и / или нижнюю поверхность (и) грубо распиленных заготовок до заданной толщины. Эти машины также обозначаются как рейсмусовые , рейсмусовые и иногда как торцевые .
(Изображение слева — это современный строгальный станок, который можно найти как в профессиональных, так и в любительских мастерских по дереву.)
В промышленных условиях другой тип строгального станка — строгальный станок-совмещающий — содержит верхнюю и нижнюю фрезерные головки, а также пару вертикальных шпинделей с каждой стороны заготовки, оснащенных ножами, профилированными для совмещения (т. Е. Шпунт и паз) настил или другое строгание кромок. Строгальные станки, также разработанные для промышленных установок, также могут быть сконфигурированы как с одинарными, так и с двойными профилировщиками, следующими за первыми четырьмя головками —
, чтобы сделать полую заднюю часть пола
для изготовления панелей или аналогичных узоров
для раскалывания или распиловки пиломатериалов после того, как они были покрыты с четырех сторон
(Как отмечает Чендлер Джонс, когда используется выражение «сопоставление», подразумевается, что на самом деле имеется в виду строгальный станок-сопоставитель.Строгально-сопрягающий станок может — за один проход — обрабатывать как верхнюю, так и нижнюю часть заготовки, и часто используется для этой цели на заводах по производству пиломатериалов для цехов.)
Формовщик (или, для английского и более старых текстов, «формовщик» «) может покрывать пиломатериал с четырех сторон, но его обычное назначение — создавать профили, то есть декоративные или функциональные контуры на поверхности заготовок.
Кроме того, формовщик может производить более узкие детали, чем согласователь, отчасти потому, что боковые шпиндели формовщика смещены, а не противоположны, как в случае согласователя.
Источник : адаптировано из Chandler W Jones, Строгальные, сопрягающие и формовочные машины в Америке, с 1800 по 1985 год . Сиэтл: частное издание, 1985, стр. 1
Из Оксфордского словаря английского языка третье значение слова «строгальный станок» — 3. Рубанок или (теперь обычно) строгальный станок, используемый для шлифовки древесины и т.д. Chip-Ax или Adze для этого используется:
1596 т.THOMAS Lat. Дикт., Долабра, столярный топор, или … отличный простой.
1601 P. HOLLAND tr. Pliny Hist. Мир I. 493 Человек будет видеть, как его тонкая стружка всегда бегает по кругу и извивается, … как Иойнер бегает по краям и четвертям со своим полотном.
1614 G. CHAPMAN tr. Гомер Odysses V. 78 Великий Топор, сначала она сделала, что два пути разрезает; .. Тогда проще.
1691 R. BOYLE Gen. Hist. Воздух (1692 г.) ii. 5 стружек (которые плотники и столяры обычно снимают со своими равнинами).
1851 Преподобный Дебоу, июль 82 У них теперь есть красивая паровая машина, печь для плавки чугуна, шесть токарных станков для дерева и железа, один строгальный станок, дисковые пилы, вертикальные сверла и все виды оборудования для успешно вести вышеуказанный бизнес. 1883 г. Harper’s Mag. 208/2 К ним прикреплены рубанки, гонтовые станки … и так далее.
1900 Engin. Mag. 19 670 Там будут … тяжелые строгальные станки, расточные станки и другой крупногабаритный инструмент.
1950 Участок берегового примыкания 4 125 Строгальный станок .. выплевывает облицованные доски для разгрузки пилы для штабелирования с помощью гусиной пилы.
1994 Харроусмит апр.-май 52/2 Многие небольшие лесопилки не оборудованы сушильными шкафами для сушки пиломатериалов или строгальными станками для их обработки.
2002 Kenneth L. Cope, American Planer, Shaper и Slotter Builders Mendham, NJ: Astragal Press, 2002, стр. 1. PLANER — Станок, естественная функция которого — производить плоскую поверхность.Это достигается за счет того, что изделие, закрепленное на столе, совершающем возвратно-поступательное движение, перемещается назад и вперед под режущим инструментом; инструмент подается поперек работы под прямым углом к линии движения стола.
Строгальный станок Bentham , построенный в Лондоне в 1790-х годах, положил начало развитию деревообрабатывающей технологии в качестве основной отрасли: строгальный станок Bentham мог выполнять толщину и правку необработанных пиломатериалов . Однако, хотя деревообрабатывающая промышленность стала важным событием в Англии, наибольшее влияние оказала Америка.В 1802 году для выполнения той же работы по толщине и правке необработанных пиломатериалов с получением более точных размеров строгальный станок Joseph Bramah в Англии использовал «торцевую фрезу «. В 1834 году Томас Дэниэлс запатентовал улучшенную «машину с кареткой ». Многие из этих машин были проданы в Америке в период до Гражданской войны 1861-1865 годов.
Одним из первых производителей рулонных строгальных станков в Америке был Baxter D. Whitney. Его компания специализировалась на одинарных и двойных шлифовальных машинах, а производство строгальных станков оставила другим.
Таким образом, Уитни избежала гнева огромной монополии на строгальные станки и сопряжения, которая преобладала в Америке с 1836 по 1856 год. Помимо строгальных станков с «вращающимися фрезами», Уитни в 1857 году также выпустила « строгальный станок с фиксированным ножом ». как скребковая машина с механической подачей. В то время «ротационное строгание», еще довольно грубое, часто оставляло неровные, зубчатые поверхности. Проблема роторного строгания была решена с помощью строгания с неподвижным ножом или скребком. Уильям Вудворт запатентовал свой станок для кругового строгания пиломатериалов с четырех сторон в 1836 году.Он и его партнеры построили эти машины и продали их операторам, работающим на франчайзинговых территориях. Франчайзи взимали 7 долларов за тысячу штук за индивидуальное строгание, 3 доллара из которых достались патентообладателям. Это принесло огромную прибыль и военный сундук, чтобы запугать любого, кто мог бы построить или использовать машину, предназначенную для роторного строгания пиломатериалов S4S. Из-за судебных издержек операторы быстро урегулировали и выполнили условия патентообладателя.
Первые мощные деревообрабатывающие станки: строгальные станки Hatton и Bentham
Деревообрабатывающие станки, работающие от воды или пара, появились в Англии в конце семнадцатого века.В 1663 году неназванный «голландец» построил первую лесопилку недалеко от Лондона, но только в восемнадцатом веке технология деревообрабатывающего оборудования стала жизнеспособной.
Как отмечает Уоллес,
Все это были ветряные мельницы с лобзиками, пока в 1777 году некий Сэмюэл Миллер запатентовал пилораму с дисковым ножом. [Ссылка на строгальный станок] К тому времени прогресс изобретений в деревообработке машины были сравнительно медленными, но в конце восемнадцатого века на свет появился замечательный человек, сэр Сэмюэл Бентам, который в течение нескольких лет изобрел и запатентовал почти все известные разновидности деревообрабатывающих станков.
Два года спустя, во время своего «путешествия» по России для английского флота, Бентам руководил постройкой первого известного строгального станка из дерева. Это, очевидно, первая зарегистрированная попытка создать действующий строгальный станок.
[Изображение еще не найдено — более того, детали, данные Уоллесами, хотя и кажутся верными, но отрывочны и недокументированы]
В 1776 году, в Англии,? Хаттон запатентовал строгальный станок, «слишком грубый, чтобы его можно было рассматривать», но тем не менее начало.
По возвращении в Англию в 1791 году Бентам был повышен до звания бригадного генерала, что включало должность генерального инспектора Морских заводов Англии. Здесь, при необычных обстоятельствах, он объединился со своим более известным братом, политическим экономистом Джереми Бентам, который в то время руководил несколькими промышленными тюрьмами. Задача Джереми Бентама: привлечь этих тюремных «преступников». то есть преступники, на «прибыльной работе».
Обнаружив, что они не склонны выполнять ручную работу по дереву, но, следуя гениальному труду своего брата Сэмюэля, Бентам натолкнулся на идею о заключенных, работающих на деревообрабатывающих станках: «возможно, они смогут управлять простым станком». .И здесь господствует гений Самуэля Бентама: Самуэль Бентам создал несколько различных деревообрабатывающих станков для использования в этих тюрьмах: строгальные, фуганочные, формовочные, формовочные и сопрягающие. Он также изобрел станки для резки шпона, сегментные дисковые пилы, фрезы для шипов, расточные и заточные станки.
(Дом Джереми Бентама — на Квинс-Сквер-плейс, Вестминстер, ныне часть Лондона — был в 1790-х годах первым лакомством для производства деревообрабатывающих станков.Эта фабрика Bentham производила станки для строгания, формовки, фальцевания, обработки канавок, долбления, распиловки грубой и тонкой древесины в криволинейных, наматывание и поперечные направления — и формование древесины самых разных сложных форм. Они даже сделали машину, которая могла сделать высококлассную оконную створку, и другую, которая могла сделать декоративное колесо каретки, причем оба изделия были закончены, за исключением сборки.)
Принцип работы строгального станка Bentham
В 1791 году Бентам получил свой первый зарегистрированный патент на строгальный станок.Как подробно описал Уоллес, в принципе, это устройство представляло собой большой ручной рубанок , снабженный сложными устройствами для перемещения ножа вперед и назад по ложу. Бентам описал сущность изобретения как «метод строгания, лишающий ранее необходимых навыков и уменьшение применяемой грубой силы».
Согласно Уоллесам, рисунки не включены в изобретения Бентама по той причине, что он заявил, что «они имеют тенденцию ограничивать внимание определенным образом, тогда как слова охватывают конструкцию в целом.«Интересно отметить, что Британское патентное ведомство того дня санкционировало пропуск чертежей.
В строгальном станке Бентама ширина ножа равна ширине ножа, подлежащего строганию; доска укладывается на верстак длиннее, чем «щеки» простираются вниз по сторонам ножей, а концы рубанка закруглены, чтобы подниматься на доску. В начале резки подвижный груз давит на передний конец рубанка, а затем — по мере того, как ход закончен — смещается назад.Далее для обратного хода нож поднимается. Предлагается составная скамья для поддержки деформированных досок посередине и с двух сторон, а также несколько насадок для выполнения последовательных резов за один проход. Предлагаемая мощность: «ветер, вода, пар или животные».
Этот строгальный станок, который развивает идеи Хаттона, предсказывает развитие Бентамом других деревообрабатывающих станков, включая патент Великобритании № 1950, выданный в 1793 году. честь так тщательно освещать выбранную ими отрасль патентами, как это сделал Бентам с этим синглом заявление.В одном всеобъемлющем документе он изложил, с широкими утверждениями, практически все деревообрабатывающие станки и процессы, которые используются сегодня. Одиннадцать разделов патента, каждый из которых описывает машину или процесс в общих чертах и без чертежей, заслуживают подробного упоминания.
Принцип вращательной резки превратил деревообработку из ручной работы в промышленную
Исторически, согласно Херману Хьорту (в Machine Woodworking Peoria, IL: Bruce Publishing, 1937), в то время как Бентам превратил деревообработку из ручной работы в отрасль, прежде чем реальный прогресс мог пойти вперед, другие изменения в производственной деятельности строгальный станок был необходим.
Почти все ранних попыток были в направлении возвратно-поступательного движения ручного рубанка . Но идея строгального станка с непрерывной подачей, использующего подающие ролики, наконец появилась, и эти усилия были описаны Чарльзом Р. Томпкинсом:
В первую очередь требовалась прочная деревянная рама, а затем адаптация к этой раме для выполнения работы. было следующее соображение. Независимо от того, состоял ли цилиндр из трех треугольных кусков кованого железа, прикрепленных к железному стержню вместо вала, и ничто не поддерживало ножи между ними, кроме их собственной силы, он продемонстрировал принцип и установил тот факт, что пиломатериалы таким образом могут быть строган под действием роторных фрез.
Источник : Чарльз Р. Томпкинс История строгального цеха , 1889 г., цитируется Чендлером Джонсом, Строгальные, маточные и формовочные машины в Америке , частная печать, 1985, стр. 12.
Самым важным из них был принцип ротационной резки, который используется во всех современных строгальных станках, фуганках, формовочных станках, формовочных станках и согласователях. Он также изобрел станки для резки шпона, сегментные дисковые пилы, фрезы для шипов, расточные и заточные станки.
Для продольной и поперечной резки Бентам даже предлагал наклонять стол или пилу и заборы. Соответственно, по крайней мере, с точки зрения Хьорта, Бентам заслуживает звания «отца деревообрабатывающего оборудования».
Рамы станков были из толстых бревен, скрепленных болтами, и только фрезы и подшипники были из металла. Хьорт справедливо отмечает, что деревообрабатывающие станки были сделаны полностью из металла только спустя шестьдесят лет.
Когда Конгресс продлил патентную защиту до 1856 года, это вызвало огромный протест и обоснованные обвинения во взяточничестве.Это подробно описано в книге Chandler Jones ‘1985 Строгальные, сверлильные и формовочные машины в Америке: 1800-1985 На рынке появилось несколько строгальных станков с фиксированными ножами, и они действительно обошли патент, но их установка и эксплуатация были настолько утомительными, что большинство лесорубов сдалось группе Вудворта. Сразу после истечения срока действия патента патентообладатели распались, и такие компании, как S.A. Woods, Fay & Egan, American and Berlin (P.B. Yates), получили хорошие продажи своих строгальных станков.Очевидно, группа Woodworth не решила бросить вызов производителям формовочных машин, которые в основном выполняли мелкие детали. Но новые строгальные станки активно разрабатывались и продавались вышеупомянутыми производителями строгальных станков и другими, как описано в столетнем выпуске W&WP.
Источник : адаптировано из Chandler Jones
С изобретением и патентом строгального станка Bentham в конце 18 века и ленточной пилы Newberry, инновации в технологии деревообработки дали ошеломляющий старт.Прогресс в совершенствовании продуктов этой технологии — строгальных станков, фуговальных станков, циркулярных пил, ленточных пил, фрезерных станков, токарных станков — не ослабевает на протяжении двух столетий. Результат — современная промышленная деревообработка с ее пантеоном энергетического оборудования и массового производства, которое с необычайной легкостью и совершенством режет и формирует древесину, — вот-вот пройдет еще один этап, с обещаниями сегодняшних лазерных технологий, применяемых для производства изделий из дерева. деревянные предметы.
«Трагический момент» в деревообработке — поистине большая культурная потеря — это кончина великих английских краснодеревщиков:
… [В] Англии в 1718 году большая часть деревообработки была чисто ручной. Машины не использовались, потому что они не были изобретены. Массовое производство, индустриализм и капиталистическая организация были неизвестны. Преобладающей формой промышленной организации была гильдия, в которой хозяин работал со своими людьми; и мужчины, в свое время, все стали хозяевами.(«Трагический момент» — как фраза, оплакивающая кончину великих краснодеревщиков — используется известным производителем деревообрабатывающего оборудования Дж. Д. Уоллесом.
Ранняя мебельная промышленность дает нам достаточно информации о датах внедрения электрического деревообрабатывающего оборудования. Обычно период внедрения механо-механизированных процессов приходится на 1830-е и 1840-е годы с появлением колонно-свиткового стиля. [нужны изображения] И часто стиль колонн и свитков связан с принятием ленточной пилы, которая, по словам Роберта Бишопа, широко использовалась к 1840 году. (Американским источником дизайна колонн и свитков был Джон Холл, помощник краснодеревщика Балтимор: автор, 1840 г.Ссылка ведет к отличной онлайн-версии работ Холла в открытой библиотеке.) Исследователь материальной культуры Томас Х. Ормсби положил конец эре ручного труда в 1850 году. Щелкните здесь, чтобы ознакомиться с биографическим исследованием Ормсби из ранней Америки. Производители мебели
[нужна дополнительная информация по этому поводу — а как насчет производителей мебели из «кустарного промысла»? То есть магазины, которыми управляет один или два человека?] Действительно, историки мебели — как одна группа ученых — приходят к выводу, что «к 1840 году, когда рынок быстро расширялся, произошел явный переход от индивидуальной сборки мебели к сборке мебели. массовое производство деталей, формованных на токарных станках и спиральных пилах с приводом от паровых машин.«
Между Бентам и Вудвортом
Позже, в Англии строгальные станки Джозефа Брамы и Малкольма Мьюира получили патенты в 1805 и 1857 годах соответственно, а в Соединенных Штатах было выдано четырнадцать патентов на строгальные станки — четыре из них пенсильванцам — между 1805 и 1828 годами (Одна из машин Дэниэлса хранится в Смитсоновском институте в Вашингтоне, округ Колумбия.) Они были трех обычных типов: со стационарными строгальными фрезами или со строгальными фрезами на горизонтально или вертикально вращающихся дисках.В машине Брамы резаки вращались горизонтально по траектории в форме диска.Строгальный станок Вудворта, ок. 1847 г.
первый моего изобретения относится к комбинации вращающихся резцов и подающих роликов таким образом, что упомянутые подающие ролики должны обеспечивать подачу пиломатериалов на резаки , а также эффективно противостоять тенденции резаки, чтобы подтянуть пиломатериал к себе вверх; Целью этой части моего изобретения является уменьшение на обрабатываемого пиломатериала до однородности толщины и для придания ему строганной и ровной поверхности с одной стороны .Вторая часть моего изобретения относится к комбинации с подающими роликами и вращающимися фрезами для строгания одной из основных поверхностей пиломатериала; и вращающихся совмещающих фрез для образования гребня или паза или того и другого, на краю или краях пиломатериала, в то же время, когда одна из его основных поверхностей строгается .
Источник : Уильям Вудворт, цитируется Чарльзом Р. Томпкинсом, История строгального завода … Нью-Йорк: Джон Вили, 1889, стр. 9.
С вращающимися стальными цилиндрическими режущими головками для шлифовки и сплющивания древесины при подаче между валками
Источник : Scientific American 2 1847 стр. 407.
Источник : Аноним, «200 лет деревообработки» Дерево и изделия из дерева 1976
Строгальный станок в качестве станка в мастерской плотника-любителя
Будет добавлено — Герман Хьорт, «Строгальный строгальный станок» « Home Craftsman 1950 — позже эта статья перепечатана под авторством Милтона Ганермана в Как работать с электроинструментами 1950, страницы 144-160.
Источники: Большая часть вышеперечисленного адаптирована из Дж. Д. Уоллеса и Маргарет С. Уоллес, «От мастеров-краснодеревщиков до деревообрабатывающего оборудования», Германа Хьорта, Кэролайн С. Купер и Чендлера Джонса. Семья Уоллесов выступила с речью на конференции в 1929 году, и Хьорт представляет подробности о Бентаме в своей классической книге 1937 года по обслуживанию деревообрабатывающего оборудования. Я догадываюсь, что либо Уоллес и Хьорт знали друг друга, либо то, что Уоллесы говорили о Бентаме, стало общеизвестным в высоких кругах деревообработчиков, подробности чего Хьорт добавил при написании учебника для своих учеников.
«От мастеров-краснодеревщиков до деревообрабатывающего оборудования», Дж. Д. и Маргарет С. Уоллес, Чикаго, Иллинойс, президент, член ASME J. D. Wallace & Co. в Северо-Западном университете, Эванстон, Иллинойс; Предоставлено Отделением деревообрабатывающей промышленности и представлено на Ежегодном собрании Американского общества инженеров-механиков
, Нью-Йорк, 2 декабря 1929 г.
Герман Хьорт, Деревообрабатывающий станок Peroria, IL: Bruce Publishing, 1937.)
: John Richards Трактат о строительстве… Станков деревообрабатывающих . Лондон: Спон, 1872,
Джозеф М. Уилсон, История, механика, наука , том 3 из Международная выставка «Шедевры столетия» Филадельфия: Гебби и Барри, 1877, страницы 107-9; Манфред Повис Бэйл, Деревообрабатывающее оборудование, его рост, прогресс и строительство Лондон: Кросби, Локвуд и сын, 1880 (1894)
Херман Хьорт Деревообрабатывающий станок Пеория, Иллинойс: Bruce Publishing, 1937; Чарльз Сингер, изд., История технологии Oxford: Clarendon Press, 1958, том 4; Э. К. Спринг, «Разработка материалов для дереворежущих инструментов», Труды симпозиума по дереву: сто лет инженерного прогресса с древесиной , столетие инженерного созыва, 3-13 сентября 1952 г., Чикаго, штат Иллинойс,
Полли Энн Эрл, «Ремесленники и машины: мебельная промышленность девятнадцатого века», в Яна М.Г. Куимби и Полли Энн Эрл, редакторы, Технологические инновации и декоративное искусство Шарлоттсвилль: University of Virginia Press, 1973, стр. 307-329
Аноним, «200 лет деревообработки» Дерево и изделия из дерева 1976; Кэролайн С. Купер, «Портсмутская производственная система», Технология и культура 25 No.21 1984, страницы 182-225
Чендлер У. Джонс, Строгальные, сверлильные и формовочные машины в Америке: с 1800 по 1985 год 1985 Кэролайн С. Купер, «Механизация деревообработки в Филадельфии», в издании Джудит А. Макгоу, Ранние американские технологии: создание и выполнение вещей с колониальной эры до 1850 года Чапел-Хилл: Университет Северной Каролины, 1994
Chandler Jones, Ленточные пилы: типы с широким и узким лезвием Сиэтл: частная печать, 1992
Рик Питерс, Фуговальные и строгальные станки: как их выбрать, использовать и обслуживать Нью-Йорк: Стерлинг, 2001
Кеннет Л.Cope, American Planer, Shaper и Slotter Builders Mendham, NJ: Astragal Press, 2002.
Cope American Planer, Shaper и Slotter Builders не претендует на то, чтобы стать историей. Вместо этого книга стремится идентифицировать более 300 американских производителей строгальных станков, формирователей и долбежных станков XIX и начала XX веков.
Cope включает в себя более 1000 иллюстраций — из оригинальных каталогов и современных периодических изданий — которые демонстрируют разработки этих машин.Коллекция Коупа начинается в начале 1800-х годов — это грубые, сделанные вручную копии английских машин — а затем, в течение столетия, превращаются в машины-монстры, «не имеющие себе равных в мире». Наряду с этими строгальными станками, формовщиками и долбежными станками изображения идентифицируют и иллюстрируют такие аксессуары, как патроны, делительные головки, фрезерные приспособления и приспособления для установки шпонок. Справочник Коупа также включает глоссарий терминов, описывающих типы строгальных станков, формирователей и долбежных станков. (Отдельные иллюстрации помогают идентифицировать отдельные части машин.)
Многие из перечисленных строителей хорошо известны, а некоторые все еще работают. Большинство других малоизвестны, они известны только по рекламе в современных журналах.
Информация и иллюстрации взяты из таких городских справочников, отчетов о продажах правительству США, современных публикаций, включая American Artisan , American Machinist , American Manufacturer , Iron Age , Machinery , Mechanics и Scientific American и бесчисленные каталоги, выпущенные производителями и дилерами строгальных станков, формирователей и долбежных станков.
Строгальный станок по дереву — что это такое и зачем он может понадобиться?
Что такое строгальный станок по дереву и как он работает?
Проще говоря, строгальный станок по дереву — это деревообрабатывающий инструмент, с помощью которого можно производить доски одинаковой толщины, которые также могут быть абсолютно плоскими с обеих сторон. В то время как традиционный строгальный станок по дереву был скорее ручным инструментом, современные строгальные станки поставляются с платформой строгания для быстрой и точной регулировки толщины и могут управляться вручную или с помощью электроники.
Обычно вы сначала устанавливаете глубину реза, регулируя режущую головку / барабан или платформу строгания, и включаете машину. Затем, когда вы пропускаете доску через машину, она продвигается вперед подающим роликом и помещается под быстро вращающиеся лезвия режущего барабана. С другой стороны, разгрузочный ролик систематически перемещает готовую секцию доски из машины, и, таким образом, в кратчайшие сроки достигается плавное и последовательное уменьшение толщины по всей доске.
Где пригодится строгальный станок?
С помощью строгального станка вы можете брать куски дерева нестандартной формы и выравнивать их толщину в соответствии с требованиями вашего проекта. В результате вы можете купить древесину любой толщины на складе, и, если она хорошего качества, вы всегда можете пропустить ее через строгальный станок и добиться необходимой толщины. Фактически, специалисты используют небольшие блоки для грубой обработки и групповую загрузку их в строгальный станок, чтобы за короткое время получить идеальные шпиндели деки.
Для проектов, требующих соединения двух кромок друг с другом, строгальный станок может оказаться весьма полезным. При достаточной практике вы можете легко скосить кромку двери точно до 5 градусов, установив на машину регулируемый упор. Этот процесс снятия фаски без петель дверных краев позволяет дверям плавно открываться и закрываться без щелчка и заклинивания.
Даже старую древесину можно утилизировать и снова использовать в новых проектах, используя свойства строгального станка по дереву.Конечно, любители столярных изделий быстро скажут вам, что это может порезать лезвия и убить их остроту. Однако, учитывая растущую стоимость качественной древесины, переработка старой древесины представляет собой экономически эффективное решение. И если это означает замену набора лезвий с твердосплавными напайками время от времени, что ж, тогда вы потеряете всего 30-40 долларов в этом процессе!
Надлежащее обучение
Хотя строгальный станок по дереву оказался удобным инструментом для работы по дереву, с ним нельзя начинать работать сразу.Когда строгальные станки эксплуатируются неопытным персоналом, они приводят к отрывам, выступам и наклонным плоскостям на поверхности доски, и все это только увеличивает продолжительность работы и общую стоимость проекта. Поэтому найдите время, чтобы правильно понять эксплуатационные аспекты этого станка и попрактиковаться в том, что вы узнали с неиспользованными досками в своей мастерской, прежде чем фактически начнете использовать его для нового проекта деревообработки.
Вы ищете лучший строгальный станок? Найдите здесь.
Мне действительно нужен строгальный станок? — Деревообработка | Блог | Видео | Планы
I есть проект, требующий строгального станка, но у меня нет денег на него. Могу ли я использовать ленточную шлифовальную машину или другие обычные инструменты, которыми владеет большинство людей? — Джон Берджесс
Крис Маршалл: Много лет назад я был на вашем месте. Моим первым «хардкорным» деревообрабатывающим станком была настольная пила, затем фрезерный станок и другие вещи.Рубанок был на несколько покупок ниже по списку. Они стоят дорого в передней части — от 300 долларов за новую модель вместимостью 12-1 / 2 или 13 дюймов. Но отвечу на ваш вопрос: нет, ленточная шлифовальная машина не заменит строгальный станок для утонения. И другие «распространенные» инструменты, такие как ручные рубанки, также не будут выполнять эту работу так эффективно и точно без большой практики. Рубанок служит трем уникальным целям, которых нет у других инструментов: 1) он делает вторую поверхность доски параллельной другой поверхности; 2) Разглаживает грубую ложу; и 3) Он уменьшает запас до нужной вам толщины.
Вот вам совет: копите на одного. Если вы действительно хотите заняться деревообработкой, строгальный станок стоит своих денег. Получив его, вы никогда не пожалеете о затратах, потому что вы будете контролировать толщину материала, как никогда раньше. Когда-нибудь соедините ее с фуганком, и каждая используемая вами доска может быть ровной, плоской и любой толщины. Замечательный шаг вперед! Скорее всего, вы можете найти подержанный строгальный станок по отличной цене на сайте Craigslist (или аналогичных услуг) в вашем районе.Или попробуйте eBay. Эти настольные строгальные станки существуют уже давно, и я готов поспорить, что кто-то, находящийся на разумном расстоянии езды, продаст один в отличной форме за 150-200 долларов. Может, даже меньше. Если это по-прежнему непомерно дорого, узнайте, есть ли в вашем городе или городе гильдия деревообработчиков, и вступите в нее. Другой участник может пожелать вычистить для вас какую-нибудь заготовку за небольшую плату или бесплатно. Кроме того, у вас будет социальная сеть, с которой можно будет делиться информацией.
▷ Дробилка для древесины на продажу
Б / у рейсмус для древесины на продажу на surplex.com
Index
- Что такое рейсмус?
- Краткая история рейсмусового станка
- Базовая конструкция рейсмусового станка
- Как работает рейсмусовый рейсмус?
- Как определить качественный б / у рейсмус?
- Широкий спектр производителей рейсмусовых станков
Рейсинговый станок — также называемый строгальным станком — это станок, нашедший свое применение в деревообработке.Строгально-рейсмусовый станок в основном используется для обрезки деревянных досок до однородной толщины и для обеспечения идеальной ровности обеих поверхностей. Рейсмусовые станки — это лишь один из нескольких типов строгальных станков по дереву, наряду с строгальными станками, многосторонними строгальными станками, комбинированными строгальными станками и т.д. толщина, необходимая для заготовки Качество Отличные предложения Персонализированные
Что касается происхождения рейсмусовых станков , то первые станки, напоминающие рейсмусовые станки, были представлены в 1791 году.Их работа была простой: деревянная заготовка была закреплена на столе станка, а строгальный станок качался вперед и назад, таким образом удаляя материал с заготовки, что является основным принципом, на котором также основана работа современного рейсмусового станка. Первый рейсмус с приводом от электродвигателя появился в 1890 году. Широкое распространение этих машин началось где-то примерно в 1920 году. С тех пор стиль работы рейсмусовых станков постоянно совершенствовался, что привело к созданию современных компактных машин. машины, которые мы знаем сегодня.
Базовый рейсмус состоит из трех основных элементов: режущей головки с ножами, набора роликов, подающих заготовку на станок, и регулируемого стола, которые используются для контроля конечной толщины древесины. . Центральным элементом рейсмуса является режущая головка. Доступны три типа режущих головок. Традиционные режущие головки имеют от двух до четырех режущих ножей. Для небольших конструкций используется вращающаяся режущая головка, которая позволяет ножу работать с обеих сторон.С помощью спиральной фрезерной головки можно добиться наилучшего качества обработки поверхности заготовки. В то время как старые рейсмусовые машины управляются с помощью рулевого колеса, большинство современных машин имеют серводвигатель. Наконец, система вытяжки полезна для удаления стружки с рабочей зоны.
Перед включением рейсмусового станка стол необходимо установить в желаемое положение.Затем деревянную заготовку подают в станок через стол станка до тех пор, пока она не установит контакт с подающим роликом, который ведет заготовку мимо режущей головки. По мере прохождения через машину ножи резака удаляют лишние части материала, в то время как выходной ролик выводит заготовку из рейсмуса. Тот факт, что строгальный станок расположен на роликах стола, обеспечивает работу с низким коэффициентом трения, в то время как подающие ролики гарантируют, что заготовка равномерно подается в станок по направлению к режущим головкам.На заключительных этапах обработки выполняется высокоточное удаление стружки, чтобы деревянная заготовка имела желаемую толщину.
Б / у рейсмус имеет определенные атрибуты, которые помогают определить, в хорошем ли он состоянии. Ниже вы найдете список вещей, которые следует проверить при покупке подержанного строгального станка для толстолистовой машины:
- Обеспечивают ли шпиндели с трапециевидной резьбой точное и плавное перемещение оси подачи
- Имеются ли резиновые ролики стола, а также подающие и подающие ролики обеспечивают работу без вибрации
- Позволяют ли сегментированные прижимные подушки одновременно строгать заготовки из массивной древесины разной толщины
- Соответствует ли регулировка толщины рейсмусового станка требованиям высокого качества с точностью до 1 / 10 мм
- Правильно ли работает автоматический тормоз станка
Чтобы продлить срок службы станка, регулярное техническое обслуживание бывшего в употреблении строгального станка должно выполняться только квалифицированными профессионалами.
Одними из самых известных производителей рейсмусовых станков являются EPPER, FIM, HÖCHSMANN, WEIBERT и WEINIG. Качественные б / у толщиномеры этих брендов часто можно найти в хорошем состоянии на нашем веб-сайте, а также на наших промышленных аукционах по конкурентоспособной цене.
Как работают ультразвуковые толщиномеры неразрушающего контроля?
Как работают ультразвуковые толщиномеры неразрушающего контроля?
Ультразвуковые толщиномеры, способные неразрушающим образом измерять широкий спектр материалов, когда доступна только одна сторона, идеально подходят, в частности, для контроля коррозии и эрозии или проверки на наличие дефектов в сложных, изготовленных компонентах.
ультразвуковые датчики неразрушающего контроля, такие как датчики толщины материала Elcometer MTG и прецизионные толщиномеры Elcometer PTG; предназначены для точного и надежного измерения толщины материала в широком диапазоне применений, включая, например, трубопроводы, резервуары для хранения, резиновые футеровки или тонкие пластиковые бутылки.
Итак, как они работают?
Ультразвуковые измерители толщины материалов Elcometer MTG могут измерять как материалы без покрытия толщиной до 500 мм, так и материалы с покрытием толщиной до 25 мм, и для этого они используют двухэлементный преобразователь.
Двухэлементные преобразователи состоят из двух независимых кристаллов, разделенных акустическим барьером. Два элемента расположены под углом, так что, когда один кристалл излучает ультразвуковой импульс, путь энергии создает V-образную форму, проникая в материал через ультразвуковой контакт, ударяясь о заднюю стенку материала и отражаясь эхом в направлении другого кристалла, где он обнаружен. Затем датчик использует скорость импульса и время, необходимое для перехода от одного кристалла к другому (от импульса до эха), для расчета толщины материала — с акустическим барьером, предотвращающим любой звук, достигающий приемника непосредственно от излучателя. , прежде чем импульс завершит свой путь.
Когда дело доходит до измерения материалов с покрытием, чтобы игнорировать толщину покрытия и измерять только толщину материала под ним, датчик настраивается для измерения времени между двумя эхо-сигналами. Первое эхо возникает, когда импульс сначала попадает на заднюю стенку материала, а второе эхо возникает, когда импульс в следующий раз попадает в заднюю стенку материала во второй раз. Преобразователь обнаруживает оба этих эхосигнала и использует скорость импульса и время между эхосигналами для расчета толщины материала, игнорируя покрытие над ним и любое другое эхо.
В качестве альтернативы в линейке прецизионных ультразвуковых толщиномеров Elcometer PTG используются одноэлементные преобразователи для измерения непокрытых материалов толщиной до 0,15 мм.
Одноэлементные преобразователи, как следует из названия, состоят из одного кристалла, который излучает и принимает ультразвуковой импульс. Импульс снова проходит между датчиком и материалом через ультразвуковой контакт.
Однако измерение тонких материалов означает, что ультразвуковой сигнал вернется на преобразователь невероятно быстро, и в результате не всегда бывает достаточно времени между импульсом, покидающим элемент, и возвращением эхо-сигнала.Вот почему при использовании Elcometer PTG одноэлементные преобразователи используют линию задержки, чтобы увеличить время между отправкой импульса и получением эхо-сигнала, обеспечивая более точные результаты.
Хотя путь энергии от одноэлементного преобразователя все еще проходит от импульса к эхо-сигналу, чтобы убрать длину линии задержки из измерений и измерить только толщину материала, датчик не отсчитывает время от импульса к эхо-сигналу. . Вместо этого Elcometer PTG измеряет от интерфейса до интерфейса эхо-сигнала, когда импульс проходит между линией задержки и материалом; и эхо, когда импульс попадает на заднюю стенку материала и возвращается к элементу.Затраченное время, наряду с известной скоростью импульса, позволяет измерителю не учитывать длину линии задержки и измерять только толщину материала.
Для точного и надежного измерения невероятно тонких материалов толщиной всего 0,15 мм Elcometer PTG настроен на измерение между двумя эхосигналами. Пока датчик все еще считывает интерфейс, точку, в которой импульс проходит между линией задержки и материалом, чтобы снова удалить линию задержки из измерения; датчик показывает только время между двумя последующими эхо-сигналами.Первый из них возникает, когда импульс сначала попадает на заднюю стенку материала, второй, когда импульс снова попадает в заднюю стенку материала. Время между этими двумя последовательными эхо-сигналами и скорость импульса гарантирует, что Elcometer PTG может измерять невероятно тонкие материалы с предельной точностью.
Щелкните здесь, чтобы загрузить сценарий на английском языке
Строгание рейсмусом
Если ваша мастерская чем-то похожа на мою, то добавление этого приспособления для придания толщины поверхности будет долгожданным.Он делает именно то, что написано на жести, поскольку позволяет покрыть широкую доску толстым слоем. Проблема, с которой я столкнулся в своей мастерской размером с подвал, заключалась в том, что у меня было достаточно места для небольшого шестидюймового строгального станка (на колесах) и портативного рейсмуса (также на колесном шкафу). Рейсмусовой станок может строгать пиломатериалы шириной чуть более 300 мм, в то время как ручной строгальный станок принимает доски шириной только 150 мм при максимальной мощности. В этом и заключалась проблема, что мне было делать с досками шириной более 150 мм? Выдвигается приспособление для придания толщины поверхности, чтобы спасти положение!
Принцип работы приспособления прост.Он позволяет удерживать грубую распиленную доску на месте, пока она проходит через рейсмус. Удерживание доски в нужном положении — ключ к успеху приспособлений. Используя регулируемые винтовые упоры для изменения высоты поперечных опор по длине приспособления, грубую распиленную доску можно установить домкратом в различных точках по ее длине. Поддерживая такую доску, рейсмус может делать то, что ему нужно, — плоские доски перпендикулярно их противоположной стороне.
Чтобы понять, как работает приспособление, просто запомните это; все, что делает приспособление, — это равномерно поддерживает неровную доску, когда она проходит через рейсмус.После создания плоской верхней поверхности зажимное приспособление можно выбросить, и можно начинать обычную толщину противоположной стороны.Я использую толстолистовой станок Makita, но приспособление должно так же хорошо работать с машинами других производителей. Такая конструкция полезна и должна повысить продуктивность любой небольшой мастерской, где доступная ширина строгания меньше, чем доступная ширина строгания.
Как сделать кондуктор
Его довольно просто сделать.Я использовал ДСП с меламиновым покрытием для нижней стороны. Поверхность из меламина снижает трение и может быть покрыта силиконовым спреем или полиролью для мебели, чтобы еще больше уменьшить трение.
Выбирая длину приспособлений, стоит внимательно посмотреть на общий размер вашей мастерской. Я счел, что лучше всего выбрать приспособление средней длины, с которым довольно легко обращаться, но при этом оно достаточно длинное, чтобы справиться с 80% досок, которые мне нужны для выравнивания поверхности. Вы всегда можете сделать более длинную версию того же приспособления для тех редких, очень длинных и очень широких работ по строганию.
Для определения ширины зажимного приспособления возьмите максимальную ширину, допустимую для вашего рейсмусового станка, и оставьте зазор 3 мм с каждой стороны. Мой рейсмус имеет максимальную ширину строгания 305 мм, поэтому ширина моего приспособления составляет 299 мм.
Обрежьте меламиновую доску для нижней стороны до готового размера. Затем вырежьте вторую доску такого же размера для верхней грани. В отличие от нижней поверхности, где важна гладкая непористая поверхность, верхняя поверхность в идеале должна быть из плитного материала с хорошей общей прочностью, например из фанеры или МДФ.
Следующим шагом будет сделать ряд реек, которые разделят две доски. Крепление обеих досок к обрешетке увеличивает общую прочность и жесткость. Жизненно важный зазор также создан для регулировки регулируемых винтовых упоров, которые составляют основу системы поддержки доски. Я выбрал рейки размером 45 х 19 мм. Они достаточно толстые, чтобы удобно удерживать винт, и достаточно широкие, чтобы обеспечить достаточный зазор для регулировки. Отметьте отверстия для винтов на одной доске.Прикрепите рейки к доскам с помощью шурупов длиной от 1 до 1,5 дюймов с интервалами примерно 200 мм по длине рейки. Убедитесь, что края вагонка устанавливается в приблизительно 50MM, чтобы обеспечить достаточное пространство для регулировочных винтов направляющих рельсов, которые хорошо добавить позже. Всего я использовал пять планок для хорошей общей прочности. После того, как одна доска будет размечена, просто поместите ее поверх другой доски, выровняйте края так, чтобы они были заподлицо, и просверлите две доски одновременно ~ это сэкономит время и на разметку, и на сверление!
Раскрой и выравнивание обрешетки
Прикрепите рейки к меламиновой доске, затем закрепите вторую более прочную доску с противоположной стороны.Если ваши рейки прямые и правильные, отверстия для шурупов должны совпадать с рейками для облегчения фиксации. Теперь, когда основная часть приспособления сделана, пришло время добавить все важные регулируемые опорные направляющие.
Разметка, сверление и зенковка отверстий и, наконец, прикручивание доски к обрешетке.
Рейки крепятся к плите МДФ и крепятся к лицевой панели из меламина.
В готовности к опорным рельсам, использовать маршрутизатор с 6 до 8 мм флейта резак, чтобы создать два слота одинакового расстояния для каждой опорной направляющей; это позволяет опорным рельсам скользить вверх и вниз по шаблону и дает пользователю хорошую регулировку при работе с сложными грубыми распиленными досками.Мои слоты 6 мм были установлены на 24 мм и имели длину 284 мм. У каждого слота был зазор 45 мм между концом одного и началом другого. Это было при общей длине кондуктора 1690 мм.
Разметка пазов, установка резьбового крепления и разметка.
Когда все прорези обрезаны, настало время для установки регулировочной резьбы на место. Добавьте гайку, пружинную шайбу, а затем увеличенную плоскую шайбу (в указанном порядке) к болту 40 мм M6, затем намотайте гайку примерно на 10 мм над головкой болта.Вставьте болт в один из пазов снизу верхней поверхности зажимного приспособления и прикрепите еще одну негабаритную плоскую шайбу и гайку M6, когда она пройдет через другую сторону. Теперь слегка приклейте вторую (верхнюю) гайку к верхней поверхности шайбы увеличенного размера с помощью пистолета-расплава. Это упрощает регулировку резьбы винтов во время использования. Повторите этот процесс для каждого слота.
Вырубите кусок твердой древесины сечением 22 x 30 мм для опорных направляющих. Для этого идеально подойдет твердая устойчивая древесина, например, бук.Отрежьте пять кусков по ширине джига. Затем просверлите пару отверстий диаметром 6 мм на глубину 20 мм на одной из поверхностей 22 мм каждой длины секции 22 x 30 мм. Отверстия должны иметь центры, соответствующие резьбовым болтам, которые вы уже добавили в пазы для кондукторов. Теперь расточите каждое отверстие сверлом большего размера ~ расточенное отверстие должно быть достаточно большим, чтобы вмещать одну из гаек, приклеенных к шайбам увеличенного размера на верхней поверхности кондуктора.
На стороне, противоположной 22 мм от отверстий с зенковкой, приклейте отрезок ленты для захвата или довольно грубой наждачной бумаги по всей длине каждой направляющей с помощью двусторонней ленты.Обрежьте материал заподлицо с обратной стороны обычным ножом. Это сформирует цепкую поверхность для удержания распиленных досок на месте.
Разметка и сверление / растачивание отверстий.
Теперь, когда опорные направляющие готовы, поместите их на место над каждым набором регулировочных ниток. При ослабленной резьбе винта направляющие должны легко скользить вверх и вниз по пазам. Теперь попробуйте положить на приспособление грубую распиленную доску. Сдвиньте опорные направляющие в их наиболее удобное положение и с помощью винтовой резьбы приподнимите направляющие до контакта с шероховатой поверхностью распиленных досок.При установке на правильную высоту используйте вторую гайку (рядом с подпружиненной шайбой), чтобы зафиксировать узел в этом положении ~ затяните гайку на нижней стороне поверхности с прорезью для надежной фиксации. После повторения процесса для всех пазов приспособление установлено и готово к использованию.
Обрезка зажимной ленты и вид приспособления, готового к использованию.
При прохождении зажимного приспособления через рейсмусовый станок убедитесь, что у вас много регулируемых роликовых стоек. Из-за особенностей приспособления и комбинированного бруса он может быть очень тяжелым.Убедитесь, что вокруг вас достаточно поверхностей, на которые можно опираться приспособлением при переходе из положения разгрузки в положение подачи. Я бы рекомендовал использовать как минимум две роликовые стойки на обоих концах рейсмусового станка.
Я считаю, что это приспособление будет полезным дополнением к арсеналу моей мастерской. Это одна из тех приспособлений, которые действительно делают практически невозможную работу возможной за относительно короткий период времени.