ДИОЛД АСПТ-43 280 (1500 Вт, мечевидная форма нагревателя, парная сварочная насадка, комплект насадок 6 штук) Хорошо себя зарекомендовавший паяльник с мечевидным 1,5-киловаттным нагревателем и плавной регулировкой температуры еще и на первый взгляд неплохо укомплектован – в металлическом чемодане можно найти и шесть насадок под диаметры труб от 20 до 63 мм, и труборез, и даже пару перчаток с рулеткой. К самому паяльнику у нас нет претензий – сделан он хорошо, даже насадки по качеству приятно радуют. Единственный совет – проверить калибровку регулятора температуры пирометром. А вот подставка разочаровала – она сделана из пластика, фиксируется слабо, тут придется поколдовать. Ну, а комплектный труборез можно смело выкидывать: режет он отвратительно, что, впрочем, общая проблема у китайского бюджетного инструмента – стоит положить в освободившееся место чемодана хотя бы Candan, у турецких ножниц рез уже гораздо лучше. Но в целом своих денег этот паяльник, бесспорно, стоит, при минимуме нареканий к комплектации и качеству он при работе удобен и эффективен. Основные плюсы:
Минусы:
Модели в линейке:
|  7
/ 10 7
/ 10Рейтинг Отзывы |

Как выбрать паяльник для полипропиленовых труб перечень достойных стран и фирм производителей паяльников
Содержание статьи:
Конструктивные особенности и принцип использования
Аппарат для сварки пластиковых труб состоит из следующих элементов:
- пластиковый корпус, оснащенный ручкой;
- металлическая платформа (рабочая часть), внутри которой располагается нагревательный элемент;
- специальные сменные насадки для нагрева деталей трубопровода, различаются по диаметру;
- терморегулятор, позволяющий точно задать температуру нагрева в зависимости от технических параметров полимера, из которого выполнены детали трубопровода;
- подставка, благодаря которой аппарат устойчиво размещается на горизонтальной поверхности;
- индикаторы нагрева.


Паяльный аппарат с нагревательным элементом ввиде плиты
Производители электроинструмента предлагают два конструктивных решения агрегата для сварки полимерных труб, которые различаются формой нагревательного элемента – он бывает плоский (именно такая модель называется утюг для пайки) и круглый, цилиндрический, из-за чего аппарат напоминает формой классический паяльник. На технологию и качество работы форма нагревательного элемента никак не влияет, различия касаются только конфигурации и принципа крепления насадок.
В плоской плите устройства для пайки труб имеются отверстия, в которые устанавливаются разъемные насадки. Каждая насадка состоит из двух элементов, один из которых позволяет нагреть фитинг изнутри (дорн), а второй выполнен в виде гильзы, в которую вставляется край трубы. Дорн и гильзу крепят к плите винтом, который затягивается специальным ключом-шестигранником, идущим в комплекте. У бытовых аппаратов количество отверстий позволяет установить 2–3 комплекта насадок, профессиональные устройства снабжены большим количеством посадочных отверстий.
Обратите внимание! Если работа одновременно ведется с трубами и фитингами разного диаметра, соответствующие насадки располагают в плите «утюга» таким образом, чтобы самые большие располагались ближе к ручке, а маленькие – к краю. Это поможет равномерному прогреву элементов, и при работе насадки не будут мешать.
Аппарат с нагревательным элементом ввиде цилиндра . У паяльника для пропиленовых труб, снабженного нагревательным элементом в форме цилиндра, насадки имеют иную конструкцию
Они надеваются на цилиндр и фиксируются длинным винтом. Чтобы затянуть соединение также используется штатный ключ-шестигранник. Количество насадок, которые можно установить на нагревательном элементе зависит от длины цилиндра
Важно разместить их таким образом, чтобы они не мешали вести работы и не грозили ожогом.
У паяльника для пропиленовых труб, снабженного нагревательным элементом в форме цилиндра, насадки имеют иную конструкцию. Они надеваются на цилиндр и фиксируются длинным винтом. Чтобы затянуть соединение также используется штатный ключ-шестигранник. Количество насадок, которые можно установить на нагревательном элементе зависит от длины цилиндра. Важно разместить их таким образом, чтобы они не мешали вести работы и не грозили ожогом.
Чтобы затянуть соединение также используется штатный ключ-шестигранник. Количество насадок, которые можно установить на нагревательном элементе зависит от длины цилиндра. Важно разместить их таким образом, чтобы они не мешали вести работы и не грозили ожогом.
Выбирая аппарат для полипропиленовых труб, оцените особенности эксплуатации каждого варианта и выберите тот, который покажется удобнее. Иных различий агрегаты не имеют.
Как запаять дырку в трубе
При ремонте разные ситуации возникают, но если вы случайно продырявили трубопровод, то ее можно починить, но при условии, что дырка не большая. Особенно если внутри уже течет вода и ее не перекрыть.
Вариант 1 как запаять полипропиленовую трубу. Сушим, обезжириваем. Берем еще одну трубу, того же производителя (в идеале). После этого разогреваем ее и место дырки, и запаиваем с помощью паяльника или подручных средств, например горелки. Если труба армированная, то фольгу нужно срезать. Также можно установить муфту.
Вариант второй, как заделать дырку в полипропилене смотрите на видео.
Выбор инструмента и производителя
Для бытовых нужд обычно не требуются мощные утюги, достаточно будет приобрести инструмент со значением 700— 800 Вт. Устройства мощностью более 1,5 кВт относятся к профессиональным. Сфера их применения более узкая, например, прокладывание автономной канализации.
Для работы по дому достаточно 2—3 насадок, но они должны быть качественными. Наиболее распространённые диаметры, с которыми сталкивается обыватель — 16 мм, 24 мм, 32 мм. Нужно помнить, что насадки продаются и отдельно, поэтому всегда можно будет приобрести новое изделие в случае повреждения старого.
При выборе стоит обратить внимание на вес. Чем легче паяльник, тем более удобно им будет производить пайку на весу, но в случае использования на подставке он будет переворачиваться
При этом косвенно тяжесть утюга может указывать на параметры теплопроводности, чем тяжелее, тем дольше он будет держать требуемую температуру. А значит, его можно будет кратковременно отключить от сети 220 В и выполнить сварку в труднодоступном месте.
А значит, его можно будет кратковременно отключить от сети 220 В и выполнить сварку в труднодоступном месте.
При выборе производителей следует принимать во внимание популярность и специализацию того или иного бренда. Лидирующие позиции занимают нижеприведённые фирмы:
- Valtek.
- Wellner.
- REMS.
- Dytron.
- Prorab.
- Sturm.
- Brima.
- Ресанта.
- Bosch.
- ЭНКОР.
Самые прочные утюги-паяльники производятся фирмами Германии и Чехии. Они обладают хорошим функционалом и качеством изготовления. Обычно инструмент из этих стран считается профессиональным, а значит — дорогим. Для домашнего нечастого применения вполне подойдут устройства, выпущенные в Турции, России, Китае. При потребности выполнить работы единожды можно взять инструмент и напрокат.
Гарантийный срок работы обычно составляет один или два года. Но это не значит, что прибор так быстро выйдет из строя. Слабыми местами является ТЭН и терморегулятор. Вероятность перегорания нагревателя крайне мала, так как используемая защита в приборе просто не даст этому произойти. А повреждения термостата связаны в основном с механическими поломками, к которым приводит неаккуратное обращение с инструментом.
Вероятность перегорания нагревателя крайне мала, так как используемая защита в приборе просто не даст этому произойти. А повреждения термостата связаны в основном с механическими поломками, к которым приводит неаккуратное обращение с инструментом.
Сварочные аппараты
Прежде чем начинать любую работу, требуется подготовить необходимый монтажный инструмент. Для создания надежного соединений труб, а также всех дополнительных деталей необходимо иметь специальный паяльник.
Небольшое примечание. Иногда соединение деталей изготовленных из полипропилена называют сваркой. Но этот процесс имеет много разновидностей, поэтому чтобы правильно ориентироваться, нужно запомнить, что полипропиленовые трубы соединяются только одним правильным способом – пайкой. Именного его порою называют сваркой. Для монтажа такой системы не применяются резьбовые фитинги, не используются металлопластик.
Фото Аппарата для сварки пп труб в раструб
Пайка полипропиленовых труб своими руками, требует приобретения сварочных аппаратов. В магазине или на строительном рынке присутствуют нескольких типов:
В магазине или на строительном рынке присутствуют нескольких типов:
- Нагреватель имеет круглое сечение;
- Греющий элемент сделан абсолютно плоским.
Плоский паяльный аппарат в народе стали называть «утюгом». Это связано с его внешним видом. Он очень похож на такой бытовой прибор. Больших принципиальных отличий в таких сварочных агрегатах практически нет. Они могут отличаться только своей конструкцией.
Для первой модели тефлоновые насадки надеваются на нагреватель и фиксируются деталями, очень похожими на хомуты. В другом устройстве такие же насадки прикручиваются к нагревателю с двух противоположных сторон. Остальные элементы конструкции ничем не отличаются. Функциональная обязанность прибора, осуществлять качественную и надежную пайку полипропиленовых изделий.
В комплект паяльных устройств обязательно входят насадки. Самым недорогим, имеющим минимальный комплект, считается китайский паяльник. Его мощность не превышает 800 Вт. В комплект входит подставка, а также насадки, позволяющие проводить пайку труб ППР в диапазоне 20–32 мм.
Когда система отопления вашего дома выполнена из труб такого диаметра, то этого комплекта будет вполне достаточно. Но если в ваши планы входит профессиональные работы, связанные с пайкой, вам понадобится более серьезная комплектация.
Для труб 40–63 миллиметра необходим другой паяльный комплект. Его придется покупать отдельно. Самые дорогие, отличающиеся повышенной надежностью комплекты, изготавливаются в крупнейших европейских странах. В комплект таких наборов входят следующие детали:
- Паяльник;
- Подставка;
- Тефлоновые насадки разных диаметров;
- Ножницы, позволяющие отрезать трубы, выдерживая 90 градусов;
- Шестигранник;
- Отвертка крестообразная;
- Рулетка;
- Перчатки.
Обратите внимание! Так как для пайки полипропиленовых труб приходится работать с горячим оборудованием, нужно обязательно выполнять операцию только в перчатках. Новички, не имея большого опыта, довольно часто получают ожоги, касаясь нагревательного элемента.
. Конструкция любого паяльника сделана так, чтобы можно было установить сразу несколько насадок, чтобы паять трубы небольшого диаметра
В результате экономится время, особенно при работе с диаметром 20–40 мм.
Конструкция любого паяльника сделана так, чтобы можно было установить сразу несколько насадок, чтобы паять трубы небольшого диаметра. В результате экономится время, особенно при работе с диаметром 20–40 мм.
Мощность паяльного аппарата
Чтобы равномерно и быстро прогреть трубу большого сечения (63 мм) необходима большая мощность системы. Если использовать паяльник для бытовых целей, будет достаточно мощность 0.7—1 кВт.
Если мощность утюга превышает 1 кВт, он переходит в разряд профессиональных. Его стоимость намного дороже, обыкновенного паяльника.
Как подготовить полипропиленовые трубы и фитинги к сварочному процессу
Главный и первый этап подготовки как труб, так и фитингов к сварочному процессу – обезжиривание всех поверхностей, которые соприкасаются между собой. Те трубы, которые армируются алюминием, подготавливаются следующим образом. Когда слой алюминия расположен близко к поверхности (сразу под декоративным полипропиленом), армирующий слой удаляется с концов трубы при помощи шейвера, используя зачистной способ. Это необходимо для обеспечения качественного соединения.
Те трубы, которые армируются алюминием, подготавливаются следующим образом. Когда слой алюминия расположен близко к поверхности (сразу под декоративным полипропиленом), армирующий слой удаляется с концов трубы при помощи шейвера, используя зачистной способ. Это необходимо для обеспечения качественного соединения.
Когда армирующий слой расположен в центре стенок полипропиленовых труб, подготовка к пайке проводится специальным инструментом, который позволит срезать торцы трубы вместе с выступающим слоя алюминия. В редких случаях при подготовке полипропиленовых труб используются муфты, которые смогут обеспечить обволакивание кромок трубы при помощи полипропилена, что необходимо для придания герметичности при спайке деталей.
Несколько рекомендаций по спайке полипропиленовых труб
Для начала необходимо подготовить сами полипропиленовые трубы. Паяльники также нуждаются в некоторой подготовке. Для того, чтобы трубы и муфты соединялись без перекосов, на трубы наносятся отметки при помощи простого карандаша. Если фитинг был приварен с неровностями, он срезается. Вся процедура сварки начинается сначала, при помощи новых деталей.
Если фитинг был приварен с неровностями, он срезается. Вся процедура сварки начинается сначала, при помощи новых деталей.
Прежде, чем начинать пайку, нужно провести подготовительные работы
Не знаете, как пользоваться утюгами для полипропиленового трубопровода при вертикальной пайке? Работы необходимо проводить в паре – один рабочий держит трубу в изначально заданном положении, второй проводит сварочные работы. Перед каждой следующей деталью необходимо удалить с рабочей поверхности каждой насадки остатки пропилена.
Совет! При креплении ни в коем случае не нужно вращать детали – это не укрепит их, а наоборот, ослабит сварочный слой.
Сам процесс спайки полипропиленовой трубы и фитинга довольно прост, с ним может справиться каждый начинающий мастер. Следует придерживаться заданной последовательности:
- подготовка трубы к пайке – труба ровно отрезается, зачищается, при необходимости снимается часть алюминиевой фольги;
- затем включается паяльник в сеть и настраивается температура на термостате паяльника;
- на полный разогрев паяльника укажет световой индикатор;
- затем необходимо надеть трубу и пропиленовый фитинг с различных сторон на насадку для пайки;
- через несколько секунд (длительность меняется в зависимости от толщины трубы), детали аккуратно снимаются с насадки инструмента для спайки полипропиленовых труб;
- детали соединяются. Фитинг погружается в трубу до заранее прорисованной отметки.
 Фитинг погружается в трубу до заранее прорисованной отметки.
Фитинг погружается в трубу до заранее прорисованной отметки.При выполнении всех рекомендаций вы будете знать не только как выбрать паяльник для полипропиленовых труб, но и получите по окончании спайки качественный шов.
Аппарат для сварки враструб
Такие устройства, предназначенные для сваривания ППР труб враструб, называют паяльниками или «утюгами». Главным элементом такого устройства стала нагревательная головка. К ней крепятся все сменные детали:
Внешнюю поверхность трубы нагревают муфты, а внутреннюю поверхность фитингов, разнообразные дорны. Формой нагревателя, в большинстве паяльников остается треугольная пластина. На рынке можно встретить устройства с другим исполнением. В зависимости от габарита пластины выбирается размер насадок. Иными словами, подбирается сечение трубы, которые будет свободно паяться. Кроме того, подбирается необходимое количество нагревательных пар, для одновременной установки. Для работы с большой пластиной, необходимо иметь мощный агрегат.
Для работы с большой пластиной, необходимо иметь мощный агрегат.
Когда дополнительные детали (муфты, дорны) используются в работе, они должны быть закреплены так, чтобы их опорная поверхность плотно контактировала с пластиной.
При хорошем контакте нужная температура (260 градусов) будет достигнута обязательно. Мощность паяльника (в определенных пределах) не имеет большого значения. При маленькой мощности, паяльник будет просто дольше греться.
Сегодня выпускаются также паяльники, оборудованные нагревательной головкой в виде стержня. Главным преимуществом таких устройств можно назвать их компактный вид. На технические параметры форма головки не влияет.
Для хорошей работы «утюга» очень важна точность функционирования термодатчика. Он поддерживает рабочую температуру. Если ее колебания становятся минимальными, можно говорить об очень хорошем паяльнике.
Самыми совершенными сегодня являются электронные терморегуляторы. Эти терморезисторы имеют возможность показывать точное значение температуры, даже на рабочей поверхности муфты.
Применение таких деталей, позволяет уменьшить температурную инерционность «утюга». В результате истинная температура наг
особенности устройств, рекомендации, обзор производителей
Для изготовления водопроводных труб используются различные материалы. Наибольшее распространение получил полипропилен. Объясняется это дешевизной производства и отличными его техническими характеристиками. Соединение частей трубопровода, выполненного из него, осуществляется с помощью паяльного инструмента. Поэтому правильно выбранный паяльник для полипропиленовых труб гарантирует надёжность всей системы в целом.
Конструкция и характеристики
Сам по себе инструмент довольно простой, но выбрать его бывает совсем непросто. Связано это с широким ассортиментом продукции, предлагаемым в специализированных торговых точках. Так как монтаж полипропиленового трубопровода без использования паяльника невозможен, то и спрос на него среди строителей и начинающих мастеров довольно велик. А всё потому, что водовод, выполненный из полипропилена, становится самым популярным благодаря отличным характеристикам самого материала.
А всё потому, что водовод, выполненный из полипропилена, становится самым популярным благодаря отличным характеристикам самого материала.
Открытый в 1954 году полипропилен быстро завоевал популярность. Способствовало этому способность материала сохранять прочность и жёсткость даже при воздействии высокой температуры. Изделия из него получались лёгкими и прочными. К преимуществам его использования в водопроводных сетях относят:
- низкую теплопроводность;
- экологичность;
- хорошую адгезию с металлом;
- устойчивость к воздействию соляных, кислотных и щелочных растворов.
Но интересным его свойством является то, что при нагревании свыше 160 градусов этот полимерный материал становится текучим и мягким, а при остывании возвращает все свои свойства. Такое его поведение и позволяет осуществлять неразъёмные соединения, путём одновременного нагрева двух частей и дальнейшего их сдавливания друг с другом до полной кристаллизации.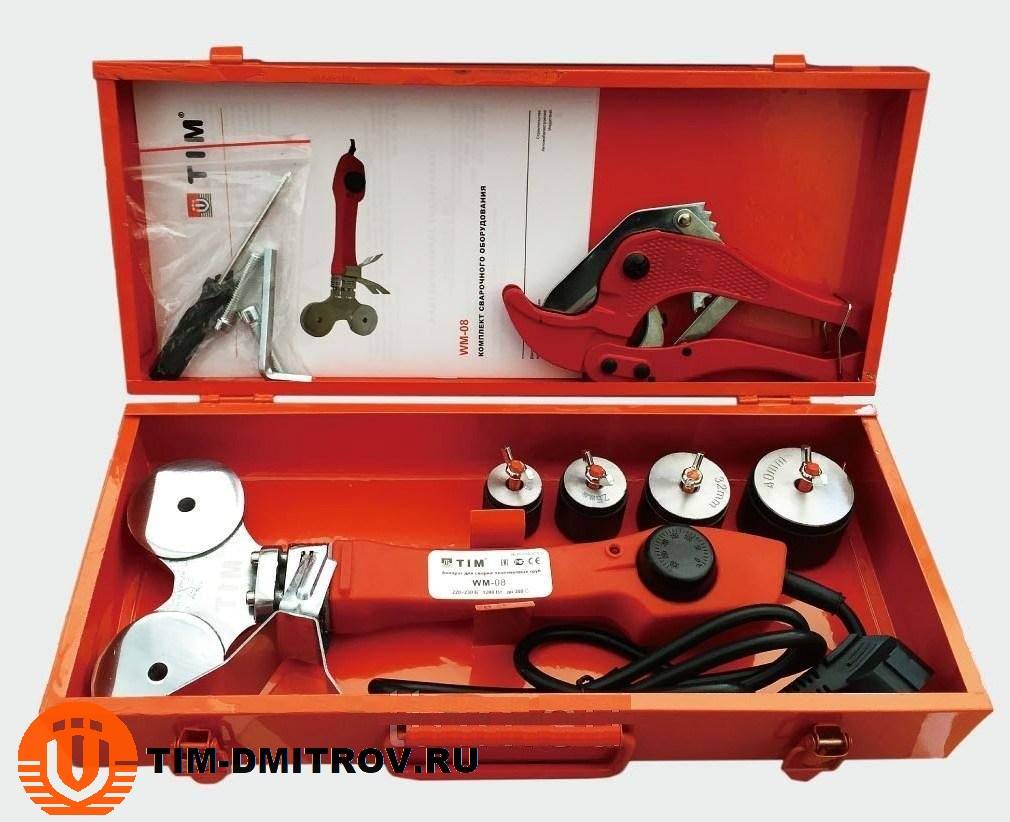
Принцип работы
Паяльник для труб ПВХ представляет собой нагревательный инструмент, прозванный в народе «утюг». И всё из-за схожести устройства с бытовым утюгом. Предлагаемые производителями модели отличаются по своему внешнему виду и характеристикам, но при этом они все имеют одинаковый принцип работы.
- корпус;
- рукоятка;
- нагреватель;
- терморегулятор;
- индикаторы нагрева;
- подставка.
Кроме этого, работа паяльника будет невозможна без использования насадок. Изготавливаются они разных диаметров, соответствующих размерам труб, выпускаемых промышленностью, а сверху покрываются слоем тефлона. Состоит насадка из двух частей: с углублением и буртиком. Первая предназначена для вставки в неё трубы, а вторая — фитинга.
Корпус паяльника изготавливается из металла, обладающего высокой теплопроводностью. В середине его располагается электрический нагреватель (ТЭН), работой которого управляет терморегулятор. При включении паяльника в сеть 220 вольт переменный ток начинает поступать на ТЭН, в результате чего он нагревается и передаёт тепло корпусу. На последнем устанавливаются соосно друг другу насадки, которые нагреваются от него.
С помощью термостата выставляется необходимая температура. Как только она достигает установленного значения, подача тока прекращается, а ТЭН начинает остывать. Если температура снижается ниже заданной, подача энергии возобновляется. Так происходит по циклу.
Технология же пайки заключается в простых действиях. Подготовленный отрезок трубы и фитинг одновременно одеваются на разогретые насадки. Через некоторое время, в соответствии с таблицей технологических операций, они извлекаются из муфт и плавным движением вводятся один в другой на определённую глубину, удерживаясь в таком положении около шести секунд. По прошествии этого времени процесс соединения считается законченным. Излишки материала выдавливаются наружу и не требуют дальнейшей обработки.
По прошествии этого времени процесс соединения считается законченным. Излишки материала выдавливаются наружу и не требуют дальнейшей обработки.
Виды и параметры
Конструктивно паяльники для полипропилена различаются только формой корпуса и подставкой, предназначенной для придания жёсткости устройству при работе. Поэтому различают 2 вида инструментов: цилиндрический и плоский.
Изделия с жалом в виде формы цилиндра обычно более комфортны и позволяют выполнять работы в труднодоступных местах. Насадки на него крепятся по принципу хомута с помощью двух винтов, не дающих им проворачиваться. На плоских — используется несколько отверстий, а парная насадка притягивается специальным ключом-шестигранником.
К основным характеристикам устройства относят:
- Мощность. Измеряется в ваттах. Существует 2 её вида: тепловая и электрическая. Первая характеризует количества тепла, которое генерирует устройство за единицу времени, а вторая — потребление электроэнергии. Для потребителя наиболее интересна первая. От её значения зависит не только время выхода устройства в готовность, но и возможный диаметр труб, которые может спаять инструмент.
- Тип нагрева. Все изделия, предназначенные для работы с пластиковыми трубами, работают в периодическом режиме.
- Диапазон регулируемой температуры. Характеризуется минимальным и максимальным значением температуры, которые можно выставить на устройстве. Единица измерения — градусы Цельсия.
- Рабочее напряжение. Обозначает номинальную разность потенциалов, на значение которого рассчитана работа устройства. Весь бытовой инструмент предназначен для использования в однофазных сетях переменного тока 220 В, но существуют и промышленные конструкции, рассчитанные на работу в трёхфазных сетях 380 В.
- Время разогрева. Это минимальное значение, которое понадобится паяльнику, чтобы выйти на рабочий цикл.
- Диаметр насадок. Обозначает, какую трубу наименьшего и наибольшего размера можно соединить. Указывается в миллиметрах.
- Гарантия. Производители оборудования могут давать различный срок, гарантирующий работу своего изделия. В среднем он составляет около двух лет.
 Для потребителя наиболее интересна первая. От её значения зависит не только время выхода устройства в готовность, но и возможный диаметр труб, которые может спаять инструмент.
Для потребителя наиболее интересна первая. От её значения зависит не только время выхода устройства в готовность, но и возможный диаметр труб, которые может спаять инструмент. Указывается в миллиметрах.
Указывается в миллиметрах.Кроме этого, паяльники для пластиковых труб отличаются комплектацией. Очень редко в продаже можно найти инструмент без сопутствующих комплектующих. Вместе с ним в наборе могут находиться трубные ножницы, отвёртка или ключ фиксации муфт, непосредственно сами насадки разного диаметра, рулетка, кейс.
Производители устройства
Задумываясь над тем, какой выбрать паяльник для полипропиленовых труб, кроме изучения характеристик того или иного инструмента, обращается внимание и на имя его производителя. Во многом от торговой марки зависит качество изделия, а значит, и срок его работы. В случае поломки именитые бренды гарантируют его замену или быстрый ремонт.
Но при выборе очень трудно судить о качестве паяльника по стране изготовления. Так как многие торговые марки Европы и США располагаются на террит
определение пайки и синонимы пайки (англ.)
Из Википедии, бесплатная энциклопедия
(Де) пайка контакта из провода.
| Эта статья требует дополнительных ссылок для проверки. Пожалуйста, помогите улучшить эту статью, добавив достоверные ссылки. Материал, не полученный от источника, может быть оспорен и удален. (ноябрь 2008 г.) |
Пайка — это процесс, в котором два или более металлических предмета соединяются вместе путем плавления и заливки присадочного металла в соединение, при этом присадочный металл имеет относительно низкую температуру плавления. Пайка мягким припоем характеризуется температурой плавления присадочного металла ниже 400 ° C (752 ° F). [1] Присадочный металл, используемый в процессе, называется припоем.
Пайка отличается от пайки использованием присадочного металла с более низкой температурой плавления; он отличается от сварки тем, что основные металлы не плавятся в процессе соединения. В процессе пайки к соединяемым деталям прикладывается тепло, в результате чего припой плавится и втягивается в соединение за счет капиллярного действия и связывается с соединяемыми материалами за счет смачивания.После того, как металл остынет, полученные соединения не так прочны, как основной металл, но обладают достаточной прочностью, электропроводностью и водонепроницаемостью для многих применений. Пайка — это древний метод, упомянутый в Библии [2] , и есть свидетельства того, что он применялся в Месопотамии около 5000 лет назад. [3]
Приложения
Маленькая фигурка, создаваемая пайкой
Одним из наиболее частых применений пайки является сборка электронных компонентов на печатных платах (PCB).Другое распространенное применение — создание постоянных, но обратимых соединений между медными трубами в водопроводных системах. Стыки в объектах из листового металла, таких как консервные банки, крыши, водосточные желоба и автомобильные радиаторы, также исторически паялись, а иногда и сейчас. Компоненты украшений собираются и ремонтируются пайкой. Часто припаиваются и мелкие механические детали. Пайка также используется для соединения свинцовой и медной фольги в витражах. Пайку также можно использовать в качестве полупостоянного пластыря при утечке в контейнере или посуде для приготовления пищи.
Стыки в объектах из листового металла, таких как консервные банки, крыши, водосточные желоба и автомобильные радиаторы, также исторически паялись, а иногда и сейчас. Компоненты украшений собираются и ремонтируются пайкой. Часто припаиваются и мелкие механические детали. Пайка также используется для соединения свинцовой и медной фольги в витражах. Пайку также можно использовать в качестве полупостоянного пластыря при утечке в контейнере или посуде для приготовления пищи.
Рекомендации, которые следует учитывать при пайке, заключаются в том, что, поскольку температура пайки настолько низкая, паяное соединение имеет ограниченную службу при повышенных температурах. Припои обычно не обладают большой прочностью, поэтому этот процесс не следует использовать для несущих элементов.
Некоторые примеры типов припоев и их применения: олово-свинец (общего назначения), олово-цинк для соединения алюминия, свинец-серебро для прочности при температуре выше комнатной, кадмий-серебро для прочности при высоких температурах, цинк-алюминий для алюминий и коррозионная стойкость, олово-серебро и олово-висмут для электроники.
Припои
Присадочные материалы для пайки доступны из множества различных сплавов для различных областей применения. При сборке электроники предпочтительным стал эвтектический сплав, состоящий из 63% олова и 37% свинца (или 60/40, что почти идентично эвтектическим характеристикам). Другие сплавы используются для сантехники, механической сборки и других применений.
Эвтектический состав имеет несколько преимуществ для пайки; главным из них является совпадение температур ликвидуса и солидуса, т.е.е. отсутствие пластической фазы. Это обеспечивает более быстрое смачивание при нагревании припоя и более быструю настройку при его остывании. Неэвтектический состав должен оставаться неподвижным, поскольку температура падает через температуры ликвидуса и солидуса. Любое дифференциальное движение во время пластической фазы может привести к трещинам и ненадежному соединению. Кроме того, эвтектический состав имеет самую низкую возможную температуру плавления, что сводит к минимуму тепловую нагрузку на электронные компоненты во время пайки.
Обычные припои представляют собой смеси олова и свинца соответственно:
- 63/37: плавится при 183 ° C (361 ° F) (эвтектика: единственная смесь, которая плавится при температуре ° C, , а не в диапазоне )
- 60/40: плавится при 183–190 ° C (361–374 ° F)
- 50/50: плавится при 185–215 ° C (365–419 ° F)
Предлагаются бессвинцовые припои везде, где дети могут контактировать (так как дети могут класть что-то в рот), или для использования на открытом воздухе, где дождь и другие осадки могут вымыть свинец в грунтовые воды.
Бессвинцовые припои плавятся около 250 ° C (482 ° F), в зависимости от их состава.
По экологическим причинам все более широко используются бессвинцовые припои. К сожалению, большинство «бессвинцовых» припоев не являются эвтектическими составами, что затрудняет создание с ними надежных соединений. См. Полное обсуждение ниже; см. также RoHS.
Другие распространенные припои включают низкотемпературные составы (часто содержащие висмут), которые часто используются для соединения ранее спаянных сборок без распайки более ранних соединений, и высокотемпературные составы (обычно содержащие серебро), которые используются для высокотемпературных эксплуатации или для первой сборки элементов, которые не должны распаиваться при последующих операциях.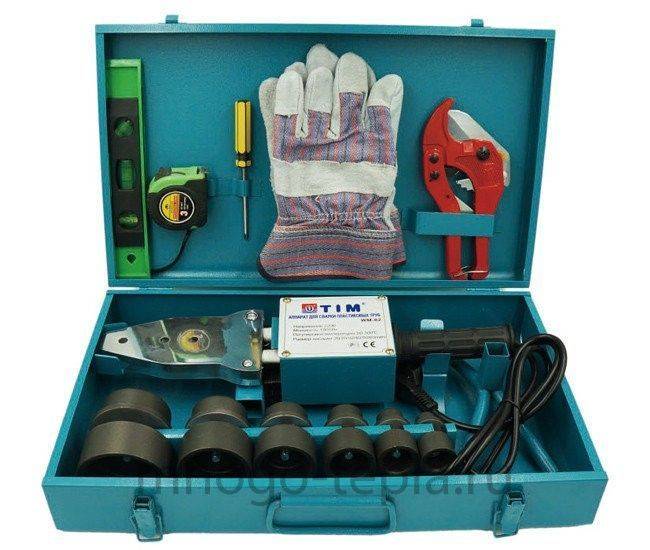
Легирование серебра другими металлами изменяет температуру плавления, характеристики адгезии и смачивания, а также прочность на разрыв. Из всех припоев серебряные припои обладают наибольшей прочностью и имеют широчайшее применение. [4]
Доступны специальные сплавы с такими свойствами, как более высокая прочность, лучшая электропроводность и более высокая коррозионная стойкость.
Флюс
Основная статья: флюс (металлургия) В процессах высокотемпературного соединения металлов (сварка, пайка и пайка) основной целью флюса является предотвращение окисления основного и присадочного материалов.Например, оловянно-свинцовый припой очень хорошо прикрепляется к меди, но плохо к различным оксидам меди, которые быстро образуются при температурах пайки. Флюс — это вещество, которое почти инертно при комнатной температуре, но становится сильно восстанавливающимся при повышенных температурах, предотвращая образование оксидов металлов. Во-вторых, флюс действует как смачивающий агент в процессе пайки, уменьшая поверхностное натяжение расплавленного припоя и заставляя его лучше смачивать соединяемые детали.
Доступные в настоящее время флюсы включают водорастворимые флюсы (для удаления не требуются летучие органические соединения) и флюсы «без очистки», которые достаточно мягкие, чтобы не требовать удаления вообще.Характеристики флюса необходимо тщательно оценить; очень мягкий флюс «без очистки» может быть вполне приемлемым для производственного оборудования, но не дает адекватных характеристик для плохо контролируемой операции ручной пайки.
Традиционные канифольные флюсы доступны в неактивированных (R), слабоактивированных (RMA) и активированных (RA) составах. Флюсы RA и RMA содержат канифоль в сочетании с активирующим агентом, обычно кислотой, которая увеличивает смачиваемость металлов, на которые она наносится, путем удаления существующих оксидов.Остатки, образующиеся в результате использования флюса RA, вызывают коррозию и должны быть удалены с паяемой детали. Рецептура флюса RMA дает в результате остаток, который не вызывает значительной коррозии, при этом очистка является предпочтительной, но необязательной.
Основные методы пайки
Операции пайки могут выполняться ручными инструментами, по одному стыку за раз, или в массовом порядке на производственной линии. Ручная пайка обычно выполняется с помощью паяльника, паяльного пистолета или горелки, а иногда и термовоздушного карандаша.Обработка листового металла традиционно выполнялась с помощью «паяльных котлов», непосредственно нагретых пламенем, с достаточным запасом тепла в массе паяльной меди для завершения соединения; горелки или паяльники с электроподогревом удобнее. Для всех паяных соединений требуются одни и те же элементы очистки металлических частей, которые необходимо соединить, подгонки соединения, нагрева деталей, нанесения флюса, нанесения наполнителя, отвода тепла и удержания сборки в неподвижном состоянии до полного затвердевания присадочного металла.В зависимости от типа используемого флюса может потребоваться очистка стыков после их охлаждения.
Пайка и пайка различаются по температуре плавления присадочного материала. Обычно в качестве предельного значения используется температура 450 ° C. Обычно требуется другое оборудование и / или приспособления, поскольку (например) паяльник обычно не может достигать достаточно высоких температур для пайки. С практической точки зрения, между этими двумя процессами есть существенная разница — паяльные наполнители обладают гораздо большей структурной прочностью, чем припои, и предназначены для этого, а не с максимальной электропроводностью.Паяные соединения часто бывают такими же прочными или почти такими же прочными, как и детали, которые они соединяют, [требуется ссылка ] даже при повышенных температурах. [необходима ссылка ]
Обычно в качестве предельного значения используется температура 450 ° C. Обычно требуется другое оборудование и / или приспособления, поскольку (например) паяльник обычно не может достигать достаточно высоких температур для пайки. С практической точки зрения, между этими двумя процессами есть существенная разница — паяльные наполнители обладают гораздо большей структурной прочностью, чем припои, и предназначены для этого, а не с максимальной электропроводностью.Паяные соединения часто бывают такими же прочными или почти такими же прочными, как и детали, которые они соединяют, [требуется ссылка ] даже при повышенных температурах. [необходима ссылка ]
«Пайка твердым припоем» или «серебряная пайка» (выполняемая с использованием высокотемпературного припоя, содержащего до 40% серебра) также часто является формой пайки, поскольку она включает присадочные материалы с температурами плавления в около 450 ° C или выше. Хотя термин «серебряная пайка» используется гораздо чаще, чем «серебряная пайка», он может быть технически неправильным в зависимости от точной точки плавления используемого наполнителя.При серебряной пайке («твердой пайке») цель обычно состоит в том, чтобы получить красивое, структурно прочное соединение, особенно в области ювелирных изделий. Таким образом, задействованные температуры и обычное использование горелки, а не утюга, казалось бы, указывают на то, что процесс следует называть «пайкой», а не «пайкой», но стойкость наименования «пайка» служит для того, чтобы указывают на произвольный характер различия (и степень смешения) между двумя процессами.
Хотя термин «серебряная пайка» используется гораздо чаще, чем «серебряная пайка», он может быть технически неправильным в зависимости от точной точки плавления используемого наполнителя.При серебряной пайке («твердой пайке») цель обычно состоит в том, чтобы получить красивое, структурно прочное соединение, особенно в области ювелирных изделий. Таким образом, задействованные температуры и обычное использование горелки, а не утюга, казалось бы, указывают на то, что процесс следует называть «пайкой», а не «пайкой», но стойкость наименования «пайка» служит для того, чтобы указывают на произвольный характер различия (и степень смешения) между двумя процессами.
Индукционная пайка — это процесс, аналогичный пайке.Источником тепла при индукционной пайке является индукционный нагрев переменным током высокой частоты. Обычно для индукционного нагрева используются медные змеевики. Это вызывает токи в паяемой детали. Катушки обычно изготавливаются из меди или сплава на основе меди. Медные кольца могут быть изготовлены так, чтобы подходить к детали, которая должна быть припаяна для обеспечения точности обработки детали. Индукционная пайка — это процесс, при котором присадочный металл (припой) помещается между соединяемыми поверхностями (соединяемыми) металлами. Присадочный металл в этом процессе плавится при довольно низкой температуре.Флюсы широко используются при индукционной пайке. Этот процесс особенно подходит для непрерывной пайки. Процесс обычно выполняется с помощью катушек, которые наматываются на цилиндр / трубу, которую необходимо припаять. Некоторые металлы паять легче, чем другие. Медь, серебро и золото легко. Железо и никель оказываются более сложными. Из-за тонких и прочных оксидных пленок нержавеющая сталь и алюминий немного сложнее. Титан, магний, чугуны, стали, керамику и графит можно паять, но при этом используется процесс, аналогичный соединению карбидов.Сначала они покрываются подходящим металлическим элементом, который вызывает межфазное соединение.
Индукционная пайка — это процесс, при котором присадочный металл (припой) помещается между соединяемыми поверхностями (соединяемыми) металлами. Присадочный металл в этом процессе плавится при довольно низкой температуре.Флюсы широко используются при индукционной пайке. Этот процесс особенно подходит для непрерывной пайки. Процесс обычно выполняется с помощью катушек, которые наматываются на цилиндр / трубу, которую необходимо припаять. Некоторые металлы паять легче, чем другие. Медь, серебро и золото легко. Железо и никель оказываются более сложными. Из-за тонких и прочных оксидных пленок нержавеющая сталь и алюминий немного сложнее. Титан, магний, чугуны, стали, керамику и графит можно паять, но при этом используется процесс, аналогичный соединению карбидов.Сначала они покрываются подходящим металлическим элементом, который вызывает межфазное соединение.
Электронные компоненты (ПП)
Трубка с многожильным припоем для электроники, используемая для ручной пайки
В настоящее время печатные платы массового производства в основном паяются волной припоя или оплавлением, хотя ручная пайка производственной электроники также по-прежнему является стандартной практика для многих задач. При пайке волной припоя детали временно приклеиваются к печатной плате с помощью небольших капель клея, затем сборка пропускается по текущему припою в контейнере для сыпучих материалов.Пайка оплавлением — это процесс, в котором паяльная паста (липкая смесь порошкового припоя и флюса) используется для приклеивания компонентов к их контактным площадкам, после чего сборка нагревается инфракрасной лампой или (чаще) пропусканием через нее. через тщательно контролируемую духовку или пайку термовоздушным карандашом. Поскольку разные компоненты лучше всего собирать разными методами, для одной печатной платы обычно используют два или более процесса; детали, устанавливаемые на поверхность, могут быть припаяны оплавлением с последующей пайкой волной припоя компонентов, установленных в сквозное отверстие, при этом некоторые из более объемных деталей припаяны вручную в последнюю очередь.
При пайке волной припоя детали временно приклеиваются к печатной плате с помощью небольших капель клея, затем сборка пропускается по текущему припою в контейнере для сыпучих материалов.Пайка оплавлением — это процесс, в котором паяльная паста (липкая смесь порошкового припоя и флюса) используется для приклеивания компонентов к их контактным площадкам, после чего сборка нагревается инфракрасной лампой или (чаще) пропусканием через нее. через тщательно контролируемую духовку или пайку термовоздушным карандашом. Поскольку разные компоненты лучше всего собирать разными методами, для одной печатной платы обычно используют два или более процесса; детали, устанавливаемые на поверхность, могут быть припаяны оплавлением с последующей пайкой волной припоя компонентов, установленных в сквозное отверстие, при этом некоторые из более объемных деталей припаяны вручную в последнюю очередь.
Для ручной пайки электронных компонентов следует выбирать инструмент источника тепла, обеспечивающий достаточный нагрев для размера выполняемого стыка. Паяльник на 100 Вт может обеспечить слишком много тепла для печатных плат, в то время как утюг на 25 Вт не обеспечит достаточно тепла для больших электрических разъемов, соединения медной кровли или большого витража. Использование инструмента со слишком высокой температурой может повредить чувствительные компоненты, но продолжительное нагревание слишком холодным или недостаточно мощным инструментом также может вызвать серьезные тепловые повреждения.
Паяльник на 100 Вт может обеспечить слишком много тепла для печатных плат, в то время как утюг на 25 Вт не обеспечит достаточно тепла для больших электрических разъемов, соединения медной кровли или большого витража. Использование инструмента со слишком высокой температурой может повредить чувствительные компоненты, но продолжительное нагревание слишком холодным или недостаточно мощным инструментом также может вызвать серьезные тепловые повреждения.
Методы ручной пайки требуют большого мастерства для использования на корпусах микросхем с мелким шагом. В частности, устройства с шариковой решеткой (BGA), как известно, сложно, если не невозможно, переделать вручную.
Для крепления электронных компонентов к печатной плате правильный выбор и использование флюса помогает предотвратить окисление во время пайки, что важно для хорошего смачивания и теплопередачи. Жало паяльника должно быть чистым и предварительно покрытым припоем для обеспечения быстрой передачи тепла.Компоненты, которые во время работы рассеивают большое количество тепла, иногда поднимаются над печатной платой, чтобы избежать ее перегрева. После вставки компонента, смонтированного в сквозном отверстии, лишний провод отрезается, оставляя длину около радиуса колодки. Пластиковые или металлические монтажные зажимы или держатели могут использоваться с большими устройствами для улучшения теплоотвода и уменьшения напряжений в соединениях.
После вставки компонента, смонтированного в сквозном отверстии, лишний провод отрезается, оставляя длину около радиуса колодки. Пластиковые или металлические монтажные зажимы или держатели могут использоваться с большими устройствами для улучшения теплоотвода и уменьшения напряжений в соединениях.
Радиатор может использоваться на выводах термочувствительных компонентов для уменьшения теплопередачи к компоненту.Это особенно применимо к деталям из германия. (Обратите внимание, что радиатор будет означать использование большего количества тепла для завершения соединения.) Если все металлические поверхности не будут должным образом флюсованы и не будут превышать температуру плавления используемого припоя, результатом будет ненадежное соединение холодной пайки .
Для упрощения пайки новичкам обычно рекомендуется наносить паяльник и припой отдельно на соединение, а не наносить припой непосредственно на утюг. Когда нанесено достаточное количество припоя, припой удаляется. Когда поверхности будут достаточно нагреты, припой будет стекать по стыку. Затем утюг удаляется из стыка.
Когда поверхности будут достаточно нагреты, припой будет стекать по стыку. Затем утюг удаляется из стыка.
Поскольку неэвтектические припои имеют небольшой диапазон пластичности, соединение нельзя перемещать до тех пор, пока припой не остынет при температурах как ликвидуса, так и солидуса. Визуально хорошее паяное соединение будет выглядеть гладким и блестящим, с четко видимым контуром припаянного провода. Матовая серая поверхность — хороший показатель того, что стык сместился при пайке.Слишком мало припоя приведет к сухому и ненадежному соединению; слишком много припоя («капля припоя», хорошо знакомая новичкам) не обязательно вредно, но обычно означает плохое смачивание. При использовании некоторых флюсов остатки флюса, оставшиеся на стыке, возможно, придется удалить с помощью воды, спирта или других растворителей, совместимых с процессом. Избыточный припой, неиспользованный флюс и остатки иногда удаляются с жала паяльника между стыками. Наконечник утюга остается смоченным припоем («луженым») в горячем состоянии, чтобы минимизировать окисление и коррозию самого наконечника.
Экологическое законодательство многих стран и всего региона Европейского сообщества привело к изменению состава как припоев, так и флюсов. Водорастворимые флюсы на не канифольной основе все шире используются с 1980-х годов, так что паяные платы можно очищать водой или очистителями на водной основе. Это устраняет опасные растворители из производственной среды и стоков.
Пайка труб
Файл: Fitting1537.JPGПаяные медные трубы
Паяные трубы вместе обычно называют фитингом .Чаще всего используется на медных трубах. Медь является отличным проводником тепла, поэтому для нее требуется больше тепла, чем может обеспечить паяльник или пистолет, поэтому чаще всего используется пропановая горелка; для больших работ используется MAPP или ацетиленовая горелка.
Фитинги для запотевания , которые представляют собой гладкие короткие отрезки гладкой трубы, предназначенные для скольжения по внешней стороне ответной трубы, обычно используются для медных соединений. Существует два типа фитингов: фитинги с торцевой подачей , , которые не содержат припоя, и фитинги с припоями , , в которых кольцо припоя находится в небольшой круглой выемке внутри фитинга.
Существует два типа фитингов: фитинги с торцевой подачей , , которые не содержат припоя, и фитинги с припоями , , в которых кольцо припоя находится в небольшой круглой выемке внутри фитинга.
Как и все паяные соединения, все соединяемые детали должны быть чистыми и не содержать оксидов. Внутренние и внешние проволочные щетки доступны для обычных размеров труб и фитингов; Также часто используются наждачная бумага и проволочная вата.
Из-за размера задействованных частей, высокой активности и склонности к загрязнению пламени водопроводные флюсы обычно намного более химически активны и более кислые, чем электронные флюсы. Поскольку сантехнические соединения могут выполняться под любым углом, даже в перевернутом положении, водопроводные флюсы обычно представляют собой пасты, которые остаются на месте лучше, чем жидкости.Флюс следует нанести на все поверхности соединения, внутри и снаружи. Остатки флюса должны быть удалены после завершения соединения, иначе они могут, в конечном итоге, разъесть медную основу и вызвать разрушение соединения.
Доступно множество составов припоя для водопровода с различными характеристиками, такими как более высокая или более низкая температура плавления, в зависимости от конкретных требований работы. Строительные нормы и правила в настоящее время почти повсеместно требуют использования бессвинцового припоя для трубопроводов питьевой воды, хотя традиционный оловянно-свинцовый припой все еще доступен.Исследования показали, что водопроводные трубы с пайкой из свинца могут привести к повышению уровня свинца в питьевой воде. [5] [6]
Поскольку медная труба быстро отводит тепло от стыка, необходимо соблюдать особую осторожность, чтобы обеспечить надлежащий прогрев стыка для получения хорошего стыка. После того, как соединение должным образом очищено, обработано флюсом и смонтировано в сухом состоянии, пламя горелки воздействует на самую толстую часть соединения, обычно на фитинг с трубой внутри него, а припой наносится на противоположный конец соединения. Когда все детали нагреваются насквозь, припой расплавится и потечет в соединение за счет капиллярного действия. Возможно, потребуется переместить горелку вокруг стыка, чтобы убедиться, что все участки смочены. Однако установщик должен позаботиться о том, чтобы не перегреть паяемые участки. Если трубопровод начинает обесцвечиваться, это означает, что трубопровод был перегрет и начинает окисляться, что останавливает поток припоя и приводит к нарушению герметичности паяного соединения. Перед окислением расплавленный припой будет следовать за теплом горелки вокруг соединения.Когда соединение должным образом смачивается, припой, а затем тепло удаляются, и, пока соединение еще очень горячее, его обычно протирают сухой тряпкой. Это удаляет излишки припоя, а также остатки флюса до того, как он остынет и затвердеет. При использовании паяного кольцевого соединения соединение нагревается до тех пор, пока вокруг края фитинга не станет видно кольцо расплавленного припоя, и ему дадут остыть.
Когда все детали нагреваются насквозь, припой расплавится и потечет в соединение за счет капиллярного действия. Возможно, потребуется переместить горелку вокруг стыка, чтобы убедиться, что все участки смочены. Однако установщик должен позаботиться о том, чтобы не перегреть паяемые участки. Если трубопровод начинает обесцвечиваться, это означает, что трубопровод был перегрет и начинает окисляться, что останавливает поток припоя и приводит к нарушению герметичности паяного соединения. Перед окислением расплавленный припой будет следовать за теплом горелки вокруг соединения.Когда соединение должным образом смачивается, припой, а затем тепло удаляются, и, пока соединение еще очень горячее, его обычно протирают сухой тряпкой. Это удаляет излишки припоя, а также остатки флюса до того, как он остынет и затвердеет. При использовании паяного кольцевого соединения соединение нагревается до тех пор, пока вокруг края фитинга не станет видно кольцо расплавленного припоя, и ему дадут остыть.
Гидравлические соединения обычно считаются наиболее сложными из трех методов соединения медных трубок, но пропотевание меди — это очень простой процесс при соблюдении некоторых основных условий:
- Трубки и фитинги должны быть очищены до металла без покрытия. потускнение
- Любое давление, которое создается при нагревании трубки, должно иметь выходное отверстие.
 потускнение
потускнениеМедь — только один из материалов, который припаивается таким образом.Латунные фитинги часто используются для клапанов или в качестве соединительного элемента между медью и другими металлами. Таким образом при изготовлении тромбонов припаивается латунная обвязка.
Механическая пайка и пайка алюминия
Ряд припоев, в первую очередь цинковые сплавы, используются для пайки алюминия и сплавов, а также, в меньшей степени, стали и цинка. Эта механическая пайка аналогична операции низкотемпературной пайки в том, что механические характеристики соединения достаточно хороши, и ее можно использовать для структурного ремонта этих материалов.
Американское сварочное общество определяет пайку как использование присадочных металлов с температурой плавления выше 450 ° C (842 ° F) или, согласно традиционному определению в США, выше 800 ° F (427 ° C). Алюминиевые паяльные сплавы обычно имеют температуру плавления около 730 ° F (388 ° C). [7] Эта операция пайки / пайки может использовать источник тепла пропановой горелки. [8]
[7] Эта операция пайки / пайки может использовать источник тепла пропановой горелки. [8]
Эти материалы часто рекламируются как «сварка алюминия», но процесс не включает плавление основного металла и, следовательно, не является сварным швом.
Военный стандарт США или спецификация MIL-SPEC MIL-R-4208 определяет один стандарт для этих сплавов для пайки / пайки на основе цинка. [9] Этой спецификации соответствует ряд продуктов. [8] [10] [11] или очень похожие стандарты производительности. [7]
Пайка витражей
Исторически, жала паяльника для витражей были медными, нагреваясь путем помещения в жаровню на углях. Использовались несколько наконечников; когда один наконечник остывал от использования, его снова помещали в жаровню с углем и использовали следующий наконечник.
В последнее время стали использовать паяльники с электрическим нагревом. Они нагреваются катушкой или керамическим нагревательным элементом внутри наконечника утюга. Доступны различные номинальные мощности, а температуру можно регулировать электронным способом. Эти характеристики позволяют работать с более длинными валиками, не прерывая работу по замене наконечников. Паяльники, предназначенные для использования в электронике, часто бывают эффективными, хотя иногда они не обладают достаточной мощностью для тяжелой меди и свинца, которые использовались в витражах.
Доступны различные номинальные мощности, а температуру можно регулировать электронным способом. Эти характеристики позволяют работать с более длинными валиками, не прерывая работу по замене наконечников. Паяльники, предназначенные для использования в электронике, часто бывают эффективными, хотя иногда они не обладают достаточной мощностью для тяжелой меди и свинца, которые использовались в витражах.
Стекло типа Tiffany изготавливается путем приклеивания медной фольги по краям кусков стекла и последующего их спайки. Этот метод позволяет создавать трехмерные элементы из классического стекла.
Паяемость
Основная статья: ПаяемостьРаспайка и пайка
Основная статья: Распайка Использованный припой содержит некоторые растворенные основные металлы и не подходит для повторного использования при создании новых соединений. Как только способность припоя к основному металлу будет достигнута, он больше не будет должным образом связываться с основным металлом, что обычно приводит к хрупкому холодному паяному соединению с кристаллическим внешним видом.
Хорошей практикой является удаление припоя из стыка перед пайкой — можно использовать демонтажные оплетки или оборудование для вакуумной распайки (присоски для припоя). Фитили для демонтажа содержат большое количество флюса, который снимает загрязнения с медных проводов и любых имеющихся выводов устройства. В результате останется яркий, блестящий и чистый стык, который нужно перепаять.
Более низкая температура плавления припоя означает, что его можно расплавить от основного металла, оставив его в основном неповрежденным, хотя внешний слой будет «луженым» припоем.Останется флюс, который легко удалить абразивными или химическими способами. Этот луженый слой позволяет припою течь в новое соединение, в результате чего получается новое соединение, а также заставляет новый припой течь очень быстро и легко.
Бессвинцовая пайка для электроники
В последнее время экологическое законодательство специально нацелено на широкое использование свинца в электронной промышленности. Директивы RoHS в Европе требуют, чтобы многие новые электронные платы были освобождены от свинца к 1 июля 2006 года, в основном в индустрии потребительских товаров, но также и в некоторых других.
Директивы RoHS в Европе требуют, чтобы многие новые электронные платы были освобождены от свинца к 1 июля 2006 года, в основном в индустрии потребительских товаров, но также и в некоторых других.
В связи с этим возникло много новых технических проблем. Например, традиционные бессвинцовые припои имеют значительно более высокую температуру плавления, чем припои на основе свинца, что делает их непригодными для использования с термочувствительными электронными компонентами и их пластиковой упаковкой. (Здесь «упаковка» — это термин для корпуса компонента, а не для контейнера, в котором он поставляется.) Чтобы решить эту проблему, были разработаны припои с высоким содержанием серебра и без свинца с температурой плавления немного ниже, чем много бессвинцовых припоев, но все же намного выше, чем у традиционных припоев на основе олова / свинца.
Бессвинцовая конструкция также распространилась на компоненты, контакты и разъемы. В большинстве этих булавок использовались медные оправы, а также свинец, олово, золото или другие виды отделки. Оловянная отделка — самая популярная из бессвинцовых покрытий. Тем не менее, возникает вопрос, как бороться с усами олова. Текущее движение возвращает электронную промышленность к проблемам, решенным в 1960-х годах добавлением свинца. JEDEC создала систему классификации, чтобы помочь производителям бессвинцовой электроники решить, какие меры следует принять против усов, в зависимости от их применения.
Оловянная отделка — самая популярная из бессвинцовых покрытий. Тем не менее, возникает вопрос, как бороться с усами олова. Текущее движение возвращает электронную промышленность к проблемам, решенным в 1960-х годах добавлением свинца. JEDEC создала систему классификации, чтобы помочь производителям бессвинцовой электроники решить, какие меры следует принять против усов, в зависимости от их применения.
Дефекты пайки
В процессе пайки могут возникнуть различные проблемы, которые приводят к тому, что соединения перестают функционировать сразу или после определенного периода использования.
Самый распространенный дефект при ручной пайке возникает из-за того, что соединяемые детали не превышают температуру ликвидуса припоя, что приводит к образованию соединения «холодной пайки». Обычно это происходит из-за того, что паяльник используется для непосредственного нагрева припоя, а не самих деталей. При правильном выполнении утюг нагревает соединяемые детали, которые, в свою очередь, расплавляют припой, обеспечивая достаточный нагрев соединяемых частей для тщательного смачивания. В «электронном» припое для ручной пайки флюс встроен в припой . Поэтому нагрев припоя вначале может вызвать испарение флюса до того, как он очистит поверхности (контактная площадка печатной платы и соединение компонентов) при пайке.
В «электронном» припое для ручной пайки флюс встроен в припой . Поэтому нагрев припоя вначале может вызвать испарение флюса до того, как он очистит поверхности (контактная площадка печатной платы и соединение компонентов) при пайке.
Неправильно подобранный или нанесенный флюс может вызвать разрушение соединения или, если его не очистить должным образом, со временем может вызвать коррозию металлов в соединении и привести к возможному выходу соединения из строя. Без флюса соединение может быть нечистым или окисляться, что приведет к повреждению соединения.
В электронике часто используются некоррозионные флюсы. Следовательно, очистка флюса может быть просто вопросом эстетики или облегчением визуального осмотра соединений в специализированных «критически важных» приложениях, таких как медицинские устройства, военные и аэрокосмические, т. Е. спутники. Для сателлитов тоже, чтобы немного снизить вес, но с пользой. В некоторых условиях т.е. высокая влажность, даже некоррозионный флюс может оставаться немного активным, поэтому флюс можно удалить, чтобы полностью исключить возможность коррозии с течением времени. В некоторых случаях на печатную плату можно также нанести защитный материал в той или иной форме, например, лак, чтобы защитить ее и / или открытые паяные соединения от окружающей среды.
В некоторых случаях на печатную плату можно также нанести защитный материал в той или иной форме, например, лак, чтобы защитить ее и / или открытые паяные соединения от окружающей среды.
Движение паяемых металлов до того, как припой остынет, вызовет очень ненадежное соединение с трещинами. В терминологии пайки электроники это известно как «сухое» соединение. Он имеет характерно тусклый или зернистый вид сразу после соединения, а не гладкий, яркий и блестящий. Это появление вызвано кристаллизацией жидкого припоя.Сухое соединение является слабым механически и плохим электрическим проводником.
В целом хорошо выглядящее паяное соединение — это хорошее соединение. Как уже упоминалось, он должен быть гладким, ярким и блестящим. Если не гладко т.е. комками или шариками блестящего припоя металл не «смачивается» должным образом. Отсутствие яркости и блеска предполагает слабый «сухой» сустав.
В электронике идеально подходит «вогнутая» кромка. Это указывает на хорошее смачивание и минимальное использование припоя (следовательно, минимальный нагрев теплочувствительных компонентов). Соединение может быть хорошим, но если используется большое количество ненужного припоя, очевидно, что потребуется дополнительный нагрев. Чрезмерный нагрев печатной платы может привести к «расслоению», медная дорожка может фактически оторваться от платы, особенно на односторонних печатных платах без покрытия «сквозных отверстий».
Соединение может быть хорошим, но если используется большое количество ненужного припоя, очевидно, что потребуется дополнительный нагрев. Чрезмерный нагрев печатной платы может привести к «расслоению», медная дорожка может фактически оторваться от платы, особенно на односторонних печатных платах без покрытия «сквозных отверстий».
Инструменты
Инструменты для ручной пайки включают в себя электрический паяльник с различными наконечниками, от тупых до очень мелких до зубильных головок для горячей резки пластмасс, а также паяльный пистолет, который обычно обеспечивает большую мощность, обеспечивая более быструю работу. нагрев и возможность пайки более крупных деталей.Пистолеты с горячим воздухом и карандаши позволяют выполнять доработку комплектов компонентов, которую нелегко выполнить с помощью электрических утюгов и пистолетов.
Паяльные горелки — это тип паяльного устройства, в котором для нагрева припоя используется пламя, а не жало паяльника. Паяльные горелки часто работают на бутане [12] и доступны в размерах от очень маленьких бутановых / кислородных блоков, подходящих для очень тонких, но высокотемпературных ювелирных работ, до полноразмерных кислородно-топливных горелок, подходящих для гораздо более крупных работ, таких как как медные трубы. Обычные многоцелевые пропановые горелки, такие же, как для удаления тепла с краски и оттаивания труб, могут использоваться для пайки труб и других довольно крупных объектов (но не электроники) как с насадкой для паяльника, так и без нее; трубы обычно паяют горелкой, непосредственно прикладывая открытый огонь.
Обычные многоцелевые пропановые горелки, такие же, как для удаления тепла с краски и оттаивания труб, могут использоваться для пайки труб и других довольно крупных объектов (но не электроники) как с насадкой для паяльника, так и без нее; трубы обычно паяют горелкой, непосредственно прикладывая открытый огонь.
Медный паяльник — это инструмент с большой медной головкой и длинной ручкой, который нагревается в кузнечном огне и используется для нагрева листового металла для пайки. Типичные паяльные котлы имеют головки весом от одного до четырех фунтов.Головка обеспечивает тепловую массу, которая может хранить достаточно тепла для пайки больших площадей между повторным нагревом меди в огне. Чем больше головка, тем дольше она работает. Исторически пайка меди была стандартным инструментом, используемым в кузовных работах, хотя пайка кузова в основном заменяется точечной сваркой для механического соединения и неметаллическими наполнителями для контурной обработки.
Тостеры и переносные инфракрасные лампы использовались для воспроизведения производственных процессов пайки в гораздо меньших масштабах.
Щетки из щетины обычно используются для нанесения флюса сантехнической пасты. Для электронных работ обычно используется припой с флюсовым сердечником, но можно использовать дополнительный флюс из флюсовой ручки или из небольшой бутылки с помощью иглы, похожей на шприц.
Проволочная щетка, проволочная мочалка и наждачная бумага обычно используются для подготовки сантехнических соединений к подключению. Электронные соединения редко требуют механической очистки, хотя следы меди с темным слоем оксидной пассивации (из-за старения), как на новой макетной плате, которая находится на полке около года или более, может потребоваться отполировать до блеска. стальной ватой перед пайкой.
Для сборки и доработки печатных плат обычно используются спирт и ацетон (один или другой) с ватными тампонами или щетинными щетками для удаления остатков флюса. Тяжелая тряпка обычно используется для удаления флюса с сантехнического соединения до того, как он остынет и затвердеет. Также можно использовать щетку из стекловолокна. Некоторые флюсы для электроники спроектированы так, чтобы быть стабильными и неактивными при охлаждении, и их не нужно счищать, хотя при желании они все еще могут быть такими, в то время как другие флюсы имеют кислотный характер и должны быть удалены после пайки, чтобы предотвратить коррозию схем.
Радиатор, например зажим «крокодил», можно использовать для предотвращения повреждения термочувствительных компонентов во время пайки. Радиатор ограничивает температуру корпуса компонента, поглощая и рассеивая тепло (уменьшая тепловое сопротивление между компонентом и воздухом), в то время как тепловое сопротивление выводов поддерживает разницу температур между частью припаянных выводов и компонентом. корпус так, чтобы выводы стали достаточно горячими, чтобы расплавить припой, в то время как корпус компонента остается более холодным.
См. Также
Ссылки
Внешние ссылки
Долгосрочный обзор: паяльник Weller Magnastat
Одна из вещей, которую вы делаете, будучи молодым инженером, — это вооружаетесь инструментами своего дела. Это будет основа, на которой будет строиться ваша карьера, чего никогда не будет с дипломом или свидетельством о ученой степени, поскольку лучшая степень в мире менее полезна, если качество ваших инструментов не позволяет вам извлечь из нее выгоду.Возможно, вам посчастливится сделать одни из них самому, но другие вы будете жаждать как недоступных по цене, а затем в конце концов потратите немного времени, чтобы купить на пределе вашего скудного дохода.
На вашем стенде может быть несколько из этих инструментов на весь срок службы. Это может быть что-то простое, например отвертка, или у вас может быть один из тех неразрушимых мультиметров, но в моем случае моим пожизненным инструментом является мой паяльник. В какой-то момент в 1992 году я потратил около 60 фунтов стерлингов (тогда 173 доллара США), много денег для студента, на Weller Magnastat с питанием от сети.В те дни Всемирная паутина была еще совсем недавно от NeXT Тима Бернерса-Ли, так что это означало поездку к торговому прилавку RS моего университета и мгновенное изучение каталога размером с телефонную книгу перед заполнением бланка заказа.
Magnastat — простой, но очень эффективный утюг с фиксированной температурой. На заднем конце наконечника имеется магнит, который удерживает включенный выключатель питания нагревательного элемента. Когда наконечник нагревается до температуры Кюри магнита, он теряет свой магнетизм, и переключатель размыкается.Температура падает ниже температуры Кюри, и магнетизм возвращается, переключатель замыкается, наконечник снова нагревается, и цикл повторяется. Таким образом, температура наконечника определяется температурой Кюри магнита, и Weller предлагает ряд наконечников с магнитами для различных температур.
В результате получился утюг, обладающий достаточной мощностью, чтобы паять теплоотводящие работы, из-за чего меньшие утюги задыхались от сока, а также обладал способностью паять крошечные компоненты для поверхностного монтажа, не разрушая их и не поднимая гусеницы.Это не особенно маленький или легкий утюг, если вы привыкли к утюжкам для карандашей, которые используются сегодня на паяльных станциях, но и не слишком большой или тяжелый, чтобы быть громоздким. За почти четверть века, когда я владел своим Magnastat, он приложил руку почти ко всему, что я делал, от Hi-Fi и ламповых усилителей до радиопередатчиков, полосковых фильтров, комплектов и слишком большого количества ремонтов, чтобы упомянуть. Его даже пустили в строй — приварка пластика поврежденного обтекателя мотоцикла. Это действительно инструмент на всю жизнь.
Вы действительно получаете оценку поставщика или единицы оборудования, только когда что-то идет не так, и, таким образом, мы подходим к инциденту, который вызвал этот обзор. Пару недель назад, когда я собирал микрокомпьютер, магнит на кончике утюга вышел из строя. Это неизбежно произойдет с магнитом, постоянно подвергающимся воздействию высоких температур, и это известный вид отказа утюгов Magnastat. Когда это происходит, нагревательный элемент остается включенным, и температура наконечника резко возрастает.В конце концов вы замечаете, что наконечник светится мягко-красным, и знаете, что пришло время для нового наконечника.
Две насадки Weller Magnastat. Верх: новый неиспользованный наконечник, нижний: наконечник 25-летнего возраста с неисправным магнитом.Стоит уделить время тому, чтобы взглянуть на подсказку, которая провалилась. Справа изображены два наконечника, верхний — новый наконечник, а нижний — наконечник 25-летней давности с мертвым магнитом. Вы можете увидеть дополнительное окисление на нем в последний момент сильной жары.
Я никогда особо не задумывался о состоянии наконечника утюга, пока не снял его.Как видите, он все еще такой же формы, какой был при его изготовлении, без точечной коррозии или рецессии. Если учесть, что этот наконечник использовался более двух десятилетий, это замечательно. Прошло много времени с тех пор, как я регулярно пользовался дешевым утюгом, но одна из вещей, которые я помню о них, — это склонность их наконечников к эрозии. Возможно, состояние наконечника моего утюга связано с тем, что я использовал припой и флюс приличного качества, но даже если бы я подумал об этом, я бы не ожидал, что он продержится так долго.
Замена наконечника Magnastat — простая задача. В основании наконечника есть гайка с накаткой, которую вы откручиваете, затем вытаскиваете старый наконечник, а затем вставляете новый и возвращаете гайку. Несмотря на то, что гайка долго нагревалась и никогда не откручивалась до того, как гайка легко открутилась без дополнительных инструментов, еще один неожиданный бонус.
Итак, я заказал пару новых насадок — с тем же успехом у них может быть больше одной формы — и приспособил один к утюгу. Вы можете сказать, что работа сделана, но это не совсем так.Есть загвоздка, хотя я потратил большую часть этой статьи, восхваляя Magnastat до небес как один из моих самых полезных и надежных инструментов.
Я сказал ранее, что вы действительно получаете оценку поставщика или единицы оборудования, только когда что-то идет не так, и я подробно исследовал эту единицу оборудования. Как насчет поставщика?
Weller производит Magnastats на протяжении десятилетий, и они по-прежнему составляют значительную часть их ассортимента. Они производят большой выбор сменных насадок для утюгов Magnastat, как молодых, так и старых, в различных форматах системы.Если у вас есть более старый Magnastat, как у меня, вы можете купить все наконечники, которые у вас были, когда он был впервые сделан.
К сожалению, трудно отделаться от впечатления, что компания Weller не желает облегчить жизнь владельцам своих старых продуктов. Все их советы перечислены подробно, но с явным упущением. Когда они перечисляют, с какими утюгами совместима насадка, они перечисляют только модели из их текущего ассортимента. Владельцам старых моделей остается гадать, звонить другу или безуспешно искать в Интернете.Удивительно, что в 1992 году это было бы проще, тогда я отнес бы свою старую подсказку к торговому прилавку, и ребята там принесли бы набор акций для физического сравнения. Интернет творит чудеса с доступностью продуктов, но не полностью ликвидирует этот пробел. В конце концов, я решил свою проблему с помощью друзей, я не единственный человек в моем кругу, имеющий более старый Magnastat, и в конце концов мы определили текущий диапазон наконечников, который подошел бы моему утюгу.
Есть горстка производителей, которые производят легендарные продукты, которые служат вечно, и которые до сих пор поддерживают свои продукты, созданные целую жизнь назад. Обычно это те, кто устанавливает стандарты в своей области и чья продукция является синонимом того, что они делают. Люди покупают их, даже если они стоят дороже, чем некоторые из их конкурентов, потому что они знают, что получат лучший из имеющихся продуктов, и им вряд ли когда-либо придется покупать другой.
Weller, я бы сказал, одна из таких компаний.Есть другие паяльники, может быть, даже паяльники получше или дороже. Я бы сказал, что если вы купите Weller, то можете считать, что решили свои проблемы с пайкой, и, возможно, вам никогда не придется покупать другой утюг.
Проблема в том, что, учитывая мой недавний опыт, я не могу полностью отнести Веллера к этой категории. Они делают отличные утюги, которые служат вечно, и они делают подсказки для старых утюгов, но отсутствует такая важная и простая часть головоломки, как поддержание информации о совместимости, которая связывает их.Если бы я мог сесть перед боссом Веллера в его офисе в Германии, я бы посоветовал ему исправить эту ситуацию. Это не должно быть сложной задачей, он мог бы просто дать удачливому летнему стажеру громкое имя в своем резюме, усадив его с электронной таблицей, большой коробкой чаевых и старыми утюгами. Если он так поступит, то наверняка получит выгоду, поскольку седые старые инженеры с утюгами, которым уже несколько десятков лет, превозносят достоинства своей вновь обретенной поддержки молодым покупателям без железа.
Итак, если вы ищете паяльник, я могу искренне рекомендовать Weller Magnastat как тот, который прослужит вам всю жизнь.У меня есть, как и у других бесчисленных инженеров. Я бы купил еще один, не задумываясь, они настолько хороши. Если ваша насадка Magnastat в конечном итоге выйдет из строя, вам не нужно беспокоиться о том, будет ли доступна новая, хотя определение того, какая из них подходит вашему утюгу, на данный момент может быть сложной задачей. Пусть это вас не смущает, вы не единственный, кто столкнулся с этой проблемой.
Лучшие паяльники для витражей — Руководство покупателя 2020
Многие художники по витражам держат в руках три разных утюга, от легких до тяжелых.Для легких проектов я рекомендую Hakko FX601 как лучший паяльник для витражей для легких работ и ремонта. Для работы средней мощности паяльник Weller W100PG 100w справится практически с чем угодно и считается лучшим паяльником для работы с витражами, если вы только приобретете его. Для любой тяжелой работы American Beauty Heavy Duty 200w — настоящая рабочая лошадка и чрезвычайно надежная.
Витражи, а также другие художественные материалы из цветного стекла датируются VII веком.Сотни кусочков цветного стекла и свинца были обнаружены в окнах монастыря Святого Петра. Тогда инструменты, очевидно, были разными, но применимы те же принципы: можно построить мозаику из кусочков стекла и удерживать ее вместе, спаяя кусочки свинцом.
Впервые я познакомился с витражами в детстве. Моя двоюродная сестра — профессиональный художник по витражам, и моя мама помогала некоторым, также выполняя свои собственные проекты в качестве хобби. У меня есть яркие воспоминания о том, как они оба парили над крохотными замысловатыми узорами цветной стеклянной мозаики, кончики пальцев были темными от свинца, дым поднимался, когда они соединяли каждую деталь вместе.
В процессе создания прекрасного произведения искусства из цветного стекла используется множество инструментов и аксессуаров для витражей. От паяльников для витражей до припоя, используемого для изготовления витражей, я кратко коснусь этих предметов, но сегодня мы говорим о лучшем паяльнике для витражей, кроме него. С годами я узнал, почему атрибуты паяльника важны для нанесения припоя для цветного стекла, наблюдая за своей семьей и спрашивая их об этом.
Их информация была очень информативной, когда я выбирал свой собственный набор витражных паяльников.Независимо от того, являетесь ли вы начинающим или опытным художником, я составил список лучших паяльников для витражей!
После резки стекла и шлифовки до гладкости вам необходимо собрать его с припоем. Основное назначение паяльника — подавать концентрированное тепло на среду и припаять для соединения двух частей среды. Независимо от того, является ли среда, которую вы склеиваете, свинец, медь или латунь, они требуют источника тепла, но, например, для латуни иногда может потребоваться прочный утюг.Я быстро перейду к важным атрибутам и деталям, чтобы вы могли выбрать, что лучше всего подойдет вам, чтобы начать создавать свои собственные красивые изделия.
Паяльник для витражей: как они должны работать
- WATTS : Мощность паяльника является показателем его мощности. Однако это не показатель производительности, и больше мощности не всегда означает лучше. Это один из аспектов того, как быстро утюг нагреется до температуры, но на удержание и восстановление тепла также влияют другие компоненты.
Самая распространенная мощность паяльника для витражей составляет от 65 до 300 Вт. Низкая мощность составляет 65 Вт, средний или универсальный диапазон мощности составляет около 100-150 Вт. Тяжелый режим составляет 200 Вт и более.
- ЭЛЕМЕНТ : В паяльниках используются два типа элементов: элемент из нихромовой проволоки и керамический элемент. Элемент из нихромовой проволоки — это резистивный провод, который проводит тепло через электрическое сопротивление. Керамический элемент нагревается по тому же принципу, но имеет другие характеристики.
Паяльник American Beauty с проволочным элементом.
Нихромовые элементы , используемые в паяльниках, обычно больше и нагревают металлический корпус большего размера. Это более крупное тело проводит тепло к наконечнику. Большой корпус означает, что утюг с нихромом может накапливать больше тепла, а температура наконечника будет падать медленнее. С практической точки зрения, этот стиль должен обеспечивать более продолжительное тепло, теоретически позволяющее более продолжительное использование.
Паяльник Hakko с керамическим элементом.
Керамические элементы , используемые в паяльниках, обычно меньше по размеру и нагревают керамический корпус намного ближе к наконечнику. Керамический корпус передает тепло наконечнику. Это приводит к гораздо более быстрому нагреву, но менее устойчивому нагреву. Слишком большая потеря тепла снизит способность со временем разжижать припой при постоянной подаче. Опять же, теоретически, но не всегда на практике.
Вы, наверное, задаетесь вопросом, что лучше, но это вопрос с подвохом.Для небольших устройств и от легкого до среднего использования разница не должна влиять на большинство людей. Это становится больше делом предпочтений, но опять же, примите во внимание тип пайки, который вы будете делать; длинные непрерывные работы, требующие постоянного тепла, как у проволочного элемента, или короткие и быстрые шарики, с которыми керамические элементы хорошо справляются. Тем не менее, для более крупных тяжелых работ вам почти всегда будут нужны более крупные блоки проволочных элементов, поскольку для нагрева более крупных деталей потребуется такая увеличенная мощность. - РЕГУЛЯТОР ТЕМПЕРАТУРЫ : Хотя эти устройства продаются как терморегуляторы, на самом деле они регулируют только мощность, подаваемую на элемент. Обычно температура на наконечнике постоянно меняется, что не очень хорошо во время работы.
Паяльники: о чем еще стоит подумать
- ТИП / СТИЛЬ : Паяльники с ручкой доступны в двух различных стилях или конфигурациях. Стиль карандаша, который должен быть довольно очевидным, представляет собой прямую единицу от ручки до кончика.Топорик изгибается под углом до 90 градусов в месте пересечения ручки и элемента, что придает устройству L-образную форму. При этом центр тяжести перемещается ближе к руке, обеспечивая эргономичность и рабочий угол.
- СОВЕТЫ : Есть много разных насадок для утюгов. Есть долото, угловое долото, коническое и острие. Все они доступны в различных размерах. Наконечник стамески наиболее часто используется для пайки витражей.
- ПРИНАДЛЕЖНОСТИ : При покупке паяльника для работы с витражами хорошо иметь под рукой несколько принадлежностей.Чистящая губка или латунная спираль необходимы, чтобы держать насадки в чистоте. Подставка для утюга также необходима, чтобы обеспечить доступ к ней и защитить горячие части от случайных ожогов.
Лучший паяльник для витражей — 5 лучших обзоров
«Лучший паяльник для витражей»
Паяльники Weller хорошо известны в мире витражей не зря. Они широко используются, поскольку в последние годы они надежны и могут использоваться в самых разных целях, что делает их идеальным паяльником для работы с витражами.Элемент с нихромовой намоткой обеспечивает достаточную теплоемкость для большинства проектов и может выдерживать достаточно тепла при длительных пробегах, чтобы припой оставался текучим.
Элементы с проволочной обмоткой обычно нагреваются дольше, чем керамические, но этот паяльник Weller 100 Вт обладает достаточной мощностью, и вам не придется долго ждать, пока он нагреется. Еще одна замечательная вещь — W100PG имеет регулировку температуры, поэтому вы можете быть уверены, что он расплавит припой, но свинец не использовался в витражах.
Наконечники взаимозаменяемы и легко заменяются, что отлично подходит для тех, кто переключается между наконечниками. Weller W10PG также хорошо сбалансирован в руке и не кажется громоздким или слишком тяжелым после долгих разминок.
Если вы только начинаете заниматься витражом или профессионально, вы просто не сможете превзойти Weller W100PG. Нечасто можно найти продукты, которые долговечны и по цене, которую можно считать дешевым паяльником для витражей.Соедините его с отличной паяльной станцией, и вы не будете разочарованы.
«Лучший паяльник для витражей с керамическим элементом и переменной температурой»
Hakko FX601 — это паяльник с керамическим элементом, который отлично подходит для двух задач. Он очень легкий, поскольку в нем отсутствует крупный металлический элемент, и он очень быстро нагревается. Это лучший вариант для витражных паяльников Hakko, потому что он обладает достаточной мощностью, чтобы быстро нагреть наконечник до температуры, если он слишком сильно остынет, но он не станет слишком горячим, чтобы расплавить свинец.
У этого паяльника всего 67 Вт, но он вполне сопоставим со 100-ваттным паяльником, в котором вместо керамического элемента используется проволочный элемент. В то время как паяльники с регулируемой температурой обычно не поддерживают постоянную температуру, FX601 поддерживает диапазон + -10 градусов и на самом деле не является проблемой. Рекуперация тепла также происходит очень быстро, что отлично, если вы часто чистите насадку.
Это действительно лучший паяльник для небольших и средних витражей, хотя он действительно может справиться с большинством вещей.Просто имейте в виду, что для более крупных проектов, для которых могут потребоваться большие бассейны припоя и более крупная рама, во время длительной пайки вы можете потерять тепло.
Если вам нужен паяльник, который быстро нагревается или легкий, то это именно тот. Если у вас возникли проблемы с выбором между Weller 100 Вт и Hakko, все сводится к предпочтениям. У каждого есть равный компромисс: один нагревается быстрее, а другой дольше удерживает тепло, что опять же, подумайте о том, как вы используете паяльники для своих проектов витражей.