Припой для пайки медных труб: твердый припой, флюс, горелка
Присоединить разнообразные жесткие изделия можно с помощью процесса припаивания, который сопровождается сложными процессами с химической и физической точки зрения. В наши дни владельцы домов и квартир монтируют в своих жилищах трубы в основном из медного или алюминиевого материала (см. Алюминиевая труба). При этом часто появляется необходимость не только правильно установить медные элементы трубных систем, но и качественно их отремонтировать. Для этого обязательно придется приобрести специальный инструмент, оснащение и материалы. Неотъемлемой деталью при паянии труб из меди является припой, при подборе которого необходимо учесть ряд важных замечаний.
Как подбирать припой?
При паянии медных изделий применяются как мягкие, так и твердые виды припоев. В случае использования мягкого припоя для соединения труб из меди необходимо достичь температуры в пределах 4250С. При припаивании посредством твердых видов припоя следует добиться рабочей температуры для паяния до 460-5600С. В этих случаях используется газовая горелка.
В этих случаях используется газовая горелка.
Вариант тиноля определяется в зависимости от процентного содержания меди и других элементов в составе сплава. В случае наличия в сплаве такого элемента, как серебро, тиноль считается серебряным. Следует знать, что при увеличении в составе тиноля процентного содержания серебра уменьшается его температура плавления и улучшается обтекание участка припаивания и смачиваемость.
Увеличить качество присоединения труб из меди можно при использовании припоев медно-фосфорного типа, но при этом у них возрастет температура плавки и снизится смачиваемость, по сравнению с серебряными тинолями.
В процессе припаивания медных деталей посредством припоя медно-фосфорного типа использовать флюс нет необходимости. При обычном присоединении медных изделий между собой, а также меди с бронзовыми элементами обязательно используется флюс. Микрозазор при употреблении серебряных тинолей должен находиться в пределах 0-0,15 мм, а в случае применения припоев медно-фосфорного типа – 0,025-0,15 мм.
Медно-фосфорный тип припоя
Трехкомпонентные припои медно-фосфорного типа с процентным содержанием серебра до 15% применяются при воздействии высокой температуры в основном в холодильном производстве при использовании газа.
Специальные характеристики
Тиноли медно-фосфорного типа имеют невысокую температуру плавления. Такой тип материала значительно текуч в процессе работы с металлическими изделиями различного состава с содержанием меди. Положительным моментом данного случая является отсутствие необходимости в использовании флюса при работе с таким припоем, так как фосфор уже в нем находится.
Образовавшиеся швы при паянии таким способом получаются надежными и качественными. Такие прочные соединения требуются при использовании установок в холодильной промышленности. Холодильные установки работают с присоединениями, которые подвергаются небольшим вибрационным влияниям. При этом высокое содержание серебра в припое делает материал достаточно пластичным.
В процессе паяния арматурных деталей следует охлаждать нетермостойкие части для исключения перегревов. При присоединении металлических деталей необходимо обязательно применять продувку таким веществом, как сухой азот посредством специальной установки. Это необходимо выполнять с целью исключения образования окалины на оборудовании. Вещества медно-фосфорного состава не применяются при работе со стальными деталями, из-за появления рассыпчатой пленки из фосфитов на созданном шве.
При присоединении металлических деталей необходимо обязательно применять продувку таким веществом, как сухой азот посредством специальной установки. Это необходимо выполнять с целью исключения образования окалины на оборудовании. Вещества медно-фосфорного состава не применяются при работе со стальными деталями, из-за появления рассыпчатой пленки из фосфитов на созданном шве.
Виды медно-фосфорных припоев существуют такие:
- Тип 102. Трехкомпонентный материал медно-фосфорного типа с процентным содержанием серебра в пределах 2%. Такой сплав является достаточно недорогим, имеет среднее растекание. Представляется возможным применять при установке холодильного оборудования при соединении деталей, на которые не действует вибрационная сила. При этом необходимо приобрести паяльник или газовую горелку;
- Тип 105. Трехкомпонентный материал медно-фосфорного типа с процентным содержанием серебра в пределах 5%. Такой материал имеет пластичность и медленное растекание, благодаря чему появляется возможность заполнять большие зазоры.
 Важно отметить, что присоединение медных деталей таким способом образовавшийся паяный шов сможет перенести небольшое вибрационное воздействие и мелкие удары. Рекомендуется применять для присоединения медных изделий, а также сплавов с ней в холодильных системах;
Важно отметить, что присоединение медных деталей таким способом образовавшийся паяный шов сможет перенести небольшое вибрационное воздействие и мелкие удары. Рекомендуется применять для присоединения медных изделий, а также сплавов с ней в холодильных системах; - Тип 115. Трехкомпонентный материал медно-фосфорного вида с процентным содержанием серебра в пределах 15%. В результате высокого процентного содержание серебра изделие имеет высокую степень пластичности. Такой способ рекомендуется использовать для присоединения медных деталей, сплавов с ней. Образованный шов после паяния способен переносить средние удары и вибрационные явления в период меняющихся тепловых режимов. Популярно используется такой метод при соединении холодильных систем, в которых применяется специальный газ.
 Важно отметить, что присоединение медных деталей таким способом образовавшийся паяный шов сможет перенести небольшое вибрационное воздействие и мелкие удары. Рекомендуется применять для присоединения медных изделий, а также сплавов с ней в холодильных системах;
Важно отметить, что присоединение медных деталей таким способом образовавшийся паяный шов сможет перенести небольшое вибрационное воздействие и мелкие удары. Рекомендуется применять для присоединения медных изделий, а также сплавов с ней в холодильных системах;Припои из серебра
Такие серебряные «инструменты» с высоким процентным содержанием серебра до 55 % при высокотемпературных процессах в сфере пищевой промышленности с применением холодильного оборудования.
Специфика тинолей из серебра
Невысокая температура плавления, относительно хорошее смачивание материала при паянии являются главными достоинствами припоев из серебра. Такой материал достаточно хорошо заполняет зазоры между стыкуемыми деталями, при этом создаются плотные и вакуумные швы.
Такие паяные швы требуются для монтажа и изготовления холодильных установок. Данный тиноль имеет более низкую температуру растекания по сравнению с остальными материалами припоя. Настоящий вариант позволяет применять данный припой в период обработки арматурных частей системы.
Виды серебряных тинолей существуют такие:
- Тип 1530. Четырехкомпонентное вещество с процентным содержанием серебра в пределах 30%. Достаточно недорогое, имеет среднее растекание по отделываемой поверхности, достаточно хорошо заполняет зазоры. Используется в различных устанавливаемых системах кроме пищевого оборудования из-за наличия вредного кадмия;
- Тип 530Sn. Четырехкомпонентный материал с процентным содержанием серебра до 30%. Имеет высокую температуру плавки, которая достигается посредством газовой горелки. При этом создается отличный паяный шов при любом расположении детали. Стоит отметить, что это еще не все положительные моменты;
- Тип 538Sn. Четырехкомпонентный материал с процентным содержанием серебра до 38%.
 Четырехкомпонентный материал с процентным содержанием серебра до 30%. Имеет высокую температуру плавки, которая достигается посредством газовой горелки. При этом создается отличный паяный шов при любом расположении детали. Стоит отметить, что это еще не все положительные моменты;
Четырехкомпонентный материал с процентным содержанием серебра до 30%. Имеет высокую температуру плавки, которая достигается посредством газовой горелки. При этом создается отличный паяный шов при любом расположении детали. Стоит отметить, что это еще не все положительные моменты;Припаивание изделий твердым тинолем
В настоящее время существует такой способ соединения металлов, как применение твердого припоя, который замечательно подходит для создания капиллярной и щелевой пайки, присоединения труб из меди для подачи воды, установки газопроводов и холодильного оборудования. Такой способ позволяет формировать надежное и качественное соединение в период работы с присоединяемыми материалами.
С целью присоединения труб из меди иногда применяется специальная паста, газ и другие вспомогательные инструменты и оснащение. Для надежного и безопасного припаивания необходимо изучить соответствующие инструкции по технологии пайки и технике безопасности.
Как припаивать трубы?
С целью присоединения металлических заготовок собственными руками необходимо приобрести специальный инструмент, оснащение и материалы.
Для осуществления припаивания понадобится следующий инструмент:
1. Труборез.
2. Газовая горелка.
3. Шерсть металлическая.
4. Припой бессвинцовый.
5. Флюс.
Процесс паяния такой:
- Очистить участок присоединяемой детали и нанести порцию флюса;
- Надеть очищенный фитинг вручную, применяя специальный инструмент;
- Применяя газовую горелку, разогреть присоединяемый участок меди до заметного изменения ее цвета;
- Далее, использовать припой.
Припаивание медных заготовок – труб, разнообразных деталей, является сложным процессом, который под силу знающим и способным мастерам.
Пайка медно-фосфористыми припоями
Для пайки меди и латуней широкое распространение получили медно-фосфористые припои. Основой этих припоев служит сплав меди с фосфором, определяющий их специфические свойства, так же в их состав вводят серебро, олово и др. , например ПСрФ-15-5 и МФОЦ-7-3-2. Они используются для пайки трубок холодильных агрегатов, токоведущих жил в электротехнике. В пользу пайки медно-фосфористыми припоями говорит:
, например ПСрФ-15-5 и МФОЦ-7-3-2. Они используются для пайки трубок холодильных агрегатов, токоведущих жил в электротехнике. В пользу пайки медно-фосфористыми припоями говорит:
- их сравнительная дешевизна и доступность (по сравнению с безфосфорными серебросодержащими припоями, основанными на сплаве медь-серебро-цинк и медь-серебро-цинк-кадмий, например ПСр-45 и ПСр-40 соответственно)
- достаточно низкая температура пайки (позволяющая паять латунь)
- эффект самофлюсования, основанный на том, что входящий в состав припоя фосфор, окисляясь на воздухе при пайке, образует флюсующее вещество, позволяющее паять медь.
В то же время, пайка медно-фосфористыми припоями имеет ряд особенностей. Как правило, при пайке меди этим припоем используют воздушно-газовую горелку, нагрев ведут восстановительной частью пламени (пайка газовым пламенем). После прогрева в место пайки вводят пруток припоя, оплавляясь, пруток смачивает поверхность меди в местах соприкосновения. Растекаемость припоя становится заметной и увеличивается при увеличении нагрева, но при этом припой «вскипает» становится пористым из-за испарения фосфора. Поэтому пайку желательно вести на грани плавления припоя.
Растекаемость припоя становится заметной и увеличивается при увеличении нагрева, но при этом припой «вскипает» становится пористым из-за испарения фосфора. Поэтому пайку желательно вести на грани плавления припоя.
Для уменьшения температуры пайки, которое позволит избежать «вскипания» припоя, можно использовать флюсы ПВ209Х или ПВ284Х. Флюс существенно увеличит растекаемость припоя и уменьшит пористость паяного соединения, а значит, улучшит качество пайки. Расход флюса для пайки медно-фосфористыми припоями, существенно меньше, чем при пайке припоями на основе сплавов серебра.
Набор расходных материалов для пайки деталей из меди и её сплавов.
Видео пайки с флюсом ПВ284Х
Внимание! Пайка сталей припоями с содержанием фосфора даёт соединения с нулевой ударной прочностью. Это происходит из-за образования на поверхности стали хрупких соединений железа с фосфором.
Припой серебряный
Медно-фосфорные припои — представляют собой сплав на основе меди с включением фосфора. Состав таких видов припоев выглядит приблизительно следующим образом: медь от 80% до 94%, фосфор от 4 до 9%. Кроме того в состав медно-фосфорных припоев могут входить цинк Zn и олово Sn, их добавки способствуют снижению температуры плавления до 650°C, тогда как температура плавления припоев без добавок олова и цинка колеблется в пределах 700-850°C. Чем выше содержание фосфора, тем ниже конечная температура плавления припоя. Так же существуют припои с добавлением олова и циркония, такие припои имеют сниженную температуру плавления, очень хорошую текучесть, устойчивость к агрессивным средам, к недостаткам можно отнести потерю эластичности шва при низких температурах. При пайке медь-медь медно-фосфорные припои не требуют применения флюса и обладают хорошей текучестью, при пайке медь – медный сплав, желательно применение флюса, рекомендованного производителем. Соединение, выполненное медно-фосфорным припоем, обладает высокой прочностью, но не очень хорошо выдерживает вибрационные и деформационные нагрузки.
Состав таких видов припоев выглядит приблизительно следующим образом: медь от 80% до 94%, фосфор от 4 до 9%. Кроме того в состав медно-фосфорных припоев могут входить цинк Zn и олово Sn, их добавки способствуют снижению температуры плавления до 650°C, тогда как температура плавления припоев без добавок олова и цинка колеблется в пределах 700-850°C. Чем выше содержание фосфора, тем ниже конечная температура плавления припоя. Так же существуют припои с добавлением олова и циркония, такие припои имеют сниженную температуру плавления, очень хорошую текучесть, устойчивость к агрессивным средам, к недостаткам можно отнести потерю эластичности шва при низких температурах. При пайке медь-медь медно-фосфорные припои не требуют применения флюса и обладают хорошей текучестью, при пайке медь – медный сплав, желательно применение флюса, рекомендованного производителем. Соединение, выполненное медно-фосфорным припоем, обладает высокой прочностью, но не очень хорошо выдерживает вибрационные и деформационные нагрузки.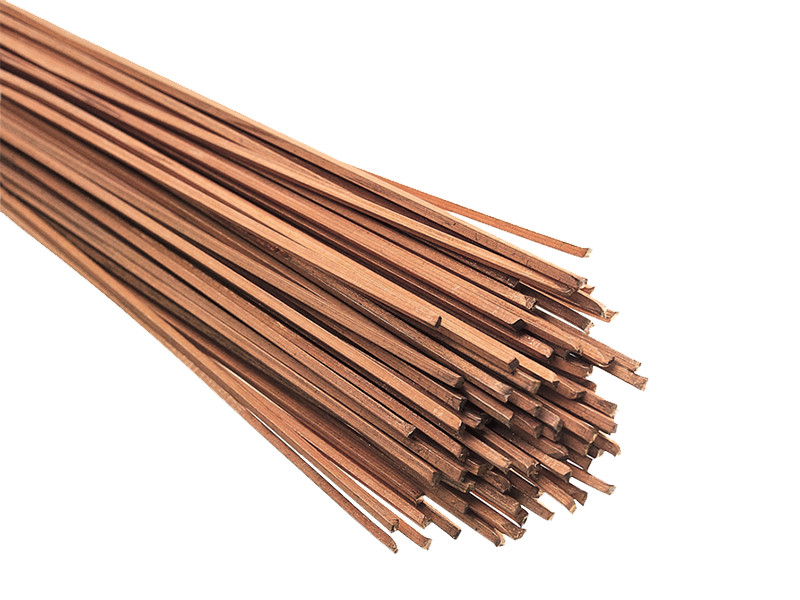 Преимущество медно-фосфорных припоев это их невысокая стоимость по сравнению с серебряными припоями. Хорошо подходят для пайки медных слабонагруженных трубопроводов.
Преимущество медно-фосфорных припоев это их невысокая стоимость по сравнению с серебряными припоями. Хорошо подходят для пайки медных слабонагруженных трубопроводов.
Серебряные припои — под ними подразумевают сплавы с содержанием серебра. Условно можно выделить две группы серебряных припоев: серебряно-медно-фосфорный, и серебряно-медный.
Серебряно-медно-фосфорный сплав на основе серебра и меди с включением фосфора. Содержание серебра в таких припоях, как правило, от 0,5 до 20%. Они обладают всеми положительными качествами медно-фосфорных припоев, а добавка серебра снижает температуру плавления, увеличивает электропроводность соединения, способно придать соединению устойчивость к вибрациям и некоторую эластичность соединению. Чем выше содержание серебра, тем более эластичное паяное соединение. Для пайки медь – медь и медь – медный сплав такие припои могут использоваться без флюса.
Серебряно–медный сплав на основе серебра и меди. Содержание серебра от 0,5 до 80%, остальное в основном медь, но возможны добавки олова, цинка, свинца, циркония и других элементов. Припоями на основе серебра можно спаивать изделия из различных металлов, в том числе их разнообразные сочетания, такие как: медь-сталь, латунь-сталь, титановые сплавы и нержавеющие стали и другие. В зависимости от содержания серебра и других добавок, припои имеют различные свойства. Для пайки медных трубопроводов достаточно применять припои с содержанием серебра не более 20% массы припоя. Для соединения трубопроводов с различными элементами холодильного оборудования, у которых соединительные патрубки выполнены из стали, желательно применять припой с содержанием серебра более 25%. Соединение выполненное припоем с высоким содержанием серебра, помимо высокой прочности, имеют способность выдерживать длительные вибрационные и динамические нагрузки. Основным недостатком серебряных припоев является их высокая стоимость.
Припоями на основе серебра можно спаивать изделия из различных металлов, в том числе их разнообразные сочетания, такие как: медь-сталь, латунь-сталь, титановые сплавы и нержавеющие стали и другие. В зависимости от содержания серебра и других добавок, припои имеют различные свойства. Для пайки медных трубопроводов достаточно применять припои с содержанием серебра не более 20% массы припоя. Для соединения трубопроводов с различными элементами холодильного оборудования, у которых соединительные патрубки выполнены из стали, желательно применять припой с содержанием серебра более 25%. Соединение выполненное припоем с высоким содержанием серебра, помимо высокой прочности, имеют способность выдерживать длительные вибрационные и динамические нагрузки. Основным недостатком серебряных припоев является их высокая стоимость.
Наиболее распространенная фасовка припоев – это прутки круглого квадратного или прямоугольного сечения, длиной 30 -50 сантиметров, в картонных коробках по одному килограмму. Кроме того прутки могут быть покрыты слоем флюса или содержать флюс внутри прутка, в таких случаях масса припоя указывается вместе с флюсом.
Кроме того прутки могут быть покрыты слоем флюса или содержать флюс внутри прутка, в таких случаях масса припоя указывается вместе с флюсом.
В нашем магазине представлены серебряные и медно-фосфорные припои известных производителей Saldflux, Felder, Rothenberger. Ассортимент продаваемых припоев, способен удовлетворить все возможные потребности при монтаже и ремонте холодильных систем и систем кондиционирования.
Медно фосфорный припой для пайки меди
Рис. 1. Припой для пайки медных труб: а — твердый, б — мягкий
Пайка труб может осуществляться мягким и твердым припоем. Соединение металлов при пайке мягким припоем происходит при температуре 425 °С, твердым — 460–560 °С. Тип припоя определяется соотношением меди и других металлов в его составе. При наличии в составе припоя серебра его называют серебряным. Чем больше содержание серебра, тем ниже температура плавления припоя, лучше смачиваемость припоя и его обтекание места пайки. Хорошее качество пайки получается при применении медно-фосфорных припоев, но температура плавления их выше, а смачиваемость хуже серебряных. При пайке медь–медь медно–фосфорным припоем флюс не применяется. Для пайки медь–латунь, медь–бронза применяется флюс (например, F-SHI). Капиллярный зазор при использовании серебряных припоев должен быть 0,05–0,15 мм, при медно-фосфорных — 0,025–0,15 мм.
При пайке медь–медь медно–фосфорным припоем флюс не применяется. Для пайки медь–латунь, медь–бронза применяется флюс (например, F-SHI). Капиллярный зазор при использовании серебряных припоев должен быть 0,05–0,15 мм, при медно-фосфорных — 0,025–0,15 мм.
Таблица 1. Характеристика припоев фирмы Rothenberger (Германия)
Медно-фосфорные и серебрянные припои
Медно-фосфорные припои
Трехкомпонентные медно-фосфорные припои с содержанием серебра до 15 % предназначены для высокотемпературной пайки в холодильной промышленности.
Особенности. Медно-фосфорные припои имеют сравнительно небольшую температуру плавления, обладают хорошей текучестью при пайке меди и некоторых ее сплавов. Из-за присутствия в составе припоя фосфора не требуется применения флюса. Паяные швы отличаются значительной прочностью и удовлетворительной коррозионной стойкостью.
Припои этого класса широко используются при монтаже холодильного оборудования для соединений, испытывающих незначительные вибрационные и ударные нагрузки, причем с увеличением содержания серебра пластичность увеличивается. При пайке элементов арматуры с нетермостойкими элементами ( ТРВ , вентили, смотровые стекла) требуется охлаждение последних для предотвращения недопустимого перегрева.
При пайке элементов арматуры с нетермостойкими элементами ( ТРВ , вентили, смотровые стекла) требуется охлаждение последних для предотвращения недопустимого перегрева.
В процессе пайки для защиты от образования окалины рекомендуется продувка сухим азотом. Медно-фосфорные припои не применяются для пайки сталей из-за образования хрупкой пленки фосфитов по границе шва, что может привести к нарушению герметичности соединения.
Таблица 2. Основные характеристики медно-фосфорных припоев
Припой 102. Трехкомпонентный медно-фосфорный припой с содержанием серебра 2 %.
Экономичен, имеет среднее растекание. Рекомендуется использовать при монтаже холодильных систем для пайки меди и ее сплавов в соединениях, не испытывающих больших вибрационных и ударных нагрузок.
Припой 105. Трехкомпонентный медно-фосфорный припой с содержанием серебра 5 %.
Пластичен, обладает медленным растеканием, поэтому способен заполнять большие зазоры. Паяный шов выдерживает небольшие вибрационные и ударные нагрузки. Рекомендуется для пайки меди и ее сплавов в изделиях холодильной техники.
Рекомендуется для пайки меди и ее сплавов в изделиях холодильной техники.
Припой 115. Трехкомпонентный медно-фосфорный припой с содержанием серебра 15 %. Наиболее пластичен из-за высокого содержания серебра и пониженного содержания фосфора. Рекомендуется для пайки соединений меди и ее сплавов. Паяный шов выдерживает умеренные вибрационные и ударные нагрузки при термических циклах. Наиболее распространен при пайке холодильных установок.
Серебряные припои
Четырехкомпонентные припои с содержанием серебра до 55 % предназначены для высокотемпературной пайки в холодильной и пищевой промышленности.
Особенности. Серебряные припои имеют низкую температуру плавления и хорошо смачивают соединяемые поверхности. Они прекрасно заполняют зазоры соединений и дают прочные вакуумно-плотные швы, обладающие высокой прочностью и пластичностью, способные выдерживать значительные вибрационные и ударные нагрузки в большом диапазоне рабочих температур.
Припои этого класса широко применяются при изготовлении и монтаже холодильного оборудования, особенно при пайке соединений, испытывающих значительные вибрационные нагрузки (например, припайке трубопроводов к компрессору).
Более низкая температура растекания по сравнению с медно-фосфорными припоями делает их предпочтительными для пайки арматуры ( ТРВ , смотровых стекол, вентилей). Кроме того, снижается вероятность образования окалины. Используются с флюсом » Superflux » или аналогичным флюсом.
В изделиях пищевой промышленности разрешается применять только безкадмиевые припои.
Таблица 3. Основные характеристики серебряных припоев
Припой 1530. Четырехкомпонентный припой с содержанием серебра 30 %.
Экономичен. Имеет среднее растекание. Хорошо заполняет большие зазоры без перегрева соединения. Припой применяется во всех изделиях за исключением изделий пищевой промышленности из-за содержащегося в нем кадмия.
Внимание! Пайку производить в хорошо проветриваемом помещении с соблюдением всех мер предосторожности.
Припой 530 Sn. Четырехкомпонентный припой с содержанием серебра 30 %.
Имеет более высокую температуру плавления, чем припой 1530 и обладает при этом средним растеканием. Хорошо формирует паяный шов в любом пространственном положении.
Хорошо формирует паяный шов в любом пространственном положении.
Припой 538 Sn. Четырехкомпонентный припой с содержанием серебра 38 %.
Обладает быстрым растеканием, что позволяет получать вакуумноплотные швы при значительных монтажных зазорах.
Припой 540 Sn. Четырехкомпонентный припой с содержанием серебра 40 %.
Имеет большой интервал плавления и обладает хорошим растеканием. Рекомендуется для пайки меди, стали в любых сочетаниях для соединений, испытывающих значительные вибрационные и ударные нагрузки.
Припой 545 Sn. Четырехкомпонентный припой с содержанием серебра 45 %.
Обладает очень быстрым растеканием и имеет низкую температуру плавления, поэтому рекомендуется для пайки элементов автоматики, боящихся перегрева ( ТРВ , соленоиды, вентили).
Припой 555 Sn. Четырехкомпонентный припой с содержанием серебра 55 %.
Ему свойственна самая высокая текучесть. Паяные швы обладают максимальной прочностью, коррозионной стойкостью, а также высокой пластичностью и способны выдерживать значительные вибрационные нагрузки в большом диапазоне температур. Рекомендуется для пайки арматуры, содержащей нетермостойкие элементы.
Рекомендуется для пайки арматуры, содержащей нетермостойкие элементы.
Для пайки применяются нагреватели (горелки), работающие на смеси газов: пропан–бутан–воздух, пропан–бутан–кислород, ацетилен–воздух, ацетилен–кислород (рис.2).
Рис. 2. Нагреватели для пайки труб: а — пропан–воздух; б — пропан–кислород; в — электрический
Используются также резистивные электрические нагреватели.
Правильный подбор нагревателя и правильная установка пламени позволяют избежать перегрева материала. Пламя горелки должно быть гладким, с четким голубым свечением ядра. В первой фазе нагрева расстояние между наконечником горелки и нагреваемой поверхностью должно быть равно длине конуса пламени. Горелку держат в таком положении до достижения температуры трубы около 650 °С (красный цвет). Затем увеличивают расстояние от наконечника горелки до места пайки примерно в два раза.
Для уменьшения потерь тепла, особенно при использовании пропановой горелки, применяют отражатели (рис. 3, б).
Рис. 3. Разогрев трубы перед пайкой: а — пропан-кислородная горелка; б — пропановая горелка
При пайке необходимо создать внутри трубы среду нейтрального газа, что исключит образование окалины внутри трубы. При работе холодильной машины окись меди, флюс, остатки припоя могут забить капиллярные трубки и четырехходовой клапан. Чаще всего в качестве инертного газа используют сухой азот.
Рис. 4. Пайка медных труб в среде инертного газа: 1 — редуктор с регулятором расхода газа; 2 — уплотнение резиновым шлангом; 3 — место пайки
При помощи резинового шланга соединяют фреоновую магистраль и баллон с азотом. Между трубопроводом и азотным баллоном устанавливают ротаметр или регулятор расхода газа (табл. 4).
Таблица 4 Технические характеристики регуляторов расхода газа
Редуктор азотного баллона устанавливают на минимально возможное давление азота (не более 0,2 бара). Ротаметром устанавливают скорость газа в трубе до 5 м/мин (расход 0,05 м3/ч). По окончании пайки необходимо пропускать азот по трубе до ее охлаждения (до температуры 35–45 °С).
Если при пайке используется флюс, припой нагревают и наносят флюс на разогретый конец прутка припоя путем погружения его во флюс. Медно-фосфорным припоем пайка производится без флюса.
При пайке близко расположенных соединений необходимо соблюдать определенную последовательность пайки, чтобы не расплавить предыдущий шов. На рис. 5 показана последовательность пайки тройника в зависимости от его положения в пространстве. При пайке элементов различной толщины прогрев начинают с более толстой детали. Стык трубопровода прогревают, вводят в зону пайки пруток припоя и производят пайку. После охлаждения паяного трубопровода до температуры окружающей среды закрывают подачу азота в трубопровод и протирают зону шва влажной ветошью. При необходимости прочищают металлической щеткой. Поверхность паяного шва должна быть гладкой, без наплывов припоя и усадочных раковин.
Рис. 5. Последовательность пайки тройника
Пайка электрическим резистивным нагревателем (рис. 2, в) осуществляется путем пропускания электрического тока через место спая. Место спая зажимается угольными электродами и при прохождении электрического тока на структуре уголь–медь–уголь падает большое напряжение, благодаря чему медь разогревается.
Место спая зажимается угольными электродами и при прохождении электрического тока на структуре уголь–медь–уголь падает большое напряжение, благодаря чему медь разогревается.
Преимуществом этого метода является возможность плавного увеличения тока, а, следовательно, и температуры. Однако увеличивать ток нужно очень медленно, иначе можно прожечь трубу.
Содержание:
Основным способом неразъемного соединения деталей из меди является пайка. Она осуществляется самыми разными способами. Различают высокотемпературную и низкотемпературную пайку, пайку с применением флюсов и бесфлюсовую. Важную роль в получении качественного соединения играют припои, которые выбираются в зависимости от метода пайки и сложности соединения. Например, при твердой пайке чаще всего применяется медно-фосфорный припой, который является самофлюсующимся.
Какие свойства имеет медно-фосфорный припой, где он применяется.
Основой медно-фосфорного припоя является медь, к которой в качестве добавки присоединяется фосфор. Такой припой прекрасно соединяет детали из меди, не требуя при этом очень высокой температуры нагрева изделия, так как плавится при температуре 700–850 градусов. Точная температура плавления зависит от конкретной формулы припоя. Например, соединение, в состав которого входит медь и фосфор в соотношении 91% : 9%, плавится при температуре 800 градусов. А если в состав припоя помимо меди и фосфора включено еще олово и небольшое содержание цинка (соотношение 89,5 (медь) : 6 (фосфор) : 4 (олово) : 0,5 (цинк) %), то плавление начинается при температуре 690 градусов С.
Такой припой прекрасно соединяет детали из меди, не требуя при этом очень высокой температуры нагрева изделия, так как плавится при температуре 700–850 градусов. Точная температура плавления зависит от конкретной формулы припоя. Например, соединение, в состав которого входит медь и фосфор в соотношении 91% : 9%, плавится при температуре 800 градусов. А если в состав припоя помимо меди и фосфора включено еще олово и небольшое содержание цинка (соотношение 89,5 (медь) : 6 (фосфор) : 4 (олово) : 0,5 (цинк) %), то плавление начинается при температуре 690 градусов С.
Наиболее распространенные марки медно-фосфорного припоя – ПМФ-7, ПМФ-9 и ПМФОЦр-6-4-0,03. В маркировке соединения цифра, следующая за аббревиатурой, указывающей на состав, обозначает процентное содержание фосфора. В припой марки ПМФОЦр входит также олово и цирконий, что и отмечено в его названии буквами О и Цр, а также цифрами, которые указывают на количество данных добавок (4 и 0,03%).
Основными характеристиками соединений для пайки данного типа, кроме не слишком большой температуры плавления, являются:
- значительная жидкотекучесть;
- хорошая
Припои и флюсы. Виды, характеристики, свойства припоев и флюсов.
 Виды, характеристики, свойства припоев и флюсов.
Виды, характеристики, свойства припоев и флюсов.Припои и флюсы
Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои.
К мягким относятся припои с температурой плавления до 400 °C и к твердым — выше 500 °C. Припои с температурами выше плавления чистого олова в интервале до 400 °C называются полутвердыми.
Мягкие и полутвердые припои имеют предел прочности при растяжении до 50—70 МПа и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин или аппаратов.
Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно обслуживаются, как правило, припоем той же марки и покрываются обычно канифолью (флюсом).
Оловянно-свинцовые припои выпускаются в виде слитков, прутков, проволоки, ленты и трубок, заполненных канифолью.
Твердые припои имеют предел прочности до 500 МПа и применяются в качестве припоев 1 категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку.
Твердая пайка осуществляется электроконтактным способом, графитовыми или медными электродами или с помощью дуговой сварки. Мелкие детали паяют
с помощью автогена. При электроконтактном способе припой укладывается заранее между соединяемыми деталями или вносится в соединение в процессе пайки. Сварка осуществляется без присадки металла путем сплавления концов соединяемых деталей.
Для электроконтактной пайки серебряными припоями в качестве флюса обычно служит бура. Пайка самофлюсующимися припоями, в состав которых входит фосфор, и сварка в защитной атмосфере осуществляются без применения флюса.
Припои с содержанием фосфора для пайки сталей и чугуна и соединений, подвергающихся ударам и вибрациям, из-за хрупкости паяного шва применять нельзя.
Таблица 1. Классификация и химический состав мягких и полутвердых припоев
Наименование припоя | Марка | Химический состав, % | ||||||
Олово | Сурьма | Кадмий | Медь | Свинец | Серебро | Индий | ||
Олово | О2 | 99,9 | — | — | — | — | — | — |
Бессурьмянистые | ПОС61 | 60—62 | — | — | — | Остальное | — | — |
ПОС40 | 39—41 | — | — | — | — | — | ||
ПОС10 | 9—10 | — | — | — | — | — | ||
ПОС61М | 60—62 | — | — | 1,5—2,0 | — | — | ||
ПОСК50-18 | 45—51 | — | 17—19 | — | — | — | ||
Малосурьмянистые | ПОССу61-0,5 | 60—62 | 0,2—0,5 | — | — | Остальное | — | — |
ПОССу40-0,5 | 39—41 | — | — | — | — | |||
ПОССу30-0,5 | 29—41 | — | — | — | — | |||
ПОССу18-0,5 | 17—18 | — | — | — | — | |||
Сурьмянистый | ПОССу95-5 | 94—96 | 4—5 | — | — | Остальное | — | — |
Серебрянные | ПСР3Кд | — | — | 96±1 | — | — | 3,5±0,5 | — |
ПСр2,5 | 5,5±0,5 | — | — | — | 92±1 | 2,5±0,3 | — | |
Индиевые | ПОСИ30 | 42 | — | — | — | 28 | — | 3 |
ПСр3И | — | — | — | — | — | 3 | 97 | |
Таблица 2. Физико-механические свойства мягких и полутвердых припоев
Физико-механические свойства мягких и полутвердых припоев
Марка припоя | Температура плавления, °C | Плотность, кг/м3 | Электрическая проводимость, % проводимости меди | Предел прочности при растяжении, МПа | Ориентировочная температура пайки, °C | |
Солидус | Ликвидус | |||||
О2 | 232 | 232 | 7310 | 13,9 | 25 | 280 |
ПОС61 | 183 | 190 | 8500 | 12,6 | 43 | 240 |
ПОС40 | 183 | 238 | 9300 | 11,1 | 38 | 290 |
ПОС10 | 268 | 299 | 10800 | 8,8 | 32 | 350 |
ПОС61М | 268 | 192 | 8500 | 12,8 | 45 | 240 |
ПОСК50-18 | 183 | 145 | 8800 | 13,2 | 40 | 185 |
ПОССу61-0,5 | 142 | 189 | 8500 | 12,6 | 45 | 240 |
ПОССу40-0,5 | 183 | 235 | 9300 | 10,4 | 40 | 285 |
ПОССу30-0,5 | 183 | 255 | 9700 | 9,8 | 36 | 306 |
ПОССу18-0,5 | 183 | 277 | 10200 | 8,9 | 36 | 325 |
ПОССу95-5 | 234 | 240 | 7300 | 12,1 | 40 | 290 |
ПСр3Кд | 300 | 325 | 8700 | 22,4 | 54 | 360 |
ПСр2,5 | 295 | 305 | 11000 | 8,8 | — | 355 |
ПОСИ30 | 117 | 200 | 8420 | — | — | 250 |
ПСр3И | 141 | 141 | 7360 | — | — | 190 |
Таблица 3. Преимущественные области применения мягких и полутвердых припоев
Преимущественные области применения мягких и полутвердых припоев
Марка припоя | Область применения |
О2 | Лужение и пайка коллекторов, якорных секций и обмоток электрических машин с изоляцией класса Н, лужение ответственных неподвижных контактов, в том числе содержащих цинк |
ПОС61; ПОССу61-0,5; ПОС61М | Горячее лужение и пайка меди и ее сплавов, серебра ковара, никеля и его сплавов. Пайка токоведущих частей электрических машин и аппаратов, работающих при температуре до 160 °C |
ПОС40; ПОССу40-0,5 | Горячее лужение и пайка меди и ее сплавов, сталей и различных металлов с покрытием оловом, серебром, никелем. Пайка бандажей коллекторов и якорных секций большинства типов электрических машин, а также приборов, соприкасающихся с морской водой |
ПОССу30-0,5 | Горячее лужение и пайка меди и ее сплавов, железа, углеродистых и нержавеющих сталей. |
ПОСК50-18 | Пайка деталей из меди и ее сплавов, чувствительных к перегреву, в том числе пайка алюминия, плакированного медью. Пайка керамики, стекла и пластиков, металлизированных оловом, серебром, никелем |
ПОС10; ПОССу18-0,5 | Лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле и других деталей менее ответственного назначения массового производства |
ПОССу95-5; ПСр3Кд | Горячее лужение и пайка коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин нагревостойкого исполнения и с повышенными частотами вращения; пайка трубопроводов и различных деталей электрооборудования |
ПОСИ30; ПСр3И | Пайка меди и ее сплавов и других металлов, неметаллических материалов и стекла с металлическими покрытиями. |
Примечание. Сурьмянистые припои не рекомендуется применять для пайки цинковых и оцинкованных деталей. | |
 Лужение и пайка проводов, кабелей, бандажей, различных деталей аппаратуры и приборов, работающих при температуре до 160 °C
Лужение и пайка проводов, кабелей, бандажей, различных деталей аппаратуры и приборов, работающих при температуре до 160 °C Пайка деталей радиоэлектронной аппаратуры. Обладают высокой жидкотекучестью и обеспечивают хорошее сцепление спаиваемых поверхностей
Пайка деталей радиоэлектронной аппаратуры. Обладают высокой жидкотекучестью и обеспечивают хорошее сцепление спаиваемых поверхностейТаблица 4. Мягкие припои (сплавы) с низкой температурой плавления
Наименование сплава | Химический состав, % | Температура плавления, °C | ||||||
Олово | Свинец | Кадмий | Висмут | Серебро | Индий | Солидус | Ликвидус | |
Вуда | 12—13 | 24,5—25,6 | 12—13 | 49—51 | — | — | 66 | 70 |
Розе | 24,5—25,5 | 24,5—25,6 | — | 49—51 | — | — | 90 | 92 |
Д’Арсе | 9,6 | 45,1 | — | 45,3 | — | — | — | 79 |
Липовица с индием | 11,8 | 22,2 | 8,5 | 42 | — | 15,5 | — | 48 |
Примечание. | ||||||||
 Применяются в радиосхемах с полупроводниковыми приборами и в схемах, где припой используется в качестве температурного предохранителя.
Применяются в радиосхемах с полупроводниковыми приборами и в схемах, где припой используется в качестве температурного предохранителя.Таблица 5. Химический состав и физико-механические свойства твердых серебряных и медно-фосфористых припоев
Марка припоя | Химический состав, % | Плотность, кг/м3 | Температура кристаллизации, °C | Предел прочности при растяжении, МПа | ||||
Серебро | Медь | Цинк | Фосфор | начало | конец | |||
ПСр72 | 72±0,5 | 28±0,5 | — | — | 9900 | 779 | 779 | — |
ПСр50 | 50±0,5 | 50±0,5 | — | — | 9300 | 850 | 779 | — |
ПСр45 | 45±0,5 | 30±0,5 | 25+1, –1,5 | — | 9100 | 660 | 725 | 300 |
ПСр25 | 25±0,3 | 40±1 | 35±2,5 | — | 8700 | 775 | 745 | 280 |
ПСр71 | 71±0,5 | 28±0,7 | — | 1±0,2 | 9800 | 795 | 750 | — |
ПСр25ф | 25±0,5 | 70±1 | — | 5±0,5 | 8500 | 710 | 650 | — |
ПСр15 | 15±0,5 | 80,2±1 | — | 4,8+0,2, –0,3 | 8300 | 810 | 635 | — |
ПМФ7 (МФ3) | — | Остальное | — | 7—8,5 | — | 860 | 710 | — |
Таблица 6. Некоторые медно-цинковые и медно-никелевые твердые припои
Некоторые медно-цинковые и медно-никелевые твердые припои
Марка припоя | Химический состав, % | Физические свойства | |||||||||
Медь | Никель | Железо | Кремний | Бор | Цинк | Олово | Температура кристаллизации, °C, + | Плотность, кг/м3 | Предел прочности при растяжении, МПа | ||
Солидус | Ликвидус | ||||||||||
Л63 | 62—65 | — | — | — | — | Остальное | — | 900 | 905 | 8500 | 310 |
ЛОК59-0,1-0,3 | 60,5—63,5 | — | — | 0,2—0,4 | — | Остальное | 0,7—1,1 | 890 | 905 | 8200 | — |
ПЖЛ500 | Остальное | 27—30 | 41,5 | 1,5—2 | 0,2 | — | — | 1080 | 1120 | 8630 | 600 |
Таблица 7. Серебряные припои с пониженной температурой плавления
Серебряные припои с пониженной температурой плавления
Марка припоя | Химический состав, % | Плотность, кг/м3 | Температура кристаллизации, °C | ||||||
Серебро | Медь | Цинк | Кадмий | Олово | Никель | начало | конец | ||
ПСр50Кд | 50±0,5 | 16±1 | 16±2 | 18±1 | — | — | 9300 | 650 | 635 |
ПСр40 | 40±1 | 16,7+0,7, –0,4 | 17+0,8, –0,4 | 26+0,5, –1 | — | 0,3±0,2 | 8400 | 605 | 595 |
ПСр62 | 62±0,5 | 28±1 | — | — | 10±1,5 | — | 9700 | 700 | 660 |
Таблица 8. Преимущественные области применения твердых припоев
Преимущественные области применения твердых припоев
Марка припоя | Область применения |
ПСр72; ПСр50 | Пайка металлокерамических контактов и различных ответственных токоведущих соединений, подвергающихся изгибающим и ударным нагрузкам |
ПСр45 | Пайка меди и ее сплавов, нержавеющих и конструкционных сталей. Пайка короткозамкнутых обмоток роторов и демпферных обмоток высоконагруженных электрических машин. Припой обеспечивает высокую плотность и прочность паяных швов |
ПСр25 | Пайка меди и ее сплавов, нержавеющих и конструкционных сталей, заменяет припой ПСр45 при выполнении менее ответственных соединений |
ПСр71 | Пайка деталей аналогично припою ПСр72, но где требуется большая жидкотекучесть |
ПСр25ф; ПСр15; ПМФ7 | Пайка меди и ее сплавов, в том числе различных токоведущих частей машин и аппаратов, не испытывающих ударных и изгибающих нагрузок |
Л63; ЛОК59-0,1-0,3 | Пайка меди и чугуна. |
ПЖЛ500 | Пайка соединений, работающих при температурах до 600 °C |
 Паяные соединения обладают высокой прочностью и хорошо работают в условиях ударных и изгибающих нагрузок
Паяные соединения обладают высокой прочностью и хорошо работают в условиях ударных и изгибающих нагрузокТаблица 9. Меднофосфорные
Марка припоя | Химический состав, % | Температура плавления, °C | |
Медь | Фосфор | ||
ПФМ-1 | 90—91,5 | 8,5—10 | 725—850 |
ПФМ-2 | 92,5 | 7,5 | 710—715 |
ПФМ-3 | 91,5—93 | 7—8,5 | 725—860 |
Примечание. Для медно-фосфорных и серебряных припоев в качестве флюса применяют буру в виде порошка или в смеси с поваренной солью. | |||

Таблица 10. Припои для пайки алюминия по нормали электротехники ОАА.614.017—67
Марка припоя | Химический состав, % | Температура полного расплавления, °C | Температура пайки, °C | Плотность, кг/м3 | ||||
Олово О1 | Цинк | Кадмий | Алюминий А7 | Медь М0 | ||||
П250А | 79—81 | 19—21 | — | — | 0,15 | 250 | 300 | 7300 |
П300А | — | 50—61 | 39—41 | — | 0,045 | 310 | 360 | 7730 |
П300Б | — | 80 | — | 8 | 0,5 | 410 | 700—750 | — |
Таблица 11. Преимущественные области применения припоев для пайки алюминия
Преимущественные области применения припоев для пайки алюминия
Марка припоя | Область применения |
П250А | Лужение концов алюминиевых проводов, а также пайка погружением алюминиевых проводов с алюминиевыми и медными наконечниками |
П300А | То же, пайка соединений с повышенной коррозионной стойкостью |
П300Б | Пайка заливкой алюминиевых проводов с алюминиевыми и медными деталями |
Таблица 12. Припой для пайки алюминия (ВТУ Цветметобработки 1989—56)
Марка | Состав, % | Температура плавления, °C | Применение | |||
Олово | Цинк | Медь | Алюминий | |||
А | 40 | 58—58,5 | 2—1,5 | — | 400—425 | Для лужения и пайки оболочек и жил кабелей |
ЦО-12 | 12 | 88 | — | — | 500—550 | Для пайки жил проводов и кабелей |
ЦА-15 | — | 85 | — | 15 | 550—600 | |
Таблица 13. Припой для пайки алюминия
Припой для пайки алюминия
Марка припоя | Химический состав, % | Температура плавления, °C | |||||
Алюминий | Медь | Олово | Цинк | Кадмий | Кремний | ||
Кадмиевый | — | — | 36 | 40 | 24 | — | — |
АВИА-1 | — | — | 55 | 25 | 20 | — | 20 |
АВИА-2 | 15 | — | 40 | 25 | 20 | — | 250 |
ВПТ-4 | 55 | — | — | 40 | — | 5 | 410 |
34-А | 66 | 28 | — | — | — | 6 | 545 |
Таблица 14. Флюсы для пайки мягкими и полутвердыми припоями (нормали электротехники ОАА.614.017—67 и ОАА.614.028—68)
Флюсы для пайки мягкими и полутвердыми припоями (нормали электротехники ОАА.614.017—67 и ОАА.614.028—68)
Марка | Назначение | Основные данные флюсов | Отмывка после пайки | |
Наименования компонентов | Состав, % | |||
К | Лужение и пайка токоведущих частей из меди и ее сплавов | Канифоль сосновая | 100 | Не требуется |
КСП | Лужение и пайка токоведущих частей из меди и ее сплавов | Канифоль сосновая | 25 | Не требуется |
Спирт этиловый технический марки Б | 75 | |||
ФПП | Лужение и пайка токоведущих частей из меди и ее сплавов | Смола полиэфирная марки ПА9 | 20—30 | Не требуется |
Метилэтилкетон или этилацетат | 80—70 | |||
СТУЗО-12224-61 | Лужение и пайка деталей из меди, никеля и их сплавов и деталей с покрытиями медью, оловом, кадмием, серебром и цинком | Канифоль сосновая | 20—35 | Тампоном или кистью, смоченном в растворителе или спирте |
Диэтиламин солянокислый | 3—5 | |||
Триэтаноламин | 1—2 | Тампоном или кистью, смоченном в растворителе или спирте | ||
Спирт этиловый технический марки Б | 76—68 | |||
Ф59А ОАА. | Лужение и пайка алюминия и сплава АМц между собой и с медью и ее сплавами | Кадмий борфторид | 10 | Проточная горячая вода или спирт |
Цинк борфторид | 3 | |||
Аммоний борфторид | 5 | |||
Триэтаноламин | 82 | |||
34А ОАА.614.017—67 | Пайка алюминия и его сплавов (температура плавления 420 °C | Кадмий фтористый | 50±6 | Горячей, затем холодной проточной водой |
Литий хлористый | 32±6 | |||
Цинк хлористый | 8±2 | |||
Натрий фтористый | 10±1 | |||
ЛМ1 | Лужение и пайка железоникелевых сплавов и нержавеющих сталей | Канифоль сосновая | 20—35 | Тампоном или кистью, смоченными в растворителе или спирте |
Диэтиламин солянокислый | 3—5 | |||
Триэтаноламин | 1—2 | Тампоном или кистью, смоченными в растворителе или спирте | ||
Спирт технический марки Б | 76—78 | |||
Ф38Н | Лужение и пайка нихрома между собой и с медью | Диэтиламин солянокислый | 25—30 | Горячей водой или кистью, смоченной в спирте |
Этиленгликоль | 60—50 | |||
Кислота ортофосфорная | 29—25 | |||
 614.017—67
614.017—67Таблица 15. Флюсы для пайки меди и ее сплавов
Флюсы для пайки меди и ее сплавов
Марка | Состав, % | ||||
Канифоль | Спирт этиловый | Триэтаноламин | Диэтиламин солянокислый | Кислота салициловая | |
ФКСп | 10—60 | 90—40 | — | — | — |
ФКТС | 15—30 | 81—65 | 1—1,5 | — | 3—3,5 |
КСп | 50 | 50 | — | — | — |
ЛТИ-120 | 20—25 | 70—68 | 1—2 | 3—5 | — |
При пайке медных жил, а также проводников заземления к броне и свинцовой оболочке кабелей используют паяльную пасту, состоящую из следующих компонентов (в массовых частях): канифоли — 10, жир животный — 3, аммоний хлористый — 2, цинк хлористый — 1, вода или этиловый спирт (ректификат) — 1. В качестве флюса часто используется паяльная паста по следующему рецепту: канифоль — 2,5%, сало — 5%, цинк хлористый — 20%, аммоний хлористый — 2%, вазелин технический — 65,5%, вода дистиллированная — 5%.
В качестве флюса часто используется паяльная паста по следующему рецепту: канифоль — 2,5%, сало — 5%, цинк хлористый — 20%, аммоний хлористый — 2%, вазелин технический — 65,5%, вода дистиллированная — 5%.
Таблица 16. Флюсы для пайки и сварки алюминия
Марка | Состав, % | Температура плавления, °C | Применение | |||||
Калий хлористый | Натрий хлористый | Литий хлористый | Натрий фтористый | Криолит марки К-1 | Магний хлористый | |||
ВАМИ | 50—55 | 30—35 | — | — | 10—20 | — | 630 | Для оконцевания жил проводов и кабелей |
АФ-4А | 50 | 28 | 14 | 8 | — | — | Около 600 | Только для соединения жил кабелей в муфтах |
ХП | 50 | — | 30 | — | — | 20 | — | |
припой, пайка, холодильник, медь, медно-фосфористый, фосфор
припой
 Эти припои обладают самофлюсующими свойствами и позволяют производить пайку меди и ее сплавов без применения флюсов. При пайке латуней, бронз, нейзильбера, и медно-никелевых сплавов медно- фосфорными припоями необходимо применять борсодержащие флюсы (безводную буру, борную кислоту, их смеси, ПВ-209). Для пайки сталей и чугуна медно-фосфорные припои не применяют из-за образования хрупких фосфидов железа в паяном шве, что приводит к потере пластичности и охрупчиванию соединения.
Традиционно медно-фосфорный припой применяют для пайки медных трубок холодильников и кондиционеров, используя газо-пламенный нагрев.
Эти припои обладают самофлюсующими свойствами и позволяют производить пайку меди и ее сплавов без применения флюсов. При пайке латуней, бронз, нейзильбера, и медно-никелевых сплавов медно- фосфорными припоями необходимо применять борсодержащие флюсы (безводную буру, борную кислоту, их смеси, ПВ-209). Для пайки сталей и чугуна медно-фосфорные припои не применяют из-за образования хрупких фосфидов железа в паяном шве, что приводит к потере пластичности и охрупчиванию соединения.
Традиционно медно-фосфорный припой применяют для пайки медных трубок холодильников и кондиционеров, используя газо-пламенный нагрев.Температура солидуса: 643 °C
Температура ликвидуса: 782-791°C
Температура пайки: 732-816 °C
Цвет: блестящий, характерный медный| Припой для пайки алюминия | ||
Жидкоплавкий припой в виде прутков на основе цинк – алюминий с низкой рабочей температурой, высокой прочностью и относительным удлинением. Хорошие смачивающие свойства. Для мягкой пайки чистого алюминия и алюминиевых сплавов с макс. 3% легирующего компонента Хорошие смачивающие свойства. Для мягкой пайки чистого алюминия и алюминиевых сплавов с макс. 3% легирующего компонента | ||
| Герметизирующий карандаш LA-CO | ||
| Применяется для герметизации трещин, проколов испарителей, ремонта конденсаторов. Поверхность в месте повреждения должна быть зачищена и обезжирена, при наличии лакокрасочного покрытия – краска зачищается. Для облегчения снятия слоя краски перед зачисткой возможно нагреть краску в зоне повреждения открытым пламенем |
1 2 3 4 5 6 7 8 9 10
 jpg»> jpg»> | |||||
| Название продукта | Комментарии | ||||
| Супер Флюс-А (Порошок) | Все Назначение, низкотемпературный флюс для пайки черных металлов и цветные металлы и сплавы с применением серебряных припоев.Начинает плавиться и растворять оксиды при 340 ° C. Полностью расплавлен на около 600 ° C и обеспечивает адекватную защиту до 750 ° C. Отлично подходит для сварки горячим стержнем, используемого для пайки сварных швов, где пруток погружается в сухой порошок. Легкая очистка в горячем вода. | Эквивалентен ESAB Rupatam A flux | |||
 jpg»>
jpg»>Super Flux-A1 (порошок)
Эквивалентен Handy Dry Flux 6040.
| Super Flux-A (паста) | Общие
Назначение, низкотемпературный флюс, обеспечивающий отличную адгезию и
кремово-гладкая консистенция.Для пайки всех черных и цветных металлов.
сплавы. Начинает плавиться и растворяет оксиды при 320 ° C, полностью
расплавленный при 600 ° C, обеспечивает отличную защиту деталей до
870 ° С. | Эквивалентен Handy Flux (Paste) | |||
| Super Flux типа D и DB (суспензия) | Для автоматическое дозирование в виде контролируемых мазков или спреев.Тем же составы в виде Super Flux-A (паста) с добавками, обеспечивающими более низкая (текучая) вязкость. Тип DB имеет дополнительный ингредиент для использование с более тугоплавкими оксидами, например, при автоматической пайке карбиды. | Эквивалентен Handy Flux типов D и DB (суспензия). | |||
 jpg»>
jpg»>Super Flux-B (порошок / паста)
Эквивалентен Handy Flux Type B-1
| Super Flux-C (порошок / паста) | Для пайка алюминиевой бронзы (от A1-5 до 8, Cu-bal.), алюминий-кремний бронза (A1-7, Si2, Cu-bal.) и никель-алюминий-бронза (А1-9,5, Ni-5, Fe-2,5, Mn-1, Cu-bal.) С использованием припоев из серебра. Активный диапазон: 600-870 ° C. Не рекомендуется использовать с алюминием или сплавы на основе титана. | Эквивалентен Handy Flux Type A-1. | |||
| Super Flux-D (Порошок / Паста) | Для применения с длительными циклами нагрева, как при пайке в печи.Также полезен в операциях индукционного нагрева, где есть склонность к перегреву может существовать. активный диапазон: 650-870 ° C. | Эквивалентен Handy Flux Type LT. | |||
| Super Flux Hi-Temp | Б / у где температура пайки находится в диапазоне 870-1100 ° C или для значительно дольше 785 ° C. | Эквивалентен Handy Hi-Temp Flux. | |||
| Super Flux-E (жидкость) | Для Пайка в печах с плохой атмосферой или соединение ювелирных деталей выше 625 ° C. В основном используется там, где только ограниченное флюсование требуется способность. | Эквивалентен Handy Liquid Flux. | |||
| Super Flux Hi-Temp M (порошок / паста) | Используется в пайка карбидов, нержавеющих и легированных сталей, никеля сплавы на основе медных и золотых присадочных металлов требуется температура пайки от 900 до 1200 ° C. | Эквивалентен Handy Flux Hi-Temp M. | |||
| Супер Флюс-БРС (Порошок) | Для пайка или сварка плавлением различных черных и цветных металлов и сплавы (например, чугун, сталь, латунь и т. д.) с использованием Cu-Zn (латунь) присадочные металлы. | Эквивалентен Brazotectic Flux от ЭСАБ. | |||
| Super Flux BRZ (порошок) | Для пайка различных черных и цветных металлов и сплавов с использованием Присадочные металлы на основе Cu-Sn (бронза). | Эквивалент бронзотектического флюса ЭСАБ. | |||
| Алюмибраз-А (Порошок) | Для пайка алюминия и его сплавов с использованием присадочного металла A1-12% Si. | Эквивалентен альбратектическому флюсу ЭСАБ. | |||
| Алюмибраз-Б (Порошок) | Похожее выше, но этот поток становится активным при более низкой температуре, тем самым сведение к минимуму повреждения основного металла алюминия.Подходит для пайки тонкие срезы. | Эквивалентен Handy Flo-700 Flux. | |||
| Alumiweld (порошок) | Для сварка алюминия и его сплавов. | Эквивалентен Алотектическому флюсу ЭСАБ. | |||
| Stainweld (жидкий) | Для Сварка нержавеющих сталей с использованием ниобия и другой нержавеющей стали стержни. | Эквивалент ботектического флюса ЭСАБ. | |||
| Castweld-A (порошок) | Для сварка чугуна. | Эквивалентен ESAB Castox Flux. | |||
| Купопаста-А | Медь паяльная паста для печной пайки сталей. | | |||
| Solderflux-A (паста) | Для паяльные приложения. Активный диапазон: 260-425 ° C. | Эквивалентен Handy Flux Type TEC. | |||
Припой медно-фосфорный для пайки меди
Часто для организации водопровода используются медные трубы.Кроме того, эти элементы часто используются при оформлении жилых помещений в стиле стимпанк. Вне зависимости от цели использования таких элементов, медные трубы необходимо как-то соединять между собой. Проще всего это сделать с помощью медно-фосфорного припоя. В этом случае стык будет аккуратным и герметичным. После затвердевания стыков конструкция будет такой же прочной, как цельная труба. Однако, прежде чем приступить к пайке медно-люминофорным припоем, стоит изучить некоторые особенности материала, с которым вы собираетесь работать.
Полезная информация о меди
Мягкий сплав металла начал применяться для чеканки монет еще в древние века. Сегодня этот материал стал немного менее популярным, но системы отопления и водоснабжения из медных труб по-прежнему остаются самыми прочными, надежными и долговечными.
Монтаж таких линий осуществляется при помощи пайки. В процессе работы металлические элементы соединяются припоем — специально подобранным материалом, температура плавления которого должна быть меньше, чем у заготовки.
Процесс пайки несложный. Главное — правильно выбрать соединительный материал. В нашем случае это медно-фосфорный припой. Также необходимо определиться с методом пайки. Есть несколько.
Способы пайки меди
Подключить магистраль от медных труб можно двумя способами:
- Низкотемпературный. Это самый простой и наиболее часто используемый в домашних условиях способ. В этом случае используется мягкий припой из олова, свинца или сплавов этих металлов с добавлением части серебра.При низкотемпературной обработке температура плавления медно-фосфорного припоя не более 450 градусов.
- Высокотемпературный (твердый). Такую пайку довольно сложно и дорого организовать в домашних условиях, так как в этом случае температура плавления материала должна быть в пределах от 600 до 900 градусов.
Какие инструменты вам понадобятся?
Для качественного подключения автомобильной дороги необходимо сразу подготовить следующие инструменты:
- Труборез. Без него не получится ровно разрезать элементы ствола. С помощью трубореза можно сделать идеальный разрез.
- Фаскосниматель. Этот инструмент необходим для скругления и зачистки края обрезанной трубы, чтобы добиться качественного соединения деталей.
- Расширитель трубки. Если в процессе работы планируется использование муфт и фитингов, то благодаря этому инструменту можно будет быстро расширить часть трубы до нужного размера.
- Оборки и кисти. После пайки трубы обязательно нужно очистить от оксидных образований.
- Отражатель. Крепится к соплу горелки, чтобы направлять пламя в определенную область. Если отражатель не установлен, есть риск повредить окружающие предметы.
- Горелка газовая. С его помощью осуществляется нагрев медно-фосфорного припоя.
О последнем рабочем инструменте стоит рассказать немного подробнее.
Газовая горелка
Чтобы трубопровод был правильно сварен, необходимо тщательно выбрать соответствующую горелку. Приборы есть:
- С одноразовыми баллонами (бытовые).
- С стационарным аэростатом.
- Ацетил-кислород.
Последний тип оптимален для соединения медных труб. Такую горелку тоже нужно покупать.
Также инструменты отличаются прочностью нагрева припоя. Чем выше температура нагрева, тем мощнее устройство.Соответственно:
- Для мягкого припоя подходит более дешевая и менее мощная горелка. Поэтому смело можно приобретать полупрофессиональный инструмент с газовым термовентилятором. Такая горелка может развивать температуру до 650 градусов. Главное преимущество такого инструмента — возможность контролировать интенсивность пламени. Таким образом, можно выбрать оптимальный температурный режим плавления.
- Для твердого припоя Потребуется профессиональный инструмент, стоимость которого будет в несколько раз выше.Поэтому нет смысла тратить на это деньги, но если очень хочется, то почему бы и нет.
Припой
Перед пайкой медно-фосфорных припойных труб вам необходимо приобрести материал, который будет действовать как связующий компонент. Припой также бывает двух типов:
- Solid. Такой припой изготавливается в виде стержней. В состав соединительных материалов твердого типа Cu94 P6 и Cu92 P6 Ag2 входит 6% -ная добавка фосфора, поэтому предельно допустимая температура плавления составляет 750 градусов.В припоях другого типа нет веществ, понижающих возможную температуру обработки, поэтому их можно нагревать до 900 градусов. Карбидные материалы чаще всего используются для соединения труб газоснабжения, труб кондиционирования и горячего водоснабжения, а также при прокладке магистралей высокого давления.
- Мягкий. Припой данного типа изготавливается в виде тонкой проволоки, диаметр которой редко превышает 3 мм. Мягкий материал больше подходит для использования в быту, при организации сетей водоснабжения.
Дополнительно рекомендуется приобретать флюс для медно-фосфорных припоев. Это пастообразное вещество, продаваемое в банках, необходимо для быстрой и эффективной очистки стыков стыков труб. Флюс хорошо удаляет оксид со стыков, за счет чего характеристики припоя значительно улучшаются. Кроме того, этот компонент увеличивает адгезию припоя к поверхности меди.
Паста выпускается для мягкого и твердого припоя. Поэтому выбор флюса необходим исходя из выбранного способа соединения труб.
Кроме припоя, горелок и прочего инструмента, рекомендуется также подготовить арматуру. Они потребуются при необходимости сделать повороты водопровода. Стоят эти элементы недорого.
Медно-люминесцентный припой для пайки меди: особенности
Если говорить об этом материале, следует обратить внимание на то, что он отличается хорошей текучестью. Его можно использовать не только для меди, но и для других ее сплавов.
Так как в состав этого материала входит фосфор, обладающий коррозионной стойкостью, флюс нельзя приобретать дополнительно.
Припои медно-фосфорного типа обычно используются для соединения элементов оборудования, испытывающего средние вибрационные нагрузки. Если в состав соединительного материала входит серебро, пластичность компонентов увеличивается.
Разновидности припоев для меди
Для обработки труб из этого материала подходят следующие материалы:
- 102. В этом трехкомпонентном припое из меди и фосфора содержится не более 2% серебра.Из-за пониженной пластичности состав медленно растекается. Подходит для пайки элементов, не испытывающих сильных ударных или вибрационных нагрузок.
- 105. Медно-фосфорный припой с серебром (5%) также довольно медленно диффундирует, но отличается более высокой пластичностью. Полученный с его помощью шов выдерживает незначительные нагрузки от вибраций.
- 115. Еще один трехкомпонентный припой, в котором, помимо меди и фосфора, содержится 15 процентов серебра.Это достаточно пластичный материал, с помощью которого можно создавать швы на магистралях, испытывая довольно сильные нагрузки.
Выбрав все необходимые комплектующие, осталось приступить к работе.
Пайка мягким припоем
Низкотемпературная пайка подходит для монтажа в сети отопления или водоснабжения, если t
Флюсы для пайки и лужения алюминия
Пожалуйста, ознакомьтесь со следующими статьями по пайке алюминия:
Паста для пайки алюминия для прямого пайки ( IMAP Thermal Management Workshop — Пало-Альто, Калифорния, 2011)
Пайка алюминия (Международная конференция по пайке и пайке SME — Орландо, Флорида, 2009)
Superior No.1260 — флюс для пайки алюминия общего назначения, имеющий медовую консистенцию и цвет. Это высокоактивный, органический продукт, не содержащий хлоридов. Разработан для пайки клемм алюминия с алюминием, алюминия с медью, алюминия с латунью и алюминия с гальваническим покрытием. Остатки после пайки растворимы в воде и должны быть удалены после пайки. Superior No. 1260 может также использоваться для соединения алюминия с трудно поддающимися пайке металлами, такими как нержавеющая сталь, ковар или никель.
Superior No.1261 Флюс для лужения алюминия имеет эффективность № 1260 в жидкой форме. Идеален для лужения и пайки алюминиевых проводов, кабельных разъемов и пайки алюминиевых магнитных проводов погружением. Остатки после пайки растворимы в воде и должны быть удалены после пайки.
Посмотрите видео Superior № 1261, использованное в нашем видео на YouTube «3 метода пайки нержавеющей стали к печатной плате».
Superior No. 1265 Флюс для алюминиевой пасты был разработан для применений, где требуется адгезия пастообразной формы.№ 1265 можно точно дозировать и намазывать. После нанесения флюс для алюминиевой пасты прилипает к желаемому месту, не растекаясь и не капая. Остатки после пайки растворимы в воде и должны быть удалены после пайки.
Superior № 1280 — это вязкий высокотемпературный алюминиевый паяльный флюс, разработанный для цинк-алюминиевых припоев, который может использоваться при пайке горелкой. № 1280 используется для пайки алюминия, меди, латуни и металлических клемм.№ 1280 может также использоваться для соединения алюминия с трудно паяемыми металлами, такими как нержавеющая сталь, никель и ковар. Остатки после пайки растворимы в воде и должны быть удалены после пайки. В тех случаях, когда нельзя использовать воду, для удаления остатков после пайки можно использовать метиловый или изопропиловый спирты.
Отзывы на припой и флюсдля пайки меди — интернет-магазины и отзывы на припой и флюс для пайки меди на AliExpress
Отличные новости !!! Вы находитесь в нужном месте для пайки меди припоем и флюсом.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший медный припой и флюс для пайки в кратчайшие сроки станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели припой и флюс для меди на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не знаете, что такое припой и флюс для пайки меди, и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести soldering and flux для меди по самой выгодной цене.
Мы всегда в курсе последних технологий, новейших тенденций и самых обсуждаемых лейблов.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Лучшая цена на пайку меди с флюсом — Отличные предложения по пайке меди с флюсом от global solder soldering меди с продавцами флюса
Отличные новости !!! Вы попали в нужное место для пайки меди с флюсом.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как эта лучшая паяльная медь с флюсом вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели медный припой с флюсом на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в том, чтобы припаять медь флюсом, и думаете о выборе аналогичного продукта, AliExpress — отличное место, чтобы сравнить цены и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести soldering меди с флюсом по самой выгодной цене.
Мы всегда в курсе последних технологий, новейших тенденций и самых обсуждаемых лейблов.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Отзывы на припой с флюсом для меди— интернет-магазины и отзывы на припой с флюсом для меди на AliExpress
Отличные новости !!! Вы находитесь в нужном месте, чтобы купить припой на основе флюса для меди.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот припой с флюсом для меди скоро станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели припой для медного флюса на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в припое с флюсом для меди и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Copper flux solder по самой выгодной цене.
Мы всегда в курсе последних технологий, новейших тенденций и самых обсуждаемых лейблов.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
.