Как сварить швеллер | Полезные статьи о металлопрокате
Швеллер является одним из самых универсальных и узнаваемых профилей металлопроката. Инженеры используют его, чтобы строить огромные небоскребы и обширные мосты, большинство из которых эксплуатируются на протяжении сотен лет. Название данной металлоконструкции происходит от фамилии немецкого инженера, впервые внедрившего подобную форму в строительной сфере. П-образное сечение (широкая стенка и две более узкие полки) является очень востребованным, так как способно выдерживать высокие нагрузки, а также обеспечивает плотное прилегание с другими конструкционными элементами.
Сварка
Чтобы сформировать надежный каркас для той или иной металлоконструкции, необходимо произвести сварку швеллеров между собой. Сварные швы прочны и долговечны, однако даже малейшее несоблюдение технологии варки металла может привести к деформации или разрушению всей конструкции в процессе ее эксплуатации.
Виды стыковки профиля
Тип сварки двух швеллеров подбирают в зависимости от размеров металлоконструкции, а также с учетом:
- типа швеллеров;
- протяженности шва;
- толщины металла;
- условий наложения швов;
- устойчивости сооружения;
- сил и нагрузок, которые будут действовать на конструкцию.


Существует несколько разновидностей соединения двух швеллеров:
- диагональное;
- внутрь полками;
- смешанное;
- наружу полками;
- перпендикулярное.
Элементы свариваются между собой несколькими способами:
Электродуговая сварка – между электродом и соединяемыми компонентами создается электрическая дуга, которая расплавляет компоненты в области соединения. Самые надежные швы получаются при работе с электродами УОНИ. Работая с данным видом электродов, необходимо учитывать следующие требования:
- перед использованием электрод прокаливается в специальной печи в течение 60 минут;
- места соединений накладок и кромок очищаются от различного рода загрязнений;
- при подготовке материала к сварке соблюдаются указания ГОСТ 5264-80;
- сварка ведется короткой дугой средней мощности;
- по возможности, соединения выполняются внахлест;
Конструкция, сваренная электродами УОНИ, не подлежит эксплуатации при температурах ниже чем -40 °С.
Сварка газовая – менее распространенный вид соединения профилей. Большая область нагрева в процессе работ ведет к появлению внутренних напряжений в металле, что негативно влияет на характеристики конструкции. Обычно данный тип сварки используют при порезке заготовок либо с целью устранения изъянов в готовых конструкциях.
Сварочные соединения и их виды
Сварка швеллера встык – соединение, к которому нет больших требований прочности. Сваривание профиля производится с обеих сторон. Сначала свариваются полки швеллера, затем – его более тонкие элементы. В случаях, когда шов выполняется с одной стороны, необходимо обязательно производить подварку корня шва. Торцевые кромки оформляются V- для толстого, и X-образно для тонкого края. Швеллеры, имеющие толщину полок до 12 мм, варятся под углом З0 градусов, и зазором до 3 мм – такой подход исключает появление «горки», которую впоследствии будет необходимо зачищать, что ослабит сварной шов.
- в зависимости от толщины металла со швеллеров снимаются кромки;
- профили стыкуются с зазором до 3 мм;
- проводится их прихватка с шагом до 4 см;
- если конструкция создана правильно, производится окончательная обварка двух сторон.
Сварка с накладками – тип соединения, ничем не уступающий монолиту. Используются накладки-усиления, толщина которых не должна быть меньше толщины стенки, а длина – равняться 5 ширинам профиля. Накладки могут иметь разные формы, однако наиболее распространенной является форма многоугольника (6 либо 8 углов). Стыковка двух швеллеров с использованием накладок допускает их размещение с зазором до 8 мм. Чтобы во время сварочных работ конструкция сохраняла свои параметры, вначале соединяются встык торцы швеллеров, внутренний шов зачищается, после чего приваривается усиливающая накладка. Во внутренних углах профиля варить не желательно, так как это негативно влияет на прочность конструкции.
Накладки желательно приваривать по всему контуру, что позволит исключить проникновение влаги под усиливающий лист.
Соединение «коробка» зарекомендовало себя, как метод изготовления усиленных балок. Для этого швеллеры попарно свариваются по боковым полкам в «коробки». Метод напоминает стыковой, при этом производится либо вообще без зазоров, либо с минимальным отступом. Швеллеры укладываются в горизонтальное положение и скрепляются струбцинами. Варить начинают от середины к краям, после проведения работ швы не зачищаются, чтобы не снизить их прочности. Если горизонтальное размещение невозможно или балки будут использоваться в ответственных конструкциях, сваренные встык профили усиливают накладками.
Смещенная сварка – для соединения швеллеров, имеющих разные геометрические размеры. Производится одновременно несколькими сварщиками вначале встык, а в углах – от краев к середине.
способы стыковки, как варить швеллера
Теперь подробнее. Чтобы выбрать накладку нужно знать примерные размеры швеллеров, которые вы собираетесь варить. Мы рекомендуем делить длину швеллера на 5. Так вы получите рекомендуемую длину накладки. Толщина накладки должна быть такая же, как и толщина швеллера. Всего должно быть две накладки. С внутренней, и с наружной стороны. При этом наружная накладка должна быть длиннее, чем внутренняя.
Чтобы выбрать накладку нужно знать примерные размеры швеллеров, которые вы собираетесь варить. Мы рекомендуем делить длину швеллера на 5. Так вы получите рекомендуемую длину накладки. Толщина накладки должна быть такая же, как и толщина швеллера. Всего должно быть две накладки. С внутренней, и с наружной стороны. При этом наружная накладка должна быть длиннее, чем внутренняя.
Иногда швеллера сваривают «полками» внутрь. Техника та же, что и при сварке встык, только зазора либо нет, либо он очень маленький. Сварку внутрь выполнить сложнее, чем встык. Так что такое соединение может стать следующим в вашей учебной практике.
Сварка выполняется следующим образом. Перед сваркой тщательно подготовьте металл. Не используйте болгарку, иначе соединение будет непрочным. Состыкуйте два швеллера горизонтально и симметрично. Закрепите их с помощью струбцин. Желательно сделать шов с разделкой кромок, но иногда допускается небольшой зазор. Сварка выполняется от середины швеллера к его краям.
Главный недостаток такого метода сварки швеллеров — необходимость работы в идеальных условиях. Вы не сможете выполнить сварку в труднодоступных местах. Чтобы шов получился качественным, нужно варить строго в горизонтальном нижнем положении. Если варить в других условиях, то вы просто нерационально потратите время, силы и комплектующие. Логичнее варить встык или с применением накладок.
В целом, такое соединение применяется нечасто. Но если у вас есть возможность варить в нижнем горизонтальном положении, и вы выбираете месту сваркой встык и сваркой внутрь, то рекомендуем выбрать второй вариант. Он все-таки более надежный.
Смещенное соединение швеллеров — это сложная работа, которую выполняет целая команда из сварщиков. Такое соединение необходимо в случаях, когда нужно сварить разные конструкции из швеллеров, и при этом эти швеллера имеют разные размеры.
Сварку нужно начинать с тех мест, где швеллеры наиболее толстые. Необходимо комбинировать разные соединения: и встык, и угловые, и продольные. При этом каждое соединение будет иметь свои нюансы. Соединение встык выполняется просто и без проблем, а вот угловое должны выполнять два сварщика сразу. А при выполнении продольных швов нельзя формировать их до конца швеллера.
При этом каждое соединение будет иметь свои нюансы. Соединение встык выполняется просто и без проблем, а вот угловое должны выполнять два сварщика сразу. А при выполнении продольных швов нельзя формировать их до конца швеллера.
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.
Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык
Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности.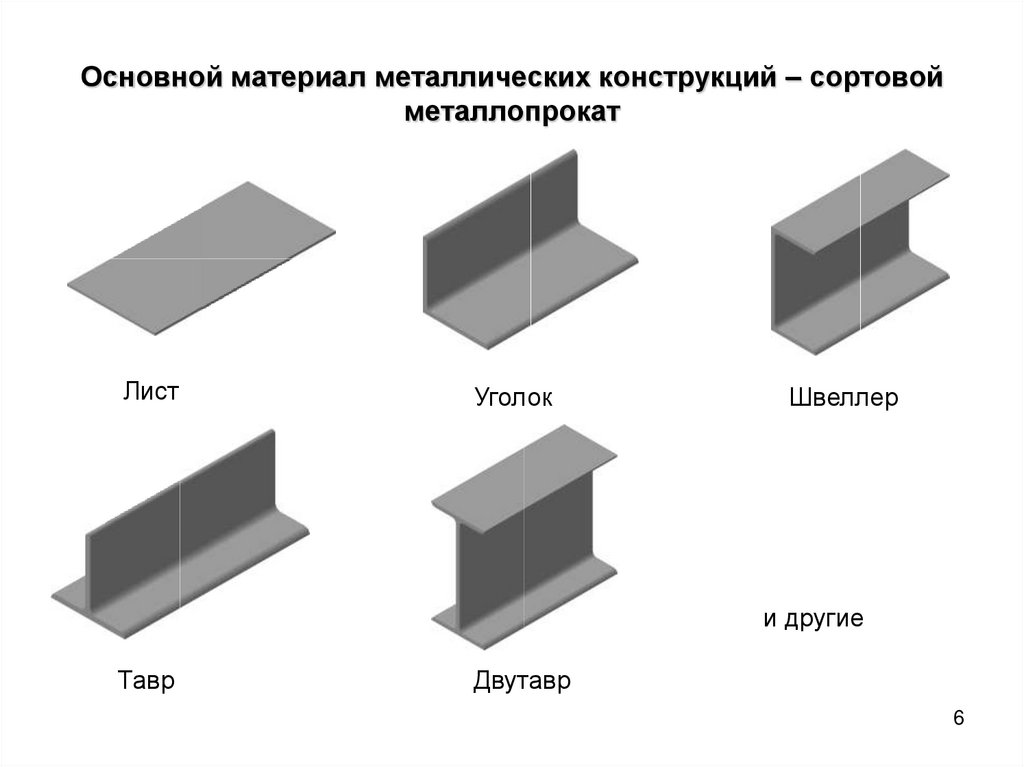 В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Источник: https://svaring.com/welding/detali/svarka-dvutavrovyh-balok
Примечание
Все соединения и методы, которые мы описали выше, подходят для сварки большинства конструкций, в которых используются швеллера. При этом вам не обязательно нужно использовать только один метод соединения. Вы можете комбинировать, например, соединение встык и соединение с накладками в разных частях металлоконструкции. Самое главное — рассчитать все нагрузки. Ведь порой в некоторых узлах соединение не должно быть «на века».
Самое главное — рассчитать все нагрузки. Ведь порой в некоторых узлах соединение не должно быть «на века».
Но какой бы метод вы ни выбрали, всегда помните, что нужно соблюдать последовательность действий. Нельзя сначала разделывать кромки, а потом зачищать металл, после чего варить. Все этапы должны быть выполнены в соответствии с технологией. Если в ГОСТах указано, что сначала выполняется очистка металла, а потом все остальное, то следуйте этим правилам. И вообще ГОСТы — это ваши лучшие друзья. Ведь в них прописаны все особенности, которые нужно учитывать в работе. Как мы уже писали выше, рекомендуется вести шов от середины швеллера к его краям. При этом сначала варят наиболее толстую часть швеллера. Чтобы лучше осознавать результат, который вы хотите получить после выполнения работ, воспринимайте сварное соединение как дефект. Да, именно так. Ведь шов в любом случае ухудшает прочность всей конструкции, пусть и незначительно. Да, даже самое качественное соединение способно уменьшить прочность до 10%. Поэтому постарайтесь выполнить работу так, чтобы прочность уменьшалась лишь на пару процентов. Так вы достигнете хорошего результата.
Поэтому постарайтесь выполнить работу так, чтобы прочность уменьшалась лишь на пару процентов. Так вы достигнете хорошего результата.
Что касается режима сварки, то это очень обширная и непростая тема. Силу тока и прочие параметры нужно выбирать исходя из толщины и типа металла. Если варите электросваркой, то следите за скорость формирования шва. Оптимальная скорость — 20 метров в час.
Как сварить швеллер между собой
Любое сварное соединение ослабляет конструкцию и отдельные его узлы.
Поэтому в строительстве для уменьшения сварных соединений при повышенных нагрузках на опорные балки несущих конструкций принято использовать швеллерный и двутавровый металлопрокат.
Сварка швеллера при монтаже несущих частей конструкции представляет особую важный этап, но часто вызывает затруднения и невозможность выполнить строгие правила сваривания (ГОСТ).
6 различных типов сварных соединений – в чем отличия?
Последнее обновление
Изображение предоставлено: Hortlander, Flickr
Вы боретесь с терминологией сварных соединений или не знаете, как сварить конкретное соединение наилучшим образом для вашего проекта? Без тщательного руководства или значительного опыта это может быть сложно. Читайте дальше, и вы узнаете о шести соединениях, их различиях и о том, на что следует обращать внимание при их сварке.
В шести различных соединениях выполняются два типа сварных швов. Все они просты для понимания, и когда каждое имя будет объяснено, вы оцените полезные словесные крючки, которые каждое имя должно запомнить.
Типы сварных швов
Эти два сварных шва могут быть выполнены абсолютно одинаково. Может быть разница в их силе в зависимости от того, как они подготовлены и выполнены в своих настройках, но в основном это пространство, в которое вы вплавляетесь, определяет его название.
1. Стыковой сварной шов
Стыковой сварной шов – это когда две поверхности разных пластин плотно прилегают друг к другу и заподлицо по их вершинам. Иногда они расположены под небольшим углом, но в основном выровнены прямо. Этот сварной шов получил свое название, потому что две пластины обычно соприкасаются друг с другом впритык.
Иногда они расположены под небольшим углом, но в основном выровнены прямо. Этот сварной шов получил свое название, потому что две пластины обычно соприкасаются друг с другом впритык.
Этот тип сварного шва может иметь участки, вырезанные из углов пластин различной формы и размера. Они называются подготовкой к сварке и добавляются для обеспечения большей глубины сварного шва. Соединение также может иметь два квадратных конца без какой-либо подготовки под сварку. Чем больше подготовки к сварке добавлено, тем прочнее будет соединение, что приведет к увеличению времени работы. Поэтому, когда проект не требует этого, лучше сварить их квадратные концы, а не резать заготовки для сварки.
2. Угловой шов
Этот тип шва находится во внутреннем углу двух пластин. Чаще всего угол имеет угол 90°, но он может быть любым меньшим углом, если вы можете сваривать его, и любым углом больше примерно до 145°. Он получил название «галтель», потому что «галтель» — это старое слово, используемое для описания треугольного куска материала, похожего на форму внутреннего угла, к которому вы привариваете угловой шов. Я помню скругление по термину «заполнить его», потому что, когда есть угол, который нужно сварить, вы заполняете его сварным швом, в отличие от стыкового шва, где вы обычно покрываете его сварным швом.
Я помню скругление по термину «заполнить его», потому что, когда есть угол, который нужно сварить, вы заполняете его сварным швом, в отличие от стыкового шва, где вы обычно покрываете его сварным швом.
Типы сварных соединений
Ниже приведены шесть типов сварных соединений
1. Тройник
Тройник, как следует из названия, представляет собой соединение в форме буквы T. Один кусок металла укладывается плоская, а другая секция приваривается стоя на боку или концом вверх. Это простое соединение. Хотя этот сварной шов, как правило, проще во многих отношениях, его выполнение может оказаться сложным из-за того, что сварной шов растягивается в любом направлении из-за отсутствия удерживающей площади поверхности между двумя сварными швами.
Он почти всегда имеет сварные швы по обеим сторонам вертикальной пластины и часто имеет приваренные концы, завершая его четырьмя сторонами, сплавленными с опорной пластиной.
Что нужно знать при сварке тройниковых соединений
Важно знать, как сварные швы растягивают и деформируют металл. Часть, которая стоит вертикально, должна быть под определенным углом, и если вы прихватите ее под правильным углом и сварите там, она всегда будет тянуться к той стороне, которую вы сварите первой. Поэтому необходимо сварить его таким образом, чтобы этого не произошло. Есть два хороших способа предотвратить это, они описаны ниже. Используемый материал и требования к отделке поверхности определяют наилучший способ обеспечения того, чтобы соединение заканчивалось в пределах допустимого угла.
Часть, которая стоит вертикально, должна быть под определенным углом, и если вы прихватите ее под правильным углом и сварите там, она всегда будет тянуться к той стороне, которую вы сварите первой. Поэтому необходимо сварить его таким образом, чтобы этого не произошло. Есть два хороших способа предотвратить это, они описаны ниже. Используемый материал и требования к отделке поверхности определяют наилучший способ обеспечения того, чтобы соединение заканчивалось в пределах допустимого угла.
Первый вариант
Прикрепите тарелку, чтобы она располагалась под правильным углом и в нужном месте. Затем прикрепите распорки к обеим свариваемым секциям, проверяя по ходу, что они не сдвинулись и не потянулись в процессе. Как только будет достаточно скобок, чтобы остановить его движение, выполните четыре шага завершения. Сварите соединение полностью, подождите, пока оно остынет, отрежьте скобы (убедитесь, что вы не врезаетесь в работу) и зашлифуйте сварной шов мягким шлифовальным диском, например, шлифовальным кругом, чтобы оставить чистую поверхность. Этот вариант можно использовать для небольших работ, но обычно он используется для больших участков, где правка после сварки затруднена.
Этот вариант можно использовать для небольших работ, но обычно он используется для больших участков, где правка после сварки затруднена.
Второй вариант
Прикрепите пластину под небольшим углом к той стороне, которую вы будете сваривать первой, чтобы при сплавлении она заняла нужное положение. Это требует опыта и никогда не будет освоено сразу . Вам нужно будет узнать, насколько пластина будет тянуть в различных обстоятельствах, потому что она будет меняться в зависимости от материала и размера ваших сварных швов. Со временем вы научитесь делать это аккуратно, а пока продолжайте практиковаться в постепенной корректировке кусочков тарелки, чтобы почувствовать это.
После завершения сварки проверьте правильность угла. Убедитесь, что ваш измерительный инструмент очищает сварной шов для точного измерения. Например, если стык должен быть 90°, квадрат, который вы используете, потребует, чтобы угол между двумя измеряемыми сторонами был срезан, чтобы при использовании он очищал сварной шов.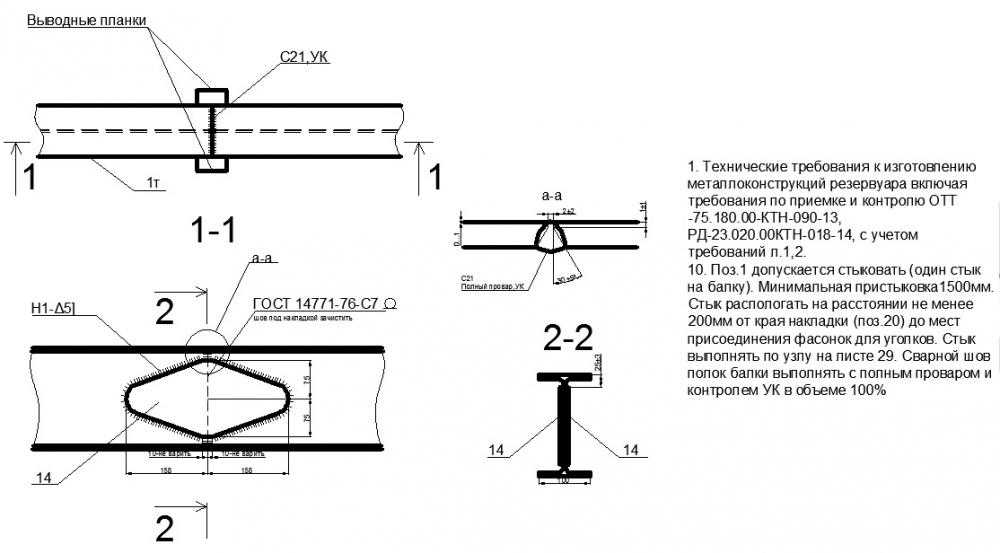
Если угол не правильный, постучите по сварной пластине мягким молотком, чтобы она встала на место. Чем горячее сварной шов, тем легче он будет двигаться. Убедитесь, что он изгибается в месте сварки, а не изгибается складка на пластине над сварным швом. Не используйте стальной молоток; в противном случае вы можете помять пластину при ударе по ней.
2. Квадратное соединение
Квадратное соединение похоже на тройниковое соединение, только это L, а не T. Пластина A лежит ровно, а пластина B стоит на своем конце заподлицо с концом пластины A, чтобы свариться встык. На другой стороне пластины будет угловой сварной шов под углом 90°. Пластины могут быть одинаковой или разной длины, ширины и толщины. Любой конец пластины A также может быть приварен к пластине B, в зависимости от требований проекта. Название «квадратный сустав» относится к тому, что это 9Соединение 0 °, тот же угол, что и квадрат.
Что нужно знать при сварке квадратного соединения
Квадратные соединения, как правило, не такие прочные, как тавровые соединения. Квадратное соединение имеет стыковой шов с одной стороны и угловой шов с другой, что придает ему неравномерную прочность, в отличие от тройникового соединения, которое имеет два угловых шва с каждой стороны. В стыковой сварной шов целесообразно включить подготовку под сварку, чтобы увеличить прочность соединения. Следуйте любому из двух вариантов, приведенных в разделе о тройниковом соединении, чтобы закончить соединение квадратным сечением, а не угловым соединением из-за вытягивания пластины А.
Квадратное соединение имеет стыковой шов с одной стороны и угловой шов с другой, что придает ему неравномерную прочность, в отличие от тройникового соединения, которое имеет два угловых шва с каждой стороны. В стыковой сварной шов целесообразно включить подготовку под сварку, чтобы увеличить прочность соединения. Следуйте любому из двух вариантов, приведенных в разделе о тройниковом соединении, чтобы закончить соединение квадратным сечением, а не угловым соединением из-за вытягивания пластины А.
3. Стыковое соединение
Это соединение для большинства стыковых сварных швов, отсюда и его название. Две пластины соединяются друг с другом и заподлицо по верхней и нижней поверхностям. Этого сварного шва может быть труднее достичь из-за того, что у него меньше визуальной направляющей линии для выполнения прямого сварного шва, в отличие от большинства других соединений. Он также требует подготовки к сварке, чтобы придать ему достаточную прочность, если только это не критический сварной шов или не имеет большую выпуклость с глубоким проплавлением.
Что нужно знать при сварке стыковых соединений
При сварке стыковых соединений, чем больше подготовительных работ, тем прочнее будет сварка. Будьте осторожны, не продуйте дно, если у вас есть обширная подготовка к сварке. Часто для этого необходим подварочный шов. Подварочный шов — это когда вы заполняете небольшой участок в нижней части сварного шва сварным швом, прежде чем сваривать его полностью.
Хотя большее количество сварных швов обеспечивает более прочный сварной шов, если вы приложите к нему слишком много тепла, избыточная температура приведет к искривлению или искривлению вашего изделия. Сварка с обеих сторон помогает, но при слишком сильном нагреве пластины могут деформироваться.
4. Соединение внахлестку
Соединение внахлест – это когда одна пластина накладывается на другую, оставляя две секции для угловых сварных швов, одну сверху и одну снизу. Часто это самый надежный сварочный шов из-за большой площади поверхности между сварными швами. Лично я считаю, что это самое легкое соединение для сварки. Термин «соединение внахлестку» происходит от конца слова «перекрытие». Две перекрывающиеся пластины описываются сокращенным термином «соединение внахлестку».
Лично я считаю, что это самое легкое соединение для сварки. Термин «соединение внахлестку» происходит от конца слова «перекрытие». Две перекрывающиеся пластины описываются сокращенным термином «соединение внахлестку».
Что нужно знать при сварке соединений внахлестку
Эти соединения легко свариваются. Когда они расположены в нужном месте, больше не о чем беспокоиться, кроме как просто приварить их. Это отличное соединение для начала сварки. Если вы сможете включить эти соединения в свой проект, это добавит дополнительную прочность там, где в противном случае ее может не хватать.
Как и в случае с другими соединениями, будьте осторожны, чтобы не нагреть сварные швы слишком сильно, так как они все равно могут деформироваться, даже если они имеют приличное сечение внахлест. Если есть перекос пластин, то он будет на концах без изгиба внахлест, так как они являются самым слабым местом.
5. Соединение по кромке
Соединение по кромке — это когда две пластины располагаются лицом друг к другу, как соединение внахлестку, но края по крайней мере на одной стороне соединяемых деталей встречаются. На нем всегда есть один стыковой сварной шов. Иногда это все, что у него будет, но он может сваривать и другие три стороны с помощью угловых или стыковых сварных швов.
На нем всегда есть один стыковой сварной шов. Иногда это все, что у него будет, но он может сваривать и другие три стороны с помощью угловых или стыковых сварных швов.
Что нужно знать при сварке кромочных швов
Если у вас только один стыковой шов, помните, что при сварке пластина, скорее всего, разорвется, как моллюск. Имеет смысл зажать или закрепить сварной шов перед сплавлением соединения. Если на нем есть несколько сварных швов, краевой шов может быть сплошным соединением, таким как соединение внахлестку, из-за большой площади поверхности, зажатой между сварными швами.
Придать хороший вид кромочному сварному шву может быть непросто, если он сваривается без предварительной подготовки под сварку. Хорошей практикой является, если позволяет время, вырезать одиночный V-образный стык между пластинами. Это обеспечит гораздо большую прочность и даст более красивый конец.
6. Угловое соединение
Как следует из названия, это соединения, в которых соприкасаются только углы двух пластин. Угол между пластинами варьируется, но часто он составляет 90° и оставляет большую букву V для заполнения. Любая сторона углового соединения обычно сваривается, но внутренний угол иногда остается без сварки. Когда они сварены правильно, они могут давать гладкую вогнутую поверхность, которая выглядит фантастически.
Угол между пластинами варьируется, но часто он составляет 90° и оставляет большую букву V для заполнения. Любая сторона углового соединения обычно сваривается, но внутренний угол иногда остается без сварки. Когда они сварены правильно, они могут давать гладкую вогнутую поверхность, которая выглядит фантастически.
Что нужно знать при сварке угловых соединений
Убедитесь, что угловые соединения закреплены зажимами или скобами, чтобы они не выходили из угла. Не нагревайте его слишком сильно, так как это усилит тягу. Даже если он закреплен, сильная жара может деформировать сустав. Ему нужно будет снять тепловое напряжение, которое останавливает скоба, поэтому вместо этого он может исказить весь проект. Имейте в виду, что прочность пластин зависит только от угла, так как обычно это все, что сваривается, если не используются постоянные скобы. Поэтому убедитесь, что угол имеет безупречные сварные швы.
Заключение
Должно быть легко определить, какой тип сварных соединений использовать для вашего проекта, в зависимости от положений, в которых должны находиться ваши детали, доступа, доступного для сварки, и прочности, необходимой для вашего проекта.
Запомните словосочетания, которые есть в каждом названии, чтобы отнести их к правильному суставу, так как их названия облегчают их узнавание. Не стесняйтесь делиться своими комментариями или задавать любые вопросы ниже о типах сварных соединений, которые вы можете использовать.
Похожие сообщения:
- Обзоры сварочных аппаратов MIG
- Какой плазменный резак мы рекомендуем выбрать при ограниченном бюджете?
- Сколько стоит сварка дифференциала? Цены и руководство
- Типы сварных швов
- 1. Butt Weld
- 2. Fillet Weld
- Типы сварочных соединений
- 1. ТЕ -соединение
- Что узнать, когда сварки Tee Tee Tee Tee Tee
- Option Option Option Option Option Onthe
- .
- 2. Квадратное соединение
- Что нужно знать при сварке квадратного соединения
- 3. Стыковое соединение
- Что нужно знать при сварке стыковых соединений
- Соединение внахлестку
 Стыковое соединение
Стыковое соединение- Что нужно знать при сварке кромочных соединений
- Что нужно знать при сварке угловых соединений
Лучшие каналы YouTube по сварке и производству
На YouTube есть множество каналов, посвященных сварке и изготовлению, поэтому мы составили для вас список некоторых из лучших каналов. Чтобы попасть в этот список, у каналов должно быть более 10 000 подписчиков и последнее видео, опубликованное в течение последних 3 месяцев. Пожалуйста, не стесняйтесь добавлять ссылки в комментариях ниже на любые, которые мы могли пропустить, или на любые новые каналы YouTube, за которыми мы должны следить.
Советы и рекомендации по сварке — более 543 316 подписчиков на YouTube
Советы и рекомендации по сварке:
Советы по сварке в пух и грязь для всех нас.
Отказ от ответственности: Эти видео предназначены для развлечения и вдохновения. Сварка опасна. Всегда обращайтесь за профессиональной консультацией и обучением перед использованием сварочного оборудования. Если у вас есть какие-либо сомнения перед выполнением какой-либо задачи по сварке, остановитесь и изучите более безопасный метод. Не пытайтесь сваривать только потому, что вы видели это в одном из моих видео.
ChuckE2009 — 452 797+ подписчиков
О ChuckE2009:
Привет и добро пожаловать на мой канал! Мои видео о сварке, металлообработке, машиностроении и многом другом! Я занимаюсь сваркой с 2009 года, в том числе 3 года формального образования, получив 5 различных сертификатов на трубы и пластины.
Одно примечание. Сообщения на YouTube предназначены ТОЛЬКО для коммерческого интереса к шоу. За это я приношу свои извинения, хотя я хотел бы отвечать на все личные сообщения, но огромное их количество делает это непрактичным.
За это я приношу свои извинения, хотя я хотел бы отвечать на все личные сообщения, но огромное их количество делает это непрактичным.
О компании Weld.com:
Видеоролики о сварке за кадром знакомят вас со сваркой поближе.
Сварочные видеоролики Weld.com представляют собой серию сварочных шоу, наполненных советами, приемами и подсказками по сварке, которые помогут вам каждый раз наносить идеальный валик! Если вы пытаетесь стать лучше в области сварки TIG, сварки MIG, сварки электродом или резки; На Weld.com есть то, что вам нужно. Все видеоролики сняты «из-за капота», чтобы вы могли увидеть точку зрения сварщика. Помимо того, что мы покажем вам, как сваривать, мы много раз покажем вам распространенные ошибки и как их избежать.
Новые видеоролики TIG каждую пятницу
Новые видеоролики MIG каждый понедельник
 youtube.com/embed/PKS8fVVJ3kU» frameborder=»0″ allowfullscreen=»» data-mce-fragment=»1″>
youtube.com/embed/PKS8fVVJ3kU» frameborder=»0″ allowfullscreen=»» data-mce-fragment=»1″>
О форумах The Fab:
Добро пожаловать на форумы The Fab. Меня зовут Кайл Восс, и я создаю для вас материалы Custom Motorsports Fabrication всех форм. Углеродное волокно, сварка TIG, формовка металла, хот-роды, маслкары, чопперы на заказ и все, что между ними. Я усердно работаю, чтобы еженедельно приносить вам новый контент.
О сайте 6061.com:
Сварка и изготовление алюминия, а также другие разные видеоролики.
О серии Fabrication
Канал Fabricator на YouTube здесь, чтобы показать вам, как построить что угодно. Многие проекты строятся с использованием моего 15-летнего опыта производства автомобилей, но я строю, ремонтирую, модифицирую, проектирую, исправляю и создаю практически все. Я всегда открыт для новых предложений от зрителей.
Многие проекты строятся с использованием моего 15-летнего опыта производства автомобилей, но я строю, ремонтирую, модифицирую, проектирую, исправляю и создаю практически все. Я всегда открыт для новых предложений от зрителей.
О гараже Джимбо:
Этот канал в основном посвящен сварке и металлообработке. Мы будем делать какие-то странные деревянные проекты здесь и там, но, в конце концов, это все потому, что мне нравится строить.
О Ramsey Customs — turbocobra
Меня зовут Гэри Рэмси. Владелец, производитель Ramsey Customs. Мы запустили этот канал в первую очередь для документирования полной реставрации Mustang 1965 года, но с годами канал превратился в место для демонстрации различных проектов, которые мы делаем.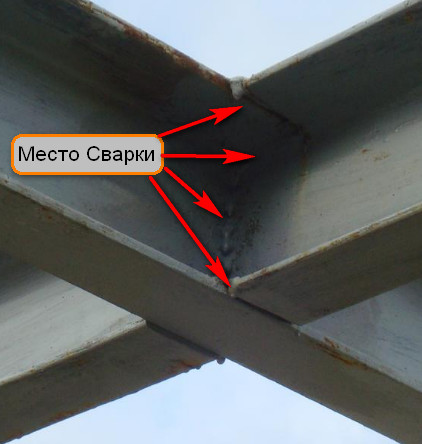 Эти проекты в основном связаны с изготовлением металла, изготовлением дерева. Металлообработка. Мы фокусируемся на искусстве металла, домашнем/деловом декоре и мебели, но мы также показываем видео, демонстрирующие различные инструменты, приемы и методы, используемые в металлообработке.
Эти проекты в основном связаны с изготовлением металла, изготовлением дерева. Металлообработка. Мы фокусируемся на искусстве металла, домашнем/деловом декоре и мебели, но мы также показываем видео, демонстрирующие различные инструменты, приемы и методы, используемые в металлообработке.
В последнее время мы производим инструменты для производителей. Мы продаем их в виде комплектов, которые можно сваривать или скреплять болтами, или мы продаем только чертежи. В наших видеороликах вы часто будете видеть сварку MIG, сварку TIG, сверление, фрезерование, токарные работы по металлу. Некоторое оборудование, которое у нас есть: Lincoln Mig Welder. Миллер Сварщик. Токарный станок по металлу Monarch 10EE. Фрезерный станок типа Бриджпорт. Фрезерный станок Cincinnati, горизонтальная ленточная пила Ellis, вертикальная ленточная пила DoAll. Плазменный стол с ЧПУ Trucut.
О компании Allen’s Welding/Woodworking:
Видеоролики по сварке и деревообработке. всевозможные постройки от ям для барбекю до рам для зеркал из поддонов.
всевозможные постройки от ям для барбекю до рам для зеркал из поддонов.
О производстве DoRite:
Всем привет… Джим Боллинджер. Я изготовитель, сварщик, строитель, пожарный и фельдшер. Люди говорят мне, что я как Ларри-кабельщик встречает МакГайвера. Свой первый сварочный аппарат я купил в 14 лет на деньги, заработанные стрижкой газонов. Сегодня я преподаю сварку для Lincoln Electric на семинарах и выставках. Я никогда не переставал хотеть учиться, и это вдохновляет меня учить других. Мои работы были замечены в телешоу, таких как «Экстремальный макияж», «Кухонные кошмары» и «Спасение в баре». Но не волнуйтесь, Голливуд меня не изменил. Больше всего на свете я люблю работать своими руками… сочетая творческий подход с техническими и инженерными ноу-хау, чтобы создавать все, от детских игрушек до канализационных станций, пожарных спасательных инструментов и машин для перетаскивания.