Как правильно паять медный провод для электропроводки дома.
Умение паять бывает очень полезным при восстановлении обрывов в кабелях различного назначения. Однако делать это надо не спустя рукава, а тщательно и аккуратно, соблюдая ряд простых правил. Наша статья расскажет вам как правильно паять медный провод для электропроводки дома.
Умение паять бывает очень полезным при восстановлении обрывов в кабелях различного назначения. Однако делать это надо не спустя рукава, а тщательно и аккуратно, соблюдая ряд простых правил. Наша статья расскажет вам как правильно паять медный провод для электропроводки дома.
Перед тем как приступить непосредственно к делу, выберите оптимальную мощность паяльника, так как для качественно выполненной работы необходимо как следует прогреть все элементы, подлежащие пайке. Подберите подходящее жало паяльника. Оно должно быть сопоставимо по размерам с габаритами самой детали, иначе вы рискуете либо повредить соседние элементы, либо некачественно пропаять провода (элементы схемы). При работе с электрическими платами какого-либо оборудования паяльник необходимо заземлять, чтобы не допустить повреждения чувствительных элементов схемы прибора статическим электричеством или напряжением питания паяльника (220 В) в случае выхода инструмента из строя. Приступая к работе, сперва очистите поверхность жала паяльника и проводов, которые необходимо спаять, от загрязнений, так как крупицы мусора, пыли и окисла могут сильно повлиять на качество и долговечность пайки.
После этого включите паяльник в питающую сеть и дождитесь, пока он нагреется до температуры плавления олова. Чем мощнее будет ваш инструмент, тем дольше придется ждать. Провода, которые вы собираетесь паять, предварительно лучше тщательно скрутить между собой, так как олово – мягкий и ломкий металл. Он не выдержит даже слабых нагрузок. После этого обмакните жало паяльника в канифоль и смажьте им получившуюся скрутку. Тем самым вы обеспечите условия для хорошего перетекания олова на место пайки.
Теперь осмотрите место пайки. Олово должно лежать равномерно и блестеть. Если припоя оказалось недостаточно, и в некоторых местах заметна часть скрутки или провода не зафиксировались, необходимо повторить действия из предыдущего шага. Помните, что паяльник нельзя держать прижатым слишком долго. Иначе вы рискуете перекалить пайку. В этом случае олово потеряет свой блеск, потемнеет, возможно, пойдет черными пятнами. В такой ситуации пайку можно будет сломать простым нажатием ногтя, поэтому вам потребуется аккуратно снять весь припой, вновь очистить паяльник и повторить все вышеизложенные действия.
Как соединить медный провод с алюминиевым?
Очень часто в старых домах приходится при ремонте электропроводки соединять алюминиевые провода старой проводки с медными- вновь проложенными.
Кто незнаком с этой темой и делает ремонт своими руками- просто тупо скручивают их между собой и закрывают в распредкоробке, не понимая какую головную боль они себе приобретут в дальнейшем…
С этой темой- соединение меди с алюминием- сталкиваются не отлько при монтаже внутренней электропроводки, но и при замене ввода в дом
Дело в том, что провода воздушной линии (ВЛ)- алюминиевые и если вы делаете вводной кабель медный, то просто так накрутить на алюминиевый провод жилу кабеля- нельзя!
А ведь делают же! Сколько раз сам видел… А потом удивляются- “Почему это у меня свет в доме моргает?!”
Да, действительно, а почему? А вот из-за чего.
Немного химии. Алюминий- очень активный метал, попробуйте его спаять простым методом как медный провод, ничего не получится.
Алюминий активно реагирует на воздух, вернее даже не на сам воздух, а на влагу в воздухе, быстро образуя на своей поверхности тонкую пленку окиси.
Эта пленка оказывает высокое сопротивление электрическому току- появляется так называемое “переходное сопротивление” в месте соединения проводов.
Но медный провод тоже окисляется, однако не так сильно и интенсивно как алюминий и пленка окиси на поверхности меди оказывает гораздо меньшее сопротивление протеканию тока.
Получается что при соединении медного и алюминиевого провода они контактируют своими оксидными пленками.
Так же у этих двух металлов разное линейное расширение, поэтому при изменении температуры в помещении или величины тока, протекающего через скрутку медь-алюминий контакт между ними со временем ослабевает.
Переходное сопротивление в скрутке итак “тормозило” электрический ток, да еще ослабление контакта еще более увеличивало величину переходного сопротивления.
Это приводит к тому, что скрутка начинает греться, чем дальше- тем больше, греется изоляция провода. разрушается от нагрева даже может загореть.
Сами знаете сколько домов сгорело из-за неисправностей в электропроводке и зачастую виновато в этом именно переходное сопротивление или плохой контакт.
Кстати о переходном сопротивлении.
Это активное сопротивление, то есть вся мощность на нем на 100% преобразуется в теплоту, ну как в утюге например)))
Что бы понять что это такое- представтье что два провода соединены между собой нихромовой проволокой и по ним протекает электрический ток, который раскаляет нихром докрасна.
Вот внутри скрутки медного и алюминиевого провода и находится такая раскаленная докрасна нихромовая нить. А оно вам надо?!
Запомните- переходное сопротивление- аналог раскаленной нихромовой нити.
Так, химии достаточно. Теперь как выйти из положения если надо соединить медный провод с алюминиевым.
Тут суть вот в чем: главное что бы эти два металла не соприкасались между собой. Между ними должен быть нейтральный по отношению к ним материал, естественно токопроводящий.
Это может быть свинцовый припой, дюралюминий,сталь, нержавейка, покрытие из хрома.
Кстати интересно- нельзя: цинк, углерод (графит) и серебро с золотом и платиной.
Хотя я себе не представляю кто может себе позволить такое удовольствие- соединять медь с алюминием через платину)))
В такм случае если денег море- лучше совсем провода полностью из платины сделать, потери напряжения исчезнут напрочь)))
Итак, соединяем медь с алюминием:
-С помощью клемных зажимов;
-Болтовое соединение через шайбы
-Слой из нейтрального материала
Клемные зажимы- это ответвительные сжимы (так называемые “орехи”), wago, клемники в изоляции и т.п.
Ну болтовое соединение итак понятно- делается петля на проводе, вставляется болт, а между медью и алюминием- стальные шайбы.
Такое соединение гораздо надежнее всех клемников и зажимов, единственный минус- большие габариты, в распредкоробке много метса занимают.
Я так сам делал например на вводе в дом- когда надо было соединить медный кабель с алюминиевым вводом от ВЛ. Да еще кабель был четырехжильным, а сеть- 220.
Тогда сделал на фазу и ноль по две жилы кабеля, соединил через болтовое соединение с обрезком алюминиевого провода, и уже этот обрезок был подключен энергетиками на ввод.
Уже второй год прошел- замечаний нет))) Это при наличии электроплиты в доме и всего прочего- электротитан, чайник, утюг, микроволновка и т.д.
Сейчас про слой из нейтрального материала. Я имею ввиду- свинцово-оловянный припой.
Как это делается покажу на фото:
Это хороший выход из положения когда нет под рукой зажимов или не хочется их использовать, а болтовое соединение не помещается в коробку.
Тогда надо покрыть медный провод припоем и сделать скрутку с алюминием- соединение будет надежным! Хотя и по ПУЭ- неправильным…
Там требуется или пайка-сварка или клемники-болты, чистая скрутка по ПУЭ- вне закона…
Хотя я лично однажды вскрыл распредкоробку освещения в старом доме- там с выключателя медный провод шел, а на лампочку- алюминиевый.
Так состояние- как будто только что скрутили!
Все чистенько, никакого окисла и подгара. Я думаю это потому, что в квартире было всегда сухо и к тому же распредкоробка была наглухо запечатана в стене- то есть воздух в нее не проникал.
А поэтому и алюминий не окислялся и к тому же нагрузка на скрутку была минимальная- всего одна лампочка подцеплена.
Поэтому если через соединение медь-алюминий будет проходить большой ток, то лучше сделать болтовое соединение как самое простое, посложнее- пайка.
А вот ваговский зажим в таком случае я бы не рекомендовал использовать, лучше другие клемники где провода хотя бы винтом зажимаются.
Итак, сейчас вы знаете как соединять медный провод с алюминиевым и если вам придется это делать- уверен, вы сделаете правильный выбор!
Замена электропроводки в квартире
В последние несколько десятилетий на мировом рынке появилось огромное количество разнообразной бытовой техники, которая значительно улучшает наш быт. Стараясь не отставать от мирового прогресса, мы приобретаем для нашего домашнего очага такие необходимые вещи, как стиральная машина, СВЧ-печь, кофемашина, различные кухонные комбайны, персональный компьютер и многое другое.
При этом не задумываемся, что вся эта техника создает определенную нагрузку на нашу электросеть, в частности, на электропроводку в квартире или в частном доме.
Электроснабжение современных зданий ведется с учетом возросших требований по потребляемой мощности. Что нельзя сказать о зданиях, срок эксплуатации которых более 20-ти лет. В таких домах электропроводка была рассчитана с учетом требований тех лет, когда суммарная мощность всех подключенных бытовых устройств была значительно ниже.
Но это не единственный фактор безопасной эксплуатации электропроводки. Со временем изоляция электропроводки теряет свои изоляционные свойства. Под действием длительного периода климатических воздействий изоляция электропроводки разрушается, что может привести к печальным последствиям. По статистике огромный процент возгораний происходит из-за старой проводки. Поэтому замена старой электропроводки – залог безопасности домашнего очага.
По статистике огромный процент возгораний происходит из-за старой проводки. Поэтому замена старой электропроводки – залог безопасности домашнего очага.
Выбор сечения и марки кабеля.
Прежде чем приступить к работам по замене электропроводки, нужно определиться с маркой нового кабеля. Для монтажа токонесущих линий в жилых зданиях применяют два вида кабеля: медный и алюминиевый. Медный провод по своим электрическим параметрам лучше алюминиевого, но стоимость его выше. К тому же, провод из меди больше подвержен окислению, что отрицательно сказывается на местах его соединения. Поэтому участки медного провода предварительно покрывают слоем припоя (лудят).
Следующий важный параметр, который нужно учитывать при выборе электрического кабеля, это сечение токонесущей жилы. Чем больше площадь сечения провода, тем выше значение по потребляемой мощности, которую он может выдержать. Для зданий специальных назначений сечение кабеля предварительно рассчитывают. Для жилых зданий существуют установленные нормы, по которым площадь сечения составляет:
для скрытой электропроводки:
медный провод – 1,5 мм;
алюминиевый провод – 2,5 мм;
для открытой электропроводки:
медный провод – 2,5 мм;
алюминиевый провод – 4 мм.
После выбора необходимой марки кабеля приступают к демонтажу старой электропроводки, предварительно отключив сетевое напряжение.
Классификация электропроводки по способу исполнения.
По способу укладки провода различают скрытую и открытую электропроводку.
Открытую электропроводку размещают на поверхности стены и используют, в основном, в зданиях деревянного типа.
Скрытую электропроводку применяют в кирпичных и железобетонных зданиях и укладывают в специальных каналах, которые после укладки заделывают штукатурным раствором.
На демонтаж скрытой электропроводки затрачивается больше времени, чем на демонтаж открытой. И связано это с тем, что проводку из канала в стене не всегда удается извлечь, не повредив покрытие стены, так как очень часто скрытую проводку наглухо цементируют в канале.
Чтобы облегчить процесс замены электропроводки в доме, квартире и коттедже, провода помещают в металлические или пластиковые трубы, которые укладывают в каналы и заделывают штукатурной смесью.
Монтаж электропроводки.
После того, как демонтировали старую проводку, приступают к разметке новых электролиний и электроточек. Для этого заранее определяют будущее местоположение всей бытовой техники, для которой необходимо электропитание. Иногда в зданиях, особенно старых конструкций, размещение розеток и выключателей не всегда удовлетворяет в плане эстетики и комфорта. Поэтому новые розетки стараются разместить так, чтобы их положение было скрыто бытовой техникой, а выключатели были доступны и отлично вписывались в дизайн помещения.
Для подводки кабеля к электроточкам можно использовать старые каналы в стене и дополнительно сделать новые.
Прокладка новых каналов связана с определенными трудностями. Если поверхность стены оштукатурена толстым слоем, то сделать канал для электропроводки не составит особого труда. Если стена железобетонная, то нужно использовать специальный строительный инструмент (штроборез) для нарезания каналов.
Каналы для укладки кабеля выполняют перпендикулярно и параллельно полу или потолку, чтобы впоследствии было легко определить местоположение электропроводки при выполнении сверлильных работ.
Соединения электропроводки допускается только в соединительных коробках. Не рекомендуется соединять вместе медные и алюминиевые проводники, так как образуется гальваническая пара, что может вызвать сильное нагревание или искрение контакта. В таких случаях используют специальные переходники или участки соединения медного проводника пропаивают.
Проверка выполненных работ.
После того, как электропроводка уложена в специальные трубы и закреплена в каналах стены, приступают к проверке смонтированной линии на отсутствие короткого замыкания. Проверка выполняется при помощи специального прибора – тестера.
Только после этого, убедившись в отсутствии короткого замыкания в электропроводке, линию подключают к сетевому напряжению и проверяют работоспособность всех установленных электроточек при помощи фазового индикатора или тестера.
В крайнем случае, для проверки можно использовать осветительные приборы.
После поверочных работ приступают к заделыванию каналов штукатурным раствором, тщательно и ровно разравнивая его по плоскости стены.
Следует учесть, что выполнение работ по замене электропроводки связано с риском поражения электрическим током и опасностью возгорания. Поэтому для выполнения качественной работы лучше обратиться к квалифицированному специалисту в этой области.
электропроводка в доме паять медный провод алюминиевый провод Как правильно паять медный провод для электропроводки дома. Обработан
Как припаять провод к проводу паяльником правильно?
Для того, чтобы припаять провод к проводу, нужно приобрести сразу несколько инструментов и материалов, таких как:
- Флюс – средство для очистки поверхности окислившегося металла. Бывают:
- кислотные;
- антикоррозионные;
- бескислотные;
- активированные;
- Припой – сплав олова и свинца.
- Рабочее место (чистый, просторный стол, в качестве подкладки можно использовать металлические листы или деревянные доски).
- Паяльник (жало должно быть чистое, без остатков старой канифоли)
- Тряпка или губка для очистки жала.
При пайке проводов следует соблюдать ряд правил, которые помогут грамотно и быстро спаять провода:
- Работать надо в хорошо освещенном помещении с настольной лампой, которая работает от внешних источников питания.
- Работать надо только с проводами без напряжения.

- Существует ряд видов соединений, каждое из которых подходит для разных категорий пайки.
- Помимо этого, существует ряд металлов, которые не пригодны для спайки. К таким относятся ржавый металл (он плохо соединяется при спайке, при этом, провод с такой жилой имеет высокую вероятность сгореть), алюминий (после того, как процесс зачистки провода завершен, существует вероятность образования на нем так называемой оксидной пленки). Данная проблема характерна для алюминия: при плавке этого металла в 100% случаев образуется оксидная пленка. Эту пленку можно удалить химическим или механическим путем, который будет выбран, исходя из способа пайки. Для того, чтобы избежать ее образования, требуется использовать флюс, который предназначен для спайки необходимых вам материалов, хромированные детали, части, изготовленные под высоким давлением (не плавятся и не сплавляются с припоем).
- Металлы, которые пригодны для пайки: олово, серебро, медь, латунь, цинк, никель, железо, нержавеющая сталь.

Если все правила соблюдены и инструменты собраны, то можно переходить к процессу подготовки:
- Нагрев паяльника – паяльник необходимо разогреть до температуры, которая будет превышать температуру припоя.
- Подготовка паяльника – жало паяльника необходимо отчистить, после чего окунуть его во флюс. Флюс – это канифоль или другое вещество помогающее очистить металл. После чего, необходимо разогреть припой и нанести на жало.
- Оголить провода. Выполнить данную процедуру достаточно просто. Существует 2 типа проводов – одножильные и многожильные. В обоих случаях необходимо оголить провода от изоляции, после чего, нужно очистить провода от различных загрязнений. В случае, если необходимо выполнить очистку проводов, доступ к которым ограничен, то можно использовать ватные палочки.
Пошаговая инструкция процесса пайки
залуженное жало паяльника
Рассмотрим инструкцию процесса пайки на примере скрепления 2 проводов из меди.
Если все этапы подготовки выполнены, то можно переходить непосредственно к процессу пайки:
- Первое, что необходимо сделать – это залудить провода. При лужении многожильных проводов нужно их предварительно скрутить, тогда процесс будет происходить намного быстрее.
- Для лужения проводов, необходимо взять оголенную жилу, положить на канифоль или обработать другим флюсом, после чего требуется аккуратно облить ее сверху припоем.
- Зафиксировать провода – иногда для этого используются специальные станки, иногда самодельные конструкции. В случае, когда вы неправильно зафиксировали провода, процесс пайки может закончиться не лучшим образом.
- Соединение – на этом этапе мы соединяем 2 предварительно обработанные жилы и обливаем их припоем. Для того, чтобы осуществить данный процесс, требуется нагретой частью паяльного инструмента расплавить немного припоя, после чего аккуратно наносить его на соединение двух жил.
- Очистка соединения – под конец процесса пайки необходимо очистить место соединения жил, это можно сделать при помощи наждачной бумаги или напильника. Очень важный процесс, так как если на данном месте будет окисление, то провода могут сгореть.
- Обмотка изоляцией – чаще всего для этих целей используется изолента, она самый универсальный вариант. Ее плюсы – легкодоступная, можно приобрести в любом магазине, проста в использовании, нет ничего сложного в том, чтобы обернуть провод изолентой, долгосрочная, можно не менять в течение долгого времени.’
если провод чистый и сделан из меди, то лужение произойдет моментально
Как отпаять провод?
Инструкция:
- Для начала вам необходимо подготовить паяльник. Необходимо разогреть инструмент, затем обработать флюсом, после чего аккуратно расплавить небольшое количество припоя.
- После этого оголить от изоляции необходимое место провода и очистить его от механических загрязнений.
- Лужение провода – необходимо нанести на провод флюс, и удалить все окисления.
- Зафиксировать провод.
- Обозначить область распайки – напильником выпилить небольшую рейку, по которой будет двигаться жало.
- Аккуратно двигаться жалом по размеченной линии, несколько раз, пока не достигнете результата.
- Подождать пока провод остынет до комнатной температуры.
- Нанести изоляцию.
 Необходимо разогреть инструмент, затем обработать флюсом, после чего аккуратно расплавить небольшое количество припоя.
Необходимо разогреть инструмент, затем обработать флюсом, после чего аккуратно расплавить небольшое количество припоя.Данный процесс не несет в себе никаких сложностей, единственное, что требуется – это следовать указаниям инструкции, процесс распайки не сильно отличается от процесса спайки двух проводов.
Выбор паяльника
Итак, начнем с того, что паяльник – это самая основная часть процесса пайки. От правильного выбора этого инструмента зависит скорость и удобство выполнения работы.
Электрические паяльники делятся на 2 типа:
- Спиральные. Спиральные нагреваются медленно, но более долговечны.
- Керамические. Керамические, в свою очередь, быстро разогреваются, но требуют бережного использования, так как весьма сильно подвержены механическому воздействию.
Также, прибор подразделяется по мощности:
- 3-10 Вт, в основном используются при распайке микросхем, совсем крохотных размеров;
- 20-40 Вт, пользуются спросом у радиолюбителей и в быту;
- 60-100 Вт, с их помощью паяют провода с сечением больших размеров;
- 100-250 Вт, для работы с металлом крупных размеров;
В основном, опытные пайщики используют паяльные станции, так как они оснащены регулируемым диапазоном нагрева и способны поддерживать постоянную температуру.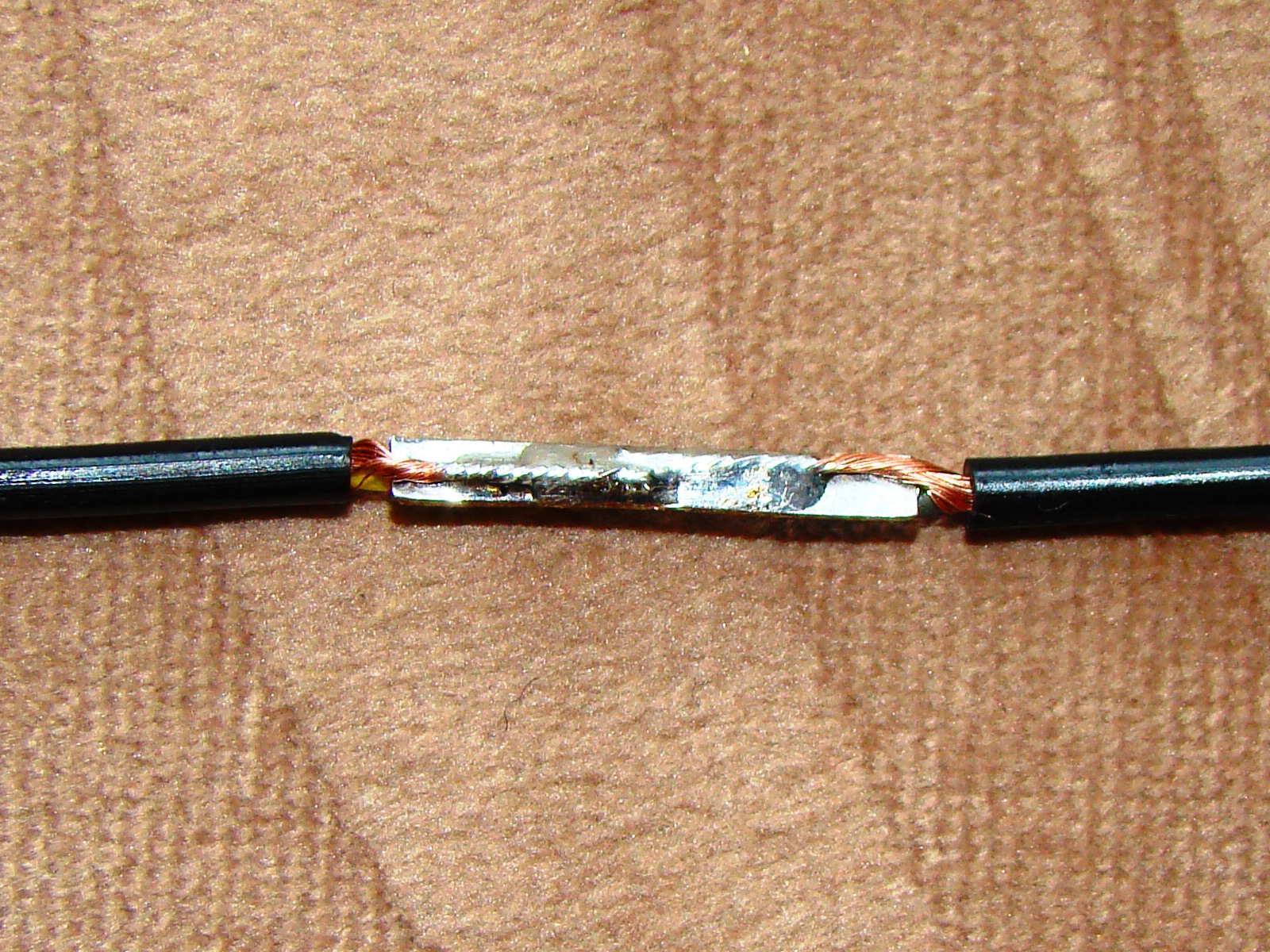 Паяльная станция в руках мастера намного ускоряет и улучшает процесс работы, но новичок, к сожалению, не сможет ощутить преимущества.
Паяльная станция в руках мастера намного ускоряет и улучшает процесс работы, но новичок, к сожалению, не сможет ощутить преимущества.
Существует определенный ряд характеристик, по которым отличаются паяльники:
- Напряжение питания паяльника.
- Форма жала.
- Максимальная температура жала.
Нельзя забывать о такой важной вещи, как подставка для паяльника. Он нагревается до трехсот градусов и при какой-либо оплошности может привести к немедленному возгоранию легковоспламеняющихся материалов. Необходимо очень ответственно выбирать необходимую подставку, которая полностью подходит к имеющемуся паяльнику.
Назначение и классификация проводов
Провод – это изделие электротехники, которое состоит из 2 или более металлических проволок, покрытых обмоткой из какой-либо неметаллической ткани. Служит для связи источника тока с потребителем.
Провод состоит из 2 частей. Первая это жила – часть, проводящая ток. Вторая часть – это изоляция, то есть то, что ограждает жилу от внешних раздражителей. В качестве жилы обычно используется проволоки из меди и алюминия, изоляция делается из бумаги, резины, лакового покрытия.
Есть определенная классификация проводов:
- обмоточные;
- медные;
- провода высокого сопротивления;
- монтажные соединительные;
- выводные;
- провода для подвижного состава;
- изолированные для воздушных линий;
- неизолированные;
- провода для геофизических работ;
- термостойкие;
- термоэлектродные;
- прогревочные;
- автомобильные;
- авиационные;
- установочные;
- провода связи;
Советы
- Использовать спецодежду. При работе с паяльником лучше всегда носить спецодежду, такую как перчатки, специальный фартук, очки. Это поможет избежать ожогов и травм при работе. Помимо этого, иногда требуется использовать маску, чтобы избежать попадания токсичных паров в дыхательные пути.
- Не оставлять паяльник сухим при нагревании. Необходимо всегда смачивать паяльник канифолью, это поможет избежать окисления.
- Выбирать паяльник лучше со сменным жалом, чтобы использовать разные формы.
- Лучше использовать разные температуры, для разных видов сплавов. Так можно сделать спайку намного качественней и долгосрочной.
- Использовать надежное освещение. Использовать настольные лампы и фонарики с внешними источниками питания. Это поможет продолжать работу на случай отключения электроэнергии.
 При работе с паяльником лучше всегда носить спецодежду, такую как перчатки, специальный фартук, очки. Это поможет избежать ожогов и травм при работе. Помимо этого, иногда требуется использовать маску, чтобы избежать попадания токсичных паров в дыхательные пути.
При работе с паяльником лучше всегда носить спецодежду, такую как перчатки, специальный фартук, очки. Это поможет избежать ожогов и травм при работе. Помимо этого, иногда требуется использовать маску, чтобы избежать попадания токсичных паров в дыхательные пути.Статья была полезна?
1,00 (оценок: 1)
Как правильно паять паяльником провода, радиоэлементы и детали
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.

https://youtube.com/watch?v=Co-4zG_XJBA
Меры предосторожности
Правила техники безопасности, которые необходимо соблюдать при работе с паяльным оборудованием:
- Поскольку при пайке свинцово-алюминиевыми припоями используются металлические детали, разогретые до 250-300°С, то возникает риск термических ожогов. Организация рабочего места и проведение работ без спешки снижают риск получения травм.
- При работе жало паяльника располагается на удалении от кабеля питания, поскольку разогретый элемент разрушит изоляцию. Для удержания инструмента рекомендуется применять специальную подставку.
- Запрещается прилагать физические усилия к паяльнику. Дополнительное давление не способствует ускорению процедуры соединения. Чтобы расплавить каплю припоя, необходимо прогреть точку до требуемой температуры. Жало прикладывается к этому месту, а затем необходимо выждать несколько секунд, пока место стыка не прогреется до температуры плавления припоя. При излишнем давлении возникает риск соскальзывания жала и травмирования кистей рук раскаленным инструментом.
- При работе с кислотными флюсами рекомендуется использовать защитные очки. При соединении деталей в неудобном месте (например, в распаечных коробках в помещении) очки используются и при применении канифоли. Защитные приспособления снижают риск травмирования брызгами припоя.
- Поскольку пары припоя и флюсов ядовиты, то все работы выполняются в проветриваемом помещении или под специальной вытяжкой с электрическим вентилятором.
 При излишнем давлении возникает риск соскальзывания жала и травмирования кистей рук раскаленным инструментом.
При излишнем давлении возникает риск соскальзывания жала и травмирования кистей рук раскаленным инструментом.Пайка радиодеталей
Спайку с радиоэлементом производят скруткой или внахлест, применяя теплоотвод, например, пинцетом. Нагрев многих деталей электросхем не должен превышать 70 ºС при продолжительности более 3 сек.
На печатной плате место монтажа по периметру отверстия покрывается слоем припоя. Затем в него вставляется залуженный и покрытый канифолью конец проводника. Его прогревают и смачивают добавленной каплей припоя. Жало должно касаться вывода и дорожки платы одновременно. Излишки припоя легко удаляются медной оплеткой. Работа выполнена качественно, когда все точки пайки похожи друг на друга. Выводы радиоэлементов загибают и вставляют в отверстия платы. Концы с обратной стороны немного отгибают, чтобы деталь не выпадала.
Паяльник нельзя долгое время держать сухим в нагретом состоянии. Он покрывается слоем окислов, и жало снова придется зачищать и лудить. На конце постоянно должен быть слой расплавленной канифоли, а в длительные промежутки между работой паяльник следует отключать. Также с него периодически удаляется губкой старый припой.
Элементы плат различного оборудования могут выйти из строя под действием статического электричества. Для предотвращения его возникновения корпус паяльника следует заземлить.
Паяльный флюс
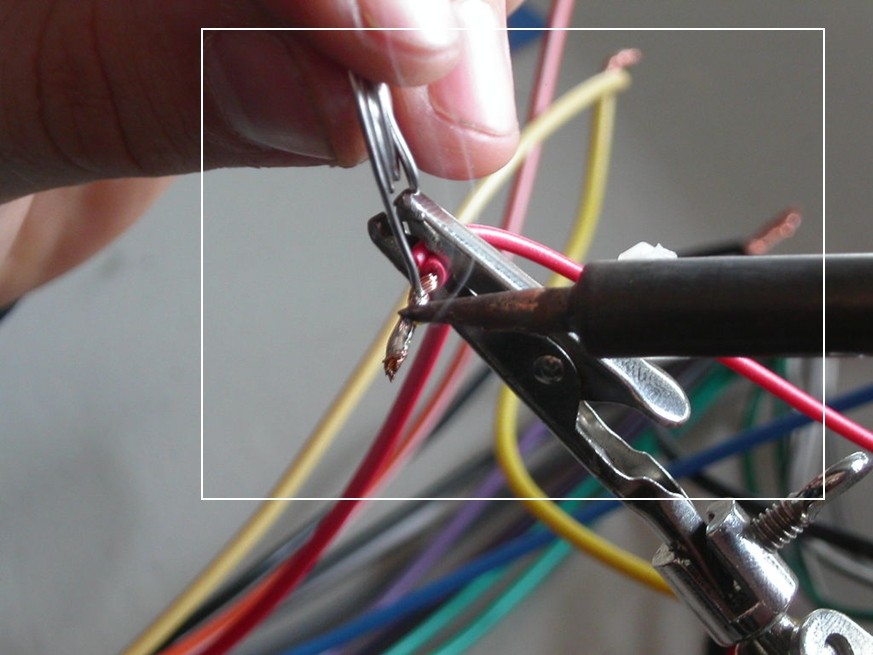
Для того чтобы пайка была качественной, припой должен прочно сцепиться со спаиваемой деталью, смочить ее. Но при нагревании практически любой металл интенсивно окисляется и абсолютно не смачивается припоем. Даже если вам удастся что-то изобразить при помощи паяльника и одного припоя, такая пайка, называемая среди специалистов «холодной», не обеспечит ни хорошего контакта, ни механической прочности. Образцом холодной пайки можно считать фото, которое на очень многих информационных ресурсах почему-то является примером исключительно качественной и правильной работы:
Припой абсолютно не сцепился с медью проводов – эту спайку можно разобрать голыми руками
Чтобы обеспечить надежное сцепление припоя со спаиваемым металлом, используют те или иные флюсы. По методу воздействия они делятся на две категории:
- пассивные;
- активные.
Пассивные флюсы, как видно из их названия, не взаимодействуют со спаиваемыми деталями. Их основное назначение – обеспечение хорошей растекаемости припоя и предотвращение образования оксидной пленки при нагревании спаиваемых деталей. Пассивные флюсы просты в использовании, доступны, безопасны для человека, не электропроводны и полностью нейтральны (не требуют отмывки после пайки). К недостаткам флюсов этого типа можно отнести неэффективность использования на окисленных деталях.
Всем известная канифоль является самым распространенным пассивным флюсом.
Активные флюсы не только улучшают растекаемость припоя и предотвращают образование оксидной пленки, но и способны эту пленку разрушать. Ввиду этого кислотные или щелочные флюсы нашли широкое применение для пайки сильно окисленных или мгновенно окисляющихся на воздухе металлов. Существуют даже вещества, снимающие при прогреве паяльником лак с эмалированного провода. Из недостатков этого типа флюсов можно отметить высокие коррозийные и электропроводящие свойства (флюс после пайки нужно обязательно смывать), опасность для человека.
Флюсы, выпускаемые промышленностью на основе кислот.
Какой флюс лучше использовать для пайки проводов? Если вы собираетесь работать с медью, то идеальным вариантом будет канифоль или раствор канифоли в спирте. Даже если провода старые, но их несложно зачистить до блеска, то все же лучше пользоваться канифолью. Она хороший диэлектрик и абсолютно не взаимодействует с металлом на химическом уровне.
Активный же флюс вам понадобится в том случае, если провода сильно окислились или выполнены из сплавов, плохо поддающихся пайке – никеля, стали, алюминия и пр. Хотя никто не запрещает пользоваться этими составами и для работы с обычной медью. Единственно, если не хотите, чтобы соединение развалилось через месяц-другой, не забудьте после работы тщательно промыть место пайки спиртом или бензином. Ну и, конечно, сразу же вымойте руки с мылом – кислота есть кислота, даже если она паяльная.
Шаг 2: Обязательное предупреждение о мерах безопасности
Этот проект предполагает работу с открытым огнем. Поэтому обязательно примите все необходимые меры безопасности. Всегда внимательно следите за огнем и никогда не оставляйте его без присмотра. Держите рядом ответственного взрослого со средствами пожаротушения. Приложите все усилия, чтобы держать огонь вдали от легковоспламеняющихся предметов. Избегайте свободной одежды и волос. Будьте осторожны, чтобы не обжечься, особенно при работе с объектами, которые находятся в огне или нагреты на огне. По возможности носите огнестойкие перчатки. Я не несу ответственности, если вы сожжете что-либо или получите ожог.
Паяльная паста для пайки без паяльника особенности применения
В продаже встречается специальная паста, которая может применяться в качестве припоя. Кроме этого, ее можно изготовить своими руками. Среди особенностей проводимой работы отметим следующие моменты:
Среди особенностей проводимой работы отметим следующие моменты:
- Проводится зачистка обрабатываемого участка. С каждого провода удаляется изоляция. После этого нужно провести обезжиривание, так как на поверхности жил может остаться нагар.
- При помощи кисточки или другого подобного инструмента наносится паста. Стоит учитывать, что она должна быть распространена равномерно по всей поверхности соединения. Кисточка подбирается в зависимости от поперечного сечения провода.
- Участок, на который была нанесена паста, нагревается. Для разогрева припоя в качестве нагревателя может применяться строительный фен или самодельно жало, обычная зажигалка. Нужно следить за тем, чтобы вещество не закипало, так как это может привести к изменению его основных свойств.
Паста для пайки без паяльника
Состав создаваемой пасты своими руками может несколько изменяться в зависимости от области применения. После воздействия высокой температуры паста становится сплошным материалом, устойчивым к механическому и иному воздействию.
Пайка проводов
Разберемся, как правильно паять паяльником провода. Прежде всего их концы, предназначенные для соединения, освобождаются от изоляции
Соединяемые провода важно качественно прогреть. Для этого размеры жала должны соответствовать габаритам деталей
Если паяльник слишком большой, то в процессе работы будут повреждены соседние элементы. При его малых размерах пайка окажется ненадежной, поскольку детали трудно прогреть.
Подготовка провода заключается в удалении с его конца изоляции. Ее снимают ножом или кусачками. Многожильный провод следует скрутить, чтобы не торчали отдельные части, и залудить. Для этого он опускается в ванночку с канифолью, паяльником берется капля припоя и проводится несколько раз по медным жилам. В процессе лужения провод нужно прогревать и поворачивать, чтобы покрытие было со всех сторон. Для подготовки к дальнейшей работе залуженный конец окунают в расплавленную канифоль и производят таким образом «лакировку». Ее излишки можно будет потом легко удалить рукой.
Ее излишки можно будет потом легко удалить рукой.
Припой является слабым сплавом и ломается от небольших нагрузок. Соединяемые провода предварительно зачищают и скручивают. Для этого они должны иметь общую ось. Их центры следует совместить, после чего один провод скручивается вдоль длины другого. Аналогичная операция проделывается со вторым концом. На место соединения наносится расплав канифоли, а затем — припой. Скрутку следует прогреть 2-3 сек.
Одножильные провода зачищают до блеска и окунают в канифоль. Затем их соединяют, прогревают 3-5 сек. и наносят припой. На оголенный провод надевают термоусадочную трубку большего диаметра, который уменьшается от повышенной температуры, после чего образуется надежная изоляция. Если спайка быстро остывает, для подогрева используют зажигалку. Освоив, как правильно паять провода, можно приступить к более сложным операциям.
Скручивать вместе медный и алюминиевый провода недопустимо из-за тепловыделения в переходном сопротивлении контакта. Их фиксацию производят через промежуточный элемент, которым может быть болтовое соединение с разделением шайбами, клеммный зажим, прослойка другого металла. Припой для пайки алюминия на основе олова подходит также к медному проводу и может быть для них надежным промежуточным слоем.
Подготовка
Перед началом соединения кабелей необходимо провести подготовительные работы:
- Заточить жало паяльника наждачной бумагой для получения гладкой поверхности с металлическим блеском. Передняя кромка жала затачивается под углом 45-60°, в результате инструмент приобретает конфигурацию жала плоской отвертки. На части изделий используется необгораемое жало, которое очищается от окалины специальной губкой. Заточка подобного инструмента запрещается.
- Включить устройство в бытовую сеть и дождаться прогрева. Если оборудование оснащено регулятором температуры, то требуется выставить желаемый параметр.
- Несколько раз окунуть жало в канифоль или флюс, а затем приложить к припою. Манипуляции продолжаются до момента покрытия зачищенного участка медного жала припоем. По мере появления нагара в процессе работы проводится повторное лужение поверхности. Паяльное оборудование с регулятором температуры менее подвержено образованию нагара.
- Очистить основу кабелей от слоя изолятора, а затем выполнить обработку токопроводящих жил. Если производится пайка многожильного провода, то металлические элементы предварительно скручиваются. Затем скрутка прогревается паяльником, наносится слой флюса и припоя. При соединении многожильных кабелей рекомендуется применять жидкий флюс, который проникает в выемки и зазоры между жилами.
 Если оборудование оснащено регулятором температуры, то требуется выставить желаемый параметр.
Если оборудование оснащено регулятором температуры, то требуется выставить желаемый параметр.Работа с микросхемами
Рассмотрим, как правильно паять микросхемы. Процесс имеет некоторые особенности. Микросхемы не выдерживают перегрева. В местах соединения не должно быть излишков припоя. Для этого применяют паяльник для микросхем с регулированием температуры нагрева.
Одновременный нагрев контактов производят с применением фена с насадками. Участок на плате необходимо очистить. Для этого подходит ацетон или универсальный растворитель лаков. Затем включается фен, и его температура устанавливается на уровне 330-370 ºС. При минимальной скорости обдува чип разогревается и сразу удаляется пинцетом после оплавления контактов. Затем зона спайки смазывается флюсом, а на место неисправной устанавливается новая микросхема. При нагреве феном она немного проседает от расплавления контактов, что является сигналом о конце операции. Место пайки протирается ацетоном, чтобы удалить остатки флюса. Достаточно мощные контакты можно дополнительно прогреть паяльником.
Когда будет освоена простая пайка паяльником, можно переходить на сложные соединения, например, разнородные металлы с использованием газового, печного или импульсного подогрева.
Пайка проводов
Инструменты и флюс подобраны и готовы к работе, осталось выяснить, как правильно паять паяльником провода. Пока разогревается инструмент, подготовьте проводники, которые решили соединить. Для этого их нужно аккуратно зачистить от изоляции не очень острым ножом или специальным инструментом. Выполняя эту операцию, старайтесь не повредить жилы
Это особенно важно, если провод многожильный – перерезая отдельные проводки, вы уменьшаете общее сечение провода
Осмотрите место зачистки. Жилы медные, а металл имеет яркий «рыжий» цвет? Предварительное облуживание не потребуется. Плотно скрутите провода между собой. Если проводник мягкий, а жилки тонкие, то это можно сделать руками. В противном случае воспользуйтесь пассатижами:
Подготовка многожильной проводки к пайке.
Теперь нужно нанести на место скрутки паяльный флюс. Если вы пользуетесь жидким, к примеру, раствором канифоли в спирте, то используйте кисточку. Если канифоль твердая, то просто положите скрутку на кусочек канифоли и прижмите ее разогретым паяльником до легкого вплавления в канифоль. Теперь самая ответственная операция. Слегка обмакните жало в канифоль, а затем сразу же возьмите на него немного припоя. Прикоснитесь паяльником к будущему месту пайки и грейте соединение до тех пор, пока припой не начнет растекаться по проводу. Равномерно распределите расплав по всей скрутке. В результате у вас должно получиться что-то подобное:
Качественно спаянные проводники.
Если результат несколько отличается, не расстраивайтесь – с первого раза может получиться не совсем эстетично. Главное – припой равномерно растекся по проводкам, хорошо их смочил и пропитал скрутку. Все равно недовольны? Повторите операцию – снова нанесите канифоль и прогрейте место соединения, добавив припоя или, напротив, убрав лишний. Точно так же поступают и с одножильной или смешанной проводкой.
Теперь осталось решить вопрос как правильно спаять провода, если соединяемые проводки старые и сильно окислились. Прежде всего, постарайтесь качественно и до блеска зачистить жилки. Если провода одножильные, это несложно – достаточно ножа или мелкой наждачной бумаги. Но многожильный провод качественно зачистить не удастся, поэтому придется применить несколько иную технологию пайки паяльником – предварительное лужение с использованием кислотного флюса. Если такового под рукой не оказалось, воспользуйтесь таблеткой обычной ацетилсалициловой кислоты, именуемой в народе «аспирин».
Прежде всего, постарайтесь качественно и до блеска зачистить жилки. Если провода одножильные, это несложно – достаточно ножа или мелкой наждачной бумаги. Но многожильный провод качественно зачистить не удастся, поэтому придется применить несколько иную технологию пайки паяльником – предварительное лужение с использованием кислотного флюса. Если такового под рукой не оказалось, воспользуйтесь таблеткой обычной ацетилсалициловой кислоты, именуемой в народе «аспирин».
Ацетилсалициловая кислота – отличный кислотный флюс для пайки.
Облуживание при помощи таблетки аспирина проводите в следующей последовательности:
- Освободите концы проводников от изоляции.
- По возможности зачистите окисленные провода до блеска.
- Если в проводнике много жил, плотно их скрутите между собой.
- Прижмите проводник к таблетке и прогрейте паяльником до появления дыма.
- Возьмите на жало немного канифоли, припоя и прогревая провод, хорошенько покройте его припоем, которого на жале должен быть минимум.
- Промойте облуженные концы проводов спиртом, чтобы удалить остатки кислоты.
После всех этих процедур в вашем распоряжении окажутся два одножильных проводка, готовых к пайке обычным образом:
Облуженные провода, готовые к пайке.
Для чего нужны распределительные коробки
Коробка для коммутации проводов
Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.

В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Инструменты
Паяльники, их разновидности
Паяльники различаются по физическому принципу разогрева, мощности, форме рабочего инструмента, питающему напряжению, характеру разогрева и другим факторам.
Чаще всего встречаются электрические паяльники. Они состоят из нагревательного элемента, изолированной по напряжению и по теплу от него ручки и рабочего инструмента, или «жала». Жало острое, но бывает плоско заостренной формы или коническое. На конце жала имеется ямка или канавка для удержания небольшого количества припоя. Припоем этим «мажут» то, что нужно спаивать. Однако не всегда «мажется». Такое происходит, когда припаять пытаются по холодной поверхности металла. Следовательно, металл необходимо слегка разогреть. А вот от массы разогреваемого металла зависит скорость разогрева. Ее можно увеличить, взяв паяльник большей мощности.
Электрический паяльник
Поэтому и существуют паяльники разных мощностей.
Электрический паяльник
Мощность:
- ≥ 100 Вт — мощные. Ими припаиваются провода между собой, металлические трубы и трубки, используемые в антеннах, вентиляции, как оболочки для кабелей и так далее. Ими же можно лудить, запаивать, спаивать металлические изделия — посуду, корпуса приборов, механические конструкции. Или припаивать одни металлические детали к другим. Мощная пайка — это почти как сварка.
Жало
Электрические паяльники еще различаются по питаемому напряжению. В паяльниках на 220 вольт всегда, даже при самых малых мощностях, есть вероятность пробоя. Пробой может поразить человека или испортить схему, с которой он работает. При использовании ценных компонент это существенно. Даже и без пробоя в схеме может быть наводка переменного тока, которая также может пожечь элементы схемы. Поэтому в радиоэлектронике используют паяльники меньшего напряжения (36 В, 12 В) как переменного тока, так и постоянного. Соответственно, для их запитки используются блоки питания.
Пробой может поразить человека или испортить схему, с которой он работает. При использовании ценных компонент это существенно. Даже и без пробоя в схеме может быть наводка переменного тока, которая также может пожечь элементы схемы. Поэтому в радиоэлектронике используют паяльники меньшего напряжения (36 В, 12 В) как переменного тока, так и постоянного. Соответственно, для их запитки используются блоки питания.
Бесточный паяльник
Есть и совсем бесточные паяльники, где разогрев происходит от химической реакции горения, чаще всего это газовые паяльники, но встречаются и на жидком топливе. В них нагрев идет от струи сгораемого топлива. Температура ее может достигать величины в 1300 °С, тонкость струи позволяет выполнять ювелирные работы. Они и используются в ювелирном деле, в авиамоделировании и т.д.
Газовый паяльник
Встречаются еще термовоздушные, инфракрасные, индукционные паяльники. Однако, независимо от принципа работы, процедура пайки примерно одинакова везде.
Еще паяльники бывают питаемые извне (как уже рассмотрено) или автономные. Последние — электрические, на батарейках, и газовые — на баллончиках.
Дополнительная техника и приспособления
Паяльник ставят на подставку, которая защищает окружающие предметы от воздействия его высокой температуры. Для пайки используют площадку, которая не боится температуры, расплавленных капель флюса, припоя. И все равно, как спаять два провода, имея только паяльник и припой? Хорошо паять провода паяльником, если они фиксированы и не болтаются перед глазами. Например, в проводке торчат из стены. И то я их беру и скручиваю, только тогда можно выполнить процедуру пайки паяльником. За столом же необходимо спаиваемые предметы фиксировать.
Подставка под паяльник
Используются пассатижи. Ими можно взять деталь (провод) и прижать к месту пайки.
Пассатижи
А предмет, куда делается распайка, удобно фиксировать струбциной.
Струбцина
Предварительная обработка
Перед тем как спаять провода, их зачищают от изоляции. Делается скрутка или пайка многожильного провода. Поверхность зачищается от окисла ножом или напильником.
Зачищение от изоляции
Так как окисление на воздухе происходит постоянно, а когда металл разогревается – более интенсивно, лучше сразу, пока он холодный, провести флюсование канифолью. Канифоль расплавляется греющимся паяльником, и в нее погружается конец провода. Или паяльником наносится слой флюса на провод.
Флюсование канифолью
Еще перед тем как паять провода окончательно, хорошо сделать залуживание. Проволока лудится, пока она еще не припаянная, чтобы, во-первых, заранее увеличить площадь, покрытую припоем, а во-вторых, часть операции пайки, требующая интенсивного разогрева, прошла раньше, чем сама пайка. То есть, чтобы тепло, распространяющееся от точек паек-лужений, успевало рассеяться, не причинив вреда остальным элементам схемы.
Залуживание проводов
Флюс
Флюс — это дополнительная смесь, улучшающая качество пайки. Температура ее плавления должна быть ниже температуры плавления припоя. Флюс плавится до процесса собственно пайки и дополнительно готовит к спайке поверхности, подлежащие соединению. Он обтекает их тонким слоем, очищающим поверхность металлов, способствует лучшему сцеплению припоев с металлом, при этом препятствуя окислению горячих металлов. Некоторые флюсы воздействуют и на припой, уменьшая силу его поверхностного натяжения в расплавленном состоянии. Тогда слой припоя на металле будет более равномерным. Флюсы дополнительно обеспечивают качество пайки.
Флюсы для пайки
Флюсы бывают активные и пассивные. Активные содержат кислоты и вредные летучие вещества, они перед пайкой протравливают металл, удаляя с него жир и окислы. После такого травления необходимо смыть жидкий флюс, потому что его остатки на поверхности и под припоем продолжат свою химическую работу, ничего хорошего этим не принося.
Пассивные флюсы кислот не содержат, действуют на загрязнения как растворители (после своего расплавления). Самым распространенным является канифоль, на основе древесной смолы. Она входит в состав спирто-канифольных флюсов, которые используют в паянии электронных и радиотехнических схем.
Флюс паяльный СКФ
Благодаря флюсам можно паять металлы, которые иначе спаять трудно или невозможно: цинк, сталь, алюминий, окисленное серебро, платина, золото…
Алюминий спаять можно, только нужно иметь в виду два фактора:
- как очень активный металл (следующий по таблице Менделеева за натрием) он окисляется мгновенно, создавая очень прочную пленку своего окисла Al2O3. А это вещество известно в природе как корунд, драгоценный камень, и припаять его раньше этого окисления бывает невозможно большинством припоев;
- пайка алюминиевой проволоки с другим металлом дает ненадежный контакт, так как в паре спаянных металлов алюминий будет всегда (практически) наиболее теплоемким. В дальнейшем при нагревании алюминий будет расширяться сильнее и меди, и припоя, и очень быстро вокруг него образуются полости, ухудшающие контакт. Получается, что такое прекрасное качество «крылатого металла» оказывается не к месту в электротехнике.
Поэтому обычно вместо пайки алюминиевого провода делают винтовой или пружинный зажим (например, Wago). В радиотехнике же он практически не используется.
Пайка многожильных проводов
Многожильные проводники быстро нагреваются от паяльника и легко лудятся. Для пайки проводов понадобится стриппер (щипцы для зачистки проводов), паяльник, жидкая канифоль и припой.
Подготавливаем оба провода.
Нанесите жидкую канифоль на место соединения. Жидкая канифоль проникает внутрь проводков и тем самым повышает качество пайки. И канифоль дешевле любого другого флюса. Дорогих и качественных флюсов для такой пайки не требуется. Тем более, когда надо спаять сотню проводов.Температура пайки до 300 °C. С такой температурой паяльник не повредит изоляцию на проводе.
Наносим припой на паяльник и несколькими ровными движениями проходим по месту пайки. Время пайка не более 3 секунд. За это время канифоль успевает испариться. А без канифоли припой начнет собираться в кучки, и будет плохо паяться.
Если на контакте есть комки припоя и трещины, повторите процедуру заново. Дождитесь остывания контакта, иначе можно повредить кисточку от жидкой канифоли.
Другой способ
Альтернативный вариант — это лужение контактов перед их спаиванием. Такой метод снижает скорость работы, однако он позволяет добиться высокого качества пайки.
Скручиваем два провода в единую жилку отдельно друг от друга и залуживаем их припоем. Далее прислоняем их друг к другу, наносим канифоль и спаиваем.
Качество контакта получается выше, но припоя тратится больше.
Изоляция и термоусадки
Провода надо обязательно изолировать, будь это наушники или блок питания. Для этой цели подойдут термоусадки. Они бывают разных размеров, цветов и материалов.
Отрезаем термоусадку с запасом.
Закрываем контакт.
Если у вас паяльная станция, можно обойтись и 100 °C. Если нет, то можно использовать огонь от зажигалки или спички.
Нагреваем термоусадку с одного конца, плавно переходя на второй.
Термоусадка приклеивается к проводу.
Если нет термоусадки, то можно воспользоваться изолентой. А синяя изолента добавляет психологически +10% к прочности контакта.
Как пользоваться паяльником?
С поверхностей деталей удаляются посторонние вещества посредством зачистки наждачной бумагой и обезжиривания ацетоном или бензином.
Жало очищается от окислов и гари напильником, бруском или наждачной бумагой.
Паяльник нагревается, его конец покрывается канифолью, а затем залуживается. Для этого припой на жале растирается деревянным бруском. Вся рабочая поверхность должна приобрести характерный серебристый цвет.
Нагревается припой. Его небольшая часть в виде капли наносится на место соединения и разравнивается. Если это необходимо, он добавляется до нужного количества, пока не закроет место контакта. Участок соединения прогревается. Как правильно паять провода? Соприкосновение жала с проводником должно быть по максимально большой площади, а не кончиком, как это делают неопытные монтажники. При этом канифоль должна еще оставаться на капле припоя, чтобы не началось его окисление. Процесс пайки производится в один прием. Если несколько раз отводить и снова прижимать жало к детали, припой станет серым из-за окисления, поскольку канифоль испаряется раньше. В процессе остывания детали должны быть неподвижными. При смещении проводов, когда припой еще не застыл, в нем образуются микротрещины, ухудшающие прочность соединения и создающие дополнительное электрическое сопротивление.
Остатки канифоли удаляются кисточкой, смоченной спиртом.
Что такое пайка
Не ссылаясь на «википедию», объясним своими словами. Пайка, это соединение металлических контактов с помощью токопроводящего расплава, с последующим его застыванием. При этом, в отличие от сварки, ни одна из соединяемых деталей не должна плавиться в процессе. Разумеется, после застывания токопроводящего расплава (припоя), должна быть обеспечена надежная электропроводимость соединения. Сопротивление контактов не может влиять на характеристики электросхемы.
Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению.
Для различных материалов разработаны специальные флюсы. Используются даже кислоты.
Форма и размеры рабочего кончика жала паяльника должны соответствовать контактам и условиям пайки. Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.
Выбор мощности — для пайки печатных плат подойдет диапазон 25–60 Вт. Слишком высокая температура может не просто перегреть место пайки, некоторые радиодетали выходят из строя при термическом воздействии. Обратная сторона медали: низкая температура будет отводиться из зоны пайки массивными контактами или толстым теплопроводным проводником. Придется долго держать жало в рабочей зоне — отсюда снова перегрев деталей. Например, когда встает вопрос, как выпаять конденсатор, важно точно знать градус. Золотое правило пайки: высокая температура и кратковременный нагрев. Это умение приходит только вместе с опытом.
Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали. С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
Повторимся, это лишь теоретические основы, из которых пока не ясно, как паять паяльником. Подробные инструкции увидите далее.
паяльником,своими руками, горелкой, пошаговая инструкция
В статье мы рассмотрим как осуществляется пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция.
Преимущество пайки перед остальными способами соединений
Соединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
- Нож для зачистки изоляции;
- Бокорезы;
- Пассатижи или плоскогубцы;
- Наждачная бумага;
- Паяльник;
- Припой;
- Флюс.
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачковНельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Марка припоя | Состав, % | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Марка флюса | Состав |
| Канифоль | Канифоль сосновая |
| Спиртоканифоль | Канифоль 30-40%, спирт этиловый 60-70 % |
| ЛТИ-120 | Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 % |
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1: Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте. Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Рисунок 4. Облуживание жала паяльникаСовет #2: Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
Рисунок 5. Правильно облуженное жало паяльника.Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Рисунок 6. Электрический и газовый тигли для пайки проводовБольшой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
Оцените качество статьи:
Как паять паяльником правильно — правила соединения проводов, инструменты
Пайка считается едва ли не самым лучшим соединением двух проводников. Однако есть еще сварка, и они могут поспорить за первенство. Но имеются тонкости.
Паять или варить?
Пайка представляет собой нанесение на приближенные друг к другу проводники припоя, который в расплавленном виде смачивает оба проводника и при застывании делает весь стык цельнометаллическим, хотя и «слоеным». Проводники при этом не расплавляются сами и оказываются погруженными в припой. Припой — это специально подготовленный по физическим свойствам сплав, такой, чтобы температура его плавления была ниже, чем у спаиваемых проводников. А состав — таким, чтобы обеспечивалась идеальная смачиваемость поверхности металлов жидким припоем, которая давала бы в дальнейшем хорошее качество прохождения электрического тока через место спайки.
Варкой является расплавление металлов контакта. Сварочный электрод также выполняется из сплава с определенными свойствами, только в данном случае нужно, чтобы при расплавлении всех трех материалов в месте контакта образовался третий, сплав их всех, который обеспечивал бы плавный переход свойств от одного проводника к другому, а после застывания образовывал бы в месте сварки монолитную конструкцию. Получается, сварка лучше и в электрическом отношении, и в прочностном.
Только не всегда это достижимо. При варке металлов требуется настолько мощный прогрев, чтобы все три металла дошли до плавления. Следовательно, и температурное воздействие на приборы, расположенные в непосредственной близости от места контакта, может оказаться разрушающим. Тогда как при спайке воздействие это гораздо более бережное.
По этим причинам сварка не находит применения в электронике и микроминиатюрной схемотехнике. С помощью ее создают качественные и прочные контакты на силовых электрических цепях, магистральных линиях, где важна стабильность прохождения токов больших величин через все стыки проводников.
Рабочее место пайщика
Когда производится соединение проводов пайкой, то в процессе участвуют как минимум четыре компонента. Это 2 спаиваемых проводника, припой и источник тепла.
Рабочее место пайщикаЧтобы привести все это к положению, позволяющему выполнить качественно паяние, используют еще инструменты и дополнительные материалы. И лучше проводить работу с паяльником на специально оборудованном рабочем месте, где под рукой все необходимое, есть достаточная рабочая площадь для проведения всех необходимых действий и обеспечено освещение, чтобы все было хорошо видно и под контролем. Как правило, процесс пайки очень важен при работе с электрическими и электронными схемами, но им не исчерпывается все разнообразие такой деятельности. Поэтому рабочее место пайщика обычно вписывается в более широкое: место проведения радиомонтажных работ, рабочее место мастера по электроремонту или кабельщика-спайщика.
Но даже и в случае большой загроможденности его прочими инструментами, приборами и материалами, если не позаботиться о достаточном местечке для проведения спайки и удобстве выполнения этого вида работы, надлежащее качество работы вряд ли будет достигнуто. Другое дело, если пайка производится на линии электропроводки, проводов в распределительной коробке, скруток проводов при ремонте и замене… Тогда рабочим местом становится непосредственно то место, где обнаружена необходимость в пайке паяльником проводов между собой. Поэтому оно должно быть мобильным.
Рабочее место пайщикаМобильное место пайщика обычно состоит из ящика для инструментов, который, раскладываясь, превращается в небольшой столик, где все под рукой и спокойно выполняется пайка проводов паяльником. В этом случае необходимо позаботиться об электропитании. Обычно на линиях электропроводки в разных местах (на щитках) имеются розетки. Нужно иметь в этом случае для паяльника и освещения удлинитель с блоком розеток длиной примерно в половину прогона инспектируемой сети или чуть длиннее. Разумеется, если не производят пайку проводов газовой горелкой.
Мобильное место пайщикаПроцесс пайки и компоненты
Главную роль в пайке и качестве ее результатов играет припой. Он должен иметь температуру плавления значительно ниже, чем температура плавления каждого из проводников. Поэтому самым главным металлом в припое является олово, которое плавится при 231,9 °С. Однако в чистом виде его применять нельзя, как это убедились когда-то запайщики кастрюль. Хороший металл: не окисляется, мягкий, пластичный. Но при температуре ниже +18 °С олово становится «плохим», и все, что из него или с помощью него сделано, может разрушиться. Дело в том, что кристаллическая решетка олова имеет три варианта пространственного расположения атомов, и белое олово, которое нормально себя ведет при температуре выше +18 °С, становится хрупким, серым, если температура снижается. Поэтому вместо олова всегда употребляют сплав, где олово ценится за низкую температуру плавления. Остальные металлы многочисленных модификаций припоя в разных пропорциях:
- свинец;
- висмут;
- кадмий.
Эти три металла используются в легкоплавких припоях, так как и у них температура плавления не очень высока — не выше 450 °С. Легкоплавкие припои обычно еще называют оловянно-свинцовыми, обозначаются они маркировкой ПОС (ПОС-30, ПОС-40, ПОС-50, ПОС-60). В радиотехнике популярны ПОС-30 и ПОС-40. Чем выше число, тем выше прочность припоя. Имеются такие составы, называемые сплав Розе или сплав Вуду, температура плавления которых ниже температуры кипения воды (75–80 °С)! Плату с нанесенным на нее таким составом можно облудить, просто опустив в кипящую воду. Легкоплавкие припои выпускаются в виде прутков и проволоки диаметром 1 мм или в виде такой же трубочки, наполненной флюсом.
Легкоплавкий припойСледующие металлы являются компонентами тугоплавких припоев:
- медь;
- цинк;
- сурьмы.
Тугоплавкие припои дают хорошие прочностные характеристики спаек, их долговечность и даже гибкость, однако в незаводских условиях с ними иметь дело трудно. А при работе с миниатюрными радиотехническими схемами невозможно из-за большего требуемого разогрева. Их температуры плавления располагаются в диапазоне 450–830 °С.
Флюс
Флюс — это дополнительная смесь, улучшающая качество пайки. Температура ее плавления должна быть ниже температуры плавления припоя. Флюс плавится до процесса собственно пайки и дополнительно готовит к спайке поверхности, подлежащие соединению. Он обтекает их тонким слоем, очищающим поверхность металлов, способствует лучшему сцеплению припоев с металлом, при этом препятствуя окислению горячих металлов. Некоторые флюсы воздействуют и на припой, уменьшая силу его поверхностного натяжения в расплавленном состоянии. Тогда слой припоя на металле будет более равномерным. Флюсы дополнительно обеспечивают качество пайки.
Флюсы для пайкиФлюсы бывают активные и пассивные. Активные содержат кислоты и вредные летучие вещества, они перед пайкой протравливают металл, удаляя с него жир и окислы. После такого травления необходимо смыть жидкий флюс, потому что его остатки на поверхности и под припоем продолжат свою химическую работу, ничего хорошего этим не принося.
Пассивные флюсы кислот не содержат, действуют на загрязнения как растворители (после своего расплавления). Самым распространенным является канифоль, на основе древесной смолы. Она входит в состав спирто-канифольных флюсов, которые используют в паянии электронных и радиотехнических схем.
Флюс паяльный СКФБлагодаря флюсам можно паять металлы, которые иначе спаять трудно или невозможно: цинк, сталь, алюминий, окисленное серебро, платина, золото…
Алюминий спаять можно, только нужно иметь в виду два фактора:
- как очень активный металл (следующий по таблице Менделеева за натрием) он окисляется мгновенно, создавая очень прочную пленку своего окисла Al2O3. А это вещество известно в природе как корунд, драгоценный камень, и припаять его раньше этого окисления бывает невозможно большинством припоев;
- пайка алюминиевой проволоки с другим металлом дает ненадежный контакт, так как в паре спаянных металлов алюминий будет всегда (практически) наиболее теплоемким. В дальнейшем при нагревании алюминий будет расширяться сильнее и меди, и припоя, и очень быстро вокруг него образуются полости, ухудшающие контакт. Получается, что такое прекрасное качество «крылатого металла» оказывается не к месту в электротехнике.
Поэтому обычно вместо пайки алюминиевого провода делают винтовой или пружинный зажим (например, Wago). В радиотехнике же он практически не используется.
Инструменты
Паяльники, их разновидности
Паяльники различаются по физическому принципу разогрева, мощности, форме рабочего инструмента, питающему напряжению, характеру разогрева и другим факторам.
Чаще всего встречаются электрические паяльники. Они состоят из нагревательного элемента, изолированной по напряжению и по теплу от него ручки и рабочего инструмента, или «жала». Жало острое, но бывает плоско заостренной формы или коническое. На конце жала имеется ямка или канавка для удержания небольшого количества припоя. Припоем этим «мажут» то, что нужно спаивать. Однако не всегда «мажется». Такое происходит, когда припаять пытаются по холодной поверхности металла. Следовательно, металл необходимо слегка разогреть. А вот от массы разогреваемого металла зависит скорость разогрева. Ее можно увеличить, взяв паяльник большей мощности.
Электрический паяльникПоэтому и существуют паяльники разных мощностей.
Электрический паяльникМощность:
- ≥ 100 Вт — мощные. Ими припаиваются провода между собой, металлические трубы и трубки, используемые в антеннах, вентиляции, как оболочки для кабелей и так далее. Ими же можно лудить, запаивать, спаивать металлические изделия — посуду, корпуса приборов, механические конструкции. Или припаивать одни металлические детали к другим. Мощная пайка — это почти как сварка.
- < 100 Вт до 4 Вт — паяльники малой мощности, ими делается распайка контактов, распиновка разъемов, припаиваются электронные компоненты. Можно паять провода паяльником малой мощности к небольшим устройствам.
Электрические паяльники еще различаются по питаемому напряжению. В паяльниках на 220 вольт всегда, даже при самых малых мощностях, есть вероятность пробоя. Пробой может поразить человека или испортить схему, с которой он работает. При использовании ценных компонент это существенно. Даже и без пробоя в схеме может быть наводка переменного тока, которая также может пожечь элементы схемы. Поэтому в радиоэлектронике используют паяльники меньшего напряжения (36 В, 12 В) как переменного тока, так и постоянного. Соответственно, для их запитки используются блоки питания.
Бесточный паяльникЕсть и совсем бесточные паяльники, где разогрев происходит от химической реакции горения, чаще всего это газовые паяльники, но встречаются и на жидком топливе. В них нагрев идет от струи сгораемого топлива. Температура ее может достигать величины в 1300 °С, тонкость струи позволяет выполнять ювелирные работы. Они и используются в ювелирном деле, в авиамоделировании и т.д.
Газовый паяльникВстречаются еще термовоздушные, инфракрасные, индукционные паяльники. Однако, независимо от принципа работы, процедура пайки примерно одинакова везде.
Еще паяльники бывают питаемые извне (как уже рассмотрено) или автономные.
Последние — электрические, на батарейках, и газовые — на баллончиках.
Дополнительная техника и приспособления
Паяльник ставят на подставку, которая защищает окружающие предметы от воздействия его высокой температуры. Для пайки используют площадку, которая не боится температуры, расплавленных капель флюса, припоя. И все равно, как спаять два провода, имея только паяльник и припой? Хорошо паять провода паяльником, если они фиксированы и не болтаются перед глазами. Например, в проводке торчат из стены. И то я их беру и скручиваю, только тогда можно выполнить процедуру пайки паяльником. За столом же необходимо спаиваемые предметы фиксировать.
Подставка под паяльникИспользуются пассатижи. Ими можно взять деталь (провод) и прижать к месту пайки.
ПассатижиА предмет, куда делается распайка, удобно фиксировать струбциной.
СтрубцинаПредварительная обработка
Перед тем как спаять провода, их зачищают от изоляции. Делается скрутка или пайка многожильного провода. Поверхность зачищается от окисла ножом или напильником.
Зачищение от изоляцииТак как окисление на воздухе происходит постоянно, а когда металл разогревается – более интенсивно, лучше сразу, пока он холодный, провести флюсование канифолью. Канифоль расплавляется греющимся паяльником, и в нее погружается конец провода. Или паяльником наносится слой флюса на провод.
Флюсование канифольюЕще перед тем как паять провода окончательно, хорошо сделать залуживание. Проволока лудится, пока она еще не припаянная, чтобы, во-первых, заранее увеличить площадь, покрытую припоем, а во-вторых, часть операции пайки, требующая интенсивного разогрева, прошла раньше, чем сама пайка. То есть, чтобы тепло, распространяющееся от точек паек-лужений, успевало рассеяться, не причинив вреда остальным элементам схемы.
Залуживание проводовРабота с паяльником
Как паять, знают все. Но как правильно паять паяльником, точно по инструкции, знают не многие. Прежде всего, до того как паять паяльником провода (или детали), надо вспомнить о мерах ПРЕДОСТОРОЖНОСТИ.
Опасаться надо:
- Химически активных веществ, возможно, участвующих в процессе.
- Напряжения 220 вольт. Провод, питающий паяльник, должен быть исправен, расположен так, чтобы не мешать процессу работы и не попасть под разогретое жало.
- Температуры жала. Около 400 градусов, ожоги от него сразу создают омертвение тканей.
- Возгораний от возможного соприкосновения разогретых частей паяльника или проводов, которые паяются, с окружающими предметами, особенно горючими: деревом, бумагой, пластиком, реактивами, одеждой людей.
- Капель расплавленного металла. Капли металла, если его слишком много на паяльнике, могут срываться и падать на все окружающее: на людей, предметы. Вызывая ожоги, порчу предметов, и, возможно, возгорания.
- Неостывших пропаянных предметов. Неостывшего паяльника.
От многих неприятностей избавляет хорошее расположение всех предметов и самого паяющего и твердая фиксация с помощью струбцины и плоскогубцев.
Как правильно паять провода
Пайка медных проводов самая легкая, так как медь и пластична, и прекрасно смачивается любым припоем. Однако она интенсивно отводит тепло, поэтому паяльник для пайки проводов должен быть достаточно мощным, ватт 70–100.
Можно проводить пайку в два этапа двумя разными паяльниками. Скрутка, пайка скрутки, лужение проводов, не связанных с электронными приборами, делается на первом этапе паяльником большей мощности. После чего берется маломощный паяльник, и им можно делать распайку, паять тонкие контакты, выполняется пайка конденсаторов, диодной ленты и т.д.
Места паек предварительно разогреваются. Этого можно достигнуть на этапах флюсования и лужения. Лужение делают несколькими движениями паяльника. Чтобы провода покрылись припоем, берут небольшие его капли и размазывают их по поверхности, уже покрытой флюсом (канифолью), чтобы пролуженная площадь превышала пределы места пайки.
Пролуженные горячие (но не чрезмерно) провода сближаются, прижимаются и, возможно, подгибаются для компактности друг к другу, и на место их контакта наносится одна хорошая капля припоя, предварительно взятая паяльником. Эта капля должна слиться с припоем лужения, быть округлой, не излишне массивной и без торчащих сосулек.
Пайка проводовСхватывание места спайки происходит достаточно быстро, однако необходимо, чтобы проводники, в ней участвующие, это время были абсолютно неподвижны. Можно помочь остужению, просто дунув на спайку. Капля стала матовой — значит, спайка состоялась.
После окончательного остывания можно место спайки заизолировать. В электрических схемах контакты и тонкие провода изолируют нанесением канифоли. Провода изолируются изолентой или термоусадочными трубками.
Похожие статьи:Соединение проводов в распредкоробке методом пайки своими руками
Когда нужно соединить медные провода в распределительной коробке, я делаю скрутки и пропаиваю их. Однако в настоящий момент ходит много споров о надежности: кто-то утверждает о надежнейшем пропаянном соединении, а кто-то ругает пайку и рекомендует пружинные клеммники. Стоит заметить, что сторонники паяльника — бывалые, советской закалки электрики.
Сегодня мы не будем выяснять что лучше — на мой взгляд, объективной оценкой качества соединений будет сравнительный тест на экстремальных токах, возможно в будущем мы проведем подобный тест. Но сейчас поговорим о том, как скручивать провода в распаечных коробках и собственно их пропаивать.
Хочется заметить: несмотря на то, что процесс немудреный и его несложно освоить, выполнять его нужно с тщательностью и аккуратностью. Ведь все возгорания, как правило, от плохого контакта в тех или иных местах.
Инструмент
Для выполнения всех операций нам понадобится следующий инструмент:
Паяльник 100-150 Вт с медным жалом. Обычный, без наворотов в виде несгораемого жала и прочего. Жало может быть прямым или изогнутым.
Также нам понадобятся бокорезы (кусачки), плоскогубцы (пассатижи) и строительный нож. При работе с толстыми скрутками, где например будут присутствовать жилы 4 мм², понадобятся дополнительные плоскогубцы.
К необязательному инструменту можно отнести клещи для снятия изоляции: обойтись можно и без них, однако с этим инструментом дела идут быстрее.
Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат. В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:
Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.
Вот еще достаточно неплохой припой REXANT:
При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.
Скрутка проводов
Итак, все провода зачищаются от общей изоляции, защищающей весь кабель. Для каждой отдельной жилы берется длина на скрутку плюс небольшой запас — основание скрутки должно быть скручено жилами с изоляцией. Вообще, нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Совет: старайтесь всегда поместить в распаечную коробку побольше запаса проводов, даже с учетом уже сделанных скруток. Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт. Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве своих работ.
Для самих скруток жилы зачищаются сантиметров на 10 — после скручивания лишнее откусится бокорезами. Конечная длинна скрутки оголенных проводов должна быть не менее 4 см. Если монтаж производится в просторных распредкоробках, длину скруток можно увеличить до 7-8 см. Главное чтобы скрутки поместились в коробку без изгибов.
Но это я забежал немного вперед: перед скруткой оголенных жил необходимо хорошенько их протереть тряпочкой, смоченной в спирте или флюсе ТАГС. После обработки поверхность меди должна иметь однородный желтый цвет без темных участков — только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то перед протиранием их можно обработать мелкой шкуркой.
Когда среди скручиваемых проводов присутствуют мягкие, многожильные проводники, то их следует с особой тщательностью очищать от окислов.
Скрутка производится плоскогубцами так, чтобы несколько сантиметров с изоляцией так же стали частью скрутки. Закручивать следует с достаточным усилием, однако нужно не перестараться и не порвать ни одной жилы. Здесь рекомендуется предварительно потренироваться на пробных скрутках и «почувствовать» материал.
При скручивании большого количества жил или когда сечение жил большое (4 мм² например), основание скрутки нужно придерживать дополнительными плоскогубцами.
Когда скрутки закручены, их нужно укоротить бокорезами до необходимой нам длинны. Короче 4 см. не рекомендуется.
Распаечная коробка скручена, можно приступать к пропаиванию.
Пайка
Пока разогревается паяльник, нужно «нанести» припой на скрутки. Для этого проволоку припоя наматывают на каждую скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально. Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Если в скрутке присутствуют многожильные проводники, то припоя следует наматывать больше, чем обычно. Многожильные провода требуют гораздо большего количества олова — нужно учитывать количество гибких проводников в общем объеме.
Разогретым паяльником касаемся края скрутки и ждем, пока припой не расплавится. При плавлении припоя ведем паяльник к основанию — припой должен оплавляться раньше, чем паяльник достигнет точки его расплавления. Ключевой момент: паяльник нагревает металл, а металл в свою очередь расплавляет припой. К слову: сосвем необязательно вести паяльник от края к основанию скрутки, можно и наоборот — от основания к краю.
Припой должен заполнить все пустоты между проводниками и пропаять всю скрутку. Визуально — из всех месть соприкосновения жил друг с другом должен быть виден припой. Мелкие скрутки покрываются припоем полностью, а те что покрупнее — припой заполняет места соприкосновения жил.
Расплавленный припой обязательно будет капать вниз, поэтому нужно принять все необходимые меры защиты, как себя, так и окружающего пространства.
Если есть сомнения в том, что припой заполнил все труднодоступные места, то пайку можно повторить заново. Для этого нужно хорошо протереть место пайки спиртом или ТАГС-ом, намотать припой и все повторить. В таких ситуациях сразу проявляется качество припоя: «дерьмовым» так и не получится пропаять со второго раза.
После пайки скрутки готовы к изоляции, их можно «укутывать» изолентой или термоусадочной трубкой. Так как мы не использовали паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости. Во время укладки на свои места нужно избегать изгиба пропаянных мест.
В заключение хочется сказать, что пайка соединений в коробках — дело достаточно простое. Однако придется сначала немного потренироваться и возможно, перепробовать несколько разных припоев.
Оцените публикацию: Оценка: 4.1 (20 голосов)Смотрите также другие статьи
Как правильно паять провода?
Пайка медных проводов паяльником является распространенной методикой соединения компонентов электрических цепей. При выполнении работ необходимо соблюдать технологию подготовки поверхности и нанесения припоя. При нарушении правил стыка кабелей не обладает достаточной прочностью и оказывает негативное влияние на работу электротехнического оборудования.
Что потребуется для пайки
Для соединения кабелей припоем потребуется электрический паяльник, мощность устройства зависит от сечения и материала провода. Для повышения качества работы жало очищается от нагара и следов канифоли абразивным инструментом. В бытовых условиях для чистки применяется напильник или наждак на плотной основе. Напильник позволяет удалить грубые наросты нагара, наждачная бумага предназначена для финишной обработки рабочей поверхности жала.
При пайке медных проводов потребуются дополнительные приспособления для обрезки и удаления изоляционного слоя. Кабели подгоняются под требуемый размер электротехническими кусачками, рекомендуется использовать инструмент с изолированными рукоятками. Для удаления изолятора применяется канцелярский нож или специальные клещи, позволяющие равномерно зачищать кабель.
Дополнительные приспособления, используемые при пайке:
- Основание, предназначенное для хранения паяльника и дополнительных принадлежностей. Устройство изготовлено из металла или термостойкого пластика.
- Подставка, позволяющая корректно позиционировать соединяемые детали. При удержании толстых кабелей рукой детали будут разъезжаться в стороны, что ухудшает качество соединения. Встречаются подставки с дополнительными зажимами, увеличительным стеклом и подсветкой. Оборудование предназначено для пайки малогабаритных деталей.
- Металлическая сетка, позволяющая убрать из линии стыка излишки припоя.
- Пинцеты или зажимы, предназначенные для облегчения процедуры соединения деталей припоем.
Выбор правильных материалов
Для очистки поверхности медной проводки от окислов, препятствующих нанесению припоя, используются активные вещества, способные удалить посторонние налеты. Базовым средством является канифоль, вещество не относится к категории агрессивных и не требует дополнительной промывки поверхности. Канифоль применяется для соединения тонких проводников или монтажа компонентов на печатных платах.
Если планируется подсоединить провода к луженым элементам, то применяется раствор канифоли в органическом растворителе или специальный флюс в виде пасты. Флюс наносится на место соединения, после нанесения припоя удалять остатки вещества не требуется. Для припаивания тонких проводников применяется активированный флюс на основе канифоли (например, ЛТИ 120). Допускается использование глицерин-гидразиновой пасты, после обработки место стыка обезжиривается.
Кислотные флюсы применяются при монтаже деталей с увеличенными габаритами. Остатки агрессивного вещества требуется удалить раствором соды. Для соединения алюминиевых проводников рекомендуется использовать специальные флюсы (например, Ф 64), обеспечивающие контакт металлических деталей. Поскольку в состав реагента входят ядовитые составляющие, то работа выполняется в проветриваемом помещении или под вытяжным зонтом.
Необходимо подготовить припой, который будет использоваться для соединения. Существует несколько разновидностей свинцово-оловянных материалов, отличающихся пропорцией компонентов. От процентного соотношения свинца и олова зависит температура плавления сплава. Материал поставляется в виде сплошных прутков или проволоки с наполнителем из канифоли.
Подготовка
Перед началом соединения кабелей необходимо провести подготовительные работы:
- Заточить жало паяльника наждачной бумагой для получения гладкой поверхности с металлическим блеском. Передняя кромка жала затачивается под углом 45-60°, в результате инструмент приобретает конфигурацию жала плоской отвертки. На части изделий используется необгораемое жало, которое очищается от окалины специальной губкой. Заточка подобного инструмента запрещается.
- Включить устройство в бытовую сеть и дождаться прогрева. Если оборудование оснащено регулятором температуры, то требуется выставить желаемый параметр.
- Несколько раз окунуть жало в канифоль или флюс, а затем приложить к припою. Манипуляции продолжаются до момента покрытия зачищенного участка медного жала припоем. По мере появления нагара в процессе работы проводится повторное лужение поверхности. Паяльное оборудование с регулятором температуры менее подвержено образованию нагара.
- Очистить основу кабелей от слоя изолятора, а затем выполнить обработку токопроводящих жил. Если производится пайка многожильного провода, то металлические элементы предварительно скручиваются. Затем скрутка прогревается паяльником, наносится слой флюса и припоя. При соединении многожильных кабелей рекомендуется применять жидкий флюс, который проникает в выемки и зазоры между жилами.
Процесс пайки паяльником
Предварительно облуженные детали соединяются вместе, для повышения прочности стыка допускается скручивание медных жил плоскогубцами. Затем в зону соединения вносится припой, который переносится на жале паяльника. Допускается использовать специальную проволоку с канифолью внутри, которая подается к месту соединения проводов. Разогретое жало паяльного оборудования расплавляет свинцово-оловянный материал, который заполняет пустоты между соединяемыми деталями. Излишки припоя удаляются металлической сеткой.
У начинающих монтажников возникает вопрос, как правильно паять провода, изготовленные из разнородных материалов (например, меди и алюминия). Существуют специальные флюсы, обеспечивающие смачивание припоем поверхностей. Но не рекомендуется соединение подобных деталей методом пайки, поскольку в стыке начинаются процессы электрохимической коррозии. Для соединения разнородных металлических деталей используются специальные муфты, исключающие коррозию и разрушение проводников.
Меры предосторожности
Правила техники безопасности, которые необходимо соблюдать при работе с паяльным оборудованием:
- Поскольку при пайке свинцово-алюминиевыми припоями используются металлические детали, разогретые до 250-300°С, то возникает риск термических ожогов. Организация рабочего места и проведение работ без спешки снижают риск получения травм.
- При работе жало паяльника располагается на удалении от кабеля питания, поскольку разогретый элемент разрушит изоляцию. Для удержания инструмента рекомендуется применять специальную подставку.
- Запрещается прилагать физические усилия к паяльнику. Дополнительное давление не способствует ускорению процедуры соединения. Чтобы расплавить каплю припоя, необходимо прогреть точку до требуемой температуры. Жало прикладывается к этому месту, а затем необходимо выждать несколько секунд, пока место стыка не прогреется до температуры плавления припоя. При излишнем давлении возникает риск соскальзывания жала и травмирования кистей рук раскаленным инструментом.
- При работе с кислотными флюсами рекомендуется использовать защитные очки. При соединении деталей в неудобном месте (например, в распаечных коробках в помещении) очки используются и при применении канифоли. Защитные приспособления снижают риск травмирования брызгами припоя.
- Поскольку пары припоя и флюсов ядовиты, то все работы выполняются в проветриваемом помещении или под специальной вытяжкой с электрическим вентилятором.
Распространенные ошибки
Распространенной ошибкой при пайке медных проводов является нарушение температурного режима в месте соединения. При недостаточном прогреве припой не заполняет воздушные промежутки между деталями. Соединение не обладает прочностью, при малейшем приложении нагрузки кабели отходят друг от друга. Перегрев поверхностей приводит к выгоранию флюса и образованию на поверхности проводки слоя окислов и окалины, препятствующего соединению элементов припоем.
При соединении кабелей припой подается с одной стороны сопрягаемых деталей. Стык является корректным, если материал вытек с противоположной стороны элементов. При недостаточном количестве припоя и снижении температуры образуются зоны, лишенные контакта. Начинающие монтажники прогревают зону концом жала паяльника, рекомендуется использовать всю рабочую поверхность инструмента.
Пауза между расплавлением припоя и нанесением материала на линию стыка приводит к выгоранию флюса. Для обеспечения качественного соединения необходимо одновременно подносить жало и подавать припой. Навыки правильного обращения с паяльным оборудованием приходят только с опытом, поэтому начинающим монтажникам не рекомендуется выполнять ответственные работы.
Как правильно паять провода
Нажмите здесь, чтобы найти руководство для вашего автомобиля!(доступно для большинства марок и моделей)
Как соединить два провода между собой — такая неоднозначная тема среди автомехаников.
Одни говорят, что лучше их обжимать, другие скручивают только провода. Вы используете изоленту или термоусадочную трубку? И так далее. Лично я предпочитаю метод пайки. Это займет немного больше времени, но держится лучше, чем обжим.Но даже в «паяльном сообществе» есть повод поспорить. Некоторые говорят, что лучше соединять два провода с помощью Y-образного сращивания, в то время как другие придерживаются только старого доброго сращивания «крысиный хвост».
Хотя существует, вероятно, тысяча различных способов сделать это, существует также тысяча различных способов сделать это неправильно. Я видел, как новички плавили припой только поверх проводов и наблюдали, как припаянная часть распадается, как только они касаются ее. Как вы, возможно, знаете, мы проводим техническое обслуживание большого количества полицейских машин каждую неделю, и вы не представляете, как часто нам приходится ремонтировать проводку для всех дополнительных фар и электроники из-за проблем с проводом (вы можете предположить, что люди устанавливают такие типы системы умеют паять, но, видимо, не каждый раз… или, может быть, они просто поклонники техники обжима и ленты).Как я всегда говорю, всегда лучше делать это правильно с первого раза!
Итак, как лучше всего это сделать, спросите вы?
Что ж, возможно, я не знаю абсолютно лучший способ , но вот потрясающее видео от ChrisFix, объясняющее абсолютно все, что нужно знать о правильной пайке проводов. Он содержит пошаговые инструкции для различных размеров и типов проводов, различных методов, список всех необходимых инструментов, инструкции по безопасности, как выбрать правильный тип припоя, а также множество советов и другой полезной информации, которой вы, возможно, не располагаете. еще в курсе (я занимаюсь этим, может быть, уже 15 лет, и все же кое-чему научился!).
Взгляните, оно того стоит!
ChrisFix YouTube-канал упакован множеством потрясающих обучающих видео, и все всегда очень ясно и кратко. Фактически, он один из немногих авторов YouTube, на которых мы действительно смотрим, и одна из причин, по которой мы все это начали. Я также должен сказать, что с точки зрения редактирования его навыки редактирования видео просто потрясающие.
Клянусь, мы когда-нибудь дойдем до его уровня! : p
Не забудьте проверить и подписаться на его канал, вы не пожалеете об этом.
Надеюсь, это помогло.
Как всегда, по любому вопросу или предложению, оставьте сообщение в разделе комментариев ниже или отправьте нам электронное письмо по адресу: [адрес электронной почты защищен]
Ура и хорошего дня!
СвязанныеХорошая техника пайки
Стоит отметить что, по крайней мере, при меньшем количестве проводов «эксперты» разделены. Королевские терминалы остаются обжимными, в то время как Garmin и другие используют контакты с припоями.В последние просто нельзя обжать. Я видел, как терминалы King отключаются во время Модернизация авионики. Правильно припаянные клеммы этого не сделают. И как следует припаянные провода становятся хрупкими.
Вот моя техника:
1) Убедитесь, что паяемые провода идеально чистые. Если вы их раздели вчера, разрежь и снова сегодня Не прикасайтесь к оголенному проводу с грязным сначала мыть руки. Ни смазки, ни масла, ничего.
2) Нанесите жидкий флюс на неизолированный провод и клеммы и нанесите его небольшим очистите кисть там, где вы хотите, чтобы припой приклеилсяТип щетки в бутылке идеально. Используйте флюс, разработанный специально для электроники, который не оставляет следов. остатки после пайки. Так будет написано на бутылке.
3) Немедленно залудите провод и клемму или оба провода, если это провод между проводами. соединение. (Лужение означает нанесение припоя ровно настолько, чтобы покрыть припаять к клемме, или сделать зачищенный участок провода ярким серебро до фактического соединения двух частей.
Проволока будет «растягивать» припой; вам не нужно его перемещать.) Используйте влажный губкой, чтобы очистить утюг, нанести немного нового припоя на наконечник и перенести нагрейте слой припоя. Если жидкий флюс успел высохнуть раньше, чем вы жесть, начни сначала.
4) Используйте соответствующую мощность; 40 для больших проводов и клемм, 25 для все меньше. Если вам нужен фонарик для электромонтажных работ, вам не понадобится припой. Будьте терпеливы с утюгом и дайте ему время хорошенько нагреться. Никогда припаять теплым утюгом.
5) Не используйте слишком много припоя и не откладывайте его слишком долго.Это действительно не займет много времени из любого олова с помощью этой техники. У вас не должно быть капель припоя где угодно, и не следует опалять изоляцию.
6) Вам никогда не придется делать изгиб в паяном соединении. Проволока всегда луженая прямой. Чтобы спаять два куска провода вместе, просто поместите луженые концы стороной рядом и ненадолго нагрейте. Никакого дополнительного припоя не требуется.
7) Я предпочитаю 63/37, потому что он имеет очень узкий диапазон нагрева от жидкости до твердого тела. Если вы перемещаете паяное соединение после снятия тепла и до его затвердевания, вы можете сломали сустав.Это может быть не видно снаружи.
8) Несмотря на то, что очистка остатков после пайки не требуется, I старайтесь держать под рукой небольшую бутылку спирта, ватные палочки и ватные палочки. после этого очистите область. Не обязательно, но профессионально. Жидкий флюс становится липким, и все, что на него капает, будет удерживать грязь.
9) По возможности всегда используйте термоусадочную трубку для защиты паяных соединений. Использовать хорошие вещи, которые начинаются очень гибко. Жесткий, блестящий материал радиорубки становится слишком хрупким после нагрева.Если вы забыли надеть его перед пайкой сустав и не можете надеть его потом, разобрать сустав и начать все сначала.
Ни в коем случае не используйте изоленту для пайки; это не будет стареть Что ж. Не используйте спичку или горелку для термоусадки; используйте тепловую пушку и используйте только достаточно тепла. Вы не хотите, чтобы термоусадочная трубка стала хрупкой или раскололась. Если стык имеет острые края, сгладьте их перед наложением термоусадочной трубки, чтобы край не действует через трубку с течением времени.
10) Как и во всех других навыках, практика ведет к совершенству. Практика на обрывках проволоки когда вы не пытаетесь вовремя установить радио за 7000 долларов, чтобы произвести впечатление на своих друзей при этом действительно крутой облет.
11) Наконец, используйте радиаторы всякий раз, когда вы работаете с хрупким оборудованием. Я обычно пользуюсь щипцами.
Следует также отметить, что припой 63/37 имеет температуру плавления 361 градус. Фаренгейт; CHT обычно превышает это значение в двигателе с воздушным охлаждением, и в значительной степени все выхлопные системы делают.Вот почему я бы не стал использовать пайку рядом с двигатель или выхлоп.
Не считая теплового аспекта, паяные соединения на очень больших проводах не подходят. необходимо. При работе с большими кусками металла и обжимом больших проводов эффективен, и для действительно больших суставов вам придется использовать фонарик. Все в порядке для сантехники, а не для электроники. Вы никогда не захотите утеплять или компонентов так много.
Просто мое мнение, чего бы оно ни стоило. Я знаю других на равных переживания по-разному относятся к некоторым аспектам.Вот что делает его интересный мир.
Project.Com — Правильная техника сращивания проволоки.
Boat-Project.Com — Правильная техника сращивания проволоки.Методы пайки
Пайка стыка имеет как преимущества, так и недостатки по сравнению с обжимом кабеля. Преимущества включают в себя коррозионно-стойкое соединение, поскольку луженые провода и припой имеют небольшой потенциал коррозии, если вообще имеют его, а хорошее паяное соединение, как правило, нелегко разобрать.Однако к недостаткам можно отнести повышенный потенциал отказа, так как зона пайки представляет собой твердое место, поскольку это, по сути, сплошной провод, а вибрация в лодке может вызвать отказ соединения, связанный с напряжением. Кроме того, для правильной пайки проводов требуется определенная степень навыков, что, вероятно, ограничивает его использование техническими специалистами, знакомыми с этой практикой.
Опять же, мы начинаем с того же типа соединения, что и в примере с обжимом. Однако в примере с пайкой обратите внимание, что провода зачищены немного дольше.На практике требуется 1/2 дюйма или более. Более длинные выводы требуются для обеспечения некоторой механической жесткости паяного соединения. Также в этом примере мы будем использовать термоусадку (хотя мы могли бы также использовать термоусадку). для обжимного соединения). Следовательно, может потребоваться дальнейшая зачистка оболочки кабеля для обеспечения термоусадки.
Обратите внимание, что мы поместили термоусадочную пленку на каждый провод, а также на оболочку. Очевидно, что термоусадочная пленка должна быть помещена на провод перед их спайкой.Обратите внимание, что причина, по которой нам пришлось обрезать оболочку на последнем этапе, заключается в том, чтобы иметь достаточно места для термоусадки красного и желтого проводов, не мешая припаивать оголенный провод. Термоусадочная упаковка доступна в простой и клеевой версиях. Клейкая версия обеспечит большую гидроизоляцию, поэтому от того, где будет проходить кабель, будет зависеть, какую термоусадку вы будете использовать. Вы можете купить термоусадочную пленку в рулонах, полосах или в комплекте с предварительно нарезанными отрезками в пару дюймов.Набор обычно имеет разные размеры, и если вы планируете много термоусадочных материалов, это будет стоить вложенных средств.
Лучшая практика при пайке — создание механического соединения; то есть припой — не единственное средство соединения. Хотя механические возможности в этой ситуации ограничены, достаточно скрутить проволоку. Чем длиннее оголенные провода и чем больше скручиваний вы можете вставить в соединение, тем лучше.Вы также можете обнаружить, что на практике вы можете скручивать и паять только один провод за раз, так как другие провода могут откручиваться, когда вы берете кабель во время процесса пайки. Это должно указывать на то, что механическое соединение не так хорошо, как должно быть. Если это произойдет, попробуйте сделать соединения более закрученными.
Теперь самое сложное. Я должен еще раз подчеркнуть, что это требует определенных навыков для правильной пайки проводов.Выбор паяльного инструмента будет в некоторой степени зависеть от размера проводов, которые вы будете паять. У меня есть паяльный карандаш на 25 Вт, паяльник на 40 Вт и паяльная «Gun» на 125 Вт (Weller), которые я использую, в зависимости от размера проводов. Большая часть проводки лодки будет иметь изоляцию из ПВХ, которая плавится, если в процессе пайки будет приложено слишком много тепла. Часто лучше использовать более горячий паяльный инструмент, который быстро нагревает паяное соединение, не расплавляя изоляцию.Это связано с тем, что чем дольше вы оставляете утюг на проводах, тем больше времени нужно на нагрев изоляции. Опять же, все дело в умении и технике. Выбор припоя также важен. Вы никогда не должны использовать припой ACID CORE, который часто используется в сантехнике и при работе с листовым металлом. Используйте только припой, предназначенный для электромонтажных работ, который будет ROSIN CORE (или вообще не иметь флюса). Припой с сердечником имеет FLUX, пастообразное вещество, которое помогает очищать соединение по мере того, как припой течет.Кислотный сердечник со временем подвергнется коррозии и повредит проводку, а канифольный сердечник — нет. Тем не менее, люди с хорошими навыками пайки часто могут паять провода вообще без использования флюса. Правильная техника пайки — прикоснуться к обоим проводам одновременно с утюгом, чтобы нагреть их, а затем нанести припой на соединение, а не на жало паяльника. Это гарантирует достижение нужной температуры, необходимой для хорошего паяного соединения. В этом отношении также помогает хорошая крутая скрутка проводов.Если в провода нагреться недостаточно, это приведет к «холодному» паяльному соединению. Такое соединение подвержено сбоям. Когда провода припаяны, припой на стыке должен иметь блестящий металлический вид. Тусклый вид металла — верный показатель холодного паяного соединения. |
После завершения пайки вставьте термоусадочную пленку в паяное соединение и нагрейте ее с помощью термоусадочного пистолета. Можно использовать пламя, например, зажигалку, но есть повышенная вероятность обжечь провод или термоусадку.Так что купите тепловую пушку, если она вам не по карману.
Как и в примере обжатия, чтобы подготовить кабель к окончательной зачистке, отрежьте неиспользуемые провода на разную длину. По желанию, после обрезки неиспользуемых проводов вы можете закрыть их термоусадочной изоляцией.
Как и в примере с обжимом, перемотайте провода на кабеле так, чтобы они ложились как можно лучше. Затем установите термоусадочную пленку, которую вы положили на куртку, и снова с помощью термоусадки усадите ее на место.Хотя в этом примере показано использование термоусадки, для закрытия рубашки можно было использовать изоленту. Однако настоятельно рекомендуется использовать термоусадочную, а не изоленту в местах пайки для изоляции каждого отдельного провода.
Главным недостатком пайки проводов может быть вибрация. Единственная цель использования многожильного провода в лодке — предотвратить обрыв провода, который может произойти с одножильным проводом. Когда лодка вибрирует, сплошная проволока не может изгибаться почти в достаточной степени, и особенно в разъемах, где одна поверхность относительно неподвижна, постоянное изгибание может легко сломать провод.Следовательно, передовая практика требует, чтобы паяные соединения выполнялись только в области, где можно предотвратить перемещение проводов, ведущих к паяному соединению. Для сращенного провода это обычно означает закрепление стыка с помощью кабельных зажимов или аналогичных методов, как показано на рисунке. Пайка разъемов допустима, если в разъеме есть способ предохранения проводов от смещения. Круглые разъемы обычно имеют сальник для проводов, поэтому они подходят для пайки. Белые разъемы типа molex не имеют этой дополнительной опоры и не подходят для пайки.
Далее мы представим различные (и допустимые) типы клемм, а также несколько других методов сращивания проводов.
Предыдущая страница Главная Клеммы
Как паять соединители Mil-Spec
Пайка — это традиционный и наиболее экономичный метод заделки проводов.Процесс пайки включает плавление и охлаждение свинцового или оловянного сплава в припойные чашки для соединения проводника (сплошного или многожильного) с контактом. Разъемы под пайку рекомендуются для всех обычных и промышленных применений, требующих надежных сигнальных и силовых соединений. Основное преимущество пайки — ее доступность. В отличие от обжимных заделок, для которых требуются специальные инструменты, провода и паяные контакты практически любого размера можно заделать с помощью базового набора для пайки.
Основные инструкции по пайке разъема
Советы и хитрости по пайке
Не паяйте себя в угол
Для вставок с высокой плотностью пайки рекомендуется начинать пайку снизу, продвигаясь вверх, работая слева направо . Это обеспечивает хорошую видимость при пайке.Избегайте соединений холодной пайки
Соединение холодной пайки хрупкое и склонно к физическим повреждениям. Он также может иметь очень высокое электрическое сопротивление, что может повлиять на работу схемы или привести к ее полному выходу из строя.
Холодные паяные соединения возникают, когда температура чашки припоя отличается от температуры расплавленного припоя. Другая распространенная причина — перемещение провода до того, как припой полностью остынет.
По этой причине всегда нужно нагреть чашку припоя и позволить теплопередаче расплавить припой. Это гарантирует, что и чашка, и припой равномерно нагреваются и охлаждаются, образуя идеальное паяное соединение. Помните, что никогда не плавите припой непосредственно жало паяльника.
Используйте подходящее оборудование Комплект паяльной станции
Milnec представляет собой законченное решение для профессионального подключения каждого разъема Milnec серии PS или HS к многожильному или одножильному проводу.Особенности и преимущества
- Диапазон температур 392–896 ° F (200–480 ° C)
- Регулируемый диск регулировки температуры с фиксатором / установочным винтом
- Стабильность температуры холостого хода ± 1,8 ° F (1,0 ° C)
- Керамический нагревательный элемент и датчик обеспечивают быстрый нагрев (30 секунд) и быстрое восстановление тепла.
- Установка температуры по Цельсию или Фаренгейту
- Изящные железные ручки изолированы и эргономичны для простоты и комфорта. окружающей среды
- 5 сменных наконечников, подходящих для пайки контактов разъема от №0 до №20
Как: Припаять вручную — Припаять провода вместе
Наконец-то добираюсь куда-то.
Как: паять вручную — содержание
Просмотрите эту удобную таблицу, чтобы найти температуру, необходимую для этой задачи.
В этом посте я расскажу о нескольких вещах:
- Виды проводов
- Зачистка проводов
- Подготовка многожильного провода к пайке
- Провода для пайки
- Мини-проект «Вентилятор дыма»
Есть два типа проводов, с которыми вы можете столкнуться при создании своих гаджетов:
- Сплошной стержень
- Многожильные провода
Вот как они выглядят:
| Типы проводов |
|---|
| Это многожильный провод слева и одножильный провод справа |
Многожильный провод более гибкий — он лучше изгибается и не ломается, если его много поворачивать.Для пайки потребуется немного больше работы, поэтому я буду использовать ее в качестве примера, когда покажу вам, как спаять провода вместе.
Проволока с одножильным сердечником — это то же самое, что и многожильный провод, только с одной толстой жилой. Он жесткий, его можно сгибать, и он останется на месте. Если вы будете много шевелить им, он сломается. Этот вид провода обычно называют «телефонным проводом».
Я не буду показывать фотографии того, как спаять провод с твердым сердечником. Это все равно, что делать многожильный провод, только ступеньку можно не учитывать.
Перед тем, как паять провод, необходимо удалить изоляцию.
Для этой задачи есть специальные инструменты. У меня его нет. Я использую кусачки или карманный нож. С кусачками сложнее, потому что таким образом можно случайно перерезать провод. Вместо карманного ножа вы можете использовать край лезвия ножниц — неважно, используете ли вы острый режущий край или задний край, поскольку вы на самом деле ничего не режете.
У моего карманного ножа два лезвия.Один достаточно острый, чтобы им можно было бриться. Другой (намеренно) скучный.
Я зачищаю провода тупым лезвием ножа.
Вот как:
- Держите нож (или лезвие ножниц) в правой руке, а проволоку в левой руке.
- Поместите край лезвия ножа на изоляцию провода на расстоянии примерно 10 мм (3/8 дюйма) от конца.
- Сожмите проволоку между лезвием ножа и большим пальцем правой руки.
- Сожмите сильно и правой рукой и лезвием ножа снимите изоляцию с провода.
Это выглядит так:
| Сожмите проволоку между большим пальцем и лезвием |
|---|
| Снимите изоляцию |
|---|
На самом деле изоляция не режется. Если зажать провод между большим пальцем и лезвием, на изоляции с одной стороны останется крошечный зарубок. Когда вы тянете, остальная изоляция рвется и отрывается.
Если вы не сжимаете достаточно сильно, лезвие будет скользить, а не растягивать изоляцию.
Нет проблем. Просто попробуйте еще раз. Это требует практики, но это полезный навык.
Если вы предпочитаете использовать подходящий инструмент для зачистки проводов, следуйте прилагаемым к нему инструкциям.
Вы должны собрать все жилы многожильного провода вместе, чтобы спаять его. Я не знаю ни одного инструмента для этого. Я просто использую пальцы.
Вот как:
- Удерживайте провод между большим и указательным пальцами левой руки так, чтобы зачищенный конец торчал наружу.
- Сожмите свободные пряди между большим и указательным пальцами правой руки. Сожмите его плотно.
- Сверните проволоку между большим и указательным пальцами левой руки. Как если бы вы катали карандаш между пальцами. Катите проволоку только в одном направлении. Неважно, в какую сторону, но не катите его в одном направлении, а затем откатывайте в другом — это избавит вас от скручивания прядей.
- Пряди будут скручены и останутся в таком положении.
- Готов к пайке.
Это выглядит так:
| Удерживайте трос |
|---|
Обратите внимание на то, как нити свободны. Они могут растекаться и торчать. Вы либо скручиваете их вместе, либо у вас будут пряди, торчащие из стороны готового стыка.
| Сжать и скрутить |
|---|
| Готово |
|---|
Все пряди скручены вместе.Они останутся такими, пока вы будете паять, а готовое соединение будет красивым и аккуратным.
Развернувшись на части, я покажу вам, как соединить два провода вместе. Поскольку с этого момента сплошной и многожильный сердечники работают одинаково, я просто покажу многожильный провод.
Работает так:
- Просмотрите страницу «Начало работы» и первые шаги — приготовьтесь как следует, держите наконечник чистым и защищенным.
- Залудите оголенные концы проводов.
- Расположите провода близко друг к другу.
- Соедините провода дополнительным припоем.
Это выглядит так:
| Подготовить олово |
|---|
Обратите внимание на каплю припоя на вершине наконечника утюга. Это поможет нагреть провод. Вы коснетесь провода (с нижней стороны) этой каплей.
| Лужение |
|---|
Прикоснитесь утюгом к проволоке снизу.Капля на кончике касается проволоки. Прикоснитесь припоем к проводу на верхней стороне, прямо над наконечником паяльника. Проведите наконечником и припоем вверх и вниз по проводу. Наконечник и припой остаются вместе — в том же месте, припаяйте сверху провода, а наконечник под ним и касаясь провода.
| луженые |
|---|
Одна проволока луженая. Он красивый, блестящий по всей длине, с него не капают капли.Вторую проволоку залудите так же, как и первую.
| Размещение проводов |
|---|
Луженые концы расположены параллельно друг другу и соприкасаются.
| Припаиваем провода |
|---|
Это похоже на этап лужения, за исключением того, что здесь задействованы два провода. Поместите небольшую каплю на кончик утюга.Наконечник касается проводов снизу своей каплей. Припой касается проводов сверху, прямо над наконечником. Проведите наконечником и припоем вверх и вниз по концам проводов, чтобы припой по всей длине расплавился и растекся.
| Готово |
|---|
Соединение красивое и блестящее. Пробелов нет. Стык гладкий. Ничего не горит.
Что делать, если стык не блестящий и не гладкий:
- Если припой тусклый, значит, вы работали слишком долго.Флюс выгорел, а припой окислился. Припаяйте его снова, как раньше, но двигайтесь немного быстрее. Разворачивать соединение не нужно. Просто снова нанесите припой и утюг на стык.
- Если соединение имеет острые неровные края, значит, либо утюг не был достаточно горячим, либо проволока сместилась до того, как припой остыл и затвердел. Нагрейте провода и разорвите их. Залудите их и снова припаяйте.
- Если в стыке есть сгоревший черный материал или изоляция рядом с стыком сгорела или расплавилась, значит, либо утюг был слишком горячим, либо соединение заняло слишком много времени.Обрежьте стык кусачками и начните с зачистки проводов и их пайки.
Когда я делал снимки, у меня постоянно выходили сопли, полные дыма. Обычно этого не происходит — я обычно выдыхаю, на самом деле делая сустав, и выдуваю пары. На этот раз работа с камерой и кадрирование снимков отвлекли меня до такой степени, что я забыл выпустить дым.
На полпути я пошел и вытащил на чердаке старый вентилятор для ПК и блок питания от бородавок.Я вынул вентилятор в гараже и установил его на кусок дерева в качестве подставки.
Я подключил блок питания к вентилятору и сделал снимки, пока работал с ним.
Вот как выглядит быстрый проект:
| Детали |
|---|
Понятия не имею, откуда этот вентилятор. Он больше, чем ваш обычный вентилятор для ПК, но на нем был 12-вольтный AT-разъем для ПК.
| Зачищенные провода |
|---|
Здесь я обрезал провода по длине и обнажил концы.Обратите внимание, что я также накинул пару кусков термоусадочной трубки на провода вентилятора.
| Лужение проводов |
|---|
| Пайка красного провода |
|---|
Обратите внимание, что красный провод соединяется с проводом питания белой полосой. Белый полосатый провод на кабелях питания обычно является плюсовым проводом.Красный — это нормальный цвет провода для положительной клеммы. Я проверил подключение к источнику питания с помощью мультиметра, чтобы убедиться, что белая полоса действительно положительна — обычно это так, но не всегда. Дважды проверьте, прежде чем уничтожать вещи.
| Трубка на месте |
|---|
| Усадите трубку |
|---|
Я просто использую хвостовик жала паяльника.Проведите его вверх и вниз по трубке со всех сторон. Продолжайте двигаться, иначе трубка сгорит или расколется. Вы можете использовать фен (сильный нагрев, с большим потоком воздуха). Вы также можете купить термофен и делать это таким же образом.
| Припаиваем черный провод |
|---|
| Оба провода готовы |
|---|
| Провода перевязаны |
|---|
Я использовал стяжку, чтобы прикрепить провода к раме вентилятора.Если что-то дергается за провод, он вытягивает вентилятор вместо того, чтобы выдергивать провода из него.
| Готово |
|---|
Неприятно, но это лучше, чем фырканье паров припоя. Я собрал его примерно на полпути к фотографии для урока пайки. Фотографировать вторую половину было приятнее, чем фотографировать первую. 🙂
Вы можете купить вытяжку. У них есть вентилятор и фильтр для удаления дыма из воздуха.Мой просто высасывает дерьмо из воздуха передо мной и заставляет его уйти в другое место.
Вот вам небольшой пример того, как спонтанно использовать свои навыки пайки. Zip, zap, bing, bang, bong, и у вас есть полезный инструмент на вашем рабочем столе.
Как: паять вручную — содержание
Общая информация по пайке
Общая информация по пайке Общая информация по пайке Очистка
Хороший специалист по пайке соблюдает следующие этапы подготовки
для каждой работы.
- Очистка всех компонентов, печатных плат, инструментов и материалов. используется для процесса пайки.
- Выбор флюса.
- Определение используемого тепла и продолжительности работы, которые основаны на тепловой массе соединяемых частей.
- Выбор припоя.
- Выбор съемника флюса.
Спросите опытного специалиста по паяльнику: «Что самое важное? задачу выполнить перед пайкой? »Многие техники, даже те, кто паял годами, наверное, ответит: «тепло», «железный наконечник», «припой.«Обычно они упускают из виду самую важную задачу: уборку.
Очистите жало паяльника, вывод компонента или провод, предмет, который компонент припаивается к (плате или клемме), используются инструменты для формирования проводов / выводов и даже самого припоя.
Очистка паяльного жала
Жало паяльника должно быть ярко-серебристого цвета без остатков флюса или
припаять на нем. Любое крупное скопление оксида на наконечнике удаляется с помощью
протерев кончик влажной губкой перед нанесением на участок,
припаял.Это шокирующее действие снимает оксид и оставляет кончик
нетронутой и в надлежащем состоянии для пайки. Для начала вам понадобится
правильный паяльник для работы. Для большинства электроники
работать, это означает, что утюг карандашного типа мощностью от 25 до 30 Вт с регулируемым нагревом
контроль. Это позволяет легко обеспечить правильную температуру.
используется для работы под рукой. Паяльные пистолеты или утюги с магнитным
контролируемые обогреватели могут повредить очень крошечные и чувствительные
интегральные схемы или ИС из-за электромагнитных полей
исходящие от этих типов утюгов.
Обслуживание жала
Если паяльник не имеет тонкого однородного слоя или припоя
по всей поверхности наконечник не был должным образом лужен. Если
наконечники утюга не залужены должным образом, начните с холодного утюга, включите нагрев
и удерживайте припой с порошковой проволокой напротив наконечника, пока он нагревается.
Сотрите излишки припоя, затем ударьте кончиком по губке перед
пайка. Не протирайте излишки припоя, пригоревшие остатки флюса и
другие загрязнения на губке.Губка предназначена для
шокируйте утюг. Если вы продолжаете сбрасывать лишний припой, сгоревший флюс,
и другие загрязнения на губке, губка быстро приходит в негодность.
Каждый раз, когда вы затем касаетесь губки, вы собираете грязь, которую вы туда положили.
ранее. Это увеличивает загрязнение паяного соединения. Губка
следует удалить тонкий слой или оксид, который накапливается, когда железо
с подогревом. Найдите другое средство и другое место для удаления грязи с
ваше железо. Один из способов — использовать салфетки из бумаги или хлопка, которые будут
не измельчать и не оставлять частицы, и очень аккуратно протирать грязь
от вашего железа.Затем потрясите кончиком утюга, чтобы он коснулся влажного
губка. Некоторые паяльные станции теперь имеют губки с отверстиями в
середина, позволяющая стереть излишки припоя в отверстие
оставляя губку чистой от загрязнений, которые в противном случае
кончик утюга. (Практический совет: когда вы не пользуетесь утюгом,
убедитесь, что на кончике остался большой кусок припоя. Это поддерживает
лужение на наконечнике, и наконечник прослужит намного дольше. Много
техники по ошибке чистят наконечник перед тем, как вставить утюг в
держатель.Оставьте припой на наконечнике, чтобы защитить его.)
Очистка доски
На производстве относительно чистая доска обычно
доступны, но это не следует воспринимать как должное. Если на платах есть
хранились без защиты от окислов и других переносимых по воздуху
загрязнений, перед пайкой может потребоваться очистка.
Клеммы проводов, возможно, потребуется предварительно покрыть лужением для удаления оксидов перед подключением провода.
установлен. Грязевые пленки на металлах могут состоять не только из оксидов, но и из
сульфиды, карбонаты и другие коррозионные материалы из
среда.Они будут препятствовать течению припоя или смачиванию припоя.
на паяемые поверхности.
Выводы компонентов и очистка проводов
Выводы компонентов следует периодически проверять на возможность пайки. Брать
товары со склада наугад и протестируйте их, чтобы убедиться, что проблемы будут
не встречаться при установке компонентов на плату. Если
При необходимости повторно залудите провода, а затем очистите их. Проволока луженая вручную
или припоя, следует удалить пригоревшие остатки флюса.Если это
остатки не удаляются, этот загрязняющий материал будет включен в
ненадежное соединение. Очистите провод жидким очистителем. Предметы
например, розовый ластик, стальная мочалка или аналогичные чистящие средства
не лучшая идея. Ластик оставляет остатки жевательной резинки, которые у вас теперь есть
удалить, и стальная вата может удалить лужение и т. д.
Некоторые специалисты считают, что тепло паяльника счищает
область для пайки. Это очень распространенное заблуждение. Несколько из
используемые методы фактически увеличивают скорость окисления.Убедись
все, что вы используете или паяете, чистое.
Флюс
Второй очень важный элемент при подготовке к пайке — это флюс. Поток
имеет вполне определенную цель: предотвращает окисление и удаляет тонкие
слой оксида и слой атмосферного газа из области, которая будет
припаял. Когда флюс наносится на область, это позволяет припой
течь, или намочить, гладко и равномерно по поверхности провода, проволоки,
или припаивается контактная площадка. Он также улучшает отвод тепла, в результате
быстрее нагревается паяемая область.
Типы флюсов
Доступны различные типы флюсов. (Осторожно: некоторые типы
флюс никогда не следует использовать на печатной плате, потому что он разъедает
плату и свинцовые детали, если флюс не удалить сразу. Кислота-
флюсы или флюсы на основе цинка не следует использовать на печатной плате. От корки до корки
активированный канифольный флюс, известный как RA, также не рекомендуется для использования на
печатная плата.) Допустимые типы канифольного флюса включают чистый
канифоль и слегка активированная канифоль (R или RMA).Этот более поздний поток находится в
широко используется сегодня, с некоторыми вторжениями в так называемый низкий остаток
и никаких чистых флюсов. Было обнаружено, что некоторые остатки остаются
из флюса становится водопоглощающим и должен быть удален в течение максимум
или через тридцать минут после установления связи. Поток RA составляет
приемлемо для лужения проводов шин или выводов компонентов, но следует
нельзя использовать на печатной плате или даже хранить в одной комнате, в случае
подбирается и используется по ошибке. Активаторы испортят плату
и вызвать проблемы, которые иначе не возникли бы.Большинство плат работают
в замкнутом пространстве, где имеется значительная жара, влажность
(относительная влажность), частицы и частицы в воздухе или грязь. Окружающая среда
смягчает флюс, оставшийся на доске, превращая его в липкий,
притягивающий частицы, водопоглощающий шарик или бесполезный материал. Этот
беспорядок станет проводящим, поскольку он впитает влагу, что приведет к утечке
пути, вызывающие проблемы в работе оборудования. В конце
1992, новый водорастворимый флюс, первоначально разработанный Huges Aircraft,
получил приемку: окончательное разрешение на его использование было получено в начале 1993 года.Флюс делают из лимонов. Это позволяет очень легко чистить, но
очистка должна быть очень тщательной, иначе остатки могут вызвать коррозию.
Смачивание
Если правильно использовать правильный флюс, он очень поможет всем
аспекты пайки и демонтажа. Улучшает интерметаллид
соединение и, следовательно, поток припоя, который является одним из важных
области проверки. Плохое смачивание обычно является результатом плохого
процедуры очистки или недостаток тепла. Проблемы с обезвоживанием
относятся к материалу, который припаивается в результате
интерметаллид, достигающий поверхности луженого участка.В
выпадение припоя на соединении указывает на то, что смачивание
произошел.
Нагрев, время, масса
Третий пункт подготовки к пайке включает три очень важных
факторы, которые необходимо учитывать. Это тепло, которое нужно использовать, время на
соединение и масса стыка. Потому что не все связи
то же самое, следует учитывать различия в массе
стыки и соответственно отрегулировав температуру и / или время. Вам следует
не используйте то же тепло и время, чтобы припаять диод к небольшому
площадка, необходимая для пайки провода на клемму.Диод
может быть поврежден, область контактной площадки, где паяется вывод
может быть поврежден, и припой будет перегрет. Утюг, который
слишком холодная температура приведет к плавлению кашицы и плохому смачиванию.
Максимальное время с момента контакта паяльника с
детали, которые должны быть соединены до завершения соединения, не должны
превышают от двух до пяти секунд. В некоторых случаях всего одна секунда — это
максимально допустимое время. Еще одна вещь, о которой следует помнить в отношении тепла
касается скорости окисления жала паяльника.На
нормальная температура 600 градусов, есть определенная сумма
окисления, в зависимости от времени, в течение которого он не использовался и
без припоя на наконечнике. При 700 градусах скорость почти десять
раз уровень окисления и в 800, примерно в сто раз.
Это окисление действует как барьер для передачи тепла и, следовательно,
правильный поток припоя. Потому что мы не роботы и потому что люди
работать и по-разному реагировать на происходящее, это выгодно для
персонал, чтобы иметь возможность легко регулировать количество тепла
применяемый.Изменение нагрева кончика утюга должно быть
возможная простейшая задача; например, поворот циферблата. Люди должны быть
способны распознать, что происходит на самом деле, по сравнению с тем, что они
чувство продолжается. Опытные солдаты действительно знают
что случилось с конкретным суставом. Они знают, наблюдая за тем, что
произошло и можно судить, будет ли сочленение надежным или сломается
вниз за короткий промежуток времени. Для проверки паяных соединений 10-кратный
стереомикроскоп должен быть доступен для менеджеров и
супервайзеры.Их также нужно научить знать, что они должны видеть.
во время осмотра.
Типы припоя
Четвертый момент при подготовке к пайке — это рассмотреть тип припоя.
припой, который будет использоваться. Большинство компаний и технических специалистов используют припой 60/40.
В припое 60/40 нет ничего плохого, но есть лучше —
63/37 или эвтектический припой. Обратите внимание, что для припоя 60/40 есть
время, когда припой не является ни жидким, ни твердым. Он в пластике
состояние в этот период. Очень важно, чтобы было абсолютно
отсутствие вибрации или движения соединения при подаче припоя
через эту пластиковую область, в противном случае нарушенный сустав будет
результат.Припой 63/37 не имеет пластического периода и снижает
возможность нарушения связи.
Теплоотвод
Теплоотвод — это метод, используемый для предотвращения перегрева компонентов,
провода или печатные платы. Обычно это небольшой металлический зажим или струбцина.
который прикреплен к области между местом, где будет паяное соединение
сделано и предмет, который необходимо защитить. Использование радиатора для пайки
некоторые компоненты не требуются, если правильная техника пайки
следовал букве.Однако, если правильная техника пайки
не соблюдается, радиатор становится альтернативой, но не очень хорошей.
Радиатор используют в основном люди, не знакомые с правильным
процедуры. Должна быть сделана компенсация за дополнительную массу
радиатор за счет увеличения тепла и, возможно, продолжительности времени. Если
это касается диода в двухсторонней плате в металлизированном сквозном отверстии
будет небольшая площадь подушечки с каждой стороны, шансы поднять подушку станут
больше на миллисекунду.Радиатор необходимо разместить на
верх печатной платы прикреплен к одному из выводов. Поскольку
припой и утюг находятся на нижней части платы, будет сложно
заставьте припой растекаться по отверстию и намочить его на стороне компонента
контактная площадка — это то, что должно произойти для правильной пайки вывода.
Очистители и / или средства для удаления флюса
Пункт пять, который готовится к пайке, включает выбор хорошего
химический очиститель. Когда дело доходит до чистящего средства, которое будет использоваться для удаления
флюс и очистку в целом, существует широкий выбор чистящих средств от
какой выбрать.Очиститель должен уметь удалять ионные и неионогенные
остатки от всего, что было или было припаяно. Проверить
содержимое очистителя, затем сверьтесь с Паспортом безопасности материала.
(MSDS) для получения информации о различных химических веществах. Видишь ли, если
все, что есть в очистителе, является канцерогенным (вызывающим рак). Даже если
канцерогены присутствуют только в небольших количествах, вы должны попробовать
что-то другое. Изопропиловый спирт (IPA), также известный как изопропанол, является
приличный уборщик; но есть и другие, содержащие смеси алкоголя
это даже лучше.Главное — найти чистящее средство, которое не причинит вреда
ваша работа или, что более важно, вы сами.
Методы пайки
С момента первого использования пайки были опробованы различные методы
в электронике. Старая поговорка «чем больше капля, тем лучше
работа «больше не может быть принята. То, что считалось слишком тщательным и
суетливость теперь является стандартом. Пайку уже нельзя принимать за
предоставляется. Это искусство, а талантливых художников очень мало. В 1989 г.
человек, прошедший двухнедельное формальное обучение пайке в 1981 г.
сказал: «Пайка определенно изменилась за восемь лет!» Этот комментарий
подчеркивает необходимость обучения со стороны знающих инструкторов, которые
Будьте в курсе техник пайки.Обычная пайка
Техника следующая: сначала нанесите припой на кончик утюга,
затем приложите утюг к паяемой области. Если флюс не ставить
сначала на провод и контактную площадку, назначение флюса в припое проволоки
побежден. Флюс рассеивается по железному наконечнику и превращается в
части углерода вместо того, чтобы надевать на провод и колодку, чтобы удалить
оксиды. Вот вам и чистая, покрытая оксидом поверхность; так много для смачивания
действие; и так много для хорошего, надежного, беспроблемного соединения.
Применение припоя
Есть несколько исключений, но следующее является испытанным и проверенным
техника. Вы не поверите, но это было известно десятилетиями.
- Перед нанесением утюга наносится припой нужного размера. рядом с проводом или проводом и на контактной площадке или клемме, которые необходимо припаял. Применяется чистый утюг, не оказывая давления на область пайки. Требуется только контакт с обеими поверхностями.
- Правильный железный наконечник — чистый, без окислов и нагретый до нужной температуры. температура — доводится до места размещения припоя, обычно называют «точкой максимальной тепловой массы».» Как только когда горячее железо касается припоя, припой плавится, позволяя флюс в припое проволоки для очистки поверхности, а также создания припой или тепловой мостик, который очень быстро нагревает зону соединения.
- Проволочный припой теперь перемещен на противоположную сторону вывода или проволоки и необходимое количество припоя для завершения подключение добавлено. В любом случае оголенный медный конец вывод или провод должны быть запломбированы припоем, чтобы предотвратить окисление медь, которая возникает очень быстро.Как узнать, есть ли у вас верное количество? Если припой вогнутый и имеет угол смачивания между 0 и 20 градусами это может быть хорошее соединение.
- Для двусторонних и многослойных плит это необходимо.
техники, чтобы припой прошел через плату на
сторона компонента и смочила соответствующий участок с этой стороны. Если это
техника не используется, вероятность того, что припой потечет к
стороны компонентов, без применения чрезмерного тепла, из очень
от бедных до никого.Припой следует наносить только на сторону припоя. В
припой на стороне компонента двустороннего или
многослойные платы никогда не наносятся на компонентную сторону. Немного
техники, возможно, узнали, что лучший метод пайки — это
приложить утюг к паяемому элементу, а затем добавить припой.
Этот метод может снизить ваши шансы на успех
подключение двумя способами:
- При нагревании любого металла металл окисляется очень быстро. быстрый темп.Чем выше температура, тем быстрее происходит окисление. Этот окисление создает изолирующий барьер, который не позволяет припой легко вливается в паяемые поверхности, тем самым предотвращение хорошего смачивания необходимо.
- Флюс в припое с порошковой проволокой должен удалять поверхностные газы и оксиды с паяемых поверхностей. Если припой нанесен после утюга перегретый флюс превращается в мелкие кусочки материал углеродного типа, который садится на паяльник.Поток никогда должен делать то, что он должен делать. Что еще хуже, он перетекает в область соединения, вызывающая загрязнение стыка — плохой связь.
Применяя припой перед утюгом, вы правильно используете доступный флюс и образуют мостик тепла или припоя. Эта техника нагревает поверхность быстрее и позволяет правильно выполнить работу в в кратчайшие сроки. По мере того, как вы сокращаете время, необходимое для выполнения работу, вы также уменьшаете вероятность повреждения платы из-за чрезмерное тепло и время.
Количество припоя
При пайке стыка важно не количество добавляемого припоя, а количество припоя.
техника, используемая для создания сустава. В большинстве
случаи. Обычно от половины до одной трети того, что обычно
считается необходимым — это весь необходимый припой. Чем больше капля
припоя, тем сложнее определить, правильно ли смачивается
припаянные поверхности.
Пайка оплавлением
Второй метод пайки называется пайкой оплавлением.Этот
обычно используется там, где нет металлических сквозных отверстий, таких как
установка элементов поверхностного монтажа или ремонт печатной платы
следы. Техника относительно проста.
Ненадежные паяные соединения
Некоторые примеры плохих и, следовательно, ненадежных соединений, на которые следует обратить внимание
для:
- Перегрев — осушение; комочки; тупой; кристаллический; выглядит как хотя в стык был брошен песок.
- Холодный — плохое смачивание; растяжки между подушечкой и поводком.
- Трещина — плохое смачивание; растяжки между подушечкой и поводком.
- Не смачивает — припой скатывается вокруг стыка.
- Избыточный припой — контур вывода или провода не виден, а форма припоя выпуклый.
- Недостаточно припоя — отверстие не закрыто; медный конец не уплотнен; он не такой широкий, как проволока или вывод.
- Осушение — обычно чрезмерное нагревание; припаять шарики вверх. Это также возникает, если задействовано интерметаллическое соединение.
- Точечные отверстия или пустоты — от пыли, грязи, флюсового газа, ненадлежащего нагрева или другое загрязнение.
- Комки и большие отверстия — неправильная очистка перед пайкой и дегазация из флюсового газа.
- Повреждена изоляция провода — перегрев и / или затекание припоя под изоляция провода.
Характеристики хорошего соединения
В хорошем паяном соединении мало на что обращать внимание по сравнению с плохим паяным соединением.
один.Хорошее паяное соединение имеет следующие характеристики:
- гладкая
- Яркий
- блестящий
- Чистый
- Вогнутый фланец под пайку
- Хорошее смачивание
- Конец провода или вывода, покрытый припоем
Как припаять провод к контактной площадке | Indium Corporation® | Блоги Indium Corporation | Флюс | Индийская корпорация | Нет чистого флюса | Нет чистого припоя | Переделка | Припой | Флюс для припоя | Пайка | Паяные соединения | Заготовки для припоя | Проволока для припоя | Паяемость
Это кажется довольно простым делом. Что может быть сложно при припаянии провода к контактной площадке?
Что ж, я слышу три распространенных жалобы и выражения разочарования:
РАЗМЕЩЕНИЕ : Обычно в этом процессе используется паяльник.Первая проблема возникает из-за попытки удержать паяльник И провод, который нужно соединить с предварительно закрепленной контактной площадкой, И сплошным припоем, который вы используете. Было бы неплохо получить дополнительную руку! Некоторые люди используют систему приспособлений или зажимов, чтобы удерживать провод и площадку в нужном положении. (см. изображение и ссылку ниже) *.
СОЕДИНЕНИЕ ХОЛОДНОЙ ПАЙКИ : Еще одна распространенная жалоба заключается в том, что после пайки провод легко вырывается из паяного соединения. Это связано с плохим смачиванием припоя с проводом и контактной площадкой — он никогда не «паялся».Решение, которое я разделяю, — это предварительно залудить контактную площадку и провод припоем с помощью флюса. Чтобы предварительно залудить проволоку, я предлагаю расплавить часть припоя в тигле или емкости для припоя. Окуните проволоку во флюс, а затем в расплавленный припой. На конце проволоки должна образоваться капля. Также его можно предварительно залудить с помощью паяльника. Затем предварительно залейте подушку. Обе предварительно луженые поверхности будут иметь покрытие из остатков флюса после оплавления. При необходимости этот остаток можно легко удалить с помощью подходящего растворителя.Теперь, когда вы предварительно лужили обе поверхности, следует нагреть контактную площадку с помощью паяльника, и, когда будет достигнута нужная температура, предварительно луженную проволоку следует прижать к предварительно луженой контактной площадке. Припой на контактной площадке и на проводе расплавится, и, когда тепло будет удалено, образуется соединение. Обычно это можно сделать без добавления дополнительного флюса.
НЕСООТВЕТСТВУЮЩИЙ ОБЪЕМ : Третья проблема заключается в том, что объем припоя в соединении неодинаков от детали к детали.Если вас это беспокоит, подумайте об использовании припоя с флюсовым покрытием. Они могут быть изготовлены с точным объемом припоя и точными размерами, чтобы соответствовать проводу, который вы присоединяете к контактной площадке. Подобно процессу, описанному выше, когда контактная площадка и проволока нагреваются, флюс активируется (удаляя оксиды), и преформа припоя плавится, образуя прочное и идеальное паяное соединение.
Если у вас возникнут вопросы, обращайтесь в нашу группу технической поддержки.Мы всегда готовы помочь вам решить вашу проблему пайки, будь она большая или маленькая.
Для получения дополнительной информации прочитайте эти сообщения в блоге о ручной пайке:
Пол Соча
* Изображение: Harbour Freight продает продукт под названием «Руки помощи» за 6,99 долларов США на момент написания этой статьи. Другие компании предлагают аналогичные продукты.