Дополнительный материал Вольт-амперная характеристика дуги
Вольт-амперная характеристика (ВАХ) дуги
Статическая ВАХ дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.Характеристика имеет три области
I. Падающая. Характеризуется резким падением напряжения Uд на дуге с увеличением тока сварки Iсв. Вызвана тем, что при увеличении тока сварки происходит увеличение площади, а, следовательно, и электропроводности столба дуги.
II. Жесткая. Увеличение тока сварки не вызывают изменения напряжения дуги. Это происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
III.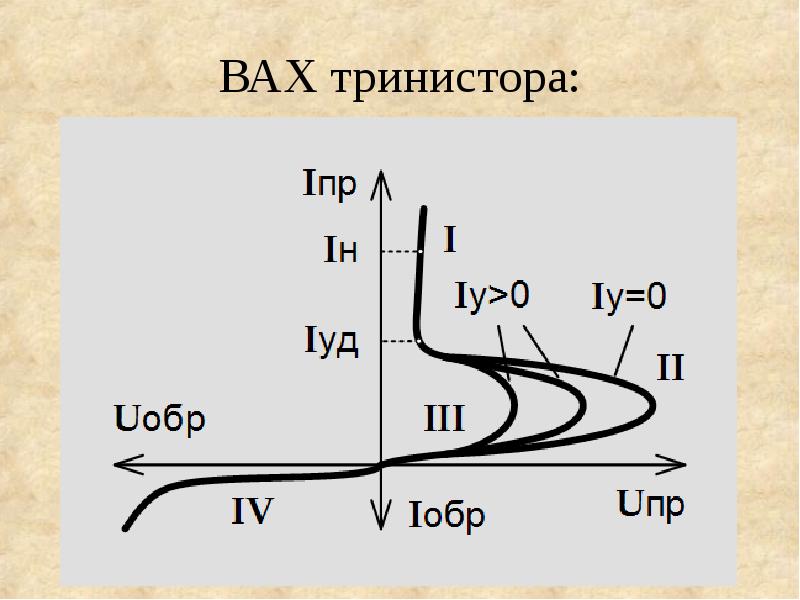
Род тока при сварке — постоянный или переменный, полярность на постоянном токе может быть прямой (минус от источника на электроде), или обратной (минус от источника присоединяется к детали).
Ток обратной полярности применяют при сварке тонкого металла легкоплавких сплавов, легированных, специальных и высокоуглеродистых сталей, чувствительных к перегреву, при полуавтоматической сварке арматуры и металлоконструкций легированной проволокой сплошного сечения, при сварке электродами с фтористо-кальциевым покрытием.
При сварке на переменном токе полярность электродов и условия существования дуги периодически изменяются в соответствии с частотой тока.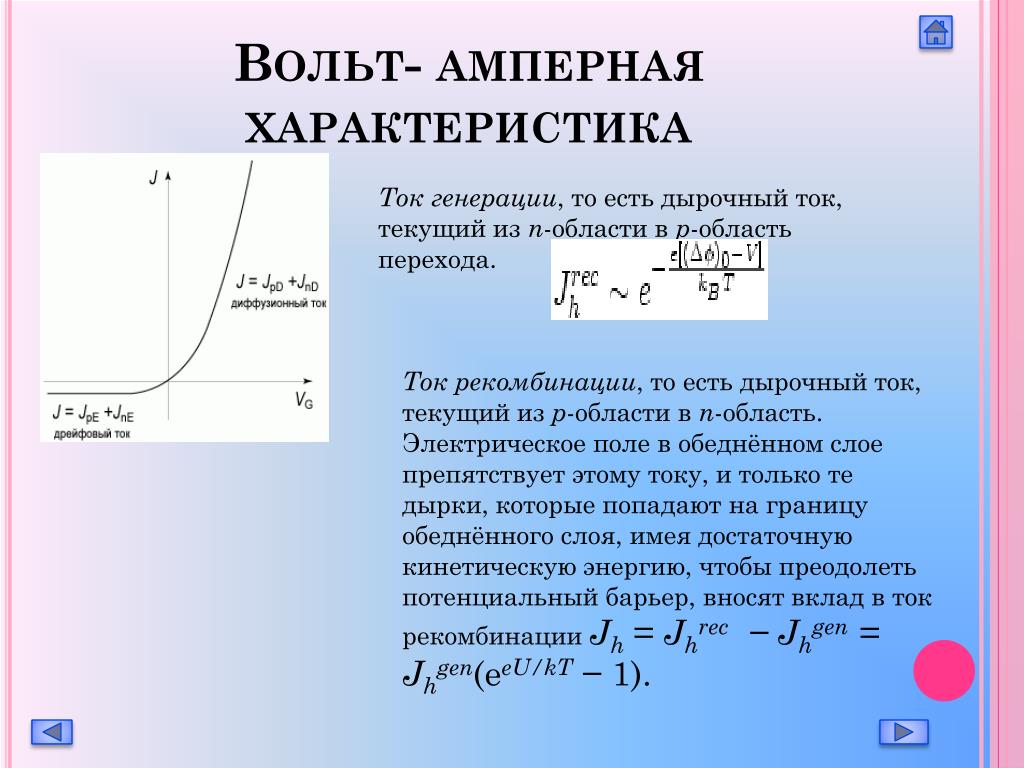
В каждом полупериоде ток и напряжение меняют полярности при переходе синусоиды через нулевое значение. Дуга при этом угасает, температура активных пятен и дугового промежутка снижается. Повторное зажигание дуги в новом полупериоде происходит при повышенном напряжении — пике зажигания, которое выше напряжения на дуге.
Для повышения устойчивости дуги переменного тока добавляют в покрытия электродов и сварочные флюсы такие материалы, как мел, мрамор, полевой шпат и др., содержащие калий, натрий, кальций и другие элементы.
Газы, вводимые в зону горения дуги для защиты расплавленного металла, оказывают влияние на зажигание дуги переменного тока. При сварке с инертными газами (гелий, аргон) зажигание дуги затруднено, но возбужденная дуга горит устойчиво.
При сварке вольфрамовым электродом в среде аргона происходит испарение частиц металла с поверхности сварочной ванны и ближайших холодных зон, вместе с которыми удаляются и окисные пленки, что улучшает условия сварки и качество шва.
Углекислый газ при сварке на переменном токе действует отрицательно, поэтому сварка в углекислом газе применяется преимущественно на постоянном токе обратной полярности.
Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть падающими, жесткими и возрастающими.
Возрастающая Жесткая Падающая
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги (Uд, Iд) и источника питания (Uп, Iп).
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой — при полуавтоматической сварке, с жесткой и возрастающей — при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Работу сварочной цепи и дуги нужно рассматривать при наложении статической ВАХ сварочной дуги на статическую ВАХ источника питания (называемую также внешней характеристикой источника питания).
Ручная электросварка обычно сопровождается значительными колебаниями длины дуги. При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Также часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания.
При прочих равных условиях эластичность дуги тем выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики источника питания. Поэтому для ручной электросварки применяются источники питания с падающими внешними характеристиками.
Также обеспечиваются высокая устойчивость горения дуги и ее эластичность, стабильный режим сварки, надежное первоначальное и повторное зажигание дуги благодаря повышенному напряжению холостого хода, ограниченный ток короткого замыкания.
Ограничение этого тока имеет большое значение, так как при ручной дуговой сварке происходит переход капли расплавленного металла электрода на изделие, и при этом возможно короткое замыкание.
При больших значениях тока короткого замыкания происходят прожоги металла, прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного металла. Обычно значение тока короткого замыкания больше тока дуги в 1,2 — 1,5 раз.
Основными данными технических характеристик источников питания сварочной дуги являются напряжение холостого хода, номинальный сварочный ток, пределы регулирования сварочного тока.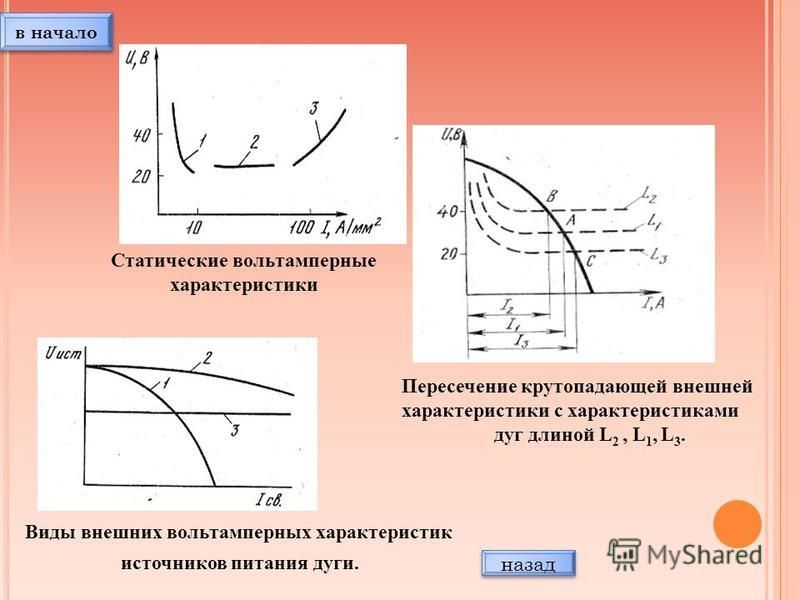
Напряжение холостого хода источника сварочного тока — напряжение на его зажимах при отсутствии дуги, номинальный сварочный ток — допустимый по условиям нагрева источника питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока и напряжения на дуге в зависимости от способа первоначального возбуждения дуги и при горении дуги — характера переноса электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги, происходит переход от холостого хода к короткому замыканию, затем к горению дуги с образованием капли расплавленного металла, которая вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом. Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.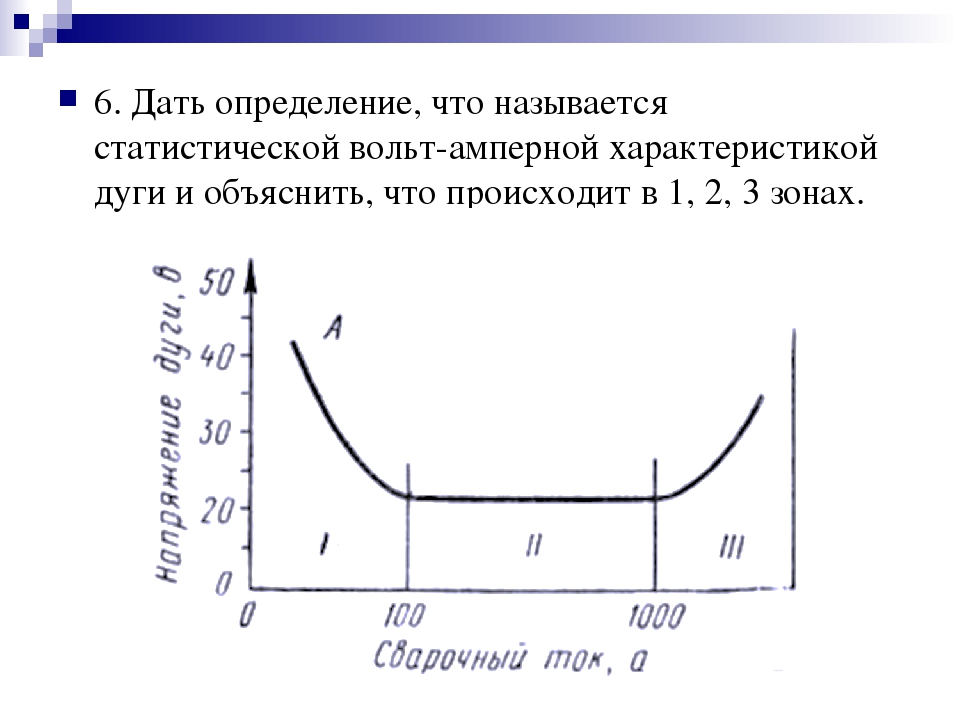
Изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник питания сварочной дуги должен обладать высокими динамическими свойствами, т. е. быстро реагировать на все изменения в дуге.
Сварочные свойства источников тока | Сварка и Контроль
ВДМ-6301Статические характеристики источников сварочного тока
Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.
При ручной сварке статическая характеристика сварочной дуги обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания.
Внешняя вольт-амперная характеристика представляет собой зависимость Uи= f(Iд), которую в общем виде получим из анализа схемы энергетической системы «источник- дуга»
Источник может pаботать в одном из тpех режимов: холостой ход, нагpузка, коpоткое замыкание.
При холостом ходе дуга не горит, ток отсутствует. В этом случае напряжение источника, называют напряжением холостого хода, максимальное напряжение источника
При нагрузке по дуге и источнику идет ток, напряжение, ниже, чем при холостом ходе, на величину падения напряжения внутри источника.
Экспериментально внешняя характеристика источника снимается измерением напряжения и тока при плавном изменении сопротивления нагрузки, при этом дуга обычно имитируется линейным активным сопротивлением-балластным реостатом.
Графическое представление полученной зависимости напряжения от тока и есть внешняя вольт- амперная характеристика источника. При уменьшении сопротивления нагрузки увеличивается ток и снижается напряжение источника. Таким образом, в общем случае внешняя вольт- амперная характеристика источника- падающая.
Таким образом, в общем случае внешняя вольт- амперная характеристика источника- падающая.
Оценим коэффициент полезного действия источников тока и режимов их работы. Очевидно, что для повышения коэффициента полезного действия, т.е. повышения эффективности расходования энергии, следует уменьшать внутренние сопротивление источника. Самый высокий коэффициент, близкий к единице, получается при самых малых сварочных токах, когда сопротивление приближается к бесконечности.
Динамические свойства источника сварочного тока
Динамические свойства характеризуются временем восстановления напряжения с момента короткого замыкания, до рабочего значения, когда горит дуга. Чем быстрее восстанавливается напряжение, тем лучше динамичнее свойства источника тока
Процессы в реальной системе «источник — дуга» чрезвычайно быстры. Интервалы установившегося состояния длятся не более нескольких секунд. Переходные процессы возникают от воздействия со стороны сварщика вызывают переход от режима холостого хода к короткому замыканию и далее к режиму нагрузки, плавное снижение тока при удлинении дуги в конце сварки.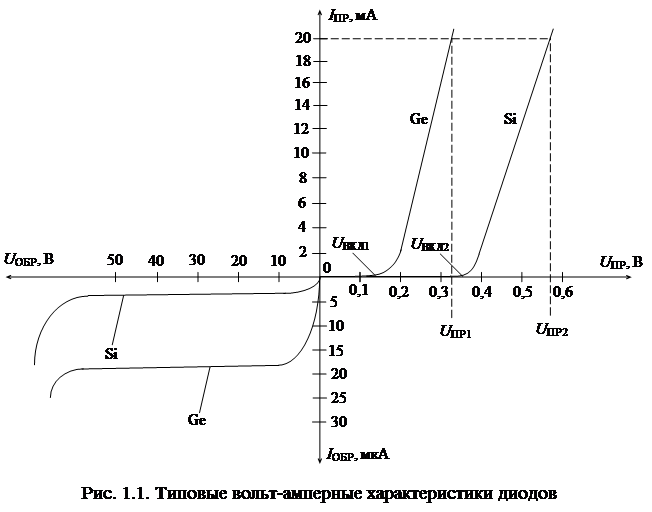 Процессы могут вызываться внешним воздействием, такими, как колебания напряжения сети, или внутренними, возникающими, например, при капельном переносе электродного металла. Импульсные воздействия могут генерироваться источником для управления переносом электродного металла и формированием шва. Но чаще пульсирующий характер питающего напряжения считается недостатком, такое напряжение имеют, например, трехфазные сварочные выпрямители и особенно однофазные выпрямители без сглаживающего фильтра. В режиме непрерывного переходного процесса идет сварка дугой переменного тока. В этой связи возникает вопрос о правомерности понятия статической вольт- амперной характеристики применительно к источникам переменного и выпрямленного не сглаженного тока. Однако доказано,что если статическая характеристика такого источника построена для действующих(или средних) значений тока и напряжения, то почти все выводы, полученные для источника постоянного тока, с известной точностью pаспpостpаняются и на нее.
Процессы могут вызываться внешним воздействием, такими, как колебания напряжения сети, или внутренними, возникающими, например, при капельном переносе электродного металла. Импульсные воздействия могут генерироваться источником для управления переносом электродного металла и формированием шва. Но чаще пульсирующий характер питающего напряжения считается недостатком, такое напряжение имеют, например, трехфазные сварочные выпрямители и особенно однофазные выпрямители без сглаживающего фильтра. В режиме непрерывного переходного процесса идет сварка дугой переменного тока. В этой связи возникает вопрос о правомерности понятия статической вольт- амперной характеристики применительно к источникам переменного и выпрямленного не сглаженного тока. Однако доказано,что если статическая характеристика такого источника построена для действующих(или средних) значений тока и напряжения, то почти все выводы, полученные для источника постоянного тока, с известной точностью pаспpостpаняются и на нее.
В простейших источниках необходимый уровень динамических свойств обеспечивался подбором таких параметров источника, как напряжение холостого хода, внутреннее сопротивление, а также индуктивность сварочной цепи.
Развиваются также источники с обратными связями. В них с помощью датчиков тока и напряжения контролируется фактическое значение характеристик переходного процесса(пикового тока, длительности короткого замыкания и т.д.), а после сопоставления их с регламентированными значениями система управления воздействует на источник, приводя эти характеристики в норму. Этот принцип управления динамическими свойствами назван компенсационным.
Разумеется, в конкретном источнике могут сочетаться несколько принципов управления.
Проверка свойств сварочных свойств источников питания
Для испытания источников питания ручной дуговой сварки применяют дифференцированный и совокупный методы.
Дифференцированный метод применяют для оценки:
- начального зажигания дуги;
- стабильности процесса сварки;
- разбрызгивания металла;
- качества формирования шва;
- эластичности дуги.
Совокупный метод испытаний применяют при сравнительных испытаниях для оценки сварочных свойств в целом по единичному обобщенному показателю, при этом сравнение проводят с двумя образцовыми источниками питания с заранее известными и различными по значению показателями сварочных свойств.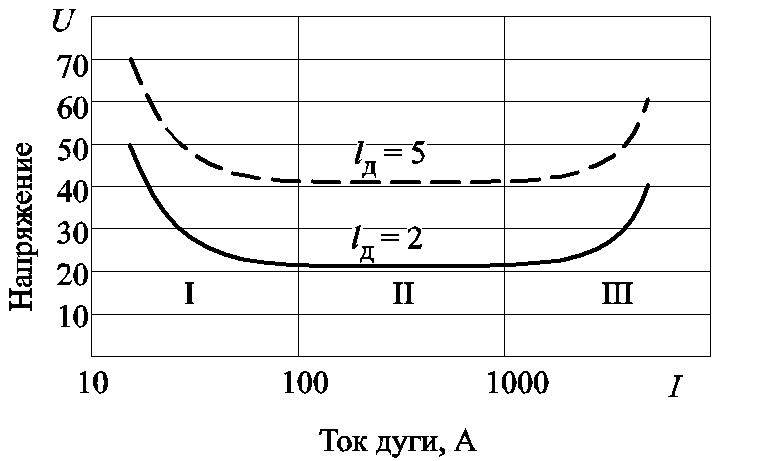
Для испытания источников питания автоматической и полуавтоматической сварки в углекислом газе применяют дифференцированный метод, по которому оценивают:
- надежность установления процесса сварки;
- потери металла;
- качество формирования шва.
Дифференцированный метод оценки сварочных свойств источников питания ручной дуговой сварки применяют при периодических, типовых, предварительных и приемочных испытаниях, а источников питания сварки в углекислом газе, кроме того, при сравнительных испытаниях.
При предварительных, приемочных и сравнительных испытаниях, наряду с оценкой сварочных свойств источников, проводят оценку сварочных свойств серийного источника того же назначения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Выпрямители с дросселем насыщения | Сварка и Контроль
Регулирование режима с помощью дросселя насыщения
Простейший дроссель насыщения (рис. 1) имеет стержневой или тороидальный магнитопровод, обмотку управления ОУ, питаемую постоянным током, и рабочую обмотку ОР переменного тока, подключенную в цепь нагрузки Rн через диод VD.
1) имеет стержневой или тороидальный магнитопровод, обмотку управления ОУ, питаемую постоянным током, и рабочую обмотку ОР переменного тока, подключенную в цепь нагрузки Rн через диод VD.
Рис.1. Конструкция дросселя насыщения
Регулирование режима с помощью дросселя насыщения заключается в изменении задержки включения тока нагрузки в пределах полупериода при изменении начального намагничивания сердечника.
Круто падающие внешние характеристики формируются с помощью дросселя насыщения, работающего в режиме с компенсированными намагничивающими силами. Но такой выпрямитель имеет большую массу и стоимость, поэтому после появления тиристорных выпрямителей он уже не выпускается. Наилучшим образом дроссель насыщения раскрыл свои возможности при работе в режиме с самоподмагничиванием, в котором формируются ломаные характеристики с жестким рабочим участком и высоким напряжением холостого хода.
Выпрямитель, управляемый дросселем насыщения с самоподмагничиванием
Принцип действия такого выпрямителя иллюстрирует рис. 2. Трехфазный трансформатор Т с нормальным рассеянием понижает напряжение. Дроссель насыщения L имеет 6 сердечников, на каждом из которых намотано по одной рабочей обмотке ОР. Обмотки управления ОУ и смещения ОСМ охватывают все 6 стержней. В цепи обмотки управления имеется регулировочный реостат R. В цепи каждой рабочей обмотки установлено по вентилю силового выпрямительного блока V,
2. Трехфазный трансформатор Т с нормальным рассеянием понижает напряжение. Дроссель насыщения L имеет 6 сердечников, на каждом из которых намотано по одной рабочей обмотке ОР. Обмотки управления ОУ и смещения ОСМ охватывают все 6 стержней. В цепи обмотки управления имеется регулировочный реостат R. В цепи каждой рабочей обмотки установлено по вентилю силового выпрямительного блока V,
Рис. 2. Выпрямитель управляемый дросселем насыщения с самоподмагничиванием:
а- упрощённая принципиальная схема;
б- кривая намагничивания магнитопровода дросселя;
в- внешняя характеристика
поэтому по обмоткам идет ток только одного направления, так что намагничивающие силы рабочих обмоток и обмотки управления всегда совпадают. Такая конструкция называется дросселем с само насыщением или самоподмагничиванием.
Жесткая внешняя характеристика с повышенным напряжением холостого хода получается у выпрямителя благодаря использованию дросселя насыщения с самоподмагничиванием,потери напряжения у которого при больших токах не зависят от нагрузки.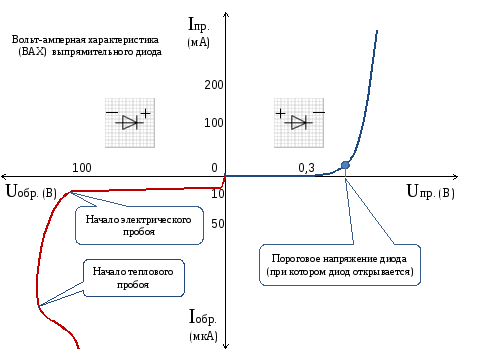
Выпрямленное напряжение плавно регулируется изменением тока обмотки управления.
Благодаря самоподмагничиванию коэффициент усиления дросселя по току получается очень высоким — около 200.
Сварочные свойства выпрямителя с дросселем насыщения достаточно высоки. Повышенное напряжение холостого хода, в 1,5 — 3 раза превышающее сварочное, способствует надежному начальному зажиганию. Устойчивое горение дуги наблюдается во всем диапазоне регулирования напряжения за исключением самого низкого напряжения —здесь, как и при фазовом регулировании, наблюдается режим прерывистого тока.Для устранения этого дефекта глубину плавного регулирования снижают, дополняя его ступенчатым. Кроме того, устойчивости процесса способствует и специальный сглаживающий дроссель, который ликвидирует провалы в кривой сварочного тока после короткого замыкания. Индуктивность дросселя, достигающая 0,5 мГн при высоких сварочных режимах, автоматически снижается при низких режимах. Это позволяет уменьшать разбрызгивание во всем диапазоне регулирования.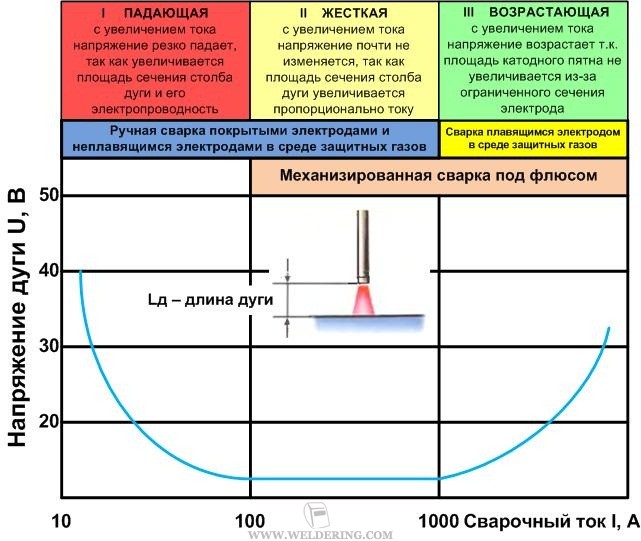 Кратность плавно-ступенчатого регулирования сварочного напряжения превышает 2,5, что вполне отвечает технологическим требованиям.
Кратность плавно-ступенчатого регулирования сварочного напряжения превышает 2,5, что вполне отвечает технологическим требованиям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварка. Электрические виды сварки
Содержание страницы
1. Дуговая сварка
Источником теплоты при дуговой сварке служит электрическая дуга, которая горит между электродом и заготовкой. В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие виды дуговой сварки (рис. 1):
- сварку неплавящимся электродом (графитовым или вольфрамовым) дугой прямого действия, при которой соединение выполняется путём расплавления только основного металла либо с применением присадочного металла;
- сварку плавящимся электродом (металлическим) дугой прямого или обратного действия с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом;
- сварку косвенной дугой, горящей между двумя, как правило, неплавящимися электродами; при этом основной металл нагревается и расплавляется теплотой столба дуги;
- сварку трёхфазной дугой, при которой дуга горит между электродами, а также между каждым электродом и основным металлом.

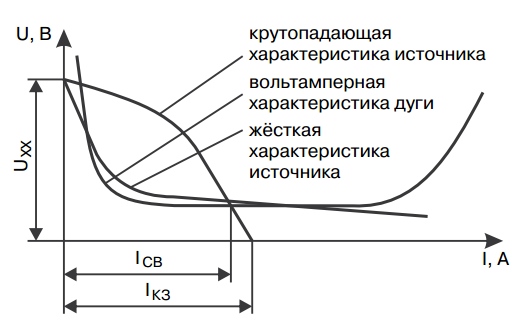
Рис. 1. Схемы дуговой сварки: 1 – электрод; 2 – дуга; 3 – основной металл; 4 – присадочный металл; 5 – косвенная дуга; 6 – трёхфазная дуга; а) – сварка неплавящемся электродом дугой прямого действия; б) – сварка плавящемся электродом дугой прямого действия; в) – сварка косвенной дугой; г) – сварка трёхфазной дугой.
Питание дуги осуществляется постоянным или переменным током. При применении постоянного тока различают сварку на прямой и обратной полярностях. Прямая полярность: электрод – минус, металл – плюс.
Кроме того, виды дуговой сварки различают также по способу защиты дуги и расплавленного металла и степени механизации процесса.
2. Электрические и тепловые свойства дуги
Дуга – мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация (превращение нейтральных атомов и молекул в ионы – электрически заряженные частицы) дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе его горения.
Процесс зажигания дуги в большинстве случаев включает четыре этапа (рис. 3):
Возможно зажигания дуги без короткого замыкания (при сварке неплавящимся электродом) используя источник высокочастотного переменного тока высокого напряжения – осциллятор.
Полная тепловая мощность дуги, Дж/с (с учётом потерь):
Q = K IсвUд
К – коэффициент не синусоидальности напряжения и тока
Рис. 3. Схема процесса зажигания дуги
Эффективная тепловая мощность:
q = η×Q:
где η – КПД дуги, зависит от способа сварки, вида и состава сварочных материалов.
Для оценки затрат тепловой энергии на образование единицы длины шва или единицы площади соединения при однопроходной сварке используют величины:
Погонная энергия – q/Uсв Удельная погонная энергия – q/Uсвδ,
где δ – толщина заготовки, см., Uсв – скорость сварки, см/с.
Электрические свойства дуги описываются статической вольтамперной характеристикой, представляющей собой зависимость между напряжением и током дуги в состоянии устойчивого горения рис.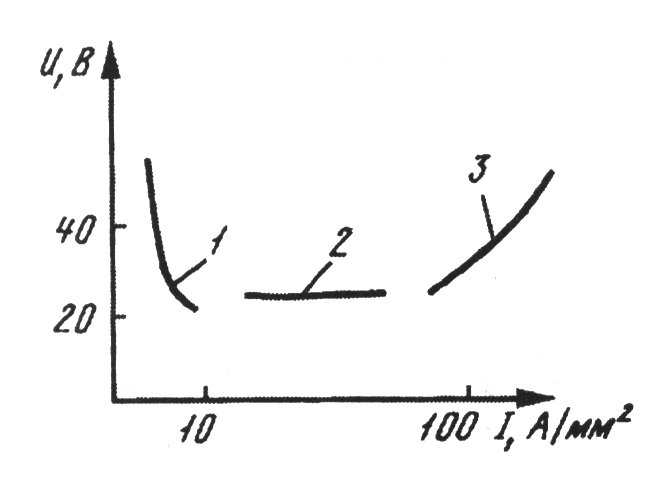 4. Характеристика состоит из трёх участков: Ι – характеристика падающая, ΙΙ – жёсткая, ΙII – возрастающая.
4. Характеристика состоит из трёх участков: Ι – характеристика падающая, ΙΙ – жёсткая, ΙII – возрастающая.
Самое широкое применение нашла дуга с жёсткой и возрастающей характеристикой. Дуга с падающей характеристикой малоустойчива и имеет ограниченное применение. В последнем случае для поддержания горения дуги необходимо постоянное включение в сварочную цепь осциллятора (колебательная система).
Рис. 4. Статистическая вольтамперная характеристика дуги (а) и зависимость напряжения дуги Uд от её длины Lд (б)
Каждому участку характеристики дуги соответствует определённый характер переноса расплавленного электродного металла в сварочную ванну: I и II – крупнокапельный, III – мелкокапельный или струйный.
Из приведённой зависимости рис.5, б следует, что для сохранения напряжения дуги неизменным необходимо длину дуги поддерживать постоянной.
В дальнейшем рассмотрена главным образом дуга с жёсткой характеристикой как наиболее распространённая при сварке.
Источники сварочного тока для питания сварочной дуги должны иметь специальную внешнюю характеристику. Внешней характеристикой источника называется зависимость напряжения на его выходных клеммах от тока в электрической цепи.
Внешние характеристики источника могут быть следующих основных видов рис. 5:
- падающая;
- жёсткая;
- возрастающая.
Рис. 5 Внешние вольтамперные характеристики источников питания дуги
Источник тока выбирают в зависимости от вольтамперной характеристики дуги, соответствующей принятому способу сварки.
Для питания дуги с жёсткой характеристикой применяют источники с падающей или пологопадающей внешней характеристикой (ручная дуговая сварка, автоматическая под флюсом, сварка в защитных газах неплавящимся электродом).
Режим горения дуги определяется точкой пересечения характеристик дуги и источника тока. Режим холостого хода характеризуется повышенным напряжением (60 – 80 В).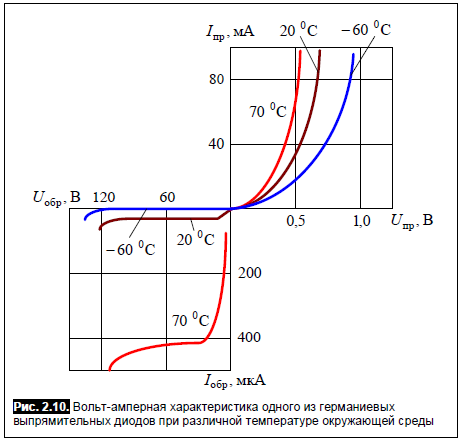 Короткое замыкание характеризуется малым напряжением, стремящемся к нулю, и повышенным, но ограниченным током.
Короткое замыкание характеризуется малым напряжением, стремящемся к нулю, и повышенным, но ограниченным током.
Источники сварочного тока с падающей характеристикой необходимы для облегчения зажигания дуги за счёт повышенного напряжения холостого хода, обеспечения устойчивого горения дуги и практически постоянной проплавляющей способности дуги, так как колебания её длины и напряжения (особенно значительные при ручной сварке) не приводят к значительным изменениям сварочного тока, а также для ограничения тока короткого замыкания, чтобы не допустить перегрева токоподводящих проводов и источников тока.
Для обеспечения устойчивости горения дуги с возрастающей вольтамперной характеристикой применяют источники сварочного тока с жёсткой или возрастающей характеристикой (сварка в защитных газах плавящемся электродом и автоматическая под флюсом током повышенной плотности).
Для питания сварочной дуги применяют источники переменного тока (сварочные трансформаторы) и источники постоянного тока (сварочные выпрямители и генераторы).
Источники переменного тока более распространены, так как обладают рядом технико-экономических преимуществ. Сварочные трансформаторы проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако в некоторых случаях (сварка на малых токах покрытыми электродами и под флюсом) при питании переменным током дуга горит неустойчиво, так как через каждые 0,01 сек. напряжения и ток дуги проходит через нулевые значения, что приводит к временной деионизации (отмена образования ионов) дугового промежутка.
Постоянный ток предпочтителен в технологическом отношении:
- при его применении повышается устойчивость горения дуги;
- улучшаются условия сварки в различных пространственных положениях;
- появляется возможность вести сварку на прямой и обратной полярностях и т.д.
Последнее вследствие большого тепловыделения в анодной области дуги позволяет проводить сварку сварочными материалами с тугоплавкими покрытиями и флюсами.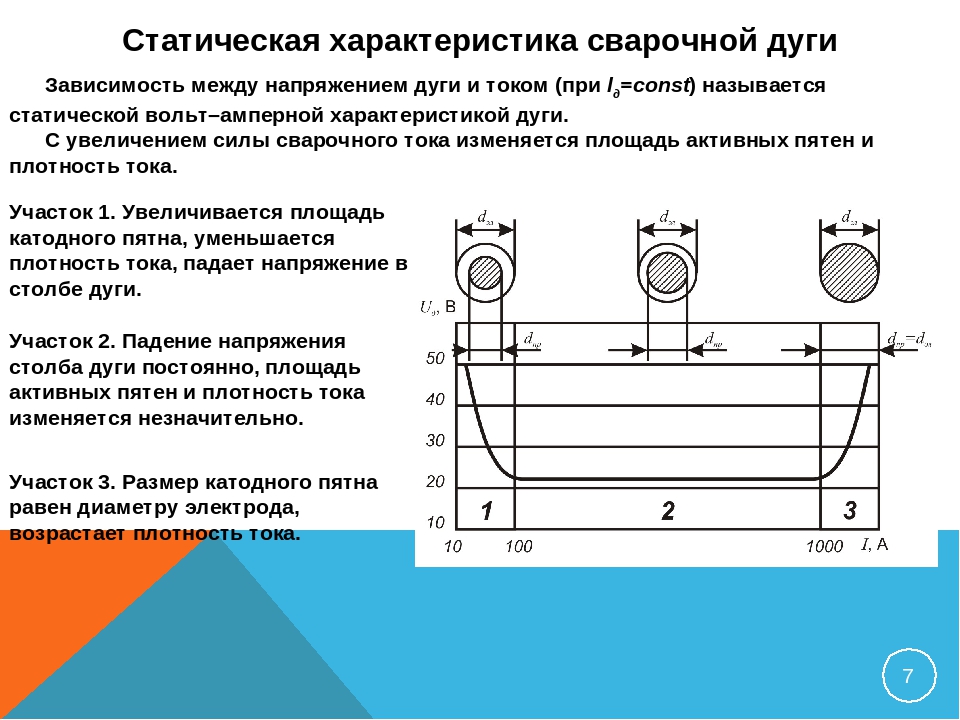
Сварочные трансформаторы (рис. 6; рис. 7), как правило, имеют падающую внешнюю характеристику, их используют для дуговой ручной сварки и автоматической сварки под флюсом. Для плавного регулирования сварочного тока изменяют расстояния между обмотками трансформатора.
Рис. 6. Устройство трансформатора ТСК – 500
Рис. 7 Схема сварочного трансформатора
Сварочные трансформаторы, как правило, имеют падающую внешнюю характеристику, их используют для дуговой ручной сварки и автоматической сварки под флюсом. Широко применяют трансформаторы с увеличенным магнитным рассеянием и подвижной вторичной обмоткой (типов ТС и ТД). В этих трансформаторах первичная 1 и вторичная 2 обмотки раздвинуты относительно друг друга, что обуславливает их повышенное индуктивное сопротивление вследствие появления магнитных потоков рассеяния.
Сварочные выпрямители (рис. 8) бесшумны, имеют высокий КПД, удобны в эксплуатации.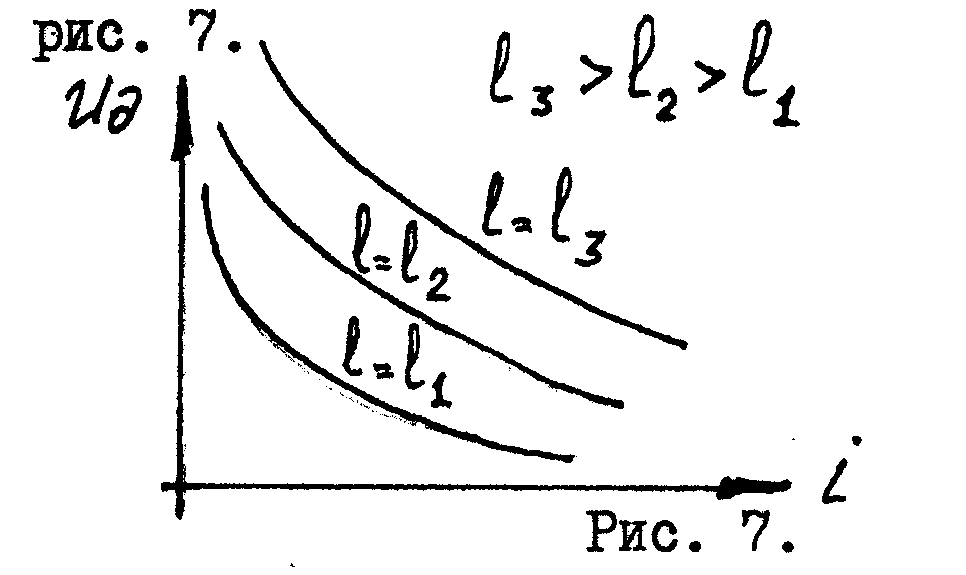
Они обеспечивают высокую стабильность горения дуги, особенно на малых токах. Для нормальной работы выпрямителей требуется интенсивное охлаждение, так как полупроводники нагреваются при работе. Поэтому выпрямители снабжены вентиляторами. Нагрев полупроводников иногда ограничивает мощность выпрямителей.
На рисунке 9 изображено устройство и принципиальная схема сварочного выпрямителя.
Принцип работы диода. Вольт-амперная характеристика. Пробои p-n перехода
Здравствуйте уважаемые читатели сайта sesaga.ru. В первой части статьи мы с Вами разобрались, что такое полупроводник и как возникает в нем ток. Сегодня мы продолжим начатую тему и поговорим о принципе работы полупроводниковых диодов.
Диод – это полупроводниковый прибор с одним p-n переходом, имеющий два вывода (анод и катод), и предназначенный для выпрямления, детектирования, стабилизации, модуляции, ограничения и преобразования электрических сигналов.
По своему функциональному назначению диоды подразделяются на выпрямительные, универсальные, импульсные, СВЧ-диоды, стабилитроны, варикапы, переключающие, туннельные диоды и т.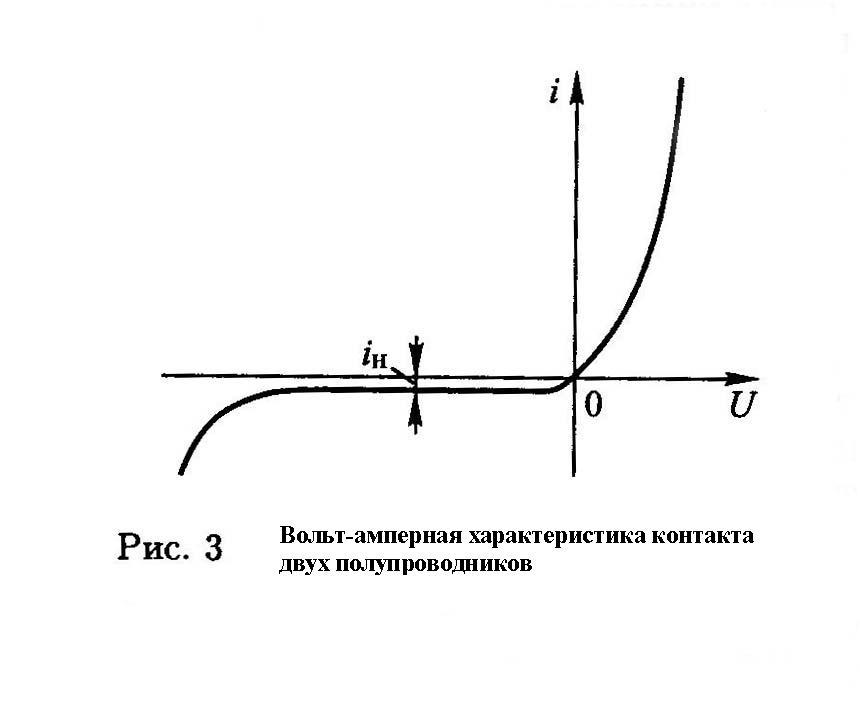 д.
д.
Теоретически мы знаем, что диод в одну сторону пропускает ток, а в другую нет. Но как, и каким образом он это делает, знают и понимают не многие.
Схематично диод можно представить в виде кристалла состоящего из двух полупроводников (областей). Одна область кристалла обладает проводимостью p-типа, а другая — проводимостью n-типа.
На рисунке дырки, преобладающие в области p-типа, условно изображены красными кружками, а электроны, преобладающие в области n-типа — синими. Эти две области являются электродами диода анодом и катодом:
Анод – положительный электрод диода, в котором основными носителями заряда являются дырки.
Катод – отрицательный электрод диода, в котором основными носителями заряда являются электроны.
На внешние поверхности областей нанесены контактные металлические слои, к которым припаяны проволочные выводы электродов диода. Такой прибор может находиться только в одном из двух состояний:
Такой прибор может находиться только в одном из двух состояний:
1. Открытое – когда он хорошо проводит ток;
2. Закрытое – когда он плохо проводит ток.
Прямое включение диода. Прямой ток.
Если к электродам диода подключить источник постоянного напряжения: на вывод анода «плюс» а на вывод катода «минус», то диод окажется в открытом состоянии и через него потечет ток, величина которого будет зависеть от приложенного напряжения и свойств диода.
При такой полярности подключения электроны из области n-типа устремятся навстречу дыркам в область p-типа, а дырки из области p-типа двинутся навстречу электронам в область n-типа. На границе раздела областей, называемой электронно-дырочным или p-n переходом, они встретятся, где происходит их взаимное поглощение или рекомбинация.
Например. Oсновные носители заряда в области n-типа электроны, преодолевая p-n переход попадают в дырочную область p-типа, в которой они становятся неосновными. Ставшие неосновными, электроны будут поглощаться основными носителями в дырочной области – дырками. Таким же образом дырки, попадая в электронную область n-типа становятся неосновными носителями заряда в этой области, и будут также поглощаться основными носителями – электронами.
Ставшие неосновными, электроны будут поглощаться основными носителями в дырочной области – дырками. Таким же образом дырки, попадая в электронную область n-типа становятся неосновными носителями заряда в этой области, и будут также поглощаться основными носителями – электронами.
Контакт диода, соединенный с отрицательным полюсом источника постоянного напряжения будет отдавать области n-типа практически неограниченное количество электронов, пополняя убывание электронов в этой области. А контакт, соединенный с положительным полюсом источника напряжения, способен принять из области p-типа такое же количество электронов, благодаря чему восстанавливается концентрация дырок в области p-типа. Таким образом, проводимость p-n перехода станет большой и сопротивление току будет мало, а значит, через диод будет течь ток, называемый прямым током диода Iпр.
Обратное включение диода. Обратный ток.
 Обратный ток.
Обратный ток.Поменяем полярность источника постоянного напряжения – диод окажется в закрытом состоянии.
В этом случае электроны в области n-типа станут перемещаться к положительному полюсу источника питания, отдаляясь от p-n перехода, и дырки, в области p-типа, также будут отдаляться от p-n перехода, перемещаясь к отрицательному полюсу источника питания. В результате граница областей как бы расширится, отчего образуется зона обедненная дырками и электронами, которая будет оказывать току большое сопротивление.
Но, так как в каждой из областей диода присутствуют неосновные носители заряда, то небольшой обмен электронами и дырками между областями происходить все же будет. Поэтому через диод будет протекать ток во много раз меньший, чем прямой, и такой ток называют обратным током диода (Iобр). Как правило, на практике, обратным током p-n перехода пренебрегают, и отсюда получается вывод, что p-n переход обладает только односторонней проводимостью.
Прямое и обратное напряжение диода.
Напряжение, при котором диод открывается и через него идет прямой ток называют прямым (Uпр), а напряжение обратной полярности, при котором диод закрывается и через него идет обратный ток называют обратным (Uобр).
При прямом напряжении (Uпр) сопротивление диода не превышает и нескольких десятков Ом, зато при обратном напряжении (Uобр) сопротивление возрастает до нескольких десятков, сотен и даже тысяч килоом. В этом не трудно убедиться, если измерить обратное сопротивление диода омметром.
Сопротивление p-n перехода диода величина не постоянная и зависит от прямого напряжения (Uпр), которое подается на диод. Чем больше это напряжение, тем меньшее сопротивление оказывает p-n переход, тем больший прямой ток Iпр течет через диод. В закрытом состоянии на диоде падает практически все напряжение, следовательно, обратный ток, проходящий через него мал, а сопротивление p-n перехода велико.
Например. Если включить диод в цепь переменного тока, то он будет открываться при положительных полупериодах на аноде, свободно пропуская прямой ток (Iпр), и закрываться при отрицательных полупериодах на аноде, почти не пропуская ток противоположного направления – обратный ток (Iобр). Эти свойства диодов используют для преобразования переменного тока в постоянный, и такие диоды называют выпрямительными.
Вольт-амперная характеристика полупроводникового диода.
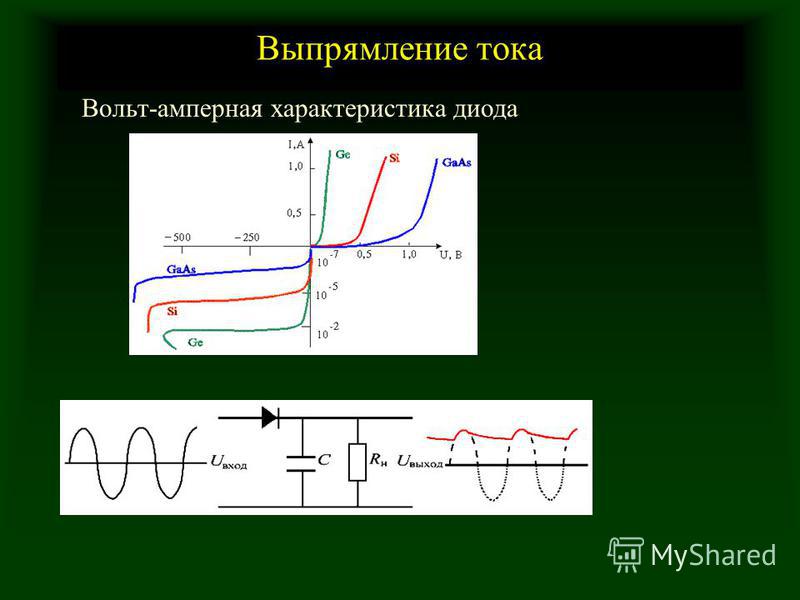
Зависимость тока, проходящего через p-n переход, от величины и полярности приложенного к нему напряжения изображают в виде кривой, называемой вольт-амперной характеристикой диода.
На графике ниже изображена такая кривая. По вертикальной оси в верхней части обозначены значения прямого тока (Iпр), а в нижней части — обратного тока (Iобр).
По горизонтальной оси в правой части обозначены значения прямого напряжения Uпр, а в левой части – обратного напряжения (Uобр).
Вольт-амперная характеристика состоит как бы из двух ветвей: прямая ветвь, в правой верхней части, соответствует прямому (пропускному) току через диод, и обратная ветвь, в левой нижней части, соответствующая обратному (закрытому) току через диод.
Прямая ветвь идет круто вверх, прижимаясь к вертикальной оси, и характеризует быстрый рост прямого тока через диод с увеличением прямого напряжения.
Обратная ветвь идет почти параллельно горизонтальной оси и характеризует медленный рост обратного тока. Чем круче к вертикальной оси прямая ветвь и чем ближе к горизонтальной обратная ветвь, тем лучше выпрямительные свойства диода. Наличие небольшого обратного тока является недостатком диодов. Из кривой вольт-амперной характеристики видно, что прямой ток диода (Iпр) в сотни раз больше обратного тока (Iобр).
При увеличении прямого напряжения через p-n переход ток вначале возрастает медленно, а затем начинается участок быстрого нарастания тока. Это объясняется тем, что германиевый диод открывается и начинает проводить ток при прямом напряжении 0,1 – 0,2В, а кремниевый при 0,5 – 0,6В.
Например. При прямом напряжении Uпр = 0,5В прямой ток Iпр равен 50mA (точка «а» на графике), а уже при напряжении Uпр = 1В ток возрастает до 150mA (точка «б» на графике).
Но такое увеличение тока приводит к нагреванию молекулы полупроводника. И если количество выделяемого тепла будет больше отводимого от кристалла естественным путем, либо с помощью специальных устройств охлаждения (радиаторы), то в молекуле проводника могут произойти необратимые изменения вплоть до разрушения кристаллической решетки. Поэтому прямой ток p-n перехода ограничивают на уровне, исключающем перегрев полупроводниковой структуры. Для этого используют ограничительный резистор, включенный последовательно с диодом.
У полупроводниковых диодов величина прямого напряжения Uпр при всех значениях рабочих токов не превышает:
для германиевых — 1В;
для кремниевых — 1,5В.
При увеличении обратного напряжения (Uобр), приложенного к p-n переходу, ток увеличивается незначительно, о чем говорит обратная ветвь вольтамперной характеристики.
Например. Возьмем диод с параметрами: Uобр max = 100В, Iобр max = 0,5 mA, где:
Uобр max – максимальное постоянное обратное напряжение, В;
Iобр max – максимальный обратный ток, мкА.
При постепенном увеличении обратного напряжения до значения 100В видно, как незначительно растет обратный ток (точка «в» на графике). Но при дальнейшем увеличении напряжения, свыше максимального, на которое рассчитан p-n переход диода, происходит резкое увеличение обратного тока (пунктирная линия), нагрев кристалла полупроводника и, как следствие, наступает пробой p-n перехода.
Пробои p-n перехода.
Пробоем p-n перехода называется явление резкого увеличения обратного тока при достижении обратным напряжением определенного критического значения. Различают электрический и тепловой пробои p-n перехода. В свою очередь, электрический пробой разделяется на туннельный и лавинный пробои.
Электрический пробой.
Электрический пробой возникает в результате воздействия сильного электрического поля в p-n переходе. Такой пробой является обратимый, то есть он не приводит к повреждению перехода, и при снижении обратного напряжения свойства диода сохраняются. Например. В таком режиме работают стабилитроны – диоды, предназначенные для стабилизации напряжения.
Туннельный пробой.
Туннельный пробой происходит в результате явления туннельного эффекта, который проявляется в том, что при сильной напряженности электрического поля, действующего в p-n переходе малой толщины, некоторые электроны проникают (просачиваются) через переход из области p-типа в область n-типа без изменения своей энергии. Тонкие p-n переходы возможны только при высокой концентрации примесей в молекуле полупроводника.
В зависимости от мощности и назначения диода толщина электронно-дырочного перехода может находиться в пределах от 100 нм (нанометров) до 1 мкм (микрометр).
Для туннельного пробоя характерен резкий рост обратного тока при незначительном обратном напряжении – обычно несколько вольт. На основе этого эффекта работают туннельные диоды.
Благодаря своим свойствам туннельные диоды используются в усилителях, генераторах синусоидальных релаксационных колебаний и переключающих устройствах на частотах до сотен и тысяч мегагерц.
Лавинный пробой.
Лавинный пробой заключается в том, что под действием сильного электрического поля неосновные носители зарядов под действием тепла в p-n переходе ускоряются на столько, что способны выбить из атома один из его валентных электронов и перебросить его в зону проводимости, образовав при этом пару электрон — дырка. Образовавшиеся носители зарядов тоже начнут разгоняться и сталкиваться с другими атомами, образуя следующие пары электрон – дырка. Процесс приобретает лавинообразный характер, что приводит к резкому увеличению обратного тока при практически неизменном напряжении.
Диоды, в которых используется эффект лавинного пробоя используются в мощных выпрямительных агрегатах, применяемых в металлургической и химической промышленности, железнодорожном транспорте и в других электротехнических изделиях, в которых может возникнуть обратное напряжение выше допустимого.
Тепловой пробой.
Тепловой пробой возникает в результате перегрева p-n перехода в момент протекания через него тока большого значения и при недостаточном теплоотводе, не обеспечивающем устойчивость теплового режима перехода.
При увеличении приложенного к p-n переходу обратного напряжения (Uобр) рассеиваемая мощность на переходе растет. Это приводит к увеличению температуры перехода и соседних с ним областей полупроводника, усиливаются колебания атомов кристалла, и ослабевает связь валентных электронов с ними. Возникает вероятность перехода электронов в зону проводимости и образования дополнительных пар электрон — дырка. При плохих условиях теплоотдачи от p-n перехода происходит лавинообразное нарастание температуры, что приводит к разрушению перехода.
На этом давайте закончим, а в следующей части рассмотрим устройство и работу выпрямительных диодов, диодного моста.
Удачи!
Источник:
1. Борисов В.Г — Юный радиолюбитель. 1985г.
2. Горюнов Н.Н. Носов Ю.Р — Полупроводниковые диоды. Параметры, методы измерений. 1968г.
Всё о сварочном оборудовании — ООО «ГрузБаланс»
Мерилом мастерства древних зодчих считалось умение построить здание без единого гвоздя. Тогда в ходу были дерево и топор, а как поступают современные умельцы в наш «железный» век? Без болта и заклепки они возводят небоскребы, мосты, плотины, туннели и трубопроводы. И вот уже целый век им помогает в этом сварочное оборудование.
Современные технологии позволяют соединять как стали различного уровня легирования, так и многие цветные сплавы. При этом тип решаемых задач определяет и методы, выбор которых влияет не только на качество, но и на стоимость работ.
Существует много способов и технологий, объединенных одним общим принципом: в месте соединения детали расплавляют, что приводит к образованию шва. Для этого применяют электрическую, механическую и химическую энергию либо их сочетание. Широкое распространение получили аппараты, использующие энергию электрического тока, о них и пойдет речь в данной статье.
Наиболее часто для нагрева применяют электрическую дугу, расплавляющую материалы, а сварочный шов заполняют присадкой (металлом электрода или проволоки). Качество, производительность и эффективность работы во многом зависят от способов защиты и переноса расплава, то есть от используемого метода.
Электрическая дуга
Представляет собой устойчивый разряд в сильно ионизованном газовом промежутке. Сила тока, протекающего через него, зависит от разности потенциалов на его концах и от его линейных размеров. Поскольку тепловыделение целиком определяется именно сварочным током, то для обеспечения требуемого режима работы нужно с достаточной точностью поддерживать его величину. Чем толще и глубже шов, тем больший ток необходим и наоборот. Иногда регулируют его текущее значение, а иногда, напротив, жестко фиксируют.
Главная проблема, актуальная для всех способов сварки, — стабильность дуги. В момент ее розжига и потухания часто возникают дефекты шва. Сделать «горение» максимально устойчивым — важнейшая задача, которую решают различными способами.
Разумеется, при подаче на электрод переменного тока трудно достичь высоких результатов, даже прибегая к всевозможным «хитростям». Практически все материалы лучше «варятся» постоянным током, исключение составляют только алюминий и его сплавы. Оксидная пленка на их поверхности препятствует образованию прочного соединения и эффективно разрушается только при «переменном» воздействии.
Важную роль играет и защитная среда, в которой происходит процесс сварки. Ее специально создают и поддерживают в рабочей области. При различных методах на защитную среду возлагают разные задачи: стабилизация дуги, защита металла, изменение его физических свойств (например, легирование).
Штучный электрод
Позволяет создать защитную среду без привлечения дополнительных технических средств. Необходимые для работы газы выделяются при испарении внешнего покрытия или порошкового флюса. Существует два типа подобных материалов:
- Электроды с целлюлозным покрытием. Выделяют большое количество газа, защищающего металл и сварочную ванну. С ними можно работать на «длинной дуге» (3-6 мм) с большой глубиной проплавления (до 2,5 мм). Такие электроды часто применяют в сочетании с аппаратами, имеющими крутопадающую вольт-амперную характеристику (далее ВАХ). У нас в стране они не получили широкого распространения, в то время как на Западе используются повсеместно.
- Электроды с основным типом покрытия. Имеют кальций-фтористое покрытие (или близкое к нему по свойствам рутиловое). При расплавлении такие электроды образуют флюс, обволакивающий капли металла. Он-то и выполняет главную защитную функцию, а газы являются лишь ионизаторами и стабилизаторами. Работы производят только на «короткой дуге» (2-3 мм) с относительно небольшой глубиной проплавления (0,5-2,5 мм). Электроды с основным типом покрытия дают шов высокого качества, хорошо защищенный от водорода — главного врага трещиностойкости.
Самозащитная порошковая проволока
Представляет собой штучный покрытый электрод, как бы вывернутый наизнанку, т.е. обмазкой вовнутрь. Сейчас ее приянто называть шихтой. В состав последней входят компоненты, характерные для обмазки штучных электродов, а также раскислители, связывающие кислород и удаляющие его из шва. Чаще всего шихта содержит еще и легирующие добавки, изменяющие химический состав и свойства сварного шва.
Порошковые проволоки позволяют получать высококачественные швы с большим проплавлением, но главное их достоинство — производительность. Для работы с таким сварочным материалом подходят источники питания с жесткой ВАХ.
Качество шва
Чтобы получить надежное соединение, нужно обеспечить схожесть механических свойств и, главное, «равнопрочность» свариваемых металлов и шва, что достигается правильным подбором электрода. При этом важен состав сердечника и покрытия.
Зачастую нужная сталь образуется при взаимодействии расплава и легирующих добавок. Если работают расплавляемым электродом, подбирают его марку, если в инертной среде — присадочную проволоку (см. ниже). При плохом сочетании материалов шов оказывается непрочным либо вообще не получается, растрескиваясь в процессе остывания.
Аргонно-дуговая сварка (TIG)
Происходит в среде инертного газа аргон (Ar). Обычно используют неплавящийся вольфрамовый электрод и плавящуюся присадочную проволоку в виде отрезков удобной длины. Газ подают из специального баллона. Кроме Ar, применяют гелий (He) либо смесь этих газов.
Метод отличается высокой универсальностью, качественным швом и допускает сварку очень тонких деталей. Недостатки — громоздкость оборудования и трудность работы вне помещения, где необходимы меры против сдувания газовой защиты. Наилучшее качество обеспечивает аргон, гелий обладает худшими свойствами — капли расплава в его среде сильно разбрызгиваются.
Полуавтоматическая сварка в среде CO2 (MIG)
Позволяет заменить штучный электрод проволокой сплошного сечения. Углекислый газ хорош, когда не требуется очень высокое качество, так как он несколько снижает прочностные свойства стали и приводит к ее разбрызгиванию. Главное же достоинство метода — дешевизна материалов.
По сравнению с CO2 уникальность аргона в том, что на сравнительно малом токе (200 А) он позволяет реализовать струйный перенос металла, характеризующийся высоким коэффициентом использования (отношение массы попавшего в шов металла к массе израсходованного) — 0,8-0,85. А это значительно улучшает внешний вид сварного шва и сокращает расход материала. Для CO2 свойствен глобулярный перенос с эффективностью 0,6-0,7.
Как и при работе с порошковой проволокой, сплошная требует источника питания с жесткой ВАХ.
Преобразователь напряжения
Основная часть любого сварочного аппарата. Преобразователь необходим для понижения «сетевого» напряжения и увеличения за счет этого тока на выходе. На что следует обращать внимание:
- Тип вольт-амперной характеристики (ВАХ). Пологопадающая удобна для работы на «короткой дуге» основным электродом. Для сварки на «длинной дуге» в газозащитной среде больше подходит крутопадающая. Полуавтоматы требуют «жесткой» ВАХ (одинаковое напряжение — разный ток).
- Напряжение холостого хода. От него зависит «легкость» старта. Тут правило простое: чем напряжение больше, тем лучше.
- Продолжительность включения (далее ПВ). Это отношение времени непрерывной работы ко времени «отдыха», определенное для 10-минутного цикла. У аппаратов индустриального класса при рабочем значении тока ПВ составляет не менее 50%.
- Функция «горячий старт». Так называется кратковременный импульс повышенного напряжения в момент розжига, облегчающий старт.
- Функция «форсирование дуги». Она отвечает за резкое повышение тока в момент короткого замыкания. Тем самым предотвращается «залипание» электрода и увеличивается проплавление.
- Стабильность по питанию (невосприимчивость к скачкам напряжения в сети).
Аппарат для ручной сварки штучным электродом (MMA)
По сути, это источник тока и соединительный кабель. Длина дуги у него постоянно изменяется, соответственно напряжение тоже. Чтобы эти колебания не слишком сказывались на токе, применяют источники с крутопадающей вольт-амперной характеристикой. Если же сварщику приходится часто корректировать выходные параметры, подбирают аппараты с пологопадающей ВАХ. Они просты, надежны и дешевы.
Часто такие устройства оборудуют горелкой с неплавящимся электродом и газоподающей оснасткой и используют для аргонно-дуговой сварки. Но тогда для удобной и качественной работы необходим переключатель режимов (коррекция ВАХ).
При работе в среде защитного газа будет полезна функция Lift TIG, облегчающая «розжиг» дуги. Принцип ее действия следующий: сварщик прижимает электрод к металлу, но ток на него подается не сразу, а только в момент «отрыва» от поверхности. Таким образом, исключается возможность возникновения дефектов, связанных с началом шва.
Полуавтоматические аппараты (MIG, MAG)
У них подача проволоки (электрода) автоматизирована. Источник питания поддерживает напряжение постоянным, а ток изменяется в широких пределах. Данный метод позволяет намного увеличить производительность труда и достичь высокого качества сварного шва.
В качестве плавящегося (присадочного) электрода используют проволоку сплошного сечения или порошковую. Ее подает специальный механизм, от которого, кстати, во многом зависит класс машины. Для отечественной техники, например, характерны низкая скорость подачи и использование проволоки большого сечения (чтобы обеспечить высокую производительность). Это не очень удобно, и у «западных» аналогов, как правило, все наоборот.
Чтобы в момент выключения не происходило приваривания электрода, аппараты оборудуют различными устройствами. Так, система торможения катушки практически мгновенно прекращает подачу проволоки, а система восстановления дугового промежутка, напротив, вводит запаздывание в отключение тока. Наиболее «продвинутые» аппараты оснащают функцией «короткого шва» — при однократном нажатии на курок горелки машина включается на определенный промежуток времени.
Опытные сварщики предпочитают машины с четырехроликовым подающим механизмом. Считается, что он меньше «мнет» проволоку, а это очень важно при работе с мягкими и самозащитными материалами.
«Классический» вариант
«Классический» источник — это тяжелый трансформатор, рассчитанный на стандартные 50 Гц. Для установки рабочего тока его оснащают составным сердечником с механическим регулированием магнитного потока.
Важнейшая характеристика любого источника тока — ВАХ — у него определена конструктивно и не может быть изменена в процессе эксплуатации. Отсюда посредственные динамические качества. Такой аппарат имеет большой вес и крупные габариты, но зато надежен и практически «не убиваем». Если он оборудован выпрямителем, то часто допускает работу на токе двух родов.
На современных моделях часто используют тиристорное управление выходными параметрами. Это позволяет снизить массу и габариты, уменьшить «инертность», реализовать некоторые полезные функции и улучшить динамические характеристики. У таких аппаратов возможны коррекция ВАХ и работа с очень маленькими токами (до 2 А).
Практически все такие источники имеют выход только по постоянному току.
Инверторный преобразователь
Данное устройство повышает частоту входного тока до 5-20 кГц и после этого подает его на компактный трансформатор. Разумеется, управление происходит электронным образом. Такой источник часто оснащают всеми «опциями». Работает он лучше «классического», хотя и менее надежен.
На аппаратах для сварки ручным электродом инверторные преобразователи применяются повсеместно. В качестве недостатка можно отметить наведение помех в питающей сети. Для борьбы с ними выпускают специальные фильтры, но серийно их обычно не устанавливают.
Как преодолеть стресс на экзамене 10 простых способов
Стресс — это способ Природы сказать вам, что нужно продолжать. Каждый студент, который стремится стать отличником , испытает экзаменационный стресс. Это неизбежная часть студенческой жизни, которая может оказаться крепким орешком. Помните, что у стресса есть причина, и вы можете позволить ему стать вашим падением или использовать его, чтобы побудить вас улучшить свою работу.
Чтобы бороться со стрессом во время экзаменов, сначала вам нужно понять причины этого повышенного беспокойства.Затем вы сможете выработать методы, позволяющие снизить давление, которое вы чувствуете. Исследователи нашли несколько общих объяснений этому:
- Низкая мотивация
- Отсутствие подготовки и планирования
- Высокие ожидания от других
- Конкуренция среди сверстников
Разница между студентом, который позволяет стрессу одолеть их, и тем, кто использует его, чтобы подтолкнуть себя, заключается в том, что они делают, когда сталкиваются с этой кирпичной стеной в середине учебы. Замечательные ученики будут делать паузу, размышлять и выбирать путь , который поможет им выйти из тупика, а не просто ждать, пока волна поглотит их.
Ниже описаны некоторые неожиданные способы отбросить эти негативные чувства в сторону и сконцентрироваться на своих учебных целях. Если в данный момент вы не зацикливаетесь на вдохновении (может быть, вы откладываете чтение этого текста?), Возможно, вы ищете этот совет перед экзаменом, так что примите к сведению!
10 удивительных способов избавиться от стресса на экзаменах
1. Слушайте классическую музыку
Прослушивание музыки может создать позитивную и продуктивную среду, поднимая ваше настроение и побуждая вас учиться более эффективно и дольше.Классическая музыка рекомендуется как лучший тип музыки для развития вашего мозга, но также может работать и эмбиент. Просмотрите плейлисты на Spotify, чтобы легко найти то, что вам подходит.
Присоединяйтесь к GoConqr бесплатно , и у вас будет доступ к учебным группам, в которых студенты со всего мира делятся своими секретами для улучшения академических результатов
2. Быстрая прогулка
Многие студенты чувствуют, что все время перед экзаменами им следует проводить с открытыми учебниками и готовым к действию пером.Однако исследования доказали, что такие упражнения, как прогулка, могут улучшить вашу память и умственные способности.
На изображении ниже показаны результаты исследования, проведенного доктором Чаком Хиллманом из Университета Иллинойса. Это наглядно демонстрирует влияние упражнений на деятельность вашего мозга. Представьте, как это может улучшить вашу успеваемость на экзамене!
3. Спланируйте учебную программу
Это не может быть большим сюрпризом, но шокирует количество студентов, которые не принимают во внимание преимущества , создавая личный учебный план .Приложив некоторые начальные усилия, вы можете стать более продуктивным и мотивированным каждый день, когда приступаете к учебе, понимая свой прогресс в учебе. Если вы используете нашу обучающую платформу, инструмент календаря GoConqr поможет вам согласовать ваши цели с повседневными занятиями. Начните здесь.
4. Играйте с Bubble Wrap и щенками
Где щенки испытывают стресс на экзаменах? Многие университеты установили «комнаты для щенков», куда студенты могут приходить, чтобы снять стресс и беспокойство.Также были обнаружены домашние животные, которые помогают сосредоточиться во время учебы, но мы не рекомендуем заглядывать в библиотеку со своим домашним хомяком! Воздушная пузырчатая пленка — еще одно средство от стресса, которое вы можете отложить на домашнее обучение.
5. Постарайтесь высыпаться
Некоторым людям это всегда надоедает, особенно если вы пытаетесь получить от студенческой жизни максимум удовольствия. Нельзя недооценивать преимущества полноценного ночного сна. Самое главное, что сон помогает вашему мозгу усваивать новые знания в вашей долговременной памяти, чтобы вы могли вспомнить их, когда дело доходит до контрольного дня.Любой, кто пытался сконцентрироваться на половину ночи, может также засвидетельствовать улучшение концентрации благодаря лучшему сну.
6. Используйте мобильные приложения
Существует множество мобильных приложений, призванных улучшить качество вашей жизни. Хотите ли вы стать лучше организованными, улучшить свои умственные арифметические операции или поработать над своими знаниями английского языка, для этого есть приложение. Мы даже запустили собственные мобильные приложения для iOS и Android, чтобы вы могли максимально использовать свое время, где бы вы ни находились.Загрузив приложение, вы получите доступ к более чем 2 миллионам учебных ресурсов со всего мира. Скачайте приложение бесплатно здесь:
7. Дайте вашему разуму простор
Медитация — один из самых эффективных способов сделать перерыв и посмотреть на свой стресс с другой стороны. Практика медитации — это еще один способ сохранить концентрацию, улучшая как психическое, так и физическое здоровье, чтобы уменьшить стресс перед экзаменом.
8. Есть темный шоколад
Хотите верьте, хотите нет, это 100% правда.Темный шоколад, который содержит более 70% какао, борется с гормоном стресса кортизола и оказывает общее расслабляющее действие на организм. Кроме того, шоколад выделяет эндорфины, которые действуют как естественный борцов со стрессом.
9. Пусть все кончится
Иногда вам просто нужно с кем-то поговорить, в других случаях вам нужно кричать с крыши или кричать изо всех сил. Выясните, что вы чувствуете, и затем выпустите это наружу. Разговор с членом семьи или другом может показать вам более широкую картину и дать вам возможность преодолеть стресс, связанный с экзаменом.
10. Избавьтесь от отвлекающих факторов
Готов поспорить, вы даже не представляете, сколько раз вы проверяли Facebook, Instagram или что-то еще, что у вас есть? Если сложить все вместе, получится значительная потеря времени. Может быть трудно оторваться от своей жизни вне учебы, но если помнить о конечной цели и сроках, это облегчит процесс. Мы рекомендуем блокировщик сайтов SelfControl.
Есть еще какие-нибудь советы по стрессу на экзаменах для нашего учебного сообщества? Поделитесь ими в комментариях ниже или напишите нам в Твиттере.
Вот несколько мотивационных советов для студентов, которые дадут вам дополнительный импульс:
О блоге GoConqr
Наш блог является частью GoConqr, бесплатной обучающей платформы для создания, обмена и поиска учебных ресурсов, которые помогают учащимся и учителям достигать своих учебных целей. Щелкните здесь, чтобы начать создавать интеллектуальные карты, карточки, заметки, викторины, блок-схемы слайдов и курсы прямо сейчас!
идиом по The Free Dictionary
«Однажды мы наткнулись на« Крутого Билла », и он попросил у Чарли бумаги, которые дал ему.«
» Он был сильным парнем, Крутой Билл, но ему не очень нравился вид Чарли, поэтому он начал его проклинать.
Так вот, Крутой Билл не был тем человеком, который мог терпеть унижение от руки обычного моряка.
Через некоторое время вошел Крутой Билл в сопровождении двух огромных негров, и было легко заметить, что он уже напился на три части.
«Думаю, тебе лучше уехать из Марселя, пока Крутой Билл не выписался из больницы», — сказал он Стрикленду, когда они вернулись в «Голову Чинка» и стали чиститься.
Через плечи Кожевника был перекинут его крепкий боевой посох, всегда достаточно близко к нему, чтобы его можно было быстро схватить, а на его голове была шапка из сдвоенной воловьей кожи, настолько прочной, что ее едва ли можно было рассечь даже палашом. , он связал щенку ноги вместе, а затем, обвив его шею другим кусочком лозы, повесил щенка на спину. Порез на затылке показал, где он ударился о жесткий стебель куста, и объяснил свое бессознательное состояние.Мистер Пэнкс снова схватился за свои жесткие волосы и так повернул их, что выдернул несколько пучков. Основываясь на действиях отрасли, предпринятых десять лет назад, когда мы столкнулись с тем, что я считаю нашим экономическим «идеальным штормом», СЕЙЧАС Настало время принять некоторые из этих трудных решений. На этой неделе мы еще раз убедились, насколько жесткими они были с преступностью. Задача «Крутой парень: год согнутой руки для подушки» собрала 5000 участников со всего мира в Пертон, Стаффордшир. , но пройти сложный путь удалось лишь 3 000 человек.По словам Арта Бауэрса, генерального менеджера подразделения промышленной графики GSI Technologies, Берр-Ридж, штат Иллинойс, США, жесткие этикетки можно найти на электрических, промышленных, коммерческих, механических и автомобильных продуктах или компонентах. Читатели, пролиставшие обложку Хейворт, жестко висящий перед пограничным забором, должен был прочесть мысли конгрессмена об отправке войск на южный фланг страны и подавлении тайного желания Мексики отвоевать юго-запад.жестких | значение tough в словаре современного английского языка Longman
tough | значение tough в словаре современного английского языка Longman | LDOCE Семейство слов (существительное) стойкость (прилагательное) жесткий (глагол) ужесточить (наречие) жестко жестко жестко Из словаря современного английского языка Longman Связанные темы: Foodtoughtough2 / tʌf / ●●● S2 W2 прилагательное (сравнительно жестче, в превосходной степени жестче) 1 СЛОЖНО СЛОЖНО трудно сделать или справиться с Это была тяжелая гонка.У нее была тяжелая жизнь. Компания признала, что это был тяжелый год. Придется принять трудные решения. Репортеры задавали много сложных вопросов. Пережили тяжелые времена (= столкнулись с множеством сложных проблем) В последние несколько месяцев семье пришлось нелегко. Трудно что-то делать Трудно быть замужем за полицейским. Быть жестким с кем-то (= создавать кому-то проблемы или усложнять им жизнь) Ребенку тяжело сидеть весь день в помещении.Это был трудный вызов (= трудное решение), но нам пришлось отменить игру из-за погоды. Я считаю, что его книги довольно трудны (= трудны для чтения). Гейдж предсказал, что предложение президента будет трудно продать (= то, в чем трудно кого-то убедить) перед Конгрессом. Американский английский когда дела идут тяжело (трудное начало) неформальное (= раньше говорили, что когда ситуация становится сложной, сильные люди предпринимают необходимые действия, чтобы справиться с ней) ► см. Тезаурус в трудной 2 сильных человека СИЛЬНЫЙ ЧЕЛОВЕК, сильный физически или эмоционально, способный справляться с трудными ситуациями Люди, которые работают на нефтяных вышках, — сложная группа.жесткий cookie / неформальный клиент (= кто-то, кто очень полон решимости делать то, что он хочет, а не то, что хотят другие люди), крепкий, как гвозди / жесткий, как старые ботинки (= очень крепкий) Он крепок, как гвоздь — хороший человек для команды. ► см. Тезаурус в определенном3 прочном материале СТРОГОЙ ОБЪЕКТ, который нелегко сломать или сделать слабее прочный, прочный пластик очень жесткая, износостойкая ткань ► см. тезаурус в строгом4 строгом / твердом ОПРЕДЕЛЕНИИ СТРОГО очень строгий или жесткий жесткий на / с Моя мать очень жестко относилась к моей сестре.Пора жестко обращаться с пьяными водителями. ЕС занимает жесткую позицию с Великобританией по этому вопросу. ► см. Тезаурус в строгой зоне насилия 5 НАСИЛЬСТВЕННЫЙ В сложной части города много преступности или насилия, в районе / районе / части города и т. Д. трудный район Чикаго6 → круто! / это круто! 7 → неудача! 8 → крутое дерьмо! 9 жестокий человек НАСИЛЬСТВЕННЫЙ, склонный к агрессивному поведению и не обладающий нежными качествами один из самых известных крутых парней в футболе крутые молодые головорезы, ищущие неприятностей 10 едаDFHARD трудно разрезать или съесть тендер OPP Мясо было жестким, и его трудно было жевать.жесткие внешние листья капусты ► см. тезаурус 11 → суровая любовь — жестко наречие — жесткость существительное [бесчисленное множество] Примеры из Corpustough • Westinghouse на прошлой неделе принял план отравления, чтобы усложнить любую попытку захвата. • Быть новичком в в школе всегда тяжело. • Я знаю, что она всего лишь ребенок, но она крутая. • В 1936 году были тяжелые времена, и работы не хватало, и для большинства молодых людей оказалось необходимым приземлиться там, где они могли. • Канцлер должен быть жестким и снизить государственные расходы.• Цыпленок получился очень жестким, как будто в тот день он не был свежеприготовленным. • Поскольку в пятницу в продажу поступит новая версия Navigator, Netscape столкнется с самой жесткой конкуренцией в своей молодой жизни. • В трудные времена директора групп столкнутся с трудные решения о распределении ресурсов между подразделениями. • Коробка сделана из прочного прочного пластика. • Обычная краска для пола может быть недостаточно жесткой для гаража. • Губернатор пытается показать избирателям, что он способен решать самые сложные проблемы, с которыми сталкивается Огайо. Cегодня.• Джери — жесткая женщина. • Лидеры оппозиции требуют ужесточить законы против вождения в нетрезвом виде. • пара жестких кожаных ботинок. • Архиепископ Фишер дошел до того, что написал очень жесткое письмо редактору в защиту Рэмси. • Федеральное правительство вводит новые жесткие правила для контроля за иммиграцией. • Моя бабушка была суровой старушкой, которая пережила очень тяжелые времена. • Следователи задавали много сложных вопросов. • Судья задал несколько вопросов юристам с обеих сторон. очень сложные вопросы.• Он хороший человек, с которым можно общаться, если когда-нибудь вы окажетесь в сложной ситуации. • Его голова, вероятно, была крепче, чем латунная дверная ручка. • В подобных играх важнее быть психологически стойким, чем физически. • Многие из них. игрокам-ветеранам было трудно приспособиться к стилю тренера. • Моряки носили куртки из жесткого водонепроницаемого хлопка. • Она довольно жесткая со своими учениками. сложные вопросы • Обе стороны должны ответить на сложные вопросы.• Его веки быстро моргали, когда он регистрировал самые сложные вопросы. • Похоже, агрессивные репортеры задают сложные вопросы. • Самый консервативный судья, Антонин Скалиа, был настроен скептически и задавал обоим обвинителям жесткие вопросы. • Толпа Перо здесь засыпала его сложные вопросы о свободной торговле и богатстве, и он редко спотыкался. жесткий cookie / покупатель • Но он взял бы на себя кого-нибудь вроде Гленды Гровер, который является гораздо более жестким клиентом. • Но жесткое обращение было только для жестких клиентов.• Мистер Киннок явно крепкое печенье. • Будучи преданным жестким куки-файлом, он впечатляюще доставил товары. • Мы здесь жесткие, и вы тоже. чем его столичный коллега. • С ним сложно иметь дело. • Теперь женщины на телевидении изображаются как крутые печеньки, которым нужен мужчина, как рыбе нужен пресс для брюк. жесткая на / с • Если Файнштейн возьмется за Лунгрен, она должна иметь вашингтонский послужной список жесткой криминальной политики.• Новый год может быть еще жестче на боевую готовность министерства. • Это было жестко на детей. • Это собирается быть жестким с этим составом завтра. • Мама всегда была очень жесткая с нами дети. • Но легко признать, что нужно было быть строже в том, что сейчас является доминирующим вопросом. • Я был очень суров с вами, но это сработало. крутые парни • Двое молодых людей в подростковом возрасте напали на камеру, приняв позу пары приветливых крутых парней.• Моим боссом там был один из самых крутых парней, которых я когда-либо надеялся встретить. • Это показывает, что звезды могут быть кем угодно, но только не крутыми парнями, когда дело касается опасности. • В отличие от многих крутых парней, которые добились успеха в кино, Марвин этого не сделал. Я не из очень трудной среды. • Подумайте о 10 самых крутых парнях, которых вы знаете. toughtough3 глагол → tough something ↔ out → См. Таблицу глаголовEnglish is Tough Stuff
Самое дорогое существо в творении,
Изучай английское произношение.
Я научу вас в своем стихе
Звучит как труп, отряд, лошадь и еще хуже.
Я буду держать тебя, Сюзи, занятой,
Голова кружится от жара.
Надорви глаз, платье рвется.
Я тоже! О, услышь мою молитву.
Просто сравните сердце, бороду и слышимость,
Умирает и диета, господин и слово,
Меч и меч, удержание и Британия.
(Обратите внимание на последнее, как это написано.)
Я точно не буду мучить вас
такими словами, как налет и лихорадка.
Но будьте осторожны, как вы говорите:
Говорите ломать и бифштекс, но уклейку и полосу;
Cloven, духовка, как и низкий,
Script, чек, шоу, стихотворение и палец.
Послушайте, что я говорю, без обмана,
Дочь, смех и Терпсихора,
Тиф, корь, марсель, проходы,
Изгнанники, сравнения и поношения;
Ученый, священник и сигара,
Солнце, слюда, война и далекие;
One, ветреница, Balmoral,
Кухня, лишайник, прачечная, лавр;
Гертруда, Немец, ветер и разум,
Сцена, Мельпомена, человечество.
Заготовка не рифмуется с балетом,
Букет, кошелек, молоток, шале.
Кровь и потоп не похожи на пищу,
И плесень не похожа на то, что должно и должно.
Вязкость, виконт, груз и широкий,
Вперед, вперед, в награду.
И ваше произношение хорошо.
Когда вы правильно говорите крокет,
Округлые, раненые, скорбящие и просеивающие,
Друг и демон, живы и живы.
Плющ, тайный, знаменитый; clamor
И влюбить стишок с молотком.
Река, соперник, могила, бомба, гребень,
Кукла и катушка, и кое-что, и дом.
Незнакомец не рифмуется с гневом,
Ни пожирает с лязгом.
Souls but foul, haunt but aunt,
Font, front, wont, want, grand, and grant,
Shoes, идет, делает.Теперь сначала произнесите палец,
А затем певец, имбирь, задержитесь,
Настоящее, рвение, лиловый, марлевый, долбленый и калибровочный,
Брак, листва, мираж и возраст.
Запрос не рифмуется с очень,
И ярость не похожа на похороны.