Можно ли спаять нержавейку оловом
Изделия из нержавеющей стали довольно широко применяются в быту, имеют высокую стойкость к внешним воздействиям, прочность, долговечность и довольно доступны. Правда иногда возникает потребность подремонтировать ту или иную деталь из нержавейки. А если нету под рукою аргонной сварки, то, как альтернативу можно использовать пайку.
Ремонтируем чайник из нержавейки:
Довольно частым явлением, и наглядным примером, когда нужно паять изделие из нержавеющей стали, является ремонт чайника из нержавейки. И если у вас появилась течь, выбрасывать его, или торопиться бежать за новым чайником не стоит. Правда сразу следует отметить что, нержавейка очень-очень плохо паяется, прихватить даже маленькую дырочку, порою довольно трудно (в зависимости от качества нержавейки), но всё возможно.
Чайник из пищевой нержавейки
Для того что бы запаять чайник из нержавеющей стали вам понадобится, ортофосфорная кислота или специальный флюс для пайки нержавейки, пищевое олово (оно должно быть безопасным для организма человека! Если чайник вам нужен для питьевой воды), наждачная бумага и стоваттный паяльник.
Всё что нужно
Сначала нужно хорошо зачистить наждачкой место пайки, если это чайник, то нужно убрать накипь возле места протечки.
Зачищаем чайник наждачной бумагой
А вот теперь начинается самое интересное! Для того что бы припой «прилип» к нержавеющей стали нужно её хорошо прогреть, но в тоже время ещё и обработать ортофосфорной кислотой – а она может при этом испариться, так ещё и оставить въевшиеся в метал окислы, и опять всё по новой нужно будет чистить. Потому прогревать саму нержавеющую сталь не следует. Секрет заключается в паяльнике, а точнее сказать в жале паяльника.
Как правило, если вы используете паяльник мощностью сто ватт с медным жалом, то оно очень быстро перегревается, припой испаряется, после чего моментально образуется окалина, и пайка уже невозможна (да и теплопередача жала падает, потому как окалина хуже проводит тепло). Но выход есть, воспользуйтесь проверенным мудрым советом. Во-первых, если у вас жало заточено под конус или сплюснуто, укоротите его, ровно спилив пилой по металлу, оставив около 2-3 сантиметров выступающей меди. Потом доведите поверхность жала до медного блеска (я использовал для этого обыкновенный мелкозернистый напильник).
Но выход есть, воспользуйтесь проверенным мудрым советом. Во-первых, если у вас жало заточено под конус или сплюснуто, укоротите его, ровно спилив пилой по металлу, оставив около 2-3 сантиметров выступающей меди. Потом доведите поверхность жала до медного блеска (я использовал для этого обыкновенный мелкозернистый напильник).
Дотачиваем отпиленное жало Довели жало до медного блеска
А дальше начинается самое интересное, во-первых, надо всё заранее подготовить потому как после нагрева паяльника, действовать придётся очень быстро и ловко. И вот почему, температура паяльника очень велика, жало перегревается моментально, и как бы вы его хорошо не залудили, всё ровно олово испаряется с поверхности жала довольно быстро.
Олово испаряется и поверхность жала становится матовой
Потому делайте, так как делал я: Нанесли ортофосфорную кислоту на место пайки, потёрли жало об напильник, залудили его, набрали на жало олова и сделали пайку, и тут же снова наберите олова на жало. Толстый слой олова не успеет испариться и жало не нужно будет часто лудить, но если всё-таки окалина появилась, то снова потрите жало об напильник до появления меди и быстро залудите его. Повторяю, всё надо делать очень быстро, тогда окалины не будет, а теплопередачи жала паяльника будет достаточно для качественного прогрева места пайки – что немаловажно!
При пайке нержавейки, шов не всегда может получиться эстетически красивым. А ещё для пущей надёжности, желательно дно чайника пропаивать полностью, что бы исключить протечку в другом месте.
Получившийся шов
После того, как вы пропаяете все необходимые места чайника, чисто для приемлемого внешнего вида, шов можно заполировать наждачкой или напильником. После чего обязательно протереть спиртом что бы удалить остатки кислоты окислов, и окалины.
- Пластмассовая заклепка, как использовать?Заклёпка, весьма распространённое не разъёмное соединение. В самом обыкновенном.
- Гибка оргстекла. Как изогнуть оргстекло?Органическое стекло достаточно распространённый материал, часто применяемый во многих отраслях.

- Аппликация своими рукамиЕщё со школы многим из вас известно такое простое направления.
- Простой и удобный очиститель для жала паяльникаКаждый радиолюбитель выбирает для себя свой особый дизайн подставки под.
- Изготовление многоразовых гибких форм из силикона своими рукамиВ интернете описано уже достаточно много способов создания многоразовой формы.
Автор: ww07, 12 февраля 2015 в Пайка
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Время чтения: 7 минут
Пайка нержавеющей стали — это один из самых трудоемких видов сварки. Особенно, если вы работаете в домашних условиях. Самая часто применяемая технология в этом случае — сварка нержавейки оловом. Или, если быть точнее, оловянным припоем, в составе которого также могут содержаться другие металлы. Например, свинец.
Чтобы добиться достойного качества соединения необходимо строго соблюдать технологию пайки и использовать флюс для нержавейки. Флюс выполняет защитную функцию, препятствуя окислению металла. В этой статье мы подробно расскажем, какой флюс необходимо использовать при пайке нержавейки оловом и какова технология сварки.
Общая информация
Самый распространенный тип флюса, применяемый для пайки нержавеющей стали — это бура. Выпускается в порошкообразном и пастообразном виде. С пастой работать проще, если вы выполняете работы в домашних условиях. Флюс в виде порошка зачастую используете в связке со специальными машинами, подающими порошок в сварочную зону.
При воздействии температуры бура плавится и распределяется по металлу. Из-за этого сама деталь прогревается равномернее и быстрее достигает нужной температуры. Не забывайте, что нержавейка — металл тугоплавкий, поэтому для прогрева металла необходимо потратить немало времени. При нагревании детали следите за цветом. Если металл приобрел красный цвет, значит пора вводить припой.
Не забывайте, что нержавейка — металл тугоплавкий, поэтому для прогрева металла необходимо потратить немало времени. При нагревании детали следите за цветом. Если металл приобрел красный цвет, значит пора вводить припой.
Но, о технологии пайки мы расскажем чуть позже. А пока еще пара слов о флюсе. Его следы неминуемо останутся на поверхности металла после пайки, поэтому их необходимо удалить. Самый простой способ — применение воды. Если деталь небольшого размера, то ее можно просто промыть под водой. Второй способ — пескоструйная обработка. Это трудоемкий, но крайне эффективный вариант.
Для удаления флюса категорически нельзя использовать соляную или азотную кислоту. Они эффективно и быстро очищают металл. Но при том могут повредить его поверхность и ухудшить качество швов.
Выбор флюса
Недостаточно просто знать, какой флюс подходит для пайки нержавейки. Необходимо понимать, как его выбирать. Выше мы уже упомянули, что для домашней работы лучше использовать пастообразный флюс или даже жидкий. Он наносится с помощью кисти. А вот порошкообразный или сыпучий флюс скорее подходит для профессиональной сварки на производстве.
С консистенцией все ясно. А что насчет состава флюса? Здесь не все так просто. Многие ошибочно полагают, что раз флюс называется «бура», значит и состоит он из этого компонента. Это не совсем так. Бура (она же натриевая соль борной кислоты) — это около 70% от всего флюса. Остальные 30% — сама борная кислота и фтористый кальций в разных пропорциях. Желательно, чтобы фтористого кальция было меньше, чем борной кислоты.
Если вы будете работать с деталями небольшого размера, что часто бывает в домашних условиях, то флюс для пайки нержавейки можно приготовить своими руками. В этом случае необязательно использовать фтористый кальций. Достаточно смешать буру и борную кислоту в равных пропорциях. Т.е., 50% буры и 50% борной кислоты. Все компоненты должны быть в сухом виде. После смешивания полученная смесь разбавляется водой и наносится на место пайки.
Пайка своими руками
Стоит отметить, что пайка нержавеющей стали в домашних условиях с применением оловянного припоя — это не такое уж частое явление. Поскольку сама технология пайки сложна и редко применяется в быту. Но порой домашнему мастеру все же приходится столкнуться с необходимостью пайки нержавейки. Это может быть просто мелкий ремонт. Что делать в таких случаях?
Прежде всего, ознакомьтесь с обучающими материалами и видео. Они помогут лучше понимать всю суть работы с нержавеющей сталью. Так вы сможете избежать большинства ошибок и добиться более-менее достойного результата. А мы, в свою очередь, кратко расскажем вам, как выполнять пайку и что нужно учесть.
Инструменты
Работа начинается с инструмента. Без него вы просто не сможете выполнить пайку. Конечно, некоторые инструменты можно сделать своими руками из подручных средств, но мы все же рекомендуем приобрести качественный инструмент в магазине.
Итак, для пайки вам понадобится:
- Электрический паяльник, работающий от стандартной сети в 220В. Его мощность должна быть не ниже 100Вт, а лучше еще больше.
- Конечно, флюс типа «бура». Пастообразный или жидкий. А также кисточка для его нанесения.
- Наждачная бумага, напильник или шлифмашинка.
- Металлический припой, изготовленный из чистого олова или смеси олова со свинцом.
Необязательно, но рекомендуется держать при себе стальной трос и небольшую металлическую трубку. Позже вы узнаете, зачем нам нужны эти компоненты.
Технология пайки
Теперь перейдем к технологии пайки. Еще раз повторим, что мы рассказываем о пайке на дому, а не в условиях промышленного цеха.
Для начала зачистите поверхность металла. Для этого используйте наждачку, шлифмашинку или напильник. Удалите все пятна, загрязнения, следы или масла или краски, очаги коррозии. Если это не сделать, качество сварки сильно ухудшится. Швы будут дефектными, и ваша работа пойдет насмарку.
После того, как вы тщательно подготовили поверхность деталей, нанесите флюс. Чтобы нанести флюс для пайки нержавейки используйте небольшую кисточку. Наносите флюс равномерным не толстым слоем. Флюс не только защитит сварочную зону от окисления, но и обеспечит качественное лужение. Об этом мы поговорим далее.
Чтобы нанести флюс для пайки нержавейки используйте небольшую кисточку. Наносите флюс равномерным не толстым слоем. Флюс не только защитит сварочную зону от окисления, но и обеспечит качественное лужение. Об этом мы поговорим далее.
После нанесения флюса на будущую зону сварки, необходимо выполнить лужение. Луженое — это процесс, при котором тонкий слой олова наносится на металлическую поверхность. Этот процесс необходим для дальнейшей пайки. У новичков часто не получается с первого раза правильно выполнить лужение. Это не страшно. Вы можете нанести второй слой, предварительно прогрев детали до невысокой температуры.
Вы прогрели детали, снова попытались выполнить лужение, но ваши попытки не увенчались успехом? У многих сварщиков припой просто скатывается вниз, вместо того, чтобы образовывать тонкий слой на поверхности металла. Здесь-то нам и понадобится стальной трос и металлическая трубочка. Из этих двух компонентов можно сделать простейшую металлическую кисть.
Чтобы ее изготовить, трос должен быть того же диаметра, что и трубочка. Трос продевается в трубочку и на одном конце разматывается до образования своеобразной «косточки». С помощью такого приспособления выполняется зачистка металл. Да, вы используете эту «кисть» вместо наждачной бумаги или напильника. Как показывает практика, применение такого нехитрого приспособления эффективнее всего очищает поверхность металла. А ведь от этого во многом и зависит лужение. Многие просто недостаточно тщательно очищают поверхность, из-за чего не удается покрыть металл оловом.
Только после того, как все эти этапы выполнены, можно приступать к самой пайке деталей. Здесь уже все гораздо проще. Припой подается в сварочную зону одной рукой. В другой руке нужно держать паяльник и двигать его синхронно с припоем, равномерно заполняя стык между двумя деталями.
Особенности
Во время работ вы наверняка столкнетесь с некоторыми трудностями. Например, при медленной пайке в составе нержавейки могут сформироваться карбидные соединения. Качество шва ухудшится, а вероятность образования дефектов увеличится. Чтобы избежать этих проблем выполняйте пайку быстро и уверено. Не медлите и не останавливайтесь подолгу на одном этапе.
Качество шва ухудшится, а вероятность образования дефектов увеличится. Чтобы избежать этих проблем выполняйте пайку быстро и уверено. Не медлите и не останавливайтесь подолгу на одном этапе.
Также рекомендуем после пайки прокалить деталь в печи. Так карбидные соединения точно не смогут образоваться в составе нержавейки.
Вместо заключения
Флюс бура очень хорошо подходит для пайки нержавеющей стали. Он улучшает качество швов и препятствует их окислению. К тому же, он помогает осуществить лужение свариваемых деталей. Достаточно нанести тонкий слой флюса на предварительно зачищенную поверхность, чтобы получить достойный результат. При желании вы можете самостоятельно сделать флюс и использовать его для пайки деталей маленького размера.
А вы когда-нибудь выполняли пайку нержавеющей стали? Какой флюс и припой вы использовали? Поделитесь своим опытом в комментариях ниже. Он будет полезен для всех, кто только начал изучать азы сварки. Делитесь этой статьей в социальных сетях. Желаем удачи в работе!
| Мощность паяльника, Вт | Время воздействия, секунды | Диаметр припоя, мм | |
| 232-240 | 80-100 | 5-10 | 2-4 |

 Кроме нержавейки при сборке самогонных аппаратов широко применяют и пайка меди/латуни. Ну, и, конечно, самогонный аппарат не спаяешь без припоев и флюсов.
Кроме нержавейки при сборке самогонных аппаратов широко применяют и пайка меди/латуни. Ну, и, конечно, самогонный аппарат не спаяешь без припоев и флюсов.
 Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить. Надо зачистить кромки двух металлов, обезжирить их, провести лужение каждой кромки по отдельности.
Надо зачистить кромки двух металлов, обезжирить их, провести лужение каждой кромки по отдельности. Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
 Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
Как паять нержавеющую сталь в домашних условиях | Сварка и Пайка
Паять нержавеющую сталь не просто. Но в то же время, зная особенности сплавов, порядок процесса и умея правильно подобрать инструменты и расходные материалы, можно избежать многих ошибок в процессе соединения деталей.
Нержавеющая сталь — это целая группа сплавов, основными составляющими которых являются железо и углерод. Для придания дополнительных антикоррозийных качеств, в сплав вводятся различные легирующие металлы.
Это могут быть хром, никель, молибден, титан, фосфор, сера и ниобий. В зависимости от добавок меняются свойства антикоррозийного сплава.
Выбираем припой для пайки нержавеющей стали
Для правильного выбора припоя необходимо знать из чего состоит сплав и условия пайки нержавейки. Когда не требуется особой прочности соединения, подходят мягкие оловянные припои. Лучшим из твёрдых вариантов специалисты считают припои на основе серебра. Следует отметить, что чистое серебро в пайке не используется, его припойные составы всегда содержат небольшое количество добавок: меди, никеля, марганца, цинка или кадмия.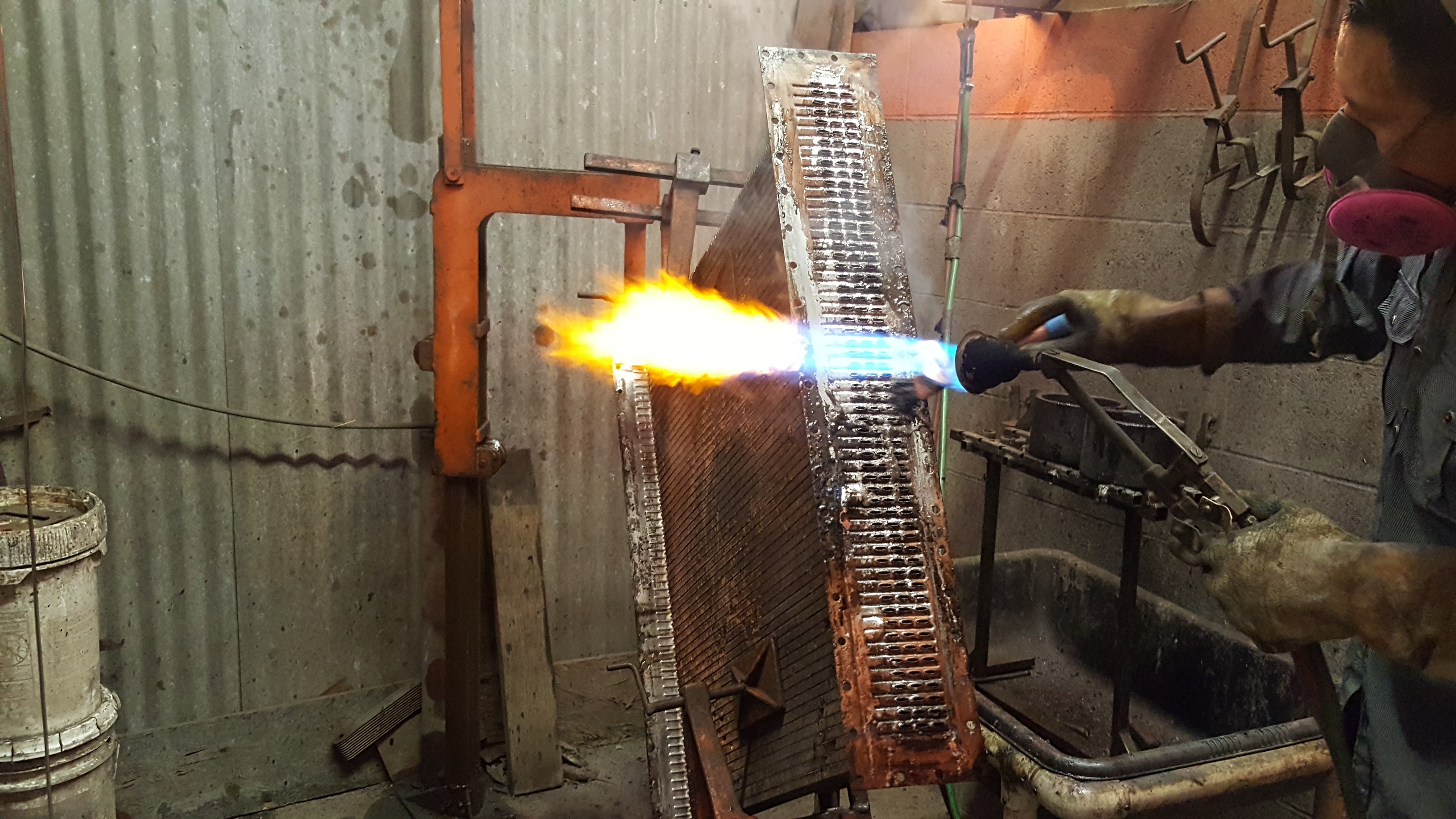
Кроме этого, существуют медные и никелевые припои, но они чаще всего используются в специальных условиях или промышленном производстве.
Выбираем флюс
Процесс пайки нержавейки, как и любых других металлов, требует применения флюсов. Оптимальным вариантом считается бура, которую наносят на место пайки, нагревают до 850°C и добавляют припой. После того, как работы закончены, остатки флюсовой массы после окончания процесса удаляют водой или обдувают место пайки песком.
Для образования надёжного шва при паянии нержавеющей стали в качестве флюса используют смесь соляной кислоты и хлористого цинка или ортофосфорную кислоту. Читайте подробней об этом на сайте «Сварка и Пайка» svarkapajka.ru.
Правила пайки нержавейки в домашних условиях
Для пайки нержавейки в домашних условиях применяют паяльную или ортофосфорную кислоту и припои на основе олова. Мощность паяльника не должна быть менее 100Вт.
Выполняют работу в несколько последовательных этапов:
- Очищают кромки заготовок с помощью наждачки или мелконасечного напильника.
- Проводят обслуживание кромок: обрабатывают флюсом соединяемые поверхности и паяльником наносят разогретый припой. Если олово не прилипает, процедуру следует повторить.
- Переходят непосредственно к пайке.
После окончания процесса флюс смывается водой.
Пайка нержавейки с другими металлами
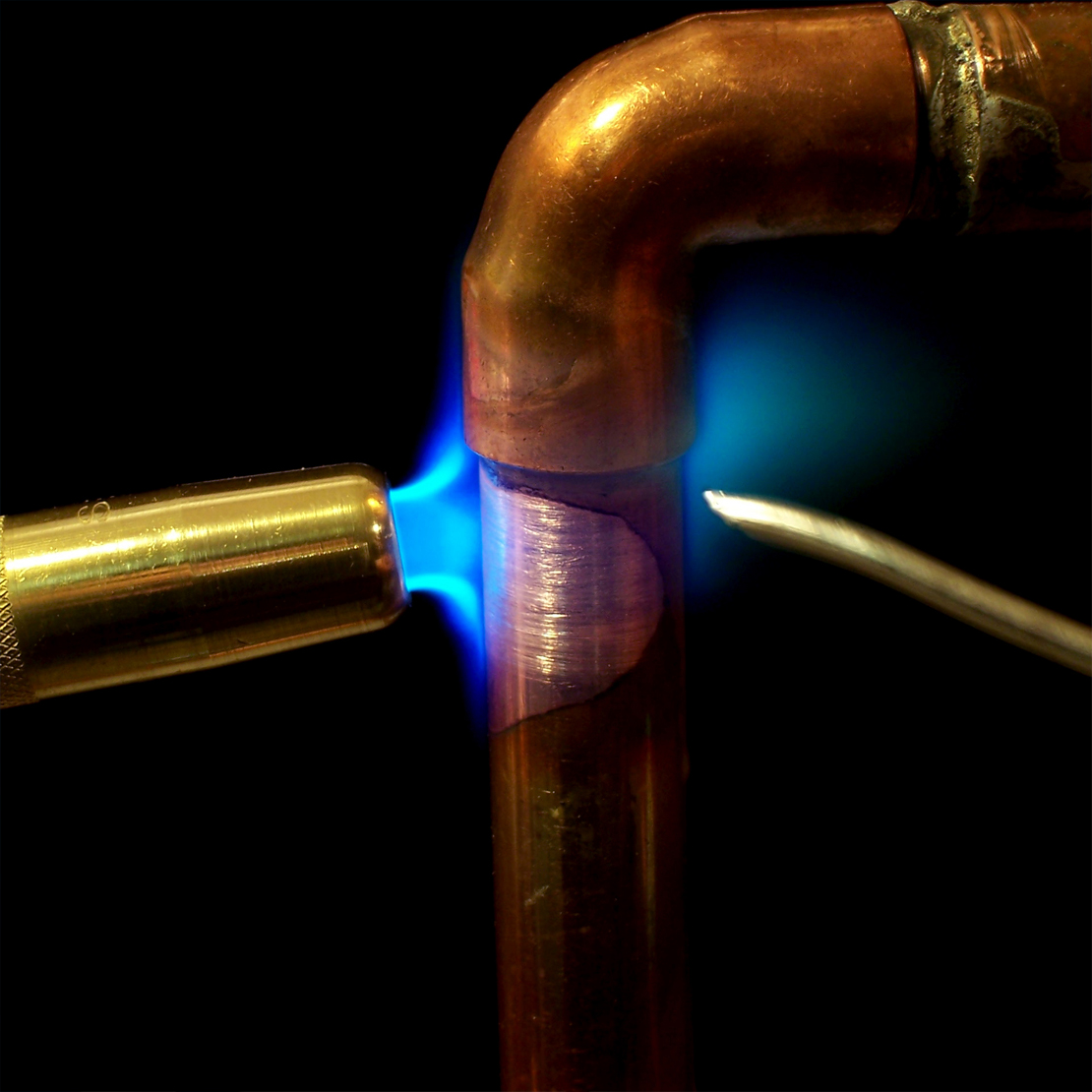
Спаивание нержавеющей стали с другими металлами — процедура сложная, что обусловлено различными температурными режимами плавления. Чаще всего требуется соединить конструкции из нержавейки и медные или латунные заготовки.
Порядок пайки практически не отличается от традиционного, но использовать в таком случае лучше горелку, так как слабомощный паяльник не справится с твёрдыми медно-фосфорными или серебряными припоями.
Припои для посуды из нержавейки
Так называемые «пищевые» припои не должны содержать таких токсичных металлов, как сурьма, кадмий, свинец. Обычно применяется олово с добавлением цинка, висмута или 10% меди. Технология такой пайки имеет единственную особенность: выполнять операцию следует как можно быстрее, поскольку используемая в качестве флюса ортофосфорная кислота через 10-15 секунд образует на поверхности соединяемых элементов фосфатную плёнку.
Обычно применяется олово с добавлением цинка, висмута или 10% меди. Технология такой пайки имеет единственную особенность: выполнять операцию следует как можно быстрее, поскольку используемая в качестве флюса ортофосфорная кислота через 10-15 секунд образует на поверхности соединяемых элементов фосфатную плёнку.
Рекомендации специалистов
Профессионалы утверждают, что паять изделия из нержавеющей стали несложно.
Главное — подобрать паяльник с необгораемым жалом и следовать нескольким несложным правилам:
- Мощность инструмента должна быть от 60 до100 Вт. Более низкий или высокий температурный режим может навредить надёжности шва.
- Лучше использовать оловянные или свинцово-оловянные прутки. Пищевую сталь паяют только оловом.
- Нельзя использовать канифоль, поэтому в качестве флюса обычно берут ортофосфорную кислоту.
- Жало паяльника следует постоянно очищать, а, при необходимости, затачивать.
Кроме всего, нельзя забывать о технике безопасности, средствах индивидуальной защиты и режиме проветривания.
Флюс для пайки алюминия и нержавейки: своими руками
Флюс – вещество, необходимое для аккуратного удаления окисей металлов, образующихся при пайке.
Кроме того, нанесение флюса позволяет защитить обрабатываемый металл от окисления и обеспечить оптимальное растекание припоя.
Какой же использовать флюс для пайки алюминия, нержавеющей стали, серебра, микросхем BGA, а также других материалов, и как сделать его своими руками?
Выбор флюса зависит от особенностей соединяемых поверхностей, а также используемых материалов, ведь при пайке оловом и твердыми припоями применяются разные составы.
Разновидности, типы флюса
Важно учитывать, что температура плавления припоя обязательно должна быть выше, чем плавления флюса. При этом важно учитывать, что только флюсы для реактивно-флюсовой пайки могут взаимодействовать с припоем – для других материалов это недопустимо.
Вещество может поставляться в различных формах:
- Жидкость.
- Паста (часто применяется для микросхем BGA).
- Порошок.
Наиболее распространенные средства, используемые для спайки деталей – ортофосфорная кислота, канифоль, нашатырь, бура. Выбор зависит от используемого материала – для латуни и нержавейки актуальны разные составы.
На какие параметры ориентироваться в выборе?
Существует классификация флюсов, что позволяет определить подходящий вариант, подобрав состав для BGA микросхем, латуни, нержавейки и других материалов.
Вещества различаются в зависимости от:
- Температурного интервала (низко и высокотемпературные).
- Используемого растворителя (водные и неводные).
- Механизма действия (защитные, реактивные, химические).
- Состоянию (жидкие, твердые, пастообразные).
Важно учитывать, что работа с каждым типом припоя (свинцом или оловом) обладает определенными особенностями, а потому приступая к соединению материалов, необходимо в точности следовать установленной технологии, используемой для нержавейки или же латуни.
Жидкие флюсы
Ассортимент подобной продукции достаточно широк и разнообразен – можно подобрать оптимальный вариант для латуни, микросхем BGA или нержавеющей стали.
Выбирая жидкий флюс для пайки меди, стоит учитывать, что в этом случае лучше пользоваться не феном, а паяльником.
Удобнее всего купить уже готовые варианты, которые можно использовать сразу после открытия – это значительно экономит время.
Для удобства использования жидкого средства, стоит воспользоваться шприцом, что позволяет выверить требующееся количество вещества.
Как правило, подобные товары поставляются в различной расфасовке, а потому не составит подобрать подходящий объем для пайки латуни или нержавейки.
Если оценивать с финансовой точки зрения, то жидкие флюсы более выгодны. Такое средство позволяет обеспечить отличное качество пайки, и является оптимальным решением для хрупких BGA микросхем.
Вот только стоит учитывать, что работать с таким материалом не всегда удобно, так как он очень быстро растекается по плате – чтобы освоить эту науку потребуется практика. Кроме того, приступая к процессу, стоит надеть старую одежду – брызги моментально испортят вещь.
Для пайки алюминия
Существует распространенное заблуждение о том, что сделать в домашних условиях качественную пайку алюминия практически невозможно.
На самом деле этот металл действительно плохо поддается подобной обработке, в отличие от нержавейки и латуни, но правильно выбрав флюс и мягкий припой на основе олова, удастся достичь желаемой цели. Одним из самых распространенных вариантов — Ф-64, а также ФТБф.
При желании, средство для работы с алюминием можно сделать и самостоятельно, воспользовавшись уже имеющимися веществами, а также используя припой на основе олова. Но важно учитывать, что это несколько осложнит процесс и сделает выполнение поставленной задачи более трудоемким.
Экономить на материалах не следует, ведь качество пайки непосредственно зависит от используемого вещества. Работать лучше феном, что значительно ускорит процесс.
Для пайки алюминия применяются следующие рецепты:
- Хлористый натрий+Криолит+Хлористый Калий+Сернокислый натрий+Хлористый литий.
- Олеиновая Кислота+Йодистый литий.
- Натрий Фтористый+Хлористый цинк, калий и литий.
Как показывает практика, чем больше компонентов, тем выше качество пайки алюминия. Также для этого металла очень часто применяются вещества, созданные на основе ортофосфорной кислоты (как и для нержавейки).
Для пайки нержавеющей стали
Работа с нержавейкой не представляет особых сложностей – важно лишь соблюдать технику безопасности. С учетом того, что этот материал обладает низкой теплопроводностью, не требуется использование оборудования повышенной мощности – процедура пайки легко выполняется даже без интенсивного нагрева.
Для нержавейки чаще всего используются следующие вещества:
- Хлорид Цинка.
- Ортофосфорная кислота.
Нужно нанести флюс на поверхность, после чего сразу приступить к работе. В противном случае всего за несколько секунд образуется плотная пленка, что значительно осложнит процесс соединения деталей. Работая с пищевым оборудованием, изготовленным из нержавеющей стали, ни в коем случае нельзя использовать свинцовый припой.
Также для обработки нержавейки не используется канифоль – необходимо подобрать активный флюс.
При отсутствии подходящего средства можно использовать и буру – паста или порошок аккуратно наносятся на место будущего шва. Пайка нержавейки без флюса довольно сложна, очень часто в процессе обработки деталей и вовсе потребуется повторное нанесение защитного вещества. В противном случае распределение припоя по поверхности значительно осложнит образование оксидной пленки.
Использование твердых припоев
Если необходимо аккуратно соединить проблемные места, подвергающиеся воздействию негативных внешний факторов, то в данном случае будет актуально использование твердых припоев.
Это составы, которые используются при температуре выше 450 градусов.
Среди них:
- Чистая медь.
- Медь+цинк.
- Медь+фосфор.
Для пайки серебром используется специальное безотмывочное вещество. Важно учитывать, что твердые припои в зависимости от используемого температурного режима: тугоплавкие и легкоплавкие. Что немаловажно, в качестве альтернативы дорогостоящим серебряным флюсам, применяется сочетание меди и фосфора. Это лучший вариант для латуни или же бронзы.
А вот для железа, низкоуглеродистых сталей и черных металлов подобный вариант неактуален – готовый шов будет недолговечным. Безусловно, самый удобный в работе вариант – серебряные припои, которые представляют собой сочетание меди, цинка и серебра. Но они не получили широкое распространение из-за высокой цены – чаще всего подобный вариант используется для спайки проводов или плат, содержащих серебряные компоненты.
Работа с латунью и медными трубами
Если говорить о пайке латуни, то чаще всего речь идет о работе с оловом, а также оловянно- свинцовыми припоями. В данном случае удобно работать не феном, а паяльником. Кроме того, использовать стандартную канифольно-спиртовую смесь недопустимо – важно правильно подобрать подходящий для латуни состав, который позволит качественно удалить оксидную пленку.
Оптимальный вариант – сочетания на основе хлористого цинка. Можно и вовсе приготовить смесь своими руками, используя для этой цели буру. Это позволит сделать вещество, которое способствует лучшему растеканию связывающего компонента.
Важно также учитывать, что необходимо не только правильно подобрать флюс для пайки медных труб, но и определиться с выбором подходящего припоя. Для этой цели прекрасно подходят компоненты из серебра, а также соединения меди и фосфора.
Если же предстоит работать с материалом, содержание меди в котором невелико, стоит использовать в качестве припоя латунь. Для радиаторов и других элементов отопительной системы используют твердые припои, чтобы обеспечить максимально возможную прочность соединения.
Как самостоятельно приготовить флюс?
Существует целый ряд требований, предъявляемых к используемым флюсам. Знание этой информации поможет подобрать подходящее вещество для серебра, нержавеющей стали или любых других материалов.
При желании подходящий флюс можно создать и своими руками, тем более что в домашних условиях наверняка найдутся подходящие компоненты.
Один из самых простых рецептов представляет собой соединение следующих веществ:
- Медицинский спирт.
- Размельченная канифоль.
Засыпать канифоль в небольшую емкость, залить спиртом и плотно закрыть – настаивать несколько дней, после чего можно приступать к работе.
Правильный выбор флюса и припоя для микросхем BGA или других материалов позволяет обеспечить высокое качество пайки и сделать процесс менее трудоемким. При желании нужный состав можно и вовсе приготовить в домашних условиях.
Пайка нержавейки с медью
Любое соединение двух металлических деталей априори не простая процедура. Пайка нержавеющей стали с помощью меди относится к данному виду процедур. Работать с нержавейкой даже сложнее чем с другими типами материалов, так как она довольно сложно поддается плавлению и очень плохо соединяется с другими материалами. Поэтому для спаивания деталей из нержавеющей стали нужно использовать годами проверенные методы. При пайке любого другого материала, как правило, не возникает никаких проблем, но только не с нержавеющей сталью.
Весь процесс спаивания четко регулируется государственным стандартом, однако, здесь есть одна необычная особенность. Каждый вид металла по-разному соединяется с тем или иным материалом, соответственно, для каждого вида нужно применять разный припой и флюс, который будет подобран исключительно под данный материал. Но если вам нудно соединить не однородные (разные) металла требуется использовать достаточно редкие расходные материалы узкой специализации.
Данный вид пайки нержавеющей стали широко применяется как на больших производствах, так и в бытовых условиях. С его помощью можно создать герметичные емкости, припаять медные детали и т.д. Этот метод пайки встречается не так часто, как другие, но все равно нужно знать, как его выполнять и все его особенности.
Можно ли спаять нержавеющую сталь с помощью меди?
Для начала нужно сказать, что данный процесс имеет повышенный уровень сложности выполнения. Но, несмотря на это, спаять нержавеющую сталь с помощью меди возможно. Чаще всего соединения подвергаются детали из одного металла, то есть если соединять детали только из нержавейки или только из меди качества шва будет высоко. Но рано или поздно возникнет ситуации, когда нужно спаять эти два материала между собой и в этом случае приходится уступать качеству итогового результата.
Для выполнения данной манипуляции были созданы специальные припои, с их помощью удается создать соединения достаточно высокой прочности и ее вполне хватает для того, чтобы использовать вещь в стандартном режиме. Если при пайке какого-либо другого материала отсутствует обязательная необходимость использования флюса, то здесь требуется полное проведения подготовительных процедур, вплоть до лужения.
Как и любой другой способ пайки, данный имеет свои преимущества и недостатки. Для начала стоит рассмотреть плюсы применения:
- с помощью этого метода пайки моно решить достаточно сложные технологические задачи;
- альтернативы этому способу, которая бы позволяла соединить медь с нержавеющей сталью на таком же уровне, просто нет;
- непосредственно сам процесс пайки не занимает много времени, для его выполнение не требуется наличие инструментов узкой специализации, вполне достаточно будет обычной горелки;
- современные технологии позволяют создавать припои, которые достаточно хорошо справляются с соединением разнородных металлов;
- спаять нержавеющую сталь с медью можно как в промышленных масштабах, так и в бытовых условиях.
Минусы:
- качество итогового результата находится на достаточно низком уровне относительно других методов пайки;
- возникают определенные сложности при подборке нужного вида припоя;
- используемый флюс очень быстро подвергается процессу окисления, поэтому начинать паять нужно сразу же, не затягивая действие температурной обработки;
- в большинстве случаев для пайки используется «легкий» припой, что значительно повышает сложность процедуры из-за того, что появляется необходимость в четкой настройке используемого температурного режима.
Способы пайки нержавеющей стали с медью
Для того чтобы выполнить соединение подобного рода можно воспользоваться несколькими различными способами. Как ни странно, различаются они не типом припоя, а инструментом, с помощью которого будет выполнена процедура. Чаще всего предпочтение отдается соединению с помощью паяльника или же газовой горелки.
Паяльник чаще всего применяется в работе с деталями небольшого размера. С его помощью осуществлять это достаточно удобно во многом из-за того, что в процессе работы инструмент нагревается не сильно, что снижает риск прожечь деталь насквозь. Но есть и обратная сторона этого метода, паяльник значительно уступает горелке в мощности, что делает обработку деталей из твердых металлов просто невозможной. Помимо этого, с помощью паяльника сложно подвергать обработке большие поверхности, так как это займет достаточно много времени, скорее всего, к концу работы флюс уже окислится.
Газовая горелка используется гораздо чаще. Ее можно использовать не только для пайки нержавеющей стали с помощью меди, а также с латунью, никелем и другими припоями. Газовая горелка позволяет обрабатывать достаточно большие поверхности, создавая соединения с высоким уровнем герметичности. Высокая скорость работы не позволяет флюсу успеть окислиться.
Как выбрать припой?
Итоговой результата качества выполненной работы во многом зависит от выбора припоя определенного вида. Он обеспечивает полное заполнение обрабатываемой поверхности. Самым распространенным и доступным способом является использование припоя из латуни для пайки нержавеющей стали с медью. В некоторых частных ситуация его можно применять даже не используя флюс.
Важно: использования данного типа припоя во многом уступает по физическим свойствам другим способам, однако в силу своей доступности и простоты его можно использовать для пайки простых соединений, которые не будут нести на себе высокий уровень ответственности.
Помимо вышеописанного способа, можно также использовать припои из следующих материалов:
- медно-фосфорный материал – он позволяет значительно улучшить качество итогового соединения, однако стоимость этого припоя достаточно высока;
- оловянно-серебряный материал – использование данного вида припоя лучше всего подходит для соединения нержавеющей стали с медью, однако применение этого способа связано с большими затратами в финансовом плане;
- для создания простейших соединений можно использовать обычный радиотехнический расходный материал, но лучше всего выбрать специализированный материал.
Как спаять нержавеющую сталь с медью?
Спаивание нержавеющей стали с медью с помощью латуни или припоев из других материалов происходит следующим образом.
- Предварительно нужно подготовить поверхность к обработке, для этого нужно полностью очистить ее от различных загрязнений, следов коррозии, эрозии и т.д. Для этого можно использовать практически любой растворитель.
- После этого нужно подготовить к работе флюс и выполнить лужение деталей в той области, в которой они будут соединяться между собой.
- Как только флюс будет ровно расположен на деталях в местах их соединения нужно положить припой в нужное место.
- Далее нужно его нагревать с помощью горелки до тех пор, пока расходный материал не начнет плавиться. Выполнению этого пункта нужно уделить особое внимание, так как нужно следить припоем: необходимо чтобы он ровно растекся по всей поверхности места соединения. Стоит отметить, что данный пункт нужно выполнять достаточно быстро, нужно сделать все до того, как флюс начнет окисляться.
- В конце операции нужно дать остыть месту пайки. Для этого не нужно выполнять никакие вмешательства, детали должны остыть естественным способом.
При выполнении всего процесса работ в обязательном порядке нужно следовать технике безопасности. Весь процесс работы нужно проводить строго в защитных перчатках, так как прямой контакт кожи с припоем может негативно повлиять на ее состояние. Заниматься выполнением данной манипуляции должен профессионально подготовленный человек, который имеет «за плечами» опыт работу и необходимые знания.
Пайка— Как припаять тонкую проволоку из нержавеющей стали?
Для успешной пайки (вы не свариваете, и у вас не та горелка, если вы хотите сваривать) требуется, чтобы работа была физически чистой (протрите ее) и химически чистой (флюс) — вам нужен очень агрессивный флюс для нержавеющей стали, потому что Причина, по которой он ЯВЛЯЕТСЯ «нержавеющим», заключается в том, что он образует прочный оксидный слой, который защищает его от большинства коррозий. Кестер не собирается рассматривать нержавеющую сталь как работу с электричеством, с одной стороны, так что не лайте на это дерево слишком долго.
Другая проблема, с которой вы почти наверняка сталкиваетесь с тонкой нержавеющей сталью (нержавеющая сталь плохо проводит тепло, что делает ее очень простой перегрев), — это перегрев изделия — после того, как работа была перегрета, вы должны вернуться к физической чистке и кипячению, прежде чем в надежде получить припой на нем. Вам также необходимо держаться подальше от «окислительного конуса» пламени факела — в идеале, переключиться на оксиацетлиеновую горелку, сделать пламя ярким и использовать только перо — но вы можете добраться туда и с пропаном, если будете осторожны. .Толщина припоя не имеет большого значения — вы нагреваете провода и расплавляете припой на проводах — припой не нагревайте.
Вы также можете перейти к пайке, которая является процессом, аналогичным пайке, но при более высоких температурах с использованием других присадочных металлов. Когда большинство людей ссылаются на серебряную пайку, на самом деле они имеют в виду серебряную пайку (в стержне есть немного серебра, но не очень много). Припой, с которым вы связались, представляет собой низкотемпературный припой, в котором есть серебро, от «свинца». бесплатная «замена» мягких припоев.«
Что это делает на сайте по ремонту дома своими руками — другой вопрос. Электротехнические проекты высокого напряжения — это не совсем хлеб с маслом для DIY. Другой подход в лабораторных условиях — выполнять всю работу в перчаточном ящике, заполненном азотом или аргоном. Вы также можете сварить его TIG, если вы хорошо разбираетесь в сварке TIG. Точечная сварка может быть другим подходом, но он также будет лучше работать с нержавеющей сталью в бескислородной атмосфере (перчаточный ящик и т. Д.)
Самое безопасное и надежное соединение »Roofinox
Пайка — это самое безопасное, прочное и надежное соединение металлических компонентов.
Все эти требования чрезвычайно важны, особенно при использовании металлических деталей на крыше и фасаде зданий, чтобы защитить их от проникновения воды в долгосрочной перспективе и, следовательно, от повреждений. В области кровли и водостока зданий применяется непрямой тип пайки мягким припоем, при котором постоянное, но разъёмное соединение металлических деталей производится при температуре ниже 450 ° C.
Мягкая пайка нержавеющей стали Roofinox
Раньше нержавеющая сталь имела репутацию трудно поддающейся пайке.Такое впечатление в основном создавалось из-за неправильной поверхности, флюса и припоев. Однако многолетний опыт и научные исследования показывают, что нержавеющая сталь Roofinox HFX легко и надежно поддается пайке благодаря ее удельной поверхности. Вы знали об этом?
Cause Roofinox не похож ни на один другой!
БЕСПЛАТНО
СИЛЬНЫЙ
КРАСИВЫЙ
Прочный и чистый паяный шов
Для того, чтобы паяльный шов нержавеющей стали Roofinox HFX был прочным и чистым, необходимы следующие инструменты:
- Паяльник мягкий с кусочком меди
- припой / оловянный стержень (возможен припой 30%, 40%, 50%)
- Припой Salmiak (чистый аммиак, без луженого аммиачного камня)
- Roofinox FLM — Флюс для нержавеющей стали
- Водяная паяльная щетка
- Ткань или губка для очистки
- Чистая вода
ВНИМАНИЕ: Всегда используйте подходящие средства защиты и защиты!
При пайке нержавеющей стали необходимо учитывать соответствующие стандарты и технические правила, а также местные условия и требования.
Решающим фактором для получения прочного и чистого шва является тщательная очистка участков, подлежащих пайке, а также использование правильного флюса (Roofinox FLM). Вы можете узнать, какие общие условия и подготовительные меры необходимо принять во внимание, а также практические советы в нашей брошюре по пайке.
Если у вас возникнут вопросы или вам понадобится технический совет, наши сотрудники будут рады вам помочь. Если вы заинтересованы в обучении Roofinox, это также возможно через нашу выездную службу.
какие металлы можно паять
Наконец-то мне удалось обновить свое руководство по пайке в разделе Методы , и теперь я добавил фотографии.Некоторые из них взяты из моей книги Создание моделей: материалы и методы от 2008 года и были взяты Астрид Бэрндал. В этом руководстве основное внимание уделяется пайке небольших конструкций, а не более распространенной электрической пайке, которой посвящена почти вся информация, которую вы найдете по этой теме. Как вы увидите, «конструкционная» пайка включает в себя некоторые различия в методах; материалы разные, и нередко требуются более сильные инструменты. На данный момент я ограничился этим руководством простой пайкой «на плоской поверхности», а за ним последуют более продвинутые методы сборки 3D-конструкций.
Для чего нужна пайка?
Для моделей, которые слишком тонкие, чтобы их можно было изготовить в нужном масштабе из других материалов, таких как картон, дерево или пластик … например, металлические каркасы кроватей или перила. Иногда для гибкой металлической арматуры… например. для фигур или деревьев … с учетом осторожного изменения положения. Пайка не дает такой прочной связи, как сварка, и соединения не могут подвергаться большим нагрузкам, но нет причин, по которым правильно спаянные предметы не должны служить долго, если за ними ухаживать.
Большая часть моей преподавательской работы сосредоточена на создании моделей в масштабе 1:25. Таким образом, круглый латунный стержень 0,8 мм — это удобная толщина для изображения тонких перил или специальных предметов, таких как латунный каркас кровати, показанный ниже. Этот каркас кровати в основном 0,8 мм, но с 1 мм по углам. Большинство паяльников мощностью 40 Вт, которые я пробовал, имели достаточно тепловыделения для работы с более толстыми стержнями… до 2 мм, размер стандартных лесов в масштабе 1:25.
Какие металлы можно паять?
Одна из причин, по которой я обновляю информацию о пайке сейчас, заключается в том, что я обнаружил некоторые новые вещи, которые ставят под сомнение то, что мне всегда говорили.. Эта латунь — единственный простой вариант или, по крайней мере, самый надежный. Я все еще согласен с тем, что латунь может быть самой прочной и наименее сложной … за ней следует медь, если она тонкая. Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, прутка или тонких листов. Но я обнаружил, что «золотые» скрепки так же просты, и я всегда предполагал, что это произошло из-за латунного покрытия … теперь я не уверен, что это причина. Например, я недавно попробовал серебряные скрепки с такими же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен.Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо подходит для пайки … хотя я знаю, что пробовал ее много лет назад, но без особого успеха! Эта обычная сетка представляет собой оцинкованную сталь , , то есть сталь, покрытую цинком. Судя по всему, скрепки тоже, как правило, из оцинкованной стали, так что здесь может быть соединение.
На данный момент простой ответ заключается в том, что латунь гарантированно работает хорошо, она доступна и достаточно дешева. Другие металлы, такие как алюминий или обычная сталь, можно паять, но для этого потребуется специальный припой и флюс, а также может потребоваться более прочное оборудование.Но если вы действительно хотите знать, что еще возможно, просто попробуйте … и дайте мне знать, что вы узнаете!
Как работает пайка
Металлические детали, которые необходимо соединить, нагревают кончиком утюга, чтобы они были достаточно горячими, чтобы расплавить нанесенный на них припой из мягкого металла. Для прочного соединения важно, чтобы сам металл плавил припой таким образом, а не расплавлял припой на металлический наконечник и переносился на соединение, потому что это приведет к очень слабому прикреплению.Можно было бы думать об этом как о форме «термоклея», но с использованием легкоплавкого металла вместо клеевых стержней и где сам материал должен расплавить клей.
На фотографии выше я расположил кончик паяльника так, чтобы он касался обеих частей латунного стержня и как можно ближе к стыку. Как только эта область достаточно нагреется, нужно просто коснуться конца припоя, и небольшая его часть должна мгновенно расплавиться. Утюг следует держать на месте ровно настолько, чтобы теперь жидкий припой правильно пропитал соединение.. т.е. не только покрывая верх, но и перебегая на другую сторону.
Если вы знакомы с «конструкционной» пайкой, вы можете спросить, почему в описанной выше схеме не хватает чего-то важного … нет никаких признаков применения флюса к стыку. Это была чисто демонстрационная установка, и паяльник даже не включался. Я хотел, чтобы стыки и положение жала паяльника были видны как можно более четко. Я объясню важность потока немного дальше.
Что для этого нужно?
См. В конце раздела рекомендации по конкретным производителям, поставщикам и ценообразование для следующего списка:
Паяльник мощностью не менее 30Вт.. На 40 Вт лучше! .. предпочтительно с плоским «долотом» наконечником, известным как бит . Это означает, что можно нажимать для максимального контакта с металлическими поверхностями. Однако большинство доступных паяльников поставляются с круглыми «карандашными» битами. Как видно на некоторых старых фотографиях, стандартная насадка-карандаш будет работать, если утюг имеет достаточно большую мощность, чтобы выделять достаточно тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком непрочны, чтобы справиться с металлом любой толщины, превышающей малую долю миллиметра.. потому что большинство из них предназначены для пайки тонких соединений цепей. Они не должны быть сильными … обычно их мощность составляет 18-25 Вт. Более высокая мощность, например 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур … просто у него будет больше прочности, чтобы выдерживать необходимое тепло дольше. Это важно, поскольку более толстые куски металла очень быстро отводят тепло.
Все это значительно усложняет поиск подходящего паяльника и ценовых опций.. но, к сожалению, есть на что обратить внимание. Посмотрите на три вида утюгов, сравниваемых ниже:
Наверху моя старая модель Draper K40P .. 40W / 240V .., которая поставлялась с долотом и уже много лет работает очень надежно. Обратите внимание на головку винта на конце вала, что означает, что паяльную насадку можно легко удлинить или удалить, просто ослабив ее. Бита, поставляемая с Draper, примерно в два раза длиннее, чем то, что вы видите торчащим, а это значит, что по мере износа есть много возможностей для расширения.Под ним находится паяльная станция Parkside, недорогое предложение от Lidl пару лет назад и необычная мощность 48 Вт! Этот утюг достаточно хорошо работает с точки зрения теплоотдачи, а встроенная подставка делает его удобным в использовании … но … паяльная насадка типа «вкручиваемая» и очень короткая … такая короткая, что невозможно прижать насадку. против металла, чтобы вал не мешал. К сожалению, довольно небрежный дизайн … что делает его бесполезным, если вам нужен контроль! Третий показанный утюг — 40 Вт / 220 В от Silverline, который производит довольно недорогие, но зачастую надежные инструменты.К нему прилагается «карандашная» насадка, которую не стоит иметь .. но теплоотдача хорошая, вал тонкий, а прилагаемую насадку можно удлинить (стопорный винт на этой фотографии не виден) для большего контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Тип, приведенный ниже, также может быть хорошим вариантом .. хотя угловые биты не очень распространены. Я нашел этот утюг «без марочного знака» в магазине £, и он очень хорошо работал в течение ряда лет.Возможно, само собой разумеется, что… нужно быть особенно осторожным при использовании дешевых, небрендовых электротоваров! На самом деле, если вы не знаете, как проверить электрическую безопасность, или знаете кого-то, кто может, безопаснее оставить его в покое!
Подводя итог … приобретите утюг 40 Вт известной марки с относительно тонким стержнем, долотом и / или возможностью легкой замены с помощью простого механизма с винтовой фиксацией, и вы не ошибетесь! Если возможно, проверьте, достаточно ли длина предоставленной биты, чтобы при необходимости ее можно было удлинить.
Подставка (иногда входит в комплект поставки утюга) необходима как для удержания горячей точки от рабочей поверхности, когда она не используется, так и для фиксации инструмента в одном положении на столе. К сожалению, часто поставляемые хрупкие «стойки» из листового металла никогда не справляются с последними! Похоже, было довольно универсальное соглашение о том, что все паяльники должны иметь чуть более 1,3 метра довольно жесткого шнура. Этого недостаточно, чтобы позволить паяльнику оставаться на рабочем столе, не дергая за шнур, если только у вас нет удобной розетки «кухонного стиля» на высоте столешницы.Короче говоря … железо будет много двигаться, независимо от осознания или контроля человека, что вызывает беспокойство, учитывая, что оно может причинить много боли! Ниже показано дешевое решение, которое заключается в том, чтобы прикрепить к столу любую имеющуюся у вас «подставку». Здесь я сымпровизировал совершенно адекватную подставку из сварной проволочной сетки.
Или более элегантное решение — купить отдельную подставку. Этот ниже от Antex и стоит около 6 фунтов стерлингов … Подробнее о ценах позже. Эти подставки утяжелены и обычно имеют прикрепленную губку, которую необходимо смочить, если она используется для протирки утюга во время работы.
Припой Проволока из мягкого металлического сплава, плавящаяся при контакте с теплом с образованием «клея», обеспечивающего соединение. До недавнего времени стандартным типом сплава было 60% олова — 40% свинца, но сейчас доступно множество бессвинцовых сплавов. Также распространены припои «многожильные» со встроенным флюсом. Но я должен честно сказать, что на протяжении многих лет я добивался стабильно лучших результатов, используя старомодный припой на основе олова / свинца и отдельный флюс.
Флюс Жидкость или паста, которая наносится на соединение непосредственно перед пайкой и которая помогает припою правильно сплавиться с металлом, предотвращая окисление поверхности металла.Флюс испаряется, как только металл нагревается.
Металлическая мочалка или мелкая наждачная бумага / ткань для очистки металла перед пайкой. Будет легче протирать стержни тонкой стальной ватой, но наждачная бумага или «влажная / сухая» бумага также подойдут.
Влажная губка, стальная вата или металлические напильники для очистки паяльной насадки во время работы. Это нужно делать, когда утюг нагревается, но недостаточно просто сделать это один раз в начале сеанса. Горячее железо снова почернеет в течение минуты, поэтому для предотвращения накопления этого окисления очистку необходимо повторять, по крайней мере, каждый раз, когда снова поднимают утюг.Это не имеет отношения к чистоте! … толстый слой окисления предотвратит передачу большей части тепла от сверла к латуни.
Пенопласт Kapa-line или плотная карта, на которую крепится шаблонный чертеж
Предостережение : Предлагается пенопласт Kapa-line (полиуретан), потому что он является идеальным изолятором (не отводит тепло от металла), а пенополиуритан в некоторой степени сопротивляется нагреванию. Стандартный пенопласт (пенополистирол) не подходит .. он слишком легко плавится! При правильной пайке бумажное покрытие пенопласта Kapa-line обугливается, но опасность возгорания или возгорания пены незначительна.Однако всегда необходимо соблюдать надлежащую осторожность! За почти 10 лет проведения семинаров мы не испытали ничего, кроме рутинного обжигания бумаги … но это отчасти потому, что мы и люди, принимающие участие, всегда были бдительны! Запрещается оставлять паяльники включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов.
Распылительная установка для крепления нарисованного шаблона на пенопласт. Обычно я использую постоянную версию PhotoMount от 3M.
Малярная лента для фиксации вырезанного металла на шаблоне.Лента обычно выдерживает нагревание в достаточной степени, чтобы закрепить детали во время пайки, но клей размягчается, и в случаях, когда требуется дополнительное время или переделанные участки, эти крепления могут ослабнуть и, возможно, потребуется их замена. Понятно, что скотч — не вариант, потому что он тает!
Скальпель (подходит для проточки тонкой латуни) или ножовка для более толстых стержней. У меня есть несколько старых лезвий скальпеля для этого, и я обнаружил, что легко надрезать / отрезать латунный стержень диаметром до 2 мм.
Также плоскогубцы, кусачки для проволоки и металлические напильники.. по мере необходимости.
Рабочее место с хорошей вентиляцией! Это важно, если вы используете традиционный припой олово / свинец. Кроме того, флюс будет выгорать в процессе, и пары могут быть вредными, если они будут накапливаться или оставаться поблизости.
Моющее средство для тщательной очистки после работы. Компонент флюса вызывает коррозию, и, если его оставить, он продолжит разъедать металл.
Пошаговая инструкция
Нарисуйте форму для пайки на бумаге (я рекомендую сначала нарисовать 1:10, а затем уменьшить 40% на 1:25 при работе в таком маленьком масштабе).Скопируйте его и нанесите на пенопласт или плоскую карту. Это будет шаблон для пайки. Я разработал тот, что ниже, так, чтобы я мог использовать изогнутые части канцелярских скрепок.
Тщательно очистите металл стальной мочалкой перед обрезкой небольших отрезков, даже если стержень новый. На латунный стержень наносят покрытие, которое предотвращает слишком быстрое потускнение, и это будет мешать адгезии припоя, если его оставить. Наиболее удобный метод — протирание тонкой стальной мочалкой, хотя подойдет и мокрый / сухой метод или наждачная бумага.
Отрежьте металлические детали по размеру и используйте тонкие полоски малярной ленты, чтобы закрепить их на шаблоне. Края металла должны плотно прилегать друг к другу, чтобы тепло распространялось. К счастью, тонкий латунный стержень на удивление легко разрезать скальпелем … просто осторожно перекатывая лезвие по нему, чтобы сделать тонкую канавку, а затем щелкнуть! С помощью этого метода можно очень точно определить место разреза. Небольшой металлический напильник, такой как показанный ниже, будет полезен для точной регулировки длины, если это необходимо.
Обычно, и особенно в случае перил, требуется большое количество деталей, которые должны быть точно одинаковой длины, потому что чаще всего они должны располагаться между двумя горизонтальными линиями. Лучший способ добиться этого — сделать «приспособление для резки» … L-образный кусок карты или пластика, который служит направляющей для лезвия скальпеля, как показано ниже.
Включите утюг и дайте ему нагреться в течение нескольких минут. Убедитесь, что утюг (наконечник, который нагревается) чистый.В противном случае протрите влажной губкой или стальной мочалкой или используйте металлический напильник. Некоторые производители моделей рекомендуют «залудить» железо на этом этапе (окунув самый конец бита во флюс, а затем нанеся на него немного припоя). Это может способствовать передаче тепла к металлу, если возникнут проблемы, но в этом нет необходимости.
Я использую небольшую старую кисть, чтобы нанести немного флюса (пасты или жидкости) на шов. Я предпочитаю делать это по одному стыку за раз, потому что, если в непосредственной близости будет флюсоваться больше, флюс на них испарится при нагревании первого стыка.Это может не иметь значения … это просто вошло в привычку.
После нанесения флюса коснитесь насадкой паяльника как можно ближе к стыку, стараясь коснуться обеих (или хотя бы более одной) металлических частей. Подождите несколько секунд … Хороший начальный признак — если флюс сразу начнет дымиться, что означает, что латунь достаточно нагревается. Если ничего не происходит, попробуйте отрегулировать угол утюга для лучшего контакта, но не убирайте утюг! Другой рукой аккуратно коснитесь припоя к стыку.Немного припоя должно быстро расплавиться и, будем надеяться, попадет в стык. Используйте как можно меньше … хотя это потребует некоторой практики! Может потребоваться некоторое терпение, чтобы безжалостно удерживать утюг на месте или точно настроить угол, пока припой не решит расплавиться. На самом деле очень сложно точно описать, что в каждом случае приводит к «успешной» пайке. Это нужно попробовать, и если что-то сработает, выглядит правильно и кажется сильным … вы создадите «чувство» того, что вы сделали для этого, после некоторых проб и ошибок и большого количества повторений!
Когда все стыки выполнены, работа может быть удалена с шаблона практически сразу.. такие мелкие детали очень быстро остынут. Затем изделие следует тщательно очистить (теплой проточной водой, зубной щеткой и моющим средством … или сухим методом с использованием металлической ваты), чтобы удалить оставшийся флюс. Если оставить это, он будет продолжать разъедать металл.
Я был довольно доволен этим результатом … Мне удалось сохранить ровные части латунного стержня при их пайке. Однако мне пришлось немного поработать над этой частью, кроме тщательной очистки металлической мочалкой.Часто бывает очень сложно сделать припой настолько минимальным, насколько хотелось бы, а некоторые стыки выглядели слишком «вздутыми». Припой настолько мягкий, что его можно сбрить кончиком лезвия скальпеля, или можно использовать надфили , , подобные приведенному выше, чтобы удалить излишки. «Наборы» для пайки часто включают демонтажный насос , который похож на подпружиненный шприц. Идея состоит в том, что излишки припоя можно быстро удалить, пока он еще жидкий. Я еще не пробовал один из них сам..в основном потому, что в этот момент я не хочу рисковать, выбивая латунные детали из выравнивания!
Почему работать с латунью проще всего?
Латунь — это сплав … в данном случае смесь меди и цинка. Цинк придает латуни более жесткую поверхность и большую жесткость, чем медь, но также делает ее менее податливой и более хрупкой. Латунный стержень достаточно прочен, чтобы хорошо сохранять свою форму и прямолинейность, но достаточно мягкий, чтобы его можно было легко разрезать ручными инструментами. По этим причинам это один из наиболее доступных металлов в самых разных мелкозернистых формах.Медь более мягкая и с ней легче работать, но стержни толщиной около 1 мм будут слишком легко деформироваться и будут иметь гораздо меньшую жесткость конструкции. Кроме того, медь является отличным проводником, а это значит, что стандартным паяльникам будет сложно справиться с постоянными потерями тепла из области соединения.
Выше крупным планом показаны три распространенных типа суставов. .. пятно, колени и стык ..! Под ними находятся два небольших куска очень тонкого листа латуни толщиной 0,1 мм .., которые прикреплены пятнами плавления припоя.Справа — простая форма, которую я проиллюстрировал до сих пор, где две прямые части просто «стыкуются» друг с другом. Внизу слева изображена самая прочная форма соединения, при которой небольшая длина одной части соприкасается с другой или «перекрывает» другую.
Устранение неисправностей
Если припой не плавится свободно при контакте с нагретым соединением или стекает маленькими шариками, это может означать, что: .. это может быть припой неправильного типа; соединение не залито или его недостаточно; утюг может быть недостаточно горячим или достаточно прочным для работы; бит может нуждаться в очистке; форма наконечника не обеспечивает достаточного контакта или недостаточно близкого к обоим кускам металла…
Если ничего не помогает, помогите тепловому потоку, либо «залуживая» утюг, как некоторые рекомендуют, либо касаясь наконечником утюга практически поверх стыка, расплавляя припой прямо на наконечнике, чтобы упасть на стык.
Альтернативный метод
Как я уже сказал, может быть очень трудно удерживать кусочки латуни именно там, где они должны быть, потому что малярная лента немного ослабляется при нагревании металла. Если припой плавится и быстро заполняет стык, это не проблема, но по разным перечисленным причинам это часто занимает больше времени. На фотографии ниже показан метод, которым я гораздо больше доволен и который дает гораздо лучшие результаты … но на него стоит потратить дополнительное время только в том случае, если настройка будет использоваться более одного раза.
Для этого приспособления для пайки я использовал прочный «серый картон», переработанный картон той же толщины, что и 1-миллиметровый стержень, выбранный для формы лестницы. Я вырезал и приклеил его полный шаблон на другую картонную основу, чтобы отдельные латунные детали плотно прилегали к этим прорезям. Я использовал эту джигу уже около 4 раз и не понимаю, почему она не должна длиться дольше.
Избранные поставщики и цены
Латунный стержень всегда прямой длины, ни в коем случае не в рулоне.Дешевле при длине 1 м, чем при длине 300 мм. например Цены на 4D для длины 1 м (апрель 2015 г.) 0,8 мм 0,79 фунтов стерлингов, 1 мм 0,98 фунтов стерлингов, 2 мм 1,25 фунтов стерлингов
Альтернативным источником являются расходные материалы для моделей EMA .. для длины 91 см 0,8 мм 0,67 фунтов стерлингов, 1,6 мм 1,27 фунтов стерлингов .. но выбор толщины очень ограничен.
ПрипойSilverline 60:40 олово / свинец (4D £ 1,80 за 20 г, доступно 4,00 £ за 100 г) работает очень хорошо! Точка плавления 183-190 ° С.
Флюс
Флюс типа «смазка», который я всегда использую при обучении, всегда работал хорошо, но он у меня был так долго, что первоначальный контейнер начал распадаться.. так что я больше не знаю марку! Но я слышал, что это хорошая паста La-Co Regular Soldering Flux Paste, доступная от Screwfix по цене 5,39 фунтов стерлингов за 125 г .. для использования с медью, латунью, свинцом и цинком.
http://www.screwfix.com/p/la-co-lac-22195-flux-paste-with-brush-in-cap-125g/61072#product_additional_details_container
Другой признанной надежной пастой является флюкситовая паяльная паста, подходящая для меди и латуни … на самом деле для большинства металлов, кроме алюминия (хотя для других металлов требуются другие припои), и ее можно использовать как со свинцовыми припоями, так и с бессвинцовыми припоями.
http://www.fernox.com/products/traditional+plumbing+products/solder+and+fluxes/fluxite
На Amazon около 10 фунтов стерлингов за 100-граммовую банку и примерно столько же у Jewson’s. По какой-то причине у Maplin просто запасы консервных банок по 450 г, которых хватит на несколько жизней!
Паяльник
SolderCraft 40W-230V (поставляется с долотом диаметром 5 мм, подставкой и руководством. 4D £ 20,99) Доступны отдельные биты за 3,80 £. Около 18 фунтов стерлингов на Amazon (с долотом).
От AllElectricRC http: // www.Allelectricrc.co.uk/ это будет стоить 13,59 фунтов стерлингов, но в комплект входит насадка для карандаша … все же стоит заказать дополнительную долото (у AllElectric их нет)
Draper 71417 40W-230V на Amazon £ 15,95 (на рисунке показана долото, я надеюсь, что это так)
B&Q предлагает паяльник мощностью 40 Вт за 12,85 фунтов стерлингов, который выглядит почти идентично старой модели Draper, которая у меня есть выше, и имеет «долото», судя по фотографиям продукта. Этого должно быть хорошо, если он был собран с достаточной осторожностью.
Настольная подставкамарки Silverline, 4D £ 3,65, которую стоит приобрести (Antex показан на фото около 6 фунтов стерлингов) 5 фунтов стерлингов от Maplin ..
См. Также
Дэвид Акку Изготовление моделей: материалы и методы Глава 4: Работа с металлами
C + L Finescale. — перейдите в «Центр знаний», чтобы получить краткие сведения о материалах и методах, включая таблицу с указанием того, какой припой и флюс использовать для различных металлов
http: //www.finescale.org.uk/index.php?option=com_content&view=article&id=27&Itemid=2
4D Modelshop — базовое руководство по мягкой пайке
http://modelshop.co.uk/Content/DynamicMedia/cms-uploaded/files/4D_guide-soldering.pdf
Основное руководство по пайке http://www.epemag.wimborne.co.uk/solderfaq.htm — это написано для конкретного использования в электронике, но большая часть советов применима.
Наконечники для пайки, пайки и сварки
Пайка пропановой горелкой — самый простой способ соединения меди и латуни.Вы даже можете использовать припой для соединения меди или латуни с нержавеющей сталью, вам просто понадобится подходящий флюс. Но есть пара советов, которые нужно иметь в виду, чтобы заставить его работать правильно с первого раза:
- Используйте жидкий флюс вместо пастообразного флюса. Пастообразный флюс имеет тенденцию оставлять липкие остатки, которые трудно удалить. Если вам необходимо использовать пастообразный флюс, используйте его экономно.
- Используйте только водопроводный (серебряный) припой. Не используйте электрический или ювелирный припой, потому что он часто содержит свинец или кадмий.Это токсичные металлы.
- Нанесите припой на каждую деталь отдельно перед их соединением. Эта практика известна как «лужение» и облегчает соединение деталей.
- Нагревайте детали, а не припой. Поиграйте с пламенем вокруг соединения, чтобы оно стало хорошим и горячим, прежде чем наносить припой. Это позволяет припою равномерно стекать по стыку.
Пайка похожа на пайку, но выполняется при более высоких температурах и применима к большему количеству металлов. Он легко соединяет нержавеющую сталь с собой и является альтернативой сварке.Для пивоварения рекомендуется использовать наполнитель AWS типа BAg-5 с диапазоном температур 1370-1550 ° F (743-843 ° C). Хотя пайка может обеспечить более прочное соединение, высокие температуры пайки могут плохо сказаться на нержавеющей стали. 3
Скорость сварки
(дюйм./ мин.)
Подача проволоки
(дюйм / мин.)
MIG
.063
85 DCEP
21
15
19
184
TIG
.045–090
37-70 DCEN
000337-70 DCEN
000337-70 DCEN63
12
2-4
В соответствии с требованиями
В идеале обратная сторона сварного шва должна быть промыта газообразным аргоном для предотвращения сильного окисления.Но большинство сварщиков этого не беспокоит, поэтому обратную сторону сварного шва следует затем отшлифовать / отшлифовать, чтобы обнажить чистый металл. Не используйте металлическую вату! Чтобы счистить черные / голубоватые оксиды, которые могут вызвать коррозию в зоне термического влияния вокруг сварных швов или паяных соединений на нержавеющей стали, используйте очистители на основе щавелевой кислоты и процедуры, упомянутые выше в разделе пассивирования.
Лучшие паяльники для начинающих и экспертов в 2020 году
Будь то новичок, любитель или профессионал, комплекты паяльника являются незаменимыми инструментами для ремонта монтажных плат, ремонта электроники, изготовления ювелирных изделий, сварки и т. Д.
Используя паяльник, вы можете соединить два металла или предмета вместе с максимальной точностью. Не все комплекты паяльников одинаковы.
Чтобы выбрать лучший комплект паяльника , необходимо учитывать следующие факторы…
1. Мощность: Паяльники имеют диапазон мощности от 15 до 20 Вт.
- Для небольших работ по печатной плате — от 15 до 25 Вт
- Для общих паяльных работ — 40 Вт
- Для сложных и сложных работ от -50 до 60 Вт
2.Контроль температуры: У каждого проекта разные температурные требования. Паяльники бывают с контролем температуры или без него. Лучше выбирать модель с контролем температуры, так как вы можете повышать или понижать температуру в зависимости от задачи. Паяльники без терморегулятора дешевле, но они подходят только для простых домашних задач.
Некоторые другие факторы, которые следует учитывать, — это совместимость жала, качество, антистатичность, подставка и принадлежности для пайки.Мы четко упомянули о них в нашем Руководстве по покупке .
После сравнения нескольких моделей, представленных на рынке, мы составили короткий список лучших комплектов паяльника.
Лучшие комплекты паяльника 10 Лучший паяльник Обзоры 1. Набор паяльника AnbesКупить сейчас на Amazon
Anbes привез с собой универсальный комплект электронного паяльника, в котором есть все необходимое.Его очень легко переносить и использовать для сварки печатных плат, ремонта бытовой техники, домашних работ, сварки ювелирных изделий и многого другого.
Мы ставим этот продукт на первое место благодаря его чрезвычайно полезным компонентам. Это комплект 14-в-1, содержащий широкий набор инструментов. Опорная станция имеет двойной пружинный держатель из губчатого железа, который безопасен в использовании. Паяльник очень быстро нагревается и имеет функцию замены 5-ти нескольких паяльников.
Стальную головку нелегко уронить из-за ударопрочной конструкции винтовой резьбы.Работает от 60Вт 110В.
Насос для разупорядочения с присосом для припоя имеет алюминиевый корпус и вакуумную трубку высокого давления. Его можно использовать одной рукой, и он очень эффективен. Он используется для удаления припоя с печатной платы через отверстия для пайки.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 60 Вт
- Диапазон температур: 200 ℃ — 450 ℃
Включенные компоненты
- Паяльник
- Насос для демонтажа припоя
- Инструмент для зачистки проводов
- Подставка под паяльник
- Пинцет
- 2 X 24AWG Электронный провод
- 5 разных жало паяльника
- Трубка из оловянной проволоки
- Сумка для переноски из ПУ
Купить сейчас на Amazon
Подобные товары
2.Комплект паяльника PlusivoКупить сейчас на Amazon
Полный комплект для пайки с мультиметром от Plusivo. В нем есть все необходимые инструменты, используемые для домашних ремонтных работ, паяльных работ, сварки печатных плат, изготовления поделок / ювелирных изделий, ремонта электрики, электроники и бытовой техники и т. Д.
Он оснащен ручкой регулировки температуры, четырьмя вентиляционными отверстиями, термостойкой ручкой, металлическим основанием, губкой для очистки, держателем пружины, набором сменных наконечников из 5 частей и трубкой для припоя из оловянной проволоки.Он оснащен мультиметром, а 20+ дополнительных предметов в комплекте используются как для пайки, так и для распайки.
Поставляется с прочной сумкой из полиуретана, в которой вы сможете расположить все компоненты, правильно хранить и легко переносить. Кроме того, вы можете загрузить электронную книгу — бонус, который поможет вам в пайке. Производитель предлагает 30-дневную гарантию возврата денег / замены на свой продукт.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 60 Вт
- Регулируемая температура: 200 ° C — 450 ° C
- Вес товара: 1.016 кг
- Паяльная подставка: Сталь
- Сумка для переноски: PU
- Источник питания: батарея (2 батарейки ААА)
- Стиль: Пайка / Сварка
Включенных компонентов
- Паяльник с регулируемой температурой (60 Вт)
- Цифровой мультиметр с датчиками премиум-класса
- Подставка под паяльник
- Пинцет (прямой ESD-11, изогнутый ESD-15)
- Инструмент для резки диагональной проволоки, мини-инструмент для зачистки проводов и нож
- Насос для демонтажа припоя
- 5 Набор паяльных жало
- Трубка для припоя из оловянной проволоки
- Миниатюрная печатная плата и мини-отвертка
- Фитиль для припоя и паяльная паста
- Термоусадочный комплект (бонус)
- Красный 22 и Черный 22 AWG Провод
- Отвертка-ручка
- Изолента (красная, черная и желтая)
- Электронная книга
Купить сейчас на Amazon
Комплект паяльника Vastar — профессиональный термостатируемый комплект. Он обещает быстрый нагрев и обладает хорошей эффективностью отвода тепла. Усовершенствованная конструкция стальной трубы и паяльник помогают эффективно рассеивать тепло.
Этот продукт занимает третье место, так как паяльный пистолет не очень хорош при распайке по сравнению с вышеперечисленными ботворезами. Но помимо этого, у него есть другие улучшенные функции, такие как использование фиксированного резистора микросхемы для модернизированной печатной платы вместо цветного фиксированного кольца
.Еще одно отличное преимущество состоит в том, что вам не понадобится паяльная станция.Вы можете просто подключить и играть легко. Жала паяльника полезны для гитары, оборудования, конденсаторов ТВ, печатных плат или аксессуаров.
По вопросам гарантии обращайтесь к производителю за подробностями.
Характеристики
- Длина кабеля: 59,0 дюймов
- Рабочее напряжение: 110 В Мощность: 60 Вт
Включенные компоненты
- 1 Паяльник
- 5 Жала паяльника
- 1 Паяльная стойка
- Трубка для припоя с 1 карманом
- 1 Антистатический пинцет
- 1 Демонтажный насос
Подобные товары
4.Комплект паяльника AnbesКупить сейчас на Amazon
Это один из наиболее хорошо функционирующих комплектов паяльника, имеющий сертификаты FCC и RoHS. Его можно легко использовать для красок, различных ДСП для электроники, сварки, часов, мобильных устройств, компьютерного оборудования, телевизионных конденсаторов и т. Д.
Anbes занимает четвертое место из-за частой неисправности шкалы температуры и жала паяльника. Помимо этого, паяльные насосы имеют вакуум высокого давления, который может легко удалить припой с печатной платы.Мультиметр может работать как с переменным, так и с постоянным током.
Паяльник имеет регулируемую температуру, которая может быть предварительно нагрета за 30 секунд, и имеет светодиодный индикатор, что делает его безопасным для сварочных целей. Он также имеет простой переключатель ВКЛ / ВЫКЛ.
Паяльник быстро нагревается и обладает способностью рассеивать тепло, благодаря чему легко остывает. Он имеет регулируемую температуру и технологию керамического сердечника.
На него предоставляется гарантия 12 месяцев и пожизненная поддержка клиентов.
Характеристики
- Температура: 200-450˚C
- Вес: 689 г
- Рабочее напряжение: 110 В
- Мощность работы: 60 Вт
Включенные компоненты
- Демонтажный насос
- Отвертка
- Пинцет антистатический
- 2 провода припоя
- 2 подсказки
- Кусачки
- Мультиметр
- Паяльная подставка
Подобные товары
5.Паяльники Pancellent с цифровым мультиметромКупить сейчас на Amazon
Этот паяльник Pancellent является универсальным решением для ваших требований к пайке и сварке, таким как печатные платы, бижутерия, проекты DIY, обучение навыкам, небольшие электронные платы и т. Д.
Из-за ненадежного контроля температуры и трудночитаемых цифр этот продукт попадает в эту категорию. Кроме того, он быстро нагревается и экономит электроэнергию. У них также есть губчатые блоки для очистки паяльников.
Кроме того, он поставляется с цифровым мультиметром (модель DT831B +), диагональным ножом для резки проволоки с противоскользящей ручкой, присоской для пайки одной рукой, новой конструкцией рассеивания тепла (4 отверстия), термоусадочной трубкой 328 различных размеров, губкой в основании и светодиодом. индикатор, чтобы без усилий выполнять ваши задачи.
Поставляется с сумкой для переноски из полиуретана, что позволяет удобно хранить небольшие инструменты и легко переносить их. У него есть различные удивительные функции и важные компоненты, которые все еще остаются в этом списке.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 60 Вт
- Диапазон температур: 200 ° C — 450 ° C
- Вес: 970 грамм
- Подставка для пайки: сталь, металл
Включенных компонентов
- Паяльник 60 Вт (с 5 жалами)
- 328 Термоусадочные трубки
- 2 электронных провода
- Разрушающий насос
- Подставка и очиститель для паяльника
- Пинцет
- Трубка из оловянной проволоки
- Цифровой мультиметр (2 ручки мультиметра и батарея)
- Прецизионная карманная отвертка с 30 винтами
- Нож для хобби с 5 сменными лезвиями
- Инструмент для зачистки проводов
- Руководство пользователя
- Сумка для переноски из ПУ
- Гарантийный талон
Купить сейчас на Amazon
Tabiger предлагает базовый набор паяльника для всех. У него есть определенные приложения, такие как ремонт различной электроники, печатных плат, сварка, гитара, проводка, мобильные устройства, компьютерное оборудование, телевизионные конденсаторы, поделки и многое другое.
Основным недостатком этого продукта является тот факт, что иногда в упаковке нет ручки, и работа прекращается через 10 минут и длится недолго.Кроме того, он быстро нагревается и экономит энергию. Есть большие вентиляционные отверстия для отвода тепла и быстрого охлаждения.
Насос для распайки можно использовать одной рукой. Это отличное преимущество этого набора для пайки Tabiger. Корпус насоса изготовлен из алюминия, устойчивого к нагреванию, коррозии и хорошо рассеивающего тепло.
Имеет 12 месяцев гарантии на продукт и пожизненную поддержку клиентов.
Характеристики
- Мощность: 60 Вт
- Рабочее напряжение: 110 В
- Вес изделия: 14.7 унций
- Диапазон температур: 200-450˚C
Включенные компоненты
- Паяльник
- 5 Жала паяльника
- Проволока для пайки
- Насос для демонтажа припоя
- Паяльная подставка
- Пинцет антистатический
- Чемодан для инструментов
Купить сейчас на Amazon
Этот продукт представляет собой паяльник с регулируемой температурой, который можно использовать для пайки и сварки печатных плат, проектов DIY, бижутерии, небольших электронных плат и т. Д.
Этот продукт является седьмым, потому что жала паяльника служат недолго, а паяльник показывает некоторые проблемы при использовании. Однако этот продукт все еще находится в списке из-за его ярких характеристик. Он нагревается за 2 минуты и питается от керамического сердечника нагревателя.
Он прост в использовании, им можно управлять одной рукой, а его нескользящая ручка из мягкой резины обеспечивает удобство использования.
По вопросам гарантии обращайтесь к производителю за подробностями.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 60 Вт
- Диапазон температур: 200 ° C ~ 450 ° C
Включенные компоненты
- 1 паяльник
- 1 припойная проволока (82% Sn, 18% Pb, диаметр 1 мм., 0,71 унции)
- 5 дополнительных жало паяльника
Купить сейчас на Amazon
В этом наборе паяльника используется индукционная технология с керамическим сердечником, регулируемая температура с большими вентиляционными отверстиями, двухпозиционный переключатель, изолирующий силикагель и быстрый нагрев за 30 секунд, что делает его энергосберегающим и обеспечивает безопасную сварку.
Подходит для различных применений, таких как сварка, ремонт электроники и печатных плат, часы, мобильные устройства, ювелирные изделия, компьютерное оборудование, телевизионные конденсаторы и т. Д.
Из-за того, что шкала температуры и жала паяльника часто выходят из строя, комплект SREMTCH входит в эту позицию. Помимо этого, он имеет кабель длиной 57 м и легкий, что позволяет использовать его в течение длительного времени. его легко и быстро припаять.Набор инструментов поставляется в хорошо организованной сумке для переноски из полиуретана.
По вопросам гарантии обращайтесь к производителю за подробностями.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 60 Вт
- Диапазон температур: 200 ° C — 450 ° C
- Вес: 100 грамм
- Подставка для пайки: сталь, металл
- Длина паяльника: 7 дюймов
- Длина кабеля: 57,5 дюйма.
Включенных компонентов
- Паяльник с регулируемой температурой
- Подставка для паяльника из нержавеющей стали
- Насос для демонтажа припоя
- 5 Жала паяльника
- Проволока для припоя (100 г / 0.8 мм)
- Губка желтая
- Сумка для переноски из ПУ
Купить сейчас на Amazon
Комплект утюга LDK поставляется со всеми необходимыми компонентами в одном комплекте. Он имеет функцию регулировки температуры и улучшенный термостойкий материал.
Это девятая позиция, потому что жала паяльника плохо работают и нет выхода светодиода.Этот продукт по-прежнему попадает в список из-за легкого процесса охлаждения, заключающегося в наличии 4 вентиляционных отверстий.
Насос для демонтажа пайки поставляется с вакуумной трубкой высокого давления, которая лучше всего подходит для удаления печатных плат через отверстия под пайку.
По вопросам гарантии необходимо обратиться к производителю.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 20 Вт-60 Вт
- Диапазон температур: 200 ℃ ~ 450 ℃
- Подставка для пайки: нержавеющая сталь
Включенные компоненты
- 1 Паяльник: от 200 ℃ до 450 ℃ (от 392 ℉ до 842 ℉)
- 5 дополнительных различных жало паяльника
- 1 провод припоя
- 1 Антистатический пинцет
- 1 Присоска для припоя
- 1 Губка для чистки
- 1 Подставка под паяльник
- 1 Руководство пользователя
Купить сейчас на Amazon
Комплект для электро-пайки — это полезный комплект, который содержит все остальные компоненты внутри. Паяльник быстро нагревается благодаря керамической технологии с внутренним подогревом. В стальной трубе есть четыре вентиляционных отверстия, что способствует более быстрому охлаждению.
Однако этот товар идет последним из-за дешевой упаковки. Мультиметр иногда не работает. Но, тем не менее, этот продукт находится в списке из-за некоторых других полезных функций.Доступ к демонтажному насосу можно получить, просто взведя и нажав спусковую кнопку.
На этот продукт распространяется 30-дневная политика бесплатного возврата и замены и 2 года гарантии. Если вы обратитесь к ним сразу после покупки, вы можете получить дополнительную 3-летнюю гарантию.
Характеристики
- Рабочее напряжение: 110 В
- Мощность: 60 Вт
- Диапазон температур: 200 ° C-450 ° C
- Материал стойки: Сталь
- Демонтажный насос: пластик и алюминиевый сплав
- Сумка для переноски: искусственная кожа
Включенные компоненты
- Паяльник
- 5 Жало для нескольких паяльников
- Насос для демонтажа припоя
- Цифровой мини-мультиметр
- Подставка с губкой для очистки
- Пинцет антистатический
- Трубка из оловянной проволоки
- Тестовые провода
- Отвертка
- Канифоль
- Изолента
- Pu Сумка для переноски инструментов
Паяльник — это портативный инструмент, который можно использовать для нескольких электронных проектов.Он поставляется с крошечной паяльной лампой, которая нагревает металлические части, чтобы соединить две части вместе. Паяльники бывают разных типов, например, регулируемые паяльники, карандаши, паяльные станции и паяльные пистолеты. У каждого комплекта паяльника есть свои плюсы и минусы. Некоторые типы подходят для определенных проектов, а другие — нет. Однако основной принцип работы этих типов по сути схож.
Присадочный материал, также известный как припой, используется в этих инструментах для соединения металлических деталей.Жало паяльника нагревается, и припой превращается в жидкость. Когда жидкость соприкасается с двумя объектами, она соединяет их вместе, как только затвердеет. Однако это полностью отличается от сварки, когда объекты нагреваются и соединяются вместе.
Обычно пайка подходит для таких деликатных работ, как создание мозаики из цветного стекла, ремонт электронных схем, сплавление медных труб и изготовление ювелирных изделий. Соединение, выполненное с использованием припоя, является электропроводным, что идеально подходит для соединения проводов и других электрических компонентов.
Насколько сильно нагревается паяльник? Паяльникиспользуется для работы с несколькими проектами, в том числе электронными. Они используют источник питания, чтобы нагреть наконечник. Горячий наконечник расплавит припой, что позволит проводящему материалу соединить два объекта вместе. Требуемая температура нагрева зависит от типа применения. Обычно припой начинает плавиться при температуре 380 градусов по Фаренгейту.
Некоторые паяльники могут нагреваться до температуры более 380 градусов по Фаренгейту, а некоторые могут даже нагреваться до 80 градусов по Фаренгейту.Однако некоторые паяльники имеют только фиксированную настройку температуры. Большинство паяльников поставляются с регулируемыми дисками, которые позволяют регулировать температуру нагрева в соответствии с вашим применением.
Как выбрать паяльник?Вложение в утюг с недостаточным энергопотреблением может быть неприятным в использовании и тратой денег. Потому что в итоге вы получите испорченные комплекты и поврежденные компоненты. С плохим паяльником…
- Нагрев стыка занимает много времени.Более того, во время пайки требуется время, чтобы передать тепло компонентам. Иногда это может привести к повреждению или перегреву компонента.
- Если у него более длительное время нагрева, то для образования оксидов на паяемых поверхностях требуется время. Это предотвратит растекание припоя и приведет к слабому стыку.
- Длительное время восстановления припоя между соединениями может привести к образованию холодных соединений.
Чтобы купить паяльник, не нужно тратить целое состояние.Дополнительные функции, такие как сменные наконечники и температура, хорошо иметь, но они не обязательно важны для любителей или новичков.
Чтобы помочь вам, мы предоставили всю информацию и факторы, которые следует учитывать при покупке паяльника. Внимательно прочтите его, чтобы принять обоснованное решение.
1. МощностьМощность — это первое, что нужно учитывать при покупке паяльника. Потому что вы можете приобрести утюг, который может быстро нагреваться и поддерживать равномерную температуру на протяжении всего выполнения задачи.Обычно паяльники, которые особенно используются в электронике, имеют диапазон мощности от 20 до 60 Вт. Паяльники мощностью 50 Вт являются обычным явлением, поскольку они обеспечивают достаточно тепла для большинства проектов с печатными платами.
Паяльникс более высокой мощностью (от 40 Вт до 60 Вт) не означает, что они нагревают паяное соединение сильнее. Это означает, что у железа больше мощности для выполнения сложных задач. Поскольку у большинства паяльных станций есть ручка на электростанции, вы можете отрегулировать температуру жала паяльника в соответствии с вашими требованиями.Когда дело доходит до паяльников с низкой мощностью, например от 20 Вт до 30 Вт, они быстрее теряют тепло, что приводит к слабым или плохим паяным соединениям.
Потребляемая мощность паяльника часто упоминается в технических характеристиках продукта. Стандартные утюги без температурного контроля мощностью 40 Вт идеально подходят для общих паяльных работ. Для тяжелой пайки обратите внимание на более высокую мощность. Для небольших работ на печатной плате мы рекомендуем от 15 до 25 Вт. Паяльники с регуляторами температуры имеют более высокую мощность, так как пользователь может регулировать температуру по своему усмотрению.
Некоторые любители или новички могут выбрать модель с меньшей мощностью, чтобы сэкономить деньги. Паяльники с меньшей мощностью (от 20 до 30) справятся со своей задачей. Но, как уже упоминалось, они нагреваются дольше и быстро теряют тепло.
2. НапряжениеБольшинство паяльников, доступных в определенных странах, имеют правильное сетевое напряжение. Например, в Великобритании это 230 Вольт, в США — 115 В. Некоторые паяльники также поставляются с напряжением 12 В. Некоторые модели предназначены для специальных применений, требующих низкого напряжения.Итак, выбирайте в соответствии с вашими требованиями.
3. Контроль температурыЭто одна из основных особенностей, на которую нужно обратить внимание, поскольку для разных задач пайки требуется пайка при разных температурах. В паяльниках доступны два типа регуляторов температуры. Менее дорогой паяльник не использует никаких электронных регуляторов. Это означает, что при достижении требуемой температуры потери тепла будут равны выделяемому теплу.
Большинство моделей имеют термостатический контроль, что означает, что температуру можно регулировать лучше.Потому что вы можете контролировать или регулировать температуру до желаемого значения. Эти утюги намного лучше, потому что даже когда тепло отводится во время пайки большого объекта, они будут лучше поддерживать температуру на протяжении всей задачи. В моделях без регулирования очень сложно поддерживать температуру при пайке большого объекта. Некоторые паяльники с контролем температуры поставляются с цифровым дисплеем, на котором отображается текущая температура. Это отличное дополнение к этой функции.
Еще одна последняя модель — без контроля температуры. Это более дешевые, но они не подходят для пайки, так как могут повредить компоненты. Если вы хотите паять только домашние проекты, то этой модели должно хватить.
4. Совместимость и замена наконечниковЛучше выбирать модель со сменными жалами, да и паяльник тоже должен быть совместимым. Имеются наконечники для пайки различных размеров, которые подходят для решения различных задач пайки.Еще один важный аспект, который следует учитывать при покупке набора для пайки, — это стоимость наконечников. Некоторые паяльники совместимы только с жалами определенных производителей. Жала паяльника со временем изнашиваются и окисляются, поэтому в долгосрочной перспективе они могут быть более дорогими, чем один паяльник. Идеальные паяльники совместимы с жалами любых производителей. На самом деле это довольно удобно, особенно в то время, когда они выходят из строя.
5. Размер и форма наконечниковКак вы уже знаете, паяльники со сменными жалами бывают разной формы, например, стамески, конические, конические и пирамидальные.Материал, из которого они сделаны, также отличается друг от друга. Некоторые материалы — никель, медь и хром. Для выполнения разных работ подходят разные типы наконечников.
Форма и размер жала паяльника определяют способ укладки жала. Разные насадки предназначены для разных приложений. У них есть свои преимущества и недостатки.
Перед покупкой любого жала в первую очередь следует подумать, совместимо ли оно с вашей паяльной станцией. Большинство насадок имеют одинаковый дизайн, и в большинстве утюгов используются сменные насадки.Однако вы должны сверить размер с руководством производителя и приобрести наконечник в соответствии с требованиями.
Также следует учитывать форму наконечника. Для новичков наконечник стамески — лучший вариант, потому что он имеет плоскую поверхность и хорошо держится. Вы можете расположить его по-разному, чтобы работать с компонентами разных размеров и проводов. Они идеально подходят для соединений проводов, компонентов для снятия пайки, макетных плат со сквозным креплением и SMD.
Наконечники копыт подходят для пайки несколькими контактными площадками для поверхностного монтажа.Однако этим приемом пользуются только профессионалы с повышенными навыками. Если вам нужно работать с устройствами SMD или более сложными проектами пайки, то кончик копыта — правильный выбор.
Конические насадки очень сложны в использовании. Однако их работа точна, что делает их подходящими только для опытных пользователей. Последнее, что вам нужно проверить, это материал наконечника. Когда дело доходит до долговечности, идеально подходят железные наконечники. К тому же их дешевле покупать. Однако они отлично удерживают или передают тепло, как медный наконечник.Высококачественные паяльники поставляются с медным наконечником с железным покрытием, обеспечивающим лучшее из обоих вариантов.
6. Антистатическая защитаЭлектрические компоненты восприимчивы, особенно современные интегральные микросхемы, и статическая защита немного проблематична. Хотя большинство компонентов, используемых в домашних конструкциях, не подвержены статическому электричеству, но лишь немногие из них. Поэтому лучше рассмотреть паяльник со статической защитой.
7.ПодставкаЭто важный фактор, потому что после завершения работы вы должны поместить горячий утюг в безопасное место. Подставка для паяльника предотвратит скатывание формы паяльника и защитит от возможных травм, например ожогов.
Большинство держателей паяльника поставляются с губкой и поддоном, которые позволяют идеально чистить паяльник. Поскольку утюг достигает температуры около 300 ° C, важно убедиться, что он находится в надежном месте.
8.Свинцовый припой против бессвинцового припояОдним из важных моментов, которые следует учитывать при покупке паяльника, является материал, из которого изготовлен припой. Раньше припой состоял из Pb (свинца), олова (Sn) и других металлов в следовых количествах. Его часто называют свинцовым припоем. Но свинец вреден для нашего здоровья, и при воздействии больших количеств существует вероятность отравления свинцом. Однако свинец считается полезным материалом и идеально подходит для пайки, поскольку он имеет низкую температуру плавления, что помогает пользователю создавать прочные паяные соединения.
Из-за вредного воздействия свинца некоторые страны решили отказаться от использования припоя. В 2006 году RoHS (Европейский Союз принял Директиву об ограничении использования опасных веществ) ограничил использование свинца в качестве припоя в электрическом оборудовании и электронике. С тех пор бессвинцовый припой стал очень популярным и распространенным.
Бессвинцовый припой такой же, как и свинцовый аналог, за исключением того, что он не содержит свинца. Он состоит из олова и других микроэлементов, таких как медь и серебро.Этот тип припоя обычно маркируется символом RoHS, чтобы гарантировать подлинность.
9. Принадлежности для пайкиЕсли вы новичок и не имеете большого опыта в пайке, дополнительные аксессуары могут оказаться чрезвычайно полезными. Мы уже упоминали о некоторых дополнительных аксессуарах, которые указаны ниже…
- Припой: Легче всего работать с припоями 60/40 (свинец / олово), что означает 40% олова и 60% свинца, что является идеальной комбинацией электрического припоя.Они подходят как новичкам, так и профессионалам с продвинутыми навыками. Alpha Fry предлагает лучшие припои для сердечников, и все их продукты являются лучшими.
- Фитиль для припоя: Это один из лучших способов удалить излишки припоя с соединения. В отличие от других присосок для припоя, этот аксессуар впитывает расплавленный припой.
- Губка для чистки: Этот продукт полезен для чистки наконечника утюга во время пайки. Поскольку они являются мощными губками для чистки, они избавятся от коррозии, присутствующей на кончиках, которую обычная губка не может очистить.
- Тонировщик для жала: Полезно очистить и повторно залудить жало паяльника, которое часто становится черным и окисляется.
- Диагональные кусачки: Очевидно, что для обрезки выводов компонентов вам потребуются диагональные кусачки.
- Тиски: Помогают устойчиво удерживать работу. Это самый полезный и важный аксессуар, поскольку он обеспечивает надежные и надежные соединения.
- Рука помощи: Он удерживает компоненты вместе во время пайки.Он особенно хорош для небольших плат, поскольку он скрепляет все вместе при сращивании или заделке проводов.
- Flux Pen: Помогает растеканию бессвинцового припоя.
- Вакуумный насос для пайки или присоска для пайки: Помогает инструменту удалить любой припой, оставшийся при распайке компонентов. По сравнению с солнечными насосами, паяльная присоска / вакуум для припоя является лучшим вариантом.
- Паяльный коврик: Его нужно разместить на столе, на котором вы работаете.Он защищает рабочий стол от любых неудач при пайке.
Приобретая любую модель паяльника, убедитесь, что в комплекте есть запасные части, которые можно легко найти, когда вы захотите заменить. Хотя детали паяльника будут работать несколько лет, жала необходимо регулярно менять. Чтобы избежать ненужных затрат на обслуживание, ремонт или замену, лучше приобрести паяльник высокого класса с контролем температуры и дополнительными запасными частями.
11. Штепсельная вилка заземленияШтепсельная вилка паяльника с заземлением должна быть в комплекте с тремя контактами. Он защищает утюг от статических разрядов, которые могут повредить чувствительные электронные детали, если не паять.
12. БрендыЕсть несколько популярных электронных брендов, таких как Weller. Вместо того, чтобы выбирать модель без марочного знака, мы рекомендуем выбирать паяльник, обладающий прочностью и высоким качеством. Также важно следить за хорошей репутацией производителей в сфере поставок и обслуживания клиентов.Фирменные паяльники редко перегреваются, удобны в обращении и удобны в обращении.
13. Цена и бюджетПоследний, но не менее важный фактор, который следует учитывать при покупке паяльника, — это цена, которую вы можете потратить. Поскольку существует несколько моделей стоимостью от 10 до 200 долларов, вы можете легко выбрать любую в соответствии с вашими требованиями. Даже если у вас ограниченный бюджет, вы все равно можете приобрести очень хороший товар. Большинство пользователей выбирают паяльники среднего класса и по-прежнему довольны их долговечностью и качеством.
Паяльники различных типов Паяльникибывают нескольких типов, у которых есть свои достоинства и недостатки. Чтобы приобрести лучший, соответствующий вашим потребностям, лучше понять основные различия между ними. Некоторые паяльники сильно нагреваются и имеют быструю температуру плавления. В то время как другие разработаны, чтобы позволить пользователю регулировать температуру в соответствии с вашими требованиями. Исходя из ваших потребностей, вы должны выбрать подходящий паяльник. Существует несколько видов паяльников, о которых мы упомянули ниже для справки.
1. Простое железоЕсли вам нужна обычная форма паяльника, то этот вариант подойдет идеально. Обычно он работает на номинальной мощности от 15 до 35 Вт, что в значительной степени достаточно для выполнения основных электронных проектов и ремонта. В наши дни даже простые наборы для пайки поставляются с регулируемыми регуляторами температуры, что увеличивает их универсальность. Они подходят для обычных пользователей, которым нравится иметь их для выполнения небольшого ремонта. Они доступны по цене, просты и удобны в использовании, что делает их идеальными для простых электронных проектов DIY.
2. Паяльная станция Паяльные станцииимеют схему контроля температуры, дисплей, блок питания и паяльную головку с датчиком температуры. Они также поставляются с подставками, которые позволяют размещать или хранить утюг, когда он не используется. Влажная губка предназначена для очистки жала до и во время пайки. Некоторые дополнительные аксессуары также доступны в некоторых наборах для пайки, например, вакуумный насос, термофен и инструмент для вакуумного захвата.
Паяльный карандаш доступен в паяльной станции, которая обычно присоединяется к электростанции.Предусмотрены регулируемые элементы управления, позволяющие увеличивать или уменьшать температуру наконечника припоя в соответствии с вашими требованиями. Некоторые модели даже оснащены электронным контролем температуры, который позволяет устанавливать и поддерживать точную температуру жала паяльника.
Паяльные станции по цене немного дороже простого утюга. Паяльные станции подходят для большинства паяльных работ и очень тонких компонентов для поверхностного монтажа, даже таких небольших, как 0603 и 0805.
Некоторые паяльники поставляются с термостатом, который позволяет регулировать температуру бита. Это гарантирует, что температура постоянно поддерживается должным образом. Если тепло отводится без слишком сильного повышения температуры, в таких случаях можно использовать элемент более высокой мощности, чтобы обеспечить хорошую пайку.
Утюги с контролем температуры поставляются с возможностью регулировки, в то время как другие поставляются даже с индикацией температуры. Паяльники с контролем температуры лучше и подходят практически для всех паяльных работ.Однако они немного дороже.
3. Паяльник Паяльные пистолетыочень похожи на аккумуляторные ручные дрели. У них есть кончик с проволочной петлей, который быстро остывает. Так что кобуры не нужны. Благодаря высокой скорости охлаждения снижается вероятность травм или возгорания. Они подходят для энтузиастов DIY, поскольку активируются только при нажатии на спусковой крючок и имеют легкий захват.
Основным компонентом паяльного пистолета является трансформатор, способный преобразовывать 110 В переменного тока в более низкое напряжение.Трансформатор вторичной обмотки только однооборотный. Таким образом, вырабатывается очень низкое напряжение и ток в сотни ампер. Этот сильный ток проходит через медный наконечник. Из-за большой силы тока жало паяльника довольно быстро нагревается.
Паяльник прост в эксплуатации и имеет очень короткое время разогрева. Однако он не подходит для тонкой работы на печатных платах и точного обращения с тонкими паяными компонентами. Потому что они выделяют больше тепла, что также может повредить компоненты и печатную плату.Они подходят для работы с проволокой большого сечения. Ценовой диапазон паяльных пистолетов составляет от 20 до 70 долларов.
4. Переделка пайкиРемонт и доработка — это сложные задачи пайки. Обычно они используются на крупносерийных производствах и промышленных предприятиях. Паяльные системы имеют несколько наконечников, таких как термофен, термос-пинцет, паяльник, пистолет для распайки и другие. Их цена составляет от 250 до 2500 долларов. Среди всех брендов Pace считается одним из самых популярных.
ПаяльникProfessional поставляется со сменными жалами. Они потребляют мощность 50 Вт и более. Регулировка температуры позволяет установить наконечник на желаемый уровень. Варианты сменных насадок позволяют выбрать идеальный вариант в соответствии с вашими требованиями.
5. Пинцет для пайкиПинцет для пайки имеет два электронных вывода. Они способны работать с диодами, батареями, резисторами, конденсаторами и нишевыми предметами.Большинство пинцетов доступны отдельно, а другими можно управлять со станции. Пинцеты обычно имеют наконечники с подогревом, которыми нужно управлять вручную. Вам просто нужно слегка сжать, чтобы устройство заработало.
6. Паяльная горелкаПаяльная горелка работает на топливе или пропане. Он обеспечивает короткие выбросы тепла, которые в основном необходимы для плавления металлов. Чаще всего ими пользуются ювелиры. Они подходят для опытных пользователей, так как только профессионалы могут справиться с ними, не повредив их.Из соображений безопасности новичкам пробовать их не рекомендуется.
Как пользоваться паяльником?Паяльник — важный инструмент в мастерской, будь то изготовление ювелирных изделий, домашний ремонт или ремонт электронных схем. Хотя идея пайки может показаться сложной, с некоторой базовой информацией даже новичок сможет ее решить. Основные этапы пайки довольно просты. Мы упомянули их ниже для справки…
- Сначала необходимо нагреть паяльник до желаемой температуры.
- Используя губку для влажной чистки, очищайте жало паяльника перед использованием инструмента, а также в течение всего процесса.
- После того, как наконечник будет чистым, дайте ему коснуться объекта, который вы хотите припаять.
- По прошествии 2 секунд добавьте еще немного припоя в области соединения, где вы хотите соединить два объекта.
- Тепло превратит припой в жидкое и податливое вещество.
- Вместо того, чтобы нагревать припой нажатием на наконечник, позвольте теплопередаче припоя.
- Если вы поместите наконечник непосредственно на припой, это может привести к образованию хрупких соединений, которые могут не проводить электричество.
- После того, как припой расплавится и соединится с предметами, не трогайте заготовку, пока припой не остынет и соединение не станет прочным.
Так как жала паяльника могут нагреваться до температуры более 300 градусов, лучше использовать некоторые жала в качестве безопасных.Мы упомянули о них ниже для справки.
- Поскольку железные наконечники могут сильно нагреваться, мы рекомендуем не ткнуть им партнера.
- Обязательно намочите губку, чтобы очистить утюг. Хотя это кажется мелочью, если ее не соблюдать должным образом, вы можете повредить утюг. Сухой утюг не удалит коррозию паяльника, а повредит его. Каждый раз, когда вы поднимаете утюг для пайки, быстро проводите по нему влажной губкой. Это поможет паять намного быстрее и чище.
- Жало паяльника — не самая горячая часть паяльника. Требуется практика купола, чтобы научиться использовать правую часть железа для соединения. Если вы долгое время сидите на одном месте и ничего не течет, то сделайте шаг назад, очистите жало, снова добавьте припой на жало и снова начните пайку.
- Паяльник может только нагревать припой, он не может паять сам. Вы должны использовать утюг для обогрева двух вещей — доски и детали. Никогда не добавляйте припой к наконечнику и не трите им два предмета.Используя железную сторону, нагрейте две части и добавьте припой с противоположной стороны.
- Не пытайтесь достичь перфекционизма. Если паяный стык выглядит нормально, продолжайте. Не паяйте, не трогайте и не паяйте повторно. При повторной пайке тепло может вызвать нагрузку на печатную плату, что может привести к дальнейшему расслоению платы, контактных площадок, поднятию следов и разрушению платы.
- При пайке стыков термическим грузом дайте стыку нагреться еще 5–10 секунд. Если вы паяете большую часть контактной площадки с большим количеством меди, дайте утюгу нагреться еще несколько секунд, чтобы тепло проникло в деталь и образовало прочное соединение.Если железный наконечник кажется липким или вы видите шарик припоя на штыре, это означает, что тепла недостаточно. Обязательно удерживайте соединение в течение нескольких дополнительных секунд, чтобы припой правильно растекся.
По сравнению с паяльниками, паяльные пистолеты обеспечивают большее напряжение питания от 100 до 140 вольт. Более того, они позволяют пользователю работать даже в ограниченном пространстве, чего сложно достичь с помощью наборов для пайки.В отличие от паяльника, их наконечник имеет форму петли из медной проволоки, что обеспечивает отличную гибкость.
Паяльные пистолетыподходят как для металлических проектов, так и для массивных соединений, которые обычно требуют более легких прикосновений. А также идеально подходит для более тяжелых проводных работ, сложных электрических соединений и другой профессиональной работы.
В отличие от паяльных пистолетов, паяльники представляют собой фонари, что делает их пригодными для задач, требующих длительной пайки. Благодаря своей гибкости, они подходят для различных проектов, от домашних мастеров до тяжелых работ.Маленькие утюги подходят для более легких проектов по сборке и установке электроники. Их не нужно выключать или включать повторно, так как они будут оставаться горячими очень долго.
Ниже приводится разбивка каждого типа…
Паяльник:
- Для более тяжелых деталей
- Не много разновидностей
- Быстро нагревается
- Напряжение не выше, чем у паяльников
Паяльник:
- Медленно нагревается
- Имеет меньшее напряжение, чем паяльные пистолеты
- Подходит для проектов с низким энергопотреблением
- Есть много разновидностей и типов
Канифольный припой с сердечником лучше всего подходит для автомобильной проводки, поскольку в центре имеется флюс, который очищает поверхность провода для пайки. Припой обычно представляет собой комбинацию смешанных сплавов. В большинстве автомобильных приложений используется припой 60/40, который содержит 60% олова и 40% свинца.
2. Паяльник какой мощности подходит для обычного ремонта автомобильной проводки?Диапазон мощности большинства паяльников, используемых для электроники, составляет от 20 до 60 Вт.Утюги мощностью 50 Вт довольно распространены, поскольку они обеспечивают достаточно тепла для пайки печатных плат. Паяльники с более высокой мощностью, например от 40 до 60 Вт, намного лучше.
3. Как происходит разводка паяльника?Вы должны удерживать оба луженых провода друг на друге, а затем коснуться паяльником проводов. Этот процесс расплавит припой и нанесет должное покрытие на провода. Теперь снимите утюг и подождите несколько секунд, чтобы паяное соединение остыло и затвердело.Чтобы закрыть соединение, обязательно используйте термоусадочную пленку.
4. Опрессовка и пайка кабельных разъемов: что лучше?По сравнению с пайкой обжим обеспечивает более прочное и надежное соединение. В процессе пайки используется нагретый металл для соединения кабеля и разъема. Со временем присадочный металл может разрушиться, что может привести к нарушению соединения. Большинство электриков предпочитают опрессовывать проще, чем паять
. ЗаключениеМы предлагаем Комплект паяльника Anbes, 60 Вт, сварочный инструмент с регулируемой температурой .Этот чрезвычайно надежный, и если вы хотите недорогой, вы определенно можете сделать свой выбор среди всех них.
Эти продукты надежны и просты в использовании. Они работают лучше всего в стране и имеют удовлетворительные гарантийные характеристики.
Мы предлагаем вам просмотреть все продукты и сделать свой выбор с умом.
Как удалить припой? (Улучшенный способ)
О том, как удалить припой, удаление припоя с печатной платы может быть проблемой.Вы, конечно, можете оставить там припой. Если припой не вызывает коротких замыканий или структурных проблем, вы можете нагреть его до тех пор, пока он не расплавится, а затем протолкнуть компоненты. Припой по-прежнему будет работать. Вы даже получите к нему связь.
Однако, если старый припой вызовет проблемы, у вас нет другого выбора, кроме как удалить его. К счастью, у вас есть несколько вариантов удаления этого припоя, и для каждого из них требуется какой-то инструмент.
Это руководство покажет вам, как его удалить, надеюсь, оно будет полезным.
Как удалить припой с печатной платы
Независимо от вашего проекта, у вас есть несколько способов удалить припой с печатной платы или отпаять ее. Эти способы варьируются от механических инструментов до ручных, но все они справятся со своей задачей. Для большинства проектов своими руками вам понадобится только демонтажный насос и оплетка.
Также есть фитиль для припоя. Помимо этого, существуют методы для более специализированных задач и контекстов. В любом случае выбор инструмента часто сводится исключительно к личным предпочтениям.
1.1 Выберите метод удаления припоя
Независимо от инструмента, удаление припоя сводится к нескольким простым методам. У всех есть достоинства и недостатки. Часто ваш выбор сводится к тому, что вы распаиваете, насколько оно велико и где оно находится.
1.1.1 Шлифовка и очистка
Ваши основные методы демонтажа припоя — это шлифовка и соскабливание припоя. Эти методы займут некоторое время, но в большинстве случаев они будут работать. Кроме того, вам понадобится только нож, скребок или кирка.
Эти методы также являются наиболее контролируемыми и методичными. Все дело в ваших технических навыках. Единственный недостаток — усталость. Из-за этого большинство людей прибегают к шлифованию на заключительных этапах подготовки поверхности.
1.1.2 Обработка и фрезерование
Хотя вы захотите оснастить свой фрезерный станок микроскопом для обеспечения точности, вы можете отсверлить паяльную маску от печатной платы. На измельчение припоя уйдет гораздо меньше времени, но для этого потребуется высокий уровень навыков и опыта.
Сверло может врезаться в саму плату и повредить ее.
1.1.3 Химическая очистка
В этой технике используется жидкий химический растворитель, который необходимо наносить кистью или тампоном. Вы должны использовать эту технику только для удаления припоя с медных пластин или припойных поверхностей.
Даже в этом случае вы все равно захотите использовать малярную ленту или другой защитный материал для защиты вашей схемы. Растворитель разрушает припой, как средство для снятия краски, но он испортит основной материал, если вы позволите.
1.1.4 Микробластинг
Если вам необходимо удалить припой с большой площади поверхности, то вам нужно подвергнуть печатную плату микропескоструйной очистке.
В этом методе используются небольшие настольные системы, которые продвигают абразивные материалы в целевой области через наконечник в форме карандаша, который необходимо смыть после нанесения. Этот абразивный материал удаляет покрытие.
Как удалить припой из отверстий печатной платы
Вышеупомянутые методы работают с компонентами, монтируемыми на поверхность, но для пайки через отверстия требуется совсем другой подход.К счастью, у вас есть несколько полезных опций для распайки отверстий на печатной плате, независимо от того, хотите ли вы удалить компонент или излишки припоя.
2.1 Демонтажная лампа, насос или присоска для припоя
Также называемые присосками для припоя, лампы для демонтажа припоя в настоящее время являются наиболее популярным методом удаления припоя из отверстий на печатной плате. После закрепления и предварительного нагрева печатной платы и отверстия в тисках или держателе печатной платы вы отсасываете припой с платы, сжимая и затем выпуская лампочку из-за отверстия.
Чтобы предотвратить повреждение платы, вам следует время от времени повторно паять паяльник, так как этот метод также удалит припой с него.
Вы также можете приобрести эти инструменты с резиновой грушей или без нее. В этих демонтажных насосах плунжер заменяет колбу, но их работа идентична.
2.2 Сверло
Если вы не можете использовать лампочку по какой-либо причине, вы можете попробовать удалить припой из отверстий на печатной плате с помощью дрели или штифтовых тисков.
Сверление — еще один распространенный метод распайки, но вы должны использовать достаточно маленькое сверло из углеродистой, кобальтовой или быстрорежущей стали, так как большинство отверстий в печатной плате имеют диаметр 0,029 дюйма. Негабаритные биты удалят следы внутри отверстия и повредили доску.
2.3 Демонтаж оплетки / фитиля
Больше не используется в повседневной жизни, некоторые техники до сих пор пользуются старой доброй оплеткой для распайки. Эти жгуты из крошечных плетеных медных проводов впитывают любой ближайший припой после нагрева. Чтобы использовать оплетку, вы помещаете новую оплетку поверх отверстия или припой и затем нагреваете до насыщения.
2.4 Комплексные решения
Помимо вышеперечисленных методов, вы можете найти несколько комбо-юнитов. Эти инструменты объединяют инструмент для демонтажа припоя с паяльником. Вы можете получить их либо с помощью распайки, либо с помощью плунжера. Эти инструменты позволяют выполнять демонтаж, оставляя руки свободными.
Вы даже можете найти их полностью электронные версии, которые автоматически высасывают припой за вас. Есть также несколько моделей, которые предназначены только для удаления припоя.
Как удалить припой без фитиля
Упомянутые выше методы являются наиболее распространенными способами удаления припоя с печатной платы, но это ни в коем случае не единственный способ сделать это.
Например, вам не нужен настоящий фитиль. Вам понадобится все, что впитает расплавленный припой. Подойдет любой многожильный провод, например старые кабели Ethernet категории 5. После снятия изоляции и скручивания проводов следуйте стандартным процедурам использования фитиля для припоя.
Если вам нужно что-то более эффективное, вы можете окунуть самодельный фитиль в припой перед его использованием.
Если у вас нет многожильных кабелей, вы можете вместо этого вытолкнуть припой тонким стержнем. Вы проталкиваете стержень через трюм, нагревая его с другой стороны, а стержень позаботится обо всем остальном.
Чтобы предотвратить пайку стержня, вам понадобится что-то, что не поддается пайке, например угольный грифель, нержавеющая сталь или деревянные зубочистки.
Как удалить припой без паяльника
До сих пор мы предполагали, что у вас есть паяльник и вы знаете, как им пользоваться. Однако что делать, если вы этого не сделаете? Для большинства этих техник утюг не требуется. Хотя они делают работу с припоем более удобной и быстрой, но в них нет необходимости.
Паяльник — это не более чем нагретый кусок металла. Таким образом, вы можете заменить его любым другим нагретым куском металла. Для этого отлично подойдут две длинные отвертки с плоской головкой и пропановая горелка.
Как правило, у вас будет одна отвертка, которую вы не добываете, обесцвеченная, а другая, на ваш взгляд, покрытая припоем.
Затем нагрейте отвертку для замены железа, пока она не станет красной, а затем используйте ее, как любой другой паяльник. Вы должны сделать это достаточно близко к области пайки, чтобы можно было использовать отвертку, прежде чем она остынет.
Вы используете другую отвертку как фитиль. Расплавленный припой должен легко прилипать к холодной отвертке.Только не используйте фитиль для отвертки, чтобы взломать припой, так как это может повредить вашу печатную плату и компоненты. Вы можете нагреть отвертку, чтобы счистить припой.
Как удалить старый припой
По мере старения припоя его становится все труднее расплавить, особенно при использовании необходимого паяльника и присоски для припоя. Однако самое замечательное в припое заключается в том, что он не изменился с момента его изобретения.
Конечно, материалы, которые мы используем, были изменены для улучшения соединений, но современный припой плавится так же, как старый припой.Таким же образом удаляется старый припой. Вы наносите новый слой припоя, и в конечном итоге тепло расплавит старый материал под ним.
Затем вы удалите его любым из способов удаления припоя, упомянутых выше.
Как удалить флюс для припоя
В зависимости от используемого припоя вы можете увидеть небольшое скопление флюса вокруг области пайки. Этот флюс в основном безвреден, так что вы можете оставить его там, но вы можете очистить его с помощью простой техники.
Как работает этот метод, будет зависеть от вашего припоя и флюса, поэтому вам нужно будет проверить документацию производителя.Некоторые эксперты говорят, что для удаления неочищенного флюса можно использовать изопропиловый спирт или дистиллированную воду, но это сопряжено с определенными рисками.
Вы также можете использовать одно из многих химических очистителей для флюса, представленных на рынке. Все они продаются в аэрозольных баллончиках, таких как лак для волос или крем для бритья.
После распыления флюса вы можете использовать жесткую щетку и набор зубочисток, чтобы удалить флюс из трещин и щелей. Когда вы закончите, вы можете использовать ватный тампон, чтобы высушить остатки чистящего средства и флюса.
Вы можете повторять процесс, пока не удалите все, вплоть до использования сжатого воздуха по мере необходимости.
Заключение
Хотя большая часть старого припоя не повредит вашу печатную плату или схему, бывают случаи, когда вам нужно тщательно очистить печатную плату от припоя. Для удаления припоя необходимо использовать инструмент для удаления припоя в сочетании с паяльником.
Когда у вас будут готовы все инструменты, вы можете приступить к удалению припоя с ваших плат и компонентов.Если вам нужна помощь в выборе подходящего инструмента для распайки для вашего проекта или инструкции по его использованию, пожалуйста, свяжитесь с нами.
Пайка металлов
Пайка
Мягкий припой в основном используется для соединения меди и латуни там, где требуется герметичное соединение, а иногда и для подгонки соединений для повышения жесткости и предотвращения коррозии. Мягкая пайка обычно выполняется только при мелких ремонтных работах. Мягкий припой также используется для соединения электрических соединений.Он образует прочный союз с низким электрическим сопротивлением.
Мягкая пайка не требует нагрева газовой горелки с кислородом и может выполняться с использованием небольшой пропановой горелки или горелки MAPP®, электрического паяльника или, в некоторых случаях, паяльного котла, который нагревается от внешнего источника. , например духовка или горелка. Мягкие припои — это в основном сплавы олова и свинца. Процентное содержание олова и свинца значительно различается в различных припоях с соответствующим изменением их температур плавления в пределах от 293 ° F до 592 ° F.Половина (50/50) — самый распространенный припой общего назначения. Он содержит равные части олова и свинца и плавится примерно при температуре 360 ° F.
Чтобы получить наилучшие результаты по передаче тепла при использовании электрического паяльника или паяльной меди, наконечник должен быть чистым и иметь на нем слой припоя. Обычно это называют лужением. Горячее железо или медь следует обработать флюсом и протереть припоем по наконечнику, чтобы образовался яркий тонкий слой припоя.
Флюс используется с мягким припоем по тем же причинам, что и при пайке.Он очищает соединяемую поверхность и способствует притоку капилляров в стык. Большинство флюсов следует удалять после завершения работы, поскольку они вызывают коррозию. Электрические соединения следует паять только мягким припоем, содержащим канифоль. Канифоль не разъедает электрические соединения.
Пайка алюминия
Пайка алюминия очень похожа на пайку других металлов. Требуется использование специальных алюминиевых припоев и необходимого флюса.Пайка алюминия происходит при температуре ниже 875 ° F. Пайка может выполняться с использованием кислородно-ацетиленовой, кислородно-водородной или даже воздушно-пропановой горелки. Нейтральное пламя используется в случае оксиацетилена или окси-водорода. В зависимости от типа припоя и флюса можно паять наиболее распространенные алюминиевые сплавы. Имея более низкую температуру плавления, используется наконечник на один или два размера меньше, чем требуется для сварки, а также настройка мягкого пламени.
Конфигурации стыков для пайки алюминия соответствуют тем же правилам, что и для любого другого основного материала.Соединения внахлест предпочтительнее тройников или стыков из-за большей площади контакта с поверхностью. Однако такие детали, как трубы теплообменника, являются частым исключением из этого правила.
Обычно детали очищают, как при сварке или пайке, и наносят флюс в соответствии с инструкциями производителя. Детали равномерно нагреваются с внешней оболочкой пламени, чтобы избежать перегрева флюса, и припой наносится аналогично тому, как это делается для других основных металлов. Очистка после пайки может не потребоваться для предотвращения окисления, поскольку некоторые флюсы не вызывают коррозии.Однако после пайки всегда рекомендуется удалять все остатки флюса.
Пайка алюминия обычно используется в таких приложениях, как ремонт теплообменников или сердечников радиаторов, первоначально с использованием пайки. Однако его нельзя использовать в качестве ремонта, заменяющего пайку или сварку.
Серебряная пайка
Серебряный припой в основном используется в авиастроении при производстве кислородных трубопроводов высокого давления и других деталей, которые должны выдерживать вибрацию и высокие температуры.