АНОДИРОВАНИЕ АЛЮМИНИЯ в домашних условиях [своими руками]
[Анодирование алюминия в домашних условиях] своими руками необходимо, если вы хотите, чтобы материал бы защищен от коррозии и прослужил как можно дольше.
Алюминий очень часто используется в домашнем производстве и быту, поэтому знать, как обеспечить его защиту своими руками, не прибегая к помощи специалистов, будет полезно каждому.
Благодаря анодированию на поверхности металла появляется плотная и толстая окисная пленка, которая защищает его от коррозии и других негативных факторов воздействия природной среды.
Наиболее прочную и стойкую пленку вам поможет создать технология тонкослойного анодирования, о которой вы узнаете в этой статье.
Подготовка к анодированию
Своими руками анодирование может провести любой, однако нужно создать минимальные меры предосторожности, прежде чем начинать работу. Лучше всего, чтобы процесс проходил на открытом воздухе: на улице или хотя бы на балконе.
Также нужно подумать о самозащите, т.к. в ходе анодирования вы будете иметь дело с кислотой, а это химическое вещество, которое способно вызвать неприятный зуд при попадании на кожу, и куда более тяжелые травмы, если попадет на слизистую оболочку глаз.
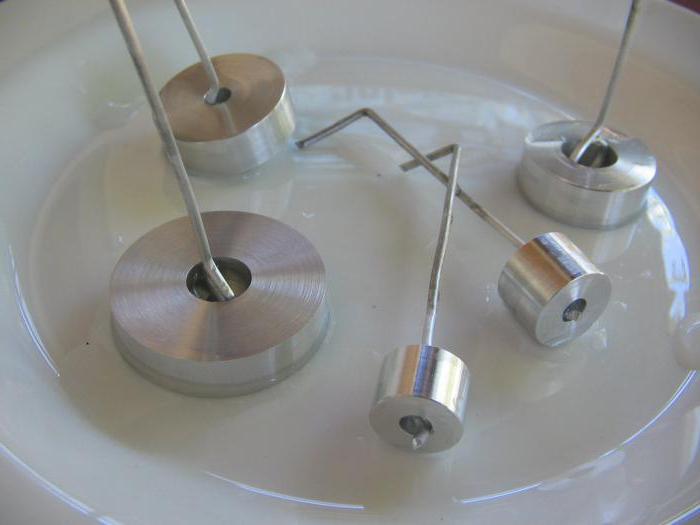
Процесс анодирования своими руками вы можете увидеть на фото.

Лучше всего заниматься анодированием в защитных очках и заранее подготовить воду или слабый содовый раствор, чтобы, в случае чего, сразу же промыть участок, на который попала кислота.
Анодирование ни в коем случае нельзя проводить в закрытом помещении, т.к. вы будете иметь дело с выделениями кислорода и водорода, которые появляются на аноде и катоде.
В результате получится электрохимическое соединение по свойствам аналогичное динамиту.
Если создавать подобное электрохимическое соединение в закрытом пространстве, то для серьезных травм и даже смерти будет достаточно одной искры, которую выделяет электрохимическое соединение.
Прежде чем приступать к работе, учитывайте размер деталей: после процесс анодирования они увеличатся в размере как минимум на 0.5 мм – такова толщина защитного слоя, который создается в ходе процесса.
Если до анодирования детали закручиваются впритирку, то после его окончания они, скорее всего, совсем не будут закручиваться и вся работа пройдет зря.
Поэтому проследите, чтобы материалы свободно двигались до начала анодирования, чтобы потом не пришлось начинать заново всю работу, т.к. шлифовать анодированную поверхности практически бесполезно.
Однако можно отполировать детали с помощью полировочного круга так, чтобы они приобрели зеркальный блеск. Это вполне можно сделать своими руками.
Благодаря этому процессу изделия будут выглядеть лучше, а также уменьшиться вероятность прогара, который нередок при анодировании.
Кроме того, технология анодирования никак не влияет на дефекты деталей – если они есть, то и после окончания работ останутся заметны.
Гальваника – необходимый этап, предшествующий основной работе. Перед ней металл нужно тщательно обезжирить. Для этого лучше использовать хозяйственное мыло и щетку.
Некоторые советуют подержать металл в натрии или калии, но от этого поверхность может испортиться. Нужно промыть изделия попеременно сначала в горячей, а затем в холодной воде.
Видео:
В пластиковую емкость нужно добавить стиральный порошок и растворить его в горячей воде, а затем засыпать туда детали и потрясти их. После промывки нужно высушить твердое тело деталей под горячим воздухом.
Чтобы провести анодирование, вам понадобится электролит, который можно сделать своими руками. Для домашнего изготовления чаще всего используют серную кислоту, которую разводят в дистиллированной воде.
Купить и воду, и кислоту вы сможете в любом магазине автозапчастей, чтобы не тратить время на их самостоятельное изготовление.
Нужно только учитывать, что в магазинах кислота выпускается разбавленной, поэтому пропорции для смешивания жидкости должны быть 1:1. Процесс анодирования требует около 10 литров электролита для мелких деталей и 20 – для крупных.
Следовательно, вам понадобится 5 литров раствора и 5 литров воды, чтобы получить нужное количество.
Вливать воду в кислоту нужно постепенно, тонкой струей, т.к. жидкость моментально нагревается и при большом потоке просто закипит и начнет брызгать. Не забывайте размешивать смесь с помощью стеклянной палочки и надеть очки перед работой.
Если кислота попала на кожу или одежду, то ее нужно удалить с помощью воды, а затем промыть участок содовым раствором.
Этапы работ
При проведении анодирования деталей, температура должна оставаться в следующем диапазоне: от -10 до + 10 градусов.
Если она будет ниже, то напряжения у блока питания будет недостаточно, чтобы поддерживать нужную силу тока, а если выше, то не сформируется твердое защитное покрытие – оно будет мягким и бесцветным и не сможет защитить металл.
Лучше всего заканчивать анодирование, когда температура достигла +5 градусов, т.к. в углах ванны и на поверхности предмета будет разная температура, а процедура анодирования позволяет выделять достаточное количество тепла.
Кроме того, процесс перемещения электролита должно быть постоянным: мешать его можно с помощью воздуха, ложки или насоса, чтобы температура на поверхности обрабатываемого изделия и алюминия была примерно одинаковой.

Разница же температур приведет к тому, что некоторые участки детали перегреются, а затем на них появятся пробои или случится растрав изделия.
Чтобы провести твердое анодирование под золото, вам понадобится специальное оборудование. Чаще всего это несколько ванн, в одной из которых будут обрабатываться детали из алюминия, а другая – маленькая емкость.
Для нее можно использовать пищевые контейнеры или пластиковые горшки. Стенки и дно ванн нужно покрыть алюминиевыми листами, либо сделать из них специальную выкройку и согнуть ее так, чтобы получилась емкость.
Это нужно, чтобы создать равномерную плотность тока с каждой стороны изделия.
Корпус ванны должен обладать хорошей теплоизоляцией, иначе электролит будет нагреваться слишком быстро, и жидкость придется постоянно менять.

Проще всего создать теплоизоляционный слой, оклеив стенки пенопластом толщиной 2-4 см, либо залить промежутки пеной для строительства.
После того как вы залили в ванну электролит, на выход нужно поставить блок питания, генерирующий ток. Чтобы регулировать силу подачи тока, присоедините резистор к цепи.
Если контакт качественный, то вы увидите кислородные пузырьки, которые будут появляться по всей поверхности изделия. Они небольшие по диаметру и по течению напоминают струи дыма.
Длительность этого процесса зависит от скорости окраски деталей – под золото или в другой цвет. Окрашивание в цвет будет заметно визуально, поэтому никаких других приспособлений не требуется.
Скорость окрашивания под золото, в черный цвет и другие оттенки зависит от размера детали: для маленьких объектов это около 20-30 минут, для больших – 60-90 минут.
После того как вся деталь приобретет нужный цвет, достаньте ее из емкости и промойте под холодной водой, а затем протрите ваткой, смоченной в растворе марганцовки – это поможет удалить лишние микроэлементы, получившиеся в ходе реакции, но поможет сохранить цвет под золото или другой.
После изъятия детали, она должна иметь светло-серый цвет, быть гладкой и блестящей.
Видео:
В зависимости от режимов анодирования, изделия могут приобрести различный цвет: серый, темно-матовый, золотой и т.д. Чтобы дополнительно окрасить детали, нужно поместить их в анилиновый краситель, который нагреет деталь до 50-60 градусов.
Перед тем как начинать цветное анодирование, нужно отфильтровать раствор, чтобы на поверхности деталей не образовались пятна, которые появляются от оставшихся мелких крупинок красителя.
Чтобы окрасить изделия и получить нужный цвет, обычно достаточно 15-20 минут.
После того как необходимый цвет (черный, под золото и др.) и защитный слой правильной консистенции (твердый и блестящий) получен, нужно дополнительно зафиксировать его, чтобы со временем он не слез.
Поскольку анодирование под золото создает пористую структуру материала, которая не устойчива к химическим воздействиям, хоть и тщательно защищена от механических воздействий.
Технология закрытия микропор на металле может быть различной. Легче всего проварить анодированные детали в воде на плите в течение 30 минут. Для варки лучше всего использовать дистиллированную воду, т.к. она придаст материалу больше защитных свойств.
Другой способ: сделать для деталей паровую баню, в которой они должны находиться также не менее получаса.
Технология работы с алюминием может несколько отличаться, в зависимости от типа детали и материала, но в целом все этапы анодирования материала выглядят подобным образом.
Видео:
Отличия могут быть в температуре электролита, однако рекомендуется следовать в этом приведенным цифрам, т.к. в ином случае защитные свойства материала будут недостаточны, либо вы получите не тот цвет, который вам был нужен.
Если вы проводите анодирование под золото и другие цвета, то лучше всего выбирать холодный способ, т.к. в этом случае слоя покрытия будет более толстым, а сами детали приобретут красивый цвет: под золото, черный или другие оттенки, а также будут блестеть.
Анодирование алюминия в домашних условиях
В защите от ржавчины и коррозии нуждается каждый металл, в том числе и алюминий, который очень часто используется обывателями в домашних условиях. Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Содержание:
- Вопросы безопасности
- Подготовительные работы
- Изготовление электролита
- Режимы обработки
- Ванна для анодирования
- Процесс анодирования
Вопросы безопасности
Провести качественно анодирование в домашних условиях — несложно. Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза — может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.
Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде — водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Подготовительные работы
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра. А шлифовать анодированную практически невозможно.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности — они будут заметны и на обработанном изделии.
Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Изготовление электролита
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду — очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.
Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Режимы обработки
Температура процесса анодирования металла составляет -10 — +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем — пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 — 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
Ванна для анодирования
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Процесс анодирования
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально — по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий — час-полтора.
После того, как деталь полностью покроется налетом серо-голубого цвета, её следует достать из ванной, вымыть под струей холодной воды и протереть ваткой, что смочена в крепком марганцовом растворе, для удаления побочных продуктов реакции. Поверхность должна быть блестящей, светло-серой, гладкой.
После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса. Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.
Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
Анодирование алюминия в домашних условиях: технология процесса :: SYL.ru
Внешняя обработка металлических сплавов широко применяется в различных сферах с целью обеспечения декоративных и защитных свойств. Анодирование (анодное окисление или оксидирование) также позволяет наделять конструкции и детали особыми эстетическими или технико-эксплуатационными качествами путем образования пленочного покрытия. Обычно такие процессы организуются на производствах и в строительной сфере, но и в быту возможно упрощенное анодирование алюминия. В домашних условиях данный процесс организуется с помощью доступных химических материалов и соответствующей технической оснастки.

Общие сведения о технологии
Процесс анодирования состоит из нескольких технологических этапов, среди которых механическая и химическая подготовка, непосредственно создание покрытия и при необходимости – коррекция и доработка изделия. Первичная механическая обработка выполняется с целью ликвидации царапин, рисок, вмятин и других дефектов на поверхности, которые не позволят качественно выполнить операцию. В частности, цветное анодирование алюминия требует обеспечения максимальной гладкости поверхностей заготовки, что позволит ей придать естественный блеск с отливом. Обработка производится путем шлифования и полировки, но от крупных абразивов стоит отказаться. Оптимальным вариантом станут фетровые и войлочные круги. Уже на этом этапе можно предусмотреть элементы химической подготовки – например, в качестве полировочных паст задействуется венская известь или та же окись алюминия. Иногда производится и химическая электрополировка на специальном оборудовании.
Что касается прямой химической подготовки, то она выполняется посредством операций обезжиривания, травления и осветления. Уже в процессе анодирования может производиться окрашивание или уплотнение. Опять же, в бытовой сфере данный метод обработки чаще используется для декоративного изменения цвета. Анодирование алюминия позволяет наделять заготовку светло-серым, черным, красным, синим и другими оттенками. Отдельную категорию палитры занимают имитирующие цвета – например, с эффектом старения или «под бронзу».

Подготовка электролита
В домашних условиях, как уже говорилось, в силу ограничения доступности химических материалов приходится использовать упрощенные методы организации процесса. Главным образом компромисс приходится на этап подготовки электролита. Чаще всего домашние умельцы применяют для таких целей раствор серной кислоты, разбавленной в дистиллированной воде. Можно ограничиться и водой из крана, но цветное анодирование алюминия в этом случае может получиться некачественным – в частности, с явными признаками неравномерности покрытия. Только дистиллированная жидкость позволит обеспечить распределение оптимальной плотности токов по всей поверхности детали.
Серную же кислоту можно приобрести в автомагазинах. Она продается открыто для заправки аккумуляторных блоков электролитической смесью. Приобретать следует составы для свинцовых батарей, которые реализуются в разбавленном состоянии с плотностью порядка 1,27 грамма на 1 м3. Смешивать такую кислоту с дистиллированной водой нужно в соотношении 1:1. То есть при подготовке электролита с заполнением 10-литровой ванны потребуется канистра серной кислоты объемом 5 л и столько же чистой воды. И уже на этапе разбавления двух компонентов стоит учитывать технику безопасности, с которой выполняется анодирование алюминия. В домашних условиях без специальной защиты можно получить ожоги в процессе смешивания воды и серной кислоты. Резкое добавление жидкости в агрессивную среду спровоцирует кипение с выбросом брызг. Поэтому важно организовать добавление воды в кислоту таким образом, чтобы вода лилась медленно и тонкой струйкой.
Подготовка емкости для анодирования

Анодирование производится в емкости с электролитом, подготовкой которой следует заняться в отдельном порядке. Для больших конструкций или деталей нужно использовать ванну, причем тоже изготовленную из алюминия. Небольшие по размеру заготовки обрабатываются в контейнерах, горшках или тазах, которые могут быть выполнены из пластиков. Иногда неподходящие по характеристикам емкости дополнительно покрываются листами данного металла. Оптимально, если дно и стены будут герметично покрыты алюминиевым слоем. Это позволит равномерно распределить ток с охватом всех сторон заготовки. Далее емкость следует теплоизолировать уже с наружных сторон. Дело в том, что анодирование алюминия в домашних условиях не позволяет точно регулировать тепловой режим корпуса емкости и его содержимого. Поэтому следует заранее выполнить утепление конструкции с помощью пенопласта толщиной 2-3 см. Если планируется регулярно применять анодирование, то можно подготовить специальную ванну с фиксацией на профильном герметичном каркасе и заливкой монтажной пеной.
На заключительном этапе подготовки емкости изготавливается свинцовый катод, который будет подключен к ванной. В этой части надо учитывать, что площадь электротехнического элемента должна вдвое превышать целевую площадь анодирования алюминия. Своими руками катод можно выполнить из листового свинца, снятого с защитной оболочки толстого кабеля. Также в этом элементе должны быть предусмотрены небольшие отверстия, которые позволят выпускать газ в процессе обработки.
Закрепление детали
Перед началом процесса анодирования деталь должна быть прочно зафиксирована на подвесных приспособлениях для более плотного электрического контакта. В качестве подвесных устройств рекомендуется использовать алюминиевые конструкции или сплавы на основе титана с дюралем. Само крепление может производиться с помощью винтовых или пружинных зажимных механизмов. Для дополнительной страховки нередко применяют и алюминиевую тугую проволоку. Участки конструкции, которые не будут участвовать в контакте, необходимо изолировать. Это можно сделать или посредством ленты из полиэтилена, или с помощью кислотостойкого лака. Второй метод требует дополнительной осторожности, поскольку цветное анодирование алюминия в домашних условиях предусматривает максимальное исключение факторов стороннего влияния на поверхности заготовки. То есть обработка лаком должна быть произведена заблаговременно с полным просыханием поверхности. Также следует учитывать, что неплотный контакт подвесной системы с целевым материалом может вызвать перегрев последнего. Данный эффект, в свою очередь, приведет к разрушению оксидного покрытия и снижению прочности нанесенной пленки.
Оптимальный режим обработки
Оптимальный температурный режим для оксидирования находится в диапазоне от -10 до 10 °C. Выход за эти пределы предполагает определенные риски с точки зрения получения качественного цветного покрытия. Так, низкая температура не позволит домашней электротехнической системе поддерживать достаточную для обработки силу тока. И напротив, увеличение теплоты даст возможность сформироваться плотному слою, но пленка может получиться не столь выразительной в своем оттенке. Впрочем, анодирование алюминия в домашних условиях в черный или светло-серый цвета вполне может выполняться и в повышенном термо-режиме. Другое дело, что уже механическое состояние поверхностной структуры заготовки будет отличаться на разных участках. Это происходит из-за того, что имеет место неравномерность распределения тепла по всему объему электролита. Уделять внимание также следует и плотности тока на аноде. Рекомендуется поддерживать величину в пределах 1,6 — 4 Ампер на 1 дм2. При такой подаче тока можно получить плотно окрашенный долговечный защитный слой. Понижение этого показателя обеспечит тонкий слой, а повышение будет способствовать растравлению изделия.
Процесс анодирования

К моменту начала процесса должна быть подготовлена емкость, катод с блоком питания, целевая деталь, подвесная конструкция и электролитическая смесь. Для регулировки силы тока необходимо подключить к электротехнической цепи переменный резистор. В емкости должны находиться два объекта – подготовленный катод из свинца и заготовка. При подаче тока начнется процесс выделения кислорода и деталь будет получать прирост защитного слоя. Об эффективности реакции можно судить по интенсивности выделения микропузырьков кислорода, которые будут медленно отходить от поверхности заготовки. Что касается времени обработки, то стандартная технология анодирования алюминия для небольших элементов предусматривает 20-30 мин. Крупные заготовки обрабатываются в течение 30-60 мин. Когда деталь обретет темно-матовый цвет, ее можно погрузить в раствор с анилиновым красителем с нужным оттенком. На окрашивание отводится еще в среднем 15-20 мин.
Закрепление результата анодирования
Когда деталь обретет необходимый цвет, новый слой на поверхности нужно будет зафиксировать. Потребность дополнительного укрепления обусловлена тем, что анодированное покрытие имеет пористую структуру, легко проницаемую для воды и воздуха. Поэтому сразу после окрашивания следует обеспечить закрытие микропор. Простейший метод для достижения этого эффекта заключается в процессе варки в дистиллированной кипящей воде. На эту процедуру следует отводить порядка 30-40 мин. Но если процесс анодирования алюминия осуществлялся при низком температурном режиме, то лучше от этого способа отказаться в пользу паровой бани. Деталь удерживается под интенсивным воздействием парогенератора также на протяжении 30 мин, после чего промывается и сушится.

Альтернативные методы
В данном случае был рассмотрен простейший метод оксидирования сернокислотным электролитом. Но если требуется получить более качественное покрытие, то можно воспользоваться и технологией анодирования алюминия в сульфосалициловой кислоте, которая образует тонкие, но плотные слои покрытия. Это обусловлено тем, что электролит оказывает минимальное воздействие на металл с точки зрения его растворимости. Но и данный эффект при необходимости можно восполнить, добавив в активную смесь ту же серную или щавелевую кислоту. Распространена и обработка в двухкомпонентных сульфосалицилатных средах. Она, напротив, благодаря медленному повышению температуры анода позволяет при сохранении небольшой силы тока наращивать толстые и прочные покрытия.
В качестве альтернативы можно предложить и так называемый метод холодного оксидирования. В этом случае процесс происходит в условиях температуры ниже нуля. Уже отмечались риски при использовании пограничных температурных значений, но этот вариант себя оправдывает, когда нужно получить не декоративное, а защитное основание на поверхности. Иными словами, холодное анодирование алюминия при температурном режиме порядка -10 °C не позволит обеспечить детали выраженный декоративный оттенок, но зато сделает прочнее ее наружную структуру. Но, опять же, этот метод потребует использования электротехнического оборудования, которое сможет стабильно поддерживать ток под напряжением более 12В.
Техника безопасности
Как уже отмечалось, особые требования безопасности следует соблюдать в операциях с электролитом. Желательно работать в перчатках и защитных очках. Рабочая воздушная среда при этом тоже будет представлять опасность, поэтому организовывать процесс следует в помещении с активной приточно-вытяжной системой вентиляции. Все емкости с взрывоопасными и горючими смесями должны быть удалены от ванны и электротехнического оборудования, обеспечивающего процесс анодирования алюминия. В домашних условиях также имеет смысл проводить операцию с наличием ручных средств огнетушения. Отдельное внимание уделяется и последующей чистке оборудования. Емкость и вспомогательную оснастку следует промыть в специальных растворах, а остатки электролита утилизировать.
Заключение
Оксидирование металлов кислотами в основном используется как обрабатывающая процедура в производственных условиях. Но в последнее время к ней все чаще присматриваются и простые обыватели. Для чего же может потребоваться в бытовой сфере такое покрытие? Анодирование алюминия позволяет изменять эстетические качества материала, но в большинстве случаев технологию используют с практическими целями защиты. Качественный оксидированный слой на поверхности металла позволяет минимизировать процессы коррозии. В случае с алюминием это могут быть детали автомобилей, инженерной техники, листы кровельных покрытий и элементы других строительных конструкций. Существуют и менее сложные способы подобной защиты, но электрохимическая обработка путем анодирования обеспечивает повышенную степень предохранения структуры металла от внешних воздействий.
Анодирование алюминия в домашних условиях – подробное описание технологии
 Этот металл (в чистом виде или его сплав) является наиболее удобным для различного рода поделок, поэтому и пользуется популярностью у «домашних умельцев». Несмотря на множество достоинств, есть у алюминия и существенный недостаток – он быстро вступает в реакцию с воздухом (окисляется), что приводит к образованию своеобразного налета, который усложняет процесс окрашивания заготовок. А их «первозданный» вид мало кого устраивает из-за своей непривлекательности.
Этот металл (в чистом виде или его сплав) является наиболее удобным для различного рода поделок, поэтому и пользуется популярностью у «домашних умельцев». Несмотря на множество достоинств, есть у алюминия и существенный недостаток – он быстро вступает в реакцию с воздухом (окисляется), что приводит к образованию своеобразного налета, который усложняет процесс окрашивания заготовок. А их «первозданный» вид мало кого устраивает из-за своей непривлекательности.
Прежде чем рассматривать процесс анодирования алюминия, следует понять, для чего оно проводится. Ведь при окислении на поверхности металла появляется тончайшая пленка, которая выполняет и функцию защиты. Все дело в том, что она непрочная и довольно легко повреждается. Поэтому смысл описываемого процесса состоит в том, чтобы ее укрепить (усилить). В этом плане анодирование сходно с таким не менее известным процессом, как воронение методом окисления (об этом можно прочитать здесь). Поэтому эту технологию называют еще анодным оксидированием.
Она применяется не только по отношению к алюминию, но и к некоторым другим металлам. Например, магнию, титану.
Что дает анодирование
- Укрепляет поверхностный слой.
- Делает невидимыми дефекты основы в виде царапин, точечных повреждений. Другими словами, «сглаживает» металл и придает ему однородность.
- Краска на алюминий ложится значительно лучше и равномернее.
- Внешний вид деталей делается более привлекательным.
- Возможность придать металлу различный оттенок и имитировать серебро, золото или, например, жемчуг. Хотя применение анилиновых красителей значительно расширяет спектр.
Анодирование «холодное»
 Наиболее часто применяемая методика, тем более что больших сложностей такой способ не представляет. Есть еще обработка алюминия «теплая», но такая технология менее эффективна и в последнее время, особенно в быту, не используется.
Наиболее часто применяемая методика, тем более что больших сложностей такой способ не представляет. Есть еще обработка алюминия «теплая», но такая технология менее эффективна и в последнее время, особенно в быту, не используется.
Достоинства
- Возможность получения достаточно толстого поверхностного слоя, что достигается разной скоростью нарастания и растворения оксидной пленки соответственно с внутренней и наружной ее стороны. Особенность методики в том, что процесс осуществляется в температурном диапазоне от – 10 до +10 ºС. Отсюда и ее название
- Высокая прочность такого покрытия.
- Повышение антикоррозийной устойчивости металла.
Недостатки
Он один, и довольно относительный. Дальнейшее покрытие красителями с органической основой становится довольно сложным. Материал, в зависимости от структурного состава (если речь идет о сплаве или характеристиках самого алюминия) в процессе анодирования окрашивается естественным путем. Оттенок может быть любым – от оливкового (с примесью «зелени») до темного (серого или черного).

Что понадобится
- Ванночки. Из алюминия – для анодирования; стеклянные или пластиковые – 2 штуки – для приготовления растворов.
- Соединительные провода (также алюминиевые).
- Источник напряжения +12 В (АКБ или выпрямитель).
- Реостат (если питание от аккумулятора или другого устройства с нерегулируемым «выходным» параметром).
- Амперметр.
Технология анодирования
На производстве для анодирования металлов используется раствор серной кислоты. Но такая методика небезопасна, так как сопровождается бурным газовыделением. Даже малейшая искра может привести к взрыву этой смеси. Суть процесса несложно понять по схеме, но в бытовых условиях кислотой редко кто пользуется, хотя методика остается прежней (разница только в том, что свинцовая пластина отсутствует). Поэтому рассмотрим более простой способ работы с алюминием.
 Приготовление растворов
Приготовление растворов
 Приготовление растворов
Приготовление растворовИх готовится два (в разных емкостях). Они служат альтернативой кислоте. Один – из пищевой соли, другой – из соды питьевой. Используется только чистая, дистиллированная, причем теплая вода. По объему содового раствора понадобится в 9 раз больше; в соответствие с этим и подбирается посуда.
После тщательного перемешивания (до полного растворения веществ) раствору нужно дать отстояться, а потом он сливается в другую посуду так, чтобы в нее не попал осадок, и фильтруется. Качество анодирования во многом зависит от «чистоты» растворов.
Непосредственно перед анодированием они смешиваются в алюминиевой посуде в соотношении 9 к 1 (содовый + соляной).
Подготовка детали
Коротко этот этап работы можно выразить так: очистка поверхности – ее обработка (шлифовка) – обезжиривание заготовки.
Если на детали будут какие-либо заметные дефекты, то полученный слой их не скроет (толщина покрытия не более 0, 05 мм).

Анодирование
Понятно, что заготовка должна быть полностью погружена в приготовленную жидкость, полученную путем смешения исходных растворов. Естественно, деталь должна на чем-то висеть, не касаясь дна посуды. Как это сделать, каждый решает сам. Например, рядом с ванночкой крепится стойка, на которой и подвешивается образец. Нужно подумать, за что и как его «подцепить»? Ведь в этом месте после анодирования останется пятно. Понимая это, конкретное решение принять несложно, сообразуясь с габаритами, конфигурацией и весом заготовки.
Подключение источника питания: «+» – к корпусу детали, «–» – к бортику ванночки.
 Ток подается в течение не менее получаса, и то, для небольших образцов. О степени их готовности свидетельствует изменение окраски. Поэтому контроль – чисто визуальный. После этого напряжение отключается, и деталь вынимается из ванны.
Ток подается в течение не менее получаса, и то, для небольших образцов. О степени их готовности свидетельствует изменение окраски. Поэтому контроль – чисто визуальный. После этого напряжение отключается, и деталь вынимается из ванны.
Ее необходимо хорошо промыть, а для очистки от остатков раствора еще и подержать в марганцовке. После этого она опять промывается попеременно в теплой и холодной воде, а потом сушится. Если все делалось правильно, то деталь приобретает светло-серый цвет.
О высоком качестве анодирования свидетельствуют его равномерность по всей площади покрытия и отсутствие разводов или пятен.
«Закрепление» слоя
Это заключительный этап. Пленка, которая покрывает металл, характеризуется обилием микропор. Чтобы повысить устойчивость алюминия перед внешними воздействиями, их следует «закрыть». Самый простой способ – или прокипятить в воде дистиллированной, или пропарить. Такая процедура занимает не менее 30 минут.
«Финишная» обработка
После этого можно произвести покраску или просто покрыть лаком (бесцветным). Окрашивание производится методом погружения детали в раствор красителя (анилинового, 10%-го).

Распространенные ошибки
Их довольно часто допускают «домашние» мастера, не изучившие как следует все особенности технологии.
- Плохой контакт детали с электродом. Поэтому зажим должен быть надежным, типа «крокодил», а еще лучше – с затягивающим винтом. Нарушение контакта приводит к изменению силы тока, что напрямую влияет на конечный результат. Поэтому различные скрутки, петли для подвешивания заготовок в данном случае неприменимы.
- Несоответствие габаритов катода линейным размерам детали. Это приводит к неравномерности плотности тока в ванночке. Как следствие – низкое качество обработки поверхности, риск прогара металла. Есть общее правило – катод (ванночка) по площади должен превышать заготовку не менее чем в 2 раза.
- Недостаточная (или завышенная) анодная плотность. Рекомендуемая величина – порядка 2 А/дм² (20 мА/см²). Для ускорения процесса ее можно и немного увеличить (но не более чем в 1,5 раза) с обязательным выдерживанием низкой температуры раствора за счет качественного охлаждения + постоянное его перемешивание.
Полезные советы
Произвести качественную зачистку поверхности образца механическим способом (с применением абразивных материалов) не всегда возможно. Например, из-за сложного рельефа его поверхности. В этом случае более эффективна методика травления. Суть ее в том, что деталь погружается в щелочной раствор. На практике, как правило, в мыльный. Иногда, чтобы добиться осветления заготовки, она дополнительно опускается в посуду с 20% раствором кислоты.
В любом случае после такой очистки необходимо образец тщательно промыть, чтобы удалить с его поверхности остатки хим/реактивов. Это делается под проточной водой, желательно теплой.
Следует неукоснительно соблюдать рекомендованный температурный режим (от -10 до +10 ºС). Если температура повысится, придется убавлять силу тока. Как результат – «рыхлость» покрытия.
После окраски для сохранения цвета в течение долгого времени деталь желательно обработать лаком. Чтобы не было его «наслоений», можно ее обработать мягкой кисточкой. После погружения в лак нужно дать ему полностью стечь.
В статье приведен только один из многочисленных способов анодирования в быту. Он самый простой, а потому и наиболее подходящий для человека, не имеющего достаточного опыта. При работе с кислотой сложностей гораздо больше, но разницы в конечных результатах практически никакой нет.
Для тех, кого интересует методика литья алюминия, есть отдельная инструкция с подробными фото — читайте.
Анодирование алюминия. Технология и реактивы анодирования
В статье приведены основные принципы процесса анодирования алюминия, теоретические основы процесса. Рассмотрены основные растворы, использующиеся для анодного оксидирования, приведены характеристики анодной пленки в зависимости от используемых реактивов и параметров технологического процесса. Рассмотрены составы для получения цветных анодных пленок.
Содержание:
1. Принципы процесса анодирования алюминия.
2. Применение анодирования.
3. Выбор электролита анодирования.
4. Анодирование в сернокислом электролите.
4.1 Концентрация серной кислоты и температура электролита.
4.2 Напряжение и плотность тока.
4.3 Длительность процесса.
4.4 Рабочий процесс.
5. Анодирование в хромовой кислоте.
6. Анодирование в щавелевой кислоте.
7. Другие растворы анодирования.
8. Снятие анодных покрытий.
Принципы процесса анодирования
Процесс электрохимического оксидирования алюминия и его сплавов в растворах серной, хромовой, щавелевой кислот и их смесей получил название анодирование алюминия. Несмотря на кажущуюся простоту процесс анодирования имеет множество вариантов, которые оказывают непосредственное влияние на характеристики и качество оксидной пленки. На внешний вид и структуру покрытия влияет и состав алюминиевого сплава, а корректировка электролита позволяет в широких пределах менять свойства покрытия. Качество и наличие примесей в составе электролита также может иметь решающее значение.
Анодирование значительно отличается от процессов нанесения гальванического покрытия на металлы (электрохимического осаждения) при которых защитный или декоративный слой металла наносится на поверхность металлического изделия, так как является процессом преобразования основного металла, в результате которого меняется внешний вид и характеристики поверхности.
Применение анодирования
Применение анодирования — это тема отдельной статьи, в любой отрасли где в той или иной мере используются изделия из алюминия или его сплавов и требуется изменение каких-либо качеств металла анодирование является оптимальным и зачатую единственным решением.
Приведем перечень основных областей применения анодирования:
- Тонкие окисные пленки используются в качестве основы для нанесения органических и неорганических покрытий (краски или лака).
- Цветное анодирование. Применение различных окрашивающих электролитов позволяет получить широкую гамму оттенков и цветов поверхности алюминиевого изделия. В качестве добавок используются соли никеля, кобальта или олова. Получаемые оттенки от светло-бронзового до черного.
- Повышение износостойкости. Оксидные покрытия на алюминии значительно тверже основного металла. Твердое анодирование широко применяется для деталей, работающих на истирание при небольшой нагрузке, а также для повышения коррозионной стойкости изделий.
- Электрическая изоляция. Оксидная пленка по сравнению с органическими изоляционными материалами обладает не только высокими изоляционными свойствами, но и обладает значительно большей теплостойкостью.
- Получение уплотненной поверхности с высокими антифрикционными свойствами. (смазочное покрытие).
Выбор электролита анодирования
Как указывалось выше, на свойства оксидной пленки, полученной методом анодирования оказывает влияние множество факторов – тип алюминиевого сплава, способ предварительной обработки поверхности детали, режим анодирования и тип финишных операций. Определяющее значение имеет и состав электролита. В основном используются кислотные электролиты (щелочные могут быть применены в отдельных случаях при специальных видах анодирования). Основной кислотой является серная, на ее основе готовится подавляющее большинство электролитов анодирования. Для получения специальных видов покрытий используются другие кислоты.
Анодирование в сернокислом электролите
Анодирование в серной кислоте позволяет получить полупрозрачные, бесцветные покрытия толщиной около 35 мк. Если процессу анодирования предшествует процесс глянцевания поверхности деталей, покрытия получают высокие декоративные качества (блестящее анодирование). В серной кислоте получают также пластичные анодные пленки, которые не разрушаются при формовке изделий.
Концентрация серной кислоты и температура электролита
Концентрация серной кислоты для анодирования в промышленных условиях принимается в диапазоне 8-35% (по массе). В концентрированном растворе анодная пленка получается мягкой и пористой, эластичность пленки высокая. Классической является концентрация 15% (по массе). Температуру в процессе анодирования задают в пределах от 180С до 250С. В большинстве случаев принимается температура в 200С. С применением серной кислоты получают также твердые анодные пленки, в этом случае процесс анодирования проводится при низких значениях температур (от -5 до +5 0С).
Контроль температуры в процессе анодирования является обязательным, от температуры зависит плотность тока и скорость растворения пленки, что в свою очередь оказывает прямое влияние на качество и характеристики покрытия. Для того, чтобы избежать локального перегрева раствора электролита используют специальные перемешивающие устройства.
Напряжение и плотность тока
При анодировании в серной кислоте используется стандартный выпрямитель с выходным напряжением до 24 вольта. При стандартном режиме сила тока составляет 16 вольт при плотности тока 1,5 а/дм2. Для получения коррозионностойких пленок большой толщины напряжение силу тока поднимают до 18 вольт, а при обработке сплавов алюминия с кремнием до 22 вольт. В отдельных случаях, например, при анодировании рулонного материала или проволоки используется переменный ток. Использование пониженной плотности тока позволяет получать тонкие, прозрачные окисные пленки, превосходящие по прозрачности пленки аналогичной толщины, полученные при стандартных значениях плотности тока.
Длительность процесса
Продолжительность процесса анодирования зависит от требуемых значений толщины пленки, а также используемой плотности тока. Для чистого алюминия это соотношение можно предложить в виде:
Толщина пленки, мк. = (Плотность тока, а/дм2 Х Время, мин.)/3
Соотношение является приблизительным, т. к. на продолжительность процесса может зависеть от типа сплава и режима обработки.
Рабочий процесс
Технологический процесс анодирования отличается от процессов нанесения гальванических покрытий прежде всего тем, что рассеивающая способность электролитов анодирования значительно выше, чем у электролитов, использующихся при процессах хромирования, меднения, цинкования или никелирования металла. Эффективная рассеивающая способность при активном перемешивании позволяет получать равномерные по толщине пленки на всей поверхности изделий, включая внутренние поверхности отверстий и пазов.
В остальном технологический процесс анодирования аналогичен процессам электрохимического нанесения покрытий – изделия погружают в предварительно нагретый электролит на подвесах или зажимах, детали не соприкасаются друг с другом, расстояние до катода должно быть не менее 15 см. (для габаритных изделий значения выше). Затем включается перемешивание раствора и подается ток. В обычных условиях площадь катода должна быть равна площади анода, сечение катода должно быть достаточным для обеспечения требуемой плотности тока.
По окончании процесса прекращают подачу тока и незамедлительно извлекают изделия из гальванической ванны. Изделия промывают в проточной воде и сушат.
Анодирование в хромовой кислоте
Хромовая кислота используется, если требуется провести анодирование ответственных алюминиевых деталей и узлов с тонкими стенками или с высокой точностью обработки. Растворение алюминия в хромовой кислоте ниже, чем в серной, снижение усталостной прочности металла ниже – пленка получается тонкой, непрозрачного серого цвета. Максимальная толщина окисной пленки достигает 10 мк., стандартная толщина от 2,5 до 5 мк.
Концентрация хромового ангидрида CrO3 принимается в пределах от 2 до 15% (по массе). Температуру режима в большинстве случаев задают в пределах 25-400С, активное перемешивание раствора электролита не требуется. При анодировании в 10% растворе хромовой кислоты температуру процесса поднимают до 540С при напряжении 30 вольт для обеспечения плотности тока равной 1,2 а/дм2. Для сплавов, содержащих в своем составе медь или цинк напряжение задается в пределах 15-20 вольт при той же плотности тока. При анодировании в электролите низкой концентрации 3-5% (по массе) применяется специальный режим подачи напряжения и процесс проходит циклами. Данный режим используется для обнаружения дефектов поверхности изделия или при формировании подслоя под покраску.
Анодирование в щавелевой кислоте
В растворе щавелевой кислоты получают пленки желтого оттенка, обладающие высокой износостойкостью. Этот метод один из первых открытых способов получения цветного покрытия. Износостойкость покрытия при истирании в два раза выше, чем при анодировании в серной кислоте. В процессе анодирования в щавелевой кислоте наряду с постоянным током с напряжением 30-60 вольт, используют режимы с переменным током. Для получения равномерного желтого или бронзового оттенка раствор интенсивно перемешивают. В остальном данный процесс не отличается от анодирования в серной кислоте. В качестве катодов могут быть использованы различные металлы – железо, свинец, нержавеющая сталь.
Другие растворы анодирования
В некоторых случаях используются электролиты, в которых оксидная пленка алюминия не растворяется – так называемые электролиты барьерного типа. С использованием растворов анодирования содержащих борную кислоту, виннокислый аммоний, борат аммония получают покрытия на деталях, использующихся в электроприборах (электролитических конденсаторах). Например, при обработке в растворе с боратом аммония получают пленки, имеющие пробивное напряжение 550 вольт. Также, данные виды электролитов используются при анодировании алюминия, осажденного в вакууме.
Алюминиевые детали, обработка которых подразумевает нанесение гальванического покрытия после анодирования обрабатывают в растворе, содержащем 25-30% фосфорной кислоты. Получаемые пленки имеют толщину до 6 мк., что связано с высокой растворимостью алюминия в фосфорной кислоте. Процесс проводят при цеховой температуре, плотности тока 10-20 а/мм2 и напряжении 30-60 вольт в течение 10-15 минут.
Твердые пленки золотистого, коричневого или черного цветов получают при использовании раствора, содержащего 40-100 г/л сульфосалициловой кислоты и 30-60 г/л серной кислоты при температуре 300С, плотности тока 2,5-3,5 а/дм2 и напряжении до 80 вольт.
Снятие анодных покрытий
Удалить некачественное анодное покрытие можно только со всей поверхности изделия, частичное восстановление пленки в большинстве случаев невозможно. Покрытие, как правило снимают в растворах, содержащих едкие щелочи. Процесс проходит под строгим контролем основных режимов, т. к. такие растворы обладают высокой степенью воздействия на основной металл. Классическим и менее всего воздействующим на поверхность алюминия признают раствор, содержащий 35 мл/л фосфорной кислоты и 20 г/мл хромовой кислоты. Обработка проходит в течение 1-10 мин, в зависимости от толщины пленки при температуре 95-1000С. для снятия твердых анодных покрытий используют указанный раствор с повышенной два раза концентрацией, при этом поверхность алюминиевых сплавов, содержащих медь может окрашиваться в серый или черный цвет.
Повторная обработка изделий после удаления анодной пленки возможна после оценки состояния поверхности изделия, если чистота поверхности достаточна для нанесения покрытия и полирование не требуется, можно приступать к процессу незамедлительно.
Следует отметить, что при обработке деталей для которых необходимо точное соблюдение первоначальных размеров потребуется повторное анодирование с нанесением пленки большей толщины, чем была первоначально. Это связано с тем, что при снятии и повторном нанесении покрытия потери могут составлять от половина до двух третей первоначальной толщины пленки.
![]()
что это такое, виды, процесс своими руками
Анодирование алюминия – процесс улучшения стойкости металла к окислению и получения более однородной поверхности. Рассмотрим существующие виды процесса получения анодированного алюминия и способы проведения в домашних условиях.
Алюминий относится к мягким металлам, которые легко поддаются обработке. В этом смысле он очень хорош для изготовления разных изделий, чем во многом объясняется его популярность. Кроме положительных сторон, есть один существенный недостаток металла – он очень быстро поддается окислению. Тонкая пленка на его поверхности серьезно мешает процессу покраски изделия, а неокрашенный металл выглядит малопривлекательным. Решить задачу можно, применяя анодирование алюминия.
Вся проблема естественно образованной оксидной пленки, которая, в принципе, защищает металл от дальнейшего разрушения, в том, что она хрупкая и легко счищается. Анодирование способствует наращиванию прочной оксидной пленки и ее закреплению на алюминии. После этого металл можно красить, лакировать, и эти покрытия будут стойко держаться на поверхности деталей.

Цель анодирования алюминия и его дальнейшее использование
Анодирование алюминиевых профилей и других деталей имеет большой смысл. Важно, что все характеристики металла остаются неизменными, но сама поверхность изделий приобретает дополнительные качества:
- По всей поверхности образуется механически прочный слой оксида, который не позволяет разрушаться металлу под воздействием влаги и кислорода.
- Мелкие повреждения в виде точечных дефектов либо незначительные царапины скрываются под слоем, и металл становится более однородным.
- При нанесении лакокрасочных покрытий последние распределяются более равномерно, хорошо ложатся на алюминий.
- Детали из анодированного алюминия приобретают презентабельный вид, на различных механизмах они смотрятся выигрышно.
- В процессе анодирования можно передать алюминию совершенно иной оттенок, например, посеребрить или позолотить его либо сделать отлив жемчужным блеском.
Обработанные запчасти из алюминия можно дальше пускать на производство различных узлов, механизмов машин, каркасов.
Способы анодирования алюминия
Наиболее распространенным методом анодирования выступает метод химического оксидирования, когда посредством специального электролита на поверхность алюминия осаживают пленку. Применяют при этом растворы на базе кислот:
- хромовой;
- сульфосалициловой;
- серной;
- щавелевой.
Кроме химического, анодирование бывает интегральным, микродуговым, интерферентным, также используют цветное оксидирование. При добавлении красителя можно получить любой цвет пленки, например черный.
Теплое анодирование
Применяют этот способ анодирования алюминия тогда, когда после необходимо красить изделие. Пленка имеет пористую структуру, что является положительным моментом для адгезии покрытия с эпоксидным красителем. Серьезным минусом можно считать недостаточную прочность механического и коррозионного характера. Активные металлы и морская вода способны легко разрушить покрытие. Такой способ анодирования можно использовать дома.
Нет четко установленной температуры, при которой создают условия образования кристаллического оксида по теплому методу анодирования алюминия. Известно, что он должен протекать в помещении, где поддерживается комфортная для организма температура либо она повышена, но не более чем до 50 °C. Процесс протекает в растворе электролита под воздействием напряжения.
Предварительно обезжиренная и промытая деталь претерпевает анодирование до тех пор, пока визуально вся обрабатываемая поверхность не станет молочно-белого цвета.
Холодная технология
Холодное анодирование предполагает тот же процесс создания кристаллического оксида, как и при теплой технологии, но температура раствора при этом не должна превышать 5 °C. Особенностью метода является ускоренный рост анодного покрытия со стороны алюминия относительно его же растворения со стороны электролита.

Что происходит при анодировании холодным способом:
- Емкость наполняют электролитом.
- В электролит опускают деталь, подвешивая ее, и соединяют с анодом.
- Катодную пластину также опускают в раствор и подают постоянное напряжение 12 В с плотностью тока 4–1,6 А/дм².
- При покрытии маленьких изделий ждут 30 минут, крупных – 60 минут, после чего снимают напряжение с электродов.
Преимущество холодного способа: получается высокопрочная оксидная пленка, стойкая к любым видам воздействия. Недостаток – плохая адгезия с красителями.
Анодирование алюминия в домашних условиях
Чтобы провести анодирование своими руками дома, необходим определенный набор инструментов:
- емкости или ванночки, выполненные из металла алюминия, где будет проходить сам процесс;
- емкости из полимера либо стекла для подготовки растворов в количестве двух штук;
- провода для подводки тока из электротехнического алюминия;
- источник питания напряжением 12 В, можно применить автомобильный аккумулятор либо блок питания;
- мощный реостат проволочного типа;
- измерительный прибор амперметр.
Для процесса анодирования на производстве в качестве основы электролита используют кислоту серную. Это опасно, так как ее пары легко воспламеняются, а в течение операции оксидирования бурно выделяются газы.
Чтобы безопасно анодировать алюминий в домашних условиях, от серной кислоты стоит отказаться, заменив ее на специальный раствор из соли и соды.

Подготовка электролита
В качестве электролита для получения рабочего раствора используют специальную смесь взамен кислоте. Приготовление каждого из двух компонентов раствора содового и солевого происходит в отдельных посудинах с применением дистиллированной воды без посторонних включений и подогретой до теплого состояния. Пищевую соду растворяют с тем расчетом, чтобы ее объем относительно объема солевого раствора был больше в 9 раз.
Методика приготовления:
- Отдельно каждый раствор подвергают скрупулезному перемешиванию с целью получения полной однородности без нерастворенных частиц.
- Оставляют смеси на некоторое время, чтобы опустился осадок, и сливают верхнюю часть через фильтр в другие чистые емкости.
- Перед тем как запустить процесс оксидирования, растворы смешивают в емкости из алюминия, где 1 часть будет солевого, 9 – содового растворов.
Подготовительный этап
Деталь, прежде чем подвергнуть химической обработке, следует правильно подготовить. На этом этапе:
- Поверхность изделия очищают от загрязнений.
- Шлифуют, удаляя окислы, значительные дефекты и неровности.
- Обезжиривают, избавляясь от веществ, препятствующих получению качественной пленки.
Температура электролита
Температура электролита имеет важное значение для процесса получения кристаллической оксидной пленки способом анодирования алюминия. Она напрямую влияет на прочность и рыхлость покрытия и его дальнейшие свойства.
Чем ниже температура, тем более плотной, крепкой и не такой рыхлой будет оболочка, но скорость образования последней меньше, нежели при использовании высоких температур.
Анодная плотность
Правильное анодирование металлов алюминия и их сплавов предполагает выдержку определенной плотности тока. Это показатель силы тока, отнесенный ко всей поверхности, которая будет подвержена покрытию оксидом. Этот параметр напрямую определяет, с какой скоростью будет образовываться слой. Также учитываются плотность электролита и его температура.
Общие правила предписывают использовать плотность в пределах 2,5–1 А/дм², если целью является получение покрытия декоративно-защитного характера – толщина 20–6 микрон; использовать плотность в пределах 4–2 А/дм², если нужен электроизоляционный слой или очень твердое покрытие – толщина 75–40 микрон.

Контакт детали с подвеской
Достижение результата качественного покрытия алюминиевых деталей методом анодирования также зависит от правильного их расположения в электролите. Они должны быть полностью погружены в раствор, иметь отличный контакт с анодом и не прикасаться к любым другим поверхностям. Осуществить это можно, применяя специальную подвеску. В роли ее может выступить алюминиевый брусок, который устойчиво закреплен на штативе. В бруске сверлят отверстия под болтовые соединения. Болтами крепят алюминиевую проволоку, на которой уже подвешивают детали. Также на брусок подключают анод.
Следует избегать большой площади контакта детали с подвеской: в этом месте пленка не будет образовываться во время оксидирования.
Закрепление
Окончательный этап после оксидирования – это закрепление. Суть процесса состоит в том, чтобы закрыть поры, образовавшиеся в поверхностном слое. Достигается это очень легко: деталь просто пропаривают или подвергают кипячению в дистиллированной воде. Длительность процесса составляет около 30 минут.
Типичные ошибки при анодировании
Выполняя оксидирование алюминия в домашних условиях, следует избегать таких ошибок:
- Применение скруток и некачественных зажимов в электрической цепи.
- Использование катодов меньших по размеру, нежели обрабатываемая деталь. Нужно, чтобы площадь катода была хотя бы в два раза больше.
- Плохо подобранный анодный ток.
Всем, кто связан с гальваникой и на практике умеет проводить анодирование алюминия, поделитесь в комментариях своим опытом. Такие знания очень важны для начинающих.
Анодирование в домашних условиях
Алюминий и сплавы на его основе широко используются в производстве автомобильных и мотоциклетных автозапчастей в том числе автомобильных дисков. В статье мы расскажем о том, как произвести анодирование алюминиевой детали в домашних условиях с целью подготовки поверхности к окрашиванию.
Анодирование используется для повышения износостойкости (твердость уплотненных анодных покрытий значительно превышает твердость основы), а также для придания деталям определенных специальных свойств, например, оптических, антифрикционных или изоляционных. Кроме функциональных свойств, анодные пленки обладают декоративными качествами, значительно улучшая внешний вид алюминиевой детали, а применение цветного анодирования алюминия позволяет получать покрытия различных цветов и оттенков.
Окрашивание алюминиевой детали без предварительного нанесения на поверхность анодно-окисной пленки возможно, но потребуются специальные грунтовки, а также дорогостоящая цинк-алюминиевая краска по металлу. Но даже с использованием этих материалов получить качественный, равномерный слой достаточно сложно. Анодные пленки используются в качестве основы для нанесения на поверхность алюминиевой детали органических и неорганических покрытий (краски или лака). Нанесение такой пленки возможно в домашних условиях или в гаражной мастерской.
В промышленных условиях анодирование проводится в сернокислом электролите, хромовой или щавелевой кислотах. В домашних условиях для получения тонкой оксидной пленки серого цвета можно использовать смесь насыщенных растворов углекислого натрия (пищевая сода) и хлористого натрия (пищевая соль).

Процесс анодирования алюминия
Насыщенные растворы готовят отдельно друг от друга следующим образом: в теплой воде растворяют соду и соль при интенсивном перемешивании, после насыщения растворов (соль и сода перестают растворяться и выпадают в виде осадка) им дают отстоятся в течение 10-15 минут и отфильтровывают в гальваническую емкость. Соотношение компонентов: на 9 частей раствора соды 1 часть раствора соли.
Качество оксидной пленки во многом зависит от степени правильно выполненной подготовки детали к нанесению покрытия (см. «Подготовка изделий к нанесению гальванических покрытий»). Деталь очищают от загрязнений, обрабатывают поверхность мелкой шкуркой и обезжиривают. В качестве раствора для обезжиривания подойдет ацетон.
В качестве гальванической ванны в данном случае лучше использовать емкость достаточного объема из алюминия. К емкости подключаем отрицательную клемму источника тока – она будет выполнять роль катода. Анодом является сама обрабатываемая деталь (положительная клемма источника тока). Если нет подходящей алюминиевой емкости можно использовать стеклянную емкость. В этом случае потребуются алюминиевые пластины или полосы, которые должны располагаться по периметру емкости, желательно дно емкости также покрыть алюминием. Погруженная в гальваническую ванну деталь не должна соприкасаться с катодами, необходимо выдержать расстояние не менее 15 мм.
В качестве источника постоянного тока можно использовать обычный выпрямитель или аккумулятор. Для регулировки силы тока подключаем резистор.
Далее необходимо рассчитать площадь поверхности обрабатываемых деталей (см. «Расчет площади поверхности сложных деталей», «Пример расчета площади поверхности сложной детали»). Ток анодирования задаем в пределах 10-20 мА на квадратный сантиметр площади поверхности детали.
Процесс анодирования продолжается полтора часа. Поверхность алюминиевой детали покрывается ровной серо-голубой пленкой. По окончании процесса извлекаем деталь из емкости, промываем под струей воды, затем очищаем поверхность детали раствором марганцовки с помощью ватного тампона, снова промываем и сушим.
Покраска алюминия анилиновыми красителями
Анодированные таким способом алюминиевые детали покрываем бесцветным лаком или окрашиваем в нужный цвет. Для покраски можно использовать органические или неорганические красители. Часто используют анилиновые красители. Раствор красителя содержит 15 г/л красителя, 1 мл/л уксусной кислоты. Деталь погружают в раствор, предварительно нагретый до 70-800С и выдерживают 10-15 минут. Чем больше время выдержки, тем более интенсивный оттенок и насыщенный цвет получит деталь. Затем деталь сушат и покрывают бесцветным лаком.
В промышленных условиях для окрашивания деталей из алюминия применяют цветное анодирование, при котором применяются специальные электролиты с добавками солей никеля, кобальта или олова. Такие электролиты позволяют получать широкую гамму цветов и оттенков – от светло бронзового до черного. В домашних условиях, анодирование по описанной выше несложной схеме и использование недорогих красителей позволяет добиться высоких декоративных качеств алюминиевой детали и обеспечить ее защиту от внешнего воздействия.
![]()
Возможно Вас заинтересуют статьи: |
Как анодировать алюминий в домашних условиях — сделать его из металла
В одном магазине, в котором я работал, мы регулярно отправляли вещи на термообработку, анодирование, оцинковку, гальванизацию и так далее. Если вы хотели что-то сделать для личного проекта, просто отложите это в кучу и наберитесь терпения.
К сожалению, я больше не работаю в этом магазине. Там, где я нахожусь сейчас, на самом деле довольно редко можно получить что-то анодированное. Так что для моих собственных небольших проектов я провел небольшое исследование, как я могу осуществить это дома в моем гараже.
Я обнаружил, что информация действительно разрознена. Вот почему я собрал все, что узнал, в эту статью. Это должно быть все, что вам нужно для начала.
В этом посте я расскажу о том, что я узнал о том, как добиться успеха, а также дам несколько советов и приемов, которые помогут вам в этом.
Отказ от ответственности: Я сделал это профессионально, но делать это дома — совсем другое дело. Ожидайте, что потребуется несколько попыток, прежде чем вы получите правильный процесс.
Что делает анодирование алюминия?
Вероятно, неплохо было бы начать это руководство с того, чтобы понять, что это за процесс. Это поможет вам понять, что происходит и почему это важно, по мере прохождения этапов.
Что делает анодированный алюминий? Анодирование алюминия создает тонкий слой оксида алюминия на металле. Этот защитный оксидный слой имеет более шероховатую поверхность, что позволяет красителям или краскам прилипать к металлу. Он тверже алюминия, поэтому обеспечивает определенную защиту.Это также придает алюминию коррозионную стойкость. Поскольку это такой тонкий слой, который окисляется, его можно наносить на прецизионные детали с минимальным влиянием на геометрию.
Это также обычно делается для косметики, даже если детали не окрашиваются или не окрашиваются. Анодирование придает алюминию матовый светло-серый цвет. Он также не подвергнется коррозии от таких вещей, как соль на ваших руках, и со временем оставит мутные пятна, похожие на яркий алюминий.
Что вам нужно
Сам процесс анодирования не так уж и сложен, и его не так дорого наладить (я знаю, все относительно).
Это то, что вам нужно для анодирования алюминия:
- Источник питания с соединениями
- Кислота
- Дистиллированная вода
- Катод
- Емкость
- Краситель (нужен только в том случае, если вы хотите сделать его другого цвета)
- Алюминиевая или титановая проволока
- Обезжириватель
- Кислотный нейтрализатор
- Мешалка (опция)
- Защитное снаряжение
- Вентилируемое место для работы в
Многое из этого можно найти, но некоторые вещи работают лучше, чем другие.Я рассмотрю несколько вариантов того, что можно использовать здесь, чтобы помочь вам установить бюджет. По крайней мере, вы будете знать, чего ожидать, и не будете тратить деньги на вещи, которые не работают.
Установка для мелкомасштабного анодирования
Если анодирование — это то, что вы хотели бы делать довольно часто и не возражаете против того, чтобы потерять немного денег, то это то, что имеет смысл.
Полные комплекты бывает сложно найти в Интернете, иногда их нужно покупать отдельно.
Вот краткий обзор того, что доступно.Если это не то, что вас интересует, просто перейдите к следующему разделу, посвященному более самостоятельному подходу. Спойлер: маршрут «Сделай сам» принесет очень неоднозначные результаты.
Примечание: Онлайн-цены колеблются, поэтому я мог бы написать эту статью сегодня, а завтра они будут другими. Я изо всех сил старался дать довольно хорошее представление о том, для чего нужны эти штуки, но в этом случае не упираюсь в огонь! Бюджет находится в конце раздела передач.
Источник питания
В общем, вы ищете что-то, что может выдавать около 18 В и выше.
Сила токаважна в зависимости от площади поверхности детали, которую вы хотите анодировать. Однако это немного легче сбалансировать, поскольку вы можете компенсировать это, просто бегая на нем дольше. В любом случае вам, вероятно, понадобится хотя бы один усилитель для небольших декораций и виджетов.
В Интернете можно найти достойные источники питания по цене от 60 до 100 долларов. Плюс в том, что эти источники питания универсальны — вы можете использовать их и для других вещей, например для покрытия.
Это тот, который я бы порекомендовал забрать.Он рассчитан на 30 вольт и 5 ампер, поэтому он подойдет для большинства проектов, занимающих площадь около одного квадратного фута. В нем также есть несколько красивых зажимов из кожи аллигатора, которые облегчают жизнь для таких проектов.
Как правило, вам нужно примерно от 0,02 до 0,03 ампер на квадратный дюйм площади поверхности детали.
Если вы хотите использовать MacGyver в своей установке, возможно, вам удастся обойтись без автомобильного зарядного устройства большего размера. Преимущество этого в том, что у вас уже может быть один, который будет работать.Недостатком является то, что у вас нет почти такого же контроля над мощностью, вам будет сложно настроить процесс, чтобы все было правильно. Анодирование может быть сложным.
Кислота
Самая распространенная кислота, которую вы встретите в гаражах, — это серная кислота. Обычно вы можете найти его примерно за 40 долларов за полтора галлона.
Pro совет: Аккумуляторная кислота — это, по сути, серная кислота, но, вероятно, она также имеет несколько присадок.Для наших целей это прекрасно работает. Обычно его можно купить немного дешевле, чем лабораторный. Вот пример того, что будет работать на Amazon.
Это необязательно, но использование действительно сильной кислоты может быть хорошим способом подготовить алюминий и удалить любой оксид, который может быть на нем. Щелок отлично работает и дешев. Вам не нужно много этого.
Краситель
Многие интернет-ресурсы говорят, что просто используйте краситель для ткани, если вы хотите покрасить анодированную деталь.Исходя из моего опыта, этот обычно работает как , но не всегда. Иногда цвета действительно нечеткие — синий может выглядеть фиолетовым, фиолетовый может выглядеть розовым и т. Д.
Но если вы не слишком привередливы, краска для одежды стоит довольно дешево. Обычно вы можете получить его за несколько долларов в Интернете.
Если вы хотите убедиться, что это работает должным образом, просто возьмите подходящий анодирующий краситель. Вот пример того, что отлично подойдет. Хороший краситель обычно стоит около 20 долларов за бутылку, в зависимости от того, где вы его купите.
Катод
Технически для этого можно было бы просто использовать кусок алюминия, но свинец работает лучше и может служить долго. Я получил наилучшие результаты, используя листовой свинец, так как он имеет такую большую площадь поверхности.
Вы можете просто взять немного свинцовой огранки в домашнем центре или взять листок на Amazon. По сути, это будет разовая покупка, так как состояние свинца на самом деле не ухудшается.
Контейнер
Пластиковые контейнеры отлично работают.Не нужно над этим задумываться. Для деталей среднего или большего размера используйте красивое и чистое ведро из полиэтилена высокой плотности на 5 галлонов. Для действительно мелких вещей вы можете использовать контейнер для посуды или даже стеклянную банку.
Просто выберите что-нибудь, что не проводит электричество и может сопротивляться кислоте.
Стеллажи для проволоки
Для фиксации детали можно использовать алюминиевую или титановую проволоку. Я очень предпочитаю использовать титан. Вот почему.
Стеллажи должны надежно проводить электричество.Оксид алюминия не проводит электричество.
Это означает, что если вы используете алюминиевый провод, он также будет анодирован. Титан — нет. Таким образом, титановый провод можно не только использовать повторно, но и с меньшей вероятностью потерять соединение во время процесса.
В любом случае, оба провода будут работать, и они не будут стоить много. Можно подобрать титановую проволоку (чуть дороже) или алюминиевую (дешевле). Честно говоря, если вы планируете анодировать несколько деталей, просто возьмите титановую проволоку.
Обезжириватель
Здесь нет ничего лишнего, просто то, что будет очищать деталь от жира или масла, чтобы она была красивой и чистой. Возможно, в вашем гараже уже есть что-то хорошее. Это будет отлично работать.
Кислотный нейтрализатор
Используйте пищевую соду. Работает как шарм.
Мешалка
Это необязательно, но это хорошая идея. Обычно это предотвращает прилипание пузырьков к детали во время анодирования и оставление небольших следов.Если вы хотите, чтобы детали выглядели безупречно, есть простой, но чрезвычайно эффективный прием.
Используйте воздушный насос аквариума. Если вы не можете «одолжить» одну из аквариума вашего ребенка какое-то время, вы можете проверить текущую цену на Amazon здесь.
Защитное снаряжение
Это важно. Вам понадобятся средства защиты глаз, респираторная маска от химикатов и перчатки.
Я видел, как многие люди используют простую респираторную маску, когда делают подобные вещи. Я бы действительно не рекомендовал это, поскольку маски от пыли не задерживают дым, а только частицы.
Это маска, которая работает хорошо, i
.Анодирование алюминия — Сообщество производителей ювелирных изделий Ganoksin
Когда я учился в аспирантуре Государственного университета Сан-Диего, я заинтересовался процессом анодирования. Некоторое время я работал с алюминием в ювелирных изделиях, когда Арлин Фиш принесла некоторую основную информацию об анодировании алюминия из Академии Бецалель в Иерусалиме. Я собрал примитивную установку для анодирования, которая в конечном итоге привела к тому, что в 1981 году я защитил свою магистерскую диссертацию по процессу анодирования алюминия и его применению в ювелирных изделиях.
Той осенью я переехал в Нью-Йорк, и мне предложили должность преподавателя в школе Парсонс / Нью-Скул. Там я познакомился с техническим консультантом Томасом Пигнателли, который помог нам собрать оборудование для анодирования. Благодаря ему я узнал больше об этом процессе и познакомился с компанией Sandoz и их красителями и химикатами, которые я сейчас использую. Обстановка в моей студии основана именно на том, что используется в промышленных условиях. Это сделало процесс более эффективным, а результат — более предсказуемым.
Я считаю, что анодированный алюминий — идеальный материал для украшений. Алюминий имеет малый вес и может быть окрашен в широкий спектр оттенков с помощью процесса анодирования. Я нахожу стимул в иронии использования промышленного материала и процесса для изготовления ювелирных изделий в сочетании их с более традиционными материалами, такими как золото, серебро и камни.
Спонсором Ганоксина является- Дэвид Тисдейл, Брошь, анодированный алюминий, латунь, 4 x 5 x 1 ″, 1984 г.
Анодирование — это промышленный процесс, позволяющий получить стабильную оксидную пленку на поверхности алюминия.Заготовка прикрепляется к алюминиевому крюку или проволоке, а затем погружается в кислотную ванну (раствор электролита), на нее подается положительный (анодный) ток, и по мере выделения кислорода оксидная пленка, содержащая миллиарды пор, аналогичная сотовой. структура производится на металлической поверхности. Эти поры впитают краситель. После герметизации металл укрепляется и защищается от коррозии, а также становится устойчивым к воде, маслу, соли, погодным условиям и общему износу.
Для получения ярких, четких цветов на относительно чистом алюминии используется сернокислотный процесс.Для менее чистых алюминиевых сплавов используется процесс хромовой кислоты, который дает менее прозрачное, более тонкое покрытие и цвет. (См. Также «Концепции и технологии ювелирных изделий», автор Oppi Untracht, New York: Doubleday, 1982, для получения дополнительной информации о процессе с хромовой кислотой.)
Анодированный алюминий имеет множество промышленных применений в архитектуре и строительных материалах, оборудовании и домашней утвари. Его применение в ювелирных изделиях очень интересно. Помимо долговечности анодированной поверхности, алюминий имеет легкий вес, а цветовая палитра практически безгранична.Красители Sandoz обладают высокой стойкостью окраски и не выцветают в течение многих лет. Контролируя переменные времени и температуры в кислотной ванне, а также время и температуру красителя
.Что такое анодирование? Отделка выбора
Анодирование … Лучший выбор
Анодирование — это электрохимический процесс, при котором поверхность металла превращается в декоративная, прочная, коррозионностойкая, покрытие анодно-оксидом . Алюминий идеально подходит для анодирования, хотя другие цветные металлы, такие как магний и титан, также можно анодировать.
Анодная оксидная структура образована алюминиевой подложкой и полностью состоит из оксида алюминия.Этот оксид алюминия не наносится на поверхность, как краска или покрытие, но полностью интегрирован с лежащей под ним алюминиевой подложкой , поэтому он не может сколоть или отслоить Он имеет упорядоченную пористую структуру, которая позволяет выполнять вторичные процессы, такие как окраска и герметизация.
Анодирование осуществляется путем погружения алюминия в ванну с кислотным электролитом и пропускания электрического тока через среду. Катод установлен внутри емкости для анодирования; алюминий действует как анод, так что ионы кислорода высвобождаются из электролита для соединения с атомами алюминия на поверхности анодируемой детали.Поэтому анодирование — это вопрос строго контролируемого окисления, усиление естественного явления.
Подробнее об анодировании …
Анодированная отделка сделала алюминий одним из наиболее уважаемых и широко используемых материалов сегодня при производстве тысяч потребительских, коммерческих и промышленных товаров.
Анодированный алюминий:
- Защищает спутники от суровых условий космоса.
- Используется в одном из самых высоких зданий в мире — Уиллис-тауэр в Чикаго, штат Иллинойс.
- Обеспечивает привлекательные, требующие минимального обслуживания, долговечные экстерьеры, крыши, ненесущие стены, потолки, полы, эскалаторы, вестибюли и лестницы в небоскребах и коммерческих зданиях по всему миру.
- Произведена революция в производстве компьютерной техники, выставочных стендов для выставок, научных инструментов и постоянно расширяющегося ассортимента бытовой техники, потребительских товаров и строительных материалов.
- Считается экологически безопасным, практически не оказывает вредного воздействия на землю, воздух или воду.